
Montevideo 13 Nov 2013 Current Trends in Advanced Process Control and Real-Time Optimization...
66
Montevideo 13 Nov 2013 Current Trends in Advanced Process Control and Real- Time Optimization Argimiro R. Secchi Programa de Engenharia Química – COPPE Centro de Tecnologia – UFRJ Rio de Janeiro – RJ
-
Upload
alexia-miles -
Category
Documents
-
view
218 -
download
3
Transcript of Montevideo 13 Nov 2013 Current Trends in Advanced Process Control and Real-Time Optimization...

Montevideo13 Nov 2013
Current Trends in Advanced Process Control and Real-Time Optimization
Argimiro R. Secchi
Programa de Engenharia Química – COPPE
Centro de Tecnologia – UFRJ
Rio de Janeiro – RJ

2
OutlineOutline
• Advanced Process Control
• Model Predictive Control
• Modeling and Identification
• Real-Time Optimization
• Dynamic Real-Time Optimization
• Final Remarks

3
Basic ConceptsBasic Concepts
Advanced Process Control (APC): is a term that can include a
range of methodologies, including model predictive control
(MPC), fuzzy logic, statistical control, etc. The common objective
is to find a way to manage complex interactions within a process
better than traditional regulatory control.
4
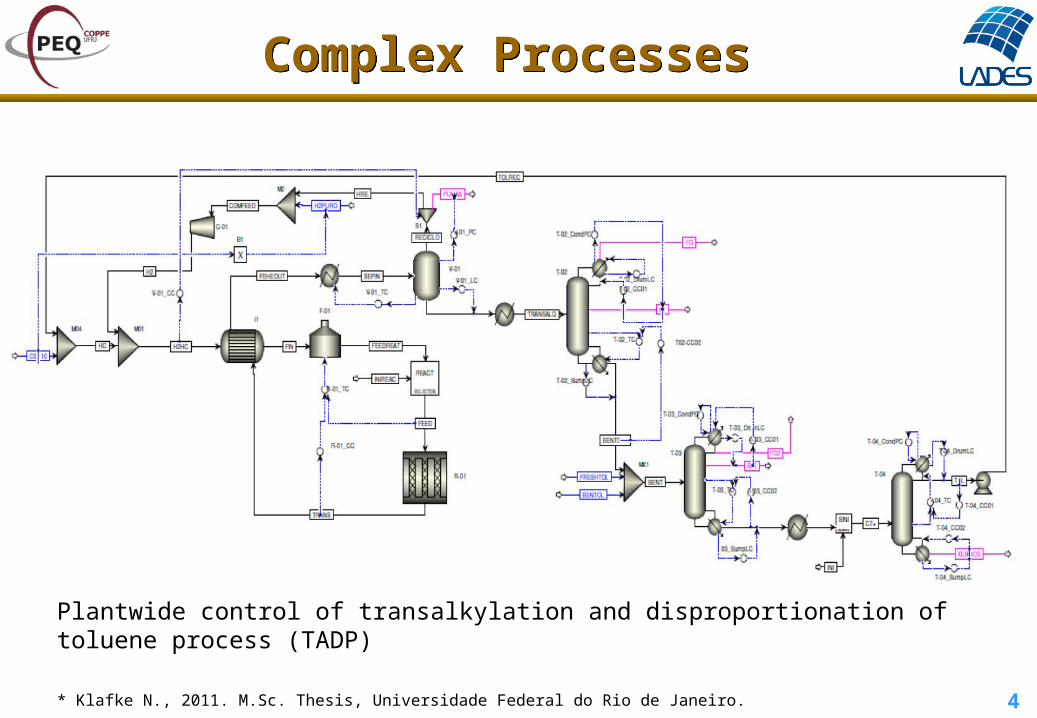
Complex ProcessesComplex Processes
Plantwide control of transalkylation and disproportionation of toluene process (TADP)
* Klafke N., 2011. M.Sc. Thesis, Universidade Federal do Rio de Janeiro.

5
Process Control OverviewProcess Control Overview
Planning and Scheduling
Real-Time Optimization
Advanced Process Control
Regulatory Control
Process
Plantwide computer
Process computer
DSC
seconds
minutes
hours
weeks

6
Classical Process ControlClassical Process Control
0
11 ( )
t
c DI
deu k e t dt
dt
Lead / Lag filtersSwitchesMin, Max selectorsIf / Else logicsSequence logics
• Regulation
• Constraint handling
• Local optimization
ad hoc strategies

7
Example: Blending systemExample: Blending system
* J. H. Lee, 2005. Model Predictive Control. PASI, Iguazú, Argentina.
• Control rA and rB
• Control q if possible
• Flowrates of additives are limited
Classical solution
Setpoint

8
Model is not explicitly used inside the control algorithm
No clearly stated objective and constraints
Questionable performance
Complex control structure
Not robust to changes and failures
Focus on the performance of a local unit
Model is not explicitly used inside the control algorithm
No clearly stated objective and constraints
Questionable performance
Complex control structure
Not robust to changes and failures
Focus on the performance of a local unit
Classical SolutionClassical Solution

9
APC SolutionAPC Solution
1 2 3
2 2 2* * *
( ), ( ), ( ), , 1 1
min max
min ( | ) ( | ) ( | )
( ) , 1, 2,3 , , 1
1
P
A A B Bu j u j u jj k k M n
i i i
r k n k r r k n k r w q k n k q
u u j u i and j k k M
w
Prediction horizon
Control horizon

10
Classical vs. APC SolutionClassical vs. APC Solution
* T. Badgwell, 2003. Spring AIChE Meeting, New Orleans.

11
APC ObjectivesAPC Objectives
• Maximize production• Ensure product specifications• Minimize energy and water consumption• Minimize process variability• Minimize loss of products• Respect process constraints• Safeguard environmental laws
Constrained optimization problem

