Multidisciplinary Design Project Databook · Multidisciplinary Design Project Databook Version...
390
Multidisciplinary Design Project Databook Version 0.0.3 November 20, 2009 With the kind support of www.corus.com www.farnell.co.uk www.huco.com www.huntsman.com www.midlandwirecordage.co.uk www.nickelinstitute.org www.nist.gov/std www.ntn.co.jp/english www.omega.com www.parkersteel.co.uk www.rockwool.co.uk www.swagelok.com www.tss.trelleborg.com www.unbrako.com
Transcript of Multidisciplinary Design Project Databook · Multidisciplinary Design Project Databook Version...
-
Multidisciplinary Design Project
DatabookVersion 0.0.3
November 20, 2009
With the kind support of
www.corus.com www.farnell.co.uk www.huco.com www.huntsman.com
www.midlandwirecordage.co.uk www.nickelinstitute.org www.nist.gov/std www.ntn.co.jp/english
www.omega.com www.parkersteel.co.uk www.rockwool.co.uk www.swagelok.com
www.tss.trelleborg.com www.unbrako.com
http://www.corus.comhttp://www.farnell.co.ukhttp://www.huco.comhttp://www.huntsman.comhttp://www.midlandwirecordage.co.ukhttp://www.nickelinstitute.orghttp://www.nist.gov/stdhttp://www.ntn.co.jp/englishhttp://www.omega.comhttp://www.parkersteel.co.ukhttp://www.rockwool.co.ukhttp://www.swagelok.comhttp://www.tss.trelleborg.comhttp://www.unbrako.comhttp://http:// -
MDP Databook
This databook has been collated to be an initial version of the folder that all practical engineers have abovetheir desk containing copies of useful, must not be forgotten, information. The data included has either beencollated by the MDP team or reuse has been with the originating companies/authors. (The copyright remainsthat of the originator) It should be noted that although all best efforts have been made to ensure that theinformation is correct the user is recommended to check the data before it is used on a critical project. Wherepossible, hot links have been included from the individual sub-topic indexes to the originators/contributingcompanies website, all of which include extensive additional data.
For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk/ orcontact :
Dr. Peter LongCambridge University Engineering DepartmentTrumpington Street,Cambridge.CB2 1PZ.
e-mail: [email protected]: +44 (0) 1223 332779
Prof. Alex SlocumMassachusetts Institute of Technology77 Massachusetts Ave.CambridgeUSA
e-mail: [email protected]: +01 617 253 0012
The Cambridge-MIT Institute (CMI) is a pioneering partnership between Cambridge University and theMassachusetts Institute of Technology (MIT). It was set up in 2000 to enhance the competitiveness, produc-tivity and entrepreneurship of the UK economy by improving the effectiveness of knowledge exchange betweenuniversity and industry, educating leaders and developing programmes for change in universities, industry andgovernment.
CMI focuses primarily on business, competitiveness, research and education, and developing strong relation-ships between these areas.
Students, for example, benefit from CMI development and delivery of unique educational programmes forundergraduates, graduates and executives working in industry, including an undergraduate student exchange,an undergraduate research opportunities programme (UROP), CMI Enterprisers entrepreneurship programmeand several masters degree programmes.
Contact Details :
Cambridge-MIT Institute website :- http://www.cambridge-mit.org
Addresses:-
CMIUniversity of Cambridge10 Millers YardMill LaneCambridgeCB2 1RQUK
Tel. +44 (0)1223 327207Fax. +44 (0)1223 765891
CMIMITRoom 8-40377 Massachusetts AvenueCambridge MA 02139-4307USA
Tel. +1 617 253 7732Fax. +1 617 258 8539
2 CMI-MDP Programme
-
Contents
I General Information 5
Elements 6
Instrumentation 7
II Mechanical Information 11
Adhesives 12
Bearings 48
Flexible Joints 168
High Pressure Pipe 185
High Tensile Bolts 193
O-Rings 250
Steel grades 282
Stainless Steel 284
Wire Rope 338
III Electrical Information 341
Resistor/Capacitor Codes 342
IV Structural Information 345
Acoustics 346
Beams (steel) 371
Index 388
Index 388
CMI-MDP Programme 3
-
4
General
CMI-MDP Programme
-
General
I
5
Part I
General Information
Elements 6
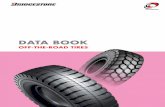
Periodic Table www.nist.gov/std . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Instrumentation 7
Pressure and Flow www.omega.com . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
CMI-MDP Programme
http://www.nist.gov/stdhttp://www.omega.com -
Solid
s
Art
ifici
ally
Prep
ared
Liqu
ids
Gas
es
58 C
eCe
rium
140.
116
5.53
87
Atom
icN
umbe
r
Sym
bol
Nam
e
Gro
und-
stat
eC
onfig
urat
ion
Gro
und-
stat
eLe
vel
Ioni
zatio
nEn
ergy
(eV)
Bas
ed u
pon
12C
. ()
indi
cate
s th
e m
ass
num
ber o
f the
mos
t sta
ble
isot
ope.
Atom
icW
eigh
t
P E
R I
O D
I C
T
A B
L E
Ato
mic
Pro
pert
ies
of th
e El
emen
ts 29 C
uCo
pper
63.5
46
7.72
64
11 N
aSo
dium
22.9
8977
0
5.13
91
12 M
gMa
gnes
ium24
.305
0
7.64
62
13 A
lAl
uminu
m26
.981
538
5.98
58
14 S
iSi
licon
28.0
855
8.15
17
15 P Phos
phor
us30
.973
761
10.4
867
16 S Sul
fur32
.065
10.3
600
17 C
lCh
lorine
35.4
53
12.9
676
18 A
rAr
gon
39.9
48
15.7
596
12 S
1/2
HHy
drog
en1.
0079
4
13.5
984
4B
eBe
rylliu
m9.
0121
82
9.32
27
37 R
bRu
bidium
85.4
678
4.17
71
55 C
sCe
sium
132.
9054
5
3.89
39
42 M
oMo
lybde
num
95.9
4
7.09
24
41 N
bNi
obium
92.9
0638
6.75
89
86 R
nRa
don
(222
)
10.7
485
74 W Tung
sten
183.
84
7.86
40
43 Tc Tech
netiu
m(9
8)
7.28
75 R
eRh
enium
186.
207
7.83
35
44 R
uRu
theniu
m10
1.07
7.36
05
76 O
sOs
mium
190.
23
8.43
82
45 R
hRh
odium
102.
9055
0
7.45
89
77 I
rIrid
ium19
2.21
7
8.96
70
46 P
dPa
lladiu
m10
6.42
8.33
69
78 P
tPl
atinu
m19
5.07
8
8.95
88
47 A
gSi
lver
107.
8682
7.57
62
79 A
uGo
ld19
6.96
655
9.22
55
48 C
dCa
dmium
112.
411
8.99
38
80 H
gMe
rcury
200.
59
10.4
375
60 N
dNe
odym
ium14
4.24
5.52
50
62 Sm Sam
arium
150.
36
5.64
37
63 E
uEu
ropiu
m15
1.96
4
5.67
04
64 G
dGa
dolin
ium15
7.25
6.14
98
65 Tb Terb
ium15
8.92
534
5.86
38
61 Pm Prom
ethium
(145
)
5.58
2
66 D
yDy
spro
sium
162.
500
5.93
89
67 H
oHo
lmium
164.
9303
2
6.02
15
68 E
rEr
bium
167.
259
6.10
77
69 Tm Thu
lium
168.
9342
1
6.18
43
49 In Indi
um11
4.81
8
5.78
64
50 S
n Tin11
8.71
0
7.34
39
51 S
bAn
timon
y12
1.76
0
8.60
84
52 Te Tellu
rium
127.
60
9.00
96
53I
Iodine
126.
9044
7
10.4
513
81 T
lTh
allium
204.
3833
6.10
82
82 P
bLe
ad20
7.2
7.41
67
83 B
iBi
smuth
208.
9803
8
7.28
55
84 P
oPo
lonium
(209
)
8.41
4
85 A
tAs
tatine
(210
)
58 C
eCe
rium
140.
116
5.53
87
59 P
rPr
aseo
dymi
um14
0.90
765
5.47
3
70 Y
bYt
terbiu
m17
3.04
6.25
42
90 Th Thor
ium23
2.03
81
6.30
67
92 U Uran
ium23
8.02
891
6.19
41
93 N
pNe
ptuniu
m(2
37)
6.26
57
94 P
uPl
utoniu
m(2
44)
6.02
60
95 A
mAm
erici
um(2
43)
5.97
38
96 C
mCu
rium
(247
)
5.99
14
91 P
aPr
otacti
nium
231.
0358
8
5.89
97 B
kBe
rkeliu
m(2
47)
6.19
79
98 C
fCa
liforn
ium(2
51)
6.28
17
99 E
sEi
nstei
nium
(252
)
6.42
100 Fm Ferm
ium(2
57)
6.50
101 M
dMe
ndele
vium
(258
)
6.58
102 N
oNo
beliu
m(2
59)
6.65
?
