Moldes Planos Phd
223
EJECTION FORCES AND STATIC FRICTION COEFFICIENTS FOR RAPID TOOLED INJECTION MOLD INSERTS DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By Mary E. Kinsella, M.S. * * * * * The Ohio State University 2004 Dissertation Committee: Approved by Professor Blaine Lilly, Adviser Professor Jose Castro ______________________________ Professor Jerald Brevick Adviser Industrial and Systems Engineering Graduate Program
-
Upload
harold-david-villacis -
Category
Documents
-
view
227 -
download
0
Transcript of Moldes Planos Phd
EJECTION FORCES AND STATIC FRICTION COEFFICIENTS
FOR RAPID TOOLED INJECTION MOLD INSERTS
DISSERTATION
Presented in Partial Fulfillment of the Requirements for
the Degree Doctor of Philosophy in the Graduate School of
The Ohio State University
By
Mary E. Kinsella, M.S.
* * * * *
The Ohio State University 2004
Dissertation Committee: Approved by
Professor Blaine Lilly, Adviser
Professor Jose Castro ______________________________
Professor Jerald Brevick Adviser Industrial and Systems Engineering Graduate Program

ii
ABSTRACT
While manufacturing is typically considered a high-volume industry, the necessity
for small quantities of products and components exists for aerospace customers and those
producers wishing to mass customize their products. Because of the high cost of tooling,
injection molding processes are seldom used to produce only small quantities of parts.
This, however, can be remedied if cost effective tooling methods are implemented.
Rapid prototyping processes show great potential for such tooling applications because
they generally require shorter lead times, produce less waste, and, in some cases, use less
expensive materials.
The research presented herein studies the feasibility of using injection mold
inserts produced with additive methods by investigating ejection and friction. Through
experimentation, the application of P-20 steel, laser sintered LaserForm ST-100, and
stereolithography SL 5170 tools to produce limited quantities of a thin-walled cylindrical
part are explored. A substantial amount of data and statistical analysis are provided that
reveal conditions during the actual injection molding process, and comparisons are made
among the three insert types. Experimental ejection forces from each tool type are
compared with model-based calculations, and apparent coefficients of static friction are
calculated and compared to standard test results. Based on the data and analyses, the
benefits and limitations of using rapid tooled injection mold inserts are presented.

iii
For Michael, Amelia, and Nathaniel

iv
ACKNOWLEDGMENTS
“Gratitude is not only the greatest of virtues, but the parent of all the others.”
--Cicero
At the Materials and Manufacturing Directorate in the Air Force Research
Laboratory, I am grateful to Charlie Browning, Bill Russell, and Chuck Wagner for
providing the time and funding to complete this research; to John Jones for assembling
and programming the data acquisition system; and to Neal Ontko, Nick Jacobs, and Ben
Gardner for performing friction tests.
At the NASA Marshall Space Flight Center, thanks to Ken cooper, who provided
the laser sintered and stereolithography inserts for the experimental work.
At The Ohio State University, many thanks to the following people: Brian
Carpenter for finite element modeling of the inserts for thermal and deformation
simulations, and for helping with experiments; Bob Miller for his machining and
injection molding expertise; Mary Hartzler for providing machining services and design
consultation; Barney Barnhart for providing equipment and expertise for the
thermoplastic tensile tests; Mauricio Cabrera-Rios for design of experiments and
statistical analysis consultation; Narayan Bhagavatula for helping with tensile tests and
injection molding simulations; and especially my adviser, Dr. Blaine Lilly, and Drs. Jose
Castro and Jerry Brevick for serving on my dissertation committee.
Finally, I extend my gratitude to my parents, Robert and Carolyn Corbin, who
deserve more than I can ever express.
v
VITA
June 5, 1961 Born – Longview, WA, USA 1983 Bachelor of Science, Applied Science Miami University, Oxford, OH, USA 1983 - 1986 Production Supervisor, NCR Microelectronics Fort Collins, CO, USA 1987 - Present Project Engineer, Materials and Manufacturing Directorate US Air Force Research Laboratory Wright-Patterson AFB, OH, USA 1991 Master of Science, Materials Engineering University of Dayton, Dayton, OH, USA
PUBLICATIONS
Kinsella, M. E., Heberling, M. E. 1997, “Applying Commercial Processes to Defense Acquisition,” National Contract Management Journal, vol. 28, issue 1, p. 11. Kinsella, M. E., Lilly, B. L., Bhagavatula, N., Cooper, K. G. 2002, “Application of Solid Freeform Fabrication Processes for Injection Molding Low Production Quantities: Process Parameters and Ejection Force Requirements for SLS Inserts,” Proceedings of the 13th Annual Solid Freeform Fabrication Symposium, Austin, TX, pp. 92-100.
FIELDS OF STUDY
Major Field: Industrial and Systems Engineering
vi
TABLE OF CONTENTS
Abstract ........................................................................................................... ii
Acknowledgments.......................................................................................... iv
Vita .................................................................................................................. v
Table of Contents ........................................................................................... vi
List of Figures ................................................................................................ xi
List of Tables................................................................................................. xv
Chapter 1 Introduction .................................................................................... 1
1.1 Background ........................................................................................................... 1
1.2 Problem Statement ................................................................................................ 6
1.3 Research Objective.............................................................................................. 10
1.4 Research Description........................................................................................... 11
1.5 Organization........................................................................................................ 12
Chapter 2 Literature Search .......................................................................... 14
2.1 Ejection Force ..................................................................................................... 14
2.1.1. Ejection Force Models............................................................................... 14
2.1.2 Shrinkage ................................................................................................... 22
vii
2.1.3 Friction and Adhesion ................................................................................ 25
2.2 Rapid Tooling ..................................................................................................... 34
2.2.1 Background ................................................................................................ 34
2.2.2 Stereolithography and Laser Sintering for Injection Molding Tools........... 44
2.2.3 Summary .................................................................................................... 48
Chapter 3 Theory........................................................................................... 50
3.1 Thermoplastic Materials...................................................................................... 50
3.1.1 High Impact Polystyrene ............................................................................ 51
3.1.2 High Density Polyethylene ......................................................................... 54
3.2 The Adhesion Component of Friction ................................................................. 55
3.3 Ejection Force Model Derivation ........................................................................ 60
3.3.1 Model derivation ........................................................................................ 60
3.3.2 Additional Consideration for Strain............................................................ 65
Chapter 4 Experimentation ........................................................................... 66
4.1 Friction Testing ................................................................................................... 66
4.1.1 Friction Test Apparatus .............................................................................. 68
4.1.2 Test Matrix and Procedure ......................................................................... 70
4.2 Measurement of Elastic Modulus ........................................................................ 72
4.3 Injection Molding................................................................................................ 75
4.3.1 Mold Design and Materials ........................................................................ 75
4.3.2 The Injection Molding Process ................................................................... 79
4.3.3 Design of Experiments ............................................................................... 84

viii
4.3.4 Experimental Procedure ............................................................................. 87
4.4 Set-up and Data Acquisition................................................................................ 88
4.4.1 Temperature Measurement and Thermal Model ......................................... 89
4.4.2 Ejection Force Measurement ...................................................................... 98
4.4.3 Diameter and Thickness Measurement ..................................................... 100
4.4.4 Calculation of Static Friction Coefficient ................................................. 101
Chapter 5 Results and Analysis .................................................................. 102
5.1 Injection Molding Experiments ......................................................................... 103
5.1.1 Experimental Results and Discussion....................................................... 103
5.1.2 HDPE Experimental Ejection Force Results............................................. 105
5.1.3 HIPS Experimental Ejection Force Results .............................................. 107
5.1.4 Experimental Ejection Force Results from the P-20 and ST-100 Inserts .. 109
5.1.5 Experimental Ejection Force Results from the SL 5170 and SL 5170/P-20
Inserts................................................................................................................ 109
5.2 Statistical Analysis ............................................................................................ 112
5.2.1 DOE Results............................................................................................. 112
5.2.2 Main Effects and Interactions................................................................... 112
5.3 Standard Friction Testing Results...................................................................... 120
5.3.1 HDPE Standard Friction Results .............................................................. 120
5.3.2 HIPS Standard Friction Results ................................................................ 124
5.4 Reliability of the Data ....................................................................................... 128
5.5 Calculation of Ejection Force Using the Model................................................. 130
ix
5.5.1 Calculated Ejection Force for HDPE........................................................ 133
5.5.2 Calculated Ejection Force for HIPS.......................................................... 134
5.5.3 Possible Sources of Error ......................................................................... 135
5.6 Calculation of Apparent Friction Coefficients using the Menges Model ........... 138
5.6.1 HDPE Apparent Coefficient of Friction Results....................................... 140
5.6.2 HIPS Apparent Coefficient of Friction Results......................................... 141
5.6.3 Apparent Friction Coefficient Results from the P-20 and ST-100 Inserts. 143
5.6.4 Apparent Friction Coefficient Results from the SL 5170 and SL 5170/P-20
Inserts................................................................................................................ 144
5.6.5 Comparing Calculated Friction Results to Standard Friction Test Results 146
5.7 Other Observations of Rapid Tooled Inserts...................................................... 150
Chapter 6 Conclusions ................................................................................ 156
6.1 Molding HDPE and HIPS with ST-100 and SL 5170 Inserts ............................ 156
6.1.1 Benefits and Limitations of Using Rapid Tooled Injection Mold Inserts .. 156
6.1.2 Friction and Ejection Force Considerations.............................................. 158
6.2 Using a Model to Determine Ejection Force and the Coefficient of Friction..... 160
6.3 Implications and Future Work........................................................................... 162
6.4 Summary........................................................................................................... 165
LIST OF REFERENCES ............................................................................ 167
Appendix A Data Tables............................................................................. 174
A.1 Tensile Test Data Table.............................................................................. 176
A.2 Modulus Look-up Table ............................................................................. 177
x
A.3 Thermal Analysis Convergence Table ........................................................ 178
A.4 Sample Experimental Data Set, All Runs ................................................... 182
A.5 Sample Experimental Part Dimensions (2 Runs Shown) ............................ 184
A.6 Experimental Data and Calculated Coefficient of Friction (Menges), Run
Average............................................................................................................. 185
A.7 Analysis of Variance Tables by Set ............................................................ 187
Appendix B Mold and Canister Drawings.................................................. 190
B.1 Part Drawing............................................................................................... 191
B.2 Mold Insert Drawings ................................................................................. 192
B.3 Mold Assembly Drawings .......................................................................... 205
xi
LIST OF FIGURES
Figure 1.1: Importance characteristics for various tool types……………………….. .4
Figure 2.1: A schematic of the laser engineered net shaping (LENS™) process…... 36
Figure 2.2: A schematic of the selective laser sintering process……………………. 38
Figure 2.3: A schematic of the stereolithography process…………………………...42
Figure 3.1: Polystyrene monomer……………………………………………………52
Figure 3.2: High impact polystyrene………...…………………………… ............... 53
Figure 3.3: Polyethylene monomer. .......................................................................... 55
Figure 3.4: High density polyethylene linear molecule. ............................................ 55
Figure 3.5: Thin-walled cylindrical pressure vessel. ................................................. 61
Figure 3.6: Section of the part and the core with associated stresses. ........................ 62
Figure 4.1: Schematic of friction apparatus............................................................... 68
Figure 4.2: Friction test apparatus: sled on plate specimen inside furnace and tester…
.................................................................................................................................. 69
Figure 4.3: Tensile testing apparatus with tube furnace............................................ 73
Figure 4.4: HIPS specimens after tensile tests.......................................................... 74
Figure 4.5: Elastic modulus at various temperatures for HDPE and HIPS. .............. 74
Figure 4.6: Sprue side of the MUD base mounted in the injection molding machine
with SL 5170 cavity insert. ....................................................................................... 76
xii
Figure 4.7: Core and cavity inserts, before final machining, made of SL 5170, P-20
steel, and LaserForm ST-100. ................................................................................... 76
Figure 4.8: Canister part with vent holes and no taper.............................................. 78
Figure 4.9: Sumitomo SH50M injection molding machine. ..................................... 79
Figure 4.10: Signal conditioner and computer with front panel for data acquisition,
and core side of mold with thermocouple and load cell sensor wires. ....................... 89
Figure 4.11: Thermocouple placement within core insert.......................................... 90
Figure 4.12: Representative thermal traces of the injection molding cycle............... 91
Figure 4.13: Graphs of the thermal analysis results for each material combination... 94
Figure 4.14: Representative ejection force traces ...................................................... 99
Figure 4.15: Digital pictures of HDPE canisters for measuring inside and outside
diameter. ................................................................................................................. 101
Figure 5.1: Experimental ejection force results for HDPE, all runs. ....................... 106
Figure 5.2: Experimental ejection force values for HIPS, all runs.......................... 108
Figure 5.3: Experimental ejection force results from the P-20 and ST-100 inserts. 110
Figure 5.4: Experimental ejection force results from the SL 5170 insert and the
combination SL 5170/P-20 insert. ........................................................................... 111
Figure 5.5: Main effects and interactions for HDPE with the P-20 insert............... 114
Figure 5.6: Main effects and interactions for HIPS with the P-20 insert................. 115
Figure 5.7: Main effects and interactions for HDPE with the ST-100 insert. ......... 116
Figure 5.8: Main effects and interactions for HIPS with the ST-100 insert. ........... 117
Figure 5.9: Main effects and interactions for HDPE with the SL 5170/P-20 insert.118
xiii
Figure 5.10: Main effects and interactions for HIPS with the SL 5170/P-20 insert.119
Figure 5.11: Standard friction test results for HDPE; means and ranges shown in the
table. ....................................................................................................................... 122
Figure 5.12: Standard friction test results for HIPS; means and ranges shown in the
table. ....................................................................................................................... 123
Figure 5.13: Sample plot of load vs. time for HIPS on SL 5170 from elevated
temperature tests. .................................................................................................... 126
Figure 5.14: Sample plot of load vs. time for HIPS on P-20 from elevated
temperature tests. .................................................................................................... 127
Figure 5.15: Calculated values for ejection force for HPDE compared with
experimental values, averaged across all runs. ........................................................ 134
Figure 5.16: Calculated values for ejection force for HIPS parts from the P-20 and
ST-100 cores compared with experimental values, averaged across all runs........... 137
Figure 5.17: Calculated values for ejection force for HIPS parts from the SL 5170
core compared with experimental values, averaged across all runs. ........................ 137
Figure 5.18: Calculated values of the apparent coefficient of static friction for HDPE,
all runs. ................................................................................................................... 140
Figure 5.19: Apparent coefficients of friction calculated from experimental results
for HIPS, P-20 and ST-100 results only, and results from all runs. ......................... 142
Figure 5.20: Apparent coefficient of static friction for parts from the P-20 insert. . 143
Figure 5.21: Apparent coefficient of static friction for parts from the ST-100 insert.
................................................................................................................................ 144
xiv
Figure 5.22: Apparent coefficient of static friction for parts from the SL 5170 insert.
................................................................................................................................ 145
Figure 5.23: Apparent coefficient of static friction for parts from the SL 5170 core
with the P-20 cavity. ............................................................................................... 146
Figure 5.24: Average apparent coefficient of static friction for HDPE compared to
standard test results. ................................................................................................ 148
Figure 5.25: Average apparent coefficient of static friction for HIPS compared to
standard test results. ................................................................................................ 149
Figure 5.26: Defects in the SL 5170 core. .............................................................. 152
Figure 5.27: Simulation results of HDPE injection into SL 5170 insert, no packing.
................................................................................................................................ 153
Figure 5.28: Simulation results of HIPS injection into SL 5170 insert, no packing.154
Figure 5.29: Simulation results of HIPS injection into SL 5170 insert, with packing.
................................................................................................................................ 155
Figure A.1: Sample plots from tensile test data. ...................................................... 175
xv
LIST OF TABLES
Table 1.1: Properties of tooling materials.................................................................... 9
Table 2.1: Vanguard System Specifications from 3D Systems.................................. 40
Table 2.2: LaserForm ST-100 (Sintered and Infiltrated) Material Properties from 3D
Systems. .................................................................................................................... 40
Table 2.3: SLA 250 System Specifications from 3D Systems. .................................. 43
Table 2.4: Vantico SL5170 Typical Properties (90-minute UV post cure). ............... 43
Table 4.1: Friction data for polymers on steel. .......................................................... 67
Table 4.2: Friction test matrix. ................................................................................. 71
Table 4.3: Injection molding machine specifications................................................ 80
Table 4.4: Injection Molding Parameters .................................................................. 82
Table 4.5: Typical data for Lutene-H ME9180. ........................................................ 83
Table 4.6: Typical data for BASF PS 495F. .............................................................. 83
Table 4.7: Experimental design for six sets, including process parameters. ............. 86
Table 4.8: Resulting convergence times from the thermal simulation. ..................... 93
Table 4.9: Input conditions for the thermal analysis. ................................................. 93
Table 5.1: Experimental ejection force results for HDPE and HIPS according to
packing time, cooling time, and packing pressure parameters. ................................ 104

xvi
Table 5.2: Results from the designed experiment indicating which factors had a
significant effect on ejection force. ......................................................................... 113
Table 5.3: Surface roughnesses of all plates (friction tests) and cores (injection
molding experiments).............................................................................................. 129
Table 5.4: Calculated values of ejection force for HDPE from the Menges equation
and experimental data. ............................................................................................ 131
Table 5.5: Calculated values of ejection force for HIPS from the Menges equation
and experimental data. ............................................................................................ 132
Table 5.6: Calculated apparent coefficient of friction results according to packing
time, cooling time, and packing pressure parameters. ............................................. 139
1
CHAPTER 1
INTRODUCTION
1.1 Background
Manufacturing is predominantly a high volume industry and is constantly striving
toward greater efficiencies at lower cost. A growing sector of manufacturers, both in the
aerospace and consumer markets, however, is targeting small quantity production to meet
customer needs. The demand for low volume production is strong in the aerospace
industry, where customer organizations such as the military services and NASA need
relatively small numbers of end products to accomplish their missions. Product variety is
generally higher, and lot sizes smaller, in the defense industry compared to other
industries. The U.S. Defense Department and other government organizations have been
focused on finding ways to build low volume products more cost effectively (e.g.,
Kinsella 2000). These organizations and their contractors must implement new methods
of producing extremely robust equipment in reduced time at reduced cost (Kaminsky
1996).
2
Small production quantities in the consumer market have historically applied to
prototypes and market testing. In the past decade, however, market forces have altered
the way industry looks at low volume requirements. Increasing product variety and
shorter product lifetimes have led to mass customization, in which products are designed
and made to order for individual customers, but produced by methods that still allow for
economies of scale. Mass customization is already evident in a number of industries,
including pagers, fiber optics, and blue jeans (Victor & Boynton 1998). The concept
continues to spread as customers become more particular and manufacturers become
more flexible.
Thermoplastic injection molding is inherently well suited to high volume
production requirements. A quality mold, running with material and process variables
under tightly controlled conditions, is capable of producing very large quantities of parts
with little or no manual intervention. When coupled with automated material feeding and
robotic part removal systems, injection molding operations can be extremely cost
effective over large production runs, turning out millions of components per year at a cost
of a few pennies per part. At these production scales, the cost of the tooling essentially
disappears, and the part cost results almost entirely from material, handling, and
overhead.
Minimum economic production quantities for injection molded parts are typically
large due to tooling costs, which are incurred at the beginning of the product life. Molds
are expensive, regardless of part size, and typically require production volumes of tens of
thousands of parts in order to amortize their costs. For this reason, injection molding is
3
generally feasible only when the total production run is large enough to recoup the cost of
the tool. Many design situations exist in which the complexity and versatility of injection
molded thermoplastics would be an ideal solution were it not for the high initial cost of
the tooling. For many low volume applications, the ability to use the best engineering
solution is inhibited by the inability to cost effectively produce the necessary tooling.
Injection molds expressly designed for low volumes have successfully been
fabricated for prototyping use and as bridge tools. Small numbers of prototypes are
typically built to test out a design for fit and function, and to allow changes to be made
before tooling designs are finalized. Since so many consumer products use injection
moldings, it is often necessary to build prototype tools to produce the design prototypes,
especially in cases where the prototype must be fully functional to answer questions of
strength, rigidity, etc. Bridge molds, on the other hand, are built and put into production
very quickly. That is, they produce a small volume of parts prior to the completion of
the final tooling, thus “bridging” the gap between prototype tools and final production.
While prototype tooling can reduce time to market by accelerating the product
development cycle, bridge tooling is designed to get a new product to market quickly
while the high volume production tooling is still under construction. In both cases,
reduced time to market is the prime consideration, and the cost of the tooling will
eventually be folded into the total tooling cost and amortized over the lifetime of the
product.
As opposed to prototype and bridge tooling, molds intended specifically for low
volume production have many fewer products over which to amortize costs. In low
4
volume production environments, tooling must be low cost, unless the product is very
expensive. Time to market is a secondary consideration in this scenario. For these
reasons, the strategies for determining tooling methods will differ between prototype or
bridge tooling and low volume production tooling.
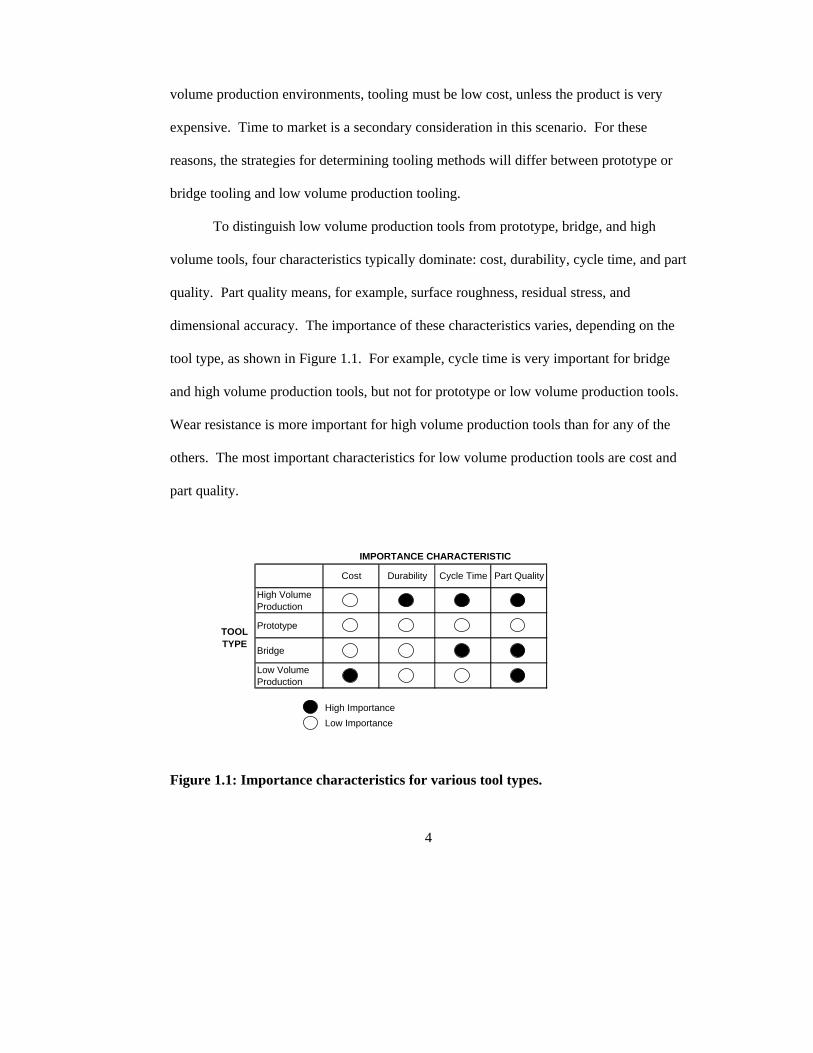
To distinguish low volume production tools from prototype, bridge, and high
volume tools, four characteristics typically dominate: cost, durability, cycle time, and part
quality. Part quality means, for example, surface roughness, residual stress, and
dimensional accuracy. The importance of these characteristics varies, depending on the
tool type, as shown in Figure 1.1. For example, cycle time is very important for bridge
and high volume production tools, but not for prototype or low volume production tools.
Wear resistance is more important for high volume production tools than for any of the
others. The most important characteristics for low volume production tools are cost and
part quality.
Figure 1.1: Importance characteristics for various tool types.
High Volume Production
Prototype
Bridge
Low Volume Production
High Importance
Low Importance
TOOL TYPE
IMPORTANCE CHARACTERISTIC
Cost Durability Cycle Time Part Quality
5
There are a few ideas that have been implemented for reducing tooling costs for
low volume production. For example, a less expensive tooling material can be used that
is easier to machine, such as aluminum instead of steel. Universal mold bases with
interchangeable inserts are another possibility, though this can be problematic if the piece
parts differ widely in design. “Family molds,” in which several components of an
assembly are molded together in the same tool, have been used with limited success due
to constraints imposed by filling and cooling. Any or all of these approaches can be
implemented to minimize tooling costs.
The application of rapid prototyping processes for the purpose of making tools,
known as rapid tooling, has been the object of much interest for prototype and low
volume production. Rapid tooling encompasses many processes based on the rapid
prototyping concepts of additive, layer-by-layer manufacturing. While these processes
are still finding their way into the injection mold market, they hold significant potential
for tools intended to build small quantities of parts.
Depending on the process used, rapid tooled molds are made from various
materials, which typically have much lower strength and thermal conductivity than the
tool steel used in conventionally machined molds. For these reasons, it is generally
believed that rapid tooled molds are inadequate for quality production injection molding.
If, however, the mold is required only to make a small quantity of products, and if
molding conditions are allowed to vary from those used with machined steel molds, rapid
tooling may be an economical alternative. These variations may occur at the expense of