12
TimelineTimeline
* E. Almeida Nt, 2011. Ph.D. Thesis, UFRGS.
13
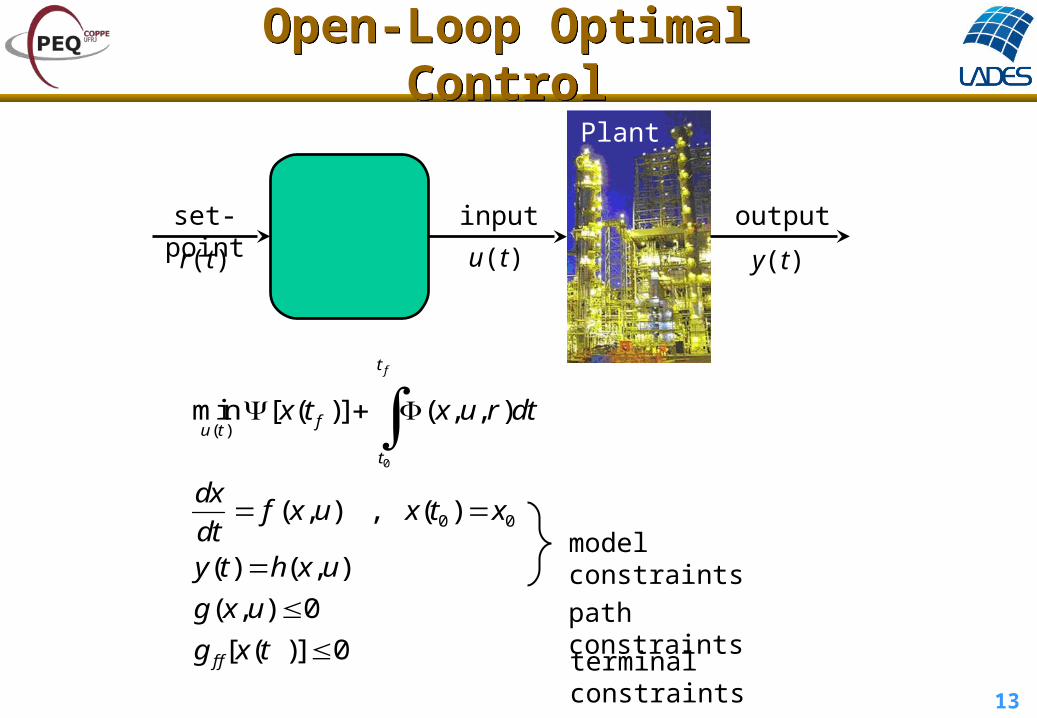
Open-Loop Optimal ControlOpen-Loop Optimal Control
Controller
Plant
set-point input output
r(t) u(t) y(t)
0
( )
0 0
min [ ( )] ( , , )
( , ) , ( )
( ) ( , )
( , ) 0
[ ( )] 0
ft
fu t
t
f f
x t x u r dt
dxf x u x t x
dty t h x u
g x u
g x t
model constraints
path constraints
terminal constraints

14
Open-loop optimal solution is not robust
Must be coupled with on-line state / model parameter update
Requires on-line solution for each updated problem
Analytical solution possible only in a few cases (LQ control)
Computational limitation for numerical solution
Open-loop optimal solution is not robust
Must be coupled with on-line state / model parameter update
Requires on-line solution for each updated problem
Analytical solution possible only in a few cases (LQ control)
Computational limitation for numerical solution
Open-Loop Optimal ControlOpen-Loop Optimal Control
Controller
Plant
set-point input output
r(t) u(t) y(t)
measurements

15
Model Predictive Control (MPC)Model Predictive Control (MPC)
Open-loop optimal control problem: Find current and future manipulated inputs that best meet a desired future output trajectory.
(desired output)
Feedback nature: Implement first “control move” then correct for model mismatch.
(desired output)
Major issue: disturbances vs. model uncertainty.* B.W. Bequette, 1998. Process Dynamics. Modeling, Analysis, and Simulation, Prentice Hall.
nex
t sa
mp
le t
ime
16
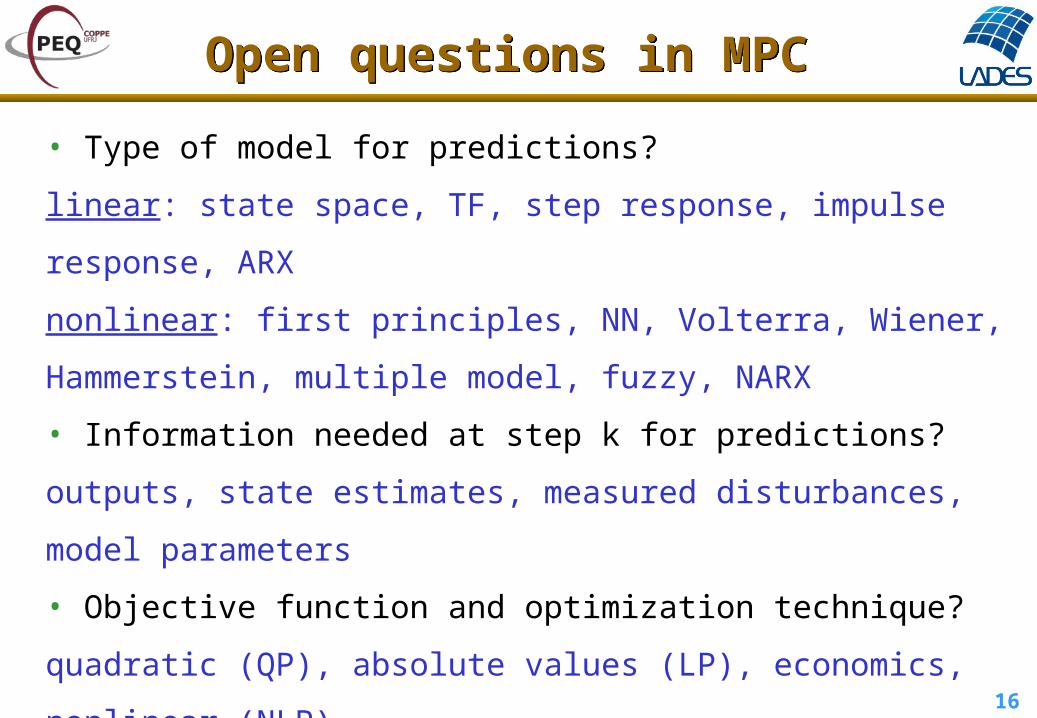
Open questions in MPCOpen questions in MPC
• Type of model for predictions?
linear: state space, TF, step response, impulse response, ARX
nonlinear: first principles, NN, Volterra, Wiener, Hammerstein,
multiple model, fuzzy, NARX
• Information needed at step k for predictions?
outputs, state estimates, measured disturbances, model parameters
• Objective function and optimization technique?
quadratic (QP), absolute values (LP), economics, nonlinear (NLP)
• Correction for model error?
additive output, disturbance estimation (KF, EKF, MHE)