105
107
106
108
109
111
110
112
Db
Dubn
ium(2
62)
SgSe
abor
gium
(266
)
Hs
Hass
ium(2
77)
Bh
Bohr
ium(2
64)
Mt
Meitn
erium
(268
)
Uun
Unun
nilium
(281
)
Uuu
Unun
unium
(272
)
1s
114
116
3
1s2 2
sLi Lithium
6.94
1
5.39
17
10 N
eNe
on20
.179
7
21.5
645
2H
eHe
lium
4.00
2602
24.5
874
9O Oxyg
en15
.999
4
13.6
181
8F
Fluor
ine18
.998
4032
17.4
228
7N
Nitro
gen
14.0
067
14.5
341
6C Carb
on12
.010
7
11.2
603
5B Boro
n10
.811
8.29
80
57 L
aLa
nthan
um13
8.90
55
5.57
69
89 A
cAc
tinium
(227
)
5.17
71 Lu Lutet
ium17
4.96
7
5.42
59
103 L
rLa
wren
cium
(262
)
4.9
?
87 F
rFr
anciu
m(2
23)
4.07
27
88 R
aRa
dium
(226
)
5.27
84
104
?
Rf
Ruthe
rford
ium(2
61)
6.0
?
72 H
fHa
fnium
178.
49
6.82
51
40 Z
rZir
coniu
m91
.224
6.63
39
39 Y Yttri
um88
.905
85
6.21
73
38 S
rSt
ronti
um87
.62
5.69
49
56 B
aBa
rium
137.
327
5.21
17
73 Ta Tanta
lum18
0.94
79
7.54
96
54 X
eXe
non
131.
293
12.1
298
19 K Pota
ssium
39.0
983
4.34
07
20 C
aCa
lcium
40.0
78
6.11
32
21 S
cSc
andiu
m44
.955
910
6.56
15
22 T
iTit
anium
47.8
67
6.82
81
30 Zn Zin
c65
.409
9.39
42
31 G
aGa
llium
69.7
23
5.99
93
32 G
eGe
rman
ium72
.64
7.89
94
33 A
sAr
senic
74.9
2160
9.78
86
34 S
eSe
lenium
78.9
6
9.75
24
35 B
rBr
omine
79.9
04
11.8
138
36 K
rKr
ypton
83.7
98
13.9
996
23 V Vana
dium
50.9
415
6.74
62
24 C
rCh
romi
um51
.996
1
6.76
65
25 M
nMa
ngan
ese
54.9
3804
9
7.43
40
26 F
eIro
n55
.845
7.90
24
27 C
oCo
balt
58.9
3320
0
7.88
10
28 N
iNi
ckel
58.6
934
7.63
98
Uub
Unun
bium
(285
)
Uuq
Unun
quad
ium(2
89)
Uuh
Unun
hexiu
m(2
92)
NIS
T SP
966
(Sep
tem
ber 2
003)
Period1 65432 7
For a
des
crip
tion
of th
e da
ta, v
isit
phys
ics.
nist
.gov
/dat
a
2 S1/
2
1s2 2
s2
2 S1/
2
2 S1/
2
[Ne]
3s21 S
0
[Ne]
3s
1 S0
1 S0
2 S1/
21 S
0
2 S1/
21 S
0
2 S1/
21 S
0
[Ar]4
s2[A
r]4s
[Kr]5
s2[K
r]5s
[Xe]
6s2
[Xe]
6s
[Rn]
7s2
[Rn]
7s
1 G4
[Xe]
4f5d
6s2
2 D3/
23 F
2
2 D3/
23 F
2
3 F2
3 F2
[Ar]3
d4s2
[Ar]3
d24s
2
[Kr]4
d5s2
[Kr]4
d25s
2
[Xe]
4f14
5d2 6
s2
[Rn]
5f14
6d2 7
s2?
4 F3/
27 S
3
6 D1/
27 S
3
4 F3/
25 D
0
[Xe]
4f14
5d3 6
s2[X
e]4f
145d
4 6s2
[Kr]4
d45s
[Kr]4
d55s
[Ar]3
d34s
2[A
r]3d5
4s
6 S5/
25 D
4
[Ar]3
d54s
2[A
r]3d6
4s2
6 S5/
2
6 S5/
2
[Xe]
4f14
5d5 6
s2
[Kr]4
d55s
2
4 F9/
2
[Ar]3
d74s
2
4 F9/
2
[Kr]4
d85s
3 F4
2 S1/
2
5 F5
[Kr]4
d75s 5 D
4
[Xe]
4f14
5d6 6
s2
4 F9/
2
[Xe]
4f14
5d7 6
s2
2 S1/
2
[Kr]4
d10 5
s
1 S0
[Kr]4
d10 3 D
3
[Xe]
4f14
5d9 6
s
2 S1/
2
[Xe]
4f14
5d10
6s
1 S0
2 P1/
2
1 S0
[Kr]4
d10 5
s2[K
r]4d1
0 5s2
5p
[Xe]
4f14
5d10
6s2
1 S0
[Hg]
6p2 P1/
2
1s2 2
s22p
1 S0
1s2
3 P0
1s2 2
s22p
2
4 S3/
2
1s2 2
s22p
3
3 P2
1s2 2
s22p
4
2 P3/
2
1s2 2
s22p
5
1 S0
1s2 2
s22p
6
2 P1/
23 P
04 S
3/2
3 P2
2 P3/
21 S
0
3 P0
4 S3/
23 P
22 P
3/2
1 S0
2 P1/
23 P
04 S
3/2
3 P2
2 P3/
21 S
0
2 P1/
23 P
04 S
3/2
3 P2
2 P3/
21 S
0
[Ar]3
d10 4
s24p
[Ar]3
d10 4
s2[A
r]3d8
4s2
[Ar]3
d10 4
s[A
r]3d1
0 4s2
4p2
[Kr]4
d10 5
s25p
2
[Ar]3
d10 4
s24p
3
[Kr]4
d10 5
s25p
3
[Ar]3
d10 4
s24p
4
[Kr]4
d10 5
s25p
4
[Ar]3
d10 4
s24p
5
[Kr]4
d10 5
s25p
5
[Ar]3
d10 4
s24p
6
[Kr]4
d10 5
s25p
6
[Hg]
6p2
[Hg]6
p3[H
g]6p
4[H
g]6p
5[H
g]6p
6
2 D3/
2
[Xe]
4f14
5d6s
2
1 S0
[Xe]
4f14
6s2
[Ne]
3s2 3
p[N
e]3s
2 3p2
[Ne]
3s2 3
p3[N
e]3s
2 3p4
[Ne]
3s2 3
p5[N
e]3s
2 3p6
[Xe]
4f13
6s2
[Xe]
4f12
6s2
[Xe]
4f11
6s2
[Xe]
4f10
6s2
[Xe]
4f9 6
s2[X
e]4f
7 5d6
s2[X
e]4f
7 6s2
[Xe]
4f6 6
s2[X
e]4f
5 6s2
[Xe]
4f4 6
s2[X
e]4f
3 6s2
[Xe]
4f5d
6s2
[Xe]
5d6s
2
[Rn]
5f14
7s2 7
p?[R
n]5f
147s
2[R
n]5f
137s
2[R
n]5f
127s
2[R
n]5f
117s
2[R
n]5f
107s
2[R
n]5f
9 7s2
[Rn]
5f7 6
d7s2
[Rn]
5f7 7
s2[R
n]5f
6 7s2
[Rn]
5f4 6
d7s2
[Rn]
5f3 6
d7s2
[Rn]
5f2 6
d7s2
[Rn]
6d2 7
s2[R
n]6d
7s2
2 D3/
21 G
4
2 D3/
23 F
2
4 I9/
25 I
45 I
84 I
15/2
4 I15
/25 I
8
6 H5/
27 F
08 S
7/2
9 D2
6 H15
/22 F
7/2
3 H6
2 P1/
21 S
02 F
7/2
3 H6
9 D2
6 H15
/27 F
08 S
7/2
6 L11
/25 L
64 K
11/2
Lanthanides Actinides
Gro
up 1 IA
2 IIA
3 IIIB
4 IVB
5 VB6 VIB
7 VIIB
9 VIII
810
11 IB12 IIB
13 IIIA
14 IVA
Stan
dard
Ref
eren
ceD
ata
Gro
upw
ww.
nist
.gov
/srd
Phys
ics
Labo
rato
ryph
ysic
s.ni
st.g
ov
15 VA16 VI
A17 VI
IA
18 VIIIA
Freq
uent
ly u
sed
fund
amen
tal p
hysi
cal c
onst
ants
1 se
cond
= 9
192
631
770
per
iods
of r
adia
tion
corre
spon
ding
to th
e tra
nsiti
on
spee
d of
ligh
t in
vacu
um29
9 79
2 45
8 m
s1
Plan
ck c
onst
ant
6.62
61
10
34 J
s el
emen
tary
cha
rge
elec
tron
mas
s
prot
on m
ass
fine-
stru
ctur
e co
nsta
nt1/
137.
036
Ryd
berg
con
stan
t10
973
732
m1
Boltz
man
n co
nsta
nt1.
3807
1
023
J K
1
c h e me
k
For t
he m
ost a
ccur
ate va
lues o
f thes
e and
othe
r con
stants
, visi
t phy
sics.n
ist.go
v/con
stants
betw
een
the
two
hype
rfine
leve
ls o
f the
gro
und
stat
e of
133 C
s (e
xact
)
0.51
10 M
eV
13.6
057
eV
R Rc
Rhc
(/2
)
mec
2
mp
1.60
22
10
19 C
9.
1094
1
031
kg
1.67
26
10
27 kg
3.28
9 84
2
1015
Hz
I
6
CMI-MDP Programme
-
Instrumentation/OMEGA
The charts/tables are taken from Transactions published by OMEGA. (Copies are included in the librarysection of the MDP resources) The Omega website, http://www.omega.com, contains extensive additional re-sources and data.
c1998 Putman Publishing Company and OMEGA Press, LLC. Reproduced courtesy of Omega Engineering,Inc., Stamford, CT 06907 USA www.omega.com.
