|Monitorização de indicadores de desempenho de produção: um caso de estudo … ·...
108
DEPARTAMENTO DE ENGENHARIA MECÂNICA Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar Dissertação apresentada para a obtenção do grau de Mestre em Engenharia e Gestão Industrial Production Key Performance Indicators Monitoring: a case study in the food sector Dissertation submitted for the degree of Master of Engineering and Industrial Management Autor Anaíce Leal Orientador Professor Doutor Cristóvão Silva Júri Presidente Professor Doutor Pedro Mariano Simões Neto Professor da Universidade de Coimbra Vogais Professor Doutor Cristóvão Silva Professor da Universidade de Coimbra Professor Doutor Luís Miguel Domingues Fernandes Ferreira Professor da Universidade de Coimbra Colaboração Institucional Dan Cake Portugal S.A. (Coimbra) Coimbra, setembro, 2016
Transcript of |Monitorização de indicadores de desempenho de produção: um caso de estudo … ·...

DEPARTAMENTO DE
ENGENHARIA MECÂNICA
Monitorização de indicadores de desempenho de produção:
um caso de estudo na indústria alimentar Dissertação apresentada para a obtenção do grau de Mestre em Engenharia e Gestão Industrial
Production Key Performance Indicators Monitoring:
a case study in the food sector Dissertation submitted for the degree of Master of Engineering and Industrial Management
Autor
Anaíce Leal
Orientador
Professor Doutor Cristóvão Silva
Júri
Presidente Professor Doutor Pedro Mariano Simões Neto
Professor da Universidade de Coimbra
Vogais
Professor Doutor Cristóvão Silva
Professor da Universidade de Coimbra
Professor Doutor Luís Miguel Domingues Fernandes Ferreira
Professor da Universidade de Coimbra
Colaboração Institucional
Dan Cake Portugal S.A. (Coimbra)
Coimbra, setembro, 2016

|Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
ii

"If you can not measure it, you can not improve it."
Lord Kelvin
Aos meus pais e irmão.

|Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
ii

Agradecimentos
Anaíce Leal iii
Agradecimentos
O trabalho que aqui se apresenta só foi possível graças à colaboração e apoio
de algumas pessoas, às quais não posso deixar de prestar o meu reconhecimento.
Ao professor Cristóvão Silva agradeço a orientação e apoio prestado durante
todo o meu percurso académico.
Ao Pedro Ferreira e à Gisela Alves agradeço as décadas de experiência na
empresa DanCake partilhadas comigo. Foram uma mais valia para a interpretação dos
dados que sustentaram esta dissertação.
Ao engenheiro Nuno Florido agradeço a oportunidade de estagiar no
departamento de Controlo Industrial da DanCake.
Aos meus pais e irmão atribuo o maior agradecimento, por todo o seu apoio e
dedicação. Apesar das dificuldades, sempre me proporcionaram condições para um futuro
promissor.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
iv 2016

Resumo
Anaíce Leal v
Resumo
O propósito desta dissertação é apresentar os conhecimentos adquiridos numa
indústria alimentar que utiliza a metodologia OEE para medir e melhorar a sua eficiência
produtiva. Nesta dissertação demonstram-se os benefícios e os múltiplos pareceres que da
análise advêm. Também se realça a importância da monitorização desta ferramenta. Para
se retirarem julgamentos corretos sobre a eficiência produtiva, é necessário interpretar os
resultados tendo em conta as particularidades dos indicadores e certas informações em
paralelo.
Palavras-chave: Eficiência Global dos Equipamentos, Indicadores, Utilização, Performance, Qualidade, Eficiência, Capacidade produtiva, análise, monitorização.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
vi 2016

Abstract
Anaíce Leal vii
Abstract
The purpose of this work is to present the acquired knowledge in a food production
that uses the OEE methodology to measure and improve their production efficiency. This
dissertation shows benefits and multiple opinions that come from the analysis. It also
emphasizes the importance of monitoring this tool. In order to withdraw correct judgments
about the productive efficiency, it is necessary to interpret the results taking into account
particularities of the indicators and parallel information.
Keywords Overall Equipment Efficiency, Indicators, Utilization, Performance, Quality, Efficiency, Capacitate productive, analysis, monitoring.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
viii 2016

Índice
Anaíce Leal ix
Índice
Índice de Figuras .................................................................................................................. xiii
Índice de Tabelas .................................................................................................................. xv
Simbologia e Siglas ............................................................................................................. xvii
Simbologia ...................................................................................................................... xvii
Siglas ............................................................................................................................... xvii
1. INTRODUÇÃO ................................................................................................................. 1
2. Apresentação da empresa ............................................................................................. 3
2.1. DanCake .................................................................................................................. 3
2.1.1. Estrutura organizacional .................................................................................. 4
2.1.2. Certificação ...................................................................................................... 4
2.2. Dancake – Unidade Fabril de Coimbra ................................................................... 5
2.2.1. Sistema produtivo............................................................................................ 5
2.2.2. Gabinete de Controlo Industrial ...................................................................... 6
3. Enquadramento teórico ................................................................................................ 7
3.1. OEE – Eficiência Global dos Equipamentos ............................................................ 7
3.1.1. Indicadores OEE e respetivas perdas .............................................................. 8
3.1.2. Cálculo OEE ...................................................................................................... 9
3.1.3. Classificação das empresas ............................................................................ 13
3.1.4. Vantagens ...................................................................................................... 14
3.1.5. Aspetos negativos .......................................................................................... 15
3.1.6. O OEE na DC ................................................................................................... 17
3.2. TEEP ....................................................................................................................... 19
3.3. OOE ....................................................................................................................... 19

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
x 2016
4. Análise temporal .......................................................................................................... 21
4.1. Os resultados OEE ................................................................................................. 22
4.2. A quantidade total produzida ............................................................................... 24
4.2.1. Influência da quantidade total produzida no OEE ........................................ 25
4.3. A influência do Sobrepeso e Desperdício no OEE ................................................. 27
4.4. O mês de dezembro .............................................................................................. 29
4.5. A distribuição da eficiência da DC ......................................................................... 30
5. Análise dos indicadores e respetivas variáveis............................................................ 31
5.1. Desperdício e o Indicador Qualidade.................................................................... 33
5.2. Microparagens e o Indicador Performance .......................................................... 36
5.2.1. A fiabilidade dos Indicadores OEE ................................................................. 37
5.3. Paragens e o Indicador Utilidade .......................................................................... 39
5.3.1. Análise do silo ................................................................................................ 39
5.3.2. Paragens mais comuns .................................................................................. 41
6. Análise das linhas de produção ................................................................................... 43
6.1. Eficiência ............................................................................................................... 43
6.1.1. Os indicadores OEE ........................................................................................ 45
6.1.2. As causas ........................................................................................................ 47
6.2. Produtividade ........................................................................................................ 56
6.2.1. A produtividade das linhas Butter Cookies ................................................... 57
6.3. Tempo planeado - TEEP ........................................................................................ 58
6.4. Comparação final .................................................................................................. 59
7. Melhorias da análise .................................................................................................... 61
7.1. Melhorias implementadas durante o estágio....................................................... 62
7.2. Sugestões .............................................................................................................. 64
8. Conclusão..................................................................................................................... 67
REFERÊNCIAS BIBLIOGRÁFICAS............................................................................................ 71
ANEXO A – Organigrama DC 2016 ....................................................................................... 73
ANEXO B – Legenda do esquema ........................................................................................ 77
Índice
Anaíce Leal xi
APÊNDICE A – Unidade fabril COI ........................................................................................ 79
APÊNDICE B – Balanço mássico ........................................................................................... 81
APÊNDICE C - Resultados ..................................................................................................... 83
APÊNDICE D - As linhas de embalamento ........................................................................... 85
APÊNDICE E – Novo Relatório .............................................................................................. 87

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
xii 2016

Índice de Figuras
Anaíce Leal xiii
ÍNDICE DE FIGURAS
Figura 1 Exemplos de produtos da marca DanCake/Danesita comercializados em 2016 ... 3
Figura 2 Tempo Calendário.................................................................................................... 9
Figura 3 Tempo Planeado ...................................................................................................... 9
Figura 4 Tempo trabalhado ................................................................................................... 9
Figura 5 Tempo Produtivo ................................................................................................... 10
Figura 6 Compilação dos tempos usados para o cálculo OEE ............................................. 12
Figura 7 Resultados para se atingir o nível World-Class (imagem retirada do blog
OEE.com) ............................................................................................................... 13
Figura 8 Compilação dos tempos usados para o cálculo OEE, TEEP e OOE ........................ 20
Figura 9 Esquema elucidativo das secções de produção do segundo piso ......................... 80
Figura 10 Esquema elucidativo das secções de produção do primeiro piso ....................... 80
Figura 11 Atual Relatório de Produção ............................................................................... 87
Figura 12 Antigo Relatório de Produção ............................................................................. 88

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
xiv 2016

Índice de Tabelas
Anaíce Leal xv
ÍNDICE DE TABELAS
Tabela 1 Six Big Losses e os Indicadores OEE ........................................................................ 8
Tabela 2 Causas das paragens da DC ................................................................................... 18
Tabela 3 Códigos de paragens programadas ....................................................................... 20
Tabela 4 Estudo comparativo entre a produção total, em quilogramas, dos meses de 2015
e 2016 .................................................................................................................... 24
Tabela 5 Balanço mássico do dia 14 de janeiro de 2016 ..................................................... 38
Tabela 6 Ordem decrescente dos resultados de OEE, Produção e Capacidade Produtiva
das linhas ............................................................................................................... 59
Tabela 7 Índice do esquema com mapeamento dos fluxos da DC ...................................... 77
Tabela 8 Informação detalhada sobre balanço mássico, em quilogramas, do dia 14 de
janeiro de 2016 ...................................................................................................... 82
Tabela 9 Resultados OEE das linhas .................................................................................... 83
Tabela 10 Resultados Produção, Tempo planeado e Capacidade Produtiva das linhas ..... 83

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
xvi 2016

Simbologia e Siglas
Anaíce Leal xvii
SIMBOLOGIA E SIGLAS
Simbologia
𝒉 – Horas
𝐾𝑔 – Quilogramas
∴ – Portanto,
≅ – Aproximadamente igual a
Siglas
DEM – Departamento de Engenharia Mecânica
FCTUC – Faculdade de Ciências e Tecnologia da Universidade de Coimbra
COI – Coimbra
PSI – Póvoa de Santa Iria
DC – DanCake
CI – Controlo Industrial
OEE – Overall Eficiency Equipement
TEEP – Total Effective Equipment Performance
OOE – Overall Operations Eficiency
TPM – Total Productive Maintenance
PA – Produto Acabado
PSA – Produto Semiacabado
FIFO – First in First Out

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
xviii 2016

INTRODUÇÃO
Anaíce Leal 1
1. INTRODUÇÃO
A presente dissertação foi desenvolvida no âmbito do Curso de Mestrado em
Engenharia e Gestão Industrial que a aluna Anaíce Leal frequenta. O tema da dissertação
“Monitorização de indicadores de desempenho de produção: um caso de estudo na
indústria alimentar” reflete o resultado do conhecimento adquirido num estágio curricular.
A entidade de acolhimento escolhida foi a empresa Dan Cake Portugal. Trata-se de
uma empresa portuguesa, que conta com duas instalações geograficamente distintas. Uma
localiza-se em Coimbra, Bairro de Santa Apolónia – Estrada de Eiras e a outra na região de
Lisboa, na Póvoa de Santa Iria. A aluna teve a oportunidade de conhecer as duas
instalações. No entanto, o seu posto de trabalho situou-se na unidade fabril de Coimbra. O
estágio teve o seu início no dia três de março de 2016 e foi finalizado no dia trinta e um de
agosto de 2016.
O tema
O mercado é um mundo mutável e as empresas têm-se tornado cada vez mais
competitivas. As mudanças constatadas obrigam as indústrias a desenvolverem-se e a
otimizar os seus potenciais, de maneira a não permanecerem na retaguarda das restantes.
Por isso, as empresas procuram ferramentas para medir a eficiência dos seus sistemas
produtivos. A análise deve auxiliar a identificação e eliminação de perdas, contribuindo
para melhorar a rentabilidade da indústria onde se insere.
Com esta necessidade, surgiu a implementação de indicadores de desempenho de
produção na empresa Dan Cake. O intuito seria melhorar a sua eficiência geral e descartar
novos investimentos. Ou seja, pretendiam aumentar a sua competitividade produtiva com
os recursos que se encontravam disponíveis.
A metodologia utilizada na medição e análise da empresa é a estipulada pelo
método OEE. Este recurso forma-se com três indicadores que avaliam a eficiência da
produção, em termos de taxas de utilização, performance e qualidade. Como
consequência, auxilia na tomada de decisões relativa à produção e permite estipular metas
para a redução de perdas.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
2 2016
Estrutura da dissertação
Os indicadores OEE são úteis para observar a produção de uma empresa, mas estes
precisam de ser constantemente controlados para poderem dar origem a um estudo
fidedigno. Assim, a análise diária da eficiência global dos equipamentos da DC está sujeita
a uma monitorização constante. Compreender os dados da melhor forma e não se cingir à
interpretação estipulada torna-se uma tarefa essencial.
A presente análise aos dados inseridos pelo controlo industrial terá várias
perspetivas. No seu desenvolvimento estarão sempre presentes aspetos inerentes ao
referido no parágrafo anterior. As etapas são:
2. Apresentação da empresa. Neste capítulo será apresentada uma breve descrição
dos produtos da empresa e das suas estruturas organizacional e produtiva.
3. Enquadramento teórico. Neste ponto explica-se a metodologia que serviu de tema
base para esta dissertação, a Eficiência Global do Equipamentos.
4. Análise temporal. Neste capítulo apresenta-se o desenvolvimento dos resultados
OEE e doutros fatores ao longo de dezanove meses.
5. Análise dos indicadores e respetivas variáveis. Nesta fase tece-se um estudo sobre
os indicadores em causa, desde fatores que os influenciam, exemplos de sugestões
para melhoria do processo retiradas da observação dos mesmos, a reparos sobre a
análise que possam ser aprimorados.
6. Análise das linhas de produção. Para finalizar a análise OEE expõe-se um estudo
sobre as linhas da DC, onde se as classifica quantitativamente e qualitativamente e
se concebe uma comparação entre elas.
7. Melhorias. Um pequeno capítulo dedicado a sugestões suplementares.
Em última instância, pretende-se averiguar se a análise OEE é aplicada
corretamente na DC e se cumpre a sua função.
Apresentação
Anaíce Leal 3
2. APRESENTAÇÃO DA EMPRESA Neste capítulo, para contextualizar o desenvolvimento da dissertação expõe-se a
instituição onde ocorreu o estágio. Apresentam-se os artigos produzidos, a certificação e
as estruturas organizacional e produtiva. Para finalizar, expõe-se as funções do
departamento de Controlo Industrial COI, local do estágio.
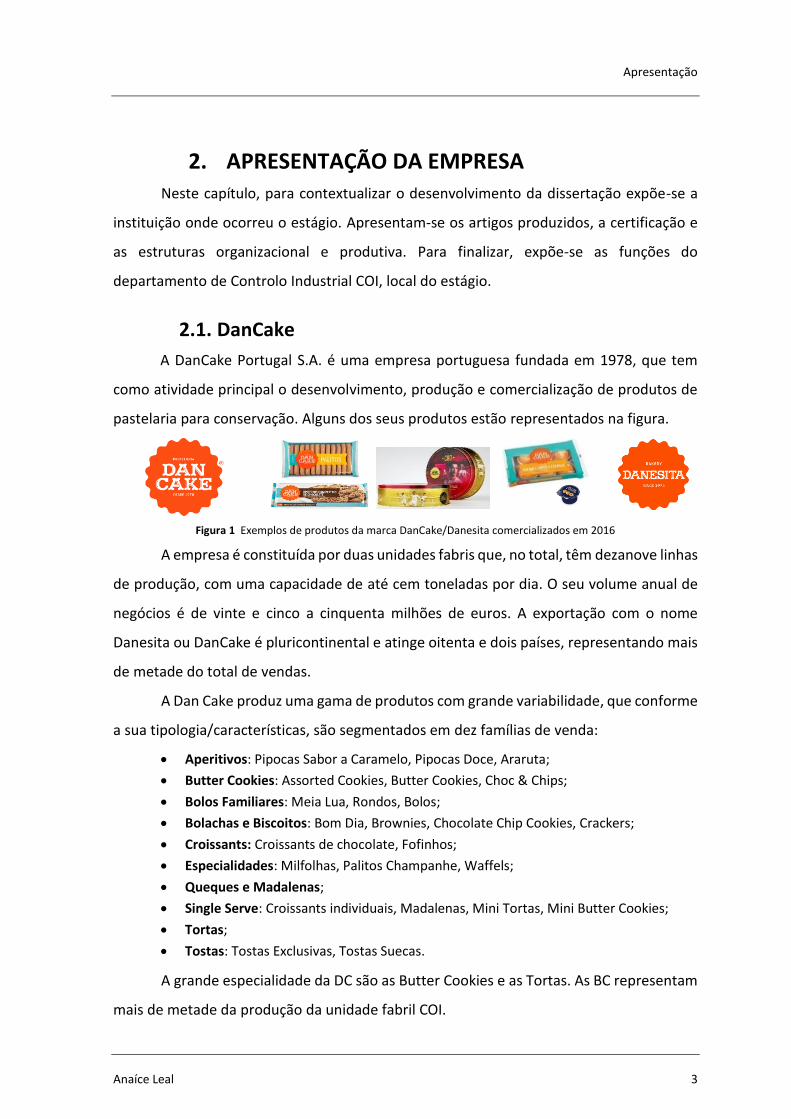
2.1. DanCake
A DanCake Portugal S.A. é uma empresa portuguesa fundada em 1978, que tem
como atividade principal o desenvolvimento, produção e comercialização de produtos de
pastelaria para conservação. Alguns dos seus produtos estão representados na figura.
Figura 1 Exemplos de produtos da marca DanCake/Danesita comercializados em 2016
A empresa é constituída por duas unidades fabris que, no total, têm dezanove linhas
de produção, com uma capacidade de até cem toneladas por dia. O seu volume anual de
negócios é de vinte e cinco a cinquenta milhões de euros. A exportação com o nome
Danesita ou DanCake é pluricontinental e atinge oitenta e dois países, representando mais
de metade do total de vendas.
A Dan Cake produz uma gama de produtos com grande variabilidade, que conforme
a sua tipologia/características, são segmentados em dez famílias de venda:
Aperitivos: Pipocas Sabor a Caramelo, Pipocas Doce, Araruta;
Butter Cookies: Assorted Cookies, Butter Cookies, Choc & Chips;
Bolos Familiares: Meia Lua, Rondos, Bolos;
Bolachas e Biscoitos: Bom Dia, Brownies, Chocolate Chip Cookies, Crackers;
Croissants: Croissants de chocolate, Fofinhos;
Especialidades: Milfolhas, Palitos Champanhe, Waffels;
Queques e Madalenas;
Single Serve: Croissants individuais, Madalenas, Mini Tortas, Mini Butter Cookies;
Tortas;
Tostas: Tostas Exclusivas, Tostas Suecas.
A grande especialidade da DC são as Butter Cookies e as Tortas. As BC representam
mais de metade da produção da unidade fabril COI.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
4 2016
2.1.1. Estrutura organizacional
A estrutura organizacional da instituição da DC encontra-se no anexo A.
Realça-se o facto dos gabinetes da direção da empresa se situarem na PSI. Portanto,
as decisões finais relativas á gestão de recursos pertence a colaboradores que
geograficamente se encontram longe da unidade fabril de Coimbra, mas contactáveis via
telefónica ou correio eletrónico.
A aluna estagiou na divisão ‘Controlo Industrial’ (CI) que faz parte do Departamento
de Planeamento e Controlo. O seu responsável é a Direção Administrativa e Financeira. O
CI encontra-se divido em dois gabinetes. Um deles situa-se na unidade fabril COI e o outro
na unidade fabril PSI. O posto do chefe da secção, Engenheiro Nuno Florido, localiza-se na
PSI. O responsável realiza visitas casuais à unidade fabril COI e mantém-se em contato com
o gabinete CI através dos recursos disponíveis.
2.1.2. Certificação
A DanCake é reconhecida pelos seguintes certificados:
NP EN ISO 9001, certificado do Sistema de Gestão da Qualidade, desde 1995;
‘Nível Superior’ (“Higher Level”) do referencial BRC Food (“British Retail Consortium
Food”), certificação de Segurança e Qualidade, desde 2005;
Referencial IFS (International Food Standard), certificação de Padrões Globais de
Segurança e Qualidade, desde 2005.
Estas certificações não são uma exigência legal, contudo são necessárias para:
a entrada no mercado internacional;
aumentarem a competitividade (tanto no mercado internacional como nacional);
manterem a confiança nos seus produtos, por parte dos clientes e consumidores.
Estes documentos apresentados estipulam critérios exigentes que resultam em
custos adicionais ao longo do processo produtivo. Contudo, são autenticações exigidas
por muitos clientes da DC.
Apresentação
Anaíce Leal 5
2.2. Dancake – Unidade Fabril de Coimbra
O estágio que deu origem a esta dissertação foi realizado em Coimbra. Por esse
motivo segue-se uma descrição mais detalhada desta unidade fabril. A fábrica em estudo,
no dia sete de julho de 2016, tinha 279 colaboradores efetivos e 116 colaboradores
temporários, perfazendo um total de 395 trabalhadores.
A DC COI é uma manufatura com linhas direcionadas para uma produção em massa.
2.2.1. Sistema produtivo
A unidade é constituída por nove linhas de produção que trabalham em processo
contínuo com grau elevado de mecanização e pouca flexibilidade. No segundo piso da
fábrica estão seis linhas distribuídas em paralelo. As outras três linhas estão localizadas no
primeiro piso, onde também se encontram os armazéns de matéria-prima.
As linhas produzem certas famílias de produtos:
As linhas um, três e seis confecionam produtos dentro da família dos BC;
A linha quatro produz a família dos queques e afins;
A linha sete cria American Cookies, Strudells e outros derivados;
A linha oito produz vários tipos de palitos;
A linha nove confeciona pipocas;
A linha dez elabora croissants e fofinhos;
A linha onze dedica-se aos waffles.
Para todas as linhas existem três grandes sectores de trabalho: zona de massas,
zona de formação e zona de embalagem. No apêndice A encontra-se uma pequena
esquematização e explicação das linhas de produção da DC.
As chefes de linha têm de recolher a informação necessária para a análise OEE,
relativas à produção. A informação é registada em suporte papel, nos documentos
chamados Relatórios de Produção.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
6 2016
Planeamento
2.2.2. Gabinete de Controlo Industrial
A informação presente nos Relatórios de Produção é posteriormente registada em
suporte informático pelo Gabinete de Controlo Industrial. Esse registo é apenas realizado
no dia seguinte.
De seguida encontra-se um mapeamento da circulação da informação na empresa
DanCake COI, a sua legenda encontra-se no anexo B.
Todos os fluxos apresentados no esquema são realizados diariamente.
Relativamente ao CI, esta recebe informação sobre o que foi planeado referente ao próprio
dia de produção. Na manhã seguinte insere-se os dados necessários para se realizar a
reunião OEE sobre o dia anterior, antes de almoço. Durante o dia, também se regista em
sistema toda a matéria-prima e material de embalagem que foi utilizado na produção do
dia anterior. A informação provém de documentos preenchido à mão pela fase de massas
e formação e outro pelo armazém C. Esclarece-se que o símbolo process do esquema é
relativo a todas as fases do processo produtivo (massas, formação e embalagem).
Na reunião estão presentes os responsáveis de Coimbra pelo departamento de
produção, qualidade, manutenção e armazém. A apresentação dos resultados OEE é
realizada por um dos elementos do gabinete de Controlo Industrial.
Controlo Industrial OEE
C1 C
Cliente
PA
Fornecedor
Diariamenteor
Diariamenteor
Esquema 1 Mapeamento do fluxo de informação e matéria da unidade fabril COI
Dia
riam
ente
or
3. ENQUADRAMENTO TEÓRICO
Anaíce Leal 7
3. ENQUADRAMENTO TEÓRICO
Na presente dissertação apresenta-se o estudo resultante da monitorização do
desempenho da produção na empresa DC. Esta indústria utiliza a metodologia OEE para
medir e controlar a sua eficiência produtiva, como tal segue-se uma contextualização
teórica desta ferramenta. Nos últimos subcapítulos, expõem-se dois indicadores, o TEEP e
o OOE, que servem de complemento para o estudo da eficiência global da empresa, tanto
produtiva, como operacional.
3.1. OEE – Eficiência Global dos Equipamentos
Overall equipment efficiency, com a sigla OEE, significa Eficiência Global dos
Equipamentos e é um conjunto de métricas propostas por Seiichi Nakajima, na década de
1960. Tal como o nome indica, serve para medir a eficiência dos equipamentos numa
indústria, identificando a parcela de tempo de produção que é realmente produtiva. Esta
ferramenta foi desenvolvida para oferecer uma estrutura quantitativa à metodologia
Manutenção Produtiva Total (TPM). O objetivo deste é melhorar o processo produtivo,
eliminando perdas ou reduzindo-as ao máximo.
A implementação desta análise na DC não teve haver com a metodologia
mencionada. A empresa passou por uma queda de quota de mercado, seguida de uma
restruturação da equipa de gestão. Como o estudo OEE tem se tornado cada vez mais
popular e utilizado como uma ferramenta quantitativa essencial para a medição de
produtividade, a nova direção contratou uma empresa externa para desenvolver uma
análise para a DC. Este estudo é diariamente renovado com a inserção de dados da
produção e tem várias funções. O objetivo primordial é servir de auxílio para a melhoria
contínua da produção, servindo como apoio a decisões a curto prazo. Outro dos intuitos é
proporcionar uma visão do que acontece na fábrica, aos elementos da direção.
*As referências bibliográficas pertencentes ao parágrafo estão identificadas com os números 1), 3) e 10).