17
Implementation of APCImplementation of APC
Control structure design
Check instrumentation and retune regulatory control
Pre-tests and design of inferences (soft sensors)
Plant test and identification of dynamic models
Controller configuration and closed-loop simulation
Commissioning and tuning of the controller
Monitoring the APC performance
Training of operators and documentation
18
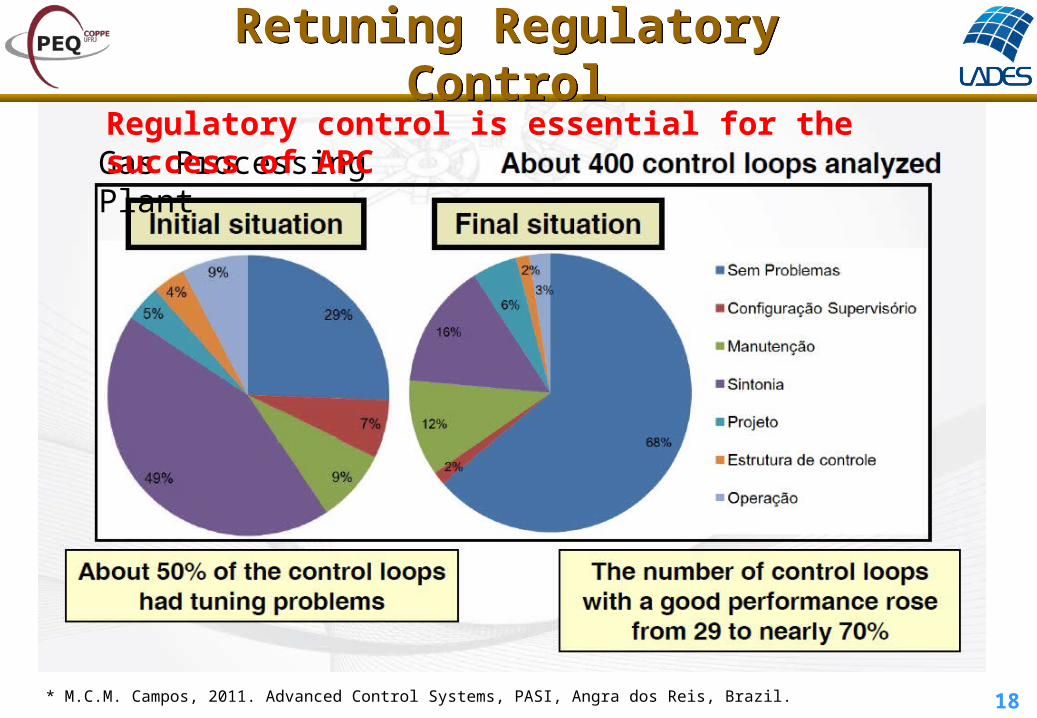
Retuning Regulatory ControlRetuning Regulatory Control
* M.C.M. Campos, 2011. Advanced Control Systems, PASI, Angra dos Reis, Brazil.
Gas Processing PlantRegulatory control is essential for the success of APC

19
Monitoring the APC PerformanceMonitoring the APC Performance
Changes in the unit operations
objectives;
Equipment efficiency losses
(fouling);
Changes in the feed quality;
Problems in instruments and in
soft sensors;
Lacks of qualified personnel for
the controller's maintenance.
MPC performance can degrade due to:

20
Linear MPC applicationsLinear MPC applications
* S.J. Qin, T.A. Badgwell, 2003. Control Engineering Practice,11, 733–764.

21
Nonlinear MPC applicationsNonlinear MPC applications
* S.J. Qin, T.A. Badgwell, 2003. Control Engineering Practice,11, 733–764.
Non
linea
r S
tate
Spa
ceF
irst P
rinci
ples
Non
linea
r S
tate
Spa
ceN
eura
l Net
wor
ks
Line
ar A
RX
Sta
tic p
olyn
omia
ls
Non
linea
r S
tate
Spa
ceF
irst P
rinci
ples
Non
linea
r S
tate
Spa
ceF
irst P
rinci
ples
, NN
, …
Line
ar A
RX
Neu
ral N
etw
orks
Area AdersaAspen
TechnologyContinental
ControlsDOT
ProductsPavillion
Technologies TriSolutions Total
Air and Gas 18 18Chemicals 2 15 5 22Food Processing 9 9Polymers 1 5 15 1 22Pulp& Paper 1 1Refining 13 1 14Utilities 5 2 7Unclassified 1 1 2
Total 3 6 36 5 43 2 95

22
Evolution of LMPC TechnologyEvolution of LMPC Technology
* S.J. Qin, T.A. Badgwell, 2003. Control Engineering Practice,11, 733–764.
Kalman (1960)
Linear Quadratic GaussianLinear state-space model
2 2
1
| 1 1| 1 1
| | 1 | 1
min
ˆ ˆ
ˆ ˆ ˆ
k jk j k jQ Ru
j
k k k k k
k k k k f k k k
x u
x A x B u
x x K y C x
|ˆk c k ku K x

23
LMPC GenerationsLMPC Generations
First Generation
•Identification and Command (IDCOM) Richalet et al. (1976, 1978); at Adersa Impulse response model Heuristic iterative algorithm
•Dynamic Matrix Control (DMC) Cutler & Ramaker (1979); at Shell in 70’s Step response model, LS solution
Second Generation
•QDMC Cutler, Morshedi & Haydel (1983), Garcia and Morshedi (1986)
Step response model Solution using QP
Third Generation
•IDCOM-M (Setpoint), HIECON (Adersa) Grosdidier et al. (1988) Multi-objective formulation (output | input) Soft, hard and ranked constraints
•SMOC (Shell Multivariable Opt. Control) Marquis & Broustail (1998) Bridge between state-space and MPC Disturbance model; KF
Fourth Generation
•DMC-plus, RMPCT Steady-state target optimization QP and economic objectives Model uncertainties Prioritized control objectives Graphical user interface

24
Weakness of LMPC GenerationsWeakness of LMPC Generations
First Generation
•Constraints handling on ad hoc basis
Second Generation
•No clear way to handle infeasible solution
•Weighted sum of objectives does not allow
the designer to reflect the true performance
requirements
Third Generation
•Limited model choices
•Poor user interfaces
Fourth Generation
•Finite horizon formulation does not inherit
strong stabilizing properties
•Lack of robust stability
25
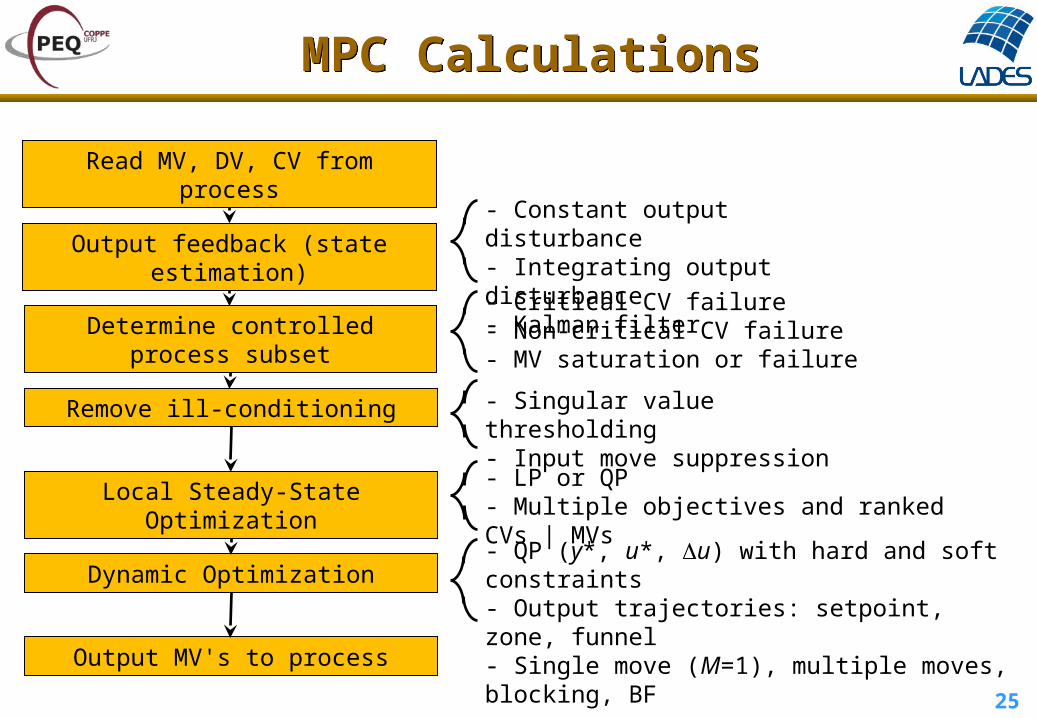
MPC CalculationsMPC Calculations
Read MV, DV, CV from process
Output feedback (state estimation)
Determine controlled process subset
Remove ill-conditioning
Local Steady-State Optimization
Dynamic Optimization
Output MV's to process
- Constant output disturbance- Integrating output disturbance- Kalman filter
- Critical CV failure- Non-critical CV failure- MV saturation or failure
- Singular value thresholding- Input move suppression
- LP or QP- Multiple objectives and ranked CVs | MVs
- QP (y*, u*, u) with hard and soft constraints- Output trajectories: setpoint, zone, funnel- Single move (M=1), multiple moves, blocking, BF