Pressure & Load Measurement
Figure 1: Electronic Pressure Sensor Ranges
Figure 2: Vacuum Gauge Measurement Ranges
1
I
7
CMI-MDP Programme
-
Instrumentation/OMEGA
Figure 3: Load Cell Performance
Flow Measurement
Figure 4: Flow Sensor Measurement Ranges/Operation
2
I
8
CMI-MDP Programme
-
Instrumentation/OMEGA
Figure 5: Flow Sensor Operation Comparison
Figure 6: Pressure drop in Flowmeters
3
I
9
CMI-MDP Programme
-
I
10
Mechanical
CMI-MDP Programme
-
Mechanical
II
11
Part II
Mechanical Information
Adhesives 12
Adhesives Design Guides www.huntsman.com (see also: www.permabond.com,www.loctite.com) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Adhesives User Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Surface Pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Bearings 48
NTN Bearing Dimensions www.ntn.co.jp/english (see also: www.skf.com: www.nsk.com) 48
Small Bearing Dimensions/Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Miniature Bearing Dimensions/Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
NTN Design Guide www.ntn.co.jp/english (see also: www.skf.com: www.nsk.com) . . . . 69
Classification and Characteristics of Rolling Bearings . . . . . . . . . . . . . . . . . . . 69
Bearing Selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
Load Rating and Life, Load Calculations . . . . . . . . . . . . . . . . . . . . . . . . . . 81
Boundary Dimensions and Bearing Number Codes . . . . . . . . . . . . . . . . . . . . . 94
Bearing Tolerances, Fits and Clearances . . . . . . . . . . . . . . . . . . . . . . . . . . 98
Allowable Speed, Friction, Lubrication and Sealing . . . . . . . . . . . . . . . . . . . . . 133
Bearing Materials and Shaft/Housing Design . . . . . . . . . . . . . . . . . . . . . . . . 146
Bearing Handling, Damage and Tech info . . . . . . . . . . . . . . . . . . . . . . . . . . 151
Flexible Joints 168
Huco Flexible joint design guide www.huco.com . . . . . . . . . . . . . . . . . . . . . . . . 168
High Pressure Pipe 185
Sagelok Pipe Ratings www.swagelok.com . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185
High Tensile Bolts 193
Unbrako Engineering Guide www.unbrako.com . . . . . . . . . . . . . . . . . . . . . . . . 193
HT Bolts, (metric) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193
Bolted Joints . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 215
O-Rings 250
Trelleborg (Dowty) Design Guide www.tss.trelleborg.com . . . . . . . . . . . . . . . . . . 250
General Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 250
O ring Materials, Chemical Compatibility . . . . . . . . . . . . . . . . . . . . . . . . . . 252
Design recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 267
Special O-rings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 278
Storage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 280
Steel grades 282
Standard steel grades www.parkersteel.co.uk . . . . . . . . . . . . . . . . . . . . . . . . . 282
Stainless Steel 284
Stainless Steel Selection Guide www.nickelinstitute.org . . . . . . . . . . . . . . . . . . . 284
Wire Rope 338
Midland Cordage Design Data www.midlandwirecordage.co.uk . . . . . . . . . . . . . . 338
CMI-MDP Programme
http://www.huntsman.comhttp://www.ntn.co.jp/englishhttp://www.ntn.co.jp/englishhttp://www.huco.comhttp://www.swagelok.comhttp://www.unbrako.comhttp://www.tss.trelleborg.comhttp://www.parkersteel.co.ukhttp://www.nickelinstitute.orghttp://www.midlandwirecordage.co.uk -
Users Guide to AdhesivesII
12
CMI-MDP Programme
-
2
Part 1 Assessment of bonding
Advantages of adhesive bonding
Limitations
Modern adhesives: types and main characteristics
Designing a bonded joint
Determination of dimension of simple lap joint
Essentials for the bonding process
Combination joints
Part 2 Essential stages of the pre-treatment process
Surface preparation
Degreasing
Abrading
Pre-treatments for particular materials
Special pre-treatments for maximum bond performance
Essentials for chemical pre-treatments
Metals
Contents
II
13
CMI-MDP Programme
-
3
Users Guide to AdhesivesIntroduction
Almost everything that is made by industry has component pieces, and these have to be fixed together.Often mechanical connections are chosen, such as screws, rivets or spot welds. However, engineers nowoften choose to use adhesive bonding. This joining technique is well proven and capable of replacing orsupplementing mechanical fixing methods and has advantages which include:
Reduced component and/or assembly costs
Improved product performance and durability
Greater design freedom
Less finishing operations
This guide sets out to remove the reservations that engineers sometimes have about adhesives. It includesa survey of modern adhesives and shows how joints should be designed and pre-treated in order to makebest use of adhesive bonding.
The guide comes from the inventors of adhesives capable of bonding metals. Our Araldite trade name isknown world wide in industry and in the home.
A word about adhesives
What are we doing when we seek to use an adhesive? The question is not new. Man has used adhesivesor glues since the dawn of history. The ancient Egyptians attached veneers to furniture with glue. Theseearly glues were all natural substances. Nowadays we use synthetic resins and polymers.
When we bond components together the adhesive first thoroughly wets the surface and fills the gapbetween. Then it solidifies. When solidification is completed the bond can withstand the stresses of use.The strongest adhesives solidify through chemical reaction and have a pronounced affinity for the jointsurfaces. Adhesive bonding is sometimes called chemical joining to contrast it with mechanical joining.
Designing to bond.
In order to get the best performance from an adhesive bond it is important to design the component forbonding rather than simply taking a design made for mechanical fixing.
Methods of application of the adhesive and the assembly of the components must always be considered atthe design stage, together with the practical curing conditions, which affect the choice of adhesive type tobe used.
A quality bond is produced when quality is considered at all stages of the design and production process.
II
14
CMI-MDP Programme
-
4
Advantages of adhesive bonding
The bond is continuous: On loading, there is moreuniform distribution of stresses over the bonded area. Thelocal concentrations of stresses present in spot welded ormechanically fastened joints are avoided. Bondedstuctures can consequently offer a longer life under load.
Stiffer structures: The bonded joint being continuous produces a stiffer structure. Alternatively, if increasedstiffness is not needed, the weight of the structure can bedecreased while maintaining the required stiffness.
Improved appearance: Adhesive bonding gives a smoothappearance to designs. There are no protruding fastenerssuch as screws or rivets, and no spot-welds marks.
Complex assemblies: Complex assemblies that cannotbe joined together in any other feasible way withadhesives. Composite sandwich structures are a typicalexample.
Dissimilar materials: Adhesives can join differentmaterials together materials that may differ incomposition, moduli, coefficients of expansion, orthickness.
Reduced corrosion: The continuous adhesive bond formsa seal. The joint is consequently leak proof and less proneto corrosion.
Electrically insulating: The adhesive bond can provide anelectrically insulating barrier between the surfaces.
Fig.1 Stiffening effect bonding and riveting compared
The diagram shows how a joint may be designed to take advantage of thestiffening effect of bonding.Adhesives form a continuous bond between the joint surfaces. Rivets andspot welds pin the surfaces together only at localised points. Bondedstructures are consequently much stiffer and loading may be increased(by up to 30 100%) before buckling occurs.
Fig. 2 Stress distribution in loaded joints
The riveted joint on the left is highly stressed in the vicinity of the rivets.Failure tends to initiate in these areas of peak stress. A similar distributionof stress occurs with spot welds and bolts.The bonded joint on the right is uniformly stressed. A continuous weldedjoint is likewise uniformly stressed but the metal in the heated zone willhave undergone a change in strength.
Reduced stress concentrations: The bonded structure isa safer structure because, owing to the fewer and lesssevere concentrations of stresses, fatigue cracks are lesslikely to occur. A fatigue crack in a bonded structure willpropagate more slowly than in a riveted structure or evenin a machined profile because the bond-lines act as acrack stopper.
Jointing sensitive materials: Adhesive bonding does notneed high temperatures. It is suitable means for joiningtogether heat-sensitive materials prone to distortion or to achange in properties from the heat of brazing or welding.
Vibration damping: Adhesive bonds have good dampingproperties. The capacity may be useful for reducing soundor vibration.
Simplicity: Adhesive bonding can simplify assemblyprocedures by replacing several mechanical fasteners witha single bond, or by allowing several components to bejoined in one operation.
Adhesive bonding may be used in combination with spotwelding or riveting techniques in order to improve theperformance of the complete structure. All theseadvantages may be translated into economic advantages:improved design, easier assembly, lighter weight (inertiaovercome at low energy expenditure), longer life in service.
Part 1
ASSESMENT OF BONDING
II
15
CMI-MDP Programme
-
5
Limitations
Temperature resistance: Adhesives are drawn from theclass of materials which we know as polymers, plasticsor synthetic resins. They have the limitations of that class.They are not as strong as metals. (the difference is offsetby the increased surface contact area provided by thebonded joints). With increasing temperature the bondstrength decreases, and the strain properties of theadhesive move from elastic to plastic. This transition isusually in the temperature range 70 2200C: the transitiontemperature depends on the particular adhesive.
Chemical resistance: The resistance of bonded joints tothe in-service environment is dependent on the propertiesof the polymer from which the adhesive is made. Possibleexposure of the bonded structure to oxidising agents,solvents, etc., must be borne in mind when selecting theadhesive type to use.
