Nano Ceramics

of 10
-
Upload
selvaraj2482 -
Category
Documents
-
view
230 -
download
0
Transcript of Nano Ceramics
-
8/3/2019 Nano Ceramics
1/10
DOD
Researchers
Provide
A Look Inside
Nanotechnology
SpecialIssue
QUARTERLYVolume 6, Number 1
A M P T I AC is a DOD Information Analysis Center Administe red by the Defense Informati on Systems Age n c y, D efense Te chnical Inform ation Center and Opera ted by I IT Re s e a rch Inst i t u te
-
8/3/2019 Nano Ceramics
2/10
Special Issue:Nanotechnology
The Coming Revolution: Science and Technology of Nanoscale Structures 5Dr. James S. Murday, Executive Secretary, Nanoscale Science, Engineering and Technology Subcommittee, US National Science andTechnology Council and Superintendent of the Chemistry Division, Naval Research Laboratory
At the most basic level of common understanding, nanoscience involves the study of materials where some critical property is attrib-utable to an internal structure with at least one dimension less than 100 nanometers. This is truly the last frontier for materials sci-ence. As "nanotechnology" appears ever more often in the technical and popular media, defense researchers tackle the science andtechnology that will transform nanoscience into practical technology. Dr. Murday provides an overview of the efforts of thePresidents National Nanotechnology Initiative, its accompanying work within DOD, and what they mean to the military, ouradversaries, and the future of this exciting field.
Emerging Technologies and the Army 11
Col. Kip Nygren, Professor and Head, Civil and Mechanical Engineering, US Military AcademyTechnology is changing rapidly and often outpaces humanitys ability to comprehend its advance. We, as humans, have alwaysrelied on our superior abilities to gather and process information and make proper decisions in a timely manner. This skill spansthe ages from stalking larger mammals in a hunt, to defeating our enemies on the field of battle. Now more than ever, success onthe battlefield is dependent on the rapid access to information and the ability to act on that data. Changing technology presentssome tremendous opportunities as well as pitfalls. Col. Nygren delves into the world of advanced technology and how it is shap-ing tomorrows warfighter.
Polymer Nanocomposites Open a New Dimension for Plastics and Composites 17
Dr. Richard Vaia, Materials and Manufacturing Directorate, Air Force Research LaboratoryHumans place great importance on materials when talking about the past, from types of manufacturing to even more fundamen-tal conventions of naming specific epochs after the materials used (i.e. Stone Age, Bronze Age, Iron Age). Todays frontiers of mate-rials technology are most definitely rooted in the combination of various materials to achieve specific goals with the greatest effi-
ciency of properties. Dr. Vaia shows us how advanced plastics and composites designed for extreme service and environments areblazing a trail for tomorrows incredible advances.
Power from the Structure Within:Application of Nanoarchitectures to Batteries and Fuel Cells 25
Dr. Richard Carlin, Director of the Mechanics and Energy Conversion Division, Office of Naval ResearchDr. Karen Swider-Lyons, Chemistry Division, Naval Research LaboratoryProbably one of the most established areas of nanotechnology is the use of nanomaterials in power generation and storage. Whilehighly dispersed nanoscale platinum particles have been used as electrocatalysts in fuel cells for years, the use of nanomaterials instorage and generation is far from fully exploited. Each year, researchers push the envelope with advances in control and modifica-tion of nanoscale properties in electrode structures. Drs. Carlin and Swider-Lyons explain some of the most recent advances in thestate of the art.
MaterialEASE: Materials Engineering with Natures Building Blocks 31Richard Lane, Benjamin Craig and Wade Babcock, AMPTIAC Technical StaffMay we suggest that you read this article first? Messrs. Lane, Craig and Babcock provide a comprehensive primer which introducesthe science of the nanoscale. The text is written at a level any reader, from the experienced nanotechnologist to the layperson, willappreciate. Many basic aspects of the technologies described in the other articles in this issue are also explained in clear, conciseterms. This is definitely a good starting point for the non-nano-savvy reader.
