Nano Cutting Fluids in Minimum Quantity Lubrication - · PDF file4. Estimation of Cutting...
4
Nano Cutting Fluids in Minimum Quantity Lubrication D.Nageswara Rao Dept. of Mechanical Engg.,College of Engineering, Andhra University, Visakhapatnam, India. R.R.Srikant, P.Vamsi Krishna, M.S.Subrahmanyam Dept. of Industrial Production Engineering, GIT, GITAM University, Visakhapatnam, India Abstract Machining is characterized by high cutting forces and temperatures that drastically influence the product quality. To deal with the problem, cutting fluids have been the conventional choices. However, several problems posed by the cutting fluids, including the health hazards like dermatitis to the exposed workers, have demanded for alternative cooling methods. As a solution, Minimum Quantity Lubrication (MQL) has emerged. This calls for fluids of high thermal conductivity. In the present work, inclusion of nano-particles is studied for the enhancement in cutting fluid properties. Parent cutting fluid properties are estimated through a series of tests as per ASTM. CuO nano particle inclusion, in varying proportions is studied. Heat transfer rates are computed for the parent fluid and the fluids with nano particle inclusion are computed and temperature profiles of cutting tool are simulated using Finite Element Analysis. The results are compared with the experimental results of dry machining and machining with parent cutting fluid. Results indicate that nano-particle inclusion shows drastic improvement in the properties of the cutting fluid. Inclusion upto 6% is beneficial to machining through cooling and inclusion beyond 6% is not desirable. The flow rate of the coolant is controlled and minimized to obtain satisfactory levels of cooling with minimum quantity of the lubricant. An intelligent system is built up using artificial neural networks to decide the required flow rate for any percentage of nano-particle inclusion. This work provides a basis for studying the effectiveness of the fluids in MQL. Keywords: metal cutting, cutting fluids, nanofluids 1. Introduction In the present day world of cutthroat competition, the quality and economy are the buzzwords of any industry. However, the long idle times and overheads associated with the production processes prevent achieving the goal. Machining, being a major manufacturing process, contributes to the majority of the products’ cost. Economy of machining is affected by the frequent interruptions during tool change as cutting tool wears, thus prolonging the production times and increasing the cost of product. Though several parameters affect on the condition of cutting tool, cutting forces and temperatures are found to be most influential. Hence, it has constantly been the drive to device techniques for reducing friction and temperatures associated with metal cutting. Among such methodologies, application of Cutting Fluids is prominent. The prime function of cutting fluids stands is to provide adequate lubrication and cooling in metal cutting operations. The coolant of the fluid prevents thermal expansions of the workpiece. Consequently, the fluids help in achieving longer tool life and better surface finish of the product. These benefits made the existence of the fluids in metal cutting operations for the last 200 years. Cutting fluids play a significant role in machining operations and impact shop productivity, tool life and quality of work[1,2]. However, with time and use, fluids degrade in quality and eventually require disposal once their efficiency is lost. Waste management and disposal have become increasingly more complex and expensive. Mist generation is another problem prevalent with the cutting fluids. The aerosol gets accumulated in the respiratory system of the worker and can cause severe problems. Environmental liability is also a major concern with waste disposal. Many companies are now paying for environmental cleanups or have been fined by regulatory agencies as the result of poor waste disposal practices [3]. Further, addition of additives is also restricted due to their effect on the environment during disposal. With several limitations of cutting fluids, the search for substitutes is underway. This has given rise to Minimum Quantity Lubrication (MQL) where a bare minimum quantity of the fluid is employed. Since high cooling is to be achieved with minimum quantity of the fluid, the coolant needs to be of high thermal conductivity. Nanofluids have emerged as a promising solution to this problem. Nanofluids are engineered colloidal suspensions of nanoparticles (1-100 nm) in a base fluid [4]. The use of nanofluids as coolants in radiators and other applications is under study [5]. The applicability of the fluids as coolants is mainly due to the enhanced thermal conductivity of the fluids due to the solid particle inclusion [6]. The use of cutting fluid is constrained by its properties, primarily cooling abilities. In the present work, cooling abilities of the fluid are assessed by the estimation of thermal conductivity of the fluids with and without nanoparticles inclusion. To estimate the cutting tool temperature, machining is carried out. Cutting conditions are selected considering the chosen workpiece material and tool combination besides the machine tool available in the laboratory for conducting experiments. 2. Experimental Setup & Experimentation AISI 1040 (EN 8) steel is used as the workpiece material. Experiments are conducted on PSG-124 lathe at constant cutting conditions. This machine has both auto feed and variable spindle speed capabilities. Experimental set-up on a 10 HP lathe (Make: PSG) is shown in Fig. 1.