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
8 2016
«A adoção de um sistema de avaliação de desempenho eficiente possibilita à
empresa o conhecimento da “fábrica oculta” que existe dentro de si.», citação de Hansen
de 2006. Isto é, mede a capacidade de produção instalada na empresa e determina a
percentagem de potencial que ficou por aproveitar. Assim, permite otimizar a utilização
dos seus equipamentos e, consequentemente, ajuda a empresa a tornar-se mais
competitiva no mercado.
3.1.1. Indicadores OEE e respetivas perdas
Para determinar a capacidade não utilizada o OEE é repartido em três indicadores:
Utilização, Performance e Qualidade. Cada um dos indicadores representa um género de
perda de eficiência produtiva. Ao ser a evolução métrica do processo TPM, o programa
original da OEE tem como maior objetivo reduzir as seis grandes perdas:
Distribuição da eficiência Six Big Losses
Perdas de Utilização Paragens não esperadas
Paragens inerentes ao processo
Perdas de Performance Pequenas paragens
Ciclos lentos
Perdas de Qualidade Desperdícios da produção
Desperdícios dos arranques
OEE Tempo total produtivo
Tabela 1 Six Big Losses e os Indicadores OEE, baseada na tabela de OEE.com/oee-six-big-losses.html
No encadeamento da apresentação dos cálculos do OEE, explicam-se as variáveis
do quadro acima. Os afastamentos dos indicadores da DC, daquilo que é esperado pela
teórica, são mencionados no capítulo presente.

3. ENQUADRAMENTO TEÓRICO
Anaíce Leal 9
3.1.2. Cálculo OEE
A medição efetuada por esta metodologia baseia-se na forma como o potencial da
empresa é distribuída no tempo, segundo os blogs OEE.com e oeecoach.com. Começa-se
por considerar a totalidade do tempo:
Tempo Calendário
Figura 2 Tempo Calendário
O tempo de calendário é o somatório das horas dos meses em estudo de todas as
linhas de produção.
Deste tempo primordial subtrai-se o tempo em que não se produziu devido a razões
que transcendam a produção. As razões podem ser encerramento da empresa para férias,
pausas ou refeições, falta de demanda, ou seja, tempo não planeado. Como também se
consideraram as razões resultantes de anomalias externas, como falta de energia elétrica.
Tempo Planeado Perdas do calendário
Figura 3 Tempo Planeado
Este tempo planeado também é conhecido como tempo teórico, porque representa
a produção teórica, isto é, a produção máxima que a DC poderia confecionar se tivesse um
OEE de 100%. Ao explicar-se o espaço temporal que o OEE estuda, reúnem-se as condições
para apresentar os indicadores e os respetivos tipos de perda.
Utilização
Definição
O indicador Utilização representa a percentagem de tempo que as linhas estiveram
a trabalhar em contínuo, sem interrupções. Tendo o exemplo das linhas da DC, representa
a totalidade do tempo que o tapete ou tabuleiros estiveram em movimento.
Cálculo
Este indicador avalia o tempo trabalhado que resulta da subtração das perdas por
paragens ao tempo planeado.
Tempo trabalhado Perdas Utilização
Perdas do calendário
Figura 4 Tempo trabalhado

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
10 2016
A percentagem do indicador é retirada através da seguinte expressão:
%𝑈𝑡𝑖𝑙𝑖𝑧𝑎çã𝑜 =𝑇𝑒𝑚𝑝𝑜 𝑡𝑟𝑎𝑏𝑎𝑙ℎ𝑎𝑑𝑜
𝑇𝑒𝑚𝑝𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜
Levantamento das perdas
As perdas de utilização dividem-se em:
Paragens inerentes ao processo, como as mudanças de fabrico;
Paragens não esperadas, como rutura de stock de matéria prima ou avarias
em equipamentos.
O levantamento das paragens é realizado pela contagem dos minutos em que a
máquina esteve parada durante o período de Tempo Planeado. Geralmente, apenas se
contam as paragens que sejam suficientemente longas para lhes atribuir uma causa. As
outras paragens, de menos de dois minutos, são consideradas pequenas paragens e
contabilizadas para o indicador performance.
Performance
Definição
O indicador Performance avalia a rapidez da produção. Se este indicador se
apresentar a 100%, representa que a produção esteve a trabalhar à velocidade máxima.
Cálculo
Este indicador avalia o tempo produtivo que resulta da subtração das perdas de
performance ao tempo trabalhado.
Tempo produtivo Perdas Performance
Perdas Utilização
Perdas do calendário
Figura 5 Tempo Produtivo
A percentagem do indicador é retirada através da seguinte expressão:
%𝑃𝑟𝑒𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 =𝑇𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑜
𝑇𝑒𝑚𝑝𝑜 𝑡𝑟𝑎𝑏𝑎𝑙ℎ𝑎𝑑𝑜
=𝐶𝑎𝑑ê𝑛𝑐𝑖𝑎 𝐼𝑑𝑒𝑎𝑙 𝑥 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙 (𝑐𝑜𝑚 𝑒 𝑠𝑒𝑚 𝑞𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒)
𝑇𝑒𝑚𝑝𝑜 𝑡𝑟𝑎𝑏𝑎𝑙ℎ𝑎𝑑𝑜

3. ENQUADRAMENTO TEÓRICO
Anaíce Leal 11
Levantamento das perdas
Como foi anteriormente exposto, as perdas de performance são as pequenas
paragens e abrandamento de ciclos. As pequenas paragens são contabilizadas à
semelhança das paragens. Em relação aos abrandamentos de ciclo, existem três formas de
os recolher:
Manual: A contagem da produção é feita pelo operador, que realiza as devidas
anotações de tempos a tempos. Esses valores são totalizados por um funcionário
que lança as informações, em muitos casos no Excel, e calcula a performance.
Automático: A contagem dos ciclos é recolhida automaticamente por um recetor
de dados conectado a sensores na máquina ou linha. Permite recolher em tempo
real as informações necessárias para se calcular o indicador.
Dedutivo: Os minutos resultantes de abrandamento da cadência são o resultado
dos minutos que sobram sem informação para lhes associar. Tendo em conta o
tempo planeado, retira-se-lhe o somatório do tempo utilizado para a produção final
e todas perdas sob a forma de desperdício ou paragem.
Qualidade
Definição
O indicador Qualidade tem em conta os defeitos da produção, incluindo as partes
que precisam de retrabalho (o PSA). Assim contabiliza apenas a parte boa da produção.
Cálculo
Este indicador avalia o tempo efetivo que resulta da subtração dos desperdícios ao
tempo produtivo.
Tempo efetivo Perdas Qualidade
Perdas Performance
Perdas Utilização
Perdas do calendário
A percentagem do indicador é retirada através da seguinte expressão:
%𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 =𝑇𝑒𝑚𝑝𝑜 𝑒𝑓𝑒𝑡𝑖𝑣𝑜 (ℎ)
𝑇𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑜(ℎ)=
𝐵𝑜𝑎 𝑃𝑟𝑜𝑑𝑢çã𝑜 (𝐾𝑔)
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 (𝐾𝑔)

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
12 2016
Levantamento das perdas
Ao se retirar o desperdício do processo e arranque, este é pesado em equipamentos
com balança. Para se converter o seu peso em tempo, faz-se uso da cadência da produção:
𝐶𝑎𝑑ê𝑛𝑐𝑖𝑎 𝑟𝑒𝑎𝑙 (𝐾𝑔 ℎ⁄ ) =𝑃𝑒𝑠𝑜 (𝐾𝑔)
𝑇𝑒𝑚𝑝𝑜 (ℎ)
OEE
OEE é a proporção entre o Tempo efetivo e Tempo Planeado. Por esse razão é que
o tempo planeado é considerado o tempo teórico de produção para a análise. Para se ter
uma noção mais clara dos significados dos tempos mencionados anteriormente, apresenta-
se a seguinte compilação:
O OEE considera todos os tipos de perda, o que resulta numa boa medição do
tempo de produção. Pode-se o calcular com as seguintes expressões:
%𝑂𝐸𝐸 = 𝑇𝑒𝑚𝑝𝑜 𝑒𝑓𝑒𝑡𝑖𝑣𝑜 (ℎ)
𝑇𝑒𝑚𝑝𝑜 𝑃𝑙𝑎𝑛𝑒𝑎𝑑𝑜 (ℎ)
= %𝑈𝑡𝑖𝑙𝑖𝑧𝑎çã𝑜 𝑥 %𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 𝑥 %𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒
Ao apresentar-se fórmula resultante dum produto, depreende-se a dificuldade em
alcançar um alto resultado. Para se obter um bom resultado de eficiência global,
necessitam-se bons resultados a nível dos três fatores exigidos. A título de exemplo, se uma
empresa conseguir alcançar 85% de resultado para os três indicadores em simultâneo, fica
com um OEE de apenas 61%. O que evidencia a exigência desta análise para se ter um bom
resultado final.
Tempo Calendário
Tempo Planeado Perdas do calendário
Tempo trabalhado Perdas Utilização
Perdas do calendário
Tempo produtivo Perdas Performance
Perdas do calendário
Tempo efetivo Perdas Qualidade
Perdas do calendário
Figura 6 Compilação dos tempos usados para o cálculo OEE

3. ENQUADRAMENTO TEÓRICO
Anaíce Leal 13
3.1.3. Classificação das empresas
Uma das vantagens desta metodologia é servir como comparação de eficiências
entre diferentes indústrias. Como tal, alguns tempos após a sua origem criou-se um
patamar de excelência que tem os resultados OEE como base de avaliação, de acordo com
os blogs OEE.com, oeecoach.com e OEE.com.br. Os resultados para se atingir o nível
chamado World-Class são os seguintes:
Figura 7 Resultados para se atingir o nível World-Class (imagem retirada do blog OEE.com)
Assim, uma indústria que consiga igualar ou superar cada um dos indicadores
individualmente, considera-se que possua um desempenho de World-Class. Não basta ter
OEE de 85% para alcançar o nível, é necessário que Disponibilidade, Performance e
Qualidade alcancem ou superem os valores de referência.
Segundo a Vorne, a empresa que criou o blog OEE.com, a maioria das empresas
têm resultados próximos de 60%. Portanto, considera-se aceitável quando as empresas
apresentam resultados entre 65% e 75%, caso haja a preocupação em melhorar o valor.
Menos de 65% de OEE representa uma indústria com baixa competitividade e grandes
perdas económicas. Valores entre 75% e 85% representa um nível aceitável com
pequenas perdas e um potencial para chegar facilmente aos valores de World-Class.
Acima dos 85% com todos os indicadores a igualar ou superar as referências, representa
uma empresa com grande competitividade.
Apesar de haver estas classificações, é importante não fixar uma meta. O objetivo
de uma empresa deve ser sempre melhorar, independentemente do resultado OEE
alcançado.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
14 2016
3.1.4. Vantagens
Para além de servir de avaliação quantitativa e qualitativa, Hansen destacou outras
vantagens para este tipo de análise:
Permite que as empresas analisem as reais condições da utilização dos seus ativos.
Servindo como auxílio para a tomada de decisão do planeamento e da gestão de
recursos a curto prazo;
Fornece uma visão operacional e real do que ocorre no chão de fábrica para a direção
de topo;
Dificulta que informações operacionais sejam ocultadas;
Propicia uma revisão dos dados de engenharia (como ciclos dos equipamentos de
referência, nomenclaturas de dados, etc);
Democratiza as informações sobre a performance dos equipamentos;
OEE é um índice abrangente que sinaliza os efeitos do ambiente, da falta de materiais,
dos problemas de qualidade, de falta de recursos humanos e doutros fatores sobre a
produção. *
Outro ponto forte da medição da OEE é que pode ser aplicada de diferentes formas e
objetivos, adaptando-se às várias indústrias. A ferramenta tanto serve para identificar
situações onde devem ser desenvolvidas melhorias, como para quantificar as melhorias
introduzidas nos equipamentos, células ou linhas de produção ao longo do tempo.
Ao apresentar estas vantagens, a metodologia diminui as perdas da empresa onde é
implementada. Ao se minimizarem os desperdícios, aumentam-se a eficiência e
produtividade da mesma. Em última instância, ao se implementar uma análise OEE, a
empresa torna-se mais competitiva no mercado por otimizar a utilização dos equipamentos
que possui.

