N. A. C. A. BULLETIN...N. A. C. A.Bulletin March 15, 1929 raw wool, raw cotton and possibly some...
27
N. A. C. A. BULLETIN Vol. X, No. 14 March 15, 1929 IN THREE SECTIONS 418QA[iY Problems in Textile Costs and Management This bulletin is published semi - monthly by the National Association of Cost Accountants, 26 West 44th St., New York, Subscription price $15.00 per year. Entered at the Post Office, New York, N. Y., as second class matter August 28, 1925, under the Act of March 3, 1879.
Transcript of N. A. C. A. BULLETIN...N. A. C. A.Bulletin March 15, 1929 raw wool, raw cotton and possibly some...

N. A. C. A. BULLETIN
Vol. X, No. 14 March 15, 1929
IN T H R E E S E C T I O N S
418QA[iY
Problems in Textile Costs andManagement
This bulletin is published semi - monthly by the NationalAssocia tion of Cost Accountants, 26 West 44th St., NewYork, Subscription price $15.00 per year. Entered atthe Post Office, New York, N. Y., as second class matterAugust 28, 1925, under the Act of March 3, 1879.

Problems in Textile Costs andManagement
ByCLINTON W. BENNETT,
General Manager, The Robert D. Mason Co.,Pawtucket, R. I.
and
RALPH W. BUMSTEAD,Senior Accountant, S. D. Leidesdorf & Co.,
New York, N. Y.
The National Association of Cost Account-ants does not stand sponsor for views expressedby the writers of articles issued as Publications.The object of the Official Publications of theAssociation is to place before the membersideas which it is hoped may prove interestingand suggestive. The articles will cover a widerange of subjects and present many differentviewpoints. It is not intended that they shallreflect the particular ideas of any individualor group. Constructive comments on any ofthe Publications will be welcome.
Additional copies of this Publication may beobtained from the office of the secretary. Theprice to members is twenty -five cents per copyand to non - members seventy -five cents per copy.

E D I T O R I A L D E P A R T M E N T N O T E
In the Official Publications of the N. A. C. A. thetextile industry has not been treated extensively nor atall recently. This has been due to a lack of material.Those Chapters in textile centers have not often sent inpapers for consideration as official publications. Therehas been a number of requests for cost and managementmethods in this industry. We are glad, therefore, to beable to present this time a double number dealing withsome of the problems facing the textile industry atthis time.
Mr. Clinton W. Bennett, the author of the first paper,entered professional work in 1916. For several yearshe was supervising cost engineer with Cooley & Marvinof Boston and his professional activities between 1916and April , 1925, covered many phases of industry, com-merce and finance. Since 1925 he has been GeneralManager of the Robert D. Mason Co. of Pawtucket,R. I . Mr. Bennett is a member of the National Associa-tion of Cost Accountants; Associate member of theAmerican Society Mechanical Engineers; Associate ofthe American Institute of Accountants; and Fellow ofMassachusetts Society Certified Public Accountants. H eis a certified public accountant of Massachusetts andNew Hampshire. H e presented a paper before the In-ternational Conference of the National Association ofCost Accountants in Atlantic City in 1922 and has spokenbefore the Boston and Providence Chapters, also beforethe Convention of Western Woolen Manufacturers' As-sociation. He has contributed technical articles to severalmagazines such as Industrial Management, ManagementEngineering, etc.
This paper was delivered before a meeting of theProvidence Chapter, N. A. C. A.
Mr. Ralph Willis Bumstead, the author of the secondpaper, is a graduate of Yale University a nd is a certifiedpublic accountant of Massachusetts. His business careerhas comprised engineering positions with the CaliforniaGas & Electric Co., Western Electric Co., General Elec-tr ic Co.; and accounting practice on the staff of Lybrand,Ross Bros. and Montgomery and on his own account.H e then became General Factory Accountant for thevarious plants of the Wickwire Spencer Steel Co., Inc.H e is now senior accountant of the S. D. Leidesdorf &Co., New York City. H e has contributed occasionallyto technical magazines. This paper was delivered beforea meeting of the Worcester Cha pter, N . A. C. A.
C O P Y R I G H T E D B Y
N A T I O N A L A S S O C I A T I O N O FCO ST A C C O U N T A N T S
MARCH 15, 1929

PROB LEM S IN TEXTILE CO STS
SOME four or five years ago I wrote an article for a technicalmagazine in which I stated that while the textile industry
was second to none in the development and utilization of modernmachinery and manufacturing devices, it has always been verybackward in adopting new ideas of cost accounting and manage-ment methods. For these statements I was rather roundly criti-cized by many textile executives who called to my attention theirown methods of cost accounting, which they felt were quite effi-cient. I feet that the same statement is true today, and it wouldalso be entirely in order to add that poor merchandising methodsare just as prevalent in the industry as are obsolete cost accountingmethods. However, I am not here to discuss the matter of mer-chandising in this industry, although it certainly is a problem ofvery vital importance, and particularly so at the present time.
Predetermined or Standard Costs. I have been frequently toldby textile mill executives that while so- called modern cost account-ing methods probably are entirely feasible in some industries, theyare not applicable to the usual textile mill, due to the very compli-cated and unusual problems encountered. Unquestionably the tex-tile industry, both the cotton and woolen divisions, possess manyintricate problems that cannot be satisfactorily cared for throughthe use of conventional methods of cost tabulation or accumulation.As a matter of fact, cost accounting to be successful in the textileindustry must absolutely be developed as the result of conditionsfound to exist in this industry, and not based upon orthodoxmethods. In the first place in most mills the old -time plan ofcollecting order costs cannot be used in anything approaching apractical way. In reality there are very few lines of industrytoday in which order costs or job costs are of very great value,due to the fact that the results are historical, and are developedafter the work is completed, and when it is entirely too late toremedy any excessive cost or other weak points that might havebeen located. Particularly in the textile industry is it usuallyimpractical to use order costs, inasmuch as the product changesso very materially in the process of manufacture. Take for ex-ample a woolen mill that makes overcoat cloths. We start with
901