26
Dynamic OptimizationDynamic Optimization
1
1
, ,1 0
1 1
maxmin
maxmin
maxmin
min
, , 1, ,
, , 1, ,
, 0 , 1, ,
, 0, , 1
, 0, ,
jj jk k M
P Mq qq qy u
k j j k j k jT RQ Ru uj j
k j k j k j
k j k j k j
j k j j j
k j
k j
e s e u
x f x u j P
y h x u j P
y s y y s s j P
u u u j M
u u u j
1M
y rk j k j k j
uk j k j s
e y y
e u u
where
error from desired steady state input (us)
error from desired output trajectory (yr)
27
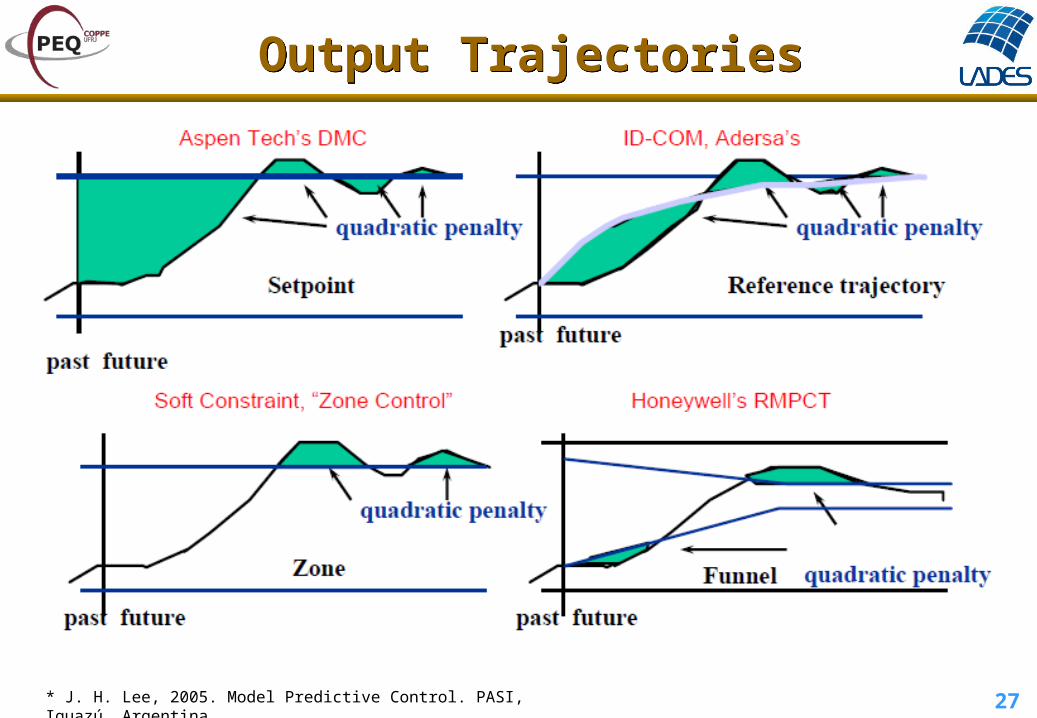
Output TrajectoriesOutput Trajectories
* J. H. Lee, 2005. Model Predictive Control. PASI, Iguazú, Argentina.

28
HorizonsHorizons
Prediction horizon (P) Control horizon (M)
Man
ipul
ated
Var
iabl
e
Man
ipul
ated
Var
iabl
e
Man
ipul
ated
Var
iabl
e
Man
ipul
ated
Var
iabl
e
Base Functions
(with blocking)
29
Identification TechnologiesIdentification Technologies• Most products use PRBS-like or multiple steps test signals. Glide (Adersa) uses non-
PRBS signals
• Most products use FIR, ARX or step response models
- Glide uses transfer function G(s)
- RMPCT uses Box-Jenkins
- SMOC uses state space models
• Most products use least squares type parameter estimation
- RMPCT uses prediction error method
- Glide uses a global method to estimate uncertainty
• Connoisseur has adaptive capability using RLS
• A few products (DMC-plus, SMOC) have subspace identification methods available for
MIMO identification
• Most products have uncertainty estimate, but most products do not make use of the
uncertainty bound in control design

30
Challenges for MPCChallenges for MPC
Optimization problem - infinite prediction horizon - multiple objectives
Simplifying the model development process - plant testing & system identification - nonlinear model development - intensive use of dynamic simulators - model reduction techniques
State Estimation - Lack of sensors and sensor location for key variables
Reducing computational complexity - approximate solutions, preferably with some guaranteed properties - modern computation (sparse matrices, better numerical methods)
Better management of “uncertainty” - creating models with uncertainty information (e.g., stochastic model) - on-line estimation of parameters / states - “robust” solution of optimization - self-tuning and adaptive MPC