Transcript of Nano Cutting Fluids in Minimum Quantity Lubrication - · PDF file4. Estimation of Cutting...

Nano Cutting Fluids in Minimum Quantity Lubrication
D.Nageswara Rao
Dept. of Mechanical Engg.,College of Engineering, Andhra University, Visakhapatnam, India.
R.R.Srikant, P.Vamsi Krishna, M.S.Subrahmanyam
Dept. of Industrial Production Engineering, GIT, GITAM University, Visakhapatnam, India
Abstract Machining is characterized by high cutting forces and
temperatures that drastically influence the product quality. To
deal with the problem, cutting fluids have been the conventional
choices. However, several problems posed by the cutting fluids,
including the health hazards like dermatitis to the exposed
workers, have demanded for alternative cooling methods. As a
solution, Minimum Quantity Lubrication
(MQL) has emerged. This calls for fluids of high thermal
conductivity. In the present work, inclusion of nano-particles is
studied for the enhancement in cutting fluid properties. Parent
cutting fluid properties are estimated through a series of tests as
per ASTM. CuO nano particle inclusion, in varying proportions
is studied. Heat transfer rates are computed for the parent fluid
and the fluids with nano particle inclusion are computed and
temperature profiles of cutting tool are simulated using Finite
Element Analysis. The results are compared with the
experimental results of dry machining and machining with parent
cutting fluid. Results indicate that nano-particle inclusion shows
drastic improvement in the properties of the cutting fluid.
Inclusion upto 6% is beneficial to machining through cooling and
inclusion beyond 6% is not desirable. The flow rate of the
coolant is controlled and minimized to obtain satisfactory levels
of cooling with minimum quantity of the lubricant. An intelligent
system is built up using artificial neural networks to decide the
required flow rate for any percentage of nano-particle inclusion.
This work provides a basis for studying the effectiveness of the
fluids in MQL.
Keywords: metal cutting, cutting fluids, nanofluids
1. Introduction In the present day world of cutthroat competition, the
quality and economy are the buzzwords of any industry.
However, the long idle times and overheads associated with the
production processes prevent achieving the goal. Machining,
being a major manufacturing process, contributes to the majority
of the products’ cost. Economy of machining is affected by the
frequent interruptions during tool change as cutting tool wears,
thus prolonging the production times and increasing the cost of
product.
Though several parameters affect on the condition of
cutting tool, cutting forces and temperatures are found to be most
influential. Hence, it has constantly been the drive to device
techniques for reducing friction and temperatures associated with
metal cutting. Among such methodologies, application of Cutting
Fluids is prominent.
The prime function of cutting fluids stands is to provide
adequate lubrication and cooling in metal cutting operations. The
coolant of the fluid prevents thermal expansions of the workpiece.
Consequently, the fluids help in achieving longer tool life and
better surface finish of the product. These benefits made the
existence of the fluids in metal cutting operations for the last 200
years.
Cutting fluids play a significant role in machining
operations and impact shop productivity, tool life and quality of
work[1,2]. However, with time and use, fluids degrade in quality
and eventually require disposal once their efficiency is lost.