3. ENQUADRAMENTO TEÓRICO
Anaíce Leal 15
3.1.5. Aspetos negativos
Segundo a pesquisa efetuada, existe um consenso comum que dita que a
ferramenta OEE é efetivamente uma mais valia para as empresas. Apesar das suas
inúmeras vantagens é necessário ter conhecimentos das suas lacunas, em ordem a retirar
conclusões proveitosas e acertadas através desta análise.
Como o próprio nome da metodologia indica, esta análise é apenas um estudo
global do desempenho dos equipamentos. Logo, revela ser uma metodologia limitada
quando se observa a eficiência dos equipamentos individuais. (Huang e outros, 2003) A
deterioração de uma máquina pode não ser legível na análise OEE. A máquina poderá estar
a executar a sua ação mais lentamente, mas, se posteriormente o atraso causado for
compensado, não irá afetar os resultados dos indicadores OEE.
Scott e Pisa, em 1998, também constatam as vantagens da OEE como sendo
importantes e permanentes. Apesar disso, consideraram a metodologia insuficiente,
porque nenhum processo está isolado. Eles indicam que uma produção é uma complexa
teia de interações entre máquinas, pessoas, ferramentas, materiais, departamentos,
empresas e processos. Por vezes, essas atividades interdependentes são vistas de forma
isolada. O que leva a uma fraca coordenação na implantação de todos os recursos
disponíveis e a uma dificuldade acrescida na gestão do trabalho de forma eficiente. Por
conseguinte, é necessário concentrar a atenção não apenas no desempenho do
equipamento, mas também no desempenho de toda a fábrica. «O objetivo final de
qualquer fábrica é ter um sistema integrado altamente eficiente e não equipamentos
brilhantes» (Oechsner e outros, 2003).
Em relação à implementação da metodologia, segundo Hansen, a maioria dos
fracassos da OEE acontecem principalmente por motivos de resistência á mudança. Para
atenuar este facto é necessário verificar algumas situações, como a equidade dos salários
e o equilíbrio de trabalho pelos operadores.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
16 2016
Outra situação inconveniente são as empresas que se focam demasiado no patamar
teórico, os 85% de OEE. Segundo o blog OEE.com, as empresas devem traçar as suas
próprias metas, tendo em conta as suas próprias particularidades. Seguir metas externas
não resulta, porque uma empresa pode ter um OEE de 85% e ser menos eficiente do que
uma empresa com 80%. Tudo depende dos critérios de recolha de dados e da forma como
a informação é processada.
Estas insuficiências presentes na ferramenta OEE levaram à modificação e
ampliação da metodologia original. As empresas consoante as suas necessidades e
objetivos, ajustam a análise para uma perspetiva mais ampla e adequada ao seu próprio
caso.

3. ENQUADRAMENTO TEÓRICO
Anaíce Leal 17
3.1.6. O OEE na DC
Apesar da DC ter algumas diferenças, em relação ao que é recomendado pela
metodologia, esta aproxima-se do que foi anteriormente exposto. As suas particularidades
são devidas à adaptação da análise para algo adequado à indústria onde se insere e àquilo
que é pretendido estudar pela empresa.
Neste subcapítulo é explicado o OEE da empresa. Tendo em conta a teórica, apenas
serão explicados os factos que diferem do que foi apresentado anteriormente.
Os indicadores da DC são calculados com as seguintes variáveis/perdas:
Esquema 2 Indicadores DC e respetivas variáveis
Pelo esquema, é percetível a existência de diferenças em relação aos três
indicadores. Portanto, explicam-se as diferenças de cada um deles.
Indicador utilização
Relativamente ao indicador Utilização, as diferentes causas de perda são dividas em
quatro grupos, em vez de dois. Os vários motivos das paragens são representados por
códigos. Esses códigos estão divididos em quatro grupos que podem ser agregados aos
grupos apresentados no estado de arte:
Paragens não esperadas divide-se em Avarias e Outros;
Paragens inerentes ao processo divide-se em Setups e Processo.
Utilização
Paragens
Setups
Processo
Avarias
Outros
Performance
Microparagens
Qualidade
Desperdício

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
18 2016
As diferentes causas são identificadas da seguinte maneira:
Paragens inerentes ao processo Paragens não planeadas
Grupo Cód Descrição Grupo Cód Descrição
Setups P1 Mudança fabrico
Avarias
P13 Preparação de Massas
Processo
P3 Arranque da linha (enchimento) P14 Formação produto
P4 Paragem final (escoamento) P15 Forno
P5 Limpeza da linha P16 Arrefecimento
P6 Rectificar / Nova massa P17 Coberturas / Recheio
P7 Reembalamento produto P18 Embalagem
P8 Produto não conforme
Outros
P33 Produção PSA - Falta ME
P9 Falta de formas P34 Refeições
P10 Falha Operador P35 Falta de operadores
P36 Falta de matéria prima
P37 Falta de material embalagem
P38 Aguardar decisão Qualidade
P39 Acidente trabalho
P40 Outros
P41 Produto Semi Acabado
P42 Problemas Material Embalagem
Tabela 2 Causas das paragens da DC
Indicador Performance
Em relação à performance, existe uma particularidade em relação ao levantamento
das suas perdas. As pequenas paragens e perdas de ciclo têm o mesmo nome:
microparagens.
A DC utiliza o levantamento dedutivo das suas microparagens. Alguns
colaboradores são responsáveis por contabilizar a produção durante o período planeado e
o tempo produtivo é calculado através da fórmula:
𝑇𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑜(ℎ) = 𝑇𝑒𝑚𝑝𝑜 𝑒𝑓𝑒𝑡𝑖𝑣𝑜(ℎ) + 𝐷𝑒𝑠𝑝𝑒𝑟𝑑í𝑐𝑖𝑜 (ℎ)
As microparagens são o resultado de:
𝑀𝑖𝑐𝑟𝑜𝑝𝑎𝑟𝑎𝑔𝑒𝑛𝑠 = 𝑇𝑒𝑚𝑝𝑜 𝑇𝑟𝑎𝑏𝑎𝑙ℎ𝑎𝑑𝑜 − 𝑇𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑜
Ao observar-se a figura 6 percebe-se que as microparagens representam todas as
perdas do indicador Performance.

3. ENQUADRAMENTO TEÓRICO
Anaíce Leal 19
Indicador Qualidade
Os desperdícios da DC são pesados sem existir distinção entre os desperdícios de
arranque com os de processo.
O tempo efetivo é calculado com a seguinte expressão:
𝑇𝑒𝑚𝑝𝑜 𝑒𝑓𝑒𝑡𝑖𝑣𝑜 (ℎ) =𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 (𝐾𝑔)
𝐶𝑎𝑑ê𝑛𝑐𝑖𝑎 (𝐾𝑔/ℎ)
Algumas fórmulas de cálculo dos indicadores são diferentes do proposto pela
teórica, mas os resultados obtidos são os mesmos. Existe uma exceção que é o indicador
performance, mas os seus resultados serão discutidos adiante.
3.2. TEEP
O OEE apenas analisa o tempo planeado para se produzir. Não identifica quanto
seria a produção adicional disponível, se a parte do Tempo de Calendário planeado fosse
maior. Para esse estudo, existe outro indicador relacionado com a mesma metodologia, o
TEEP. Esta sigla representa Total Effective Equipment Performance que significa
performance total efetiva dos equipamentos. A expressão para o seu cálculo é:
%𝑇𝐸𝐸𝑃 = 𝑇𝑒𝑚𝑝𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜 (ℎ)
𝑇𝑒𝑚𝑝𝑜 𝐶𝑎𝑙𝑒𝑛𝑑á𝑟𝑖𝑜 (ℎ)
3.3. OOE
O OOE é outro indicador da metodologia em estudo que executa a análise do tempo
que a empresa esteve não só a produzir, como também a efetuar outro tipo de operações,
como manutenção programada, ensaios de novos produtos, etc. Calcula-se através da
seguinte expressão:
%𝑂𝑂𝐸 = 𝑇𝑒𝑚𝑝𝑜 𝑜𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛𝑎𝑙(ℎ)
𝑇𝑒𝑚𝑝𝑜 𝐶𝑎𝑙𝑒𝑛𝑑á𝑟𝑖𝑜 (ℎ)
As referências bibliográficas pertencentes a estes subcapítulos estão identificadas com os números 5), 7) e 13).

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
20 2016
A DC não efetua o cálculo do OOE ou do TEEP, mas efetua o levantamento da causa
do não planeamento do tempo. As causas identificadas com códigos de paragem são as
seguintes:
Código Paragem programada
P43 Reunião planeada
P44 Ações formação / Sensibilização
P45 Ensaios
P46 Manutenção programada
P47 Falta de demanda
P48 Anomalias externas
P49 Falta de material programada Tabela 3 Códigos de paragens programadas
Assim pode-se fazer um levantamento do tempo operacional da empresa que é
somatório do tempo planeado com as paragens devido a Reunião Planeada, Ações de
Formação, Ensaios e Manutenção Programada. A nova representação dos tempos
considerados encontra na imagem abaixo.
Nesta nova representação dos tempos, as perdas do calendário (o total de tempo
não planeado) foi divido em externo e interno. Assim, perdas externas têm haver com
tempo não planeado devido a falta de demanda, anomalias externas. As perdas internas
representam o tempo da empresa que esteve operacional sem produtividade planeada.
Resumidamente o OOE, analisa o tempo despendido em ações não produtivas. O
TEEP analisa a percentagem do tempo que não foi planeado produzir, independentemente
do motivo. A empresa DC não faz o levantamento do TEEP ou do OOE. Nesta dissertação,
estes indicadores são calculados para complementar a análise OEE.
Tempo Calendário
Tempo Operacional Perdas externas
Tempo Planeado Perdas internas
Perdas externas
Tempo trabalhado Perdas Utilização Perdas do calendário
Tempo produtivo Perdas Performance Perdas do calendário
Tempo efetivo Perdas Qualidade Perdas do calendário
Figura 8 Compilação dos tempos usados para o cálculo OEE, TEEP e OOE

4. ANÁLISE TEMPORAL
Anaíce Leal 21
4. ANÁLISE TEMPORAL
A análise presente neste capítulo tem como objetivo examinar a evolução da
eficiência da empresa DC, ao longo do tempo.
O seu espaço temporal situa-se no ano de 2015 e nos primeiros 7 meses de 2016.
Esta escolha temporal deve-se ao facto da análise OEE na DC ter sido aprimorada durante
o ano de 2014 e, portanto, os dados inseridos no sistema terem uma maior fiabilidade e
abrangência a partir de 2015. Após o levantamento de informações relevantes procede-se
ao processamento de mais pormenores numa escala temporal mais reduzida.
Nomeadamente, segue-se uma análise sobre o desempenho do pior mês, em termos de
eficiência.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
22 2016
4.1. Os resultados OEE
O estudo chave dos dados encontra-se representado no gráfico abaixo. A escala
utilizada é um mês. Estão representados os três indicadores OEE através das barras e o
produto dos indicadores corresponde encontra-se representado a amarela. O tracejado
representa as médias dos Indicadores e da Eficiência Global dos Equipamentos no espaço
de tempo em estudo.
Gráfico 1 Indicadores OEE das linhas de produção DC de 2015 e dos primeiros 7 meses de 2016, por mês
Ao observar-se o gráfico não se constatam picos significativos, uma vez que as
diferenças entre os valores e as respetiva médias não ultrapassam os 5%.
Outros factos que se podem destacar do gráfico são:
A produção DC não se classifica como World-Class, por razões constatadas
posteriormente, durante a análise das linhas. Apesar disso, a eficiência produtiva
da empresa é constante e bastante boa, ao apresentar uma média superior a
85%.;
Todos os indicadores OEE apresentam valores elevados, superiores a 90%. O
indicador que mais influencia o resultado final de uma forma negativa é o
indicador Utilização com uma média de 93.2%. O mais positivo é o indicador
Performance com 95.9% de média.;
81,9% 81,7%
85,0%
88,4%
84,7%
93,2%
95,9%
95,7%
85,6%
75,0%
80,0%
85,0%
90,0%
95,0%
100,0%
jan
-15
fev-
15
mar
-15
abr-
15
mai
-15
jun
-15
jul-
15
ago
-15
set-
15
ou
t-1
5
no
v-1
5
dez
-15
jan
-16
fev-
16
mar
-16
abr-
16
mai
-16
jun
-16
jul-
16
% Utilização
%Performance
%Qualidade
%OEE
Média %Utilização
Média %Performance
Média %Qualidade
Média %OEE
4. ANÁLISE TEMPORAL
Anaíce Leal 23
A influência ligeiramente predominante do indicador Utilização relativamente
aos outros dois indicadores na variação do produto OEE. Tal verifica-se através
dos picos mínimos e máximos das linhas azul (%Utilização) e amarela (%OEE) que
coincidem num maior número de vezes do que as restantes linhas. Na análise
dos indicadores percebem-se as razões para este facto.;
O indicador Qualidade é a variável mais constante, aquela que menos se desvia
da média. Assim se verifica que o desperdício produzido na DC é bem
controlado.;
Os meses com pior eficiência são os meses de fevereiro e dezembro de 2015 com
menos de 82% de OEE e o mês com maior rendimento foi o de março de 2016
com 88.4% de OEE.;
A evolução do OEE do mês de dezembro de 2015 até à ao mês de março 2016,
onde se regista a melhoria contínua do pico mais baixo para o mais elevado. Não
existe um registo que indique que medidas foram implementadas para se
registar este crescimento, mas parte da explicação poderá estar:
Na eficácia da análise OEE. Uma das vantagens desta metodologia é detetar
as depressões da eficiência produtiva. Um pico mínimo pode motivar os que
participam na análise a terem um papel mais proactivo na deteção de falhas
e implementação de melhorias. Consequentemente, a produtividade
ressente-se e os indicadores OEE sobem.
No mês de dezembro que apresenta o pico mais baixo. Este mínimo foi
claramente devido à baixa performance que a linha apresentou neste mês.
Adiante, o mês de dezembro será explorado com maior pormenor como
sendo um dos meses mais ineficientes.;
Na evolução da produtividade. Ao se examinar o total dos quilogramas
produzidos, no gráfico da página seguinte, conclui-se que a produção neste
período de tempo também subiu.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
24 2016
4.2. A quantidade total produzida
Para se perceber a evolução da quantidade produzida por mês, em quilogramas, ao
longo do tempo em estudo, elaborou-se o gráfico:
Gráfico 2 Evolução da quantidade total produzida (em quilogramas) ao longo do tempo (por mês)
A linha a tracejado representa a média do total da produção no espaço de tempo
em causa. Mesmo com dados referentes a um espaço temporal relativamente curto,
verifica-se:
A maior subida da quantidade produzida no mês de maio de 2016, refletindo
a aquisição de uma enorme encomenda de um novo cliente internacional.
Uma sazonalidade: a época alta da DC são os meses de julho a novembro.
Os meses com menor necessidade de produção são os de dezembro a
fevereiro.
Uma tendência: crescimento da quantidade produzida. Para clarificar esta
constatação mostra-se de seguida a diferença dos meses de 2015 em relação
aos meses de 2016.
Mês 2015 2016 Diferença %Crescimento de 2016
janeiro 586757 684413 97656 14%
fevereiro 587689 708632 120943 17%
março 781591 841156 59565 7%
abril 714304 738607 24303 3%
maio 621693 1304429 682736 52%
junho 651811 1348761 696951 52%
julho 832326 1442456 610130 42%
Total 5458481 8078235 2619754 32% Tabela 4 Estudo comparativo entre a produção total, em quilogramas, dos meses de 2015 e 2016
586757
1299175
552747
1442456
895359
0
200000
400000
600000
800000
1000000
1200000
1400000
1600000(Kg)

4. ANÁLISE TEMPORAL
Anaíce Leal 25
Através da tabela anterior é possível constatar um crescimento de 32% da produção
dos meses de 2016 em relação aos mesmos meses de 2015.
Note-se que o espaço temporal considerado é curto para sustentar a teoria de haver
uma sazonalidade ou tendência na procura dos produtos da DC. Não sendo mesmo
aplicável um método teórico para o estudo quantitativo dos dados de modo a identificar
tendências precisas e a prever o comportamento futuro da variável em causa.
4.2.1. Influência da quantidade total produzida no OEE
Ao constatar-se anteriormente uma relação torna-se interessante comparar os
dados da performance da produção com a variação da quantidade produzida.
Gráfico 3 Comparação entre quantidade produzida, em Kg, e %OEE, por mês
Ao estudar o pictórico anterior verifica-se que não existe algo conclusivo nesta
relação. Apenas se destacam os meses com menor eficiência são aqueles onde houve uma
menor quantidade de quilogramas produzidos. Ao averiguar as possíveis razões para esta
ocorrência, obteve-se o descrito nos parágrafos seguintes.
78,0%
80,0%
82,0%
84,0%
86,0%
88,0%
90,0%
0
200000
400000
600000
800000
1000000
1200000
1400000
1600000
jan
-15
fev-
15
mar
-15
abr-
15
mai
-15
jun
-15
jul-
15
ago
-15
set-
15
ou
t-15
no
v-15
dez
-15
jan
-16
fev-
16
mar
-16
abr-
16
mai
-16
jun
-16
jul-
16
Produção (Kg)
% OEE

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
26 2016
1. Arranques de linha
Quando existe menos produção, as linhas são obrigadas a parar com maior
frequência devido a falta de demanda. Uma paragem de linha tem sempre como
consequência um novo arranque. Arranques são sinónimo de quebras e minutos
iniciais desperdiçados (sem produção) para preparação da linha. Afetando
negativamente indicadores de qualidade e desperdício.
2. Setups – Mudanças de fabrico
Ao constatar que existe menor quantidade de produção prevista, a
empresa torna-se menos seletiva no tipo de encomendas que negoceia.
Havendo assim um acréscimo de encomendas de pequenas quantidades
aceites. Muita variabilidade e pouca quantidade não é o mais adequado para
uma produção que trabalha em contínuo, uma vez que acresce o número de
mudanças necessárias que obrigam a linha a parar para limpar e mudar massas
e embalagens. Obtendo-se resultados negativos similares aos de um arranque.
3. Paragens para limpezas
Os meses cuja produção prevê-se ser reduzida, são aproveitados para
realizar uma manutenção mais profunda às linhas de produção. O tempo gasto
em limpezas prejudica o tempo de Utilização das linhas.
Em subcapítulos posteriores constatar-se-á a influência dos três factos anteriores
nos indicadores do OEE.