The AMPTIAC Newsletter, Spring 2002, Volume 6, Number 1
A M P T I AC i s a DO D Information Analysis Center Administe red by the Defense Information Systems Age n c y, Defense Te chnical Information Center and Opera ted by IIT Re s e a rch Inst i t u te
-
8/3/2019 Nano Ceramics
3/10
Nanoceramic Coatings Exhibit Much Higher Toughness and Wear Resistancethan Conventional Coatings 37
Dr. Lawrence Kabacoff, Materials Science and Technology Division, Office of Naval ResearchMost military and commercial applications require surface coatings which can resist wear and corrosion. Often taken for granted,these coatings can dramatically affect the standard service intervals for machinery, useful life of large components, and overall readi-ness of vital systems. While most ceramic coatings do wear ve ry slowly, they usually fail from a lack of toughness and not a lack of
wear resistance. Dr. Kabacoff describes an innovative processing method which utilizes traditional equipment to deposit films ofintermixed nano- and microscale grains which stand up to wear, but provide significant improvements in toughness and durability.
Nanoenergetics: An Emerging Technology Area of National Importance 43Dr. Andrzej Miziolek, Weapons and Materials Research Directorate, Army Research LaboratoryFrom the first experiments with gunpowder and fireworks to the latest ammonium nitrate and powdered aluminum high explo-sives, man has sought to unleash the force of chemical explosives in more powerful and controlled ways. Nanotechnology allowsresearchers to bridge the gap between pure chemical evaluation and microstructural analysis, and better understand the phenome-na which make energetics work. Dr. Miziolek presents a guided tour of some of the most groundbreaking work going on today inenergetics and how nanoscience is improving our understanding of one of our oldest weapons of war.
The Army Pushes the Boundaries of Sensor Performance Through Nanotechnology 49
Drs. Paul Amirtharaj, John Little, Gary Wood, Alma Wickenden and Doran Smith, Sensors and Electron Devices Directorate,Army Research LaboratoryThe battlefield is a place where too much information is rarely a problem. Our soldiers need every bit of data that can be collect-
ed and the field of available sensors and sensing systems is growing every day. An elite team of ARL researchers present some of thelatest thinking in sensor technology and describe how nanotechnology is changing the way sensors are designed, powered, deployedand utilized in the battlespace.
Fabricating the Next Generation of Electronics from Molecular Structures 57
Dr. Christie Marrian, Microsystems Technology Office, Defense Advanced Research Projects AgencyComputers today are fabricated primarily from silicon, its oxides and nitrides, and thin films of metals, all deposited with pat-terning technologies that are quickly approaching a physical limit of resolution. What if the next paradigm of computing was basednot on the solid, electron conducting paths of silicon and metal compounds, but on molecules and the very atomic structures thatmake up our own brains? Dr. Marrian takes us to the limits of molecular-based computing with healthy doses of science-fact andpractical evaluation of components and systems that may very well be the next revolution in computing.
Engineering the Future of Nanophotonics 63
Dr. Bob Guenther, Physics Department, Duke UniversityDr. Henry Everitt, Associate Director of the Physics Division, Army Research OfficeOptical components are already established as the foundation for tomorrows telecommunications systems, and are quickly becom-ing de rigueur in next generation computing technology. In order for this to move from the world of science to technological appli-cation, new ways of controlling, transmitting and conveying photonic information will be developed. Drs. Guenther and Everittexamine the world of nanophotonics and show some of the systems that will transmit, generate, and indeed compute with light.
The AMPTIAC Newsletter is published quarterly by the Advanced Materials and Processes TechnologyInformation Analysis Center (AMPTIAC). AMPTIAC is a DOD sponsored Information Analysis Center,operated by IIT Research Institute and administratively managed by the Defense Information Systems Agency(DISA), Defense Technical Information Center (DTIC). The AMPTIAC Newsletter is distributed to morethan 25,000 materials professionals around the world.
Inquiries about AMPTIAC capabilities, products and services may be addressed toDavid H. Rose
Director, AMPTIAC
3 1 5 - 3 3 9 - 7 0 2 3
E M A I L : a mp t i a c @ i i t ri . o rgU R L : h t t p :/ / a mp t i a c . i i t ri . o rg
We welcome your input! To submit your related articles, photos, notices, or ideas for future issues, please contact:
AMPTIAC
ATTN: CHRISTIAN E. GRETHLEIN, P.E.