Waste management and disposal have become increasingly more
complex and expensive.
Mist generation is another problem prevalent with the
cutting fluids. The aerosol gets accumulated in the respiratory
system of the worker and can cause severe problems.
Environmental liability is also a major concern with
waste disposal. Many companies are now paying for
environmental cleanups or have been fined by regulatory
agencies as the result of poor waste disposal practices [3]. Further,
addition of additives is also restricted due to their effect on the
environment during disposal.
With several limitations of cutting fluids, the search for
substitutes is underway. This has given rise to Minimum Quantity
Lubrication (MQL) where a bare minimum quantity of the fluid is
employed. Since high cooling is to be achieved with minimum
quantity of the fluid, the coolant needs to be of high thermal
conductivity. Nanofluids have emerged as a promising solution to
this problem. Nanofluids are engineered colloidal suspensions of
nanoparticles (1-100 nm) in a base fluid [4]. The use of
nanofluids as coolants in radiators and other applications is under
study [5]. The applicability of the fluids as coolants is mainly due
to the enhanced thermal conductivity of the fluids due to the solid
particle inclusion [6].
The use of cutting fluid is constrained by its properties,
primarily cooling abilities. In the present work, cooling abilities
of the fluid are assessed by the estimation of thermal conductivity
of the fluids with and without nanoparticles inclusion. To
estimate the cutting tool temperature, machining is carried out.
Cutting conditions are selected considering the chosen workpiece
material and tool combination besides the machine tool available
in the laboratory for conducting experiments.
2. Experimental Setup & Experimentation AISI 1040 (EN 8) steel is used as the workpiece
material.
Experiments are conducted on PSG-124 lathe at
constant cutting conditions. This machine has both auto feed and
variable spindle speed capabilities. Experimental set-up on a 10
HP lathe (Make: PSG) is shown in Fig. 1.

Fig. 1 Experimental set up on PSG-124 Lathe Machining is carried out using cemented carbide insert and HSS
tool separately.
The choice of tool holder and cutting tool insert for machining
process is provided by Sandvik India Limited. Tool insert and
tool holder with a provision for placing an embedded
thermocouple [7].
Cutting tool insert: uncoated Carbide, SNMG
120408 (H-13A ISO specification)
Tool holder: PSRNR 12125F09 (ISO
specification)
Cutting temperatures indicate the amount of heat generated
during machining. To assay the effectiveness of the cutting fluid
as a coolant, cutting temperatures are measured. Embedded
thermocouple is used to measure the temperature of the cutting
tool insert at a nodal point. Digital temperature indicator is used
for recording and displaying the temperature of the hot junction
of
thermocouple
.
A Cr-Al,
K-type
thermocouple
is used to
measure the
temperatures.
Machining is
done under
constant
cutting
conditions on
PSG lathe
with AISI 1040 (EN 8) workpiece, cemented carbide inserts as
cutting tools. Cutting temperatures are measured. Cutting fluid is
used at a rate of 0.11 m3/ min. The results are analyzed to asses
the performance of the fluids in machining.
3. Estimation of Heat Transfer coefficients The thermal conductivity of a nanofluid is given by
[8]:
−+−+
−−−−+=
)()1(
)()1()1(
pffp
pffp
fnfkkknk
kknknkkk
φ
φ
where knf is the nanofluid thermal conductivity, kf is the base fluid
thermal conductivity, kp is the bulk solid particle thermal
conductivity, φ is the particle volume fraction, and n is an
empirical scaling factor that takes into account how different
particle shapes affect thermal conductivity. We used spherical
nanoparticles in our experiments for which n = 3.
The effective density of nanofluids is given by:
sfnf φρρφρ +−= )1(
where ρnf is the nanofluid density and ρs and ρf are the densities of
the solid particles and base fluid, respectively.