N. A. C. A.Bulletin March 15, 1929
raw wool, raw cotton and possibly some shoddy as our basic ma-terials. Large batches of these materials are laid out and runthrough the mix picker preparatory to going to the carding ma-chines. This material is then carded and up to this point canbe used in a great many different fabrics, so that there is abso-lutely no relationship existing between this material that hasalready had a substantial amount of labor performed on it andany particular finished cloth manufacturing order. From thecards, the material is sent to the spinning department and here wehave a definite product that can either be sold as yarn or deliveredto the cloth manufacturing departments for subsequent manufac-turing. Perhaps in developing the type of cloth to be manufac-tured, some of the yarn will have been made in the mill, whilesome may have been purchased. Also some of the yarn mayhave been dyed as yarn, some may have been dyed as raw stock,while yet again some of the yarn may not have been dyed at all;with the result that quite a complicated cost problem is involvedif conventional methods of cost tabulation are resorted to. Toovercome these obvious defects, it has been found absolutelyessential to use standard or pre- determined costs. Under thisplan the cost of any fabric is known at all times. In fact whenan order is taken for any particular fabric, even though it maybe somewhat different from fabrics that have been manufacturedbefore, it is possible to accurately calculate the cost of the fabricbefore the work is placed in process of manufacture. There hasbeen a great deal of confusion in the minds of many as to just whatstandard or pre- determined costs represent. In fact it has beenfrequently stated that there is no difference between old- fashionedestimates and modern standard costs. There is, however, no com-parison between these two methods, since the old- fashioned esti-mates were simply guesses as to what a fabric would probablycost, based on some past records, while modern methods of stand-ard costs are actual pre- determined standards, not based on whatthe plant has done but on what the plant should do in the f uture.This distinction is extremely important. Old- fashioned cost tabu-lations considered the actual time taken to make a fabric as rep-resentative of the real cost of the fabric. Modern methods ofcost engineering do not regard the actual time taken as the realcost at all. Modern cost engineering methods determine the time
902

March 15, 1929 N. A. C. A. Bulletin
that should be taken to perform the job and calculate the costaccordingly and any variations from these standards are not con-sidered as costs at all, but as gains or losses as the result of manu-facturing efficiency or inefficiency, as the case may be. Old -fashioned methods of cost accounting merely develop a historyof the progress of each individual job through the process ofmanufacture, while modern cost engineering methods determinewhat the cost should be, also the actual variations found to existbetween the standard and the final results, also the reason for anyvariations. In other words, the management can at all timesintelligently take new business based on accurate predeterminedcosts, and can also keep in touch with manufacturing conditionsin the plant, due to the fact that the cost plan very definitelyreflects at all times the amounts by which the predetermined costsare not realized and the reasons for such variations.
Material Cost. The material cost in a textile mill is a matterthat is reasonably easily determined, as it is simply the result ofcalculation. In fact, I have very seldom found a textile mill organi-zation of any importance that could not quite accurately calculatethe material cost of its products. Many mills do, however, obtainvery incorrect material costs because of the attempt to combine thecost of too many kinds of fabrics in a single unit. Raw cottoncosts are also very frequently erroneously calculated. In realitythis phase of the cost plan presents a considerable problem in manyinstances, due to the very prevalent practice of dealing in "futures ".If only "spot" cotton were used, the procedure would be thesame as that followed with any other raw material. Since there-fore the raw cotton actual cost is so often an indefinite factor atthe time the cotton is used, it becomes necessary to devise a simpleand yet accurate means of calculating this elusive and importantcost element. As a result of experience, coupled with a studyof the trend of the cotton market, standard cotton costs shouldbe developed. These standard cotton costs will be used in cal-culating the cost of products manufactured. They will also beused in pricing the cotton placed in process of manufacture eachmonth.. Having developed standard cotton costs to use in costcalculation, it becomes essential to control these standards in orderthat the actual results may be constantly known. To accomplish
903

N. A. C. A. Bulletin March 15, 1929
this objective, the following controlling account entries are madein the general ledger:
i. Cotton Cost Variations DebitAccounts Payable Credit
Cotton purchased at actual purchase price2. Cotton Debit
Cotton Cost Variations CreditWith cotton purchased and priced at standard prices.
3. Work in Process DebitCotton Credit
With cotton consumed during the month priced at standardprices.
The effect of this procedure will be as follows:—Cotton costvariations account will show the profit or loss on cotton purchas-ing or in other words, the variations found to exist between actualcotton costs and the standard prices used. Cotton account willshow the inventory of raw cotton on hand at all times.
In this way all cotton costs subsequent to and including theCotton account are maintained on the basis of the standards, henceall results will be on a consistently correct basis. Furthermorethe results of cotton purchasing are always known.
Labor Cost. Development of the labor cost is much more diffi-cult than is the calculation of costs for material. This is due tothe fact that so many of the operations are entirely mechanicaland depend on machines to perform the work, while the operatorstending the machines simply aid in obtaining the result insteadof being the main producing factors. In the carding room, forexample, it would be practically an impossibility to obtain actuallabor costs on individual jobs, due to the very nature of the opera-tion performed. The same holds true in the picker room and inthe wet finishing, as well as many additional operations in variousmills. Instead therefore of trying to obtain reports from the menas to jobs on which their time was spent, it is much more feasibleto obtain the machine time spent on the different classes of workand then spread the time of the operatives accordingly.
904

March 15, 1929 N. A. C. A. Bulletin
Card No. C A R D E R ' S D A I L Y R E P O R T
Reported
TIMESTOCK Run Carding aus Ur Re n Idle
TOTALS I
FORM I
Mule No........... SPINNER'S IIPORT
Na m. Date.
S T OC K CUTT IMET
Pounds
TOTAL
Remarta
FORM 2
905