4. ANÁLISE TEMPORAL
Anaíce Leal 27
4.3. A influência do Sobrepeso e Desperdício no OEE
Com o intuito de se perceber melhor a influência que as percentagens de Sobrepeso
e de Desperdício têm sobre a performance global da produção da DC traçou-se o gráfico:
Gráfico 4 Sobrepeso (%) Desperdício (%) e OEE (%) por mês
O sobrepeso é a diferença entre o peso real do produto e o seu peso teórico. A lei
obriga que esta diferença seja sempre positiva. Logo, a empresa não pode vender uma
embalagem com menos peso do que aquele que vem estipulado pela embalagem. Mas,
todo o peso adicional presente nas embalagens é ‘oferecido’ e os seus custos são
suportados pela empresa. Logo, a DC tem como objetivo minimizar ao máximo todo o
sobrepeso.
O desperdício também é controlado, porque é a variável que influencia diretamente
o Indicador Qualidade. Esta variável representa todas as quebras motivadas pelas mais
variadas razões. Um dessas razões é o produto rejeitado por falta de peso que também
representa um custo extra para a empresa.
Pelo gráfico agora apresentado e a análise posteriormente realizada ao indicador
Qualidade, percebe-se que o desperdício é uma variável constante. Como consequência,
não se verifica influência do desperdício na variação do OEE. Tal facto não significa que não
tenha uma influência negativa no OEE. Só que em todos os meses, o peso da influência é
igual, não variando a eficiência geral.
78,0%
80,0%
82,0%
84,0%
86,0%
88,0%
90,0%
0,0%
0,5%
1,0%
1,5%
2,0%
2,5%
3,0%
3,5%
4,0%
4,5%
5,0%
jan
-15
fev-
15
mar
-15
abr-
15
mai
-15
jun
-15
jul-
15
ago
-15
set-
15
ou
t-15
no
v-15
dez
-15
jan
-16
fev-
16
mar
-16
abr-
16
mai
-16
jun
-16
jul-
16
%O
EE
%So
bre
pes
o e
Des
per
díc
io
%Sobrepeso
%Desperdício
Média %Sobrepeso
Média %Despedício
%OEE

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
28 2016
Observando-se o gráfico também se verifica o valor que a empresa perde com o
sobrepeso não é muito menor do que aquele que perde com o desperdício. Esta relação
tem mais que haver com o bom controlo do desperdício na DC do que com o descontrolo
do sobrepeso. O desperdício é mantido em valores baixos, porque existe uma quantidade
considerável de mão de obra a colmatar as ineficiências do processo, como será explicado
no ponto Desperdício e o Indicador Qualidade. A empresa realiza o levantamento destas
duas variáveis (sobrepeso e desperdício) para estudar a variação do seu custo e garantir a
sua estabilidade.
É importante haver o balanço entre o produto que é rejeitado por peso a menos e
o sobrepeso. Quanto mais se aproximam do peso ideal, maior será a taxa de desperdício
resultante de produto abaixo do peso. Dado a grande variabilidade de pesos que pode
ocorrer, este balanço torna-se um dos grandes desafios da indústria alimentar. Tanto que
uma das equipas de trabalho da DC tem como função estar constantemente a controlar o
produto. Essa equipa controla os inúmeros fatores que podem modificar as características
do produto e consequentemente aumentar o seu sobrepeso ou comprometer a sua
conformidade. Alguns aspetos controlados são:
Temperatura ambiente,
Mudança de lote da matéria-prima,
Calibração das máquinas,
Discernimento das pessoas que preparam as massas,
Etc.

4. ANÁLISE TEMPORAL
Anaíce Leal 29
4.4. O mês de dezembro
Após o levantamento de alguns dados, é possível discutir os motivos que
prejudicaram mais o OEE no mês de dezembro. Este subcapítulo é uma interpretação do
que foi exposto no gráfico do subcapítulo ‘4.1. Análise temporal’.
As variáveis que influenciam diretamente o OEE são: Desperdício, Paragens e
Microparagens. Relembrando a informação analisada, também se verificou alguma
influência doutros fatores. Nomeadamente, a produção total tem influência e apresenta
possíveis sazonalidade e tendência.
O mês de dezembro foi o pico mais baixo. O Indicador que mais contribuiu para a
diminuição da eficiência da empresa foi o Performance. Neste mês, os colaboradores têm
férias. Assim, nalguns dias, existem menos colaboradores a assegurarem as linhas. Nestas
situações, os chefes de linha não têm tanto tempo como é hábito para efetuarem os
registos acerca das perdas da produção. Ao não apontarem a informação nos relatórios de
produção surgem microparagens. Essas pequenas paragens que no relatório OEE, na
realidade, são outro tipo de perdas, como desperdícios e paragens. As justificações para
esta dissonância são explicadas no espaço dedicado às Microparagens e o Indicador
Performance.
Do parágrafo anterior se conclui que o aumento de perda não esteve associado a
microparagens, esteve antes associado ao aumento de paragens e desperdícios. Assim, a
diminuição da eficiência dos equipamentos da DC deveu-se a:
Período de férias dos colaboradores que se encontra associado a uma época de baixa
vigilância das linhas produtivas e, consequentemente, a aumento de perdas;
Baixa produtividade, por causa da sazonalidade, que é prejudicial para uma produção
que se encontra preparada para trabalhar em contínuo.
Se a empresa apenas estivesse cingida à informação partilhada pela análise OEE,
sem qualquer tipo de monitorização aos seus indicadores, não teria sido possível retirar
conclusões reais acerca dos acontecimentos do mês mais ineficiente apresentado. Assim
se depreende a importância do controlo do estudo, ao permitir que haja a interpretação
correta dos resultados calculados através da ferramenta.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
30 2016
4.5. A distribuição da eficiência da DC
Para finalizar a análise temporal, apresenta-se a distribuição do tempo da empresa:
Desperdício Microparagens Paragens
Esquema 3 Distribuição do tempo da DC
Através do esquema é possível retirar conclusões pertinentes sobre o
aproveitamento do tempo na DC. O primeiro aspeto que realça prende-se no fraco
aproveitamento do tempo total disponível. Como se pode verificar através do TEEP:
%𝑇𝐸𝐸𝑃 = 15267 ℎ𝑜𝑟𝑎𝑠
52992 ℎ𝑜𝑟𝑎𝑠= 28.8%
Apenas cerca de 30% do tempo de calendário disponível é planeado. O OOE não
será calculado, uma vez que o tempo operacional soma apenas 59 horas ao tempo
planeado. Num universo de milhares de horas, a diferença é irrelevante.
∴ %𝑂𝑂𝐸 ≅ %𝑇𝐸𝐸𝑃 = 28.8%
Daqui se retira que a empresa não regista com grande regularidade operações
como ensaios ou manutenção programada. A maioria do tempo não planeado é devido a
falta de demanda. A empresa raramente precisa de ter as linhas todas a trabalhar ao
mesmo tempo para terminar as suas encomendas. Também não é usual qualquer linha
trabalhar em contínuo durante muito tempo, o que não é favorável para o aproveitamento
do potencial geral da produção.
Contrariamente ao tempo em geral, através da distribuição do tempo percebe-se
que o tempo planeado para produção é bem aproveitado. Tendo em conta o reduzido
período despendido em perdas, como paragens, microparagens e desperdício. Tal facto,
reflete-se nos números elevados dos indicadores OEE. Com esta perceção, se dá início ao
seguinte subcapítulo que aborda o estudo efetuado aos mesmos.
52
99
2
15
26
71
42
14
13
75
61
31
83
Tempo Calendário
Tempo planeado Período não planeado
Tempo de produção
T. de produção real
T. de prod. c/ qualidade
Horas:

5. ANÁLISE DOS INDICADORES E RESPETIVAS VARIÁVEIS
Anaíce Leal 31
5. ANÁLISE DOS INDICADORES E RESPETIVAS VARIÁVEIS
Na sequência da monitorização dos indiciadores OEE é necessário averiguar se a
informação recolhida para o seu cálculo é fiável. Para tal, segue-se uma análise das
diferentes variáveis que são inversamente proporcionais aos indicadores da eficiência da
produção. As variáveis em causa são os diferentes tipos de perdas da produção da DC:
paragens, microparagens e desperdício.
Contextualização
Foca-se o tempo numa análise de dados mais recente: o ano de 2016, de janeiro até
julho. Esta focagem ocorre, porque parte deste período de tempo em causa coincide com
a época do estágio curricular. Permitindo realizar uma análise baseada em ocorrências
experienciadas pela aluna.
Para iniciar este estudo, apresenta-se um gráfico que compara indicadores e
variáveis do OEE. De modo a percecionar quais as variáveis com maior peso nas perdas
produtivas. No espaço temporal em estudo obteve-se uma taxa OEE de 86.3% e as suas
variáveis tiveram os seguintes valores:
Gráfico 5 Taxa OEE e de outras variáveis de 2016
86,3% de OEE
0,8%2,3%
2,2% 1,7%
3,0% 3,7%
OEE utilização OEE performance OEE qualidade
Setups Processo Avarias
Outros Microparagens Desperdício

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
32 2016
No gráfico anterior é percetível, que o indicador com pior percentagem é o
Utilização. Para se entender a razão, mostra-se um esquema que agrupa as variáveis com
os respetivos indicadores afetados por elas.
Esquema 4 Relação indicadores OEE com variáveis referentes a 2016
O conjunto de variáveis que afeta a Utilização é o que tem maior peso, um total de
7%. Assim se deduz que o principal modo de perda de eficiência da produção da DC é
através das paragens.
Setups = 0.8%
Processo = 2.3%
Avarias = 2.2%
Outros = 1.7 %
Utilização = 93.0%
Microparagens = 3.0%
Performance = 96.8%
Desperdício = 3.7%
Qualidade = 95.8%

5. ANÁLISE DOS INDICADORES E RESPETIVAS VARIÁVEIS
Anaíce Leal 33
5.1. Desperdício e o Indicador Qualidade
Com 3.7% do tempo das linhas, o desperdício ocupa o segundo conjunto de
variáveis que mais prejudica o OEE de 2015. Dando origem, ao segundo pior Indicador OEE:
Qualidade.
O desperdício são as quebras causadas por ineficiências do processo de fabrico, tais
como avarias, equipamentos desafinados, ou fases incontornáveis do mesmo, como
arranques, setups. Dada a eficiência geral das linhas da DC, as suas quebras são elevadas.
Essas perdas devem-se a algumas particularidades da indústria e do tipo de produto
fabricado. Algumas dessas singularidades correspondem a:
Especificidades do produto. Os produtos DC, sendo produtos alimentares, estão
sujeitos a critérios específicos e rigorosos. Por isso, em certas fases do processo
como arranque, limpezas e outros, são gerados desperdícios para garantir o
cumprimento do estabelecido pelos clientes e certidões adquiridas.
Fragilidade do produto. O produto da DC é frágil, principalmente as bolachas.
Quando existe alguma situação anómala, como um encosto devido a um
desalinhamento, avaria, erro humano ou outro, o produto tende a partir-se. Ao se
danificar, torna-se não vendável.
Consequências das paragens. Após uma paragem, o realinhamento da linha
acarreta quebras devido à fragilidade do produto. Logo, quando existe uma
paragem da linha, geralmente há desperdício. Mas o contrário não se verifica, pois
é bastante usual haverem quebras devido a uma ineficiência que não necessita de
parar para ser solucionada.
Desalinhamentos frequentes. A DC tem uma quantidade considerável de
colaboradores a inspecionar o alinhamento dos produtos nas linhas para colmatar
as falhas dos equipamentos. Mas existem partes dos desalinhamentos que passam
despercebidos e o produto não entra alinhado para a zona de embalagem. O
produto desalinhado danifica-se e este transforma-se em desperdício.
||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
34 2016
O desalinhamento do produto
O desalinhamento do produto nas linhas de produção é uma questão que se deve
desenvolver para realçar um facto relativo ao OEE. Ao existirem trabalhadores a
executarem ações corretivas no alinhamento do produto, estão a ‘encobrir’ da análise OEE
algumas ineficiências dos equipamentos. As perdas de eficiência consequentes duma
anomalia dum equipamento são evitadas pela inspeção. A minimização dessas perdas é
uma mais valia, mas acarreta os custos que a empresa tem com os funcionários que
inspecionam o alinhamento do produto. O OEE sobe sem ter em consideração o custo dos
funcionários. A empresa controla o número de colaboradores alocados às diversas linhas,
através de um estudo aparte.
As situações mais frequentes que não têm as devidas repercussões no OEE, por
serem falhas colmatadas pelos colaboradores que inspecionam as linhas, são:
As máquinas da formação colocam o produto no tapete de uma forma
desalinhada. Devido a não se encontrarem devidamente afinadas ou por
apresentarem uma anomalia. O desalinhamento é corrigido por operadores antes
da fase de embalamento;
Na máquina das formas de papel colocam-se quatro bolachas dentro de uma
forma. Após essa operação, os operadores verificam se as formas têm o número
certo de bolachas e se estão alinhadas;
A situação anteriormente descrita também ocorre mais uma vez após o
enchimento das latas.
Assim, estas situações são comuns no processo, mas não se contabilizam como
perda no OEE. Exceto o produto que passa desalinhado pelos inspecionadores sem estes
se aperceberem. Por esta razão, a quantidade de desperdício causado é influenciada pela
experiência e dedicação dos colaboradores em causa. Existem situações em que pode
existir picos de desperdício por haver uma percentagem de trabalhadores temporários a
trabalhar. Para evitar acontecimentos destes, os operários recentes ocupam postos junto
a trabalhadores experientes.

5. ANÁLISE DOS INDICADORES E RESPETIVAS VARIÁVEIS
Anaíce Leal 35
Não se considera a supressão destes postos de trabalho, uma vez que são essenciais
para minimizar os desperdícios da produção. Sugere-se apenas que as horas de trabalho
manual dispensadas a inspecionar e a colmatar falhas do processo sejam somadas e
analisadas.
O Indicador Qualidade
Passando à avaliação final do indicador qualidade, o valor da percentagem de
desperdício é bem controlado, tendo em conta que:
Existe uma parte considerável de quebras que fazem parte do processo. São
ineficiências que não podem ser evitadas, apenas minimizadas, porque garantem
a conformidade do produto.
Existem singularidades do produto que propiciam as quebras;
Reflete-se em 93.0% de Qualidade. Valor muito positivo que mantém o OEE acima
dos 85%.
A melhoria que poderia ser implementada para a análise deste indicador seria
separar o registo dos desperdícios em dois grupos distintos:
quebras que fazem parte do processo (como arranques);
quebras devido a outras ineficiências (como avarias).
Assim, aproximar-se-ia mais do proposto pela teórica e poderia se analisar com mais
pormenor as perdas que certos grupos de eventos originam.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
36 2016
5.2. Microparagens e o Indicador Performance
Algumas das microparagens são originadas devido a ocorrerem produções com uma
cadência inferior ao standard. Estas situações acontecem quando é necessário abrandar a
passadeira da linha até a uma velocidade inferior à velocidade máxima do
estrangulamento, o equipamento mais lento. Algumas das razões para estes atrasos são:
A textura da massa não permite que as máquinas da formação moldem a forma
correta do produto. Quando não se descobre o equilíbrio certo entre os
ingredientes da massa, abrandar a passadeira pode ser a solução. Tornando a
máquina da formação o ponto de estrangulamento, em vez do forno;
O produto precisa de estar mais tempo no forno por causa de um fator externo,
como a temperatura ambiente, ou por causa da mudança de fornecedor de algum
ingrediente que modifica as propriedades da massa;
Algum tipo de avaria num equipamento da zona de embalagem em que se opte por
abrandar a velocidade para não se acarretar com grandes custos adicionais por se
produzir demasiado PSA.
Para finalizar o assunto das microparagens torna-se importante referir um ponto.
Estas não representam apenas os minutos de abrandamento do ciclo da linha, também são
relativas a todos os minutos que não têm informação. A lacuna de dados é devido a:
Pequenas paragens que são espectáveis pela teórica;
Falta de report. Existe a possibilidade de os colaboradores não registarem todas as
quebras ou paragens ocorridas na produção durante um determinado dia. Ao se
realizar a análise OEE isso refletir-se-á em microparagens, porque a linha não
produziu todos os quilogramas de produto, bom ou mau, que tinha a capacidade de
produzir por hora. Assim, mesmo quando a linha trabalha com a cadência standard,
por vezes o Indicador Performance não está a 100%, porque acarreta com as perdas
dos outros dois indicadores que ficaram por registar, tanto desperdícios, como
paragens.
Aqui se identifica um problema na análise OEE da DC, ao não haver uma distinção
entre as microparagens devidas a ciclos lentos e as causadas por pequenas paragens, como
a teórica sugere. Se houvesse poderia se identificar com mais facilidade um abrandamento

5. ANÁLISE DOS INDICADORES E RESPETIVAS VARIÁVEIS
Anaíce Leal 37
esporádico da linha ou uma inusual falta de informação. A falta de repartição das
microparagens dificulta a descoberta da causa para uma baixa na performance da empresa.
Para comprovar que pode existir situações com alguma falta de report e que esta
afeta a análise OEE, segue-se um exemplo que demonstra que houve informação que ficou
por registar.
5.2.1. A fiabilidade dos Indicadores OEE
Relembrando o gráfico 1 do capítulo Análise temporal, o mês de janeiro foi o pior
mês de 2016 em termos de performance. Tal deve-se ao facto de ter sido o mês com maior
número de horas registadas na forma de microparagens. Assim, escolheu-se um dia de
janeiro cujo indicador de performance esteve abaixo da média para se realizar um estudo
sobre a variável que o influencia.
O dia escolhido foi o sete de janeiro com 92.5% de performance e cerca de seis
horas de microparagens. As percentagens das perdas e o indicador OEE apresentam-se no
gráfico seis. No excerto da próxima página explicitam-se as circunstâncias reveladoras da
ambiguidade das microparagens no dia em causa.
Gráfico 6 Perdas e resultado OEE do dia 14 de janeiro de 2016
Os dois factos que indicam uma falta de report considerável são:
O primeiro facto que indica que esta percentagem de microparagens reflete a falta de
report, é que não há registo de nenhuma linha ter trabalhado com um ciclo abaixo do
padrão.
O segundo facto é o balanço mássico às linhas do dia em causa que se encontra
apresentado na tabela cinco e a respetiva explicação que lhe segue. Salienta-se que para
um conhecimento mais pormenorizado sobre o balanço mássico desenvolvido deve-se
consultar o apêndice B.
OEE 80,1%
9,4%7,5% 2,9%
Paragens Microparagens Desperdício

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
38 2016
Linha Quantidade PA (Kg) Balanço mássico (Kg) Microparagens (min)
1 3252 Kg -290 Kg 17 min
6 24111 Kg -645 Kg 14 min
7 5687 Kg -694 Kg 109 min
8 7535 Kg -1882 Kg 93 min
9 761 Kg -142 Kg 95 min
10 1627 Kg -808 Kg 65 min Tabela 5 Balanço mássico do dia 14 de janeiro de 2016
Verifica-se uma diferença considerável entre a quantidade de matéria que sai da
produção e aquela que entra. Esta disparidade é uma parte da causa das microparagens:
quilogramas que não são reportados.
Sabe-se que de alguma forma existe matéria na saída do processo que não é reportado.
Pode-se afirmar que não existe produto acabado que não esteja registado. Então, por
exclusão de partes, restam as formas de desperdício para associar à diferença do
balanço mássico.
Daqui se conclui que os 7.5% de perda do indicador performance deveriam estar
associados aos outros indicadores. As microparagens deveriam ser minutos de desperdício
e/ou paragens.
Uma vez que as linhas da DC estão preparadas para trabalharem sempre (salvo
exceções esporádicas) à velocidade standard definida, na maioria das vezes o indicador
performance aponta para a informação em falta. Mas não é alarmante, porque se se
observar o indicador performance, sabe-se que é o mais elevado dos três indicadores.
Evidenciando, portanto, a boa performance das linhas e o facto de não haver muita
informação que fique por reportar. O lado negativo é que o indicador não reporta apenas
o que deveria representar: a performance. Obrigando a haver sempre uma interpretação
diferente para cada situação que se apresente com um indicador de performance baixo.
Melhoria
Constatando-se a dificuldade em efetuar conclusões baseadas nas microparagens
sem um conhecimento específico do que ocorre na produção, deveria de haver duas
modificações:
Na análise OEE, efetuarem a distinção entre pequenas paragens e abrandamentos
de ciclo;
Na medição das perdas, efetuarem a medição manual ou automática, em vez da
dedutiva, conforme explicitado no estado de arte.