31
Real-Time Optimization (RTO)Real-Time Optimization (RTO)
Planning & Scheduling
32
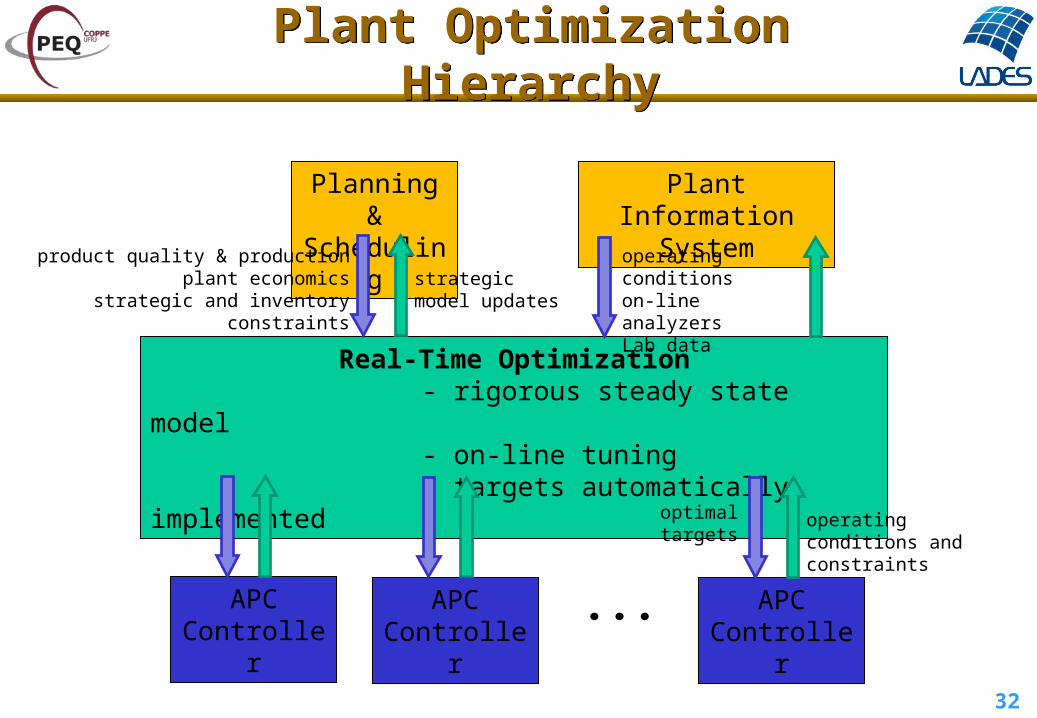
Plant Optimization HierarchyPlant Optimization Hierarchy
APC Controller
Real-Time Optimization - rigorous steady state model - on-line tuning - targets automatically implemented
Planning & Scheduling
Plant Information System
product quality & productionplant economics
strategic and inventory constraintsstrategic model updates
operating conditionson-line analyzersLab data
optimal targets
operating conditions and constraints
APC Controller
APC Controller
33
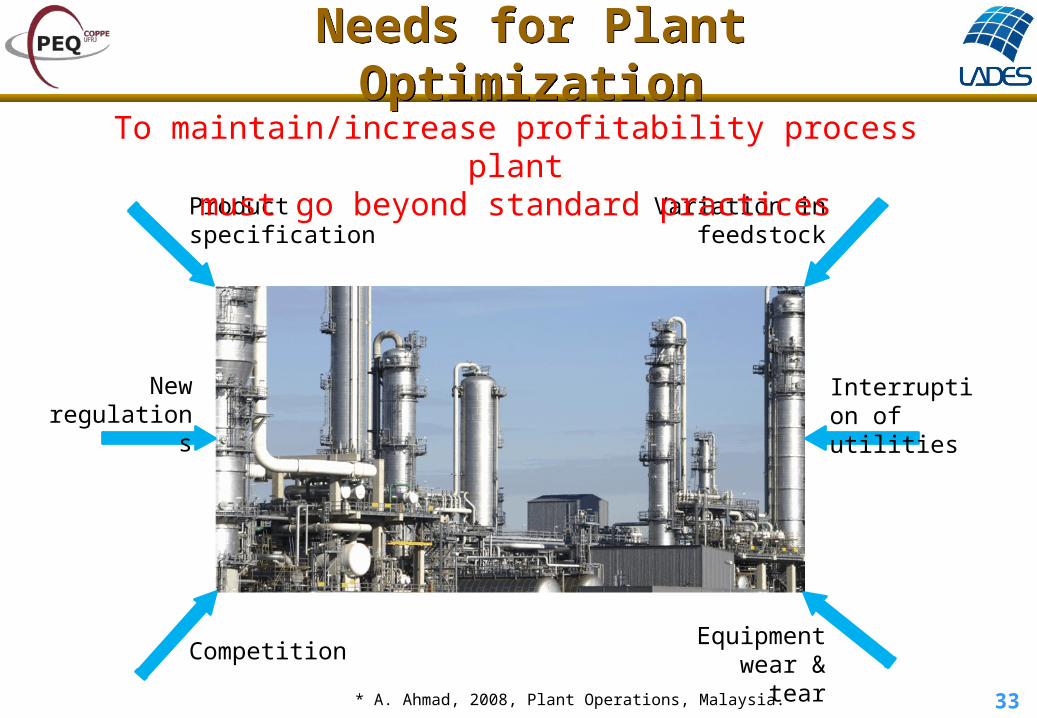
Needs for Plant OptimizationNeeds for Plant Optimization
Product specification
New regulations
Competition
Variation in feedstock
Interruption of utilities
Equipment wear & tear
To maintain/increase profitability process plantmust go beyond standard practices
* A. Ahmad, 2008, Plant Operations, Malaysia.

34
Potentials for OptimizationPotentials for Optimization
Sales limited by production - Plant throughput should be increased
Sales limited by market - Plant efficiency must be improved
Large throughputs - Small savings in productivity costs are greatly magnified
High raw material or energy consumption - Mass or heat integration should be analyzed
Losses of valuable or hazardous components through waste streams - Mass exchange network should be optimized
Product quality over specified - Plant should operate near constraints

35
RTO CalculationsRTO Calculations
Plant data Gross error detection
wait
Data reconciliation
Model updating
Steady state optimization
APC targets Solution implementation
Yes
Yes
No
No

36
Successful RTO Requires APCSuccessful RTO Requires APC
Optimal operating conditions often located near constraints - Benefits are achieved by consistently pushing the process to the most profitable constraints
Traditional PID-type constraint-selector controllers give poor performance against multiple constraints
- Pairing of constraints and manipulated variables is fixed in controller design - Retuning needed as constraints change
MPC are designed to run at multiple constraints - Predictive nature allows constrained variables to be corrected before they
reach the constraints

37
APC and RTO BenefitsAPC and RTO Benefits
0
20
40
60
80
100
0 20 40 60 80 100
Inve
stm
ent (
%)
Potential (%)
RTOAPC
DCS
ARC
Regulatory Control: DCS + ARC (Advanced Regulatory Control)

38
Steady state detection is necessary before optimization
Large-scale problems require high computational demand
The same steady state is needed when implementing the targets
Large set-point changes should be avoided for safety reasons
RTO LimitationsRTO Limitations

39
Besl et al. (1998) – RTO system that do not wait for steady state.
Cheng & Zafiriou (2000) – simultaneous optimization and model updating.
Becerra et al. (1998); Nath & Alzein (2000); Tvrzská & Odloak (1998) – Economic objectives in the MPC (one-layer RTO+APC).
Sorensen & Cutler (1998); Rao & Rawlings (1999); Qin & Badgwell (1997); Ying et al. (1999) – RTO results are sent to a local steady state optimizer (LP or QP) coupled to the MPC.
Efforts to Circumvent RTO LimitationsEfforts to Circumvent RTO Limitations