N. A. C. A. Bulletin March 15, 1929
D A T E I ' lAYl lB M A N ' S NO .
R E M A R K S S T Y L E NO . ORDER NO.
A . M . 8 9 1.0 11 12 1•7 I f ; . A I • I S M
4s1
.
I S ias
I I S i 4 S ' 1S i 4S I I S i I S
P.M. 7 3 j 1S
1 ! ! aS IS I 43
IS I 45 I 4S
9 _ • 5 6 7
O P E R A T I O N
IHO UR S J R A T E I A M O U t l T
.0AT1K NAME M A N ' $ Nd.
JVWARKS STYLIt NO. ORDER NO.
21 M. 8 9 1Q' 11 12 11. iS ( IS IS I 45 I I S 4 S , IS I IS I 15 f 0 IS 15 I H j
I_ 2 9 4 5 6 7
OPERATION KOURS I R A T E I A M O U N T
D A T E . " A M C ; ' M A N 8 N 4 ,
R E M A R K S S T n Z N Q . O R D E R N O .
A . M . 8 9 10 11 12 17 3o• ( IS ' 4 3 I IS I 4S I IS I 43 IS I 45 ,
IS I asI IS I 45
P . M . . M _
I w1 ! ' 43
I q MIS . I 43 I 3 I 43 1S I . q IS I IS
I IS I IS
1 1 • 2 a. A 5 6 7O P E R A T I O N MOLARS
rT Z I A M O U N T
D A T E . N A M E M A N S N O .
R E M A R K S . S TY L E NO. O R D E R No .
A-.M. 8 Q 10 11 127 soI I S I 4S
I I S I a 3 '
I S I a 6I 1S l 4S 1
I S I t 530I I S I
-P . M ,
1 so13 1 45
30I ! I 4*
30I IS + 43
30I IS I a3 I IS 43
30I K I a '
1 2 ,.,9 Q 5 6 7(OPERATION - I HOURS 1. RATE I AMOUNT
! 0 !
FORM 3
906

March 15, 1929 N. A. C. A. Bulletin
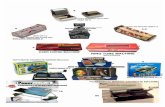
A very satisfactory daily carding report is shown in Form i .A daily spinner 's report is set forth in Form 2. In Form 3 isreflected a coupon time card to be used only in those departmentsor on those jobs of a non - machine nature. The arrangement ofthis card will be found of distinct advantage in tabulating andfiling in addition to being extremely simple for the workmen to use.In the carding room the number of hours each machine operateson certain classes of work is tabulated, let us say, for a week.At the end of the week the direct labor payroll for the room isspread to the various classes of work in proportion to these ma-chine operating hours. Since the production by classes of work bymachines is also tabulated, the resulting labor cost is very accurate-ly and easily developed. This is just one illustration of the way inwhich modern management cost methods proceeds in the develop-ing of labor costs in the textile industry, and it will readily beseen that this method will result in very feasible and accuratecosts with an absolute minimum of shop reports or office clericaldetail. In other words, on ever machine operation the machine istreated as the producing factor, while the operative is treated froma cost standpoint as a contributing element to the result, ratherthan as the main producing element. In some departments it willbe perfectly possible and practical to obtain costs as the result ofkeeping track of the time spent by operatives on the jobs per-formed, but this plan should only be used in those departmentsor on those operations in which the work is entirely of a nun -machine nature. In all departments where the machine is themain producing cement it will be found much more feasible toobtain labor costs as the result of tabulations by machines ratherthan by men.
Burden Costs. We now come to the subject of overhead ex-pense or burden, which probably is the cause of more confusionin the minds of many manufacturers than all other cost elementscombined. Much has been written and spoken on this subjectThe tendency usually seems to be to treat the burden element asone that is extremely complicated and difficult to apply, when as 3
matter of fact, in my opinion, the burden is really the easiest ofall of 'the cost elements to accurately apply and control. Thismust be essentially true if the proper plan of burden development,
907

N. A. C. A. Bulletin March 15, 1929
application and proof is in operation. The first requisite in thematter of burden development and application is to work out theplan of procedure. We are told in many text books on the subjectthat we can use one of several methods of burden application, suchfor example, as the machine hour rate, the percentage on laborrate, the man hour rate, etc., and we are told that the machinehour rate is the most accurate, but the most difficult to apply,while the percentage on labor rate is the easiest to apply but ratherless accurate in results. Whether or not the burden results areaccurate is not so much a matter of the method of application.The main reason why so many plants have had trouble in applyingburden accurately is that the principles underlying the develop-ment of the burden as well as its application to costs were un-sound. The most important point of all, of course, is to beabsolutely sure that all of the expense is being absorbed in costsand this naturally requires not only an accurate method of burdenapplication, but also a constant accounting control and proof ofthe amount of burden applied as compared with the actual expense.In a textile mill it is quite essential to apply burden to costs bymanufacturing departments or centers of burden applicationrather than the easier method of using a single burden rate forthe entire plant. The first step, therefore, in the burden develop-ment is to set up a standardized burden budget by departmentsor centers. Having obtained the total amount of burden to beabsorbed, the next step is to decide on the method of applyingthis burden to costs, and right here is a place in which the planof pre - determined or standard costs shows up to excellent advan-tage. In spreading the labor cost in the different departments,it will be recalled that the machine rather than the man is con-sidered as the producing factor and standard hourly labor costsare as a result developed. Therefore the same standard hourlyrates are used as the units in distributing burden to costs byburden application centers. It is therefore seen that althoughthe labor enters into the development of the burden applicationbasis, yet in reality the result is to distribute the burden on thebasis of standardized machine hours or in those departmentsthat are non - machine departments, on the basis of standardizedhourly labor rates. In this way, due to application of pre- deter-mined cost methods, the objections so often raised regarding many
908

March 15, 1929 N. A. C. A. Bulletin
former methods of burden application entirely disappear, inasmuchas, since the labor rates are standardized and the burden is stand-ardized, the result is to consistently and accurately apply expenseto costs in the different departments or burden application centers.
Dyestuffs Costs. Dyestuffs are unquestionably a part of thematerial cost and should not be applied as part of the burden oron the basis of a flat unit rate as is so f requently done. The costof the different dyestuffs used varies to a considerable extent, andin the case of a highly competitive market the incorrect dyestuffscost may result in the turning down of business that really carriesa profit. The mere fact that it is somewhat difficult to definitelydetermine the correct dyestuffs cost according to fabrics shouldnot in any way be considered a reason for incorrectly costing thisimportant element. When standards have been determined theywill be used in the cost results and controlled and proved throughthe financial books of account.
Waste. One of the most important problems incident to costaccounting in a textile mill is the factor of waste. It has beenmy privilege to have access to the accounting and cost methods inmany representative mills in different parts of the country, andit is very seldom that the waste factor is adequately provided forin the cost accounting. It seems to me that this failure to ade-quately care for this most important cost element is due to theattempt to treat waste in general terms rather than specifically byproduct classes by waste producing centers. In order to properlycare for this element, it is first necessary to analyze the mill todetermine at what points waste is made, as well as the kind ofwaste. With this analytical work completed, the next step is todetermine a method of waste application to costs, as well as adefinite plan of actual control of these applications. The practicein many mills of collecting the waste and weighing it at frequentintervals and as a result, checking the waste figures used in costs,is not considered at all satisfactory. One reason for this is becausea great deal of the real waste that occurs cannot be seen. As amatter of fact it is the invisible waste that constitutes the realreason why adequate waste control methods are so essential. Tostart with, we have the result at both ends of the mill. For ex-ample, a definite amount of raw material is placed in the mill
909