Curing time: With most adhesives maximum bondstrength is not produced instantly as it is with mechanicalfastening or with welding. The assembled joint must besupported for at least part of the time during which thestrength of the bond is building up. The quality of the bondmay be adversely affected if, in the bonding process, thesurfaces are not readily wetted by the adhesive.
Process controls: Ensuring consistently good results maynecessitate the setting up of unfamiliar process controls. Abadly made joint is often impossible to correct.
In service repair: Bonded assemblies are usually noteasily dismantled for in-service repair.
Modern adhesives: types and maincharacteristics
Modern adhesives are classified either by the way they areused or by their chemical type. The strongest adhesivessolidify by a chemical reaction. Less strong types hardenby some physical change. Key types in todays industrialscene are as follows.
Anaerobics: Anaerobic adhesives harden when in contactwith metal and air is excluded, e.g. when a screw is tightin a thread. Often known as locking compounds orsealants, they are used to secure, seal and retain turned,threaded, or similarly close-fitting parts. They are based onsynthetic resins known as acrylics. Due to the curingprocess, anaerobic adhesives do not have gap-fillingcapability but have advantage of relatively rapid curing.
Cyanoacrylates: A special type of acrylic, cyanoacrylateadhesives cure through reaction with moisture held on thesurfaces to be bonded. They need close-fitting joints.
Usually they solidify in seconds and are suited to smallplastic parts and to rubber. Cyanoacrylate adhesives haverelatively little gap-filling capability but can be obtained inliquid and thixotropic (non-flowing) versions.
Toughened Acrylics/Methacrylates: A modified type ofacrylic, these adhesives are fast-curing and offer highstrength and toughness. Supplied as two parts (resin andcatalyst), they are usually mixed prior to application, butspecialised types are available which are applied byseparate application: resin to one bond surface, catalyst tothe other. They tolerate minimal surface preparation andbond well to a wide range of materials. The products areavailable in a wide range of cure speeds and as liquids orpastes which will gap-fill up to 5mm.
UV curable adhesives: Specially modified acrylic andepoxy adhesives, which can be cured very rapidly byexposure to UV radiation. Acrylic UV adhesives cureextremely rapidly on exposure to UV but require onesubstrate to be UV transparent. The UV initiated epoxyadhesives can be irradiated before closing the bondline,and cure in a few hours at ambient temperature or may becured at elevated temperature.
Epoxies: Epoxy adhesives consist of an epoxy resin plus ahardener. They allow great versatility in formulation sincethere are many resins and many different hardeners. Theyform extremely strong durable bonds with most materials.Epoxy adhesives are available in one-part or two-part formand can be supplied as flowable liquids, as highlythixotropic products with gap-filling capability of up to25mm, or as films.
Polyurethanes: Polyurethane adhesives are commonlyone part moisture curing or two-part. They provide strongresilient joints, which are resistant to impacts. They areuseful for bonding GRP (glassfibre-reinforced plastics) andcertain thermoplastic materials and can be made with arange of curing speeds and supplied as liquids or withgap-filling capability of up to 25mm.
Modified Phenolics: The first adhesives for metals,modified phenolics now have a long history of successfuluse for making high strength metal-to-metal and metal-to-wood joints, and for bonding metal to brake-liningmaterials. Modified phenolic adhesives require heatpressure for the curing process.
The above types set by chemical reactions. Types thatare less strong, but important industrially, are asfollows:
Hot Melts: Related to one of the oldest forms of adhesive,sealing wax, todays industrial hot melts are based onmodern polymers. Hot melts are used for the fastassembly of structures designed to be only lightly loaded.
II
16
CMI-MDP Programme
-
6
Plastisols: Plastisol adhesives are modified PVCdispersions which require heat to harden, The resultantjoints are often resilient and tough.
Rubber adhesives: Based on solutions of latexes, rubberadhesives solidify through loss of solvent or water. Theyare not suitable for sustained loading.
Polyvinyl Acetates (PVAs): Vinyl acetate is the principalconstituent of the PVA emulsion adhesives. They aresuited to the bonding of porous materials, such as paperor wood, and general packaging work.
Pressure-sensitive adhesives: Suited to use on tapesand labels, pressure-sensitive adhesives do not solidify butare often able to withstand adverse environments. Theyare not suitable for sustained loading.
No one company supplies all these types of adhesives.Each supplier specialises in particular types.Huntsman Advanced Materials supplies manyindustries with epoxy, polyurethane, modified phenolic,toughened methacrylate and UV curable acrylicadhesives under the tradenames Araldite, Epibond,Epocast and Uralane.
Designing a bonded joint
It is important that bonded articles are designed withbonding in mind, rather than simply bonding a designmade for welding or mechanical joining. When designing
bonded joints the considerations include:
Joint geometry
Adhesive selection
Mechanical properties of adhesive and adherent
Stress in the joint
Manufacturing conditions
Bonded joints may be subjected to tensile, compressive,shear or peel stresses, often in combination. (See Figure3). Adhesives are strongest in shear, compression andtension. They perform less effectively under peel andcleavage loading. A bonded joint needs to be designed sothat the loading stresses will be directed along the lines ofthe adhesives greatest strengths.
To indicate the performance of an Araldite, Epibond,Epocast or Uralane adhesive, the Huntsman AdvancedMaterials InstructionSheet for the particular adhesive quotes the shearstrengths and peel strengths obtained by standard testmethods. For example, the standard test method for shear(ISO4587) uses a simple lap joint made from metal sheet,usually an aluminium alloy, 25mm wide with 12.5mmoverlap. The mean breaking stress at room temperaturewill be in the range 5 to 45 N/mm2 depending on theadhesive. At the top end of this breaking stress range,joints made from aluminium alloy sheet of up to 1.5mmthickness will yield or break in the metal. (The lap joint isonly one of sveral different types of bonded joint).
Tension Compression Shear Cleavage Peel
Tension Compression Shear Cleavage Peelstress stress stress stress stress
component component component component component
Fig.1 Loading conditions
A bonded joint can be loaded in five basic ways (shown in the diagram). Cleavage and peel loading are the most taxing: they concentrate the applied force intoa single line of high stress. In practice a bonded structure has to sustain a combination of forces. For maximum strength, cleavage and peel stresses should beas far as possible designed out of the joints.
II
17
CMI-MDP Programme
-
7
The breaking load of a lap joint is proportional to its width,but not to its overlap length. Although the breaking loadwill increase as overlap length is increased, the meanbreaking stress will be reduced.A method of determining the best dimensions for a simplelap joint is described in Simple Lap Joints: Determinationof dimensions (page 10).
The strength of a joint is a complex function of the stressconcentrations set up by the load. In a simple lap jointmade from thin metal sheet there are two sorts of stress:shear and peel. Both the shear and peel stresses varyalong the length of the joint, with concentrations at theends. Alternative joint designs are shown in Figure 4 wherethese stresses are more evenly distributed. The efficiencygained results in joints of greater strength.
A peel joint can be designed such that the forces actingupon it become compression forces, making a muchstronger joint.
Weak cleavage joints can be strengthened through design,in this instance by adding a U-section to the previouslybent sheet.
By adding reinforcing plates to this butt joint, the forcesrun along a much stronger shear joint.
A similar effect is produced by sleeving this cylindrical buttjoint.
Simple lap joint good
Tapered lap joint very good
Scarf joint excellent
Stepped lap joint very good
Double strap joint/double lap joint very good
Tapered double strap joint excellent
Fig.4 Basic bonded joints between strip/sheet metals
The basic types of bonded joints are shown diagramatically. In practicalstructures two or more basic types may be used in combination and therelative dimensions (and areas of bonded surface) of the joints may varyfrom those shown in the diagrams.Tapering of the ends of lap joints or scarf joints serves to distribute thestress more uniformly and reduce stress concentration.
II
18
CMI-MDP Programme
-
8
Fig.5 Practical bonded joints between sheet materials
Certain metals, especially mild steel, are easily bent or folded to formadvantageous joints. (a) Shows a development from the simple lapjoint: a toggled joint. (b) and (c) show further developments.Closed box structures (d) from formed sheet metal are easily producedusing this folding and bonding technique to join the edges.
Fig.6 Bonding of multi-layer structures
Multi-layer structures may be built up by adhesive bonding and mayalso be bonded to other parts. In (a) a multi-layer fibre-reinforcedplastics laminate is joined to its neighbour by a multi-stepped lap joint.In (b) an edge member is bonded into a sandwich panel. On loading,the stresses will be transferred into the panel. The honeycomb core isitself assembled and bonded to the facing sheets with adhesives.
Fig.7 Joints using profiles
Sheets or plates that cannot be bent and folded may be bondedtogether by means of purpose-made profiles. Tapering removes thehigh stress concentrations caused by abrupt change in section.
(a)
(b)(c)
(d)
(a)
(b)
II
19
CMI-MDP Programme
-
9
Fig.8 Stiffening of large thin sheets
Large sheets of thin-gauge material (metal or plastics) may bestabilised by bonding stiffeners made of the same material in similargauge. The diagram shows a top hat stiffener.Towards the edge of the sheet, the stiffener may be cut away (asshown) in order to reduce stress concentrations. The effect is similarto that of the scarf joint in Fig.4.
Fig.9 Bonded frameworks
Framework structures of square or round tubes, or simple profiles,may utilise plugs (a), angles (b), or bosses (c) at the joints. Use ofthese additional pieces greatly increases the area of bond surface atthe joint.