40
RTO
LP – QP Steady state target
calculation
-----------------------------
MPC
SS target Measures / disturbances
Process
Set-points Measures
Alternative RTO FormulationsAlternative RTO Formulations
RTO with target calculation
LP – QP Steady state target
and economic calculation
-----------------------------
MPC
SS target Measures / disturbances
Process
One-layer RTO+APC
41
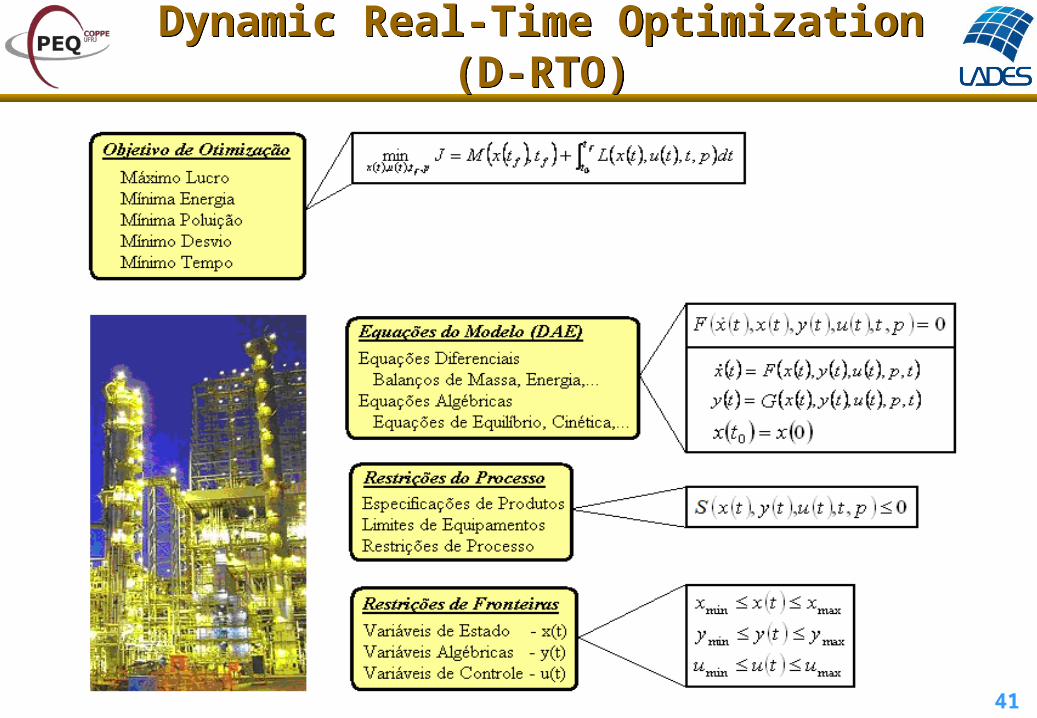
Dynamic Real-Time Optimization (D-RTO)Dynamic Real-Time Optimization (D-RTO)

42
Process + Regulatory Control
MPC
D-RTO / RTO
data pre-processing and dynamic data
reconciliation
model updating for RTO / D-RTO
model updating for LMPC / NMPC
Production Planing
inferences
u(t)y(t)
Y(t)
u*(t)y*(t)
feed specification, product and market
Model server(rigorous, empiric, hybrid, reduced)
d(t)
RTO vs. D-RTO, LMPC vs. NMPCRTO vs. D-RTO, LMPC vs. NMPC

43
Alternative D-RTO FormulationsAlternative D-RTO Formulations
Plant – Regulatory Control
State Estimator
D-RTO
x u
x u^ ^
u
Production Scheduling Information
Plant– Regulatory Control
State Estimator
D-RTO
x u u
Production Scheduling Information
Time- scale
separator
MPC
xref uref
x u~ ~
x u_ _
x u^ ^
One layer Two layers

44
Alternative D-RTO FormulationsAlternative D-RTO Formulations
Plant– Regulatory Control
State Estimator
D-RTO
x u u
Production Scheduling Information
Time- scale
separator
MPC
xref uref
x u~ ~
x u_ _
x u^ ^
Time-scale separators
Plant– Regulatory Control
D-RTO
x u u
Production Scheduling Information
Large time-scale estimator
LMPC
xref uref
x u_ _
Plant– Regulatory Control
D-RTO
x u u
Production Scheduling Information
Time- scale
separator
NMPC
xref uref
x u~ ~
x u_ _
x u^ ^
Large time-scale
estimator
Short time-scale
estimator x u ~ ~
* Kadam et al., 2002; Helbig et al., 2000.

45
Plant– Regulatory Control
State Estimator
D-RTO
x uu
Production Scheduling Information
Time-scale separator
MPC
xref uref
x u~ ~
x u_ _
x u^ ^
Result validation
Plant– Regulatory Control
State Estimator
D-RTO
x u u
Production Scheduling Information
D-RTO Trigger
MPC
xref uref
x u~ ~
x u_ _
x u^ ^
Alternative D-RTO FormulationsAlternative D-RTO Formulations
Result validation D-RTO Trigger
* Kadam & Marquardt, 2004.

46
Alternative D-RTO FormulationsAlternative D-RTO Formulations
D-RTO with infeasibilities treatment
* Ameida & Secchi, 2012.
, , , , ,
0 0 0
0
0
2
2
min
. .
, , , , , 0 , ,
, 0
( - utopic value of objective function)
1, ,
1, ,
x y u fu s s s p
f
L Lf f
xi
xi
yj
yj
uk
t
s t
F x t x t y t u t p t x t x t t t
dt t
dt
x t t w
s tt where i nx
s tt where j ny
s t
2
1, ,
x
y
u
uk
L x U
L y U
L u U
Sx x x xL U
Sy yy yL U
Su u u uL U
t where k nu
x x t s t x
y y t s t y
u u t s t u
s s t s where s t
s s t s where s t
s s t s where s t

4747
Dynamic Optimization MethodsDynamic Optimization Methods

52
• Piecewise Constant Function
• Piecewise Linear Function
Control ParameterizationControl Parameterization