N. A . C . A . Bulletin March 15, 1929
and clearly set forth as the material cost, either as mix materialor as non -mix material. On the other hand, we have the finishedcloth. We therefore know what we placed in the mill and whatwas completed. The next step is to obtain the amount of the lossand where it arose. This is accomplished by determining bymeans of control records what the loss or shrinkage or the increasein yardage has been between one division or section of wastecontrol and another department or section of waste control, withthe result that absolutely accurate waste records are obtained,and the waste is correctly applied to costs and completely con-trolled through the financial books.
The Cost Sheet. Form 4 presents a cost sheet used as a meansof reflecting underwear costs. All items entered on this cost sheetare costed at standard rates. Not only does this sheet set forththe cost of the product, but it alsoprovides the detail costs neces-sary to operate the control accounts, thus obtaining the veryvaluable monthly proof of all cost elements.
Profit and Loss Statement. Important as the detail cost recordsare, they do not attempt to fulfil their mission unless they areadequately and completely tied into and controlled by the financialbooks of account. In reality this idea of controlling the cost rec-ords by the financial books has probably been overplayed in thelast few years with the result that the underlying details havebeen carried to an extent entirely out of proportion in manyinstances to the results gained. When I speak of tying cost rec-ords into the financial books, I have not in mind the creation ofa lot of additional accounting detail. It is simply necessary toarrange the accounts in a general ledger in a way that will classifythem in their proper divisions, such as, Assets, Liabilities, Income,Deductions from Income, Cost of Sales, Manufacturing Expense,Administrative and Selling Expense, and other income and ex-pense. This arrangement provides for the easy tabulation andpreparation of monthly statements of operating that are of realvalue to the executive in charting his future course. Inasmuchas all sales are costed at pre- determined standard rates, the profitearned on the basis of these standard rates is shown on the profit
910

March 15, 1929 N. A. C. A. Bulle tin
UNDE RW E AR COS TSwZE __......---.._--._.- C•nla F ar Dos. AIm'S UDide Snit, STYLE NIL
NO. OF YARN ANKLE BINDINGGAUGE FLAPS U. S. BACK OF NECKWEIGHT OZ SEAMS BUTTONSPATTERN NECK BOXESCUFF FRONTS
T—LMATERIAL COST .i- Ne,dle Stitching Top of Flaps
Fabric Larking for Button and Buttod Hot, StaysVarn --CuRa Oa. Sewing on Buuon and Buuon Hole StaysYarn — Ankles Oa. Sewing on HangenYarn— Collarctle Oa. P - 6 cThrmd —M. . . Nr l, r ed Or . Sewing on Buttons and Buttoning
Y d . Binding @ Ma ki ng B ut to n ho lm
Tabs For Stay , Folding
Inc h es L L C loth ( d Selecting and Casing
Yd' S c reen ® In ,peeling and MendingDoe. Pearl Button- for Front and Bac k Eaa ing and Boli ng
Merc eri sed Cotton labeli ng, Wrapping. Packing
Thr e ad- - P ur c haud St amping, Re bo .i ng o r Enve l opi ng
Ha n s — Wr i ti ng Ti c ket.
TOTAL WATRRIAL COST TOTAL DIRKCT LABOR CQBT
DIRECT LABOR ,CO ST M A N U F A C T U R I N G B U R D E N
Kni tti ng Cul l, TOTAL KFO. COST —ZXC9n PIKCK DTggM
Kni tt i ng A nkle. BL E A C HI NG A ND D YE I NG C OST — P i e r
Treati ng Rolla Matr r i al
Cutti ng Culls Labor
Car ting Anklet Burden.Kni t and Pr rpar ing Coli arette TOTAL BLRACK INO AND DM.O COST
Culling Bodiea, Seam,, Flap. and Girdk TOTAL W ANUTACTURINO COSTSt it c hi ng Bo die s, Se am . , Fl aps and Gi r dl e P AC K I N G AN D B O R I N G M AT E R I ALSewing on CuNa N EatSewing on Anklc . i:'.ci '«ba
Label, W rapping Paper and St ring
B o a .Esxminiug CD11arette unfinished Care.
Mending TOTA L PA C K. A KG BOK. W A Tg mL C M
Eaamining TOTAL W ILL COSTU. S. an ea pt Gdfs and AA 1,s C OMME RC I A L B U RD E N
Hemming Flaps TOTAL COSTHemmi ng Tr un k.
Hemming Sleeve. SE L L I NG P RI C E
GAl ue t t e C vl G ag D E D U C TI O N S
S otping Ca.h DiarounaTurning CdOD."Imaimad
Turning and Cutting Lininn Freight OatFolding or Ironing TOTAL ABDUCTIONSU. S. Shouldm and Girdle NET SRILING, PRICEStitching Band with UniAg for Drop Seat PROFITMarking Nmk and Arealise
OrAL B u —U. S. NockC-ing Neck and Uown Front neCuuing Neck and Arm.itt YamSuing Button Stay Thread —Mfg.Faring Thread PurchasedCollarette Stilching Finding.Binding Neck Direct Labor ,Binding Front Mawfacturing BurdenCap Stitching Bleaching and Dyeing —PietaM,rrow Edgeing Neck and Front labels, Wrap. Paper and Stri
Feather Edgci g Neck ud Front 1304esTaking Fr..I and Co11- C1seaCrotch Sti tc hing TOTAL W ILL COST
FORM 4
911