The specific heat of nanofluids, cpnf, can be calculated using the
standard equation based on the volume fraction.
pfpspnf CCC )1( φφ −+=
where cps is specific heat of solid particles and cpf is specific heat
of base fluid.
Heat transfer coefficient is calculated taking the condition as flow
over flat plates [9] as:
Nu = 0.453*(Re0.5)*(Pr0.333) For 1% to 5%)
0.4637*(Re0.5)*(Pr0.333)
Nu = _________________________
[1+ (0.0207/Pr)0.67]0.25 (For 6% to 8%)
Nu * k
h = ________
x
The values of thermal conductivity and kinematic
viscosity of the base fluid are taken form our earlier published
paper [10].
Table 1 Kinematic viscosity of cutting fluids
(95% water), x 104 m2/sec
Temperature, 0C
Kinematic
Viscosity
34 0.025
40 0.02
48 0.016
54 0.016
65 0.016
Table 2 Thermal conductivity of the cutting fluids,
W/m-0C
Based on the relations presented in earlier heat transfer
coefficients are calculated and presented in table 3.
Table 3
% inclusion of
nanoparticles
Heat Transfer
Coefficient, W/m2K
0.0 1774.46
0.5 1857.42
1.0 1885.8
2.0 1941.84
3.0 1990.08
4.0 2018.61
5.0 2032.58
6.0 2099.79
7.0 2066.90
8.0 2058.06
Temperature 0C
Thermal
Conductivity,
W/m-K
30 0.296
35 0.298
40 0.301
50 0.306
55 0.309
60 0.311
65 0.314
70 0.317
80 0.322
90 0.327
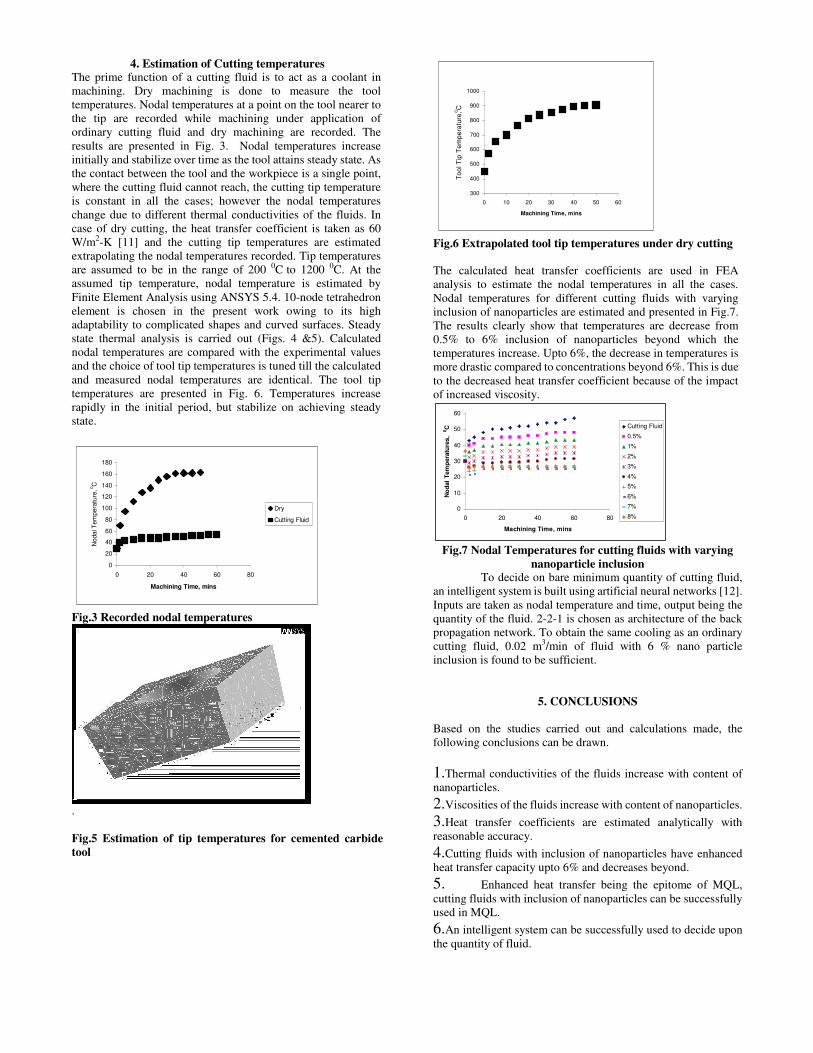
4. Estimation of Cutting temperatures The prime function of a cutting fluid is to act as a coolant in
machining. Dry machining is done to measure the tool
temperatures. Nodal temperatures at a point on the tool nearer to
the tip are recorded while machining under application of
ordinary cutting fluid and dry machining are recorded. The
results are presented in Fig. 3. Nodal temperatures increase
initially and stabilize over time as the tool attains steady state. As
the contact between the tool and the workpiece is a single point,
where the cutting fluid cannot reach, the cutting tip temperature
is constant in all the cases; however the nodal temperatures
change due to different thermal conductivities of the fluids. In
case of dry cutting, the heat transfer coefficient is taken as 60
W/m2-K [11] and the cutting tip temperatures are estimated
extrapolating the nodal temperatures recorded. Tip temperatures
are assumed to be in the range of 200 0C to 1200 0C. At the
assumed tip temperature, nodal temperature is estimated by