(a)
(b)(c)
II
20
CMI-MDP Programme
-
10
The durability of a bonded joint
The durability (the long-term performance) of a bondedjoint depends on the properties both of the adhesive andof the materials being joined.The adhesive will be affected by high temperatures, bypowerful solvents, or by water. The durability of the jointwill also depend on the effects of these agents on thematerials being joined. Above all, it will depend on thecondition of the joint surfaces when the bond was made.The best joints are made when the surfaces are absolutelyclean and have good affinity for the adhesive. Thisnecessitates control of pretreatment of the surfaces. Apoor surface condition usually results in a relatively lowinitial strength and a reduced durability. A thick bond-linegives lower initial strength. (See Figure 10.) With mosttypes of adhesive, the application of heat to complete thecuring process improves both initial strength and durability.The user will have to judge the level of control of thesefactors necessary to produce a bonded joint satisfactoryfor the expected service conditions. For many applicationsa good and sufficient durability is obtained with easilyattained levels of surface control (or pretreatment), bond-line thickness and curing schedule.
Fig.10 Bond-line thickness v. shear strength
Shear strength decreases if the layer of adhesive is thick. The effect ofincreasing bons-line thickness in simple lap joints made with hot-curedepoxy adhesives is shown in the diagram.Adhesive strength at the interface is by its nature greater than thecohesive strength within the adhesive. The diagram shows that in thisadhesive the drop in strength occurs in the range 0.4 to 1.0 mm. Inthicknesses greater than 1.0 mm shear strength is approximately constant.The exact shape of the curve depends on the characteristics of theadhesive. Toughened adhesives will maintain higher values in thickerbondlines while more rigid adhesives will reduce more quickly. Theoptimum bond-line thickness is in the range 0.1 to 0.3mm. In very thinbond lines there is risk of incomplete filling of the joint due to contactbetween high points on the joint surfaces.
The bonded joints may need to resist sustained loads,which are either static or vibrational. Joint designs in whichpeel stresses are at a minimum give the best durability.The fatigue testing (by standard methods) of simple lapshear joints made with epoxy adhesives will often givefailure values of ca 30% of the short-term measuredbreaking load. (See Figure 11.)
Fig.11 Fatigue strength (tensile) of lap joints
Fatigue strength of simple lap joints made with a cold-cured epoxyadhesive and tested to DIN 53 285. In this test programme the failurestress of control joints under static loading was 13 Mpa. The diagramshows that under fatigue loading the joints required to sustain 106 testcycles should not be stressed higher than 4.1 Mpa per cycle.
Determination of dimensions ofsimple lap joints
The shear strength of simple lap joint (Fig 12) depends onthe nature of the metal, the adhesive, the thickness of themetal and the area of overlap.
Fig.12 Simple lap shear joint
l = overlap; t = metal thickness
FAIL
UR
E S
TRE
SS
(MP
a)
40
30
20
10
0 0.4 0.8 1.2
BOND-LINE THICKNESS (mm)
MA
XIM
UM
STR
ES
S L
EV
EL
(MP
a)
1
105 106 107
CYCLES TO FAILURE
2
3
4
5
6
7
10
20
30
40
50
% O
F S
TATI
C F
AIL
UR
E S
TRE
SS
t l
t
II
21
CMI-MDP Programme
-
11
Fig.13 Correlation diagram between shear strengthand t/l of simple lap joints
The diagram relates the dimensions of the joint, the shear stress in theadhesive and the tensile stress in the metal*
*The curve shown in Fig.13 was established from a test programmecarried out on simple lap joints of BS 1470-HS30 aluminium alloy bondedwith hot-cured Araldite epoxy adhesive.
Given the loading required and the metal and adhesive tobe used, it is possible to predict:
1. Optimum overlap on metals of given thickness.2. Optimum metal thickness for given overlap.
This overlap and thickness may be rapidly determinedfrom a diagram based on results from one testprogramme.
The test to determine mean shear strengths of joints ofvarious overlaps (l) and metal thickness (t) must besufficient to plot a curve of shear strength against t/l. Acurve established in this way is shown in Fig.13.
Any particular point on an established curve represents (forlap joints made with metal and adhesive to the samespecifications as used in the test programme) the state ofstress in a particular joint and shows the relationshipbetween the dimensions of the joint (horizontal axis), themean shear stress in the adhesive (vertical axis) and themean tensile stress in the metal (slope of a straight linefrom the origin to the point).
Optimum overlap (l) is determined by using the diagramtogether with the formula:
This formula is derived from
The known design requirements:P= load per unit width of jointt = sheet thickness (t= thickness of thinner sheet
in joints made of sheets of different thickness)
These establish:
= mean tensile stress in the metal =
and by definition:
= mean shear stress in the joint =
Substituting for P gives:
Fig.14 Conventional designs for stresses in a lap joint
Optimum overlap (l) is determined as follows:
1. Calculate s from P and t.
2. Starting form 0, mark on the diagram the straight
line whose slope is given by .
3. Where the straight line cuts the curve, read off the value for
4. Having determined and , and knowing t,substitute these values in:
and calculate optimum overlap l.
Deviation from the optimum overlap reduces the efficiencyof the joint. Too small an overlap causes the joint to failbelow the required loading, whereas too large an overlapmay mean an unnecessarily large joint.
Optimum sheet thickness (t) is determined as follows:
1. Calculate from P and l.
2. Where the value of t cuts the curve, read off the
value for
3. Having determined and knowing l,
calculate optimum thickness t.
ME
AN
FA
ILU
RE
STR
ES
S N
/mm
2
10
0
20
30
40
50
60
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
l
tt
t
l = .
P
t
t
l = .
P
l
P
P
Unit width
( )/ tl
t
l = .
t
l
t
l
II
22
CMI-MDP Programme
-
12
Essentials for the bonding process
To make a successful bond, the adhesive must wet thematerial to be joined, fill the gap between the surfaces,and then fully harden.
With a two-part adhesive this means that resin andhardener must be correctly proportioned and thoroughlymixed together. The right amount of mixed adhesive needsto be placed and spread onto the bond area. Both thesesteps are aided by using automatic equipment. Thesimplest equipment dispenses adhesive from pre-filledcartridges (see Figure 15). Typical volumetric proportioningequipment, which meters, mixes and dispenses two-partepoxy adhesives is shown in Figure 16. Where highlyviscous or thixotropic components are used, the meteringunits may be fed by special drum pumps. Similarly forone-part epoxy adhesives there are hand or air operatedguns or applicators. Suitable equipment is advantageousin setting up a Quality Assurance Scheme for a bondingprocess.
Continuous production bonding also necessitates ensuringthat the condition of the surfaces to be bonded is alwaysthe same. Unknown contaminants must be removed fromthe surfaces. A particular surface treatment may beneeded in order to increase the affinity for the adhesive.Surface preparation can be a multi-step process. T usuallyincludes mechanical abrasion and to achieve optimumresults chemical etching.
In some cases known surface coverings, such asprotective oils, may be absorbed by the adhesive in thebonding process this ability is a characteristic ofspecially formulated oil-tolerant Araldite epoxy adhesives.In these cases the known covering material defines thesurface condition.
The hardening or curing of reactive adhesives requirestime. The time is shortened if heat can be applied.Furthermore, though with many two-part epoxy adhesivesstrong joints can be obtained by curing at roomtemperature (for 2 to 24 hours), higher curing temperatures even a few degrees above room temperature will raisethe bond strength. With certain one-part epoxy adhesivescuring temperatures may need to be as high as 180c inorder to obtain the best properties. Elevated temperaturecuring may be carried out using:
Hot air ovens: This is a practical method only when alarge number of assemblies are in the oven at the sametime or for continuous production lines. Heat transfer isrelatively slow and affected by the assembly type andthickness. Infa-red ovens can also be used.
Heated presses: Steam or oil-heated platens can be usedin flat bed presses with a rapid and controllabletemperature rise. This method is ideal for production oflarge flat panels, e.g. for insulated container sides.
Induction curing: Magnetic field causes current to flow ina conductive substrate. The resistance to the currentgenerates heat and cures the adhesive. This technique hasbeen used where very fast heat up and cure is required.
Fig.15 Handgun operated by compressed air
Fig.16 Metering and mixing machine for two-part epoxy adhesives
Combination joints
Adhesives can be used in combination with other joiningmethods, in particular, riveting or spot welding. Rivets orwelds at intervals along the bond-line not only act aslocating and holding points during the time the adhesivecures but also increases the peel resistance of the joint.From the other viewpoint, that of the mechanical fastening,the presence of the adhesive improves the stiffness of thejoint, distributes the stresses uniformly and it forms a seal.Adhesive bonding also increases the speed and reducesoverall the noise of the joining process.
II
23
CMI-MDP Programme
-
13
Araldite adhesives adhere firmly to most materials. Bondsof great strength are obtained after removal of grease andloose surface deposits, e.g. rust, from the surfaces to bejoined, but when maximum strength and long-termdurability are required a more thorough mechanical or achemical pretreatment is recommended.
Surface preparation
Surfaces are prepared by one of the following pretreatmentprocedures (listed in order of increasing effectiveness):
1. Degrease only.
2. Degrease, abrade and remove loose particles.
3. Degrease and chemically pretreat.
Care must be taken to avoid contaminating the surfaceduring or after pretreatment. Contamination may becaused by finger marking or by cloths, which are notperfectly clean or by oil-contaminated abrasives or bysub-standard degreasing or chemical solutions.Contamination may also be caused by other workprocesses taking place in the bonding area. Particularly tobe excluded are oil vapours from machinery, sprayingoperation (paint, mould release-agent, etc.) and processesinvolving powdered materials.