201 Mill Street
Rome, New York 13440
P HONE : 3 1 5 . 3 3 9 . 70 0 9
FAX: 315 .339 .7107
E M A I L : a mp t i a c _ n ew s @ i i t ri . o rg
Editor-in-ChiefChristian E. Grethlein, P.E.
Technical Content ManagerWade Babcock
Creative DirectorGreg McKinneyWord and Image
Information ProcessingJudy E. TallarinoPatricia McQuinn
Inquiry ServicesDavid J. Brumbaugh
Product SalesGina Nash
Training CoordinatorChristian E. Grethlein, P.E.
-
8/3/2019 Nano Ceramics
4/10
The AMPTIAC Newsletter, Volume 6, Number 1
IntroductionModifying material surfaces to enhance wear and corrosionresistance is a common practice for both military and commer-cial applications. Electrodeposited hard chrome is one of themost widely used protective coatings. Ceramic coatings, bothsingle phase and composite types, are also common and theyare frequently applied using plasma spray. In this process, thecoating material (usually in the form of a powder) is injected
into a plasma stream where it is heated and accelerated towardthe substrate surface. After impacting the surface the ceramicrapidly cools thus forming a coating layer.
Both hard chrome and ceramic coat-ings have serious deficiencies that canlimit their use. Chrome electroplatinguses closely regulated hazardous materi-als. Compliance with the various environ-mental safety regulations has made hardch rome increasingly expensive to use.Pl a s m a - s p r a yed ceramic coatings aresomewhat less expensive than chrome(when clean up costs are included), butare generally brittle and have limited suc-cess adhering to substrates, which is also aproblem for hard chrome. The need forbetter coating materials has been recog-nized and considerable effort has recentlygone into finding replacements.
Over the last five years, a consortium ofcompanies, universities and Navy person-nel have been developing a new genera-tion of wear resistant nanostructuredceramic coatings. The consortium is leadby Inframat, Inc. and the University of
Connecticut, and team members includethe A&A Company, Rutgers University,St e vens Institute of Te c h n o l o g y, theNaval Surface Warfare Center (CarderockDivision) and Puget Sound Na va lShipyard. It is funded by the Office ofNaval Research and its objective has beento achieve mechanical and wear proper-ties unobtainable from more convention-al materials (i.e. materials with structuralaspects at the micron scale or larger).
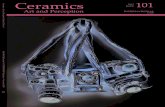
Nanostructured materials are characterized by an ultra-finem i c ro s t ru c t u re with some physical aspect less than 100nanometers in size. This feature can be grain size, particle orfiber diameter, or layer thickness (Figure 1). There are two rea-sons why reducing the scale of a materials microstructure cansignificantly alter its properties. First, as grain size gets smaller,the proportion of atoms at grain boundaries or on surfacesincreases rapidly. In a polycrystalline material with a grain size
of 10nm, as many as 50% of its atoms are at grain boundaries,resulting in a material with properties far different than nor-
Figure 1. Nanostructured Materials are Characterized by the Inclusionof One or More Types of Features with Dimension Below 100 Nanometers
Dr. Lawrence T. KabacoffMaterials Science and Technology Division
Office of Naval Research
Particle Diameter Layer Thickness
Fiber Diameter Grain Size
-
8/3/2019 Nano Ceramics
5/10
mally seen. The other reason is related to the fact that many
physical phenomena (such as dislocation generation, ferro-magnetism, or quantum confinement effects) are governedby a characteristic length. As the physical scale of the mate-rial falls below this length, properties change radically. Untilrecently, these changes in deformation behavior and modesof failure have not been well understood due to the inabili-ty to consistently fabricate high quality materials. This situ-ation is changing rapidly, with considerable progress nowbeing made in the fabrication of nanomaterials, as well asand the understanding of the interrelations betwe e nnanoscale processing, structure, and macroscale properties.