5. ANÁLISE DOS INDICADORES E RESPETIVAS VARIÁVEIS
Anaíce Leal 39
5.3. Paragens e o Indicador Utilidade
As paragens são as variáveis com maior peso no prejuízo do OEE com um total de
7%. Originando assim que o Indicador OEE Utilização seja o mais baixo.
As paragens são muito prejudiciais para uma produção que trabalhe em contínuo.
Um minuto de paragem significa dezenas de quilogramas que não são produzidos.
Portanto, é fulcral haver este estudo na DC para as controlar. O facto de haver pouca
demanda, aumenta os episódios de arranque ou mudança de fabrico. Estas fases do
processo são tempos mortos considerados como perdas por paragem.
Através da análise OEE diária, os colaboradores conseguem perceber se existe
algum evento não esperado que esteja a prejudicar a eficiência da produção. Ao identificar
um problema podem resolvê-lo e depois verificar a eficácia dessa resolução.
5.3.1. Análise do silo
A título de exemplo da aplicabilidade da análise, demonstra-se um caso em que o
controlo das paragens auxiliou na melhoria contínua da produção.
Nas análises diárias do mês de março houve um aumento de reportamento de
paragens com o código P13 (Avarias na zona das massas) em algumas linhas derivadas à
falta de massa por causa do silo 2 do açúcar estar entupido. Nessa altura, verificou-se que
as paredes do silo não estariam a absorver devidamente a humidade, formando-se torrões
de açúcar que entupiam a saída do ingrediente. Também se constatou que quando o silo
estava cheio não se verificavam estas paragens, uma vez que o peso do próprio produto
desfazia e empurrava o açúcar condensado pela sua saída. Então, decidiu-se manter o silo
sempre cheio de modo a não entupir.
Mas esta solução não se mostrou totalmente satisfatória, porque o açúcar do silo
baixou até a um certo nível (devido a picos de produção) e entupiu de novo em maio e em
junho, baixando a eficiência da utilização das linhas. Então, a manutenção propôs outra
solução: começar a utilizar o silo 6 (que estava vazio) para armazenar açúcar e substituir o
silo 2. De modo a ser possível realizar uma manutenção profunda ao contentor
problemático. Mas apenas começaram a utilizar o silo 6 em julho e a paragem do silo 2
ficou agendada para mais tarde, numa data ainda por definir.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
40 2016
Gráfico 7 Minutos de paragem devido ao silo 2 nos meses de 2016
Ao se realizar um levantamento das paragens devidas ao silo 2 (no gráfico anterior),
verifica-se que aumentaram de incidência no último mês, julho. A manutenção geral ao silo
ainda não foi realizada devido ao incremento de produção constatado e ao período de
férias que diminuiu temporariamente a capacidade de resposta da equipa da manutenção.
Apesar de haver motivos para o atraso da inserção da solução, não se deveria
prolongar a demora por muito mais tempo. Os dados indicam um agravamento gradual da
situação e o total de horas de paragem já contabiliza mais de 21 horas. Realizados os
cálculos com as respetivas cadências, os minutos parados devido ao silo 2 representam
perto de 15 toneladas de rendimento que não foi produzido.
Nesta observação ao silo, mostra-se o modo como a análise OEE auxilia a tomada
de decisões e incentiva a melhoria contínua. Resumidamente, através da análise OEE
houveram as seguintes ações:
a deteção de uma falha (paragens devido ao silo 2);
uma solução foi implementada (manter o nível dos silos elevado);
verificou-se que não foi eficaz (reincidência do problema);
uma segunda melhoria foi proposta (substituição e manutenção do silo 2).
0
50
100
150
21-jan 8-fev 26-fev 15-mar 2-abr 20-abr 8-mai 26-mai 13-jun 1-jul 19-jul 6-ago
Min
uto
s

5. ANÁLISE DOS INDICADORES E RESPETIVAS VARIÁVEIS
Anaíce Leal 41
5.3.2. Paragens mais comuns
As paragens são as variáveis estudadas com maior pormenor, o que indicia
intuitivamente os problemas da eficiência produtiva. Dada a influência das paragens no
estudo OEE, viabiliza-se uma análise mais pormenorizada destas dissipações através do
gráfico abaixo.
Gráfico 8 Tempo das paragens
Existe uma vasta gama de tipos de paragens estudadas que foram apresentadas
anteriormente em O OEE na DC. Estas encontram-se divididas em 4 famílias cujo peso sobre
o OEE de 2016 já foi apresentado sob a forma de percentagem. Em termos de tempo
efetivo, os valores para cada uma delas são: Setups (122 horas), Processo (346 horas),
Avarias (332 horas) e Outros (263 horas). Considerando a teórica, estas paragens juntam-
se em dois grupos. O primeiro grupo, paragens inerentes ao processo, soma 468 horas. O
outro, paragens não esperadas, totaliza 595 horas. O tempo planeado considerado foram
15267 horas.
Destes somatórios retira-se que a empresa perdeu algum tempo com as paragens
inerentes ao processo. Sabe-se que as empresas do ramo alimentar têm de obedecer a
parâmetros rigorosos para os seus produtos serem próprios para consumo e não perderam
0 50 100 150 200
Formação produto
Arranque da linha (enchimento)
Produto Semi Acabado
Limpeza da linha
Setup
Produção PSA - Falta de ME
Embalagem
Preparação de Massas
Rectificar / Nova massa
Refeições
Reembalamento produto
Outros
Forno
Produto não conforme
Arrefecimento
Falta de operadores
Falha Operador
Coberturas / Recheio
Falta de material embalagem
Falta de matéria prima
Aguardar decisão Qualidade
Acidente trabalho
Problemas Material Embalagem
Horas
Processo Avarias Outros
Setup

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
42 2016
os diplomas exigidos pelos clientes. Para manter o rigor, é natural que tenham de conceder
tempo para efetuarem limpezas e preparações adequadas das linhas. Como também é
esperado terem critérios que rejeitam os bolos produzidos durante essas ações de
higienização e outros eventos que não garantam a completa integridade do produto,
aumentando igualmente o desperdício gerado.
Apesar do tempo perdido por causa das características do processo ser
considerável, o período com paragens não espectáveis foi mais longo do que aquelas que
são naturais à produção. Os motivos para as perdas não esperadas serem superiores são:
A empresa tem a preocupação de minimizar os tempos parados do processo. Acabando
por as paragens inerentes ao processo não terem tanto peso como poderiam ter;
O sistema de implementações de reparações é insuficiente. Como foi verificado na análise
ao silo, a empresa consegue detetar os seus problemas e implementar melhorias. Mas
estas nem sempres são eficazes. A equipa da manutenção poderia ser mais eficaz nalguns
casos e apostar mais em manutenções preventivas. Daí a existência de uma percentagem
elevada de paragens devido a avarias;
O tempo gasto a produzir PSA não planeado é elevado. Este tempo tem de se contabilizar
como paragem, porque o produto tem de ser reintroduzido na linha para se transformar
em produto acabado. O tempo de produção não pode ser duplicado, apesar de estar duas
vezes na linha de produção, uma durante a formação e a segunda quando é embalado.
Para o OEE, o tempo é apenas contabilizado quando o produto se encontra totalmente
embalado. Durante a sua formação, o tempo é considerado uma paragem e o produto
não finalizado é considerado desperdício. Assim, se demonstra que a zona das linhas com
maior ineficiência é o processo de embalagem. Apesar disso, também é a zona que atribui
mais variabilidade aos produtos da DC.
Para finalizar o assunto sobre o indicador em causa, é importante referir que existe
uma parte do total de 458 minutos de microparagens que pertence ao Indicador Utilização.
Tal deve-se a paragens que as chefes de linha não reportam ou a paragens que foram
reportadas, mas não totalmente contabilizadas. Assim, o Indicador Utilização, com 95.8%
de eficiência em 2016, encontra-se calculado acima da realidade. Apesar desta
possibilidade, a análise desta dissertação contabilizará sempre o Indicador Utilização com
uma média de 95.8%, por ser o resultado dos dados disponibilizados.

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 43
6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anteriormente foi realizada a análise geral sobre a eficiência global dos
equipamentos. Com este subcapítulo pretende-se comparar as diferentes linhas da
unidade fabril de Coimbra da DanCake. Os pontos essenciais de comparação serão os níveis
de eficiência e de produtividade mensal. Espera-se apurar quais são as melhores e piores
linhas, em termos de eficiência global e rentabilidade. Caso alguma delas se saliente com
grande intensidade, até se poderão tecer opiniões acerca de medidas a serem tomadas
para regularizar o nível de eficiência das linhas.
6.1. Eficiência
De seguida, apresenta-se o gráfico que fornece a confrontação entre os indicadores
OEE das diferentes linhas. O espaço temporal em causa são os meses de janeiro de 2015 a
julho de 2016.
Gráfico 9 Indicadores OEE (%) por linha de produção DC, média de 2015 e 2016
88,4%
68,3%
90,2%
72,2% 79,4%
57,1%
39,7%
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
% Utilização
%Performance
%Qualidade
%OEE

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
44 2016
As linhas 1 (88.4%) e 8 (90.2%) são as linhas que apresentam uma melhor eficiência.
As que apresentam piores eficiências são as linhas 4 (68.3%) e 10 (72.2%). O indicador que
mais contribuiu para a descida do OEE das linhas 4 e 10 foi da Utilização. Refletindo um
maior número de paragens.
Considerando a classificação World-Class, as linhas DC têm a seguinte classificação
qualitativa:
Esquema 5 Classificação qualitativa das linhas DC
Para além das linhas 1 e 8, salienta-se que as linhas 3, 6 e 7 também têm muito boas
eficiências globais, uma vez que apresentam um OEE acima dos 85%. As restantes linhas
têm uma eficiência razoável, tendo eficácias acima da média mundial. As linhas 4 e 10 com
eficiências abaixo de 75% são as que estão mais afastadas desse nível desejável.
Apesar da maioria das linhas DC estarem com bons resultados em termos de OEE
em relação a outras empresas, a empresa delineia metas ambiciosas, de modo a motivar
os seus colaboradores a melhorar. Assim se depreende que a firma compreende a política
OEE no sentido de a utilizar para servir de suporte a uma melhoria contínua, em vez de um
mero estudo para sinalizar ações corretivas quando os números estão em baixo.
As linhas de embalamento
Nos últimos parágrafos é possível verificar que, na análise em causa, não se
consideraram as linhas de embalamentos. As causas para esta situação estão descritas no
Apêndice D. Decidiu-se colocar este excerto em apêndice para não interromper a fluidez
do texto.
Perfeita (100%)
World Class (85%)
Razoável (65%)
Baixa (40%)
Linhas 4, 9, 10 e 11
Linhas 1, 3, 6, 7 e 8

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 45
6.1.1. Os indicadores OEE
Focando novamente a análise para os valores das linhas em geral, a média OEE
destes conjuntos de equipamentos é de 85.6%. Este valor poderia classificar a empresa
DanCake como World-Class OEE.
Os seus indicadores têm os seguintes valores:
Indicador Utilização: 93.2%. Superior ao valor World-Class de 90%, em 3.2%;
Indicador Performance: 95.7%. Superior ao valor World-Class de 95%, em 0.7%;
Indicador Qualidade: 95.9%. Inferior ao valor World-Class de 99%, em 3.1%.
Tendo em conta as metas teóricas dos vários indicadores, o fator da qualidade é o
único que está abaixo do estabelecido. Assim, a empresa não se classifica como World-
Class, mas aproxima-se bastante desse nível. O resultado OEE representa as baixas perdas
de produção e um aumento gradual da competitividade da empresa no mercado.
Apesar de o indicador Utilização ser o mais baixo dos indicadores, não é este que
desvaloriza qualitativamente o OEE. Na teoria é espetável que este seja o indicador mais
baixo. Tanto que ainda é o indicador da DC com uma maior variação positiva em relação ao
especulativo.
Para justificar o facto de o Indicador Utilização estar melhor que o da Qualidade
existem várias razões. Uma delas atribui-se a um aspeto verificado durante a permanência
na empresa. A equipa da produção quando constata que existe uma avaria num
equipamento solicita a equipa da manutenção. A linha apenas é parada se se verificar que
a resolução da avaria é demorada ou que compromete a conformidade de todo o produto
e/ou segurança de algum colaborador. Caso contrário, a linha não para e continua a
confecionar produto sem qualidade para ser vendável, durante a reparação. Tal, origina
desperdício, mas evita a geração de paragens. Esta opção é válida, porque as perdas
derivadas a uma paragem de linha são maiores do que as perdas resultantes da produção
de desperdício, tanto em tempo parado como em quebras do produto. Assim, afeta
negativamente o indicador qualidade em relação ao indicador utilização, mas a nível de
eficiência global é favorável.
||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
46 2016
Outras situações que colocam o indicador Qualidade abaixo do teórico da
referência de World-Class OEE são respeitantes à particularidade da indústria onde a
empresa se insere. As singularidades foram expostas durante a análise do capítulo
Desperdício e o Indicador Utilização.
Segundo a teórica, a Eficiência Global dos Equipamentos da DC está alta, mas nem
todos os seus indicadores atingem o nível de referência. O indicador Utilização ultrapassa
consideravelmente a meta e a performance tem a percentagem certa. A única exceção é o
indicador Qualidade que não atingiu o objetivo estipulado pela teórica, mas encontra-se
perto.
A título opinativo, não se considera que as metas World-Class sejam adequadas
para os casos de indústria alimentar. Pelo caso particular de considerarem uma
percentagem tão reduzida de desperdício, para a eficiência de uma empresa ser a ideal. Na
empresa em estudo tal não é fazível. Os desperdícios podem ser minimizados, mas os que
são inerentes ao processo não podem ser totalmente eliminados. Dado o número de
setups e arranques de linha existentes, não é possível os desperdícios serem menos do que
um por cento. Apenas seria considerado possível se a demanda aumentasse, de modo a
trabalhar de uma forma mais contínua. Por essa razão, as referências dos indicadores
poderiam ser variáveis consoante o nível TEEP que as empresas tivessem, uma vez que este
revela o tempo que a empresa teve parada. Quanto menor fosse o TEEP, menos exigentes
seriam as metas a tingir.

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 47
6.1.2. As causas
Com o intuito de se entenderem as causas dos valores das eficiências das linhas de
produção apresentados, segue-se uma comparação entre as linhas sobre a incidência dos
cinco eventos mais comuns. O confronto será apresentado com recurso a gráficos do total
de horas despendidas em cada evento, por linha. Para a confrontação, também se
calcularam as percentagens das paragens em relação ao tempo total de trabalho teórico
respetivo. O cálculo foi efetuado com a seguinte expressão:
%𝑂𝑐𝑎𝑠𝑖ã𝑜 =𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 ℎ𝑜𝑟𝑎𝑠 𝑑𝑎 𝑜𝑐𝑎𝑠𝑖ã𝑜
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 ℎ𝑜𝑟𝑎𝑠 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑎𝑠
Esta percentagem será um ponto chave de comparação entre as linhas. O período
temporal continua a ser de janeiro de 2015 a julho de 2016.
Avarias
As avarias são causadoras de grandes perdas, tanto na forma de paragens, como de
desperdício. Portanto são bastante influenciáveis no cálculo do OEE, nomeadamente do
indicador Utilização e Qualidade.
Gráfico 10 Tempo (horas) dispensado em avarias, por linha
As linhas com uma percentagem maior de paragens devido a avarias foram as linhas
quatro, nove e dez. Estas linhas correspondem aos três piores resultados de OEE. Tal como
os três melhores resultados da eficiência global dos equipamentos correspondem às três
linhas com menor percentagem de perdas por avaria. As correspondências comprovam o
peso que as perdas devido a avarias têm na presente análise.
92 100
26
92
5676
204
65
25
1,8%1,8%
3,9%
1,6%
1,2%
1,6%
4,6%
5,4%
2,5%
0,0%
1,0%
2,0%
3,0%
4,0%
5,0%
6,0%
0
50
100
150
200
250
1 3 4 6 7 8 9 10 11
Per
cen
tage
m s
ob
reo
tem
po
pla
nea
do
Ho
ras
Linhas

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
48 2016
Linha dez
A linha dez é a linha mais lesada com as avarias. Tal como, as outras linhas, por
vezes existem problemas com as máquinas de embalar ou com as máquinas da formação.
Mas as razões que a diferencia são as seguintes:
O seu sistema de transporte difere das restantes linhas. Em vez de um tapete
rolante, o meio de transporte dos croissants é através de tabuleiros. As únicas
linhas que têm tabuleiros em vez de tapete são as linhas oito, dez e onze. Os
tabuleiros encravados é um problema comum nestas três linhas.
Na linha oito, o problema dos tabuleiros já foi resolvido com a aquisição de uma
plataforma elevatória. Este equipamento encontra-se num sítio estratégico e
acumula na vertical os tabuleiros dos palitos antes do ponto onde costuma haver
encravamentos. Desta forma, evitam-se paragens. Na linha 10 também existe
um elevador de tabuleiros, mas não resulta tão bem devido à causa exposta no
parágrafo seguinte.;
O percurso da linha dez é longo e complexo. Por essa razão, existem posições da
trajetória da linha onde se encravam tabuleiros com frequência. Algumas dessas
zonas encontram-se antes elevador e nessas situações o elevador é inútil.;
A zona da formação desta linha é onde se encontra a maquinaria mais complexa
da unidade fabril de Coimbra. Existem problemas com mais frequência nesta
parte em particular, porque a concentração de equipamentos é grande.
A análise OEE é uma boa metodologia para valorizar acontecimentos como avarias
em equipamentos. Apesar disso, existem outros sistemas de apoio a este estudo que
deveriam ser adotados pela manutenção. Métodos mais apropriados para auxiliarem na
minimização dos números de avarias e dos respetivos tempos de resolução.