6
cycle time, but cycle time is generally not considered to be as critical for low volume
production.
1.2 Problem Statement
Manufacturers who currently build products in small quantities, such as aerospace
systems, can benefit from injection molding tools that will cost effectively produce low
volumes of production parts. A growing need for such tools is evidenced by the
increasing applications for mass customization. Furthermore, if injection molds for low
volume production become economically feasible, then manufacturers will most likely
discover their overwhelming potential.
Aerospace applications that require small quantities of molded parts, especially
for the military, include composites and electronics packaging. In the composites area,
injection molding and related processes can be used to mold filled thermoplastics for
structural components or for resin transfer, such as for aircraft skins. Future aerospace
applications will also include micro molding for microelecromechanical systems.
Mass customization refers to the mass production of customized products
(Anderson & Pine 1997). The goal of mass customization is to develop, produce, market,
and deliver affordable goods and services with enough variety and customization that
nearly everyone finds exactly what they want (Pine 1993, p. 44). A modular approach to
injection molding using rapid tooled inserts facilitates mass customization at the
fabrication level, allowing smaller quantities to be customized economically.
7
Thermoplastic injection molds, in general, must perform several functions,
including distribution of the melt, formation of the melt into its final shape, cooling of the
melt, and ejection of the part. To meet these requirements, high volume molds are
traditionally machined of steel, are very strong, and have good thermal properties. Rapid
tooling processes, on the other hand, may be very well suited to building injection molds
for small quantity production. These processes have certain advantages for tooling
applications. For example, because rapid tooling processes can generate complex
geometries as easily as simple ones, they can build mold shapes and cooling lines that are
impossible to machine. Also, the capability for local composition control further
enhances the appeal of rapid tooled injection molds.
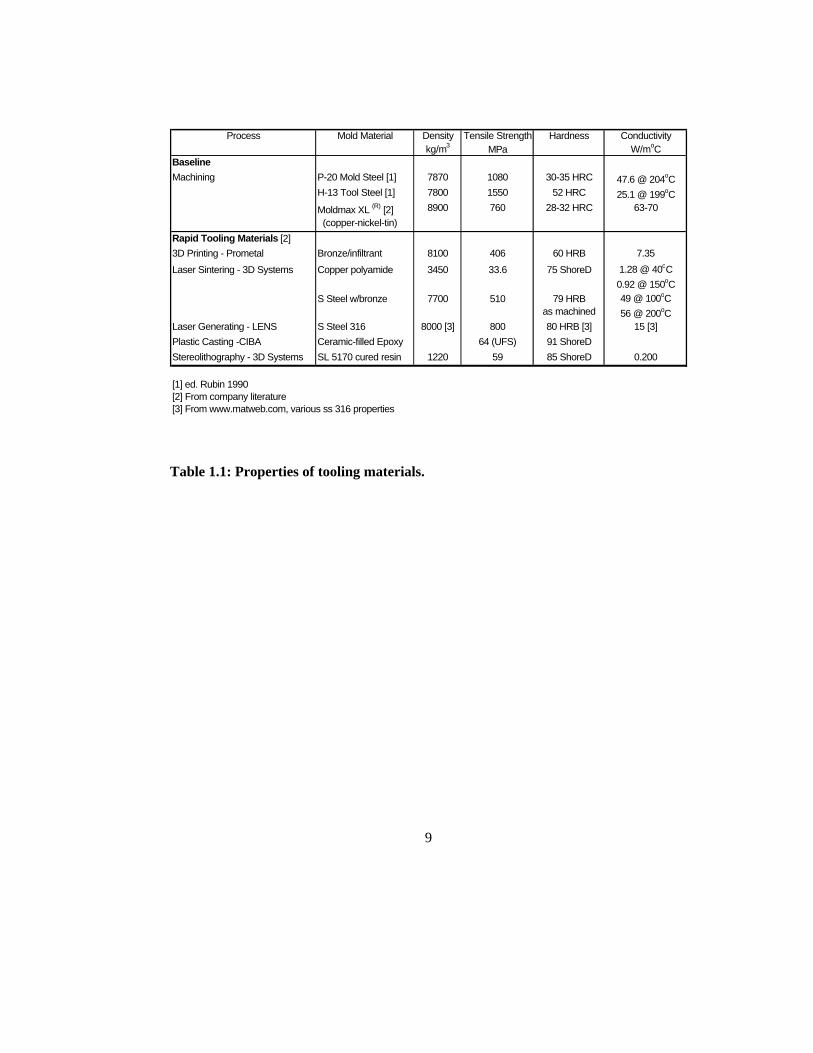
The material properties of rapid tools, however, vary from conventional molds,
i.e., strength and thermal conductivity can be much lower than for machined steel (Table
1.1). But for small quantity production, the robust material properties exhibited by
conventional machined steel molds may not be necessary. With less rigorous molding
parameters, such as injection pressures and temperatures, rapid tools might be used
successfully for injection molding. The properties of rapid tools may be adequate to meet
many small quantity injection molded part requirements, such as those for the aerospace
and mass customization industries. This research studied aspects of rapid injection mold
tooling in an attempt to find out if this is true.
The issue addressed in this research was whether or not rapid tooled injection
mold inserts are suitable for small quantity injection molding. Many aspects must be
researched in order to confirm any suitability, too many to address in a single project.
8
Therefore, this work has focused on aspects related to ejection force. Rapid tooling
materials must be able to withstand the forces inherent in the injection molding process,
including forces resulting from ejection of the molded part. Ejection force requirements
and the effects of process parameters on ejection force were investigated in this work.
Also included was the determination and analysis of friction coefficients from standard
test results, injection molding experiments, and an ejection force model. With respect to
these areas, this research provides a comparison of rapid tooled inserts to conventional
steel inserts, and further provides an assessment of the benefits and limitations of rapid
tooled inserts for injection molding small quantities of parts.
9
Table 1.1: Properties of tooling materials.
Process Mold Material Density Tensile Strength Hardness Conductivitykg/m3 MPa W/moC
BaselineMachining P-20 Mold Steel [1] 7870 1080 30-35 HRC 47.6 @ 204oC
H-13 Tool Steel [1] 7800 1550 52 HRC 25.1 @ 199oC
Moldmax XL (R) [2] 8900 760 28-32 HRC 63-70
(copper-nickel-tin)
Rapid Tooling Materials [2]3D Printing - Prometal Bronze/infiltrant 8100 406 60 HRB 7.35
Laser Sintering - 3D Systems Copper polyamide 3450 33.6 75 ShoreD 1.28 @ 40oC0.92 @ 150oC
S Steel w/bronze 7700 510 79 HRB 49 @ 100oCas machined 56 @ 200oC
Laser Generating - LENS S Steel 316 8000 [3] 800 80 HRB [3] 15 [3]
Plastic Casting -CIBA Ceramic-filled Epoxy 64 (UFS) 91 ShoreD
Stereolithography - 3D Systems SL 5170 cured resin 1220 59 85 ShoreD 0.200
[1] ed. Rubin 1990[2] From company literature[3] From www.matweb.com, various ss 316 properties
10
1.3 Research Objective
The purpose of this research was to determine the feasibility of using rapid tooled
inserts for injection molding small quantities of products. The objective was to
quantitatively determine the benefits and limitations of laser sintered and
stereolithography tools by: 1) comparing ejection force requirements among materials, 2)
learning which process parameters affect them, and 3) determining the friction
coefficients between the injection mold insert core and the thermoplastic part. The data
generated help to answer the following questions for two thermoplastic molding materials
(one amorphous and one crystalline) and two types of rapid tooled mold inserts:
• How do ejection forces compare among conventional and rapid tooled
injection mold inserts?
• How do model-based values for ejection force compare to experimentally
measured values?
• Do cooling time, packing pressure and packing time affect ejection forces for
conventional and rapid tooled injection mold inserts in a similar manner?
• What are the coefficients of friction between the thermoplastic materials and
the core materials during ejection?
• How do standard friction coefficient test results compare to model-based
calculations?
• Based on these data, what are the potential benefits and limitations for using
rapid tooled inserts for small quantity injection molding?

11
1.4 Research Description
The present research investigated the ejection portion of the thermoplastic
injection molding process. First, ejection forces were measured experimentally for parts
produced from steel, laser sintered steel (infiltrated with bronze), and stereolithography
resin mold inserts. A full factorial statistical experiment was designed to determine the
effects of three process parameters on the ejection force. Second, the experimental
ejection force values were compared to calculated values from an ejection force model.
Standard friction testing was conducted to determine static friction coefficients to use in
the model. Model-based values for the static friction coefficients were also determined
and compared with the standard test results. These results, along with observations of
tool performance, provide some indication of how successfully the rapid tooled inserts
might apply to injection molding.
The chosen part for the experiments is a vented, closed-end cylinder, similar to
the plastic canisters used to store photographic film. The thermoplastic materials were
chosen according to their moldability for the given application and their range of
applications for manufacturing and consumer products. High density polyethylene
(HDPE), a semicrystalline thermoplastic, and high impact polystyrene (HIPS), an
amorphous thermoplastic, are widely used consumer resins, and are known to be well
suited to injection molding.
The experimental core and cavity pairs were built as inserts that were fitted to a
standard mold base. The rapid tooling processes and materials have been chosen

12
according to their potential application for injection molding and to their availability for
experimentation. These processes are laser sintering and stereolithography. While the
experiments with the laser sintered insert were similar to those with the baseline steel
insert, the stereolithography insert posed more of a challenge due to the softness of the
material and its insulating qualities.
The number of experimental runs was determined by the designed experiment,
which varied three input parameters: packing pressure, packing time, and cooling time.
These input parameters are key in defining an optimal injection molding process and
producing a quality part. For each experimental part, ejection force, temperature at
ejection, and part diameter data were collected. The ejection force data were compared
with values calculated using a model for estimating ejection force developed by Menges.
Apparent coefficients of friction for all material pairs were calculated using the Menges
model and data from the experiments. These values were compared with results from
standard friction tests. Statistical analysis was performed to determine the effects of the
three input parameters on ejection force.
1.5 Organization
The remainder of this document is organized as follows. Chapter 2 is the result of
a literature search of relevant previous work. It first presents topics related to ejection
forces in injection molding, such as ejection force models, shrinkage, friction and

13
adhesion. A section on rapid tooling is also presented that includes a background of rapid
prototyping processes and details of the stereolithography and laser sintering processes.
Chapter 3 presents the theoretical basis for this work. This includes the materials
aspects of the two thermoplastics used in the experiments, HDPE and HIPS, and further
definition of the coefficient of friction. The last section in Chapter 3 derives the equation
for ejection force.
Chapter 4 provides details on how the experimental work was accomplished. It
describes the standard friction test, the injection molding experimental design, the part
and tool designs and data acquisition. Chapter 5 presents all test and experimental results
and statistical analysis, and Chapter 6 presents conclusions, implications and future work.
References are listed following Chapter 6. There are two appendixes: Appendix A
includes data tables, and Appendix B includes part and tool drawings.
14
CHAPTER 2
LITERATURE SEARCH
This chapter presents comprehensive results of a literature search on the topics of
ejection force and rapid tooling. Extensive work has been published on topics related to
ejection forces, including shrinkage, friction, adhesion, and modeling. Topics cited in
rapid tooling include various rapid prototyping processes and works specifically
pertaining to stereolithography and laser sintering.
2.1 Ejection Force
2.1.1. Ejection Force Models
Several researchers have developed force equations for the ejection of parts from
injection mold cores based on mechanical or thermo-mechanical models. Most of these
equations derive from the friction-based concept ApfF AR ××= (see derivation in
Chapter 3), where FR is the ejection (or release) force, f is the coefficient of friction
between the mold and the part, pA is the contact pressure of the part against the mold

15
core, and A is the area of contact. While area is a straightforward measure, friction
coefficient and contact pressure have various interpretations or methods of estimation. A
number of models and variations are summarized below.
The version of the ejection force equation developed by Menges et al for a vented
cylinder defines contact pressure as
mrA sdTEp ×∆×= )( 2.1
and therefore ejection force is:
LsdTEfF mrR π2)( ××∆××= 2.2
where E(T) is the elastic modulus of the thermoplastic part material at ejection
temperature, ∆dr is the relative change in diameter of the part immediately after ejection,
sm is the thickness of the part, and L is the length of the part in contact with the mold core
(Menges, Michaeli, & Mohren 2001). The rationale for this formulation is that shrinkage
of the part is constrained by the core, thus causing stresses to build up in the cross
sections of the part and resulting in forces normal to the surfaces restrained from
shrinking. When the part is ejected from the mold, the stored energy-elastic forces can
recover spontaneously. The relative change in circumference, measured immediately
after ejection, is used as a measure of tensile strain in the cross section of the part while it
is still on the core. The strain multiplied by the elastic modulus, the surface area in
16
contact, and an assumed friction coefficient then gives an estimate of the force required
to remove the part from the core.
Malloy and Majeski (1989) referenced the ejection force equation as used by
Menges et al and a more detailed version by Glanvill, as shown below. Their paper
examined ejection variables with respect to designing ejector pins.
Burke and Malloy (1991) further discuss aspects of contact pressure and
coefficient of friction. They showed that ejection force is affected by cooling time,
surface finish, direction of polish, and draft angle. Their version of the ejection force
equation for a box-shaped part (not vented) is as follows:
( )Am
ESR PWWLs
TTTEfF 2118
)()( +−
×−×××=ν
α 2.3
where α is the coefficient of thermal expansion (contraction), TS is the temperature at the
onset of shrinkage (determined using a secondary empirical calculation), TE is the
temperature at ejection, ν is Poisson’s ratio, W1 and W2 are the widths of two sides of a
rectangular core, and PA is atmospheric pressure. The authors applied this equation to
determine the apparent coefficient of friction at various surface finishes.
Michalski (2000) used a version of the equation for closed cylindrical sleeves to
measure ejection force for film canisters. This version of the ejection force equation took
into account vacuum forces and an adjusted value for f due to the taper of the part
(Menges, Michaeli, & Mohren 2001).

17
Glanvill (1971) is another oft cited reference for ejection force. His equation
defines contact pressure as
pA
tt
ETT em
421
)(ν
α
−
×−= 2.4
where Tm is the softening point of the thermoplastic and t is thickness. Thus,
tt
fLETTF em
R
421
)(ν
πα
−
×××−= 2.5
Hopkinson and Dickens (1999, 2000a, 2000b) used Glanvill’s equation to predict
ejection force for parts molded with stereolithography tools. The authors have done
extensive work with stereolithography tools as described later in this chapter.
A model by Pham and Colton (2002) was developed from Glanvill for
stereolithography molds, taking into account friction and shrinkage, as well as the stair-
step (roughness) aspect of stereolithography molds with draft angles θ. They defined two
components of force, one due to friction and another due to the stair-step surface as
follows:
stairdefthermfricR FFF .. += 2.6
18
The ejection force is
thermeqR PfAF ×−×= )sincos( θθ 2.7
where contact pressure is
−+
+
−
+
∆−∆=
m
mp
mp
mp
pm
mmmppptherm
Err
rr
Er
rTrTP
νν
αα
1122
22 2.8
where r is the hydraulic radius, the p subscript refers to the part, and the m subscript
refers to the mold. This model derives from the ejection force equation for a general
mold with a core feature and uses an approximation for thick-walled cylinders. The
model was applied, along with finite element analysis and experimentation. Results
showed the Pham and Colton model to be more accurate than Glanvill in this case.
Colton, Crawford, Pham, and Rodet (2001) showed that the ejection force model
for stereolithography molds gives reasonable results when compared to experimental
results. In this work, the build orientation of the stereolithography tool had no effect on
mechanical properties. Mechanical properties of the mold were shown to degrade with
higher temperatures. Brittle fracture of the molds occurred below the glass transition
temperature, while yielding occurred above the glass transition temperature.
Palmer and Colton (2000) used this model to predict ejection failures of
stereolithography mold features based on height ratio, aspect ratio, and draft angle.
19
Height ratio was the most critical factor in determining feature life, while aspect ratio had
no conclusive effect. As expected, larger draft angles increased feature life. Fatigue-
based chipping failures also occurred.
Cedorge and Colton (2000) studied the stair step effect of stereolithography tools.
Surface roughness resulting from the stereolithography build process depended on layer
thickness and draft angle. The authors showed a trade-off between these two parameters
in terms of ejection force. For tools built with thin layers, ejection force decreased with
draft angle, while for thick layers, ejection force increased with draft angle.
Colton and LeBaut (2000) showed that ejection force decreases with number of
shots in a stereolithography mold. This was because the mold gradually heated up, and
shrinkage was less because the mold and part temperatures were closer together. The
authors also found that the stereolithography material continued to cure and become
harder.
Another version of the ejection force equation was presented by Shen et al (1999)
for hollow, thin-walled cones, taking into account draft angle θ and vacuum forces:
Bf
fLsEF m
R 10cossin1
)tan(cos1
2+
+−
×−
=θθθθ
νεπ
2.9
where ε is elastic strain in the thermoplastic and B is the projected area of the core
surface in the core axis direction. The first term in this equation refers to contact
pressure, which was determined from a force and stress analysis for a hollow, thin-walled
cone. The second term refers to the friction force, and the third term refers to the vacuum

20
force. Experiments by Shen, et al showed agreement with model results, though molding
parameters were not discussed.
Pontes, et al derived a thermo-mechanical model for amorphous materials based
on average internal stress (Pontes et al 2001, Pontes, Brito and Pouzada 2002, Pontes, et
al 2002; see also Jansen and Titomanlio 1996). The model assumed that stresses in each
layer of the part start to develop when the layer solidifies, and relaxation in the solid
polymer is negligible because of the high cooling rate. For a cylindrical part
e
r
ttr
m
eess
e
DtTE
TTPTE
*21)(
))((1
)(δ
ναβ
νσ θθ ××
−−−+−×
−= 2.10
where θθσ is the average circumferential stress before ejection, β is compressibility, SP
is the pressure as each layer of polymer solidifies, Dm is the center thickness coordinate,
δr is thickness shrinkage, te is the time of ejection and *rt is the time of solidification. The
first term of this equation represents pressure induced effects, the second term represents
thermal contraction, and the third term represents thickness shrinkage, which reduces
average internal stresses. The authors found that ejection force decreased with increasing
surface temp at ejection (for polystyrene), increased slightly, then decreased with
increasing holding pressure (for polystyrene and polypropylene), and decreased with
increasing holding pressure (for polycarbonate). Experimental results agreed with the
model.
21
Kabanemi, et al (1998) derived a numerical model for prediction of residual
stresses, shrinkage and warpage for thin, complex injection molded products. Wang,
Kabanemi, and Salloum (1997, 2000) presented the numerical approach to predict
ejection force from mold-part constraining forces and friction forces. It included finite
element thermoviscoelastic solidification analysis to account for stress and volume
relaxation of polymers under cavity-constrained conditions, and predicted distribution of
ejection force among ejector pins. The model worked well for a rigid polymer
(polycarbonate), but HDPE had significant post-molding shrinkage and warpage that was
not taken into account.
Several examples of research using models for injection force have been
described in this section. Many researchers have used the Menges or Glanvill models,
while others have derived their own models. Much of this work has shown the effects of
various parameters on ejection force and has illustrated the many different variables that
need to be taken into account. The present work follows up on these ideas by
determining the effects of three parameters on ejection forces for three mold insert
materials and two thermoplastic materials, and by applying an existing ejection force
models (from Menges) and comparing the results to experimental values. The present
work is unique in that it includes three different injection mold inserts in the same
experiment, and two of these are made by rapid prototyping processes. It is also unique
in that it includes values for modulus at temperature, standard measurements of
coefficients of friction at elevated temperatures, and near real time measurements of part
diameters (to determine shrinkage and part thickness).

22
2.1.2 Shrinkage
An important aspect of the above ejection force models is shrinkage of the
thermoplastic part. Shrinkage influences the contact pressure of the part against the core
and can affect strain and friction. The extent of shrinkage that occurs depends on
material properties and process conditions. The following works, most by researchers
previously mentioned, address shrinkage in the context of thermoplastic injection
molding and ejection forces.
Malloy and Majeski (1989) explained aspects of shrinkage that relate to the
injection molding process. They stated that shrinkage values for thermoplastics are often
given in ranges because they vary both parallel and perpendicular to flow and with
process conditions. Standard shrinkage values, however, have limited value in
determining ejection forces since ejection is normally at elevated temperatures. Deep
gates, long holding times, and high holding pressures in the injection molding process
can compensate for shrinkage of the part. In calculating the ejection force, accurate
values of the coefficient of thermal expansion may not be available since it is a function
of temperature and pressure in the process. Therefore, shrinkage (strain) values can be
used instead.
Burke and Malloy (1991) stated that shrinkage results from thermal contraction
and directional distortion. Thermal contraction is due to atomic vibration in which atoms
move closer together at lower energy levels, and directional distortion results from
orientation of polymer molecules during flow, and their subsequent relaxation back to a
23
coiled state after flow ends. Shrinkage is greatly influenced by ejection temperature, is
material dependent, and varies for amorphous and semicrystalline polymers.
Semicrystalline materials exhibit greater shrinkage due to phase transformation of the
crystalline portion: random amorphous coils and high free volume in the melt reduce to
orderly packed chains in the crystal lattice. Amorphous polymers, on the other hand,
contract much more gradually.
Michaeli et al (1999) modeled the development of material properties and
crystallization due to processing. They found that the temperature at which the
crystallization peak occurs decreases, and the crystallization interval widens, with
increasing cooling rate. That is, crystallization starts earlier at lower cooling rates.
Menges, et al (2001) stated that, for both amorphous and crystalline
thermoplastics, holding pressure exerts the greatest effect on shrinkage (degressive
effect) in the injection molding process. The temperature of the material is the second
major factor influencing shrinkage. Higher temperature results in higher thermal
contraction potential, but also lowers viscosity for better pressure transfer. With a longer
holding time, the effect of improved cavity pressure predominates for crystalline
materials. Menges et al provided shrinkage values for some thermoplastics, but stated
that the best data are found through experience.
Pantani and Titomanlio (1999) found that higher pressure histories inside the
injection mold cavity – obtained by increasing either holding time or holding pressure –
result in a lower final shrinkage and in a delayed start of shrinkage inside the mold for a
polystyrene plate.
24
In mold experiments with polycarbonate, Pontes et al (2001) found that increasing
holding pressure reduces contact pressure by decreasing diametrical shrinkage. Holding
time, however, had no effect on the shrinkage due to fast solidification of this material.
In their ejection force modeling work, the authors described average circumferential
stress to include volumetric shrinkage due to thermal contraction (and crystallization) and
thickness shrinkage, which reduces stress. Ejection force, then, depended on elastic
modulus, friction coefficient, part thickness, and variation of the volumetric shrinkage.
In their model, initially, ejection force increased (or plateaued) with increasing holding
pressure because of thickness shrinkage, while at higher holding pressures a reduction in
volumetric shrinkage reduced ejection force.
As indicated by the research described in this section, shrinkage varies with
parallel and perpendicular flow, injection and ejection temperature, holding pressure and
time, material structure and properties, and pressure histories. In the present work, while
shrinkage is not analyzed directly, it is measure and used in the Menges model to
calculate ejection force. Shrinkage influences the contact pressure of the part on the core
(see Chapter 3). Furthermore the effects of cooling time, packing pressure, and packing
time on ejection force are determined in part by the shrinkage characteristics of the
thermoplastic material.
25
2.1.3 Friction and Adhesion
Friction is another important aspect in determining ejection forces. Friction
between the thermoplastic part and the injection mold core not only depends on the
mechanical relationship between the two surfaces, but also on an adhesive component
inherent in the properties of the two materials at processing conditions. The following
works address friction and adhesion, some in general terms, others specifically as they
apply to polymers and injection molding.
Contact between two solids occurs only at asperities (ed. Eley 1961, Ch. V).
Extremely high pressures are produced at these contact points and, in metals, plastic flow
occurs. Under plastic conditions, the area of real contact is directly proportional to the
load and is independent of the apparent area of contact. During sliding at slow speeds,
with no temp increase, fragments of one metal can strongly adhere to the other (cold
welding). The frictional force is then the force required to shear the junctions formed in
this way.
With softer metals junctions are more ductile and easily deformed, and
appreciable adhesion may occur. Relatively smaller adhesions occur in plastics due to
higher elastic recovery. Adhesion may thus occur by reducing elastic stress or by
increasing ductility.
A number of concepts relating polymer friction and adhesion to thermoplastic
injection molding (with steel molds) were presented by Burke and Malloy (1991) and are
summarized below. More on friction and adhesion theory is presented in Chapter 3.