Whatever the pretreatment procedure used, it is goodpractice to bond the surfaces as soon as possible aftercompletion of the pretreatment i.e. when surfaceproperties are at their best.
If the scheduling of bonding operations on multi-partassemblies causes delay between pretreatment andbonding, optimum surface properties may be preserved bypriming the bond surfaces immediately after pretreatment.
Degreasing
Remove all traces of oil and grease as follows:
(a) Suspend in halocarbon solvent* vapour in a vapour degreasing unit.
or
(b) Immerse successively in two tanks each containing thesame liquid halocarbon solvent* acts as a wash, the second as a rinse.
* Halocarbon solvents At the time of publication, legislation regardinghalogenated solvents was changing. Users should contact the solventsuppliers for advice and must ensure compliance with local andnational regulations governing their use.
or
(c) Brush or wipe the joint surfaces with a clean brush or cloth soaked in clean proprietary commercial degreasing solvent. A wide range of proprietary solventdegreasing agents with low hazard ratings are now available.
or
(d) Detergent degreasing. Scrub the joint surface in a solution of liquid detergent. Wash with clean hot water and allow to dry thoroughly preferably in a stream of hot air.
or
(e) Alkaline degreasing is an alternative method to the detergent degreasing. It is recommended to use proprietary products and follow manufacturers instructions for use.
or
(f) Ultrasonic degreasing may be employed when appropriate and is generally used for the preparationof small specimens.
Abrading
Lightly abraded surfaces give a better key to adhesivesthan do highly polished surfaces. Abrasion treatment, ifcarried out, must be followed by a further treatment toensure complete removal of loose particles. For example:
(a) Repeat the degreasing operation (degreasing liquids must be clean),
or
(b) Lightly brush with a clean soft brush, or preferably
(c) Blow with a clean dry (filtered) compressed air-blast.Abrasion can be carried out with abrasive paper, wire brushing or most effectively by grit-blasting.
Pretreatments for particular materials
Most materials likely to require bonding in industrialpractice are dealt with individually in detail in PublicationNo.15 Guide to surface preparation and pretreatment.The information in this publication is intended only as anoverview.
Special pretreatments for maximum bondperformance
The surface preparation described above, i.e. degreasingalone or degreasing followed by abrasion and removal ofloose particles, is sufficient for most adhesive work, but toobtain maximum strength, reproducibility and long-termresistance to deterioration, a chemical or electrolyticpretreatment may be required.
Part 1
ESSENTIAL STAGES OF THE PRETREATMENT PROCESS
II
24
CMI-MDP Programme
-
14
Metal adherent surfaces are rarely of pure metal, but are acombination of oxides, sulphides, chlorides and otheratmospheric contaminants resulting in a surface which ismechanically weak. Acid etching is a well-establishedmethod of removing metallic scale, in favour of forming anoxide layer, which is mechanically and chemicallycompatible with the adhesive. Hence, different acidtreatments are applied to different metal adherends, forexample, chromic acid for aluminium, sulphuric acid forstainless steel, and nitric acid for copper. Acidpretreatment can also be applied to certain plastics, e.g.chromic acid is used to surface treat polyolefins. (Detailsare given in Publication No.A15.)
Anodising has been exploited extensively by theaerospace industry as a surface pretreatment foraluminium and titanium alloys. The purpose of anodising isto deposit a porous oxide layer on top of the oxide layerformed after etching. The porous oxide layer enablesadhesive (or primer) to penetrate the pores readily to forma strong bond. Hard anodising is not an effective bondingpretreatment.
Application of a primer is another form of surfacepretreatment mainly used for materials such as metals andceramics. Generally, the primer is the final stage of amultistage pretreatment process. Some adherends havedifficult to bond surfaces (e.g. copper). The primer, whichis formulated such that it represents a solvented version ofthe adhesive, readily wets the adherend. The adhesive,when applied to the primed surface, being chemicallycompatible, will establish a strong joint on curing.
Essentials for chemical pretreatments
Care must be taken in the preparation of chemicalpretreatment solutions, not only because of the handlinghazards, but also because incorrect preparation may leadto bond strengths inferior to those that would have beenobtained if there had been no chemical pretreatment.
Time of application is also critical: too short an applicationdoes not sufficiently activate the surfaces, whereasoverlong application may build up chemical reactionproducts, which interfere with adhesion.
On completion of chemical pretreatment, thoroughwashing of the surfaces with plenty of clean water isstandard practice. For the final rinse, the use of deionised(demineralised) water is recommended.
Surfaces should be bonded as soon as possible afterpretreatment. Stability of the pretreated surfaces is limited.
Metals
The wide range of individual alloy (and the variety ofsurface structures caused by different heat treatments)within each metal group precludes standardising on onepretreatment for each. The pretreatments listed inPublication No.A15 are well established but on occasionsa different pretreatment may prove more effective. This canbe shown only by comparative trials using material fromthe batch of metal components to be bonded and the typeof adhesive specified for the work. Additional data onpretreatment of metals is given in ISO 4588 and DEFstandard 03-2/2.
Thermosetting plastics
Mouldings, castings, laminates, etc. can usually bebonded without difficulty. To ensure good bond strength,all soil and residual release agents must be removed fromthe joint surfaces before the adhesive is applied. Thesurface must either be abraded with emery cloth or grit-blasted, or they must be cleaned with a solvent such asacetone, methyl ethyl ketone, etc. Abrading or grit-blastingis recommended for mouldings since their surfaces mayotherwise repel the adhesive.
Thermoplastics
These are often difficult to bond. Certain types permit onlymoderately successful bonding, and one and the samematerial may show considerable variation in properties,which determine the strength of a bond. Special adhesiveshave been developed, but they usually prove to beunserviceable when thermoplastics have to be bonded tomaterials such as wood, metal, etc. Araldite adhesives canbe very useful in such cases even though their suitabilityfor bonding thermoplastics is only limited. Pretreatedthermoplastics for special applications (e.g. ski skins) areeasily bonded with Araldite.
The grade of plastic and the manufacturing process usedto make the component may influence the effectiveness ofthe pretreatment. It is advisable to establish by trialwhether the pretreatment is improved by adjusting thespecified time.
In addition to the normal mechanical and chemicalmethods of pretreatment, certain plastics can bepretreated using the following methods, all of which causea change in the surface texture of the adherend. Thechange is brought about by the interaction of highlyenergised species with the adherend surface. Thesepretreatment methods have been applied to metals and inparticular composites and plastics.
II
25
CMI-MDP Programme
-
15
A low pressure plasma is an excited gas generated byapplying a high frequency and high voltage betweenelectrodes in a low pressure chamber. The advantage ofthis method is that it allows treatment of adherends bydifferent plasmas of argon, ammonia, oxygen or nitrogenmaking the process suitable for a range of substrate types.Plasmas are generally used to activate the surfaces ofadherends.
If instead a plasma is created in air at atmosphericpressure, the air when isolated appears as a blue/purpleglow with faint sparking, and is termed a corona. Coronatreatments are usually applied for preparing thin polymerfilms and composite laminates.
The effect of a flame treatment is to oxidise theadherend, which produces polar groups creating a surfacebetter suited to wetting by the adhesive. This method ofsurface pretreatment has been applied successfully topolyethylene/polypropylene. The variables of flametreatment include type of gas, gas/air (oxygen) ratio, therate of flow of mixture, exposure time and distancebetween flame and adherend.
All these methods have limited stability due to adsorptionof airborne contaminants and vary from hours to weeksaccording to substrate. Further information can be foundin ISO 13895.
Araldite adhesives are simple to use, but to ensuresuccessful bonding the directions given in the instructionssupplied with the adhesive must be strictly observed.
In particular:
1. Joint surfaces must be degreased and when necessary, pretreated.
2. Resin and hardener must be correctly proportioned and thoroughly mixed together.
3. Adhesive must be applied in the correct controlled thickness.
4. Jigs or other fixtures must be used to prevent the bondsurfaces from moving relative to one another during the curing process.
5. Though only light pressure is needed, it should be applied as evenly as possible over the whole bond area. Excessive pressure leaves the joint starved of adhesive.
6. Curing temperatures and curing time must be correct (in accordance with the suppliers recommendations).
Caution
Acids, caustic soda etc.
Concentrated acids, oxidising agents (e.g. chromiumtrioxide, dichromates) and caustic soda are highlycorrosive chemicals. Spillages and splashes can causesevere damage to eyes and skin, and attack ordinaryclothing where these chemicals are used.
The manufacturers handling precautions must beobserved.
Araldite, Epocast, Epibond and Uralane
Araldite, Epocast, Epibond and Uralane resins andhardeners are generally quite harmless to handle providedthat certain precautions normally taken when handlingchemicals are observed. The uncured materials must not,for instance, be allowed to come into contact withfoodstuffs or food utensils, and measures should also betaken to prevent the uncured materials from coming incontact with the skin, since people with particularlysensitive skin may be affected. The wearing of imperviousrubber or plastic gloves will normally be necessary;likewise the use of eye protection. The skin should bethoroughly cleansed at the end of each working period bywashing with soap and warm water. The use of solvents isto be avoided. Disposable paper towels not cloth towels should be used to dry the skin. Adequate ventilation ofthe working area is recommended. These precautions aredescribed in greater detail in Publication No.24264* and inthe Safety Data Sheets* for the individual products.
The Araldite UV range is likewise generally harmless tohandle provided that direct contact with the adhesive isavoided and good ventilation is maintained.