Finite Element Analysis using ANSYS 5.4. 10-node tetrahedron
element is chosen in the present work owing to its high
adaptability to complicated shapes and curved surfaces. Steady
state thermal analysis is carried out (Figs. 4 &5). Calculated
nodal temperatures are compared with the experimental values
and the choice of tool tip temperatures is tuned till the calculated
and measured nodal temperatures are identical. The tool tip
temperatures are presented in Fig. 6. Temperatures increase
rapidly in the initial period, but stabilize on achieving steady
state.
0
20
40
60
80
100
120
140
160
180
0 20 40 60 80
Machining Time, mins
Nodal T
em
pera
ture
, 0C
Dry
Cutting Fluid
Fig.3 Recorded nodal temperatures
.
Fig.5 Estimation of tip temperatures for cemented carbide
tool
300
400
500
600
700
800
900
1000
0 10 20 30 40 50 60
Machining Time, mins
To
ol T
ip T
em
pe
ratu
re, 0C
Fig.6 Extrapolated tool tip temperatures under dry cutting
The calculated heat transfer coefficients are used in FEA
analysis to estimate the nodal temperatures in all the cases.
Nodal temperatures for different cutting fluids with varying
inclusion of nanoparticles are estimated and presented in Fig.7.
The results clearly show that temperatures are decrease from
0.5% to 6% inclusion of nanoparticles beyond which the
temperatures increase. Upto 6%, the decrease in temperatures is
more drastic compared to concentrations beyond 6%. This is due
to the decreased heat transfer coefficient because of the impact
of increased viscosity.
0
10
20
30
40
50
60
0 20 40 60 80
Machining Time, mins
No
dal
Tem
pera
ture
s,
0C Cutting Fluid
0.5%
1%
2%
3%
4%
5%
6%
7%
8%
Fig.7 Nodal Temperatures for cutting fluids with varying
nanoparticle inclusion To decide on bare minimum quantity of cutting fluid,
an intelligent system is built using artificial neural networks [12].
Inputs are taken as nodal temperature and time, output being the
quantity of the fluid. 2-2-1 is chosen as architecture of the back
propagation network. To obtain the same cooling as an ordinary
cutting fluid, 0.02 m3/min of fluid with 6 % nano particle
inclusion is found to be sufficient.
5. CONCLUSIONS
Based on the studies carried out and calculations made, the
following conclusions can be drawn.
1.Thermal conductivities of the fluids increase with content of
nanoparticles.