26
• Plastics have relatively low modulus values, which lead to frictional values that
are not always directly proportional to load. This is attributable to adhesion and
deformation.
• Theoretical calculations show that van der Waals forces, which attract molecules
with permanent dipoles, and London dispersion forces, which cause dipoles
created by motion of electrons in the molecule, are great enough to produce bonds
exceeding the cohesive strength of most adhesives.
• In the surface energy theory, a liquid may wet and spread over a solid surface if
the critical surface tension of the solid is greater than that of the liquid. Heat
decreases viscosity and improves wettability; heat and pressure promote wetting
and spreading. Molten polymers on steel under injection molding conditions are a
good environment for wetting and spreading.
• Wetting and spreading does not necessarily imply adhesion. Apparently both
physical adsorption and surface energy criteria must be met for adhesion to occur.
An increase in adhesion will increase the apparent coefficient of friction, which
depends on the specific polymer-steel combination.
• Surface roughness causes mechanical coupling and increases surface area over
which van der Waals forces can act. Imperfect surfaces lead to inherent voids or
trapped gas bubbles and imperfect molecular fit, limiting the bond strength.
• The coefficient of static friction increases with increasing surface roughness,
depending on viscosity and pressure applied. A highly viscous material under
low pressure may not wet the steel. The direction of polishing affects part
27
ejection. The coefficient of friction decreases with increasing cooling time
because shrinkage decreases the mechanical anchorage of the polymer, i.e., it no
longer completely penetrates irregularities in the mold.
Looking at polymer adhesion from the standpoint of wear, Briscoe (1981)
summarized several fundamental aspects, including cohesive wear and interfacial wear.
Cohesive wear mechanisms occur adjacent to the interface, e.g., abrasion and fatigue
wear induced by tractive stresses. Interfacial wear processes dissipate frictional work in
much thinner regions and at greater energy densities, e.g., transfer wear and chemical or
corrosive wear. In interfacial wear, frictional work originates from adhesive forces
emanating from the contacting solids. These forces generate localized plastic surface
deformation and transfer of relatively undegraded polymers to the counterface in certain
systems.
Also discussed in this paper is natural adhesive or transfer wear, specifically,
initial adhesion. Briscoe stated that initial junction strength is a function of the
interaction of surface forces and mechanical properties of the contact. For polymers, the
surface forces consist of van der Waals, coulombic and possibly hydrogen bonding
forces. The higher the surface free energy of the polymer, the greater the adhesive force.
Polymers above the glass transition temperature will adhere more strongly because they
conform to surface imperfections and have a relatively low level of stored elastic strain.
Very clean metal surfaces may promote chemical bonding. Essentially brittle and highly
28
elastic crosslinked polymers tend to fail at the interface. This includes polymers below
the glass transition temperature and crosslinked systems.
Czichos (1983, 1985) investigated contact deformation, static friction, and
tribological behavior of polymers. In his work contact deformation was measured for
four crystalline thermoplastics in loading and unloading conditions. A model was
proposed that takes into account elastic, viscoelastic, and viscoplastic components.
Polymer to polymer coefficients of friction were measured, using a pin-on-disc
configuration, and plotted against sliding distance. Experimental frictional work was
plotted against the work of adhesion using the Dupre equation (see Chapter 3), showing
that a reasonable correlation exists. Also, coefficient of friction and wear rate were
plotted against surface roughness for four polymers against steel. The author found that
adhesion was the primary influence for very low surface roughness, while abrasion was
the primary influence for higher roughness.
Benabdallah and Fisa (1989) measured the static friction coefficient between a
steel surface and three thermoplastics with surface roughnesses varying between 0.4 µm
RMS to 40.5 µm RMS. Parameters measured were normal load, relative displacement
and tangential force. In these tests, static coefficient of friction decreased with increasing
normal loads ranging up to 160 N. This is explained by an increasing influence of the
adhesion component of friction. Also, the friction coefficients decreased with increasing
surface roughness since, with smoother surfaces, there is more adhesion. The authors
present a model for friction coefficient µs based on this work:
29
µs = αFNn 2.11
where FN is normal load, α is a proportionality constant that depends on polymer surface
roughness and n is experimentally determined for each polymer.
Benabdallah (1993) investigated static shear strength during contact between a
bulk plastic and a metallic plate, both with smooth surfaces. The experimental equipment
included one apparatus to measure static friction force and another to measure the real
area of contact. The adhesion component of friction was approximated by the measured
static friction force. The author determined bulk shear strength of plastics experimentally
following ASTM D732-78 and found surface energies from the Young equation (see
Chapter 3). In this work the friction force was assumed to consist only of the adhesion
component due to the smoothness of the contacting surfaces. That is, the deformation (or
ploughing) component was not considered. Friction force equaled the maximum
tangential load, which corresponded to the minimum force required to initiate motion.
The paper includes plots of the adhesion component of friction against the calculated
work of adhesion according to the Dupre equation, ( ) 21
212 γγφ=aW , where the
interaction parameter, φ, equals 1, and the static shear strength against the real contact
pressure (the ratio of applied load and real area of contact).
Benabdallah then combined the Young equation with the geometric mean
equation to obtain:
30
( )( )
( ) ( ) 212
1
21
21
2
cos1 dSd
L
pLp
SdL
L γγγ
γγ
θγ+
=
+ 2.12
This equation is in the form y = mx+b. Given known surface energies of six liquids,
contact angles were measured and x and y plotted. Then the square of the intercept
determined the dispersion component, the square of the slope determined the polar
component, and the addition of the two gave the total surface energy of the solid γs.
The author concluded that the adhesion component of friction increases with the
real area of contact and is large when the surface energy of the plastic material is high. It
was also found that a correlation may exist between the adhesion component of friction
and the work of adhesion when evaluated as a function of the real area of contact.
Menges and Bangert (1981) measured static coefficients of friction for
determining opening and ejection forces in injection molding. This work looks at the
effects of various parameters, including surface (contact) pressure, cooling time, mold
temperature, holding pressure, and surface roughness. Various thermoplastics were
studied, but results were reported only for polypropylene. In all cases, the friction
coefficient decreased with surface roughness in the range 1 to 35 microns. In general the
friction coefficient also decreased with increasing cooling time. The effects of other
parameters were varied. The friction coefficient results varied from standard
measurements for polypropylene.
Balsamo, Hayward and Malloy (1993) conducted studies on ejection forces and
coefficients of friction. The authors found, first, that external lubricants have a large
31
effect on ejection force. They also measured static friction coefficients for polystyrene,
polypropylene, a polycarbonate/polyethylene alloy, and filled polycarbonate parts on
nickel, steel, and polytetrafluoroethylene (PTFE)/nickel plated mold cores. While noting
that the friction test does not exactly duplicate the injection molding environment, they
found that friction coefficients are generally lowest on PTFE/nickel surfaces and highest
on steel surfaces. Some coefficients changed significantly with temperature.
In Dearnley’s work (1999) to study low friction surfaces for injection molds, steel
rings were coated with TiN (polished), CrN (polished and spark eroded), and MoS2
(polished and spark eroded) and used as a core around which an acetal ring was molded.
Coating thickness, surface hardness, and surface roughness were measured, and friction
force was determined experimentally. Spark eroded surfaces were found to have higher
roughness values and higher friction forces compared to polished surfaces. The author
attributed this to mechanical interlocking. Polished CrN had the lowest friction forces
even though polished TiN and MoS2 had lower roughness values. This was attributed to
possible differences in chemical behavior at the interface, e.g., lower surface energy (or
wettability) of CrN coatings.
Pontes et al (1997) studied the effects of processing conditions on ejection forces
for tubular moldings. Parameters included surface roughness, injection temperature and
holding pressure. Two thermoplastics were used, one amorphous and one crystalline.
For polyphenylene ether (PPE), ejection force increased with injection temperature and
decreased with holding pressure, as would be expected. For polypropylene, ejection
force decreased initially with surface roughness (less than 0.75 microns), then increased.
32
For polypropylene, ejection force decreased as injection temperature increased, indicating
that the core surface temperature was different than ejection temperature, and that
deformation ability increased with higher temperature. For polypropylene, ejection force
decreased with increasing holding pressure, as was expected. The diametrical shrinkage
was determined from shrinkage at room temperature and the coefficient of thermal
expansion. Calculated values for the equivalent coefficient of friction of PPE
(amorphous) were near the lower range of published values. The authors concluded that
adhesion appears to be an important factor for semicrystalline materials molded on
surfaces with low surface roughness.
Sasaki et al (2000) molded cylindrical parts with polypropylene, polymethyl
methacrylate (PMMA), and polyethylene terephthalate (PET) at a range of surface
roughnesses from 0.016 to 0.689 microns Ra. In all cases, ejection force increased
significantly when surface roughness approached zero. Optimum surface roughness (in
terms of ejection force) for polypropylene and PET was approx. 0.2 microns and for
PMMA was 0.009 microns. For lower values of roughness, the meniscus force or van der
Waals force was thought to be the greatest factor, whereas for higher values of roughness,
the “engraving or scratching” of the surface came into play. Ejection force was also
measured on polypropylene and PET parts from cores with various coatings. Here,
tungsten carbide/carbon coating was found to be most effective for reducing ejection
force. TiN (HCD), TiN (Arc), DLC, and CrN coatings also showed ejection force
reduction effects.

33
Ferreira et al (2001) friction tested polycarbonate and polypropylene using a
special prototype apparatus. The testing procedure included heating the specimens to
processing temperatures, applying a normal load (so that the specimen replicated the
mold surface), cooling to ejection temperature, then pulling the specimen. At room
temperature, the coefficient of friction of polycarbonate at 0.32 was similar to published
values at 0.31. At high temperature, the coefficient was much higher at 0.47. For
polypropylene at high temperature, the coefficient of friction was 0.19, much lower than
published values, 0.36. A similar approach to imprinting the mold surface onto the
specimens was used in the standard friction tests in the present work (see Chapter 4).
In related work, design of experiments was used to determine the effect of polish
direction, surface roughness, and temperature on the coefficient of friction (Ferreira et al
2002). Results showed that testing temperature and surface roughness had a significant
effect on the coefficient of friction for polycarbonate. For polypropylene, none of the
parameters had a significant effect on the coefficient, except possibly the interaction of
polish direction and roughness. Friction values for both polymers were higher than
published values.
Muschalle (2001) measured the coefficient of friction for polycarbonate
(amorphous) and polypropylene (semi-crystalline) materials against steel with two
different surface roughnesses, machining directions, and temperatures. Results showed
that the friction coefficient for polycarbonate was higher at higher temperature, while that
for polypropylene was lower at higher temp. Also, the coefficient for polypropylene was
34
higher when temperature and pressure caused surface reproduction of the metal on the
plastic.
The works described in this section indicate the many aspects of friction, which
includes both a mechanical and an adhesive component. No unifying theory seems to
exist for friction, but, rather, it can be explained by one or another or a combination of
concepts. This can be seen in the friction testing in the present work, where coefficients
of static friction are influenced by adhesion and/or mechanical components of friction to
varying degrees (reference Chapters 5 and 6).
2.2 Rapid Tooling
2.2.1 Background
One of the most promising techniques for low volume, net shape manufacturing
tools is rapid tooling, i.e., the application of rapid prototyping processes for the purpose
of making tools. Rapid tooling processes are additive and produce a tool or pattern from
a CAD model. Direct rapid tooling processes generate the tool itself from the CAD file,
while indirect rapid tooling processes require intermediate steps and usually generate a
pattern from which a tool is made. A wide range of materials can be used in rapid tooling
processes, from waxes and resins to ceramics and metals. Those processes that use metal
materials and build tools directly tend to be more suitable for production tools. These
35
include laser sintering, 3D printing, and laser generating (Karapatis, van Griethuysen &
Glardon 1998).
To date most rapid tooling technology for production parts has been aimed at
meeting the same process requirements as conventional tooling. Those direct and
indirect rapid tooling processes that use metal materials have been most successful with
this approach. Tools from non-metal processes, however, can possibly be used under
non-conventional molding conditions. These include, for example, stereolithography and
cast epoxies. Several rapid tooling processes are described in the following paragraphs.
Laser generating processes deposit highly dense metal materials and come very
close to meeting the material properties of conventional molds. The laser engineered net
shaping (LENSTM) process, for example, focuses a high power Nd:YAG laser and creates
a molten puddle on a substrate, into which metal powder is injected (Keicher, Gorman &
Taute 2001). A schematic of the process is shown in Figure 2.1. An injection mold
insert with conformal cooling channels was successfully built for a high volume
automotive part using the LENSTM process (Optomec 2001).
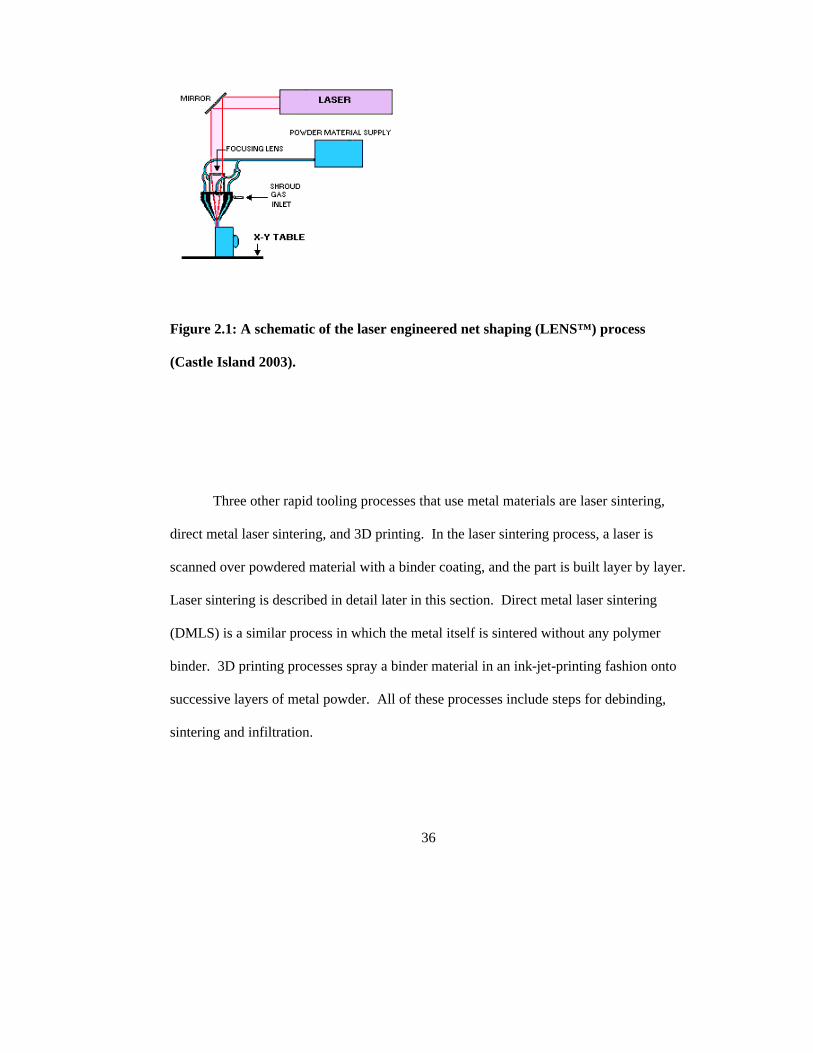
36
Figure 2.1: A schematic of the laser engineered net shaping (LENS™) process
(Castle Island 2003).
Three other rapid tooling processes that use metal materials are laser sintering,
direct metal laser sintering, and 3D printing. In the laser sintering process, a laser is
scanned over powdered material with a binder coating, and the part is built layer by layer.
Laser sintering is described in detail later in this section. Direct metal laser sintering
(DMLS) is a similar process in which the metal itself is sintered without any polymer
binder. 3D printing processes spray a binder material in an ink-jet-printing fashion onto
successive layers of metal powder. All of these processes include steps for debinding,
sintering and infiltration.
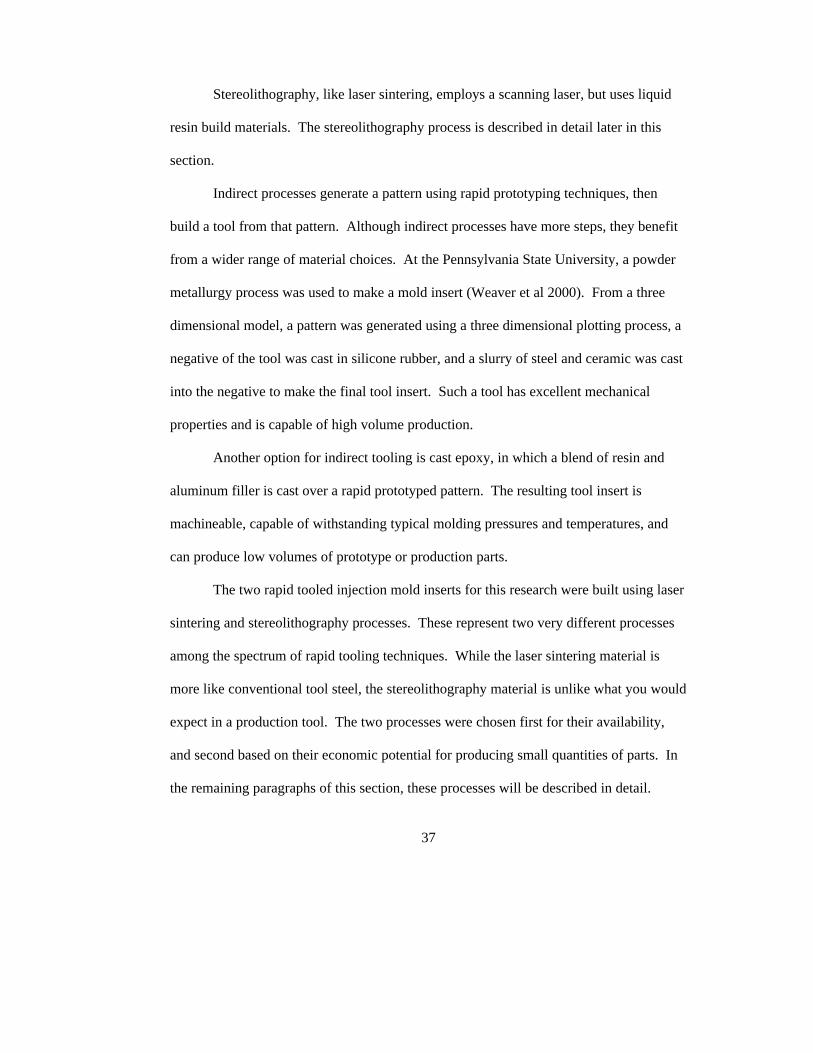
37
Stereolithography, like laser sintering, employs a scanning laser, but uses liquid
resin build materials. The stereolithography process is described in detail later in this
section.
Indirect processes generate a pattern using rapid prototyping techniques, then
build a tool from that pattern. Although indirect processes have more steps, they benefit
from a wider range of material choices. At the Pennsylvania State University, a powder
metallurgy process was used to make a mold insert (Weaver et al 2000). From a three
dimensional model, a pattern was generated using a three dimensional plotting process, a
negative of the tool was cast in silicone rubber, and a slurry of steel and ceramic was cast
into the negative to make the final tool insert. Such a tool has excellent mechanical
properties and is capable of high volume production.
Another option for indirect tooling is cast epoxy, in which a blend of resin and
aluminum filler is cast over a rapid prototyped pattern. The resulting tool insert is
machineable, capable of withstanding typical molding pressures and temperatures, and
can produce low volumes of prototype or production parts.
The two rapid tooled injection mold inserts for this research were built using laser
sintering and stereolithography processes. These represent two very different processes
among the spectrum of rapid tooling techniques. While the laser sintering material is
more like conventional tool steel, the stereolithography material is unlike what you would
expect in a production tool. The two processes were chosen first for their availability,
and second based on their economic potential for producing small quantities of parts. In
the remaining paragraphs of this section, these processes will be described in detail.
38
Laser sintering is an additive layer process in which a laser melts powdered
material by cross sections to build a part. The process is versatile in that it can use any of
several powdered materials including polymers, ceramics, and metals. For the Selective
Laser Sintering (SLS®) process, developed by the University of Texas at Austin, early
processing materials included wax, polycarbonate, unreinforced nylon, and glass
reinforced nylon (McAlea et al 1995). Today metal materials can be sintered and
infiltrated for higher densities. The laser scans across each layer of metal powder coated
with a polymer binder, and fuses the binder to create the tool (Figure 2.2). Later the
“green” part is sintered and infiltrated with copper or bronze (Beaman et al 1997, Kai &
Fai 1997).
Figure 2.2: A schematic of the selective laser sintering process (Castle Island 2003).
39
The selective laser sintering process was used to make one of the injection mold
inserts for this research. This process involves a polymer-coated 420 stainless steel-
based powder, known as LaserForm ST-100, and a 3D Systems Vanguard machine. The
sintered ST-100 material was subsequently infiltrated with bronze. Specifications of the
Vanguard are shown in Table 2.1 and material properties of ST-100 are shown in Table
2.2.
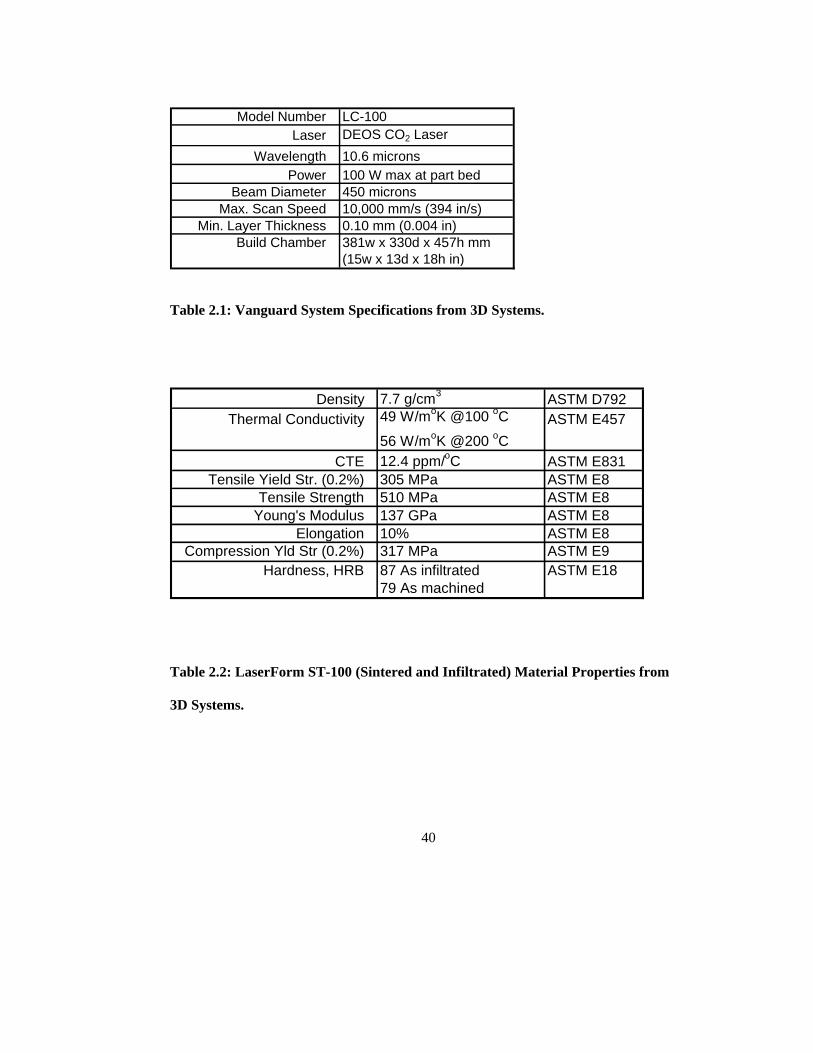
40
Table 2.1: Vanguard System Specifications from 3D Systems.
Table 2.2: LaserForm ST-100 (Sintered and Infiltrated) Material Properties from
3D Systems.
Model Number LC-100Laser DEOS CO2 Laser
Wavelength 10.6 micronsPower 100 W max at part bed
Beam Diameter 450 micronsMax. Scan Speed 10,000 mm/s (394 in/s)
Min. Layer Thickness 0.10 mm (0.004 in)Build Chamber 381w x 330d x 457h mm
(15w x 13d x 18h in)
Density 7.7 g/cm3 ASTM D792Thermal Conductivity 49 W/moK @100 oC ASTM E457
56 W/moK @200 oCCTE 12.4 ppm/oC ASTM E831
Tensile Yield Str. (0.2%) 305 MPa ASTM E8Tensile Strength 510 MPa ASTM E8
Young's Modulus 137 GPa ASTM E8Elongation 10% ASTM E8
Compression Yld Str (0.2%) 317 MPa ASTM E9Hardness, HRB 87 As infiltrated ASTM E18
79 As machined
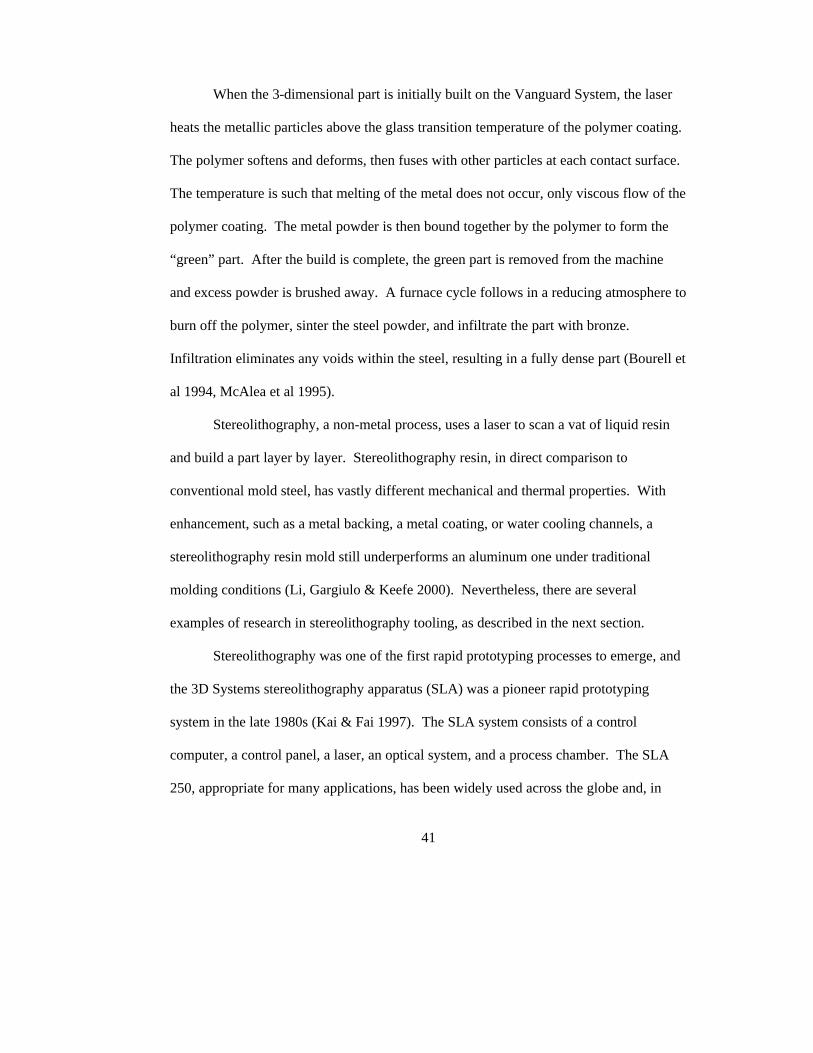
41
When the 3-dimensional part is initially built on the Vanguard System, the laser
heats the metallic particles above the glass transition temperature of the polymer coating.
The polymer softens and deforms, then fuses with other particles at each contact surface.
The temperature is such that melting of the metal does not occur, only viscous flow of the
polymer coating. The metal powder is then bound together by the polymer to form the
“green” part. After the build is complete, the green part is removed from the machine
and excess powder is brushed away. A furnace cycle follows in a reducing atmosphere to
burn off the polymer, sinter the steel powder, and infiltrate the part with bronze.
Infiltration eliminates any voids within the steel, resulting in a fully dense part (Bourell et
al 1994, McAlea et al 1995).
Stereolithography, a non-metal process, uses a laser to scan a vat of liquid resin
and build a part layer by layer. Stereolithography resin, in direct comparison to
conventional mold steel, has vastly different mechanical and thermal properties. With
enhancement, such as a metal backing, a metal coating, or water cooling channels, a
stereolithography resin mold still underperforms an aluminum one under traditional
molding conditions (Li, Gargiulo & Keefe 2000). Nevertheless, there are several
examples of research in stereolithography tooling, as described in the next section.
Stereolithography was one of the first rapid prototyping processes to emerge, and
the 3D Systems stereolithography apparatus (SLA) was a pioneer rapid prototyping
system in the late 1980s (Kai & Fai 1997). The SLA system consists of a control
computer, a control panel, a laser, an optical system, and a process chamber. The SLA
250, appropriate for many applications, has been widely used across the globe and, in
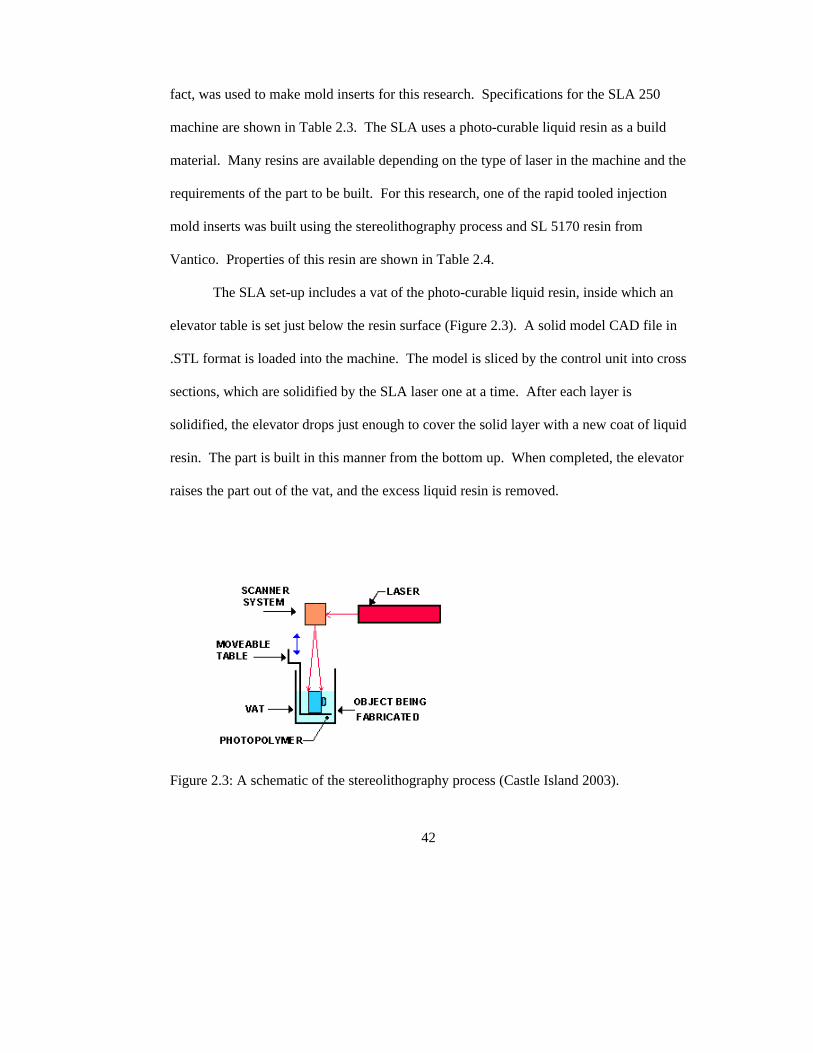
42
fact, was used to make mold inserts for this research. Specifications for the SLA 250
machine are shown in Table 2.3. The SLA uses a photo-curable liquid resin as a build
material. Many resins are available depending on the type of laser in the machine and the
requirements of the part to be built. For this research, one of the rapid tooled injection
mold inserts was built using the stereolithography process and SL 5170 resin from
Vantico. Properties of this resin are shown in Table 2.4.
The SLA set-up includes a vat of the photo-curable liquid resin, inside which an
elevator table is set just below the resin surface (Figure 2.3). A solid model CAD file in
.STL format is loaded into the machine. The model is sliced by the control unit into cross
sections, which are solidified by the SLA laser one at a time. After each layer is
solidified, the elevator drops just enough to cover the solid layer with a new coat of liquid
resin. The part is built in this manner from the bottom up. When completed, the elevator
raises the part out of the vat, and the excess liquid resin is removed.
Figure 2.3: A schematic of the stereolithography process (Castle Island 2003).