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 49
Arranque de linha
O arranque de linha é a segunda causa que mais prejudica o indicador Utilização. A
influência desta ocasião sobre as linhas de produção nos últimos dezanove meses teve o
seguinte peso:
Gráfico 11 Tempo (horas) dispensado em arranques, por linha
As linhas mais prejudicadas foram as quatro, nove e dez, à semelhança do caso das
avarias. Tal acontece devido à baixa produtividade destas três linhas que será evidenciada
no próximo subcapítulo. Relembrando o que foi exposto no início do desenvolvimento
desta dissertação, a produtividade também interferiu na evolução do OEE ao longo do
tempo. Uma das principais razões para o sucedido é a influência que os arranques têm
nesta indústria, através das perdas que provocam. Quanto menos produção houver, mais
esporádicos são os pedidos e mais tempo as linhas estão paradas. Portanto, existe um
aumento de número de paragens e, consequentemente, um aumento de arranques.
Aumentam-se os arranques, aumentam-se as perdas.
Com esta observação pode-se constatar um facto. Quando uma linha está
preparada para trabalhar em regime contínuo, desaconselha-se produzir pequenas
encomendas. Não se aproveita o potencial das linhas.
Por último, do gráfico apresentado também se retira que as restantes linhas
trabalham de uma forma mais adequada, em regime contínuo, uma vez que não
apresentam tantos arranques.
37,443,3
26,7 26,7
36,3
23,7
89,2
50,9
9,10,73% 0,77%
4,07%
0,47%0,78%
0,49%
2,01%
4,22%
0,90%
0,00%
1,00%
2,00%
3,00%
4,00%
5,00%
0
20
40
60
80
100
1 3 4 6 7 8 9 10 11
Per
cen
tage
m s
ob
reo
tem
po
pla
nea
do
Ho
ras
Linhas

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
50 2016
PSA
PSA devido a falta de material de embalagem
PSA A produção de PSA é um evento comum, como tal tem um peso considerável no
OEE. O tempo despendido a produzir semiacabado é o seguinte:
Gráfico 12 Tempo (horas) dispensado em PSA, por linha
As linhas mais lesadas com perdas devido à produção de PSA são as linhas seis e
onze.
Linha 11
A linha onze apresenta uma percentagem de tempo despendido em produção de
PSA elevada, por causa de falta de material de embalagem. Como é uma linha que produz
pouco, por vezes o stock de material de embalagem necessário para certas encomendas é
negligenciado.
Linha seis
No caso da seis, este facto evidencia a principal causa que faz com que esta perca
eficiência. A percentagem de paragem sob a forma de produto que ficou por embalar é
massiva quando comparada com a percentagem de outras linhas. Dada a grande
capacidade produtiva da linha em questão, a quantidade de desperdício também é grande.
Durante o estágio, constatou-se que a linha seis teve demasiados problemas na
zona de embalagem, como avaria de equipamentos ou demora na troca de rolos de
etiqueta. Esses problemas não originaram paragens em termos de avarias, mas foram
ressonantes em termos de produção de PSA. Dada a importância da linha seis, por questões
de capacidade produtiva, deveriam ter antecipado o sucedido. Tomando como exemplo a
situação da aquisição de um novo cliente com especificações mais exigentes em termos de
embalagem. Para evitar algumas falhas que se sucederam, deveriam ter apostado numa
melhor preparação das necessidades para esta grande encomenda, optando por:
1,53%1,05%
1,55%
6,23%
1,13%0,50%
0,00%
1,95%
5,77%
0,00%
2,00%
4,00%
6,00%
8,00%
0
100
200
300
400
1 3 4 6 7 8 9 10 11
Per
cen
tage
m s
ob
re
o t
emp
o p
lan
ead
o
Ho
ras
Linhas
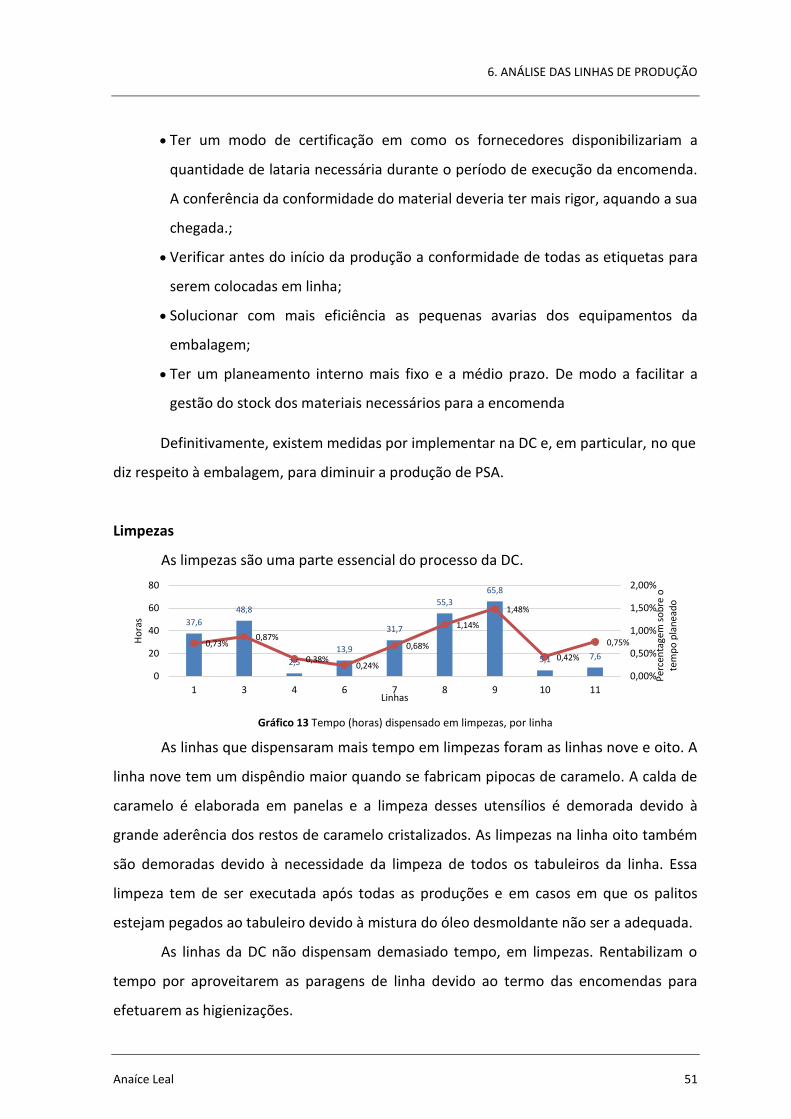
6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 51
Ter um modo de certificação em como os fornecedores disponibilizariam a
quantidade de lataria necessária durante o período de execução da encomenda.
A conferência da conformidade do material deveria ter mais rigor, aquando a sua
chegada.;
Verificar antes do início da produção a conformidade de todas as etiquetas para
serem colocadas em linha;
Solucionar com mais eficiência as pequenas avarias dos equipamentos da
embalagem;
Ter um planeamento interno mais fixo e a médio prazo. De modo a facilitar a
gestão do stock dos materiais necessários para a encomenda
Definitivamente, existem medidas por implementar na DC e, em particular, no que
diz respeito à embalagem, para diminuir a produção de PSA.
Limpezas
As limpezas são uma parte essencial do processo da DC.
Gráfico 13 Tempo (horas) dispensado em limpezas, por linha
As linhas que dispensaram mais tempo em limpezas foram as linhas nove e oito. A
linha nove tem um dispêndio maior quando se fabricam pipocas de caramelo. A calda de
caramelo é elaborada em panelas e a limpeza desses utensílios é demorada devido à
grande aderência dos restos de caramelo cristalizados. As limpezas na linha oito também
são demoradas devido à necessidade da limpeza de todos os tabuleiros da linha. Essa
limpeza tem de ser executada após todas as produções e em casos em que os palitos
estejam pegados ao tabuleiro devido à mistura do óleo desmoldante não ser a adequada.
As linhas da DC não dispensam demasiado tempo, em limpezas. Rentabilizam o
tempo por aproveitarem as paragens de linha devido ao termo das encomendas para
efetuarem as higienizações.
37,6
48,8
2,5
13,9
31,7
55,3
65,8
5,1 7,6
0,73%0,87%
0,38%0,24%
0,68%
1,14%
1,48%
0,42%
0,75%
0,00%
0,50%
1,00%
1,50%
2,00%
0
20
40
60
80
1 3 4 6 7 8 9 10 11
Per
cen
tage
m s
ob
re o
te
mp
o p
lan
ead
o
Ho
ras
Linhas

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
52 2016
Mudanças de fabrico
As mudanças de fabrico são paragens inevitáveis do processo. À semelhança dos
arranques, a gestão do número de setups é responsabilidade do planeamento.
Gráfico 14 Tempo (horas) dispensado em setups, por linha
As linhas que menos tempo dispensaram em mudanças de trabalho foram as linhas
seis, onze e nove.
A linha seis é responsável por fabricar as grandes encomendas de Butter Cookies,
por razões de capacidade constatadas mais adiante. Esta é uma das razões para existirem
poucas mudanças de fabrico nesta linha. Para além dessa razão, o planeamento evita as
mudanças de fabrico para a linha seis, uma vez que acarretam sempres grandes perdas
devido à produção massiva da mesma.
A linha onze não apresenta mudanças de fabrico, porque tem pouca capacidade de
diversificação. Esta apenas produz os waffles. A linha nove tem uma percentagem de horas
dispensadas em setups desprezável, pela mesma razão que a linha onze. Apenas produz
pipocas doces, salgadas ou de caramelo. Além da reduzida diversidade, tem a capacidade
de produzir pipocas de caramelo em simultâneo com outro tipo de pipocas, por serem
equipamentos diferentes e apenas utilizados para o produto com caramelo.
As linhas menos eficientes em termos de setups foram as linhas quatro e sete.
Contrariamente às linhas nove e onze, a sete tem bastante diversidade, resultando num
maior número de mudanças de fabrico. Esta é a única linha que usualmente fabrica as
bolachas com diâmetro superior ao das BC, por isso é que tem uma produção diversificada.
6674
152
85
174
110
1,3% 1,3%
2,3%
0,0%
1,8%
0,4%
0,1%
0,9%
0,0% 0,0%
0,5%
1,0%
1,5%
2,0%
2,5%
0
20
40
60
80
100
1 3 4 6 7 8 9 10 11
Per
cen
tage
m s
ob
reo
tem
po
pla
nea
do
Ho
ras
Linhas

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 53
A linha quatro
De todas as linhas, a linha quatro é a que apresenta maior percentagem de horas
despendidas do seu horário de trabalho planeado em mudanças de fabrico. Tal deve-se a
vários fatores:
Os seus produtos são diferentes dos das outras linhas, alguns são húmidos,
outros têm cobertura. Devido a esta particularidade, a limpeza após a confeção
destes bolos torna-se demorada. Esta demora aumenta bastante os tempos
requeridos para mudanças de fabrico.
Os seus produtos são encomendados em quantidades reduzidas. Quando a linha
trabalha, ocasionalmente existe mais do que uma encomenda para se fabricar
durante um turno. Estas ocasiões geram um maior número de mudanças de
fabrico.
As linhas trabalham de uma forma contínua, mas os seus colaboradores precisam
de pausas para realizarem as suas refeições. Sempre que possível, as chefes de
linha organizam-se para parar a menor quantidade de produção durante este
período. Quando a linha quatro se encontra parada para tratar da mudança de
fabrico, muitas vezes é estendido o tempo de setup para os colaboradores irem
comer ou substituir postos noutras linhas. Deste modo, evita-se uma segunda
paragem de linha.
Ao referir o assunto das refeições, é importante também apresentar o gráfico das
paragens devidas às refeições.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
54 2016
Gráfico 15 Tempo (horas) dispensado em refeições, por linha
Este gráfico tem relevância, porque é um indício do tipo de preferência que a
empresa confere à linha quatro. A linha quatro é a linhas com mais horas de paragem
devido a refeições e a que esteve a trabalhar durante menos tempo na DC. A totalidade
duração da produção das linhas é a seguinte:
Gráfico 16 Tempo (h) de produção planeada, por linha
Para esta linha é conferida menor preferência do que para as restantes. Se for
necessário parar alguma linha para substituir postos de trabalho doutras produções e a
quatro estiver a trabalhar, esta é a lesada. Tal acontece devido à quantidade reduzida de
produção necessária para satisfazer os pedidos dos produtos da linha quatro. Como a
quantidade é pouca, o tempo dispensado a responder aos pedidos também é reduzido.
Portanto, os operários da linha quatro são dispensados dos seus postos sempre que é
necessário assegurar outras linhas. Esta situação contribui para a baixa eficiência global dos
equipamentos da linha em causa.
Após este estudo, torna-se percetível a vulnerabilidade da linha quatro. Tal
perceção encadeia o subsequente momento de reflexão. A linha é eficiente em termos de
equipamento, mas a sua demanda é bastante reduzida. Precisa de trabalhar apenas um
0,26% 0,24%
2,58%
0,15%0,33%
0,07% 0,15% 0,00% 0,00%0,00%
0,50%
1,00%
1,50%
2,00%
2,50%
3,00%
0
5
10
15
20
1 3 4 6 7 8 9 10 11
Per
cen
tage
m s
ob
re o
te
mp
o p
lan
ead
o
Ho
ras
Linhas
5.1575.592
656
5.715
4.677 4.8714.445
1.207 1.009
0
1000
2000
3000
4000
5000
6000
7000
1 3 4 6 7 8 9 10 11
Ho
ras
Linhas

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 55
oitavo do tempo daquilo que a maioria das linhas da DC opera para responderem à
demanda. Apesar de ter poucas encomendas, esta unidade produtiva é útil para a empresa,
uma vez que lhe acrescenta variabilidade.
Seria duplamente lucrativo, aumentarem a produção da linha quatro. Primeiro,
lucrariam mais ao venderem um maior número de bolos. A segunda vantagem seria a
utilização mais eficiente dos equipamentos. A unidade produtiva está desenvolvida para
trabalhar em contínuo. Ao haver mais produção, o potencial da linha é aproveitado com
menos interrupções.
Para aumentar a produção da linha quatro, tem de existir mais encomendas. A
demanda aumenta-se com publicidade dos produtos da família dos queques,
desenvolvimento de novas receitas, entre outros. Todavia, estas ações arriscam-se a não
ser proveitosas. Logo, a situação em que a linha quatro se encontra poderá ser a
apropriada, desde que não se torne contraproducente para a empresa.
As encomendas da família dos Butter Cookies estão a tender para um crescimento.
A tendência poderá alcançar uma posição onde se torne mais rentável existir uma quarta
linha BC. Em vez de implementarem uma nova linha, poderão rentabilizar espaço e
investimentos, ao substituir certos equipamentos da linha de queques por equipamentos
adaptados a BC. Esta solução diminuiria alguma diversidade da empresa, portanto deveria
ser cuidadosamente ponderada antes de ser executada. Contudo, é outra proposta para a
linha quatro se tornar proficiente.
Resumindo, a linha quatro é eficiente, mas pouco produtiva. Assim, representa um
conjunto de recursos que a empresa tem na eventualidade de surgir uma melhor
oportunidade que não possa ser sustentada pelas outras linhas.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
56 2016
6.2. Produtividade
Para findar a avaliação das linhas, é necessário completá-la com a análise da
produtividade das mesmas. Esta necessidade surge devido a um simples facto. Uma linha
pode ser eficiente, mas ter uma capacidade produtiva baixa. Assim, torna-se pouco
rentável em relação às outras, mas apresentar um OEE positivo.
Importante realçar que para se retirarem conclusões dos indicadores OEE é
necessário ter em conta variáveis aparte. Apenas com as informações acerca dos lucros
que os equipamentos geram para a empresa é que se pode concluir se estes são rentáveis
ou não. A medição da eficiência das linhas apenas indica se os potenciais dos equipamentos
estão a ser bem aproveitados ou não.
Nesta dissertação não se apresentam dados relativos a valores monetários, mas
observam-se os totais de quilogramas produzidos por cada linha no período estipulado.
Gráfico 17 Produção (Kg) e OEE (%) das linhas DC em 2015 e 2016
As linhas três e seis foram as linhas que mais quilogramas produziram. Estas duas
linhas fabricam o produto mais vendido da DC, as Butter Cookies. Portanto, é natural
apresentarem uma diferença tão grande de produção em relação às outras, como a linha
seis apresenta.
As linhas que produziram menor quantidade de produto nos últimos semestres
foram as linhas onze, quatro, nove e dez. Os waffles, os queques, as pipocas e os croissants
são os produtos DC com menor volume de encomendas, o que justifica esta baixa
produção.
88% 87%
68%
86% 88% 90%
80%
72%79%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
1000000
2000000
3000000
4000000
5000000
6000000
1 3 4 6 7 8 9 10 11%
OEE
Pro
du
ção
rea
l em
Kg

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 57
6.2.1. A produtividade das linhas Butter Cookies
Para demonstrar a importância dos dados de apoio à análise OEE existe um exemplo
em particular. As linhas um, três e seis fabricam os mesmos produtos: Butter Cookies,
ChocoChips e outras bolachas. As linhas um e três têm cadências similares, mas a cadência
da seis é superior. A superioridade pode ser verificada, observando-se o gráfico das
cadências médias de todas as linhas, dos meses de janeiro de 2015 a julho de 2016. As
cadências das onze linhas foram calculadas com a seguinte expressão:
𝐶𝑎𝑑ê𝑛𝑐𝑖𝑎 𝑚é𝑑𝑖𝑎 𝑑𝑎 𝑙𝑖𝑛ℎ𝑎 =𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑞𝑢𝑖𝑙𝑜𝑔𝑟𝑎𝑚𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑜𝑠
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 ℎ𝑜𝑟𝑎𝑠 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑎𝑠
Os resultados obtidos foram os seguintes:
Gráfico 18 Cadências médias das linhas, em 2015 e 2016
Dadas as cadências das linhas, torna-se entendível a razão de ser planeado e
fabricado uma maior quantidade de bolachas na linha seis. Em termos de resultados de
OEE, as linhas um e três são mais eficientes do que a seis. Contudo foi verificado que tal
não significa que sejam mais rentáveis do que a linha seis. Pelo contrário, dada a
capacidade de esta produzir maior volume de produto por hora do que qualquer outra
linha, torna-a a linha mais rentável da DC.
O OEE indica que a equipa da DC está a aproveitar melhor a capacidade das linhas
um e três do que da seis.
O motivo pela qual a linha seis é menos eficiente tem haver com a sua grande
cadência. Quando maior for a capacidade produtiva de uma linha, mais difícil é controlar
as suas perdas. Por exemplo, dada a largura do tapete da linha ser a superior dos tapetes
de todas as outras linhas da DC, um desalinhamento do produto torna-se mais difícil de
remediar. Outro exemplo é um problema na embalagem que pode originar grandes
quantidades de PSA, cuja incidência é notável ao relembrar o estudo realizado sobre o
tempo despendido a produzir-se PSA.
419,4 518,1 424,7
942,8584,9
380,9110,4
420,2
43,2
0
500
1000
1 3 4 6 7 8 9 10 11
Kg/
h