Fabrication of Nanoceramic CoatingsThe strategy employed to develop nanostructured coatingsconcentrated on compositions similar to currently availableconventional coatings and to use existing deposition equip-ment to fabricate them. As only the microstructure of the coat-ings was changed, it greatly simplified the process of imple-menting the new technology in both military and commercialapplications. One of the coatings under development, a plasma
sprayed nanoceramic composite with a composition of Al 2O3 -13 TiO2, has exhibited wear resistance, bond strength, andtoughness unprecedented in a ceramic, and is now in useaboard Navy surface ships and submarines, reducing mainte-nance costs due to wear and corrosion.
Plasma spray, the process used to fabricate ceramic coatings,is very simple in concept, but very complex in practice. Aninert gas is passed through a region of electrical discharge,
where it is heated to very high temperature (typically 10,000 to20,000 K). The rapidly expanding plasma is forced out througha nozzle at velocities between 1,200 and 1,500 m/sec anddirected toward a substrate. Particles are injected into the plas-ma, where they are heated and accelerated. Although the plas-ma and particle temperatures are high, substrate surface heatingis minimal. A schematic of a typical plasma spray gun is shownin Figure 2. The complexity arises from the large number ofparameters that must be selected and which can affect thestructure and properties of the coating. The temperature andvelocity of the plasma depend on the power applied to the gunand the type and flow rate of the gas used. Usually, two gassesare used, an inert gas such as helium or argon, and a secondarygas, such as hydrogen. Other factors include the morphology ofthe powder particles, distance from the gun to the substrate,position and orientation of the powder injection ports, and sur-face preparation of the substrate. Taken all together, these
The AMPTIAC Newsletter, Volume 6, Number 138
Figure 2. Schematic Diagram
of Typical Plasma Torch
(Courtesy of R.W. Rigney)
Figure 3. Indentation Crack Growth
Resistance vs. Critical Plasma Spray
Parameter (proportional to plasmatemperature) [3]
Figure 4. Effect of Nanoparticle
Agglomerate Melting on
Coating Microstructure [3]
TungstenCathode
NozzleCopperAnode
Plasma
Spray Deposit
Spray Stream
PreparedSubstrate
Electric
ArcPowder andcarrier gas
Electrical (+)Connectionand Water In
Arc gas
Electrical (-)Connectionand Water Out
290 320 350 380 410 440
CPSP(A Parameter which is proportional to Temperature
CPSP=Applied Power/Primary Gas Flow Rate)
14
12
10
8
6
4
2
0
Not Melted
Partially Melted
All Melted
StartingMicrostructure
CoatingMicrostructure
q -Al2O3 (0.5 ~ 2.0 m)
q -Al2O3 with dissolved Ti4+ (20-100 nm)
q Oxide solution of TiO2 and/or oxide additives (20-100 nm)
2-1/2 in. - 6 in.(64 to 152 mm)
nanostructuredconventional
-
8/3/2019 Nano Ceramics
6/10
parameters determine the thermal history of the injected parti-cles, velocity of impact, and flow and solidification characteris-tics after impact, thus dictating the resultant microstructure.
As compared to traditional plasma spray processes, plasmaspraying nanostructured materials introduces a number ofcomplications. The first is that nanoparticles cannot be sprayedby particle injection into the plasma. Very small particles lackthe momentum necessary to penetrate into the plasma, or toimpact the surface while the plasma sweeps to the side near thesubstrate. To be sprayed, the particles must be formed intoagglomerates approximately 30-100 microns in diameter. Foran Al2O3 - TiO2 nanocomposite, this is usually accomplishedby dispersing alumina and titania nanoparticles in a fluid witha binder and spray drying [1]. If necessary, the agglomerates arepartially sintered to improve structural integrity.
The next problem is forming a nanostructured coating on
the substrate. This is not trivial since the agglomerates are great-ly heated (promoting rapid grain growth) and are at least par-tially melted. There are three mechanisms for creating or retain-ing a nanoscale microstructure: avoiding melting or grain
growth of the feedstock (very difficult), inclusion of nanoscaleparticles with very high melting temperature that remain solid
while the rest of the material melts, or formation of a nanos-tructure during solidification of the sprayed material uponimpact. The last mechanism occurs in composites consisting oftwo or more immiscible phases (as is the case for Al2O3 andTiO2) and results from solid state decomposition of a single,metastable phase formed by rapid solidification during impact.