43
Table 2.3: SLA 250 System Specifications from 3D Systems.
Table 2.4: Vantico SL5170 Typical Properties (90-minute UV post cure).
Laser HeCdWavelength 325 nm
Power 24 mWBeam Diameter 0.20-0.28 mm
Max. Drawing Speed 762 mm/s
Min. Layer Thickness 0.1 mmElevator Resolution 0.0025 mm
Max. Part Weight 9.1 kgVat Capacity 32.2 L
Max. Build Envelope 250 x 250 x 250 mm
Tensile Strength 59-60 MPa ASTM D638Tensile Modulus 3737-4158 MPa ASTM D638
Elongation at Break 8% ASTM D638Glass Transition Temp 65-90oC DMA
CTE 90 ppm/oC TMA (T<Tg)
Thermal Conductivity 0.200 W/moKHardness, Shore D 85 DIN 53505
Density 1.22 g/cm3
44
The mechanisms that are the basis for the stereolithography process are free
radical and cationic photopolymerization. Polymerization is the process by which
monomers are linked into larger, chain-like molecules called polymers. Further linking
leads to the crosslinking of these chains. In free radical polymerization, heat or light
energy decomposes an initiator to generate free radicals that catalyze the polymerization
process. In cationic photopolymerization, cationic photoinitiators cause reactions that
open molecular ring structures to catalyze the polymerization process. Free radical
photopolymerization is associated with acrylate resins, and cationic photopolymerization
is associated with epoxy resins.
The resins used in the 3D Systems’ SLA machines are UV-curable photopolymers
made up of photoinitiators and reactive liquid monomers. In the SLA polymerization
process, sufficient crosslinking is required to prevent the polymer molecules from
dissolving back into monomers. Furthermore, since the cured resin must withstand forces
during recoating, the polymer molecules must be sufficiently strong. Increasing the laser
power results in a higher polymerization rate and thus a faster build rate, but brittleness
also results, due to lower molecular weight. Cure depth must be deep enough to prevent
delamination, but not so deep as to cause distortion and, therefore, inaccurate parts (Kai
& Fai 1997, Beaman et al 1997).
2.2.2 Stereolithography and Laser Sintering for Injection Molding Tools
Rapid tooling processes lend themselves well to injection molds because of their
ability to generate complex shapes as easily as simple ones. Complex shapes that are
45
difficult or impossible to machine, detailed internal structures, and thin walls can be
readily generated. This allows the integration of conformal cooling channels within the
mold, which lower residual thermal stresses and can reduce cycle times (Sachs et al
2000). Some rapid prototyping processes have the ability to vary material composition
during fabrication. This local composition control benefits rapid tooling because it
allows tailoring of various material properties, such as conductivity, corrosion resistance,
and hardness (Cho, Sachs, & Patrikalakis 2001). It is theoretically possible, for example,
to build an injection mold with a core of highly conductive material, such as copper, and
surround it with a wear resistant material, such as stainless steel. Rapid tooling processes
lend themselves well to low volume production because they reduce the requirements for
labor intensive machining, minimize material waste, and, in some cases, use less
expensive materials. Thus they have the potential to reduce tooling costs enough to make
low volume injection molding economically feasible.
Research in the area of rapid tooling for injection molding is varied. The work
described in section 2.1.1 includes some research with rapid prototyped tools. Additional
work specifically pertaining to stereolithography and laser sintering, is summarized
below.
Laser sintering uses powdered metals for tooling and is not as challenging as
stereolithography in terms of strength and thermal conductivity, so there are more
examples of its use for injection molding prototyping in industry (e.g., Campbell 2000).
Laser sintering with copper polyamide has been used to build small, low volume mold
inserts, such as those for a brake reservoir and a glass guide (Nelson et al 1998). In these
46
cases, the advantages of laser sintering included durability for up to hundreds of parts,
low cost and lead time, and cycle times that are comparable to those with conventional
tools.
Pham, Dimov and Lacan (2000) studied characteristics related to laser sintered
tool accuracy, including shrinkage of the tool material and finishing requirements. Mold
insert accuracy requires fine tuning of scaling and offset factors due to shrinkage and
careful planning of tool finishing processes. Two case studies indicate successful use of
laser sintering for injection molding and gravity die casting. In cases for two injection
molded parts, Dalgarno and Stewart (2001) studied cycle time effects of conformal
cooling and molding costs based on tool durability, and compared laser sintered tool
results with conventional tooling. Due to tool finishing requirements, they found no lead
time advantage for the laser sintered tooling process. The laser sintered tools, however,
did exhibit cycle time savings with conformal cooling channels and economic benefits at
low demand rates. Other work includes optimization of shapes for heating and cooling
lines in mold inserts made with the direct metal laser sintering process (commercialized
by EOS), which sinters bronze particles and infiltrates with epoxy resin (Hopkinson &
Dickens 2000a).
Hopkinson and Dickens have investigated stereolithography tools for injection
molding, including tool failure, tool strength and ejection force. In a comparison of
stereolithography with aluminum injection mold tooling, they found that the low thermal
conductivity can be advantageous since the tool surface stays above its glass transition
temperature for easier ejection. Also, tool degradation due to thermal cycling is reduced,
47
and the ability to mold long thin slots is enhanced. Ejection forces in this work were
calculated using the equations developed by Glanvill and Menges et al (Hopkinson &
Dickens 2000b).
In other work, models were developed to predict tool strength and ejection force
(Hopkinson & Dickens 2000c, 2000d). Heat transfer through the tool was measured and
modeled. Then the results of the heat transfer analysis were used in a finite element
analysis model to predict tool strength. The model showed a decrease in tool strength
with increased cooling time before ejection. Ejection forces were predicted based on a
modified equation by Glanville and Denton. Longer cooling times were found to lead to
higher ejection forces, as expected, due to part shrinkage onto the core. The predicted
values, however, were approximately 30 percent lower than actual values, and the
measured values contained some inherent variation.
Harris and Dickens (2001) explored two design variables for stereolithography
injection mold inserts, namely, layer thickness and draft angle. They found that ejection
forces increase with increasing stereolithography layer thickness and decreasing draft
angles, thus increasing the risk of mold breakage. Interestingly, the linear changes in
these two variables cause nonlinear changes in the ejection force, suggesting that
optimum values must be found that balance ejection force requirements with desired part
design and economy of stereolithography process. A later paper describes their study of
the morphology of thermoplastic materials injection molded from stereolithography and
aluminum tools (Harris & Dickens 2003). Parts from the stereolithography tool had
longer cooling times and higher crystallinity. Experimental work demonstrated that

48
crystallinity can be controlled by using a nucleating agent or by adjusting melt
temperature.
The work of Dickens and Rudgley (2001) demonstrates the successful use of
stereolithography resin inserts to mold an engineering polymer. With much lower
injection pressure, speed, and clamping force, poly ether ether Ketone (PEEK), an
engineering polymer, was injected into a room temperature stereolithography mold insert.
The low thermal conductivity of the insert allowed the mold to fill completely at the
lower pressure level. The part was ejected at a higher temperature so that the insert
flexed during ejection. The part was molded successfully, and the slower cooling
resulted in higher crystallinity as compared to parts molded in a conventional tool.
2.2.3 Summary
There are many rapid prototyping processes in use or under development today,
some of which have been described in this section. A subset of the rapid prototyping
processes can be applied to make tools, including injection mold inserts. The present
work investigates tools from two of these processes, laser sintering and stereolithography.
Laser sintering with powdered metal has been successfully used to build injection molds
for limited quantities of parts. Stereolithography with epoxy resin has been the subject of
research for injection mold inserts, but has not been used for production to any significant
extent. This work follows up much of the work described previously in this section by
taking a systematic look at inserts from these two processes for molding two different
thermoplastic materials. Ejection forces and friction coefficients are measured, compared

49
with model-based calculations, and baselined against a machined steel insert. The data
collected help to determine the applicability of these rapid tools to injection molding, at
least in terms of their ability to withstand the forces of ejection.
50
CHAPTER 3
THEORY
This chapter includes necessary theoretical background on polymeric materials,
the coefficient of friction, and an ejection force model. First amorphous and crystalline
aspects of the thermoplastic materials used in this work are presented. Some friction
theory follows, including discussions on the deformation and adhesion components of
friction. The final section derives the primary ejection force equation used in this
research.
3.1 Thermoplastic Materials
Chemical structures and some properties of the two thermoplastics used in this
work are presented in this section because they relate to the shrinkage, friction, and
strength characteristics of the materials. These characteristics explain much of the
behavior of these materials in the present work during testing and experimentation and
described in Chapters 5 and 6.
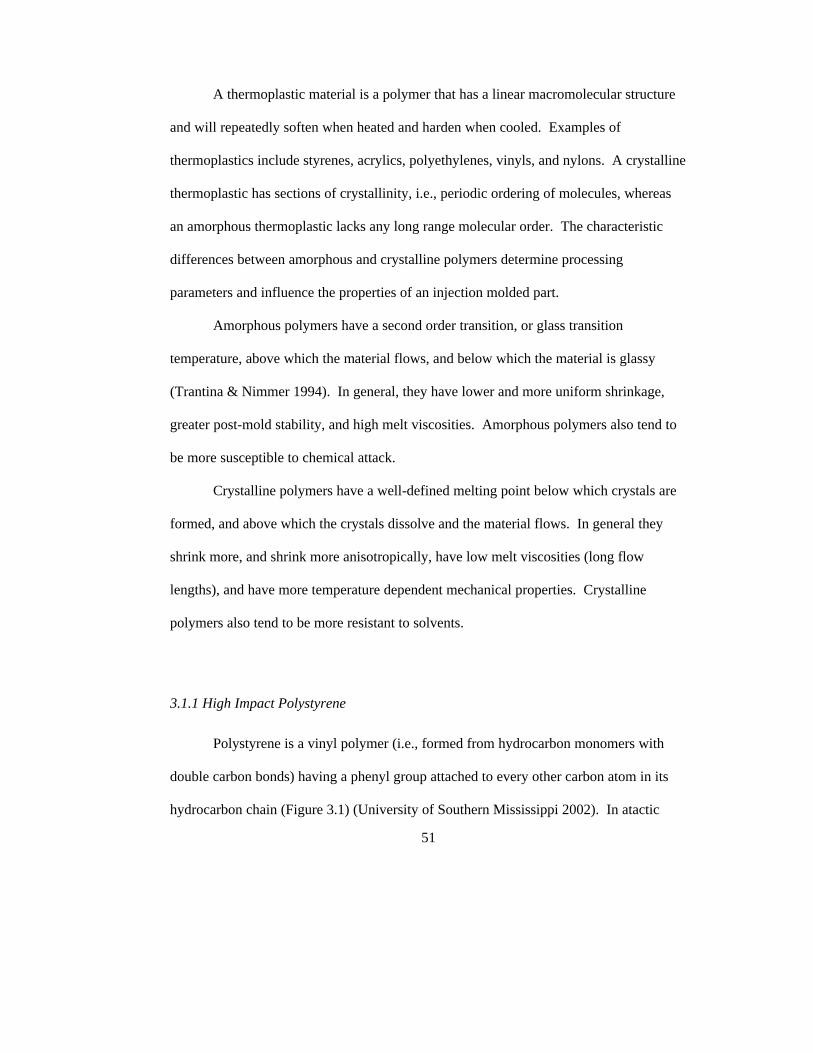
51
A thermoplastic material is a polymer that has a linear macromolecular structure
and will repeatedly soften when heated and harden when cooled. Examples of
thermoplastics include styrenes, acrylics, polyethylenes, vinyls, and nylons. A crystalline
thermoplastic has sections of crystallinity, i.e., periodic ordering of molecules, whereas
an amorphous thermoplastic lacks any long range molecular order. The characteristic
differences between amorphous and crystalline polymers determine processing
parameters and influence the properties of an injection molded part.
Amorphous polymers have a second order transition, or glass transition
temperature, above which the material flows, and below which the material is glassy
(Trantina & Nimmer 1994). In general, they have lower and more uniform shrinkage,
greater post-mold stability, and high melt viscosities. Amorphous polymers also tend to
be more susceptible to chemical attack.
Crystalline polymers have a well-defined melting point below which crystals are
formed, and above which the crystals dissolve and the material flows. In general they
shrink more, and shrink more anisotropically, have low melt viscosities (long flow
lengths), and have more temperature dependent mechanical properties. Crystalline
polymers also tend to be more resistant to solvents.
3.1.1 High Impact Polystyrene
Polystyrene is a vinyl polymer (i.e., formed from hydrocarbon monomers with
double carbon bonds) having a phenyl group attached to every other carbon atom in its
hydrocarbon chain (Figure 3.1) (University of Southern Mississippi 2002). In atactic
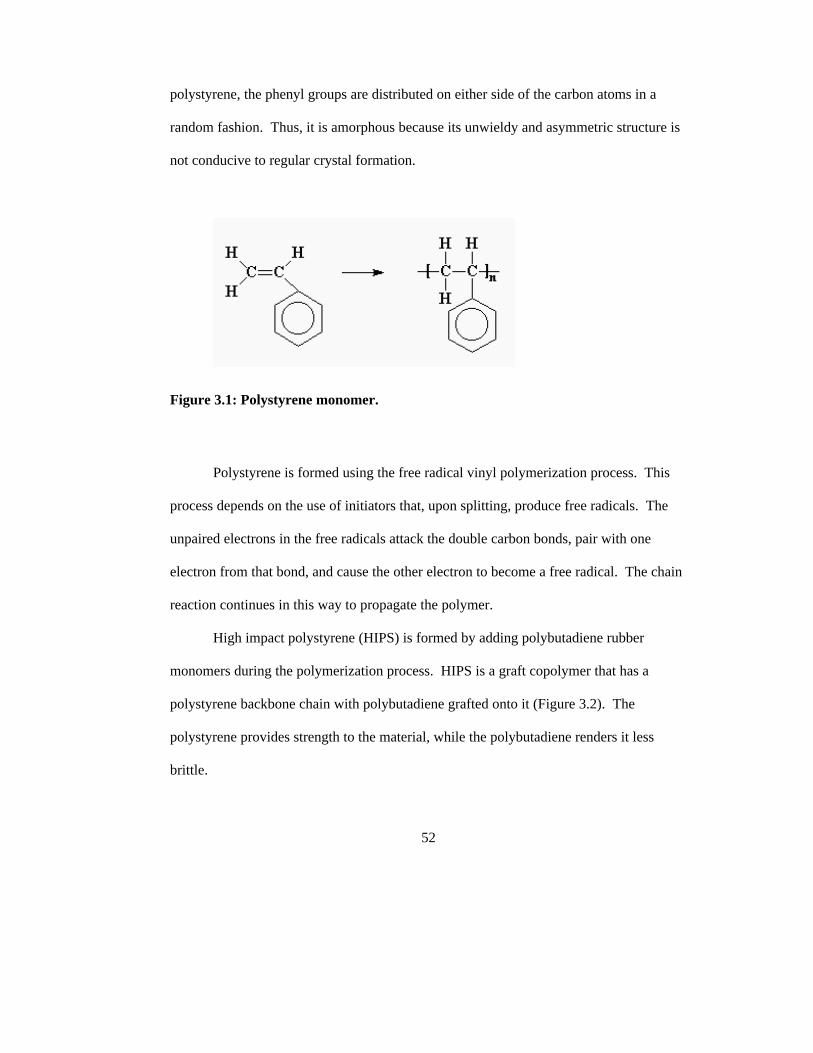
52
polystyrene, the phenyl groups are distributed on either side of the carbon atoms in a
random fashion. Thus, it is amorphous because its unwieldy and asymmetric structure is
not conducive to regular crystal formation.
Figure 3.1: Polystyrene monomer.
Polystyrene is formed using the free radical vinyl polymerization process. This
process depends on the use of initiators that, upon splitting, produce free radicals. The
unpaired electrons in the free radicals attack the double carbon bonds, pair with one
electron from that bond, and cause the other electron to become a free radical. The chain
reaction continues in this way to propagate the polymer.
High impact polystyrene (HIPS) is formed by adding polybutadiene rubber
monomers during the polymerization process. HIPS is a graft copolymer that has a
polystyrene backbone chain with polybutadiene grafted onto it (Figure 3.2). The
polystyrene provides strength to the material, while the polybutadiene renders it less
brittle.
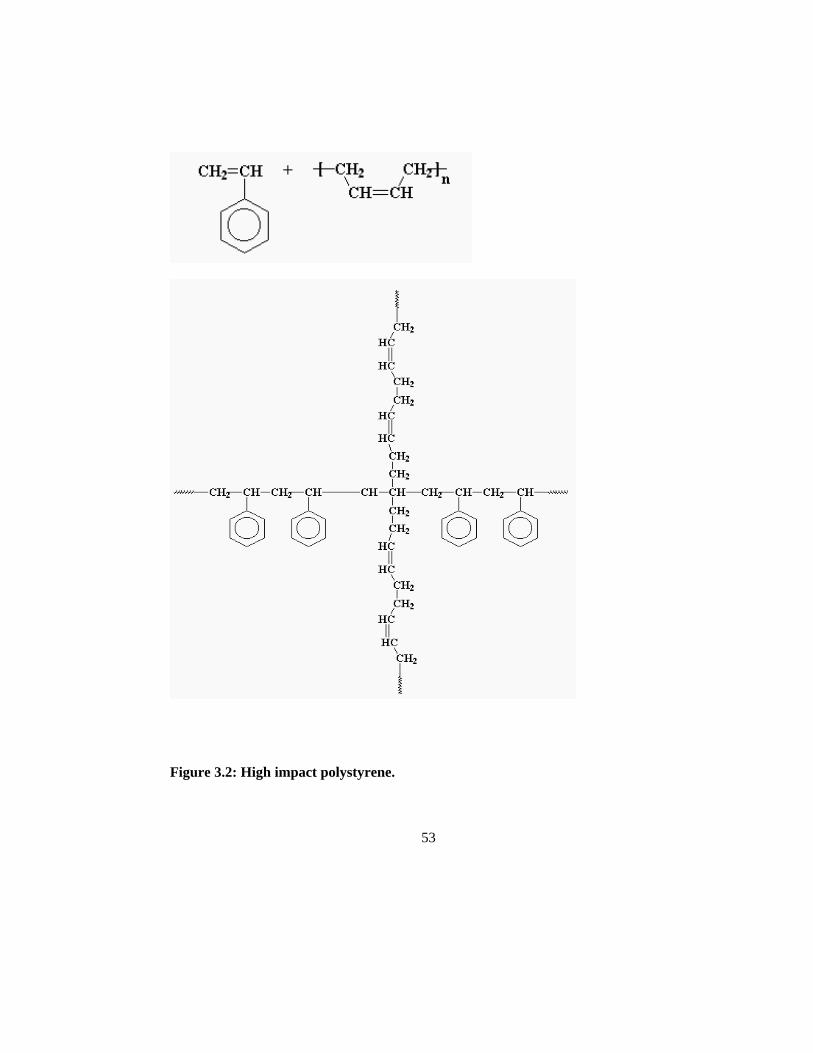
53
Figure 3.2: High impact polystyrene.
54
The HIPS material used in this work is BASF PS 495F. Its glass transition
temperature is 100 oC (212 oF). This material is more brittle at room temperature
compared to high density polyethylene. The properties of PS 495F are given in Chapter
4.
3.1.2 High Density Polyethylene
Polyethylene is also a vinyl polymer with a very simple hydrocarbon chain
(Figure 3.3). High density polyethylene (HDPE) has linear molecules (Figure 3.4) that
can pack more tightly together, as opposed to low density polyethylene that has branched
molecules. Because of its regular symmetric structure, HDPE is conducive to crystal
formation and is considered a crystalline polymer.
HDPE cannot be produced using free radical vinyl polymerization because some
termination reactions result in branching of the molecules. Instead, the Ziegler-Natta
vinyl polymerization process is used. The Ziegler-Natta process involves transition metal
catalysts and co-catalysts based on the Group III metals, and it can produce polymers of a
specific tacticity (University of Southern Mississippi 2002).
55
Figure 3.3: Polyethylene monomer.
Figure 3.4: High density polyethylene linear molecule.
The HDPE used in this work is Lutene-H ME9180 from LG Chem. Its crystalline
melting point is 133 oC (271 oF). More on material selection is presented in Chapter 4.
3.2 The Adhesion Component of Friction
A few introductory concepts of adhesion are presented in this section because
adhesion plays an important part in the friction between the part and the injection mold
56
core. This can be seen in the present work, especially in the case of a HIPS part molded
in an epoxy insert, as described in Chapters 5 and 6.
In the basic friction equation, the friction force F between two sliding bodies is
equal to the normal force N pressing the bodies together, multiplied by a constant, i.e., the
coefficient of friction µ. The force required to initiate motion between the two bodies is
typically higher than the force required to maintain motion. Thus the coefficient of static
friction, µstatic, is defined as the ratio of the force necessary to initiate motion to the
normal force:
µstatic =Fbreakaway
N 3.1
Friction is comprised of a deformation component and an adhesion component,
the latter of which is typically more prominent for polymer materials. While the
deformation (or mechanical) component of friction tends to be more easily defined, the
adhesion component is rather more complex. The following paragraphs include
theoretical background on adhesive bonding and adhesion theory.
In adhesive bonding, the surface tension of the adhesive should be less than the
free surface energy or critical surface tension of the adherend (ed. Cagle 1973). This
allows the adhesive to wet and spread. Wettability or tendency to adsorb can be
measured by the contact angle (between the adhesive and the surface to be bonded) or the
work of adhesion.

57
Forces in the wetting and spreading phenomena include chemical bonds,
mechanical entanglement, physical and chemical adsorption, electrostatic forces of
attraction, and combinations thereof. Physical adsorption involves secondary attractive
forces, i.e., van der Waals forces: molecules with permanent dipoles, dipoles induced by
permanent dipoles in neighboring molecules (Debye forces), and London dispersion
forces. Dispersion forces are dipoles produced by the motion of electrons and are
independent of molecular polarity. Dispersion forces are considered to be the major
attractive force even when polar groups and hydrogen bonding groups are present.
Hydrogen bonding is demonstrated by molecules with hydroxyl groups.
If the critical surface tension of the solid is greater than the surface tension of the
liquid, a good bond can occur. Surface free energies of metals range from 100 to 3000
ergs/cm2, while organic liquids (including molten thermoplastics) have surface free
energies of less than 100 ergs/cm2. Heat serves to increase the ability of the adhesive to
adsorb, dissolve, and disperse. Heat also decreases viscosity, thus increasing wetting and
adsorption. Pressure and heat together improve wetting and spreading of more viscous
materials.
Some of the equations of adhesion theory that derive from surface energy are
introduced below. Surface energy or surface tension is represented by γ, where subscripts
S and L represent solid and liquid, respectively (Wu 1982). Interfacial energy is
represented by γLS. The Young equation relates contact angle θ, formed between a drop
of liquid and a solid surface, to interfacial tensions as follows:
58
SLSVLV γγθγ −=cos 3.2
where θ is the contact angle of a liquid on the plane surface of a solid, γLV is the surface
tension of the liquid in equilibrium with its saturated vapor, and γSV is the surface tension
of the solid in equilibrium with the saturated vapor of the liquid.
The Dupre equation for the work of adhesion Wa defines the work required to
reversibly separate the interface between two bulk phases and can be written as
LSSLaW γγγ −+= 3.3
The Young-Dupre equation relates the work of adhesion, a thermodynamic
parameter, to two easily determined parameters, the contact angle and the liquid-vapor
surface tension:
)cos1( θγ −= LVaW 3.4
When the surface energy of the liquid is smaller than that of the solid, θ will be small,
and adsorption will occur. Various molecular forces are linearly additive, and the work
of adhesion can be separated into two terms, a dispersion component and a polar
component:
pa
daa WWW += 3.5
59
The geometric mean relation is used when the interface is made up of a low-energy and a
high-energy material. Then the dispersion component of the work of adhesion is:
( ) 21
2 dS
dL
daW γγ= 3.6
If dipole-dipole interaction is predominant, then the polar component of the work of
adhesion is:
( ) 21
2 pS
pL
paW γγ= 3.7
It can be seen that if one of the materials is non-polar, then the polar component of
adhesion is zero. If the surface energies of the two materials due to polarity are similar,
the polar component of adhesion will be maximized (Wu 1982).
In the present work, adhesion is found to be high between HIPS and SL 5170
resin (see Chapter 5). The work of adhesion, or the work required to separate these two
material surfaces, is high compared to the other material pairs studied. The high work of
adhesion may be due to dispersive interactions, polar interactions, or both.