53
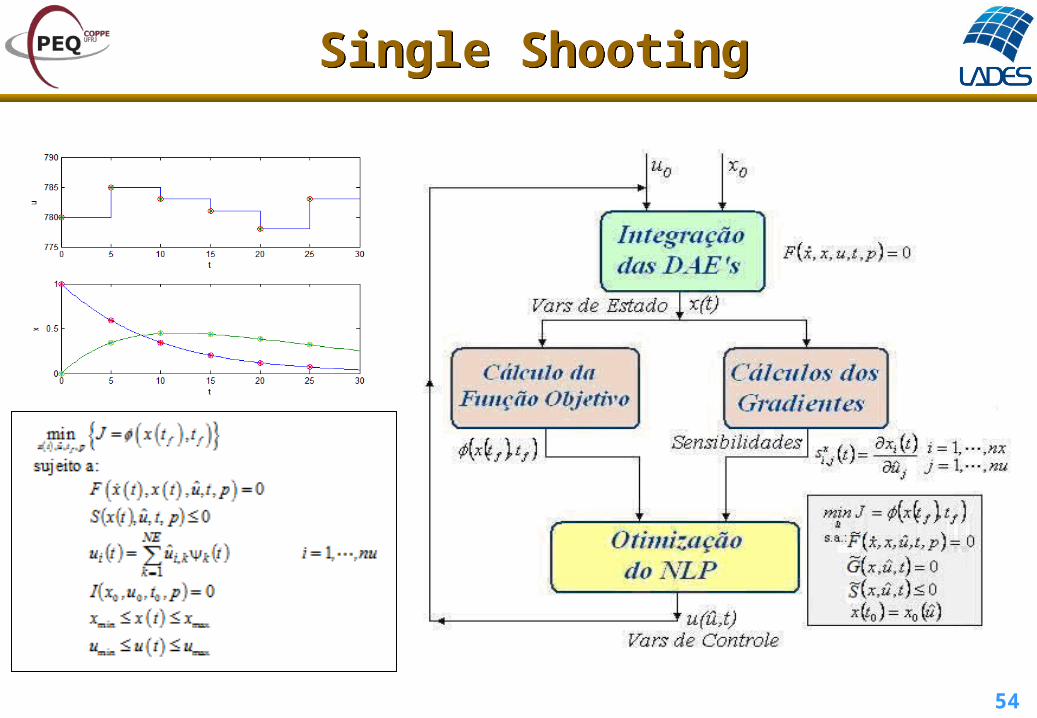
• Partial Discretization (Sequential Methods) – Single shooting (Pollard & Sargent, 1970; Sargent & Sullivan, 1977)
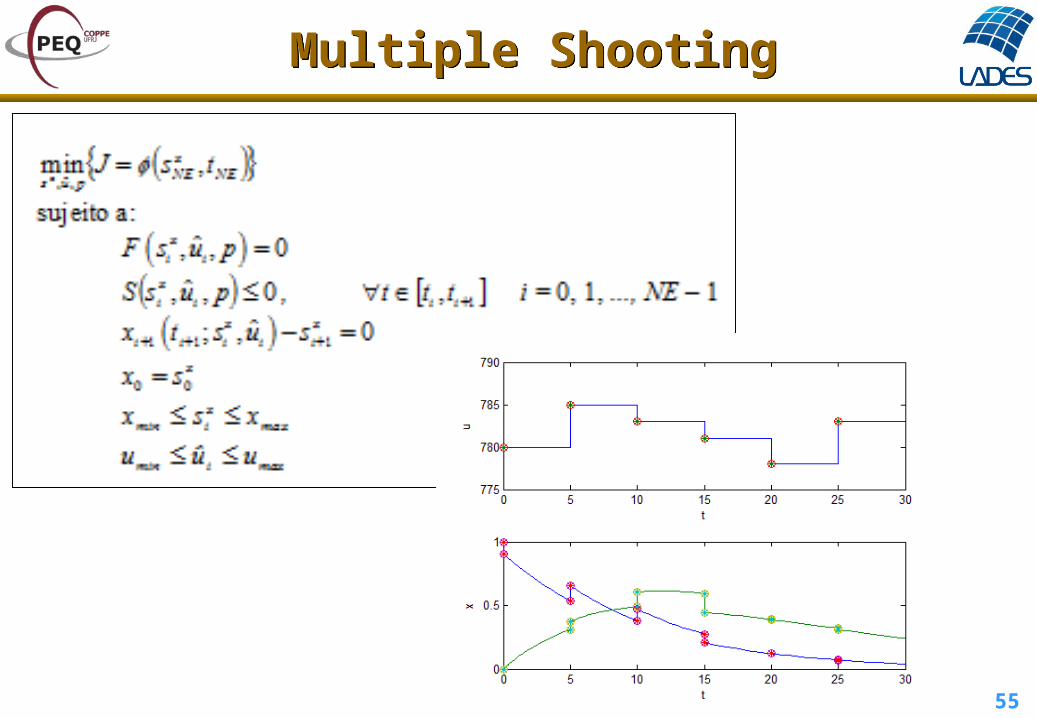
– Multiple shooting (Bock & Plitt, 1984)
• Full Discretization (Simultaneous Methods) – Orthogonal Collocation on Finite Elements (Cuthrell & Biegler, 1987)
Numerical MethodsNumerical Methods
54
Single ShootingSingle Shooting
55
Multiple ShootingMultiple Shooting

56
Orthogonal Collocation on Finite ElementsOrthogonal Collocation on Finite Elements

57
Orthogonal Collocation on Finite ElementsOrthogonal Collocation on Finite Elements
59
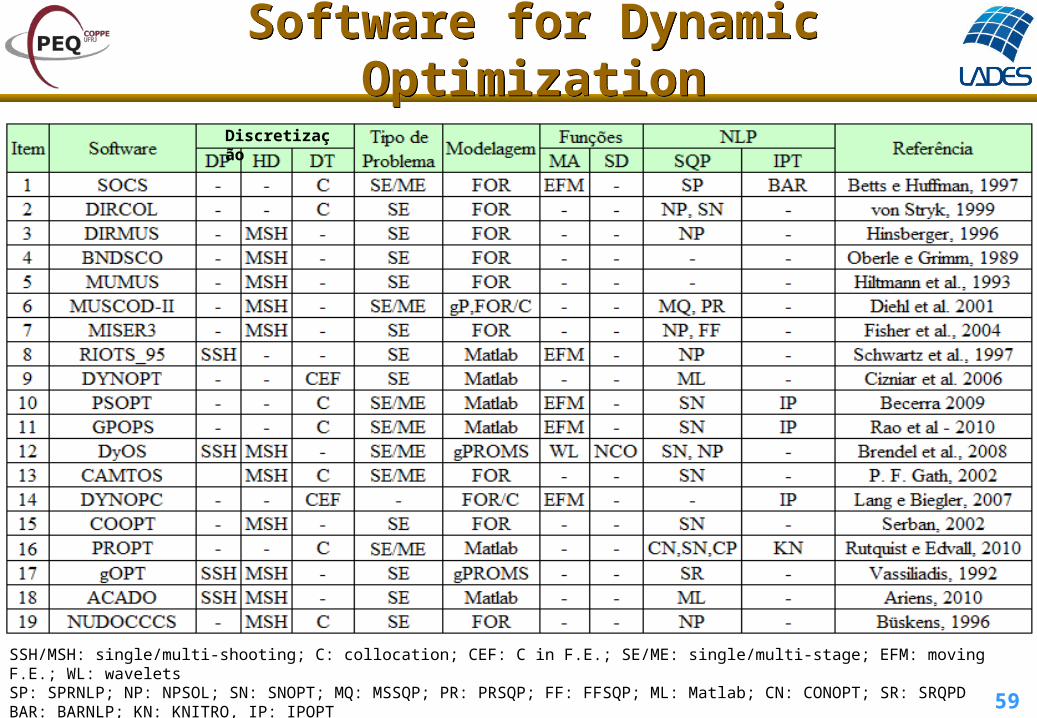
Software for Dynamic OptimizationSoftware for Dynamic Optimization
SSH/MSH: single/multi-shooting; C: collocation; CEF: C in F.E.; SE/ME: single/multi-stage; EFM: moving F.E.; WL: waveletsSP: SPRNLP; NP: NPSOL; SN: SNOPT; MQ: MSSQP; PR: PRSQP; FF: FFSQP; ML: Matlab; CN: CONOPT; SR: SRQPDBAR: BARNLP; KN: KNITRO, IP: IPOPT
Discretização
60
• Process nature – batch and semi-batch processes – continuous processes (transient operations, grade transitions)
• Process model– reliable model usually require more time to build
• Operating policy – Safety: equipment design and emission limits– Product Quality: product quality specification– Production Scale: intermediate stock reduction, minimum delivery time – Productivity: production increase, minimum batch or transition time– Flexibility: multipurpose batch, multiple runs
• Monitoring level – online monitoring process variables – F, L, T, P– lab analyses information – usually available offline – lack of measurements in batch or semi-batch processes
Operating Factors for D-RTOOperating Factors for D-RTO
61
• Feed characterization
• Sensors
• Process disturbances, environmental conditions, operator interferences
• Model parameters, simplifying assumptions, model structure (e.g.: first principles, black-box, ...)
Sources of UncertaintiesSources of Uncertainties