N. A. C. A. Bulletin March 15, 1929
and loss statement. The profit is the amount that would havebeen made had the pre- determined standards been met. Next onthe statement is inserted the variations found to exist between thestandard results and the actual results. These variations arepresented according to the different cost divisions, such as, ma-terial cost variations, labor cost variations, burden variations, andwaste variations. Adding or deducting these variations to orfrom the standard profit, will result in presenting the actual profitfor the month. In this way the profit and loss statement veryclearly shows the profit that should have been made, the profitthat actually was made, and the reasons for the differences foundto exist. It is therefore easy to see that a profit and loss state-ment of this type is very different from the results shown underolder methods of cost accounting in which only the historical pic-ture of the transaction is presented. With a plan of modernpre- determined cost accounting and control in operation, it ispossible to keep a line on the operations of the business that thetextile executive cannot obtain in any other way, and certainlynot by means of orthodox methods of old -time cost accounting.
It seems to me that if the science of cost accounting is toadvance the way it should, it behooves the members of the costaccounting profession to give more thought to the developmentand application of cost methods to apply to changing industrialconditions. There has been too much of a tendency to continuethe use of methods which have most satisfactorily served theirpurpose, but which are becoming rather obsolete with changingmanufacturing ideas. The cost accountant must necessarily besomething of a trail blazer. It is up to him to educate the manu-facturers to the real need of modern scientific methods of costaccounting and cost engineering, and he must be prepared topresent something that will produce results in a practical and yetsimplified way. The day of the intricate detailed cost system haspassed, and it is well that it has passed, for there is no place inindustry today for the expense and details incident to old -timemethods of supposedly scientific cost accounting.
912

March 15, 1929 N. A . C. A. Bulletin
THE ADVANTAGES OF RUNNING-MACHINE-
HOUR MEASUREMENTS
THIS subject of measuring machine - running -time has been ahobby of mine for a number of years. It would give me no
small satisfaction if I could stir up a discussion here tonight inregard to the various applications of the scheme which I am goingto set before you. I know there is a wide diversity of industriesrepresented here in this group of cost accountants of the WorcesterChapter. As a frequent guest at your meetings recently, I havefound your discussions very interesting and profitable. TonightI am going to ask you to take up your time in the considerationof something which has only as yet been subjected to laboratorytests, and which, therefore, cannot be claimed to have the provenpractical merit of some of the commonly accepted wage systems.It is only on account of what seems to me to be a number ofimportant advantages of obtaining continuous measurements ofmachine running time that I can hope to arouse your interest.I will name these advantages presently.
But, first, let me state the problem which has confronted mein the past few years in the textile industry, and then you willsee why I have attempted an improvement on the usual piece -worksystems for machine tending. My introduction to the businessof rate - setting in a cotton mill some years ago very soon gaveme the impression, which I afterwards confirmed by time studies,that where one operative tends a group of machines, the possiblevariation in production is generally out of all proportion to thevariation in effort which is required of the operative. This isespecially noticeable in the tending of machines which are so farautomatic that they need little or no attention except when theyare stopped. What has the productive capacity of a runn ingmachine got to do with the minimizing of idle time for that ma-chine? We make piece -rates on the basis of certain assumedfactors of machine speed, reasonable efficiency and expected out-put per machine cycle, all of which are utterly beyond the controlof the operative with the one exception of the efficiency factor.In other words the operative is hired principally to control ma-chine idleness. The most direct and definite reward for minimiz-
913

N. A. C. A. Bulletin March 15, 1929
ing the idle time must, therefore, be a wage that varies consistentlywith the machine efficiency.
The difficulty which I have encountered in my efforts to deter-mine machine efficiency is that the effective speed of the machinefor any period of time such as a day or a week cannot be accuratelyfixed. Either belt slippage, or varying load on the motor orvarying power- factor will introduce uncertainties into the mostcarefully tested speed records. Such speed variations will, ofcourse, cause variations in production even when the efficiencyis assumed to remain constant.
The running - machine -hour has nothing to do with the speedof the machine. If, however, the speed is reasonably constant,it is easy to establish a standard of productive output of a ma-chine per running- machine -hour. By measuring the running timeaccurately within a given period, such as a day or week, and byobtaining for the same period the quantity produced this veryimportant ratio between running- machine -hours and productioncan be established for the sake of having a convenient measuringstick with which to compare results from time to time.
If we find differences in the quantities produced by a machinein one hour of running time as compared with another hour ofrunning time, it is obvious that the speed is not constant, and weknow that the operative has nothing to do with this variation inoutput. The management should, in all fairness, penalize itselfand not the operative for any such loss of production due to dimin-ished speed below normal. The payment of a wage based onrunning- machine -time will have just this effect. This is not aone -sided bargain, either. It works both ways. If the output canbe increased by increasing the speed without loss in efficiency,the benefit goes to the manufacturer, as it should, and the oper-ative's earnings remain undisturbed without any change in therate per running - machine -hour.
Let me now enumerate some of the advantages of paying amachine operative on the basis of the hours of running -time ratherthan on the basis of production:
i. Wages can be stabilized.2. Direct labor costs are reduced without cutting wages.3. Production is speeded up by making the wages consistent
with the operative's effort.
914