60
3.3 Ejection Force Model Derivation
The ejection force model derived in this section is a key component of the present
work. It is used for theoretical comparison to experimental measurement, both for the
ejection force and the coefficient of static friction, for all the injection mold insert and
thermoplastic material combinations used.
3.3.1 Model derivation
Ejection force equations are derived from the empirical law of the friction
phenomenon, presented above, in which the friction force between two surfaces is
proportional to the normal force pressing the two surfaces together:
NF µ= 3.8
where N is the normal force and µ is the coefficient of friction, a characteristic constant
of the materials involved.
For deep parts with cores and cavities, the friction force is equal to the release
force FR, and the normal force results from the product of the contact pressure P and the
area of contact A (see Burke 1991):

61
PAFR µ= 3.9
The stresses in an injection molded cylindrical part before ejection can be
modeled as stresses in a thin-walled cylindrical pressure vessel as shown in Figure 3.5
(Beer & Johnston 1981, p. 326). The radius of the core is r, and t is the wall thickness.
The stresses exerted on a small element of wall will be determined. The sides of the
element are respectively parallel and perpendicular to the axis of the cylinder. The vessel
and its contents are axisymmetric, so there are no shear stresses on the element, and σ1
and σ2 are principal stresses. The hoop stress is represented by σ1, and the longitudinal
stress is represented by σ2.
Figure 3.5: Thin-walled cylindrical pressure vessel.
For thin-walled pressure vessels, the term t/2r is considered sufficiently small
such that the stresses do not vary across the wall, and thus the core radius may be used in
the calculation in lieu of the mean radius of the wall section. Also, in this case the
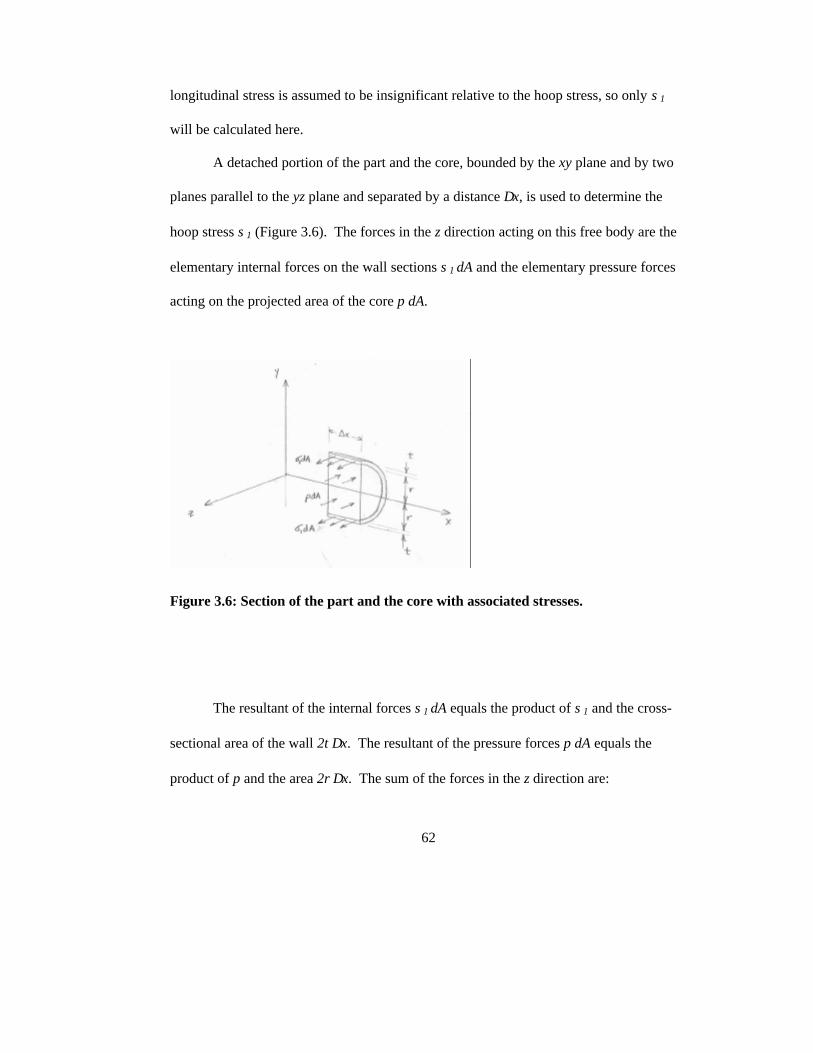
62
longitudinal stress is assumed to be insignificant relative to the hoop stress, so only σ1
will be calculated here.
A detached portion of the part and the core, bounded by the xy plane and by two
planes parallel to the yz plane and separated by a distance ∆x, is used to determine the
hoop stress σ1 (Figure 3.6). The forces in the z direction acting on this free body are the
elementary internal forces on the wall sections σ1 dA and the elementary pressure forces
acting on the projected area of the core p dA.
Figure 3.6: Section of the part and the core with associated stresses.
The resultant of the internal forces σ1 dA equals the product of σ1 and the cross-
sectional area of the wall 2t ∆x. The resultant of the pressure forces p dA equals the
product of p and the area 2r ∆x. The sum of the forces in the z direction are:
63
:0=Σ zF ( ) ( ) 0221 =∆−∆ xrpxtσ 3.10
Solving for hoop stress σ1:
tpr
=1σ 3.11
Rearranging equation 3.11 to solve for the pressure force, i.e., the contact pressure P in
this case:
crt
Pσ
= 3.12
Next, Hooke’s Law is applied, assuming elasticity in the solidified part.
According to equation 3.12, contact pressure P is proportional to tensile (circumferential)
stress σ. Stress σ is directly proportional to the elastic modulus and strain Eε:
( )εσ TE= 3.13
where E(T) is the elastic modulus at the ejection temperature, and ε represents
engineering strain. The injection molding case involves changing temperatures, thus
strain can be represented by thermal strain as follows:

64
( )EM TT −= αε 3.14
where α is the coefficient of thermal expansion, TM is the melt temperature, and TE is the
temperature at ejection. Combining equations 3.13 and 3.14 gives:
( ) ( )EM TTTE −= ασ 3.15
As previously mentioned, the term t/2r must be sufficiently small in order to
apply the equation for thin-walled pressure vessels. For example, ensuring that 102 crt < is
a good rule of thumb (Popov 1976, p 290). Combining equations 3.12 and 3.15 gives:
( )c
EM
rtTTTE
P−
=α)(
3.16
With the area of the cylinder LDA cπ= and equations 3.9 and 3.16:
( ) ( )c
cEMR r
LDtTTTEF
παµ −= 3.17
Menges et al (2001) approximate strain by the relative change in diameter ∆dr of
the cylinder immediately after ejection. With this change, then, the ejection force is:

65
( )c
crR r
LDtdTEF
πµ ∆= 3.18
3.3.2 Additional Consideration for Strain
The description of strain in equation 3.14 may be a simplification considering
other transformations within the material. For example, in addition to thermal strain,
there may also be crystallization strain for crystalline materials, reaction strain for
thermosets, and hydrostatic strain due to the compressibility of the material (Jansen &
Titomanlio 1996). Total strain would be the sum of thermal strain, hydrostatic strain, and
crystallization and reaction strain as applicable. In this work, reaction strain does not
apply, and crystallization strain would only apply to HDPE, since HIPS is amorphous.
By using a measure of relative change in diameter in place of thermal strain, as shown in
equation 3.18, all aspects of strain are taken into consideration. Thus ∆dr represents total
strain, and improves the accuracy of the ejection force model.
66
CHAPTER 4
EXPERIMENTATION
This chapter describes the details about how data were collected for this research.
For friction testing, this includes a description of the test apparatus and the test matrix
and procedure. The process for measurement of thermoplastic modulus at temperature is
then presented. For the injection molding experiments, the mold and part design, the
injection molding machine and process parameters, and the experimental design and
procedure are all explained. The last section on data acquisition summarizes core
temperature, ejection force, and part diameter measurements.
4.1 Friction Testing
Most published data on coefficients of friction for thermoplastics result from
room temperature tests against steel or against like materials. For example, the ASM
Handbook lists friction data for polymers on steel as shown in Table 4.1 (ASM
International 1992). Actual friction coefficients during the injection molding process are
difficult to determine because of the rapidly changing temperature and pressure
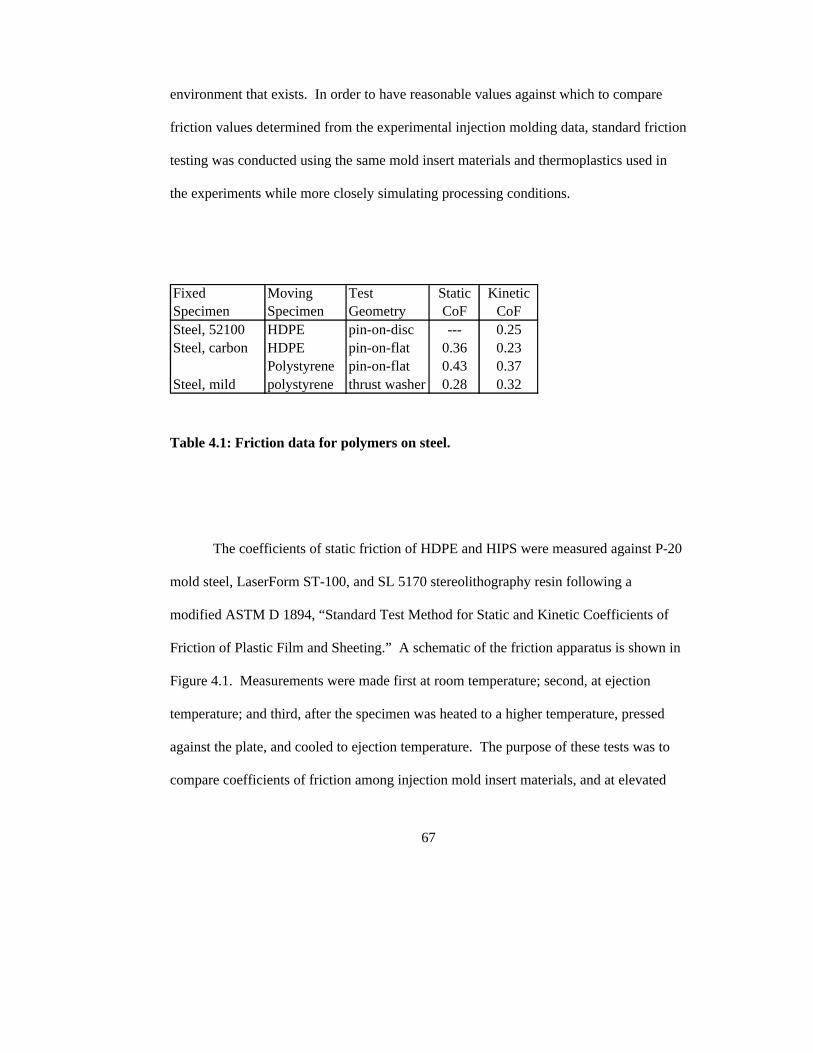
67
environment that exists. In order to have reasonable values against which to compare
friction values determined from the experimental injection molding data, standard friction
testing was conducted using the same mold insert materials and thermoplastics used in
the experiments while more closely simulating processing conditions.
Table 4.1: Friction data for polymers on steel.
The coefficients of static friction of HDPE and HIPS were measured against P-20
mold steel, LaserForm ST-100, and SL 5170 stereolithography resin following a
modified ASTM D 1894, “Standard Test Method for Static and Kinetic Coefficients of
Friction of Plastic Film and Sheeting.” A schematic of the friction apparatus is shown in
Figure 4.1. Measurements were made first at room temperature; second, at ejection
temperature; and third, after the specimen was heated to a higher temperature, pressed
against the plate, and cooled to ejection temperature. The purpose of these tests was to
compare coefficients of friction among injection mold insert materials, and at elevated
Fixed Specimen
Moving Specimen
Test Geometry
Static CoF
Kinetic CoF
Steel, 52100 HDPE pin-on-disc --- 0.25Steel, carbon HDPE pin-on-flat 0.36 0.23
Polystyrene pin-on-flat 0.43 0.37Steel, mild polystyrene thrust washer 0.28 0.32
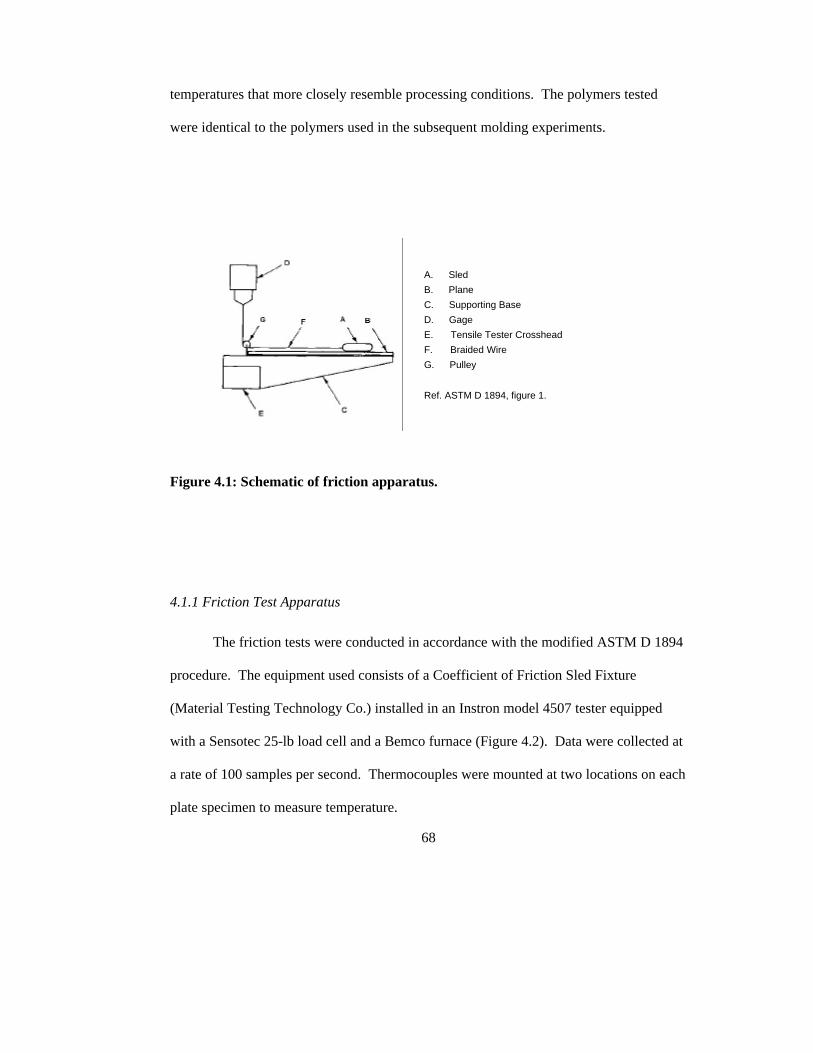
68
temperatures that more closely resemble processing conditions. The polymers tested
were identical to the polymers used in the subsequent molding experiments.
Figure 4.1: Schematic of friction apparatus.
4.1.1 Friction Test Apparatus
The friction tests were conducted in accordance with the modified ASTM D 1894
procedure. The equipment used consists of a Coefficient of Friction Sled Fixture
(Material Testing Technology Co.) installed in an Instron model 4507 tester equipped
with a Sensotec 25-lb load cell and a Bemco furnace (Figure 4.2). Data were collected at
a rate of 100 samples per second. Thermocouples were mounted at two locations on each
plate specimen to measure temperature.
A. Sled
B. Plane
C. Supporting Base
D. Gage
E. Tensile Tester Crosshead
F. Braided Wire
G. Pulley
Ref. ASTM D 1894, figure 1.
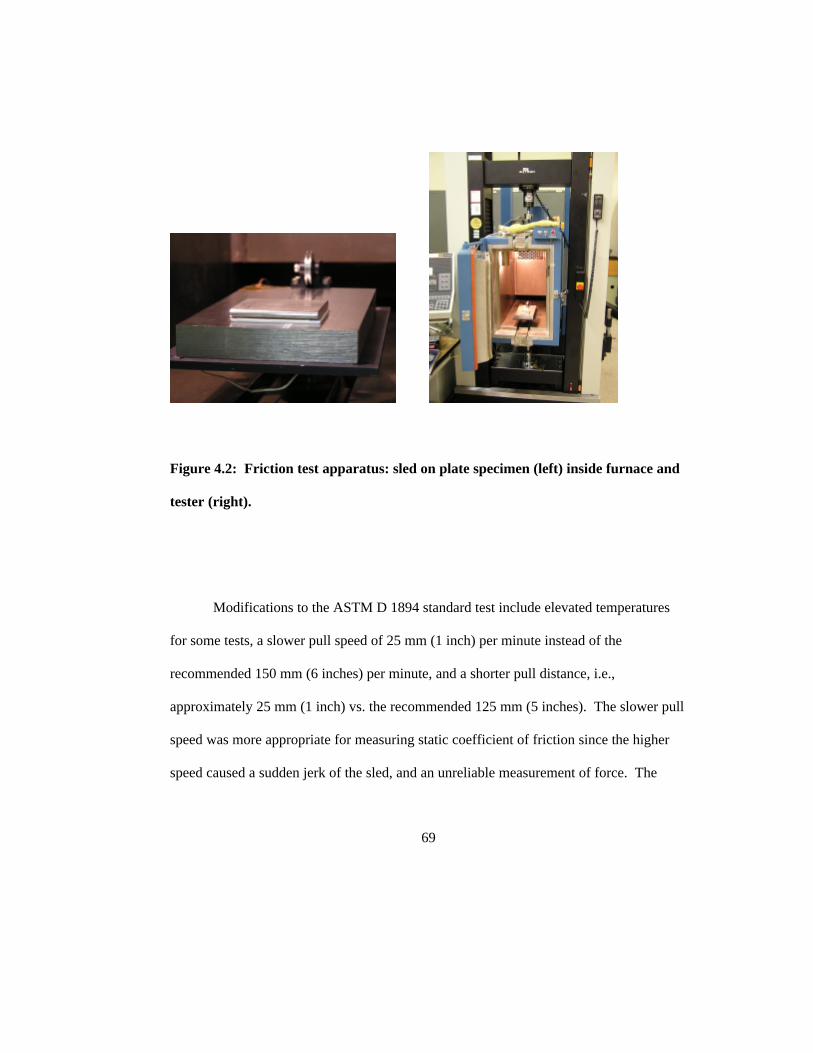
69
Figure 4.2: Friction test apparatus: sled on plate specimen (left) inside furnace and
tester (right).
Modifications to the ASTM D 1894 standard test include elevated temperatures
for some tests, a slower pull speed of 25 mm (1 inch) per minute instead of the
recommended 150 mm (6 inches) per minute, and a shorter pull distance, i.e.,
approximately 25 mm (1 inch) vs. the recommended 125 mm (5 inches). The slower pull
speed was more appropriate for measuring static coefficient of friction since the higher
speed caused a sudden jerk of the sled, and an unreliable measurement of force. The
70
shorter pull distance was used because, for determining static friction, only the force
necessary to set the sled in motion is required.
4.1.2 Test Matrix and Procedure
The friction test matrix is shown in Table 4.2. Two thermoplastics and three mold
insert materials were tested under three temperature conditions. The thermoplastic
specimens were 63.5 mm (2.5 inches) square and attached to the sled using double-sided,
high temperature fiberglass tape. The mold insert material specimens were
approximately 125 mm (5 inches) wide by 250 mm (10 inches) long and were positioned
on the base plate of the apparatus. The surface roughnesses of the plate specimens were
0.7 microns (28 microinches) for P-20, 0.2 microns (8 microinches) for ST-100, and 3.6
microns (142 microinches) for SL 5170.
The first temperature condition was room temperature, 22 oC (71 oF). The second
condition was ejection temperature, i.e., the temperature at which molded parts are
ejected from the injection molding machine. The second temperature condition simulated
the environment in which friction is encountered in the injection molding process, i.e., 50
oC (120 oF) for P-20 and ST-100 plate materials and 55 oC (130 oF) for SL 5170 plate
material. The third condition consisted of first heating to an elevated temperature (120
oC (250 oF) for HDPE specimens and 150 oC (300 oF) for HIPS specimens), then cooling
down to the ejection temperatures mentioned above before testing. While at the elevated
temperature, a 0.9 kg (2-lb) mass was placed on the sled. When the plate cooled to
ejection temperature, the weight was removed and the specimen tested. The purpose of
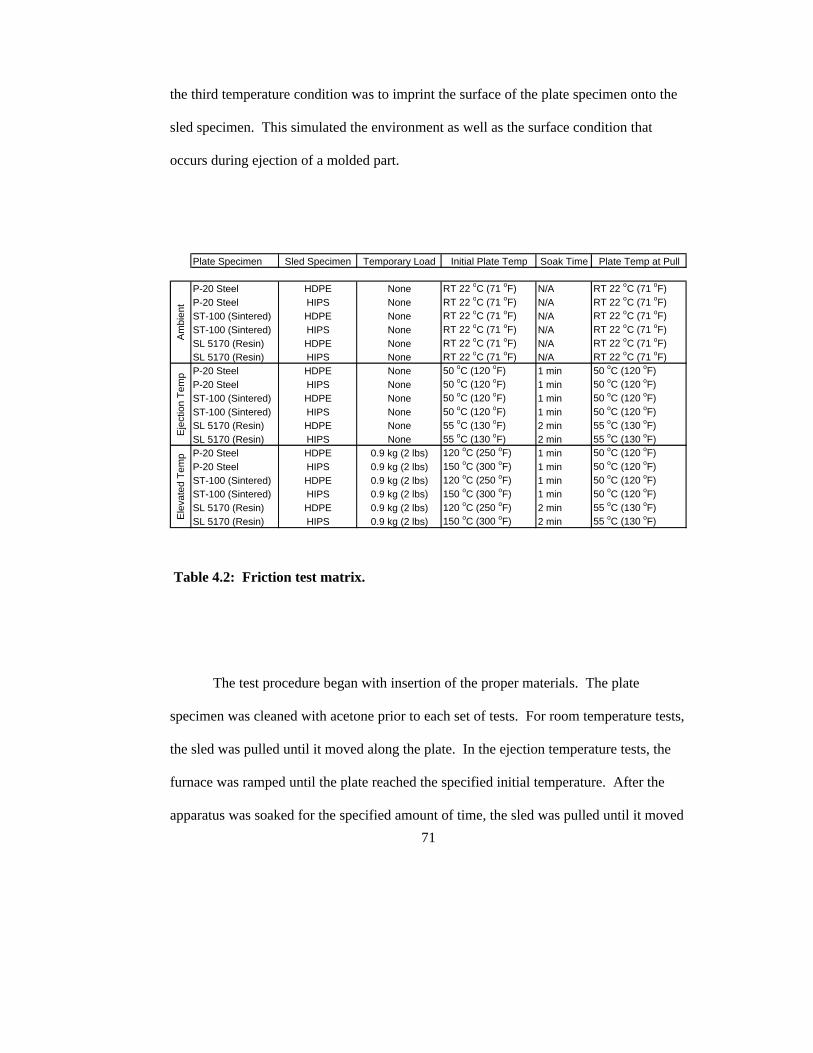
71
the third temperature condition was to imprint the surface of the plate specimen onto the
sled specimen. This simulated the environment as well as the surface condition that
occurs during ejection of a molded part.
Table 4.2: Friction test matrix.
The test procedure began with insertion of the proper materials. The plate
specimen was cleaned with acetone prior to each set of tests. For room temperature tests,
the sled was pulled until it moved along the plate. In the ejection temperature tests, the
furnace was ramped until the plate reached the specified initial temperature. After the
apparatus was soaked for the specified amount of time, the sled was pulled until it moved
Plate Specimen Sled Specimen Temporary Load Initial Plate Temp Soak Time Plate Temp at Pull
P-20 Steel HDPE None RT 22 oC (71 oF) N/A RT 22 oC (71 oF)P-20 Steel HIPS None RT 22 oC (71 oF) N/A RT 22 oC (71 oF)ST-100 (Sintered) HDPE None RT 22 oC (71 oF) N/A RT 22 oC (71 oF)ST-100 (Sintered) HIPS None RT 22 oC (71 oF) N/A RT 22 oC (71 oF)SL 5170 (Resin) HDPE None RT 22 oC (71 oF) N/A RT 22 oC (71 oF)SL 5170 (Resin) HIPS None RT 22 oC (71 oF) N/A RT 22 oC (71 oF)P-20 Steel HDPE None 50 oC (120 oF) 1 min 50 oC (120 oF)P-20 Steel HIPS None 50 oC (120 oF) 1 min 50 oC (120 oF)ST-100 (Sintered) HDPE None 50 oC (120 oF) 1 min 50 oC (120 oF)ST-100 (Sintered) HIPS None 50 oC (120 oF) 1 min 50 oC (120 oF)SL 5170 (Resin) HDPE None 55 oC (130 oF) 2 min 55 oC (130 oF)SL 5170 (Resin) HIPS None 55 oC (130 oF) 2 min 55 oC (130 oF)P-20 Steel HDPE 0.9 kg (2 lbs) 120 oC (250 oF) 1 min 50 oC (120 oF)P-20 Steel HIPS 0.9 kg (2 lbs) 150 oC (300 oF) 1 min 50 oC (120 oF)ST-100 (Sintered) HDPE 0.9 kg (2 lbs) 120 oC (250 oF) 1 min 50 oC (120 oF)ST-100 (Sintered) HIPS 0.9 kg (2 lbs) 150 oC (300 oF) 1 min 50 oC (120 oF)SL 5170 (Resin) HDPE 0.9 kg (2 lbs) 120 oC (250 oF) 2 min 55 oC (130 oF)SL 5170 (Resin) HIPS 0.9 kg (2 lbs) 150 oC (300 oF) 2 min 55 oC (130 oF)
Am
bien
tE
ject
ion
Tem
pE
leva
ted
Tem
p
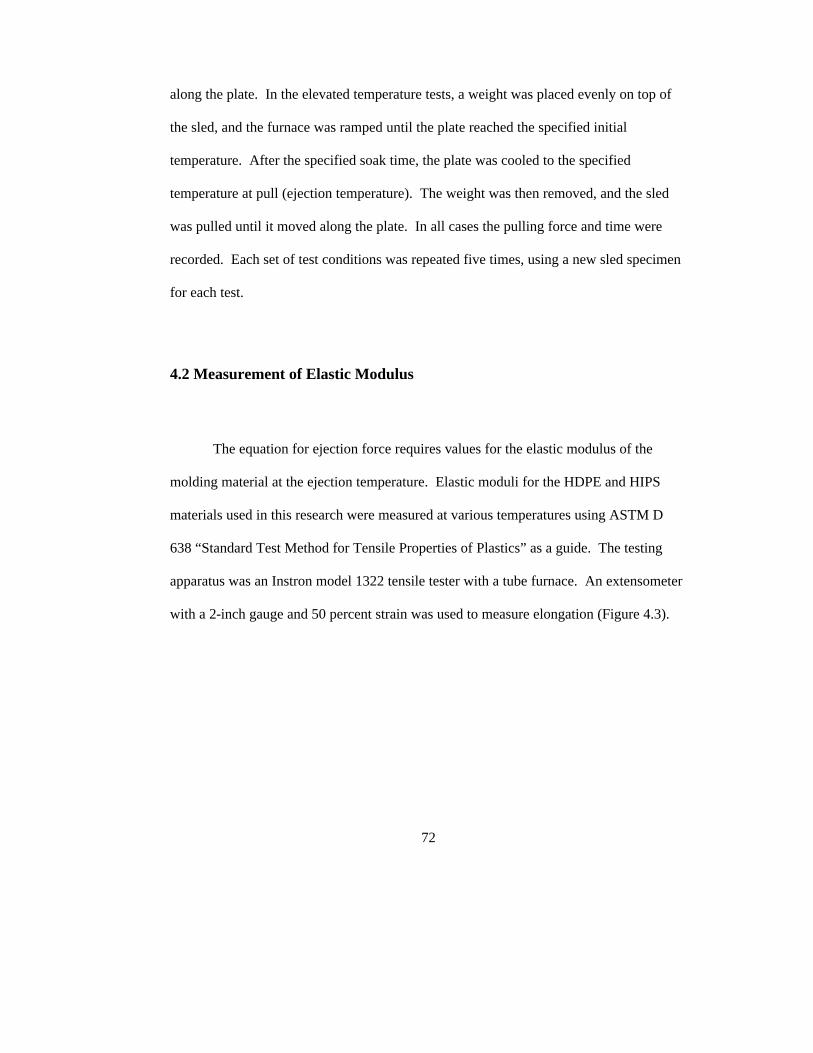
72
along the plate. In the elevated temperature tests, a weight was placed evenly on top of
the sled, and the furnace was ramped until the plate reached the specified initial
temperature. After the specified soak time, the plate was cooled to the specified
temperature at pull (ejection temperature). The weight was then removed, and the sled
was pulled until it moved along the plate. In all cases the pulling force and time were
recorded. Each set of test conditions was repeated five times, using a new sled specimen
for each test.
4.2 Measurement of Elastic Modulus
The equation for ejection force requires values for the elastic modulus of the
molding material at the ejection temperature. Elastic moduli for the HDPE and HIPS
materials used in this research were measured at various temperatures using ASTM D
638 “Standard Test Method for Tensile Properties of Plastics” as a guide. The testing
apparatus was an Instron model 1322 tensile tester with a tube furnace. An extensometer
with a 2-inch gauge and 50 percent strain was used to measure elongation (Figure 4.3).
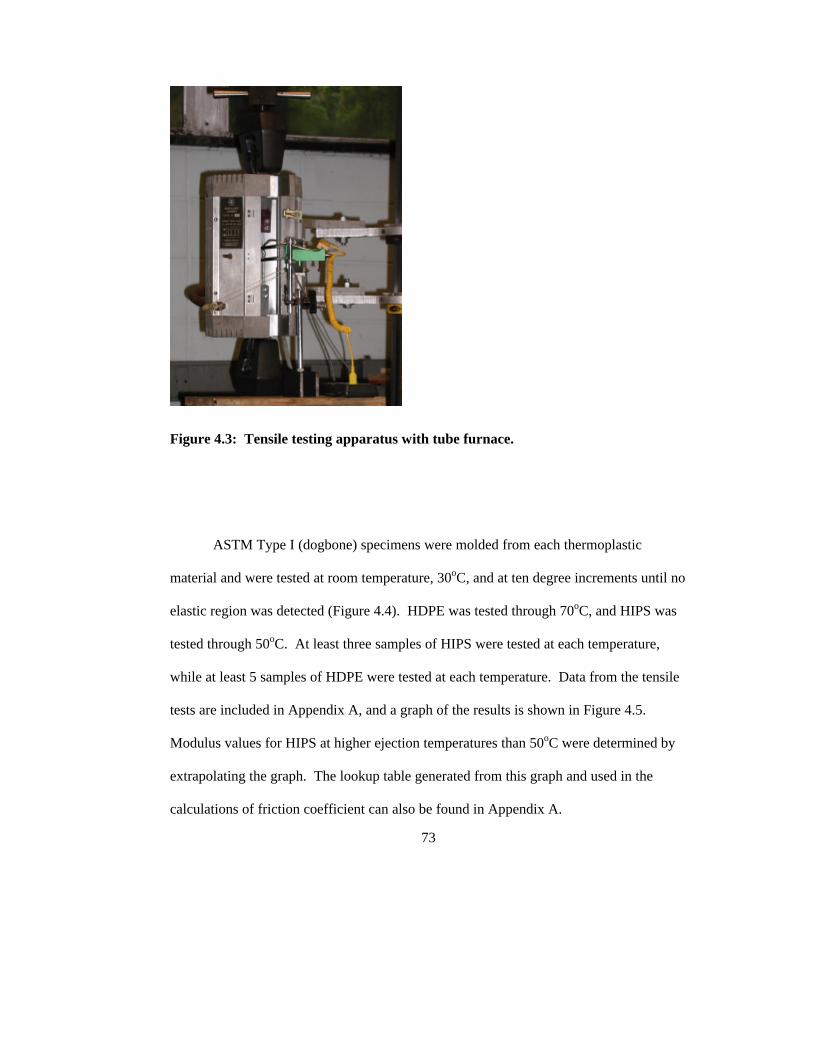
73
Figure 4.3: Tensile testing apparatus with tube furnace.
ASTM Type I (dogbone) specimens were molded from each thermoplastic
material and were tested at room temperature, 30oC, and at ten degree increments until no
elastic region was detected (Figure 4.4). HDPE was tested through 70oC, and HIPS was
tested through 50oC. At least three samples of HIPS were tested at each temperature,
while at least 5 samples of HDPE were tested at each temperature. Data from the tensile
tests are included in Appendix A, and a graph of the results is shown in Figure 4.5.
Modulus values for HIPS at higher ejection temperatures than 50oC were determined by
extrapolating the graph. The lookup table generated from this graph and used in the
calculations of friction coefficient can also be found in Appendix A.
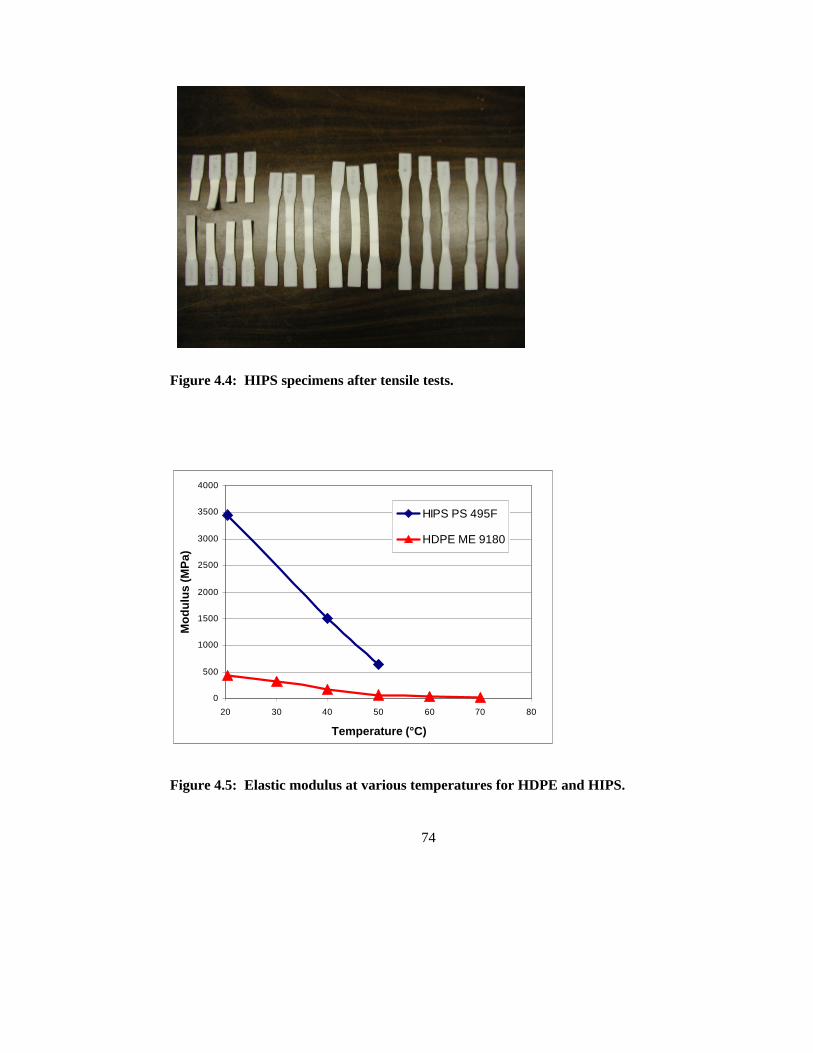
74
Figure 4.4: HIPS specimens after tensile tests.
Figure 4.5: Elastic modulus at various temperatures for HDPE and HIPS.
0
500
1000
1500
2000
2500
3000
3500
4000
20 30 40 50 60 70 80
Temperature (°C)
Mo
du
lus
(MP
a)
HIPS PS 495F
HDPE ME 9180
75
4.3 Injection Molding
4.3.1 Mold Design and Materials
Since this research involved the study of different rapid tooling materials, a
modular mold design was employed. The mold base was a steel Master Unit Die (MUD)
having a core and cavity that could be removed and replaced with those of other materials
(Figure 4.6). The baseline core and cavity were made of P-20 steel, a typical mold steel,
and the two rapid tooled core and cavity sets were made of SL 5170 epoxy resin and
LaserForm ST-100 material (Figure 4.7). The SL 5170 insert was built at NASA
Marshall Space Flight Center using the stereolithography process, and the ST-100 insert
was built at General Pattern Company (Blaine, MN) using the laser sintering process, as
described in Chapter 2. Machining allowances were included in the design of each rapid
tooled insert so that it could be machined to fit properly into the mold base. The baseline
steel insert core had a surface finish of Ra = 0.7 microns (28 microinches). The
stereolithography insert also had a surface finish of Ra = 0.7 microns (28 microinches),
and the laser sintered insert had a surface finish of Ra = 0.3 microns (12 microinches).