* These publications are available on request and shouldbe referred to.
II
26
CMI-MDP Programme
-
All recommendations for use of our products, whether given by us in writing, verbally, or to be implied from the results of test carried out by us, are based
on the current state of our knowledge. Notwithstanding any such recommendations the Buyer shall remain responsible for satisfying himself that the
products as supplied by us are suitable for his intended process or purpose. Since we cannot control the application, use or processing of the products,
we cannot accept responsibility therefor. The Buyer shall ensure that the intended use of the products will not infringe any third partys intellectual rights.
We warrant that our products are free from defects in accordance with and subject to our general conditions of supply.
Mandatory and recommended industrial hygine procedures should be followed whenever our products are being handled and processed. For additional
information, please consult the corresponding product safety and data sheets.
Vantico LtdDuxfordCambridge CB2 4QAU.K.Tel: +44 (0)1223 493000Fax +44 (0)1223 493002
www.araldite.com
Publication no. A.150-GB.1000/02/01/ Printed in Great Britain
Araldite is a registered trademark used and owned by or licensed to Vantico AG, Basel, Switzerland, and or companies belonging to the Vantico Group. Vantico Ltd, 2001.
II
27
CMI-MDP Programme
-
Araldite Bonding
Surface preparation and pretreatments
Working directions for the surface preparation essential for optimum adhesion between
structural materials bonded with Araldite adhesives.
Araldite adhesives form extremely strong and durable bonds with metals, glass, rigid
plastics, rubber and many other materials. Designers in every sphere of industry
increasingly find that bonding with Araldite provides the answer to production problems
posed by new materials, new uses of existing materials, and new techniques and
manufacturing methods.
II
28
CMI-MDP Programme
-
2
Araldite resins adhere firmly to most materials. Bonds of great strength are obtained after removal of grease andloose surface deposits, e.g. rust, from the surfaces to be joined, but when maximum strength is required a morethorough mechanical or a chemical pretreatment is recommended.
Materials to be bondedListed on the back cover of this manual are the materials for which pretreatments are given. Bonding these materialscomprises the main part of high-strength adhesive work and consequently their pretreatments are the most indemand. Materials less commonly used and not specifically dealt with in this manual may require only simpledegreasing and abrading (as described below) but if other pretreatments appear necessary advice should beobtained from Huntsman Advanced Materials.
Surface preparationSurfaces are prepared by one of the following pretreatment procedures (listed in order of increasing effectiveness).
1. Degrease only.2. Degrease, abrade and remove loose particles.3. Degrease and chemically pretreat
Care must be taken to avoid contaminating the surfaces during or after pretreatment. Wear clean gloves.Contamination may be caused by finger marking or by cloths which are not perfectly clean or by oil contaminated abrasives or by sub-standard degreasing or chemical solutions. Contamination may also be causedby other work processes taking place in the bonding area. Particularly to be excluded are oil vapours frommachinery, spraying operations (paint, mould release-agent, etc.) and processes involving powdered materials.
This instruction manual is divided into the following parts:Part 1 - Degreasing page 2Part 2 - Abrading page 3Part 3 - Pretreatments for particular materials
Metals page 4Plastics page 9Miscellaneous materials page 14
Part 4 - Essentials for maximum bond strength page 16Part 5 - Caution page 17Part 6 - Suppliers page 18Part 7 - Index to materials/equipment page 20
Whatever the pretreatment procedure used, it is good practice to bond the surfaces as soon aspossible after completion of the pretreatment i.e. when surface properties are at their best.
Note If the scheduling of bonding operations on multi-part assemblies causes delay between pretreatment and bonding, optimum surface properties
may be preserved by priming the bond surfaces immediately after pretreatment.
Introduction
Part 1 - Degreasing
The removal of all traces of oil and grease from the surfaces to be bonded is essential. Degreasing by one of the fourmethods given below should be carried out even when the surfaces to be bonded appear clean.
Degreasing methodsRemove all traces of oil and grease as follows:(a) Suspend in halocarbon solvent *vapour in a vapour degreasing unit. The unit may include a compartment
to enable initial washing in the liquid solvent.or
where a vapour degreasing unit is not available:
(b) Immerse successively in two tanks each containing the same liquid halocarbon solvent. The first tank acts as a wash, the second as a rinse. When the solvent in the wash tank becomes heavily contaminated, the tank is cleaned out and refilled with fresh solvent.
*Halocarbon solvents Trichloroethylene is the dominant halocarbon solvent for vapour degreasing. Its toxicity necessitates the use of suitably
designed plant. At the time of publication, legislation regarding halogenated solvents was changing. Users should contact the solvent suppliers for
advice and must ensure compliance with local and national regulations governing their use. See Part 5 Caution.
II
29
CMI-MDP Programme
-
3
This tank is then used for the rinse, and the former tank for the wash.
or(c) Brush or wipe the joint surfaces with a clean brush or cloth soaked in clean halocarbon solvent or other
proprietary commercial degreasing solvent. (For fine work, washing down with solvent applied by aerosol spray may be a more suitable alternative; this technique also ensures that the solvent used is clean.) Allowto stand for a minute or two to permit complete evaporation from the joint surfaces.A wide range of proprietary solvent degreasing agents with low hazard ratings are now available. These should be used according to the manufacturers instructionsNote Certain plastics and rubbers are attacked by solvents such as trichloroethylene. These plastics may be degreased with detergent
solutions, alcohols such as isopropanol, ketone solvents, or proprietary solvent degreasing agents, depending on the type of plastic.
or(d) Detergent degreasing Scrub the joint surfaces in a solution of liquid detergent. Wash with clean hot
water and allow to dry thoroughly preferably in a stream of hot air from, e.g. a domestic forced-air heater.Note Non-ionic detergents give generally good results.
(e) Alkaline degreasing is an alternative method to the detergent degreasing.The ingredients may be selected from a wide range of compounds including sodium or potassium hydroxide, carbonates, phosphates, borates, complexing agents and organic surfactants. They can be used hot or cold with or without applied current. There should be very thorough washing, and possibly neutralisation to remove residual traces of alkaline cleaners. It is recommended to use proprietary productsand follow manufacturers instructions for use.
(f) Ultrasonic degreasing may be employed when appropriate and is generally used for the preparation of small specimens.
Test for a clean bond surfaceThe water-break test is a simple method to determine whether the surface to be bonded is clean. It is best suited tometals. If a few drops of distilled water applied to the surface, wet the surface and spread or if, on drawing thesurface from distilled water, the water film does not break up into droplets then the surface may be assumed to befree of contamination. Uniform wetting of the surface by distilled water indicates that it will probably be likewisewetted by adhesive.It must be borne in mind that certain plastics, even when clean, may not be wetted by distilled water, but will bewetted by adhesive. Furthermore, satisfactory wetting gives no information as to the potential bond strength. At mostit is a necessary but not sufficient requirement for the achievement of high bond strengths.
Part 2 - Abrading
Lightly abraded surfaces give a better key to adhesives than do highly polished surfaces. Abrasion treatment, ifcarried out, must be followed by a further treatment to ensure complete removal of loose particles. For example:(a) Repeat the degreasing operation (degreasing liquids must be clean), or(b) Lightly brush with a clean soft brush, or-preferably(c) Blow with a clean dry (filtered) compressed-air blast.
Metal surfacesRemove surface deposits, e.g. tarnish, rust or mill scale, preferably by blasting with sharp grit*. If grit-blastingequipment is not available or the metal is too thin to withstand blast treatment, then clean the joint surfaces with awire brush, or with abrasive cloth or water-proof abrasive paper (alumina or silicon carbide abrasive, from 46 to 120mesh). Wetting the wire brush or the abrasive cloth or paper assists removal of contaminants and reduces dust.Dry, if necessary, and remove all loose particles.
Note Painted surfaces should be stripped of paint; otherwise the strength of the joint may be limited by comparatively low adhesion to metal.
*For most materials the preferred grits are fused alumina and, less commonly, silicon carbide (ferrous grits such as chilled iron must be restricted to mild
steels and cast irons; their use on other metals may promote corrosion). Fused alumina is the abrasive almost invariably used for aluminium alloys and
stainless steels. Silicon carbide is sharper, but it is more expensive and also more friable. Silicon carbide is used on certain special alloys liable to react
adversely with any residual fused alumina at temperatures they may encounter in service. The use of silicon carbide can be advantageous when the
materials to be abraded are either soft or extremely hard. Choice of grit size depends on various factors: the metal to be grit-blasted, the type of grit-
blasting equipment, the pressure and angle of blast impact, and the time of treatment. Grits in the range of 46 to 120 mesh are suitable, but the
optimum grit size for the work in hand can be determined only by trials. In general for soft materials the optimum grit size will be towards the fine end of
the range.
Warning Safety precautions must be observed where halocarbon solvents are in use. See Part 5 Caution.
II
30
CMI-MDP Programme
-
4
Plastics and glass surfacesRemove the surface layer of plastics surfaces to ensure elimination of all traces of release agent. As with metals,abrasion by grit-blasting (see notes on page 3) is in general the best method; the alternative is to use abrasive clothor paper. After abrasion, remove all loose particles.
Note Removal of loose particles from plastics surfaces is best carried out by methods (b) or (c) above. Use of degreasing liquids on certain plastics may
impair the key produced by the abrasion treatment.
Since plastics are poor heat conductors, care must be taken to keep blasting times as short as possible.
For pretreatment of composite materials cryoblasting may also be used which involves use of solid carbon dioxidepellets as the blasting medium.