62
• Nominal Optimization– uncertainties not taken into account
– offline
• Optimization with uncertainties – robust optimization (Terwiesch et al., 1994) uncertainties are taken into
account without model updating and state estimation
– measure-based optimization - MBO (Srinivasan & Bonvin, 2007)• explicit optimization: model updating and state estimation based on plant
measurements (NMPC - Biegler & Zavala, 2009; DRTO - Kadam et al., 2004)
• implicit optimization: structure detection based on necessary condition of optimality (NCO - Srinivasan et al., 2002).
Type of OptimizationType of Optimization

63
• Mesh adaptation
• Element grouping
• Structure detection
• Optimizer trigger
• NLP solvers
Optimization FeaturesOptimization Features
Sequential (Betts & Huffman, 1998)
Simultaneous (Tanartkit & Biegler, 1997) Multi-scale (Binder et al. 1997; Santos et al., 2012)

64
• Mesh adaptation
• Element grouping
• Structure detection
• Optimizer trigger
• NLP solvers
Optimization FeaturesOptimization Features
* Lang & Biegler, 2005.
65
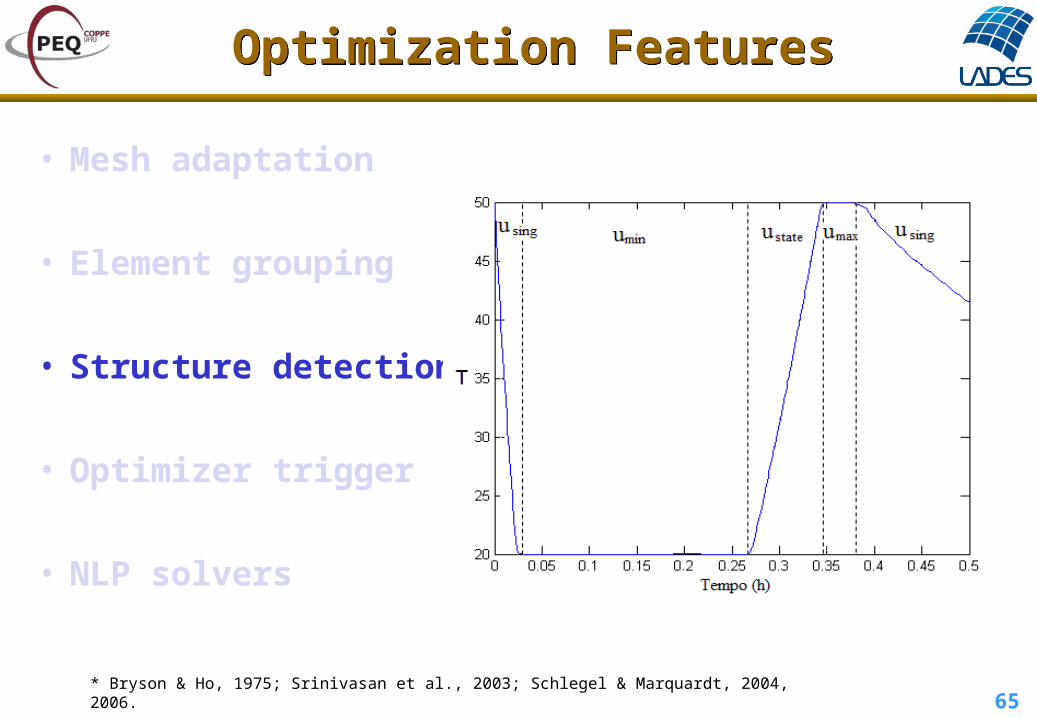
• Mesh adaptation
• Element grouping
• Structure detection
• Optimizer trigger
• NLP solvers
Optimization FeaturesOptimization Features
* Bryson & Ho, 1975; Srinivasan et al., 2003; Schlegel & Marquardt, 2004, 2006.

66
• Mesh adaptation
• Element grouping
• Structure detection
• Optimizer trigger
• NLP solvers
Optimization FeaturesOptimization Features
* Kadam et al., 2002.
x u_ _
x u
x u^ ^
Plant– Regulatory Control
State Estimator
D-RTO
x u u
Production Scheduling Information
D-RTO Trigger
MPC
xref uref
~ ~

67
• Mesh adaptation
• Element grouping
• Structure detection
• Optimizer trigger
• NLP solvers
Optimization FeaturesOptimization Features
Sequential (Pollard & Sargent, 1970)
Multiple-Shooting (Bock & Plitt, 1984) Simultaneous (Cuthrell & Biegler, 1987)

68
DRTO NMPCApplication batch or continuous process
optimizer for recipe changesplant controller to track set-point changes
Plant feedback less frequent state estimation model update for fast predictions
Run time minutes seconds
Optimization horizon long (up to days) short (up to hours)
Model reliable for long predictions may be simplified for short predictions
Example: Inline blending
search for optimal recipe – minimizing final time and deviations from product specification.
reject disturbances while tracking optimal recipe.
D-RTO vs. NMPCD-RTO vs. NMPC

69
Challenges for D-RTOChallenges for D-RTO
Real-time system - full integration of all parts (dynamic data reconciliation, state and
parameter estimation, inferences, dynamic optimization, APC) - better integration with scheduling and planning layers - robust solvers - fast solving of infeasibilities
Model development and updating - nonlinear model development and model reduction - parameter selection for estimation (Identifiability) - subspace state estimation - uncertainty management
Solution refinement and size reduction - fast mesh adaptation - structure detection integrated with mesh refinement - element grouping
Computational resources - parallel computing (clusters, GPU)

70
Final RemarksFinal Remarks
• LMPC and RTO are mature industrial technologies
• NMPC and D-RTO are emerging industrial technologies
• Robustness and efficiency are still very demanding
• Monitoring and diagnosis are open issues for feedback information
• First principles dynamic models are even more needed
Lots of work for Process System Engineers!!

71
... thank you for your attention!
Laboratório de Modelagem, Simulação e Controle de Laboratório de Modelagem, Simulação e Controle de ProcessosProcessos
• Prof. Argimiro Resende Secchi, D.Sc.Prof. Argimiro Resende Secchi, D.Sc.
• Phone: +55-21-2562-8307Phone: +55-21-2562-8307
• E-mail: [email protected]: [email protected]• http://www.peq.coppe.ufrj.br/Areas/Modelagem_e_simulacao.htmlhttp://www.peq.coppe.ufrj.br/Areas/Modelagem_e_simulacao.html
http://www.enq.ufrgs.br/alsoc


