76
Figure 4.6: Sprue side of the MUD base mounted in the injection molding machine
with SL 5170 cavity insert.
Figure 4.7: Core and cavity inserts, before final machining, made of SL 5170 (left),
P-20 steel (center), and LaserForm ST-100 (right).
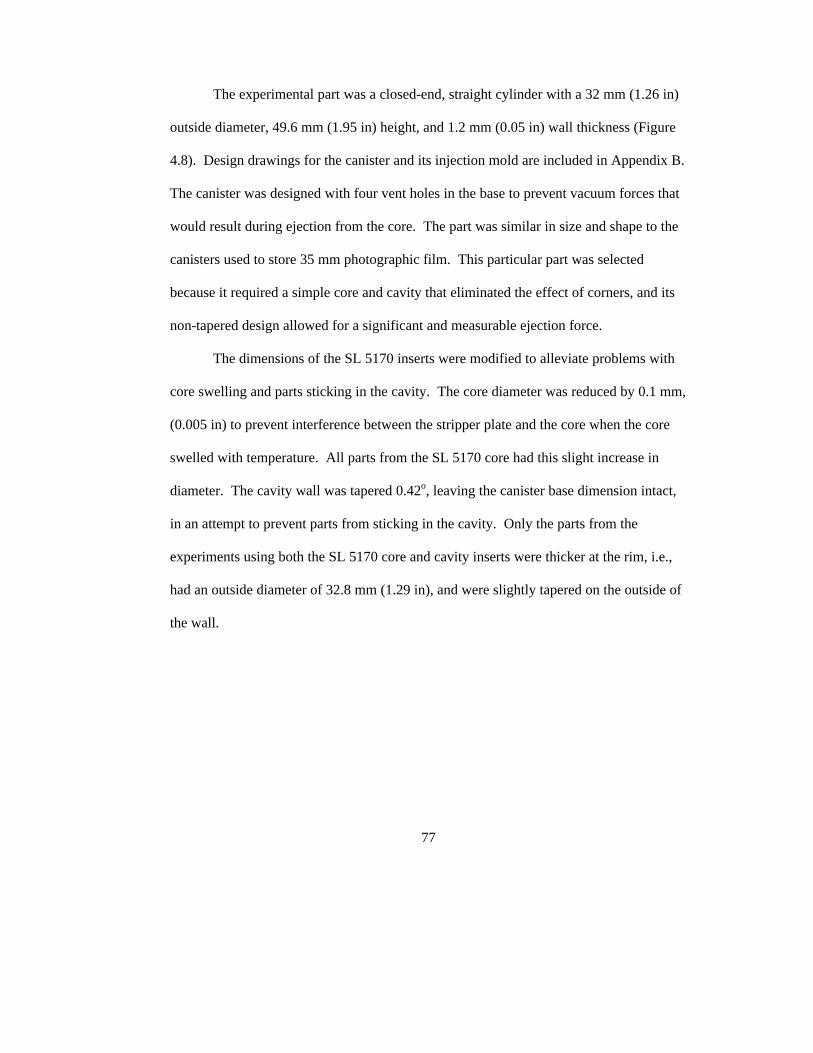
77
The experimental part was a closed-end, straight cylinder with a 32 mm (1.26 in)
outside diameter, 49.6 mm (1.95 in) height, and 1.2 mm (0.05 in) wall thickness (Figure
4.8). Design drawings for the canister and its injection mold are included in Appendix B.
The canister was designed with four vent holes in the base to prevent vacuum forces that
would result during ejection from the core. The part was similar in size and shape to the
canisters used to store 35 mm photographic film. This particular part was selected
because it required a simple core and cavity that eliminated the effect of corners, and its
non-tapered design allowed for a significant and measurable ejection force.
The dimensions of the SL 5170 inserts were modified to alleviate problems with
core swelling and parts sticking in the cavity. The core diameter was reduced by 0.1 mm,
(0.005 in) to prevent interference between the stripper plate and the core when the core
swelled with temperature. All parts from the SL 5170 core had this slight increase in
diameter. The cavity wall was tapered 0.42o, leaving the canister base dimension intact,
in an attempt to prevent parts from sticking in the cavity. Only the parts from the
experiments using both the SL 5170 core and cavity inserts were thicker at the rim, i.e.,
had an outside diameter of 32.8 mm (1.29 in), and were slightly tapered on the outside of
the wall.
78
Figure 4.8: Canister part with vent holes and no taper.
The mold was a single-cavity design with a heated sprue connecting directly to
the base of the canister. The hot sprue allowed more control over packing pressure, i.e.,
the packing material did not prematurely freeze at the gate. The core and cavity each had
a housing that fixed it to the MUD base. This ensured that there were no bolt holes
through the core or cavity inserts. The cavity insert had a square profile large enough to
provide for the possibility of adding cooling channels in the future. The core insert, on
the other hand, had a round profile so that material requirements could be reduced and the
machining process simplified. The core insert also had one flat surface for orientation. If
necessary, cooling channels could be added inside the core. Three thermocouples were
positioned at different depths inside each core insert.
The ejection system employed a stripper plate with a circular hole that fit around
the base of the core. The stripper plate was supported by four ejector pins that connected
to the mold ejector plate. Subminiature load cells for measuring ejection force were
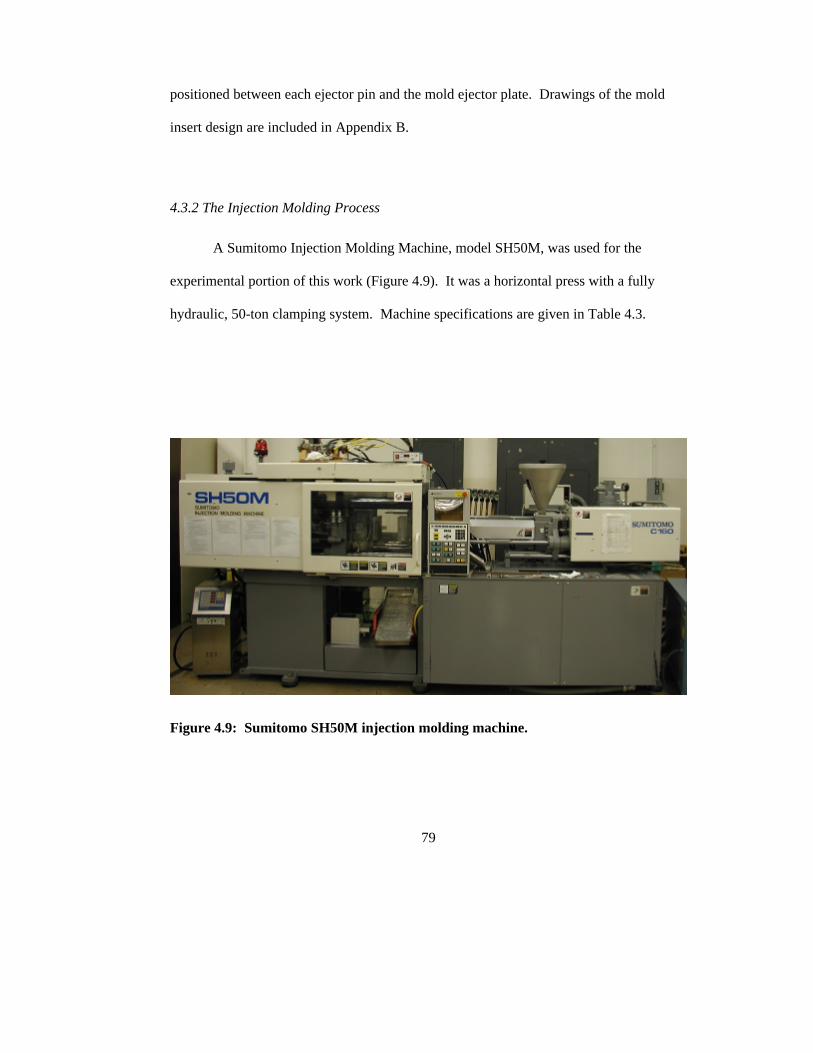
79
positioned between each ejector pin and the mold ejector plate. Drawings of the mold
insert design are included in Appendix B.
4.3.2 The Injection Molding Process
A Sumitomo Injection Molding Machine, model SH50M, was used for the
experimental portion of this work (Figure 4.9). It was a horizontal press with a fully
hydraulic, 50-ton clamping system. Machine specifications are given in Table 4.3.
Figure 4.9: Sumitomo SH50M injection molding machine.
80
Table 4.3: Injection molding machine specifications.
The procedure for defining injection molding process parameters was intended
first to establish the volume of material required, and then to determine the velocity
required to completely fill the mold with no flashing. Barrel zone temperatures were set
based on commonly used temperatures for injection molding the given thermoplastic
material. For the steel and sintered inserts, with velocity at 50 percent of maximum and
packing pressure at zero, the screw position was initially set for a short shot, and then
gradually extended until the part filled. Velocity was increased if the part froze before
the entire shot could be injected, and decreased if flashing occurred. All experiments,
except those using the SL 5170 insert, were run with one stage packing pressure, 25%
maximum screw rpm, 5% maximum back pressure, and 15% maximum ejection velocity.
Model SH50MClamping System Fully Hydraulic
Clamp Force 50 metric tons (55.1 short tons)Distance Between Tie Bars 325 x 325 mm (12.8 x 12.8 in)
Overall Size of Platen 470 x 467 mm (18.5 x 18.4 in)Opening Stroke 440 mm (17.3 in)
Ejector Type Hydraulic, cross multipoint ejection (5pts)Ejector Stroke 70 mm (2.8 in)Ejector Force 2.2 metric tons (2.42 short tons)
Screw Diameter 28 mm (1.1 in)Injection Capacity 70 cm3 (4.3 in3)
Injection Rate 99 cm3/s (6.0 in3/s)Nozzle Contact Force 4670 kgf (10297 lbf)
Machine Weight 2.2 metric tons (2.42 short tons)
81
The velocity and temperature parameters for each set of experiments are shown in Table
4.4. Two levels of packing time were defined at 2 and 6 seconds. Three levels of cooling
time were defined at 5, 10, and 15 seconds. Packing pressure levels were defined at 0, 5,
and 10 percent of maximum (0, 10.93, and 21.87 MPa). Clamping force was 20 metric
tons.
Since the SL 5170 insert was expected to be less durable, temperature and
velocity settings were reduced as far as possible such that the mold would still fill. As
much as possible, the number of test runs on this insert were minimized. Screw rpm,
back pressure, clamp force, and ejection velocity were the same as above. Packing time
levels remained the same (2 and 6 seconds), while the number of cooling time and
packing pressure levels were reduced from three to two. Cooling times were greatly
increased to 120 and 150 seconds to allow for the low thermal conductivity of the
stereolithography resin. Packing pressure levels were 0 and 5 percent (0 and 10.93 MPa).
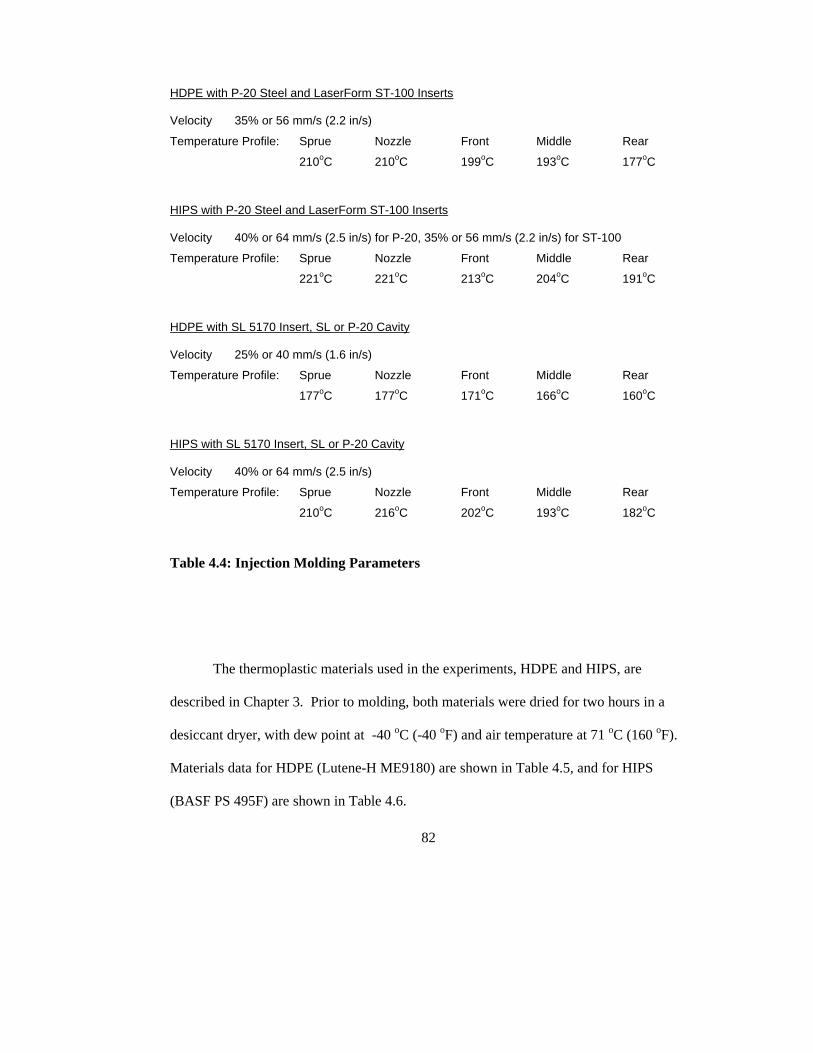
82
HDPE with P-20 Steel and LaserForm ST-100 Inserts
Velocity 35% or 56 mm/s (2.2 in/s)
Temperature Profile: Sprue Nozzle Front Middle Rear
210oC 210oC 199oC 193oC 177oC
HIPS with P-20 Steel and LaserForm ST-100 Inserts
Velocity 40% or 64 mm/s (2.5 in/s) for P-20, 35% or 56 mm/s (2.2 in/s) for ST-100
Temperature Profile: Sprue Nozzle Front Middle Rear
221oC 221oC 213oC 204oC 191oC
HDPE with SL 5170 Insert, SL or P-20 Cavity
Velocity 25% or 40 mm/s (1.6 in/s)
Temperature Profile: Sprue Nozzle Front Middle Rear
177oC 177oC 171oC 166oC 160oC
HIPS with SL 5170 Insert, SL or P-20 Cavity
Velocity 40% or 64 mm/s (2.5 in/s)
Temperature Profile: Sprue Nozzle Front Middle Rear
210oC 216oC 202oC 193oC 182oC
Table 4.4: Injection Molding Parameters
The thermoplastic materials used in the experiments, HDPE and HIPS, are
described in Chapter 3. Prior to molding, both materials were dried for two hours in a
desiccant dryer, with dew point at -40 oC (-40 oF) and air temperature at 71 oC (160 oF).
Materials data for HDPE (Lutene-H ME9180) are shown in Table 4.5, and for HIPS
(BASF PS 495F) are shown in Table 4.6.
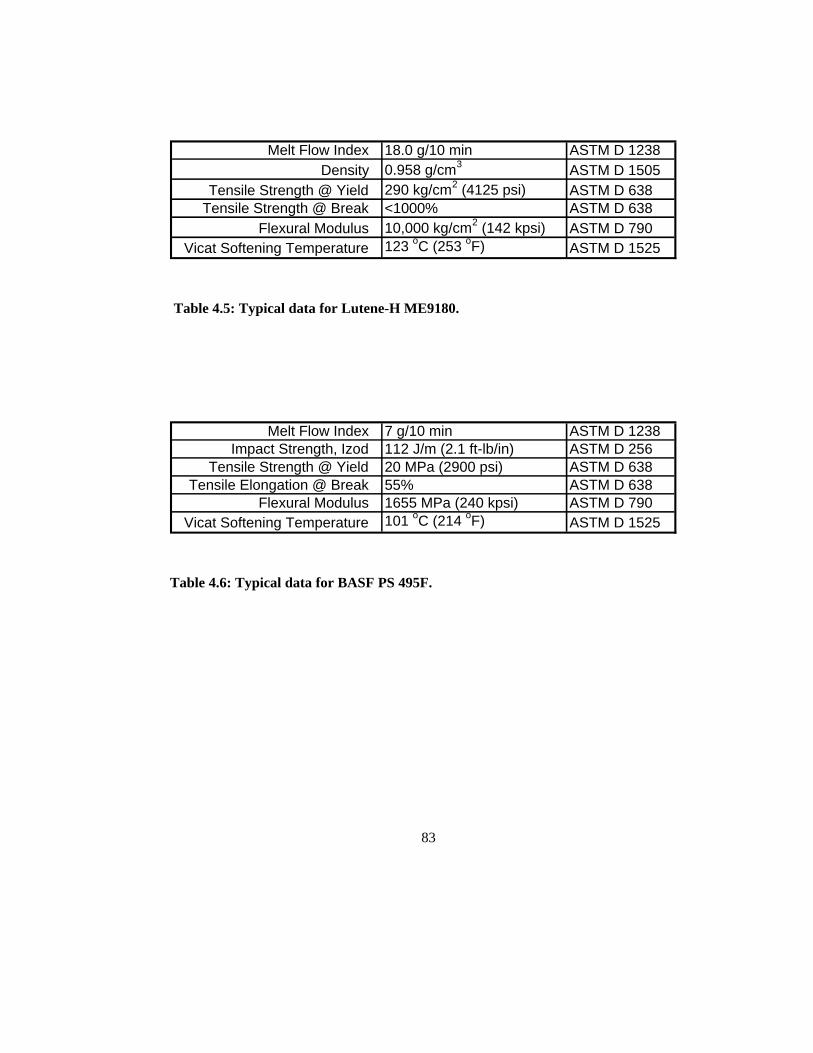
83
Table 4.5: Typical data for Lutene-H ME9180.
Table 4.6: Typical data for BASF PS 495F.
Melt Flow Index 18.0 g/10 min ASTM D 1238Density 0.958 g/cm3 ASTM D 1505
Tensile Strength @ Yield 290 kg/cm2 (4125 psi) ASTM D 638Tensile Strength @ Break <1000% ASTM D 638
Flexural Modulus 10,000 kg/cm2 (142 kpsi) ASTM D 790Vicat Softening Temperature 123 oC (253 oF) ASTM D 1525
Melt Flow Index 7 g/10 min ASTM D 1238Impact Strength, Izod 112 J/m (2.1 ft-lb/in) ASTM D 256
Tensile Strength @ Yield 20 MPa (2900 psi) ASTM D 638Tensile Elongation @ Break 55% ASTM D 638
Flexural Modulus 1655 MPa (240 kpsi) ASTM D 790Vicat Softening Temperature 101 oC (214 oF) ASTM D 1525