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
58 2016
Tendo em conta os diferentes potenciais, deveriam implementar melhorias para
aumentar a eficiência da linha seis de modo a torná-la tão eficiente quanto as restantes.
Esse esforço já está implementado, ao constatar-se que atribuem medidas para minimizar
as perdas desta linha. Recapitulando as medidas apresentadas ao longo da dissertação e
outras:
A empresa atribui as maiores encomendas à linha seis;
Evitam-se as mudanças de fabrico e arranques;
A sua manutenção é programada com antecedência, de modo a não forçar uma
paragem da linha;
Por vezes é a única linha a trabalhar durante o fim de semana.
Assim se demonstra, a importância do apoio de certos dados como a produtividade
para se obter uma correta avaliação das linhas e se implementarem esforços e recursos nas
ações certas.
6.3. Tempo planeado - TEEP
O TEEP apresenta uma percentagem baixa, de 28.8%, devido a falta de
encomendas. Para se ter uma noção das linhas que influenciam o resultado diminuto
apresenta-se o gráfico com a percentagem de tempo planeado para cada uma das linhas
no espaço temporal em causa:
Gráfico 19 TEEP das linhas DC
Pelo gráfico apresentado percebe-se que todas as linhas trabalham menos de
metade do tempo que têm disponível, devido à falta de demanda. As linhas que trabalham
durante menos tempo são as linhas 4, 10 e 11. As linhas 4 e 11 trabalham pouco tempo,
porque produzem produtos com menos encomendas do que as restantes. Os croissants
(linha 10) têm mais encomendas, mas, considerando a densidade reduzida dos croissants,
a linha tem uma grande cadência. Logo, escoa os pedidos a uma velocidade superior às
restantes linhas da DC.
0%
20%
40%
60%
1 3 4 6 7 8 9 10 11 vanilla taças delta
% T
EEP

6. ANÁLISE DAS LINHAS DE PRODUÇÃO
Anaíce Leal 59
6.4. Comparação final
Com os resultados dos indicadores OEE e de outras informações em paralelo, pode-
se retirar algumas conclusões sobre as linhas de produção da DanCake.
Antes de mais, salienta-se que neste ponto, os dados foram arrumados em
diferentes perspetivas:
Eficiência Geral dos Equipamentos, analisa-se onde está a ser desperdiçado o
potencial dos equipamentos das linhas de produção;
Capacidade de produção das linhas, a quantidade de produto que as linhas
fabricaram por hora;
Total de quilogramas produzidos pelas linhas.
Para clarificar a avaliação, apresentam-se os resultados das linhas sobre a forma de
tabela, no apêndice C. Os dados conclusivos da tabela são os seguintes:
OEE (%)
Produção (Kg)
Capacidade produtiva (Kg/h)
8 6 6
1 3 7
7 7 3
3 1 4
6 8 10
9 10 1
11 9 8
10 4 9
4 11 11 Tabela 6 Ordem decrescente dos resultados de OEE, Produção e Capacidade Produtiva das linhas
No quadro acima encontram-se as linhas organizadas por ordem decrescente dos
resultados obtidos. Avançando para a comparação entre as linhas DC, destacam-se a linha
oito como sendo a linha mais eficiente da empresa e a linha quatro como a menos eficiente.
A linha seis tem a maior capacidade produtiva e a onze tem a menor.
Em termos de eficiência sabe-se que a linha oito tem o seu potencial bem
aproveitado com o melhor resultado OEE. Apesar do elevado valor, verificou-se que existe
uma possível melhoria dos indicadores utilização e qualidade. Caso se certifiquem que a
mistura do óleo desmoldante esteja bem preparada, evitam-se perdas devido a palitos
colados aos tabuleiros.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
60 2016
Ao observarem-se os indicadores OEE da linha quatro, percebe-se que todos eles
sofrem um decréscimo, em relação aos indicadores das outras linhas. O indicador com o
decréscimo mais acentuado é o indicador utilização. A baixa eficiência deve-se a tempo
dispensado em arranques e mudanças de fabrico, refeições e substituições de postos
doutras linhas. As causas desse facto são a falta de demanda dos produtos da linha quatro
e a consequente baixa de produção. A empresa serve-se deste facto para usar os
operadores desta linha para substituições, uma vez que acaba por haver tempo para
finalizar as encomendas dos queques e ainda prestar auxilio a outras produções.
A linha onze também tem pouca procura e problemas com o stock de material de
embalagem, porque entra constantemente em rutura.
Devido à sua complexidade, a linha dez é a linha mais lesada com as avarias.
As linhas das bolachas são bastante eficientes e produtivas, tanto as linhas das BC,
como a linha sete. A linha seis deve melhorar de modo a reduzir a produção de PSA para a
sua alta capacidade produzida ser aproveitada ao máximo. As perdas mais elevadas da linha
sete são devidas à sua diversidade, que tem como resultado maior número de mudanças
de fabrico.

7. MELHORIAS DA ANÁLISE
Anaíce Leal 61
7. MELHORIAS DA ANÁLISE
Ao observar-se a análise OEE da empresa DC, é percetível que esta revela ser
adequada. Não existe nenhum indicador que seja estimado de uma maneira errónea e
cumpre a função principal que lhe compete: auxilia na melhoria contínua da eficiência
produtiva.
Apesar da adequação, enquanto se monitorizavam os indicadores OEE durante o
estágio curricular, encontraram-se pequenas ocorrências que deveriam ser ajustadas.
Assim surgiram ideias para melhorar o processo das várias análises da DC. As sugestões
recaem no report dos dados, uma vez que é a parte onde se verificaram mais lacunas.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
62 2016
7.1. Melhorias implementadas durante o estágio
Durante o estágio, não foi proposto nenhum projeto para ser implementado na
empresa. Apesar disso, houveram pequenas melhorias que a estagiária teve oportunidade
de elaborar para fornecer melhores condições de recolha de dados para análise OEE. As
condições melhoradas foram a nível de documentos e de inserção dos dados em suporte
informático.
Relatórios de produção
Relembrando o que foi exposto no subcapítulo da tese A fiabilidade dos Indicadores
OEE, existe uma situação onde se verifica a falta de report. Questionou-se os responsáveis
por reunir a informação, acerca da razão para a falta de dados. Estes responderam que
“Nos dias em que andámos a apagar fogos, não nos sobra tempo para andar a escrever.”,
referindo fogos como sendo os problemas que as linhas apresentam, por vezes. A citação
de Hansen «Apagar incêndios consome o dia. Direta ou indiretamente, as pessoas, eventos
e ações não reservam tempo para reunir os dados, a documentação dos processos ou a
validação das informações. Trabalhadores motivados ficam insatisfeitos quando os
superiores nunca têm tempo para tratar ou implementar as suas sugestões e
recomendações. O planeamento e a programação submetem-se a mudanças diárias, senão
horárias.» (Tradução da pág. 219) descreve de uma forma resumida a situação na DC. *
Ao constatar esta situação, a estagiária propôs uma renovação dos relatórios de
produção para algo mais simples e que atendesse a algumas sugestões propostas pelos
chefes de linha. De modo, a também servir de motivação para estes colaboradores. No
anexo B, encontra-se um exemplo do relatório antigo para a linha 1. Este relatório não tinha
o mesmo layout para todas as linhas, uma das diferenças comparativamente ao novo foi
elaborar relatórios com a mesma disposição de campos para todas as produções. O novo
relatório encontra-se no apêndice E.
No final do estágio, a aluna teve a possibilidade de implementar os documentos na
empresa. Organizou ações de formação e, durante algumas produções, esteve ao lado dos
colaboradores a auxiliar o preenchimento dos documentos. Dado a data do fim do período
do estágio, não foi possível verificar a eficiência desta implementação.
As referências bibliográficas pertencentes à citação estão identificadas com os números 4) e 12).

7. MELHORIAS DA ANÁLISE
Anaíce Leal 63
Agilização do processo de inserção de dados
De modo a agilizar o processo de inserção de dados ou a recolher informação
proveitosa, a estagiária elaborou as seguintes modificações:
A mão de obra standard encontrava-se desatualizada. A aluna através dos dados
de 2015, calculou a média de colaboradores necessários para cada tipo de
produção e atualizou o ficheiro. Neste momento, o ficheiro tem dados sobre a
mão de obra padrão e a mão de obra média de 2015. Esta ação auxiliou os
responsáveis da produção em termos de decisão para o número de
colaboradores a colocar em linha.
Inserção de um novo campo no relatório das pesagens que permite registar as
quebras de matéria prima originadas pelo transporte. Este tipo de quebras não
era evidenciado em nenhum documento. Havendo, por vezes, matéria prima
desperdiçada que não era reportada.
Implementação de pequenas fórmulas no Excel de modo a acelerar o processo
de registo dos dados da análise OEE. Nomeadamente, no caso onde numa coluna
colocavam as paragens em minutos e noutra coluna em horas foi modificado
para a coluna das horas se preencher automaticamente com a informação dos
minutos das paragens.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
64 2016
7.2. Sugestões
De seguida apresentam-se algumas sugestões que poderiam ser implementadas na
empresa para melhorar a análise OEE. Algumas melhorias relativas à análise OEE que foram
sugeridas anteriormente não são mencionadas uma segunda vez.
Redução de perdas
A análise OEE é uma boa metodologia para valorizar acontecimentos que
resultaram em perdas para a empresa. Constatou-se que um dos eventos mais pejorativos
foram as avarias e pouco tempo despendido em manutenções programadas. Este facto
pode indiciar uma falta de eficácia por parte do departamento da manutenção que é
responsável por esta categoria. Logo aconselha-se a empresa a adotar metodologias que
auxiliem os processos de reparação e planeamento de manutenções.
Uma das metodologias possíveis é a que deu origem à análise OEE: o TPM. A
empresa já tem a base desta filosofia enraizada no seu dia a dia, uma vez que apresenta a
preocupação contante em minimizar todos os tipos de perda. Logo, faz sentido
implementarem de uma forma mais formal as várias ferramentas propostas pelo TPM.
Tal realização poderia levar a uma redução considerável de paragens e desperdício.
Informatização do report dos dados
Outra sugestão que se ostenta é a eliminação de recolha de informação em papel,
em toda a fábrica. A empresa já constatou esta necessidade e existe um projeto que se
encontra em desenvolvimento na Póvoa de Santa Iria que consiste em implementar novos
equipamentos de recolha de dados e informatizar toda a informação. Os responsáveis
nomearam o mês de outubro para iniciar este projeto na unidade fabril COI. Em termos de
análise OEE, prevê-se que seja benéfico, uma vez que permitirá realizar a análise em tempo
real de uma forma mais fiável.

7. MELHORIAS DA ANÁLISE
Anaíce Leal 65
Ao se informatizar a recolha de dados, poder-se-á rentabilizar o tempo da equipa
de controlo e, consequentemente, alargar a sua disponibilidade para:
Alargar a análise de modo a se calcularem outros indicadores, como o TEEP e o
OOE. Permitindo avaliar a performance de outras ações da empresa, sem ser a
produção, e apresentar a análise a outros departamentos, como o planeamento
ou o armazém. Alagando-se, assim, o leque de auxílio a decisões;
Detetar atempadamente situações que estejam anómalas e evitar perdas;
Ter um papel mais proactivo no controlo da produção da empresa.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
66 2016
8. CONCLUSÃO
Anaíce Leal 67
8. CONCLUSÃO
A importância da monitorização para a análise OEE
Ao longo da dissertação expuseram-se dois tipos de análise dos indicadores OEE:
Com ponto de vista externo, onde se efetua uma observação sem se ter em
conta o contexto da situação da produção no seu quotidiano;
Ponto de vista interno, onde se considera o conhecimento adquirido pela
monitorização dos indicadores e experiência de estar diariamente presente
nas instalações fabris.
Ao desenvolverem-se estas duas perspetivas, esclarece-se a importância que um
acompanhamento do quotidiano da produção tem para uma análise OEE mais conclusiva.
Salienta-se o facto de a equipa do controlo industrial ser constituída por pessoas
interessadas e participativas. Esta ocorrência torna as reuniões OEE mais producentes, uma
vez que ao apresentarem a análise não se baseiam apenas no que os números mostram
(Análise externa). Também expõem o conhecimento que obtiveram através dos relatórios
de lote e de informações que adquiriram ao circularem pelas instalações (Análise interna).
A participação dos que assistem também é fundamental, na medida em que haja uma
discussão sobre as melhorias que devam ser implementadas. A reunião torna-se tão
proveitosa, quanto a envolvência de todos os que participam nela.
Referiu-se que a função do OEE é auxiliar a melhoria contínua da eficiência
produtiva. Para cumprir plenamente o seu propósito, é necessário interpretar os seus
indicadores com recurso:
ao conhecimento e experiência de todos os colaboradores responsáveis para haver
uma interpretação completa e monitorização fidedigna;
a outros dados de suporte (como por exemplo, quantidade total produzida e
cadências produtivas utilizadas);
ao controlo dos indicadores para se perceber as peculiaridades que apresentam
(por exemplo, a ambiguidade das microparagens).

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
68 2016
Conclusão final
Da monitorização aos indicadores OEE, conclui-se que a medição é adequada. A
nível estimativo, é uma análise que é baseada em expressões de cálculo que se identificam
aos exemplos dados na literatura. Não existe nenhum indicador que seja estimado de uma
maneira errónea. A nível de encargo, cumpre a função principal que lhe compete: auxilia
na melhoria constante da eficiência produtiva. Apesar desta constatação, elaboraram-se
alguns reparos durante o estudo dos indicadores e respetivas sugestões para aprimorar a
análise atual. As situações foram as seguintes:
Da análise ao indicador performance, constatou-se que a produção terá
trabalhado ao ritmo estabelecido como padrão pela empresa. Assim, a maioria
das microparagens detetadas podem representar falta de report, em vez de
abrandamentos de ciclos produtivos. Logo, sugere-se que efetuem uma medição
regular das cadências das linhas, manual ou automática, em vez de se basearem
apenas em deduções. O intuito é separar as perdas devidas a abrandamentos de
ciclo, daquelas devidas a pequenas paragens. De modo, a se detetarem situações
anormais.
Do indicador qualidade também se sugere uma análise mais pormenorizada. No
registo e estudo destas perdas deveriam dividi-las em dois grupos: desperdícios
inerentes ao processo e desperdícios inesperados.
O presente trabalho demonstrou que é possível identificar perdas dos sistemas
produtivos através dos indicadores utilização, performance e qualidade. Também se
mostrou que servem de controlo para avaliar a eficácia das reparações implementadas.
Da análise temporal, verificou-se a importância que a medição de outros
indicadores, como o OOE ou o TEEP, têm como estudo paralelo do OEE. Como se apurou
uma relação entre a diminuição da eficiência global das linhas com o decrescimento da
quantidade produzida, é necessário realçar que se constatou haver apenas 28.8% do tempo
planeado. Tal deveu-se à diminuta quantidade de demanda em relação à capacidade
produtiva da empresa. A situação atual não é a ideal, mas o desenvolvimento da empresa
é promissor. Identificou-se uma possível tendência de crescimento da procura que poderá
afetar positivamente os resultados OEE.