March 15, 1929 N. A. C. A. Bulletin
q. A "fool- proof" registration of efficiency is obtainable.5. Rate fixing is simplified.6. Payroll work is simplified.7. Production control is simplified.
Stabilized Wages. Many of the wage incentives commonlyused in industry fail in their purpose because they do not providea definite reward for a definite accomplishment. The amount ofmoney in the weekly pay - envelope is too much dependent uponvariable factors over which the operative has no control. Thisis illustrated in the occupation of a weaver. His time is largelydevoted to piecing up broken ends on looms that are stopped.If he runs twenty looms, five percent of his maximum rate is lostduring the idleness of the one loom on which he is working. Butthe speed of the remaining nineteen looms may easily vary fivepercent from normal by reason of belt slippage or light load onthe motor. Hence the loss of production from the idle loom onwhich the weaver is working may be equalled by the loss due toslow speed of the running looms. On the other hand, the machineidleness loss may be entirely offset by a higher than standard speed.
So long as the wage is disproportionate to the effort put forth,there exists an unfairness to the operative which is costly to themill. The unfairness of it causes the operative to demand ahigher basic wage than would satisfy him if he could be protectedagainst losses from occasional speed reductions. So much for thepiece -work system generally in use.
On the other hand, can you imagine anything that can be bettercalculated to reward the operative for his attention to machineidleness than a wage which is proportional to the running-machine-time? The more alert he is to start up his machines, the morehe reduces machine idleness and increases his pay.
If you argue that it is much easier to increase the machineefficiency from 8o% to 857fo than from qo% to 957o, I agree withyou and will add that I am in favor of setting a sliding scale ofrates such that as one approaches i 0 0 % efficiency the increasein the hourly rate for each step of, say, 570 improvement will beexpanded as nearly as possible in conformity with the extrademands upon the efforts of the operative. There can be no riskof overpaying the man if these rates are carefully fixed, for in
915

N. A. C. A.Bulletin March 15, 1929
no case can he earn more than the i 0 0 % rate, which establishesthe maximum pay for the job. The normal wage would, ofcourse, be earned with a reasonable amount of stoppage. Theconsistency between effort to reduce machine idleness and thewage based on machine running time is so apparent that it hasa wonderful effect in cementing confidence and good feeling onthe part of the operative toward his employer. He knows thatit is his own fault if he does not earn good wages.Cost Reduction. An everpresent problem with the manufacturer
is to reduce the unit cost of machine operations without cuttingwages. The solution of this problem is very much simplified bymeasuring machine running time continuously. The opportunitiesfor obtaining the maximum production by proper co- ordinationof machine speed with operating efficiency do not manifest them-selves until reliable comparisons are made between the factorswhich determine the volume of production.
There is no standard at which to aim in regulating speeds untiltests have been made to prove which is the one best speed amongseveral that have been tried. In these tests it is not sufficient toknow that the greatest production was obtained at a certain speed.The efficiency, too, must be compared in the several tests; other-wise the human equation enters too largely into the unknownvariables and the results are likely to be misleading.
This adjustment of operating conditions is like "tuning -in" aradio receiving set. A rough setting of the dials may bring in thestation but the reception is not perfectly clarified until you haveswung the dials both ways from the original setting to find theexact point at which the results are best. One of these dials mightbe compared with the regulation of machine speed, and the otherwith the efficiency of the operative.
The machine speed must be regulated by the management inthe light of the best approved practice. The workman's efficiencyas reflected in machine efficiency is the truest possible index ofthe skill, ability, alertness and attentiveness which he devotes tohis job. By co- ordinating the management's responsibility withthe operative's desire to increase his earnings the ideal speed,the reasonable efficiency, and the proper number of machinesto assign to each tender can all be fixed with very satisfactoryprecision.
916

March 15, 1929 N. A.C. A. Bulletin
In general, if the efficiency is 8o percent, and the machinesneed no attention except when they are stopped, then five machineswould be the minimum number to allot to an operative to keep himbusy. For go percent efficiency the minimum number of machineswould be ten, and for 95 percent twenty.
Obviously, it would be just as foolish to increase any speedbeyond the point of maximum productivity as it would be to payan operative for high efficiency and then not get the production be-cause of unnecessarily low speed. But it is still more foolish tomake any experiment with speed changes so long as the operativeis paid a fixed rate per unit of product. If a gain in production isto be made in this manner, practically all the benefit will accrueto the operative, for the difference in manufacturing cost will beconfined to the overhead expense factor, and by no means can achange in the piece rate be recommended to compensate the mill
for the speed change.Numerous attempts in the past to reduce costs by increasing
speed have met with disappointment through failure to understandthe psychology of mill labor. What usually happens is that eventhough the speed increase be kept within reasonable limits, thepiece- worker does not exert himself to earn any more than pre-viously. Finding that it is somewhat easier to earn the same payas before, he settles down to the pace which will give him the accus-tomed wage and rarely does it occur to him that he might be earn-ing more, since he knows that there has been no change in the rate.Hence, a loss of efficiency is the result and this makes furtherattempts to reduce the cost all the more difficult.
Very different are the results when speeds are corrected whilethe operative is paid by the running- machine hour rate. In fact,he takes little or no notice of any changes in speed because hiswages are entirely dependent upon the efficiency. He cannot af-ford to permit any unnecessary machine idleness. There is a realgain in production through the reasonable speed increase withoutloss of efficiency and without disturbing the basis or amount of thewages paid. The unit cost reduction is assured both in respect tothe direct labor element and to the burden.Speeding Up Production—In tracing deficiencies of production
to their causes, it is important to obtain the facts for the use of themanagement as quickly as possible after the difficulty arises. To
917

N. A. C. A.Bulletin March 15, 1929
rely upon complaints from the factory, as when material is not dis-patched on time, is to pave the way for habitual sluggishness whichall too frequently is accepted as a necessary evil.
The usual causes of this sluggishness are:
( i ) In Ability of the operative.(z) Waiting for material.(3) Waiting for repairs.(4) Loose belts.(5) Departures from material standards.(6) Poor performance of prior operations.
While a supervisor may tell you that he can "sense" these diffi-culties when they arise, he, nevertheless, places a great deal of de-pendence upon production reports to indicate the relative impor-tance of the retarding factors and to give him a basis for compari-son of operating conditions from week to week. There is, how-ever, one great difficulty in reaching his conclusions. In followingproduction figures without knowledge of the effective average ofefficiency it is impossible to make a measurable distinction betweenproduction losses due to the operative and those due to the manage-ment. In the absence of information on this most fundamentalpoint it is absurd to expect that the production figures would throwany light upon the extent of the losses due to any one of the re-tarding factors just enumerated.
By the co- ordination of production figures with averages ofefficiency from day to day or from week to week the proper courseto improve production is clearly pointed out. Loss of productionwithout loss in efficiency indicates trouble beyond the control of theoperative. A gain in efficiency without gain in production meansthe operative is exerting himself to overcome some newly presenteddifficulty and he should be assisted in every way possible to findthe cure. A gain in production accompanied by a gain in efficiencyis the only real evidence of all- around improvement of all the gov-erning factors.
Boiling Down the Details. —In a large mill it would be burden-some to the production manager to undertake a diagnosis of figuresobtained for each machine individually. Comprehensive groupresults are needed so that the responsible man in each case may beapproached irrespective of the individual machines which may be
918