84
4.3.3 Design of Experiments
Statistical design of experiments has been used to design the six sets of
experiments run in this work. Each set was blocked by insert material and thermoplastic
material, and then randomized by packing time, cooling time and packing pressure. In
the first four experimental sets, there were two levels of packing time, three levels of
cooling time, and three levels of packing pressure as described above. Each combination
of factors was repeated eight times. The experimental design with process parameters is
shown in Table 4.7.
The last two experimental sets, using the SL 5170 insert, were designed to be
smaller than the other sets due to the expected low durability of the insert material. In
this case there were two levels each of packing time, cooling time, and packing pressure
as described above. Each combination of factors was repeated five times. A much
longer cooling time was required for this insert to accommodate its low thermal
conductivity. It was initially intended that cooling time levels be set at 150 and 180
seconds. However these levels were reduced to 120 and 150 seconds to reduce the
shrinkage on the core, and thus ejection force requirements. Also note that only a limited
number of parts could be processed using the SL 5170 cavities due to deformation that
caused sticking of parts (see Chapter 6). The designed experiment, therefore, was carried
out using the SL 5170 core with the P-20 cavity. While the use of steel cavity material
greatly changed the thermal performance of this insert and reduced the temperature at
ejection, it also allowed a complete experiment to be performed in which ejection force
from the SL 5170 core could be measured.
85
Design of experiments (DOE) analyses in Minitab® have been performed using
packing time, cooling time and packing pressure as factors and ejection force as the
response. Using analysis of variance (ANOVA), the effects of variables and their
interactions on each response were determined. ANOVA tables for each data set are
included in Appendix A. DOE results and graphs identifying main effects and
interactions are included in Chapter 5.
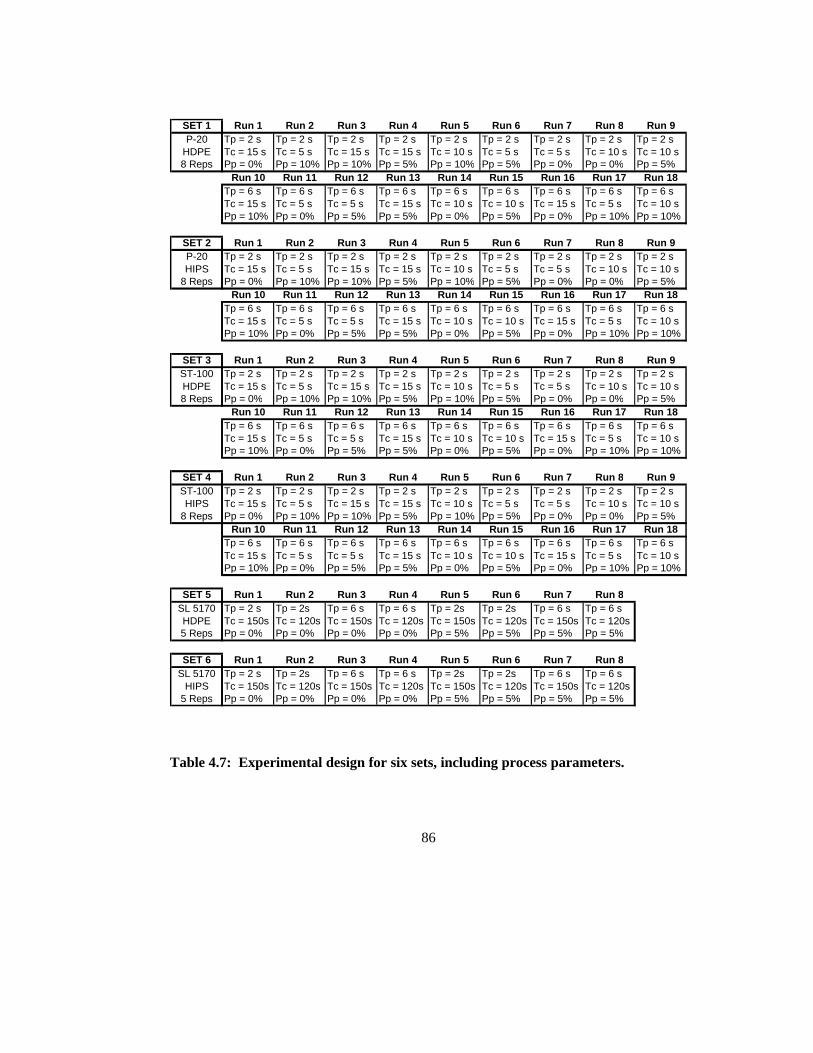
86
Table 4.7: Experimental design for six sets, including process parameters.
SET 1 Run 1 Run 2 Run 3 Run 4 Run 5 Run 6 Run 7 Run 8 Run 9P-20 Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s
HDPE Tc = 15 s Tc = 5 s Tc = 15 s Tc = 15 s Tc = 10 s Tc = 5 s Tc = 5 s Tc = 10 s Tc = 10 s8 Reps Pp = 0% Pp = 10% Pp = 10% Pp = 5% Pp = 10% Pp = 5% Pp = 0% Pp = 0% Pp = 5%
Run 10 Run 11 Run 12 Run 13 Run 14 Run 15 Run 16 Run 17 Run 18Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 sTc = 15 s Tc = 5 s Tc = 5 s Tc = 15 s Tc = 10 s Tc = 10 s Tc = 15 s Tc = 5 s Tc = 10 sPp = 10% Pp = 0% Pp = 5% Pp = 5% Pp = 0% Pp = 5% Pp = 0% Pp = 10% Pp = 10%
SET 2 Run 1 Run 2 Run 3 Run 4 Run 5 Run 6 Run 7 Run 8 Run 9P-20 Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 sHIPS Tc = 15 s Tc = 5 s Tc = 15 s Tc = 15 s Tc = 10 s Tc = 5 s Tc = 5 s Tc = 10 s Tc = 10 s
8 Reps Pp = 0% Pp = 10% Pp = 10% Pp = 5% Pp = 10% Pp = 5% Pp = 0% Pp = 0% Pp = 5%Run 10 Run 11 Run 12 Run 13 Run 14 Run 15 Run 16 Run 17 Run 18
Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 sTc = 15 s Tc = 5 s Tc = 5 s Tc = 15 s Tc = 10 s Tc = 10 s Tc = 15 s Tc = 5 s Tc = 10 sPp = 10% Pp = 0% Pp = 5% Pp = 5% Pp = 0% Pp = 5% Pp = 0% Pp = 10% Pp = 10%
SET 3 Run 1 Run 2 Run 3 Run 4 Run 5 Run 6 Run 7 Run 8 Run 9ST-100 Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 sHDPE Tc = 15 s Tc = 5 s Tc = 15 s Tc = 15 s Tc = 10 s Tc = 5 s Tc = 5 s Tc = 10 s Tc = 10 s8 Reps Pp = 0% Pp = 10% Pp = 10% Pp = 5% Pp = 10% Pp = 5% Pp = 0% Pp = 0% Pp = 5%
Run 10 Run 11 Run 12 Run 13 Run 14 Run 15 Run 16 Run 17 Run 18Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 sTc = 15 s Tc = 5 s Tc = 5 s Tc = 15 s Tc = 10 s Tc = 10 s Tc = 15 s Tc = 5 s Tc = 10 sPp = 10% Pp = 0% Pp = 5% Pp = 5% Pp = 0% Pp = 5% Pp = 0% Pp = 10% Pp = 10%
SET 4 Run 1 Run 2 Run 3 Run 4 Run 5 Run 6 Run 7 Run 8 Run 9ST-100 Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 s Tp = 2 sHIPS Tc = 15 s Tc = 5 s Tc = 15 s Tc = 15 s Tc = 10 s Tc = 5 s Tc = 5 s Tc = 10 s Tc = 10 s
8 Reps Pp = 0% Pp = 10% Pp = 10% Pp = 5% Pp = 10% Pp = 5% Pp = 0% Pp = 0% Pp = 5%Run 10 Run 11 Run 12 Run 13 Run 14 Run 15 Run 16 Run 17 Run 18
Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 s Tp = 6 sTc = 15 s Tc = 5 s Tc = 5 s Tc = 15 s Tc = 10 s Tc = 10 s Tc = 15 s Tc = 5 s Tc = 10 sPp = 10% Pp = 0% Pp = 5% Pp = 5% Pp = 0% Pp = 5% Pp = 0% Pp = 10% Pp = 10%
SET 5 Run 1 Run 2 Run 3 Run 4 Run 5 Run 6 Run 7 Run 8SL 5170 Tp = 2 s Tp = 2s Tp = 6 s Tp = 6 s Tp = 2s Tp = 2s Tp = 6 s Tp = 6 sHDPE Tc = 150s Tc = 120s Tc = 150s Tc = 120s Tc = 150s Tc = 120s Tc = 150s Tc = 120s5 Reps Pp = 0% Pp = 0% Pp = 0% Pp = 0% Pp = 5% Pp = 5% Pp = 5% Pp = 5%
SET 6 Run 1 Run 2 Run 3 Run 4 Run 5 Run 6 Run 7 Run 8SL 5170 Tp = 2 s Tp = 2s Tp = 6 s Tp = 6 s Tp = 2s Tp = 2s Tp = 6 s Tp = 6 s
HIPS Tc = 150s Tc = 120s Tc = 150s Tc = 120s Tc = 150s Tc = 120s Tc = 150s Tc = 120s5 Reps Pp = 0% Pp = 0% Pp = 0% Pp = 0% Pp = 5% Pp = 5% Pp = 5% Pp = 5%
87
4.3.4 Experimental Procedure
An experimental set was defined by the mold insert and thermoplastic material.
The procedure followed for each experimental set is as follows:
1) Begin Set
2) Setup hardware and load thermoplastic material
3) Load parameter settings
4) Begin Run
i) Adjust DOE settings for packing time, cooling time and packing pressure
ii) Process test parts to bring insert to temperature
iii) Begin Iteration
(a) Inject part
(b) Capture ejection force and temperature during ejection
(c) Digitally photograph part immediately after ejection
(d) Wait for core to return to desired temperature
iv) Repeat iteration 8 times (5 times with SL 5170 insert)
5) Repeat run for all DOE combinations
6) Go to next set
Ejection force data were used to determine the initial force required to release
each part from the core. Thermal data were used to determine the elastic modulus of
each thermoplastic at ejection. Inside and outside diameters of the canister parts,
88
measured from digital photographs, were used to determine part thickness. All of these
data were used with the Menges ejection force model to calculate the ejection force and
the apparent coefficient of static friction. Statistical analysis of variance, as described
above, was conducted using packing time, cooling time, and packing pressure as input
factors, and ejection force as the response. Experimental results and conclusions are
included in Chapters 5 and 6. Experimental data are included in Appendix A.
4.4 Set-up and Data Acquisition
The data required from the injection molding experiments included thermal (core
temperature at ejection), load (ejection force), and dimensional (part diameter and
thickness at ejection) measurements. Type J thermocouples were used to measure
temperature, subminiature load cells were used to measure force, and digital imaging was
used to measure diameter. The three thermal and four load sensors collected data through
a National Instruments SC-2311 signal conditioner with associated thermocouple and
strain gage input modules. A LabVIEW™ program was used to read the ejection force
and temperature data and write them to a Microsoft Excel® spreadsheet. Pictures of each
part were taken with an Olympus Camedia C-740 digital camera and processed using
Adobe PhotoShop software. The inside and outside diameters of each part were
measured in pixels and converted to inches and millimeters by reference to a scale, a
picture of which was taken during each set of experiments. The data acquisition
equipment is shown in Figure 4.10.
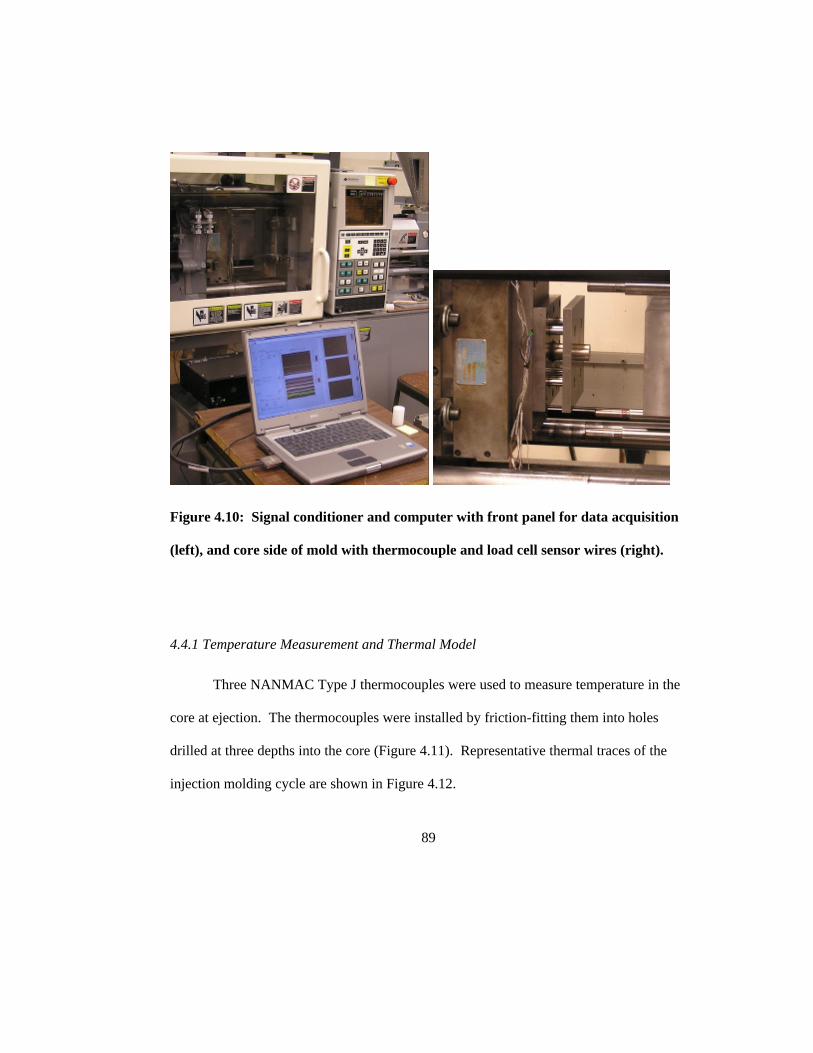
89
Figure 4.10: Signal conditioner and computer with front panel for data acquisition
(left), and core side of mold with thermocouple and load cell sensor wires (right).
4.4.1 Temperature Measurement and Thermal Model
Three NANMAC Type J thermocouples were used to measure temperature in the
core at ejection. The thermocouples were installed by friction-fitting them into holes
drilled at three depths into the core (Figure 4.11). Representative thermal traces of the
injection molding cycle are shown in Figure 4.12.
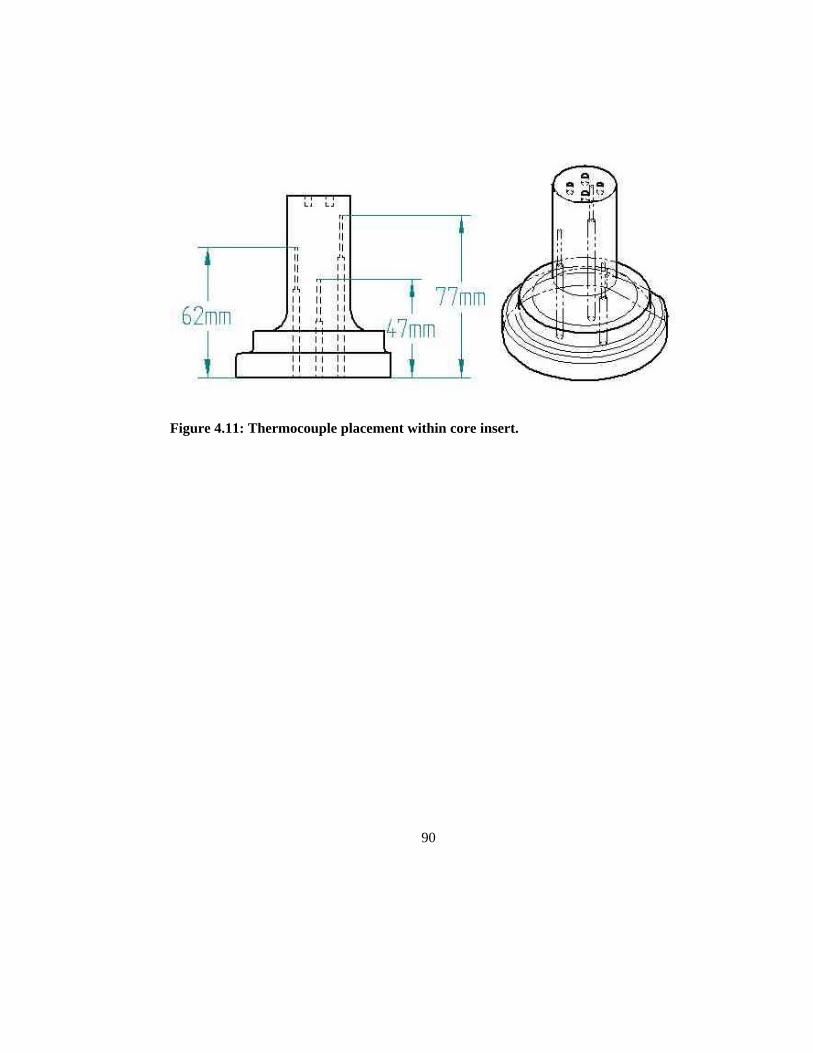
90
Figure 4.11: Thermocouple placement within core insert.
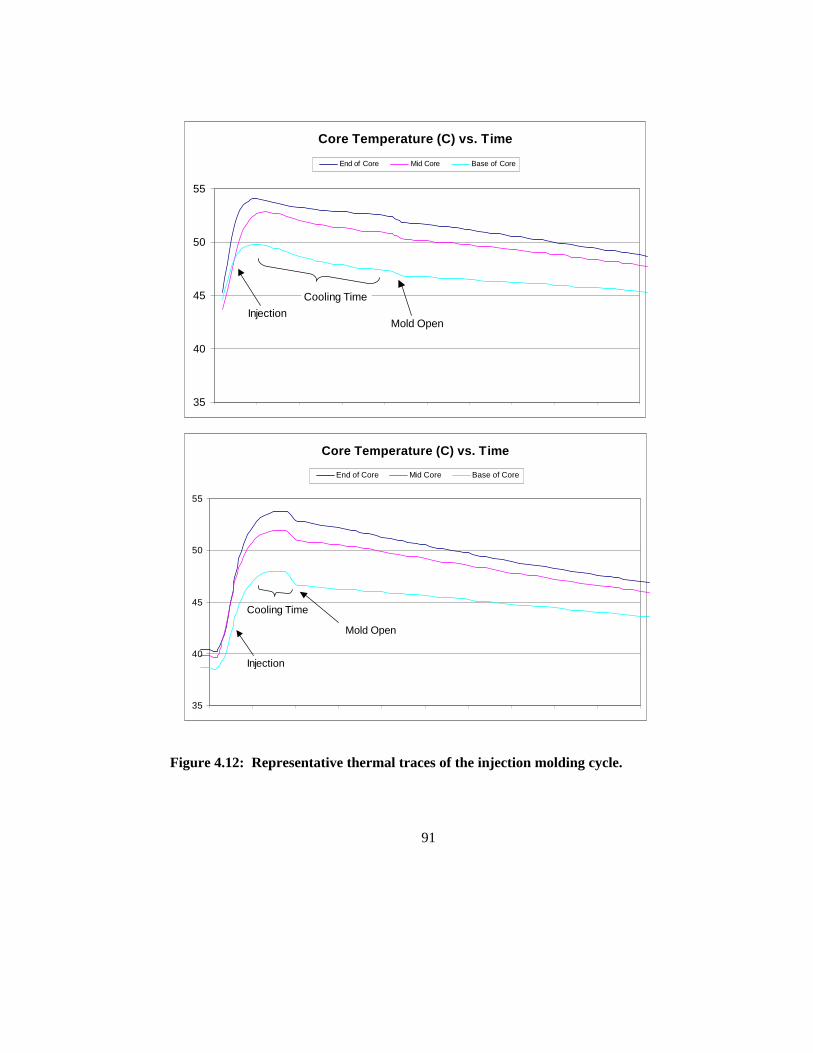
91
Figure 4.12: Representative thermal traces of the injection molding cycle.
Core Temperature (C) vs. Time
35
40
45
50
55
End of Core Mid Core Base of Core
InjectionCooling Time
Mold Open
Core Temperature (C) vs. Time
35
40
45
50
55
End of Core Mid Core Base of Core
Injection
Cooling Time
Mold Open
92
Since the distance between each thermocouple and the surface of the core was
more than a millimeter, there was a time lag from heating of the surface to heating of the
thermocouple. A thermal analysis was run to determine the convergence time between
the thermocouple reading and the actual temperature at the surface of the core (Carpenter
2004). The analysis simulated injection of the thermoplastic into the mold insert for each
material combination. The simulation was run using ABAQUS, and the results show the
time required for temperature at the thermocouple to match the temperature at the surface
of the core (Table 4.8). Initial and boundary conditions for the thermal analysis are
shown in Table 4.9, and graphs of the results are shown in Figure 4.13. The table of
temperature values is included in Appendix A. The graphs show that the P-20 and ST-
100 thermocouple readings and surface temperatures converge within 5 seconds for
HDPE, and within 10 seconds for HIPS. Convergence in the SL 5170 insert requires 110
seconds for HDPE and 120 seconds for HIPS. All processing times allow for these
convergence times so that thermocouple readings are accurate. It can be seen from the
simulation of the SL 5170 core with the P-20 cavity that convergence times are
approximately 10 seconds for HDPE and 20 seconds for HIPS. The longer cooling times,
therefore, are not necessary. In the experiments with this combination insert, however,
the longer, more conservative cooling times were used.
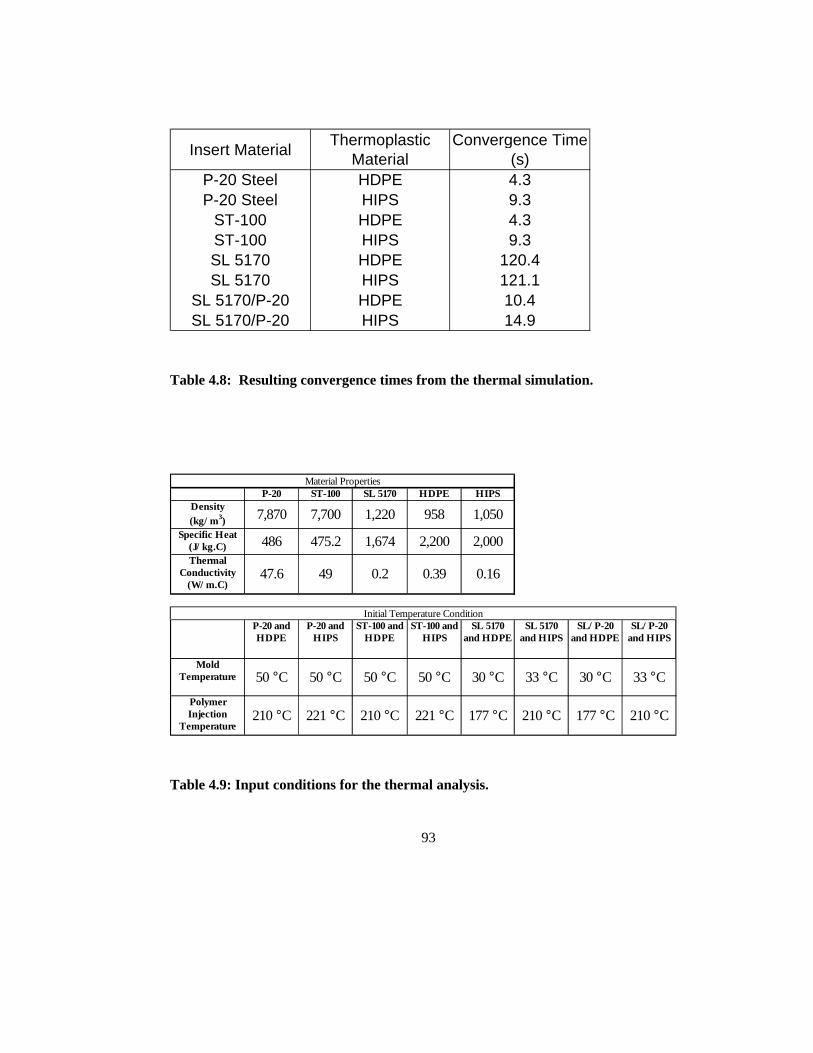
93
Table 4.8: Resulting convergence times from the thermal simulation.
Table 4.9: Input conditions for the thermal analysis.
P-20 ST-100 SL 5170 HDPE HIPSDensity (kg/m3) 7,870 7,700 1,220 958 1,050
Specific Heat (J/kg.C) 486 475.2 1,674 2,200 2,000Thermal
Conductivity (W/m.C)
47.6 49 0.2 0.39 0.16
P-20 and HDPE
P-20 and HIPS
ST-100 and HDPE
ST-100 and HIPS
SL 5170 and HDPE
SL 5170 and HIPS
SL/P-20 and HDPE
SL/P-20 and HIPS
Mold Temperature 50 °C 50 °C 50 °C 50 °C 30 °C 33 °C 30 °C 33 °C
Polymer Injection
Temperature210 °C 221 °C 210 °C 221 °C 177 °C 210 °C 177 °C 210 °C
Material Properties
Initial Temperature Condition
Insert MaterialThermoplastic
MaterialConvergence Time
(s)P-20 Steel HDPE 4.3P-20 Steel HIPS 9.3
ST-100 HDPE 4.3ST-100 HIPS 9.3SL 5170 HDPE 120.4SL 5170 HIPS 121.1
SL 5170/P-20 HDPE 10.4SL 5170/P-20 HIPS 14.9
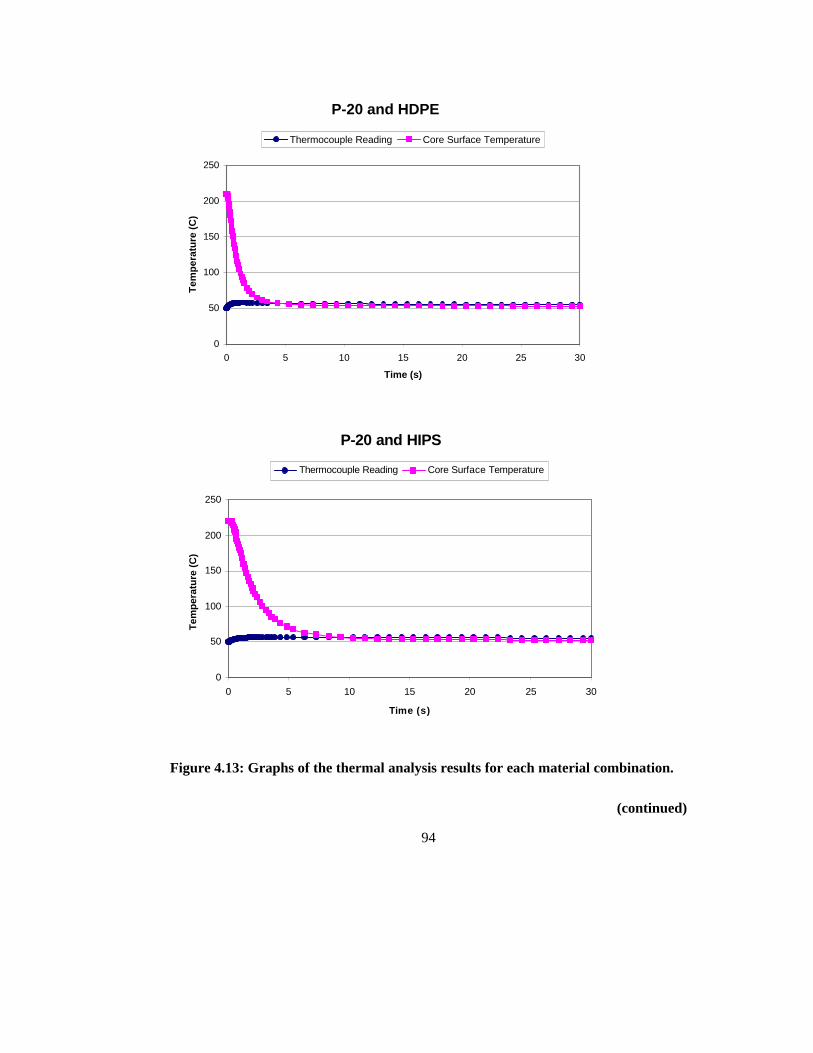
94
P-20 and HDPE
0
50
100
150
200
250
0 5 10 15 20 25 30
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
P-20 and HIPS
0
50
100
150
200
250
0 5 10 15 20 25 30
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
Figure 4.13: Graphs of the thermal analysis results for each material combination.
(continued)