8. CONCLUSÃO
Anaíce Leal 69
Apesar do baixo resultado do indicador TEEP, observa-se que a taxa OEE da indústria
estudada alcançou resultados positivos. Nos dezanove meses em estudo o resultado geral
foi de 85.6% e o indicador qualidade foi o único que não alcançou a barreira estipulada pelo
OEE World-Class. Logo, a empresa não se classifica qualitativamente no nível teórico
desejado, mas encontra-se próximo e muito acima da média mundial.
Quanto à análise das linhas, a linha mais produtiva da DC é a linha seis de Butter
Cookies, mas esta não é a mais eficiente. Sendo a linha com mais produção, realça-se a
importância em se aproveitar todo o seu potencial. Logo, aconselha-se a minimizar o tempo
despendido a produzir PSA, o evento mais pejorativo da linha.
As linhas com menos produção, também são as menos eficientes. A linha quatro é
a menos eficiente de todas a linhas, uma vez que não se aproveita a sua boa capacidade
produtiva devido à escassez de encomendas de queques.
Ao observar-se a análise OEE da empresa DC, é percetível os benefícios que esta
medição da produtividade das linhas acarreta para a entidade. Através deste método, os
departamentos empenham-se na melhoria contínua da produção, estabelecendo metas
cada vez mais desafiadoras. Auxilia a identificação de perdas e, consequentemente,
garante a utilização de uma boa parte do potencial dos equipamentos. Também, apoia a
gestão dos recursos da empresa de uma forma eficiente, evitando investimentos
desapropriados.
||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
70 2016

REFERÊNCIAS BIBLIOGRÁFICAS
Anaíce Leal 71
REFERÊNCIAS BIBLIOGRÁFICAS Apresentam-se as referências bibliográficas do material que serviu de apoio ao
desenvolvimento desta dissertação:
1) Courtois, Alain. Pillet, Maurice. Martin-Bonnefous Chantal. (Tradução de Celeste
Faria, 2006) “Gestão da Produção”. 5ª Edição. Lidel. Capítulos 10 e 11
2) De Ron, J. & Rooda, J. E. (2006). “OEE and equipment effectiveness: an evaluation”.
International Journal of Production Research, 4987–5003.
http://doi.org/10.1080/00207540600573402
3) Gupta, P. & Vardhan, S. (2016). Optimizing OEE, productivity and production cost
for improving sales volume in an automobile industry through TPM: a case study.
International Journal of Production, 2976–2988.
http://doi.org/10.1080/00207543.2016.1145817
4) Hansen, R. C. (2005). “OVERALL Equipment Efectiveness - A powerful
Production/Maintenance Tool for Increased Profits”. New York: Industrial Press Inc.
5) leanproduction.com/oee.html (Visitado em julho de 2016)
6) Muchiri, P., & Pintelon, L. (2008). “Performance measurement using overall
equipment effectiveness (OEE): literature review and practical application
discussion”. International Journal of Production Research, 3517–3535.
http://doi.org/10.1080/00207540601142645
7) Oechsner, R., Pfeffer, M., Pfitzner, L., Binder, H., Muller, E. and Vonderstrass, T.
(2003) “From Overall Equipment Effectiveness to Overall Fab Effectiveness (OFE)”.
Mater. Sci. Semicond. Process., 5, 333–339.
8) Huang, S.H., Dismukes, J.P., Mousalam, A., Razzak, R.B. e Robinson. (2003).
“Manufacturing productivity improvement using effectiveness metrics and
simulation analysis”. Int. J. Prod. Res., 41, 513–527.
9) Scott, D. and Pisa, R. (1998). “Can overall factory effectiveness prolong Moore’s
Law?”. Sol. State Technol., 41, 82.
||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
72 2016
10) OEE.com (Visitado nos meses de julho, agosto e setembro de 2016)
i. oee.com/calculating-oee.html
ii. oee.com/oee-factors.html
iii. oee.com/oee-six-big-losses.html
iv. oee.com/faq.html
11) oeecoach.com (Visitado em setembro de 2016)
i. oeecoach.com/not-world-class/
ii. oeecoach.com/how-high-should-oee-be/
12) oee.com.br (Visitado em agosto de 2016)
i. oee.com.br/uso-do-tempo/
ii. oee.com.br/oee-world-class/
13) Patrícia, A. & Castro, B. (2016). Implementação de metodologias Lean e
desenvolvimento de processos de medição do OEE. Faculdade de Engenharia da
Universidade do Porto
https://sigarra.up.pt/feup/pt/pub_geral.show_file?pi_gdoc_id=731701
14) strategosinc.com (Visitado em setembro de 2016)
i. strategosinc.com/vsm_symbols.htm
15) Verdin, A., Xavier, A., Pedro, M., Azevedo K. & Darico, R. (2015). “Ferramenta OEE
(Eficiência Global dos Equipamentos) e sua aplicação”. Instituto de Educação
Tecnológica Savassi
http://www.techoje.com.br/site/techoje/categoria/detalhe_artigo/1873
16) vorne.com (visitado em setembro de 2016)
i.vorne.com/solutions/increase-manufacturing-production-
capacity.htm#measure-teep

ANEXO A – ORGANIGRAMA DC 2016
Anaíce Leal 73
ANEXO A – ORGANIGRAMA DC 2016

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
74 2016
Esquema 6 Organigrama DC 2016
D
ireç
ão A
dmin
istr
ativ
a e
Fina
ncei
ra
Dir
eção
Com
erci
al
Dir
eção
Nov
os
Neg
ócio
s e
Inov
ação
Dir
eção
Ope
raçõ
es
Pla
neam
en-
to e
Con
trol
o
Con
tabi
li-
dade
Logí
stic
a
Mer
cado
Nac
iona
l &
Exp
orta
ção
Mar
ketin
g
Dir
eção
Rec
urso
s
Hum
anos
Dep
. de
Con
trolo
Fina
ncei
-
ro
Dep
.
de
Con
trolo
Indu
stria
l
Dep
.
de
Com
p-
ras
Dep
.
de
Man
uten
-ção
PS
I
Dep
.
de
Man
ute-
ção
CO
I
Dep
.
de
Arm
a-
zém
Dep
.
de
Pla
nea-
men
to
Logí
stic
o
Dep
.
Des
envo
l
-vim
ento
Dep
.
Ges
tão
RH
Dep
.
SH
ST
e
Am
bien
te
Dep
.
Ser
viço
s
Ger
ais
Dep
.
Qua
lida-
de
Dep
.
de
Pro
du-
ção
CO
Dep
.
de
Pro
du-
ção
PS
I
Sis
tem
as d
e
Info
rmaç
ão
Pro
duçã
o
CO
I
Pro
duçã
o
PS
I
Dir
etor
Ger
al
Dep
.
de
Tran
spo-
rtes
Teso
urar
ia
Dep
.
Hig
ieni
za
ção
&
Lim
peza
PS
I
Dep
.Ges
-
tão
da
Mud
ança
Dep
.
Hig
ieni
za
ção
&
Lim
peza
CO
I
Dep
.
Con
trolo
de
Pro
cess
o e
Labo
rató
rio
Dep
.
Rot
ula-
gem
e
Em
bala
-
gem
Ser
viço
ao
Clie
nte
Ass
esso
ria
ao C
A e
Jurí
dico

ANEXO A – ORGANIGRAMA DC 2016
Anaíce Leal 75
Esquema 7 Organigrama do Departamento de Administração e Financeiro DC 2016
Esquema 8 Organigrama do Departamento de Operações DC 2016
Direção Administrativa e
Financeira
Direção Comercial
Direção Novos
Negócios e Inovação
Direção Operações
Planeamen-
to e Controlo
Contabili-
dade
Logística
Mercado Nacional &
Exportação
Marketing
Direção Recursos
Humanos
Dep. de
Controlo
Financei-
ro
Dep.
de
Controlo
Industrial
Dep.
de
Comp-
ras
Dep.
de
Manuten
-ção
PSI
Dep.
de
Manute-
ção
COI
Dep.
de
Arma-
zém
Dep.
de
Planea-
mento
Logístico
Dep.
Desenvol
-vimento
Dep.
Gestão
RH
Dep.
SHST
e
Ambiente
Dep.
Serviços
Gerais
Dep.
Qualida-
de
Dep.
de
Produ-
ção
CO
Dep.
de
Produ-
ção
PSI
Sistemas de
Informação
Produção
COI
Produção
PSI
Diretor Geral
Dep.
de
Transpo-
rtes
Tesouraria
Dep.
Higieniza
ção &
Limpeza
PSI
Dep.Ges-
tão da
Mudança
Dep.
Higieniza
ção &
Limpeza
COI
Dep.
Controlo de
Processo e
Laboratório
Dep.
Rotula-
gem e
Embala-
gem
Serviço ao
Cliente
Assessoria
ao CA e
Jurídico
Direção Administrativa e
Financeira
Direção Comercial
Direção Novos
Negócios e Inovação
Direção Operações
Planeamen-
to e Controlo
Contabili-
dade
Logística
Mercado Nacional &
Exportação
Marketing
Direção Recursos
Humanos
Dep. de
Controlo
Financei-
ro
Dep.
de
Controlo
Industrial
Dep.
de
Comp-
ras
Dep.
de
Manuten
-ção
PSI
Dep.
de
Manute-
ção
COI
Dep.
de
Arma-
zém
Dep.
de
Planea-
mento
Logístico
Dep.
Desenvol
-vimento
Dep.
Gestão
RH
Dep.
SHST
e
Ambiente
Dep.
Serviços
Gerais
Dep.
Qualida-
de
Dep.
de
Produ-
ção
CO
Dep.
de
Produ-
ção
PSI
Sistemas de
Informação
Produção
COI
Produção
PSI
Diretor Geral
Dep.
de
Transpo-
rtes
Tesouraria
Dep.
Higieniza
ção &
Limpeza
PSI
Dep.Ges-
tão da
Mudança
Dep.
Higieniza
ção &
Limpeza
COI
Dep.
Controlo de
Processo e
Laboratório
Dep.
Rotula-
gem e
Embala-
gem
Serviço ao
Cliente
Assessoria
ao CA e
Jurídico

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
76 2016

ANEXO B – LEGENDA DO ESQUEMA
Anaíce Leal 77
ANEXO B – LEGENDA DO ESQUEMA
De seguida apresenta-se a legenda do esquema apresentado no subcapítulo
Gabinete de Controlo Industrial. Parte da simbologia retirou-se da ferramenta VSM do blog
strategosinc.com.
Processo dedicado – representa todo o processo de
produção.
Gabinete – Representa um departamento da unidade fabril
COI.
Análise – Representa uma análise
Posto de trabalho manual
Armazém
Transporte efetuado por empresa externa
Fornecedor/Cliente
Informação manual – Fluxo de informação processado de forma manual.
Informação automática - Fluxo de informação processado de forma informática/automática.
Seta de impulso – representa movimento de matéria.
Seta de impulso FIFO – a matéria que entra primeiro é aquela que sai primeiro.
Expedição
Tabela 7 Índice do esquema com mapeamento dos fluxos da DC

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
78 2016

APÊNDICE A -UNIDADE FABRIL COI
Anaíce Leal 79
APÊNDICE A – UNIDADE FABRIL COI
Neste apêndice é apresentada a unidade fabril COI.
Como referido no capítulo de apresentação da empresa, para todas as linhas
existem três grandes sectores de trabalho:
Zona das massas, onde se preparam as massas dos diferentes produtos. Neste
setor as operações automatizadas são o processo de amassar e colocar as
matérias primas ensiladas, como, por exemplo, a farinha. As restantes matérias
primas são colocadas pelos colaboradores e o controlo das massas também é
executado por eles. Nas figuras abaixo, a zona de amassagem das linhas
encontra-se representada com o seguinte símbolo: ;
Zona da formação, onde as máquinas dão forma à massa. Existem poucos
colaboradores nestas secções, uma vez que apenas servem para inspecionar a
conformidade dos produtos. Nas figuras abaixo as áreas da formação
encontram-se representadas com o seguinte símbolo: ;
Zona da embalagem, onde se executa o embalamento completo dos produtos.
A zona é semi-automatizada. Também tem bastante maquinaria, mas necessita
de colaboradores para inspecionar o produto final e efetuar certas operações.
Nas figuras abaixo a zona encontra-se representada com os seguintes símbolos:
(embalamento e empacotamento) e (paletização).
As linhas estão numeradas de 1 a 11. As linhas 2 e 5 não existem, uma vez que foram
descontinuadas. O símbolo representa colaboradores, o número de pessoas a
trabalharem numa linha não é fixo, depende do produto com que se está a lidar. A zona
onde existe uma maior afluência de trabalhadores é a zona da embalagem, nomeadamente
no embalamento e empacotamento. Na paletização existe um robô, representado por
que afeta a linha 1 e 3. Por vezes, nestas duas linhas não é necessário o robô, passando a
responsabilidade de paletizar para um colaborador. A paletização das outras linhas
funciona permanentemente de forma manual.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
80 2016
Arm
azém
C
Armazém C1
Na DC, existem dois armazéns de matéria prima que, em termos físicos, se
encontram juntos, na mesma sala. Um deles é aquele que recebe o material, o C1. O outro
é o que prepara o material para o inserir na produção, o C. No C apenas é necessário haver
os artigos necessários para a assegurar a produção do dia seguinte. O C1 trabalha em
colaboração com o planeamento e o departamento das compras. Este armazém tem de
assegurar o stock de matéria prima e as transferências das necessidades da produção para
o armazém C.
Embalagem Massas
1
3
4
6
7
8
10 11 Arm
azém
C
(pes
agen
s)
Armazém C (latas)
9
Formação
Figura 9 Esquema elucidativo das secções de produção do segundo piso
Figura 10 Esquema elucidativo das secções de produção do primeiro piso

APÊNDICE B – BALANÇO MÁSSICO
Anaíce Leal 81
APÊNDICE B – BALANÇO MÁSSICO
Neste apêndice explica-se o balanço mássico realizado no capítulo x através do seguinte esquema.
O vermelho representa o que entra no balanço mássico. A matéria prima corresponde à
totalidade de quilogramas dos ingredientes que entra na produção, exceto água e dióxido
de carbono. Estes dois ingredientes não são contabilizados, uma vez que durante o
processo são vaporizados e a sua medição não é precisa (são adicionados à massa até se
atingirem as caraterísticas pretendidas).
O verde representa o que sai do balanço mássico. O produto acabado ou PA é o
total produzido em quilogramas. Depois PSA, sobrepeso e quebras representam
desperdícios consideráveis do processo. Outras perdas devido a vários fatores são
consideráveis desprezáveis, como a vaporização.
A expressão para o balanço mássico é:
𝐵𝑎𝑙𝑎𝑛ç𝑜 𝑚á𝑠𝑠𝑖𝑐𝑜 = 𝑀𝑎𝑡é𝑟𝑖𝑎 𝑞𝑢𝑒 𝑠𝑎𝑖 − 𝑀𝑎𝑡é𝑟𝑖𝑎 𝑞𝑢𝑒 𝑒𝑛𝑡𝑟𝑎 =
= (𝑃𝑆𝐴 + 𝑆𝑜𝑏𝑟𝑒𝑝𝑒𝑠𝑜 + 𝑄𝑢𝑒𝑏𝑟𝑎𝑠 + 𝑃𝐴) − 𝑀𝑎𝑡é𝑟𝑖𝑎 𝑃𝑟𝑖𝑚𝑎
Matéria Prima
Produto Acabado
Sobrepeso
PSA
Quebras
Processo
Esquema 9 Balanço Mássico

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
82 2016
De seguida encontra-se uma tabela com informação mais detalhada sobre o
balanço mássico em questão.
Tabela 8 Informação detalhada sobre balanço mássico, em quilogramas, do dia 14 de janeiro de 2016
Na tabela, MP refere-se a matéria prima. O sobrepeso refere-se ao total dos
quilogramas amais que o produto acabado (PA) levou. Quebras é o desperdício de massa
cozida que deia ou não para recuperar.
A unidade das colunas é o quilograma, exceto da coluna ‘linha’.
Linha Qt. MP
Qt. PSA
Qt. Sobrepeso
Qt. Quebras
Qt. PA
Balanço Mássico
1 3622 0 10 70 3252 -290
6 25562 0 323 483 24111 -645
7 6726 0 146 199 5687 -694
8 10038 0 171 450 7535 -1882
9 990 0 6 81 761 -142
10 2889 231 92 131 1627 -808

APÊNDICE C - RESULTADOS
Anaíce Leal 83
APÊNDICE C - RESULTADOS
Neste apêndice encontra-se as tabelas com os resultados de:
OEE e indicadores, em percentagem;
Total da produção planeada, em toneladas;
Capacidade Produtiva, em quilogramas por hora.
O espaço temporal a que os resultados se referem corresponde ao mês de janeiro
de 2015 até ao mês de julho de 2016.
Linha OEE (%)
Linha Utilização
(%) Linha
Performance (%)
Linha Qualidade
(%)
8 90% 8 96% 8 98% 7 97%
1 88% 1 94% 1 98% 1 97%
7 88% 7 93% 3 97% 3 96%
3 87% 3 93% 7 97% 8 96%
6 86% 11 92% 11 96% 10 94%
9 80% 9 92% 9 95% 9 92%
11 79% 6 90% 10 93% 4 91%
10 72% 10 82% 6 92% 6 91%
4 68% 4 82% 4 92% 11 89%
Média 86% Média 93% Média 96% Média 86%
Tabela 9 Resultados OEE das linhas
Linha Produção
(Toneladas) Linha
Tempo Planeado (Horas)
Linha Capacidade produtiva
(Kg/h)
6 5388,22 6 5714,72 6 942,82
3 2897,42 3 5592,28 7 584,92
7 2735,69 1 5156,83 3 518,14
1 2162,93 8 4870,64 4 424,66
8 1855,47 7 4677,19 10 420,22
10 507,21 9 4444,57 1 419,42
9 490,91 10 1206,68 8 380,92
4 278,58 11 1008,60 9 110,44
11 43,59 4 656,08 11 43,20
Média 1817,78 Média 3703,07 Média 427,19
Tabela 10 Resultados Produção, Tempo planeado e Capacidade Produtiva das linhas

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
84 2016
APÊNDICE E – NOVO RELATÓRIO
Anaíce Leal 85
APÊNDICE D - AS LINHAS DE EMBALAMENTO
Nos parágrafos do capítulo da Análise das linhas de produção é possível verificar
que, na análise em causa, não se consideraram as linhas de embalamentos. As causas para
esta situação são as seguintes:
Em termos físicos, as linhas Emp.E e Emba.E não existem. Constam no documento
que calcula a análise OEE, mas não constam nas fórmulas para calcular os
indicadores do OEE geral (do conjunto das linhas). Estas linhas ‘fantasmas’ apenas
servem para avaliar a competência dos reembalamentos de produtos ou
embalamentos de PSA não planeado e não contabilizado como paragem durante
a sua formação. Estas situações são exceções resultantes de ineficiências do
processo. Essas ineficiências são contabilizadas para o OEE geral quando são
geradas nas linhas.
As linhas Vanilla, Taças e Delta representam os embalamentos destes três
produtos específicos. Este trio tem a peculiaridade de ser planeado de una forma
diferente. Parte da produção é embalada aparte da formação da bolacha, num
período posterior. Tal plano deve-se à produção de PSA durante a formação destas
bolachas. Este PSA surge por causa de duas razões que não estão relacionadas com
ineficiências do processo.
A primeira razão é devido à embalagem não dar vazão à formação, a empresa
em vez de optar por diminuir a cadência da passadeira da formação, coloca o
produto que escoa para o lado. A segunda situação é a existência de equipamentos
para embalar estes produtos que, por questões de gestão de layout não se situam
no encadeamento da linha. O que obriga a haver o embalamento do produto
aparte da sua formação.

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
86 2016
Assim para a análise OEE, quando os produtos se formam numa das linhas
numeradas, considera-se haver dois tipos de PSA: o planeado e o não planeado.
O planeado é aquele que é gerado devido às situações descritas no parágrafo
anterior. Não afeta negativamente o OEE (não conta como desperdício), pois é
considerado à posteriori na fase de embalamento. O tempo utilizado a produzir
esse produto é retirado do tempo planeado de produção, surge assim como
paragem planeada.
O PSA não planeado é devido a ineficiências do processo e conta como
desperdício, afetando negativamente o indicador Qualidade. Quando
posteriormente é embalado, existe uma análise da eficiência do seu embalamento
(linhas Emp. e Emb.), mas não conta para a eficiência geral, uma vez que já foi
contabilizado como desperdício no dia da sua formação.
Estas três linhas não são consideradas na análise desta dissertação, porque não
trabalham em regime contínuo como as restantes. A cadência do seu
funcionamento varia conforme as faculdades dos operadores que nelas operarem
e quando os seus operadores são precisos noutra linha podem ser dispensados.
Assim, tornam-se naturalmente linhas diferentes e mais inconstantes em termos
de eficiência.

APÊNDICE E – NOVO RELATÓRIO
Anaíce Leal 87
APÊNDICE E – NOVO RELATÓRIO
O novo relatório de produção elaborado pela estudante contém novos campos
estipulados pelos departamentos de Qualidade e Segurança e tem capacidade para ser o
registo de cinco encomendas com o mesmo lote, em vez de apenas uma encomenda. O seu
formato é o seguinte:
Figura 11 Atual Relatório de Produção

||Monitorização de indicadores de desempenho de produção: um caso de estudo na indústria alimentar
88 2016
O relatório antigo apresentava a seguinte estrutura:
Figura 12 Antigo Relatório de Produção