The metastable phase formed by Al2O3 and TiO2 is a highlydefected Spinel [2].
The microstructure and properties of nanostructured Al2O3- 13TiO2 coatings depend strongly on the temperature of theplasma [3]. This is in sharp contrast to the conventional coat-ing, as illustrated in Figure 3, which shows a plot of indenta-tion crack resistance as a function of a parameter (appliedpower divided by primary gas flow rate) which is proportionalto the plasma temperature. Data is shown for both the nanos-tructured and conventional coatings. One can see that thecrack growth resistance for the conventional material is virtual-ly independent of plasma temperature while the nanostruc-tured coating exhibits a strong dependence.
The reason can be found by following the thermal history ofthe injected particles. In the plasma spraying of conventional
Al2O3 - 13TiO2, the feedstock consists of large fused andcrushed particles that are fully melted prior to impact. Fullmelting is achieved over a wide range of temperature because ofthe high thermal conductivity of fused and crushed particles(relative to nanoparticle agglomerates). The coatings typicallyhave grain sizes greater than one micron. When the nanoparti-cle agglomerates are sprayed at relatively high temperature(under conditions that result in full melting), the nano struc-ture consists entirely of grains formed from the decompositionof the metastable Spinel phase.
The difference between the micro-grained material formedfrom fused and crushed feedstock and the nanostructure formedfrom the agglomerates arises from the degree of homogeneity inthe melted particles. Because of the short residence time, the liq-
The AMPTIAC Newsletter, Volume 6, Number 1
Figure 5. Cup Test Performed on Conventional (Left)and Nanostructured (Right) Al2O3 -13TiO2 Coatings
(Courtesy of R.W. Rigney)
Figure 6. Cross-
Sectional Views of
Crack Propagating
in ConventionalAl2O3-13TiO2Coating [3]
50m15m
-
8/3/2019 Nano Ceramics
7/10
40
uid formed from melting the fused and crushed particles willcontain alumina and titania rich regions. When this liquid solid-ifies rapidly, the grains formed will be larger than would beobtained from a homogeneous liquid. When plasma spray iscarried out at a relatively low temperature, little melting occursand the structure consists of incompletely sintered particles thathave undergone some degree of grain growth. The middle tem-perature range gives partial melting of the agglomerates and
results in regions of micron sized grains (from unmelted parti-cles that have experienced grain growth) surrounded bynanoscale grains from the fully melted material and is illustrat-ed in Figure 4. It is this duplex structure that gives the bestproperties, not a homogeneous nanoscale structure.
Properties of Nanostructured Al2O3 - 13TiO2 CoatingsThe obvious parameter by which to judge a wear resistant coat-ing is wear rate. Wear can be termed as either sliding or abra-sive. Both are measured by running a wearing medium overthe surface and measuring weight loss. For many coatings, andparticularly for brittle materials such as ceramics, this parametercan be misleading. The wear resistance of coatings in use todayis outstanding, with wear rates orders of magnitude less than theuncoated surface. Brittle coatings usually do not fail by wearingout, but rather suffer from cracking, delamination and spalla-tion. At least as important as wear resistance is bond strength(adhesion to the substrate) and toughness (the ability to with-stand an impact or applied strain). It is in these properties thatthe nanoceramic coatings excel to a remarkable degree.
The bond strength of the nanostructured coatings, as meas-ured by tensile pull tests on coatings applied without a bondcoat, is about double that of a conventional coating. Thetoughness of the nanostructured Al2O3 - 13TiO2 coatings isextraordinary, as is dramatically illustrated in Figure 5. This
shows a cup test in which a coated coupon is forced downonto a one-inch diameter steel ball (coated side away from theball), causing it to deform. The deformation is greatest in thecenter decreasing to zero at the edges. The conventional coat-
ing shows the typical cracking and spalling observed in aceramic. The nanostructured coating actually deforms along
with the substrate and no macroscopic cracking is observed. Ablow from a hammer severe enough to deform a steel substrate
would not be sufficient to cause failure in the coating. Thistoughness translates into greater wear resistance, which is twoto four times greater than that of the conventional coating [4].