March15, 1929 N. A. C. A.Bulletin
causing the trouble. It is then up to the foreman or the operative,whichever one may be responsible.
Efficiency figures for groups of machines are more easily ob-tained than details for individual machines. The method recom-mended is to run a pair of wires from a central point selected forcontrol purposes to each machine and by connecting the wires withsuitable electrically operated counters at one end and with suitablecontact devices attached to the productive machines the desiredgroup efficiency figures are made available at all times on relativelyfew counting registers. The running- machine -hour measurements(which will hereafter be expressed as "r. m. h. ") are accuratelyobtained by a master -clock control of all the counting registers.One clock serves for timing the running periods of all the ma-chinery in the plant.
Group Totals —When a tender works on a group of machines,his competency is measured by the average machine - running timeof the group and not by the performance of any one machine.Totals of the r.m.h. for groups of machines which may be simul-taneously engaged for one kind of work within each group are ofthe utmost value to the production manager. He can then use asimple table of equivalents, based on experience, for convertingthe r.m.h. into any desired units of production, such as hanks,yards or pounds of yarn or cloth of a specified number or style.
How the Running Time Is Tabulated —A telegraphic report ofmachine performance is available at all times for use in productioncontrol and for payroll purposes. The tabulation is two -fold, oneset of accumulating registers showing a classification of results byoperatives, and the other set by operations, kinds or styles of prod-uct. By means of a simple connection panel, centrally located ineach work room, the pairs of wires leading to the individual ma-chines are hooked up to the control circuits for each accumulatingregister so that any desired grouping of the machines may beproperly tabulated. Changes in the classification and groupingmay be made at a moment's notice.
The actuation of the counters is dependent upon the running ofthe machines and the accuracy of the r.m.h. measurement isdependent upon the master - clock.
The master clock control is entirely separate from the machinecontrol so as to make the system "fool- proof." The operative can
919

N. A. C. A. Bulletin March 15, 1929
derive no benefit from any attempt to make the counter registermore than the actual number of r.m.h. He can think of only threeways that might be attempted to accomplish so dishonest a purpose.If he breaks the wires at any point, all registrations of r.m.h. fromthe machines affected will cease. If he short- circuits the wiresof any pair, the contact device with which the pair is connected willcease to function and no registration will result. If the wires arerepeatedly tapped together, it is remotely possible that while doingso three minutes of machine running time might be registered inexcess of the actual for one machine, but this possibility is limitedto just half a second in any period of three minutes. Hence itwould require more effort and attention to "beat" the registrationthan it would to keep the machines running properly.
Simplified Rate Fixing— Within a group of machines tended byone operative it may be necessary to run several variations of worksimultaneously. Under the usual piece -rate system it is often nec-essary to establish a multiplicity of rates in order to maintain con-sistency. If, for instance, the weaving of fabrics is paid for by thepound, each variation in width, picks per inch and yards per poundnecessitates a different piece -rate. Seldom, however, is it neces-sary to consider more than four or five variations in the basis ofefficiency to which the standard wage should apply. In makingrates, therefore, on the r.m.h. basis, the standardization of theefficiency factor is the sole consideration. One rate per r .m.h.applies equally well to all styles for which one efficiency basis isproper. This eliminates all temptation to produce goods which arenot in conformity with standards of weight or other characteristicsin order to gain more earnings at the expense of quality.
The r.m.h. rates are fixed with a greater degree of fairness andsatisfaction to the operative than is possible with ordinary piece -rates. Certain classes of work require frequent changes in thesetting or gearing of the machines in order to run them success-fully. On fly- frames more or less twist is required to compensatefor changes of atmospheric conditions. This has an effect uponthe earnings of the operative when paid by the hank, for custo-marily no changes are made in the hank rates with changes oftwist gears. Any such upsetting of the balance as between a wagesatisfactory to the operative and a permissible direct -labor cost
920

March15, 1929 N. A. C. A. Bulletin
results either in a labor disturbance or a cost too high to meet com-petition.
The positive cure rests in the payment by r.m.h. rates, which, ifproperly fixed for one standard of output, are equally applicableto any new standard that may be found necessary or feasible.
Simplified Payroll Work —Automatic accumulation of group to-tals of running machine hours constitutes a tremendous economyof clerical labor. Not only is it unnecessary to take long tr ipsthrough the mill to read clocks on the individual machines but theentire results of an operative's work on all his machines are regis-tered accurately on a single counter centrally located. This coun-ter needs to be read only once a week. Subtractions are made asbetween successive readings in order to show the credits for pay-roll figuring. If the mill is running on two or three shifts, thethrowing of a switch will make it possible to accumulate the runningtime on separate counters for each shift so that weekly readingsare still sufficient in this case. Where an operative tends twenty,thirty or forty machines and where the number of rates to be ap-plied is limited to variations in the basic efficiency (using ther. m. h. system), it is apparent that the needed number of payrollclerks is greatly lessened as compared with the requirements under
other payroll systems.Simplified Production Control —No better picture of the prog-
ress of work in process can be presented to the production man-ager than that which classifies results according to the logicalgroups into which the work must be divided. In order to accom-plish this satisfactorily, the Bumstead Work Meter has been de-vised, which not only provides r. m. h. totals on separate accumu-lators for each operative, but it simultaneously tabulates the sameproduction by operations, styles of work or job orders. Herein isthe opportunity for economizing in clerical labor and presentingthe facts in the fewest possible figures at a moment's notice.
As before stated, it is generally possible to provide convenientconversion tables based upon experience or time -study which willenable anyone to reckon the output closely enough for control pur-poses in terms of yards, pounds, hanks, or any other desired unit.In all cases the r.m.h. measurement furnishes the facts necessaryto follow up production.
All of the advantages of measuring running- machine -hours can
921