2.Viscosities of the fluids increase with content of nanoparticles.
3.Heat transfer coefficients are estimated analytically with
reasonable accuracy.
4.Cutting fluids with inclusion of nanoparticles have enhanced
heat transfer capacity upto 6% and decreases beyond.
5. Enhanced heat transfer being the epitome of MQL,
cutting fluids with inclusion of nanoparticles can be successfully
used in MQL.
6.An intelligent system can be successfully used to decide upon
the quantity of fluid.

Despite its useful findings and contributions, the work has
several possibilities of being extended.
1.Experimental verification of the calculations for nanofluids
may be carried out.
2.Increased viscosity has a detrimental effect on heat transfer
coefficient. However, as the viscosity increases, friction and
hence cutting forces decrease. This may have a positive impact
on the tool life and other affecting parameters. This is to be
investigated into.
3.Impact of different nanoparticles may be studied.
4.Microbial analysis of the nano cutting fluids may be studied to
assay the environmental impact.
5.Mist generation of the formulated fluids may be studied. As
the fluids have metallic inclusions, the mist, if any, may be
lethal and have fatal affect on the workers’ health.
REFERENCES
1. Milton C. Shaw, Metal Cutting Principles, 2nd Edition,
Oxford University Press, USA, 2004.
2. Jerry P. Byers, Metalworking Fluids, 1st Edition, CRC,
USA, 1994.
3. M.A. El Baradie, Cutting Fluids: Part I:
Characterisation, Journal of Materials Processing Technology
56, 786-797, 1996.
4. V. Vasu, K. Rama Krishna, A.C.S. Kumar, Analytical
prediction of thermophysical properties of fluids embedded with nanostructured materials, International Journal of
Nanoparticles, Vol. 1, No. 1 (2008) pp. 32 – 49. 5. Simons, R., Comparing Heat Transfer Rates of Liquid
Coolants Using the Mouromtseff Number,
ElectronicsCooling, Vol. 12, No. 2, May 2006. 6. Ellswoth, M., Comparing Liquid Coolants from Both a
Thermal and Hydraulic Perspective, Electronics Cooling,
Vol. 12, No.3, August 2006.
7. Venkatesh, V.C, Chandrasekaran, H, Experimental
Methods in Metal Cutting, Prentice-Hall of India Pvt.Ltd,
1982.
8. Devdatta P. Kulkarni, Praveen K. Namburu, Debendra K.
Das, Comparison of Heat Transfer Rates of Different
Nanofluids on The Basis of The Mouromtseff Number,
Electronics Cooling, August 2007, Volume 13, Number 3.
9. J.P.Hollman, “Heat Tansfer”, 8th Edition, Mc.Graw-Hill
College, NewDelhi.
10. Rao, D Nageswara, Srikant, R R, Influence of emulsifier
content on cutting fluid properties, Proceedings of the I
MECH E Part B Journal of Engineering Manufacture, Volume
220, Number 11,pp. 1803-1806, 2006.
11. D.Nageswara Rao, CH.Srinivasa Rao, R.N.Someswara
Rao, Online Prediction of Diffusion wear on the flank
through tool tip temperature in turning using artificial neural networks, Proceedings of the I MECH E Part B Journal
of Engineering Manufacturing,Vol.220,pp 2069-2076, 2006.
12. James.A. Freeman, David.M. Skapura, Neural Networks
Algorithms, and Programming Techniques, Addison-Wesley,
1999.















![Affordable ultra-high rotation speed up to 75,000 RPM! · CM-CV-R016-040-4-A (TBV1304) Rotation speed & Coolant flow/Coolant pressure Coolant pressure [bar] Rotation speed Coolant](https://static.fdocuments.in/doc/165x107/5f7d724b4720fb47ad029f32/affordable-ultra-high-rotation-speed-up-to-75000-rpm-cm-cv-r016-040-4-a-tbv1304.jpg)