Another important benefit of enhanced coating toughness is
improved grindability as almost all ceramic coatings must beground and polished after spray deposition. Nanostructuredceramic coatings can be ground and polished in about half thetime required for conventional ceramic coatings. Since grind-ing and polishing operations represent about forty percent ofthe total cost of the coating (compared to about five percent forthe cost of the feedstock powder), nanostructured coatings areactually less expensive to apply.
The performance of the conventional and nanostructuredcoatings can be better understood by examining how crackspropagate in these materials. In the conventional coating,cracks follow the splat boundaries which mark the bordersbetween the materials deposited from each droplet (Figure 6).The arrows in this figure point towards a splat boundary. Acrack can be seen following another splat boundary [3]. In thenanoceramic composite, the cracks do not follow the splatboundaries, but instead propagate through the nanostructuredmaterial that formed during solidification until they encountera region of larger grains formed from partially melted feed-stock. Here, the cracks are either deflected or stop inside thecoarse grained region. This can be clearly seen in Figure 7,
which illustrates that cracks terminate inside regions (seearrows) of large grains formed from unmelted feedstock [3].
Any strain imposed upon a nanostructured coating is accom-modated by the creation of microcracks in the normal way, but
these cracks are blunted before they can propagate very far orlink up with other cracks. The result is a ceramic material thatcan deform to a degree much greater than in a more conven-tional, brittle ceramic.
Figure 7. Cross-
Sectional Views ofCrack Propagating in
Nanostructured Al2O3 -
13TiO2 Coating WithDuplex Structure [3]
The AMPTIAC Newsletter, Volume 6, Number 1
10m 50m
-
8/3/2019 Nano Ceramics
8/10
ApplicationsThe applications for nanostructured Al2O3 - 13TiO2 coatings
can be grouped according to the properties to be exploited. Thesimplest applications are those in which the nanostructuredcoatings replace existing conventional ceramic coatings. In suchcases, the advantage is greater longevity and reliability. The sec-ond case is as a replacement for hard chrome coatings. Here,the advantages are lower cost, elimination of toxic hazardousmaterials and in some cases, improved performance. Theimproved performance comes from the non-metallic nature ofceramics. Metallic surfaces in contact with seawater for longperiods of time experience buildup of calcareous deposits.
Actuator rods with such buildups can severely damage seal areaswhen the rods are retracted. Electrically non-conducting coat-ings experience no such buildup. Also ceramics do not promotegalvanic corrosion, which occurs when two dissimilar metalsare in contact with an electrical conductor such as seawater. Inspite of these advantages, conventional ceramic coatings fre-quently cannot be used over metallic coatings because they lacksufficient bond strength and toughness. Nanostructured ceram-ics overcome this limitation. In fact, nanostructured Al2O3 -13TiO2 coatings are now being used to coat titanium compo-nents on seawater-exposed portions of submarines specificallyto eliminate galvanic corrosion on nearby steel structures. Themost unique applications are in circumstances where no coat-ings could previously be employed. For example, many shaftsused aboard ships, such as propulsion shafts, undergo sufficient
torsional strain to cause failure in a conventional coating.Nanostructured Al2O3 - 13TiO2 coatings exhibit sufficientstrain tolerance to be a viable candidate for coating of severe
wear areas on certain types of shafts.The qualification of a new material for military applications
can be a fairly involved process. This process has been greatlysimplified for nanostructured Al2O3 - 13TiO2 coatings becausethe coatings are similar in composition to existing approved coat-
ings and are applied using the same equipment and procedures.They have now been approved under MIL STD 1687A, which
governs use of thermal spray coatings on shipboard machinery.The number of applications in use aboard surface ships and sub-marines is rapidly expanding. There are literally thousands ofpotential applications and the impact on the cost of maintainingships, aircraft, and ground vehicles can be very large. This can bedemonstrated by examining a typical example.