N . A. C. A. Bulletin March 15, 1929
be obtained through the employment of this work meter systemdesigned to meet the requirements. The need was first stronglyfelt and then it was met. The means were not lacking. Muchof the equipment has given admirable service for other purposes.It had only to be adapted to this need by adoption. The masterclock is one of the recognized standards. The contact device,which is attached to the productive machinery is found on everyFord car. The counter is built by a manufacturer of world renown.Only the actuating device for this counter had to be newly designedto make the system "fool- proof ". This actuating mechanism issmall enough to be held in two fingers. This makes possible a com-pact assembly of counters so that three hundred of them can bedisplayed on a panel the area of which is less than a square yard.
In the discussion which followed, it was apparent that therewere a number of men present who represented the textile indus-try. Among the questions and answers were the following:
Question —Where a weaver has plain weaving on some of hislooms for which he is accustomed to receive piece -work earningsthat would basically figure up to $3.00 per loom per week and theremainder of his looms are running on fancy weaves for whichhe should be paid basically $3.30 per loom per week, whatwould you do to show his earnings separately on the two types ofwork?
Reply —This would necessitate the use of two r.m.h. countersfor such a weaver. The plain looms would be connected with onecounter and the fancy looms with the other counter. The ad-vanced rate would then apply to the running time on the fancyweaves only.
Question —In applying your running time rates, Mr. Bum -stead, to the operations of spinning or twisting, how do you guardagainst loss of production due to idle spindles on the frames?
Reply —In the same manner as is now the practice in any wellmanaged mill, —by careful supervision of the work.
Question—With your meter applied to punch presses, what isto prevent the operator from latching the pedal of his press inoperative position with no material running through and going outto have a smoke while he continues to receive credit on his run-ning- machine -hour counter?
922

March 15, 1929 N. A. C. A. Bulletin
Reply —I think this is another case where supervision alonewould protect the company.
Question —In case we do not agree to pay a workman for de-fective work, how can we take care of this in using your WorkMeter ?Reply—This is probably a situation in which I would not care
to see the work meter installed, as it would be difficult to proveany advantage over the piece -rate applied to first quality work.
923

VOL VIINo. 9—The Preparation and Administration of Budgets, G'hester E. WeyerNo. 10 —Brush Manufacturing Costs, Norman H. BroadheadNo. 11— Inventory Accounts and the General Accountant, Arphaxad FeyNo. 13— Forecast for 1926, Carleton B. HutchingsNo. 17 —Cost and Depreciation, Carl G. JensenNo. 20— Distributing Administration Costa, Leon E. VansoisNo. 21 —Use of Standard Labor Costs in the Manufacture of Men's Clothing,
E. C. RobertsonNo. 22— Budgets and Pre - Determination of Costs, William S. KempNo. 23— Distribution of Burden, Grant L. BellNo. 24 —Cost Accounting Reports for Executives, Edgar Swick
VOL VIIINo. 1— Accounting for Material, George H. FrieselNo. , 2 —Cost Accounting For Paper Mills, Charles W. GouldNo. 3— Preparation and Administration of the Budget, H. S. OwesNo. 4 —Cost Accounting and Budgetary Practice, F. Clair BennettNo. 5 —The Clay Products Industry, Richard C. TurnerNo. 6— Accounting Control of Materials Purchased, Paul M. AtkinsNo. 7— Analysis of Selling Costs and Proper Basis of Salesmen's Compensation,
Horace G. CrockettNo. 8—Crop and Field Cost Accounting on Hawaii's Sugar Plantations, Rudolph
MullerNo. 9— Financial Control Policies of General Motors Corporation and Their
Relationship to Cost Accounting, Albert BradleyNo. 10— Planning for the Physical Inventory, Stanley G. H. FitchNo. 13 —Coat Accounting as a Basis for Shaping Operating Policy, A. W. BassNo. 17 —Labor Classification and Payroll Analysis, Carleton F. BrownNo. 20— Accounting Information for the Executive, Ernest F. DuBrulNo. 21— Materials in Standard Costs, William L. ChurchillNo. 22— Accounting for Capital Assets, K. C. RichmondNo. 24— "Do We Need Calendar Reform?" By George Eastman
Vol. IXNo. 1— Measures of Business Efficiency, Clyde MorganNo. 2 —The Profit Element, James H. Rand, Jr.No. 5—An Adaptation of Mechanical Accounting Control, R. G. RegnerNo. 6— Budgeting Control and Standard Costs in the Newsprint Paper Industry,
G. Andrew WareNo. 10 —Forge Shop Production —Cost Accounting. Frank S. HatchNo. 11.— Co- ordinating the Factory and General Accounting to Insure Prompt
Monthly Closing. John E. HornNo. 12. —The Analysis and Distribution of Sales Distributional Costs, James H.
BarrettNo. 14.—Waste and Its Elimination, Paul E. Holden and William S. FordNo. 15.— Depreciation As Applied to Public Utilities, W. B. S. WinansNo. 17. —Public Utility Economics, Theodore J. GraysonNo. 18.— Unintentional Falsification of Accounts, Ernest F. DuBrul.No. 19.— European Manufacturing Methods and Costs, Chas. E. Bedaux.No. 20.— Tanning and Leather Products Costs, F. E. BarthNo. 23.— Foundry Costs, Albert E. GronerNo. 24.— Depreciation Accounting in the Machine Tool Industry, Thomas B.
FrankVOL X
No. 1 —The Railways and Cost Accounting, Clinton F. BalchNo. 3 — "New Technique in Selling and Administrative Cost Accounting,"
Albert A. RoseNo. 4 —Keys to Internal Control of Costs, E. S. La RoseNo. 8 —Bank Credit and Budgetary Control, Michael H. Cahill and John P.
PutnamNo. 9 —A Cost System for Shop and Foundry, W. G. RobinsonNo. 10— Allocation of Selling and Administrative Expenses to Units Sold, C. A.
RenardNo. 12— Accounting for Fixed Capital Expenditures, Melz4n F. WagnerNo. 13— Measurement and Control of Selling and Distribution Costs, T. M.
McNieceNo. 14— Problems in Textile Costs and Management, Clinton W. Bennett and
Ralph W. BuntsteadCopies of the above publications which are not out of print may be obtained from the office
of the secre tary of the Associat ion, 26 West 44th Street, New York City, at the price of 75 cents9 " aop•