Most materials likely to require bonding in industrial practice are dealt with individually in the following pages forindex, see page 20. Engineers contemplating the bonding of materials not covered by this manual are invited tosubmit enquiries concerning appropriate pretreatments to our technical staff.
Special pretreatments for maximum bond performanceThe surface preparation described above, i.e. degreasing alone or degreasing followed by abrasion and removal ofloose particles, is sufficient for most adhesive work.
But to obtain maximum strength, reproducibility and long-term resistance to deterioration, a chemical or electrolyticpretreatment may be required and examples of these special pretreatments are printed in blue in the followingpages.
Metal adherend surfaces are rarely of pure metal, but are a combination of oxides, suphides, chlorides and otheratmospheric contaminants resulting in a surface which is mechanically weak. Acid etching is a well-establishedmethod of removing metallic scale, in favour of forming an oxide layer which is mechanically and chemicallycompatible with the adhesive. Hence, different acid treatments are applied to different metal adherends, for example,chromic acid for aluminium, sulphuric acid for stainless steel, and nitric acid for copper. Acid pretreatment can alsobe applied to certain plastics, e.g. chromic acid is used to surface treat polyolefins.
Anodising has been exploited extensively by the aerospace industry as a surface pretreatment for aluminium andtitanium alloys. The purpose of anodising is to deposit a porous oxide layer on top of the oxide layer formed afteretching. The porous oxide layer enables adhesive (or primer) to penetrate the pores readily to form a strong bond.
Application of a primer is another form of surface pretreatment mainly used for materials such as metals andceramics. Generally, the primer is the final stage of a multistage pretreatment process. Some adherends havedifficult to bond surfaces (e.g. copper). The primer, which is formulated such that it represents a solvented versionof the adhesive, readily wets the adherend. The adhesive, when applied to the primed surface, being chemicallycompatible, will establish a strong joint on curing.
Essentials for chemical pretreatmentsCare must be taken in the preparation of chemical pretreatment solutions, not only because of the handling hazards*,but also because incorrect preparation may lead to bond strengths inferior to those that would have been obtained ifthere had been no chemical treatment.Time of application is also critical: too short an application does not sufficiently activate the surfaces, whereasoverlong application may build up chemical reaction products which interfere with adhesion.On completion of a chemical pretreatment, thorough washing of the surfaces with plenty of clean water is standardpractice. For the final rinse, the use of deionised (demineralised) water is recommended.
The wide range of individual alloys (and the variety of surface structures caused by heat treatments) within eachmetal group precludes standardising on one pretreatment for each. The following pretreatments are well establishedbut on occasion a different petreatment (not given here) may prove more effective. This can be shown only bycomparative trials using materials from the batch of metal components to be bonded and the type of Aralditeadhesive specified for the work.Additional data on pretreatment of metals is given in ISO 4588 and DEF standard 03-2/2. The recommendationsgiven in this brochure for pretreatment of metals are in compliance with the above.
Part 3 - Pretreatmentsfor particular
materials
Metals
*Safety precautions must be strictly observed where chemical solutions are in use. See Part 5 Caution.
II
31
CMI-MDP Programme
-
5
Aluminium and aluminium alloys
Anodised material Aluminium alloy anodised by the normal chromic acid or sulphuric acid methods and sealed, maybe bonded after degreasing and light abrasion. Chromic acid or phosphoric acid anodised material has the optimumsurface properties for bonding directly after completion of the anodising process. No pretreatment is needed, but thematerial must be bonded within a few hours anodising.Hard anodised aluminium alloy requires stripping either by abrasive blasting or by etching in the sulphuric acid +sodium dichromate (or chromiun trioxide) solution given below. Note: the unstripped metal is unsuitable for bonding.
Non-anodised material Degrease according to Part 1 Degreasing. Then either abrade according to Part 2 Abrading.
Or anodise with chromic or phosphoric acid as above
Or etch in a sulphuric acid + sodium dichromate solution made up as follows:
Pour 10-15 litres of clean water into a container with a 50 litre calibration mark. While stirring the water, add7.5 litres of concentrated sulphuric acid (S.G. 1.84) in a slow steady stream with continued stirring add3.75kg of sodium dichromate (Na2Cr2O7.2H2O) or 2.5kg of chromium trioxide (CrO3)* and fill to the 50 litrecalibration mark with clean cold water. For best results the aluminium content of the etch should be1.5-14.0g/l and the copper content 0.06-1.0g/l. (see notes below)**.Immerse the part for 30 minutes at 60-650C, then wash with clean cold running water, followed by clean hotwater, and dry with hot air. The temperature of the hot water and air must not be greater than 650C.
*This procedure + preliminary degreasing with halocarbon solvent conforms to Process O of DEF Standard 03-2/2. Method O includes a
procedure for controlling the composition of etch solution in continual use.
**European standard EN2334 describes in detail acid chromate pickling procedures and the control of solutions. Similarly DT9915B and DEF
STAN 03-2/2 describe control procedures.
ISO 4588 describes and equally suitable etching process based on a solution of 30 pbw water, 10 pbwconcentrated sulphuric acid and 2 pbw sodium dichromate. The parts are immersed for 10 minutes at 65-700Cand then rinsed and dried as above.
Accomet C*, a solution containing chromium compounds, is an alternative to the chemical pretreatment foraluminium and aluminium alloys. Accomet C in diluted form is applied as a primer coating. Instructions foruse are given on page 9 under Primer for Metals.*British Patent 1,234,181 (Albright & Wilson Ltd).
CadmiumDegrease according to Part 1 Degreasing (page 2). Then either abrade according to Part 2 Abrading (page 3),or electro-plate with silver or nickel.Cast ironDegrease according to Part 1 Degreasing (page 2). Then abrade according to Part 2 Abrading (page 3).ChromiumDegrease according to Part 1 Degreasing (page 2). Then either abrade according to Part 2 Abrading (page 3),or etch in a solution of:Concentrated hydrochloric acid (S.G. ca 1.18) 4.25 litresWater 5 litresImmerse for 1-5 minutes at 90-950C, wash with clean cold running water, followed by clean hot water, and dry with hot air.
Note Prepare the solution according to the sequence specified on page 14 under Concrete method 3.
Warning Chromium trioxide is an exceptionally powerful oxidising agent. Particular care is essential when handling this chemical. Likewise,
particular care is needed when handling concentrated sulphuric acid. see Part 5 Caution.
Warning Concentrated hydrochloric acid is highly corrosive. Special care is required. See Part 5 Caution.
II
32
CMI-MDP Programme
-
6
Copper and copper alloysDegrease according to Part 1-Degreasing (page 2). Then either abrade according to Part 2-Abrading (page 3), or etch for 30 seconds at room temperature in a solution of:
Concentrated nitric acid (S.G. ca 1.42) 5 litresWater 15 litres
Wash with clean cold running water. Do not allow to dry. Immerse for 2-3 minutes at 95-1000C in a solution of:
Sodium hydroxide 0.1kgSodium chlorite (NaC102 technical) 0.6kgTrisodium phosphate (Na3 P4O anhydrous) 0.2kgWater 20 litres
Wash with plenty of clean cold water and dry promptly with a room temperature air stream.(The use of hot air may cause staining of the surfaces.)
The above two-stage chemical pretreatment gives, in general, better bond strengths than the ammonium persulphatepretreatment below. This however offers the advantage of simplicity and the strengths obtained may be adequate forthe work in hand.
Etch in a 25% solution of: Ammonium persulphateImmerse for 30 seconds at room temperature, wash with plenty of clean cold water and dry promptly with aroom temperature air stream. (The use of hot air may cause staining of the surfaces.)Note Preparation of 25% ammonium persulphate solution: pour about 700ml of deionised water into a container with a 1,000ml calibration mark. Add
250 grammes of ammounium persulphate. Stir until the powder dissolves, then fill to the 1,000ml calibration mark with deionised water.
Araldite Primer DZ 80-1, a hot-setting one-part resin solution, is an alternative to the chemical pretreatmentsfor copper and copper alloys. The use of Primer DZ 80-1 improves bond strength retention during long-termservice. Drying and curing schedules for Primer DZ 80-1 are given in the Huntsman Advanced MaterialsInstruction Sheet No. A.27, available on request.
Galvanised surfacesPretreat as for Zinc and Zinc Alloys (page 9).
GoldDegrease according to Part 1-Degreasing (page 2).
LeadDegrease according to Part1-Degreasing (page 2). Then either abrade according to Part 2-Abrading (page 3), or etch in a solution of:Concentrated nitric acid (S.G. ca 1.42) 1 litreWater 9 litresImmerse for 10 minutes at 45-550C, wash with clean running water, followed by clean hot water, and dry withhot air.
Magnesium and Magnesium alloysDegrease according to Part 1-Degreasing (page 2). Then abrade according to Part 2-Abrading (page 3), and applythe adhesive immediately.The following chemical pretreatment for magnesium alloys produces bond strengths only slightly below thoseobtainable on the grit-blasted metal. The chemical pretreatment provides an alternative to grit-blasting for metal toothin to withstand the grit-blasting treatment and it is more effective than cleaning by wire brush or abrasive paper.
Warning Concentrated nitric acid is highly corrosive. Special care is required when handling. See Part 5 Caution.
Warning Concentrated nitric acid is highly corrosive. Special care is required when handling. See Part 5-Caution.
II
33
CMI-MDP Programme
-
7
Degrease according to Part 1-Degreasing (page 2). Then etch in a solution o