The component illustrated in Figure 8 is a reduction gear setfrom an 80-ton air conditioning unit used on surface ships.The coated areas of these gears are indicated by the arrows.Currently gears are replaced on average at six year intervals.Eventually, abrasives form on the shaft, excess heat is generatedand it welds to the aluminum sleeve in which it rotates, thus
causing it to seize up. With application of the new coatings,these gears can be repaired instead of replaced. The damagedsurface is ground down and replaced with a nanostructuredAl2O3 -13TiO2. The savings fleet-wide from this one applica-tion is about $500,000 per year, or about $13,000,000 over theprojected thirty-year life of these ships. When one considers thelarge number of other applications, such as pumps, valves, elec-tric motors, diesel engines, bearings, journals and actuators, themagnitude of the cost savings becomes apparent. Moreover,most of these components are not military-specific. Coatingsare now being applied to commercial hardware as well.
While nanostructured ceramic particles and thin films havebeen available for some time, nanostructured Al2O3 -13TiO2
represents the first bulk ceramic material to be commercialized.Other nanostructured coating materials are under developmentand are expected to become available in the near future. Theseinclude cemented carbides, such as Tungsten Carbide-Cobalt(WC-Co) and other ceramics, such as chrome oxide and yttria-stabilized zirconia. All of these coatings are expected to find awide range of application and should greatly benefit both mil-itary and commercial operating and maintenance costs.
The AMPTIAC Newsletter, Volume 6, Number 1
Figure 8. High Speed
Reduction Gear Set
From 80 Ton Air
Conditioning Unit.Coated Areas are
Marked with an
Arrow (Courtesy ofR.W. Rigney)
-
8/3/2019 Nano Ceramics
9/10
The AMPTIAC Newsletter, Volume 6, Number 142
References[1] L. Shaw, D. Goberman, R. Ren et al., Surf. Coat. Technol.Vol. 130 (2000) 1.[2] B.H. Kear, Z. Kalman, R.K. Sadangi, G. Skandan, J.Colaizzi, W.E. Mayo, J. Thermal Spray Technol. Vol. 9 (2000)483.
[3] M. Gell, E.H. Jordan, Y.H. Sohn, D. Goberman, L. Shaw,T. D. Xiao, Surf. Coat. Technol., In Press.[4] K. Jia, T.E. Fischer, Wear Vol. 200 (1997) 310. s
Dr. Lawrence T. Kabacoff is a Program Officer in the Materials Science and Technology Division, at the Office of Naval Research,
where he directs programs in synthesis and processing of nanostructured materials, electronic packaging, and IR transparent mate-
rials. He obtained a Ph.D. in Solid State Physics from the University of Connecticut in 1978. He then served as a Post Doctoral
Research Fellow at Northeastern University until 1979, where he conducted research into the origins of glass formation and sta-
bility in metallic glasses. Subsequently, he joined the Naval Surface Warfare Center, White Oak, as a research Physicist in the
Materials Division, where he conducted research on magnetoelastic metallic glasses and shape memory alloys. Since 1991, he
has served as a program officer in the Materials Division of the Office of Naval Research. He has managed programs in the
areas of acoustical damping in structural materials, fabrication of optical quality diamond, multi-chip module packaging, improve-
ment of high temperature mechanical properties of sapphire (for IR domes), and synthesis and processing of nanostructured alloys
and ceramics.
-
8/3/2019 Nano Ceramics
10/10
The AMPTIAC Newsletter, Volume 6, Number 1
AMPTIAC Directory
G ove rnment Pe rs o n n e l IITRI Pe rs o n n e l
TE CH N I CA L MA NAG E R/ COT RDr. Lewis E. Sloter IIStaff Specialist, Materials & StructuresODUSD(S&T)/Weapons Systems1777 North Kent St., Suite 9030Arlington, VA 22209-2110(703) 588-7418, Fax: (703) 588-7560
Email: [email protected]
AS S O C I AT E COT RSCERAMICS, CERAMIC COMPOSITESDr. S. Carlos SandayNaval Research Laboratory4555 Overlook Ave., S.W. Code 6303Washington, DC 20375-5343(202) 767-2264, Fax: (202) 404-8009Email: [email protected]
ORGANIC STRUCTURAL MATERIALS &ORGANIC MATRIXCOMPOSITESRoger Griswold
Division ChiefUS Air ForceAFRL/MLS2179 Twelfth St., Bldg. 652Wright-Patterson AFB, OH 45433-7702(937) 656-6052, Fax: (937) 255-2945Email: [email protected]
METALS, METAL MATRIX COMPOSITESDr. Joe WellsArmy Research LaboratoryWeapons & Materials Research DirectorateAMSRL-WM-MCAPG, MD 21005-5069(410) 306-0752, Fax: (410) 306-0736
Email: [email protected]
ELECTRONICS, ELECTRO-OPTICS, PHOTONICSRobert L. DenisonAFRL/MLPO, Bldg. 6513005 P Street, STE 6Wright-Patterson AFB, OH 45433-7707(937) 255-4474 x3250, Fax: (937) 255-4913Email: [email protected]
ENVIRONMENTAL PROTECTION& SPECIAL FUNCTION MATERIALSDr. James MurdayNaval Research Laboratory4555 Overlook Ave., S.W. Code 6100Washington, DC 20375-5320(202) 767-3026, Fax: (202) 404-7139Email: [email protected]
DEFENSE TECHNICAL INFORMATION CENTER(DTIC) POCMelinda Rozga, DTIC-AI8725 John J. Kingman Road, STE 0944Ft. Belvoir, VA 22060-6218(703) 767-9120, Fax: (703) 767-9119Email: [email protected]
D I R E C TO R, AMPTIACDavid Rose201 Mill StreetRome, NY 13440-6916(315) 339-7023, Fax: (315) 339-7107Email: [email protected]
DE P U TY DI R E C TO R , AMPTIACChristian E. Grethlein, P.E.201 Mill StreetRome, NY 13440-6916(315)-339-7009, Fax: (315) 339-7107Email: [email protected]
TE CH N I CA L D I R E C TO R SMETALS, ALLOYS, METAL MATRIXCOMPOSITES (ACTING)
Jeffrey Guthrie201 Mill StreetRome, NY 13440(315) 339-7058, Fax: (315) 339-7107
Email: [email protected]
CERAMICS, CERAMIC COMPOSITESDr. Lynn Neergaard215 Wynn Drive, Suite 101Huntsville, AL 35805(256) 382-4773, Fax: (256) 382-4701Email: [email protected]
ORGANIC STRUCTURAL MATERIALS &ORGANIC MATRIXCOMPOSITESJeffrey Guthrie201 Mill StreetRome, NY 13440(315) 339-7058, Fax: (315) 339-7107Email: [email protected]
ELECTRONICS, ELECTRO-OPTICS,PHOTONICSKent Kogler3146 Presidential DriveFairborn, OH 45324(937) 431-9322, Fax: (937) 431-9325Email: [email protected]
ENVIRONMENTAL PROTECTION& SPECIAL FUNCTION MATERIALS (ACTING)Bruce E. SchulteIIT Research Institute2251 San Diego Ave., Suite A218
San Diego, CA 92110-2926(619) 260-6080, Fax: (619) 260-6084Email: [email protected]
AMPTIAC Needs Your Help to Keep Our Mailing List Current!
The AMPTIAC Newsletter is currently mailed free of charge to about25,000 subscribers. It is our policy to provide this free subscription to
anyone who would like to receive it, but we would also prefer not to sendcopies to people who have no use for, or interest in, our publication.Maintaining a current list of subscribers for a free publication is a daunt-ing task since we do not charge for a subscription, we have no directavenue for feedback from our subscribers. This is where you come in tokeep our mailing list current, we need your help. If any of the followingsituations apply, wed like to hear from you:
If you are reading a borrowed copy and would like your own freesubscription, please ask us for one.
If you receive the newsletter and have no use for it, please ask us toremove your name from our list of subscribers.
If you are getting a copy under the wrong name or wrong address,
please provide us with a correction. If you see that copies of the AMPTIAC newsletter are arriving for
persons no longer working in your organization, please let us know,so we may update or delete them from our list.
We greatly appreciate your help in keeping our records current. Yourupdates allow us to continue providing our readership with the bestpossible source of valuable materials news and information. Additions,deletions and corrections may be sent by email to [email protected],telephoned to (315) 339-7092, faxed to (315) 339-7107, or mailed to
AMPTIAC, 201 Mill St., Rome, NY 13440-6916.s