95
Figure 4.13 (continued.)
ST-100 and HDPE
0
50
100
150
200
250
0 5 10 15 20 25 30
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
ST-100 and HIPS
0
50
100
150
200
250
0 5 10 15 20 25 30
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
(continued)
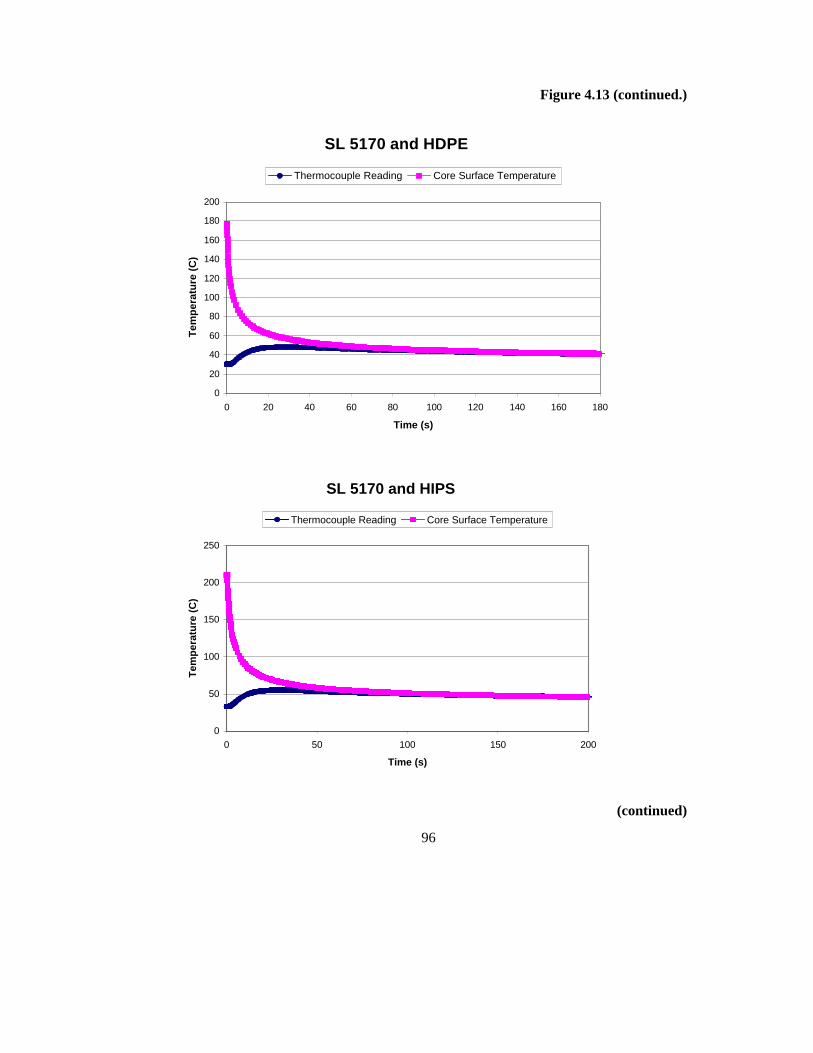
96
Figure 4.13 (continued.)
SL 5170 and HDPE
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120 140 160 180
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
SL 5170 and HIPS
0
50
100
150
200
250
0 50 100 150 200
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
(continued)
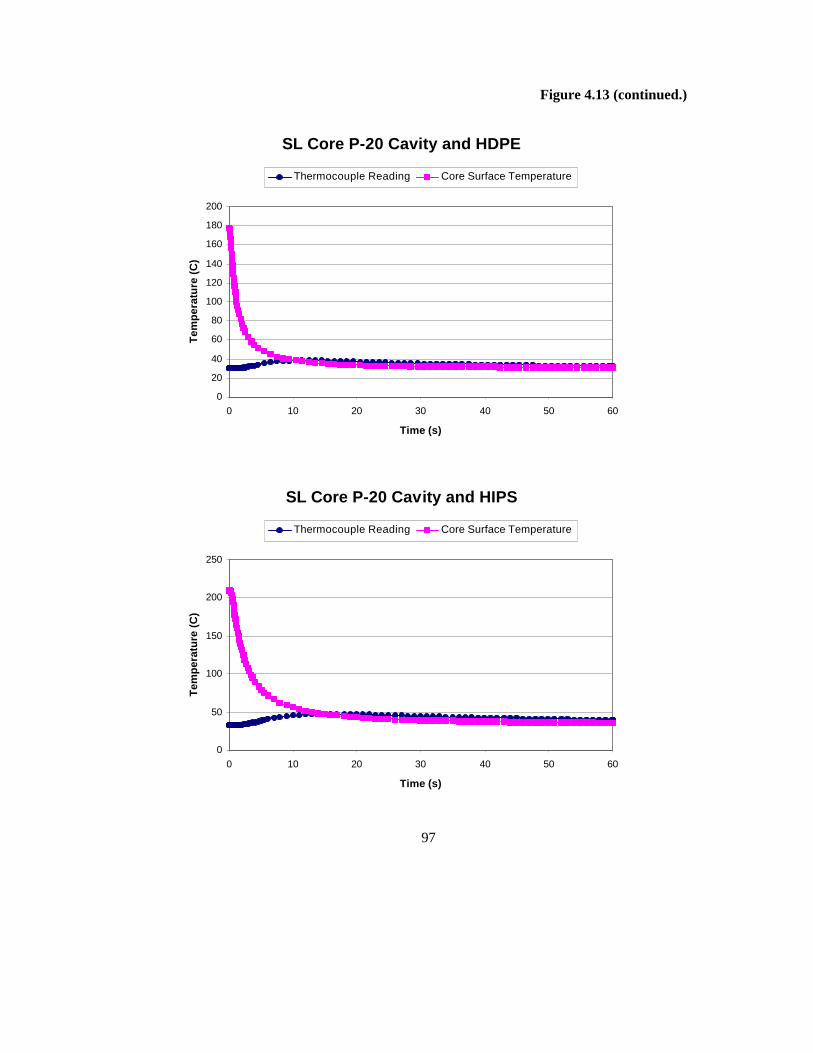
97
Figure 4.13 (continued.)
SL Core P-20 Cavity and HDPE
0
20
40
60
80
100
120
140
160
180
200
0 10 20 30 40 50 60
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
SL Core P-20 Cavity and HIPS
0
50
100
150
200
250
0 10 20 30 40 50 60
Time (s)
Tem
per
atu
re (
C)
Thermocouple Reading Core Surface Temperature
98
4.4.2 Ejection Force Measurement
Four Sensotec subminiature load cells, rated at 100 lbs each, were used to
measure ejection force. Each load cell was installed between one of four ejector pins and
the ejector plate. The four pins, mounted on bearings to reduce friction, were attached to
the stripper plate, which removed the canister from the core. Total load was measured
during ejection of each part, and the ejection force was determined from the initial peak
load required to release the part from the insert core. Sample ejection force traces are
shown in Figure 4.14.
After each experimental run, the ejection force was measured without a part on
the core. This no-load ejection force, i.e., the force required to simply move the ejection
mechanism, was subtracted from the peak load measurement of every canister to
determine the actual force required to release the part.
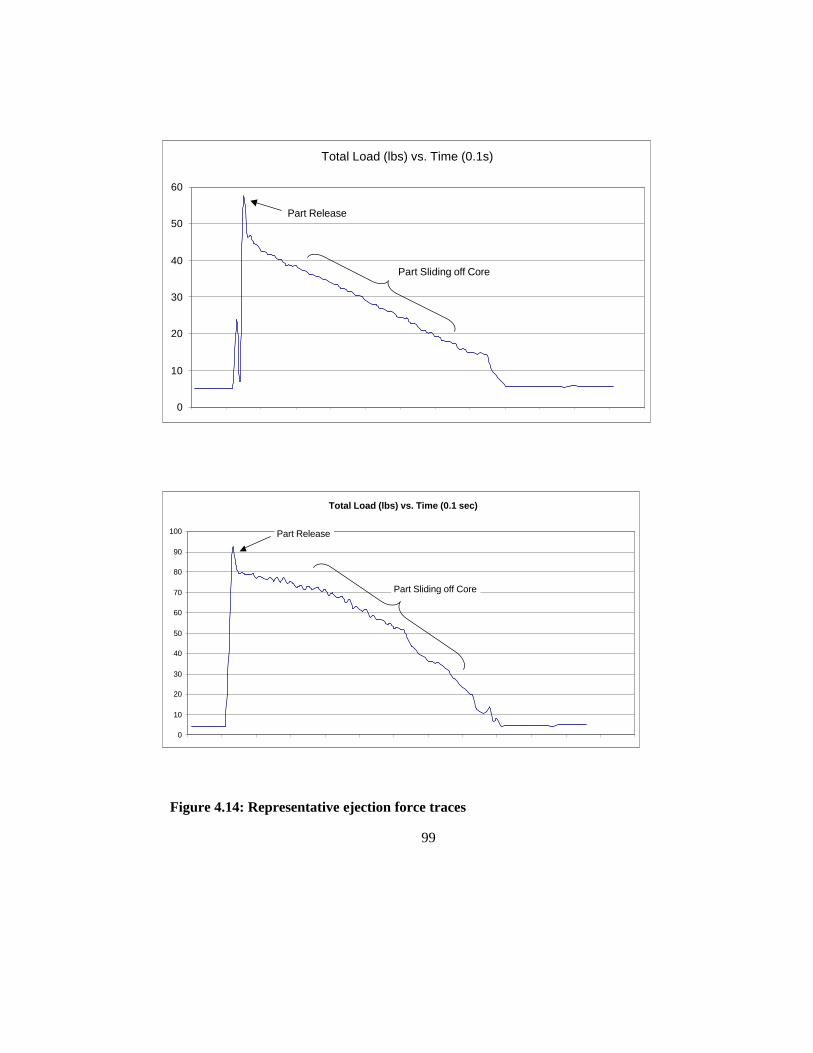
99
Figure 4.14: Representative ejection force traces
Total Load (lbs) vs. Time (0.1s)
0
10
20
30
40
50
60
Part Release
Part Sliding off Core
Total Load (lbs) vs. Time (0.1 sec)
0
10
20
30
40
50
60
70
80
90
100 Part Release
Part Sliding off Core
100
4.4.3 Diameter and Thickness Measurement
The inside and outside diameters of each canister were measured immediately
after ejection to determine the relative change in diameter due to shrinkage and the
canister wall thickness. The relative change in diameter and the thickness measurements
are required in order to use the Menges equation (see Chapter 3). A digital picture of
each canister was taken immediately after ejection (Figure 4.15). A picture including a
scale was taken for each set of experiments. Using Adobe Photoshop® software, the
pictures were magnified and the inside and outside diameters of each canister were
measured in four places: vertically, horizontally, and at 45-degree angles. The four
measurements were averaged for each diameter value. The scale reference picture was
also magnified and measured to determine the number of pixels per inch. The resolution
for each set of measurements varied between 0.0009 and 0.0010 inches per pixel.
101
Figure 4.15: Digital pictures of HDPE canisters for measuring inside and outside
diameter.
4.4.4 Calculation of Static Friction Coefficient
Ejection forces were calculated using equations 3.18 and 3.25, as derived in
Chapter 3, and the data described above. The apparent coefficients of static friction were
calculated using equation 3.18. Spreadsheets for these data are included in Appendix A,
and results are given in Chapter 5.
102
CHAPTER 5
RESULTS AND ANALYSIS
This chapter summarizes results from the injection molding experiments and
standard friction tests. First, the data from each are discussed individually. Next,
experimental ejection forces are compared with those calculated from the ejection force
model, using friction coefficients from the standard tests. Then, calculations of the
coefficient of static friction, using data from the injection molding experiments, are
presented and compared to standard test results. Analysis of variance results from the
designed experiment are also included. The last section of the chapter presents a
qualitative analysis of the rapid tooled injection mold inserts, i.e., some observations of
how these tools performed.
103
5.1 Injection Molding Experiments
5.1.1 Experimental Results and Discussion
Ejection forces from the injection molding experiments for HDPE and HIPS are
shown in Table 5.1. Measured ejection force results are listed by levels of packing time,
cooling time, and packing pressure. Other experimental data, including diameter and
temperature measurements, are included in Appendix A. The following discussion
comments on the ejection force results according to thermoplastic material and mold
insert material.
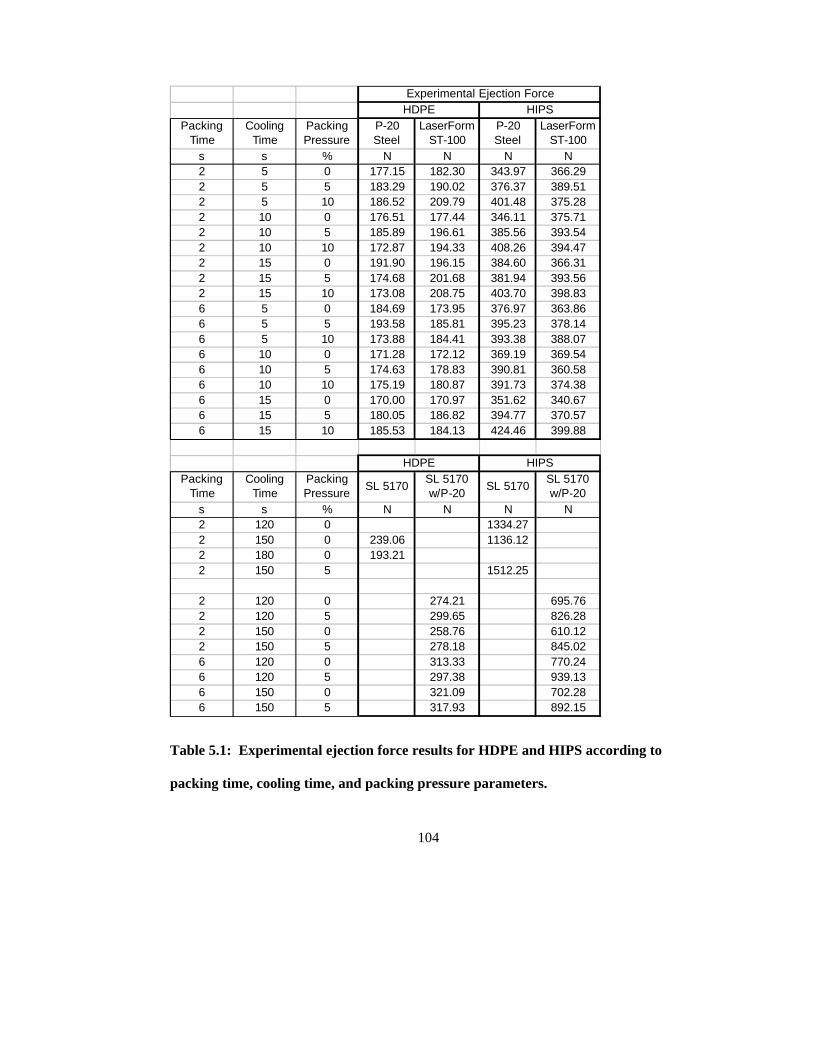
104
Packing Time
Cooling Time
Packing Pressure
P-20 Steel
LaserForm ST-100
P-20 Steel
LaserForm ST-100
s s % N N N N2 5 0 177.15 182.30 343.97 366.292 5 5 183.29 190.02 376.37 389.512 5 10 186.52 209.79 401.48 375.282 10 0 176.51 177.44 346.11 375.712 10 5 185.89 196.61 385.56 393.542 10 10 172.87 194.33 408.26 394.472 15 0 191.90 196.15 384.60 366.312 15 5 174.68 201.68 381.94 393.562 15 10 173.08 208.75 403.70 398.836 5 0 184.69 173.95 376.97 363.866 5 5 193.58 185.81 395.23 378.146 5 10 173.88 184.41 393.38 388.076 10 0 171.28 172.12 369.19 369.546 10 5 174.63 178.83 390.81 360.586 10 10 175.19 180.87 391.73 374.386 15 0 170.00 170.97 351.62 340.676 15 5 180.05 186.82 394.77 370.576 15 10 185.53 184.13 424.46 399.88
Packing Time
Cooling Time
Packing Pressure
SL 5170SL 5170 w/P-20
SL 5170SL 5170 w/P-20
s s % N N N N2 120 0 1334.272 150 0 239.06 1136.122 180 0 193.212 150 5 1512.25
2 120 0 274.21 695.762 120 5 299.65 826.282 150 0 258.76 610.122 150 5 278.18 845.026 120 0 313.33 770.246 120 5 297.38 939.136 150 0 321.09 702.286 150 5 317.93 892.15
Experimental Ejection Force
HDPE HIPS
HDPE HIPS
Table 5.1: Experimental ejection force results for HDPE and HIPS according to
packing time, cooling time, and packing pressure parameters.
105
5.1.2 HDPE Experimental Ejection Force Results
Figure 5.1 shows experimental ejection force results for HDPE. Ejection forces
for HDPE from the P-20 core, averaged per run, are generally lower than from the ST-
100 core, which are lower than from the SL 5170 core. Ejection forces from the ST-100
core at low level packing time are higher than at high level packing time. The parts with
higher ejection force also had lower shrinkage values, as measured by the relative change
in diameter immediately after ejection.
Ejection forces for HDPE from the SL 5170 core with the P-20 cavity are higher
than from the SL 5170 insert because the P-20 cavity draws away much of the heat,
resulting in more shrinkage of the HDPE against the SL 5170 core.
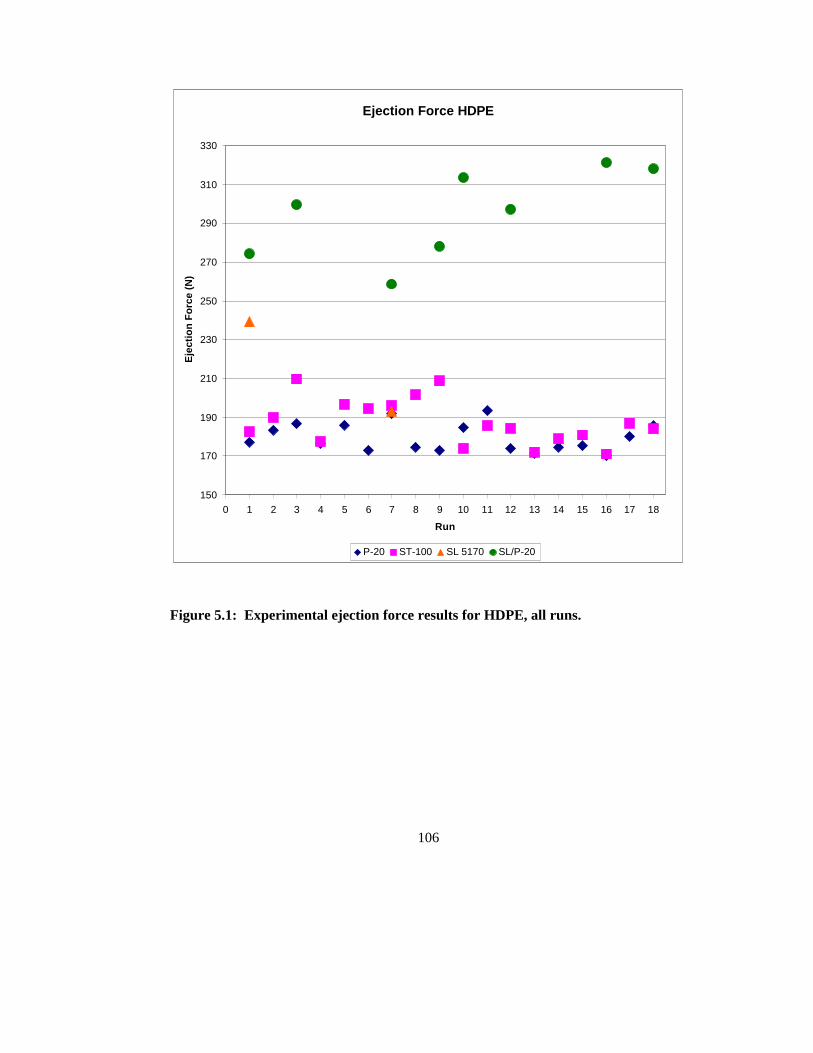
106
Figure 5.1: Experimental ejection force results for HDPE, all runs.
Ejection Force HDPE
150
170
190
210
230
250
270
290
310
330
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Eje
ctio
n F
orc
e (N
)
P-20 ST-100 SL 5170 SL/P-20
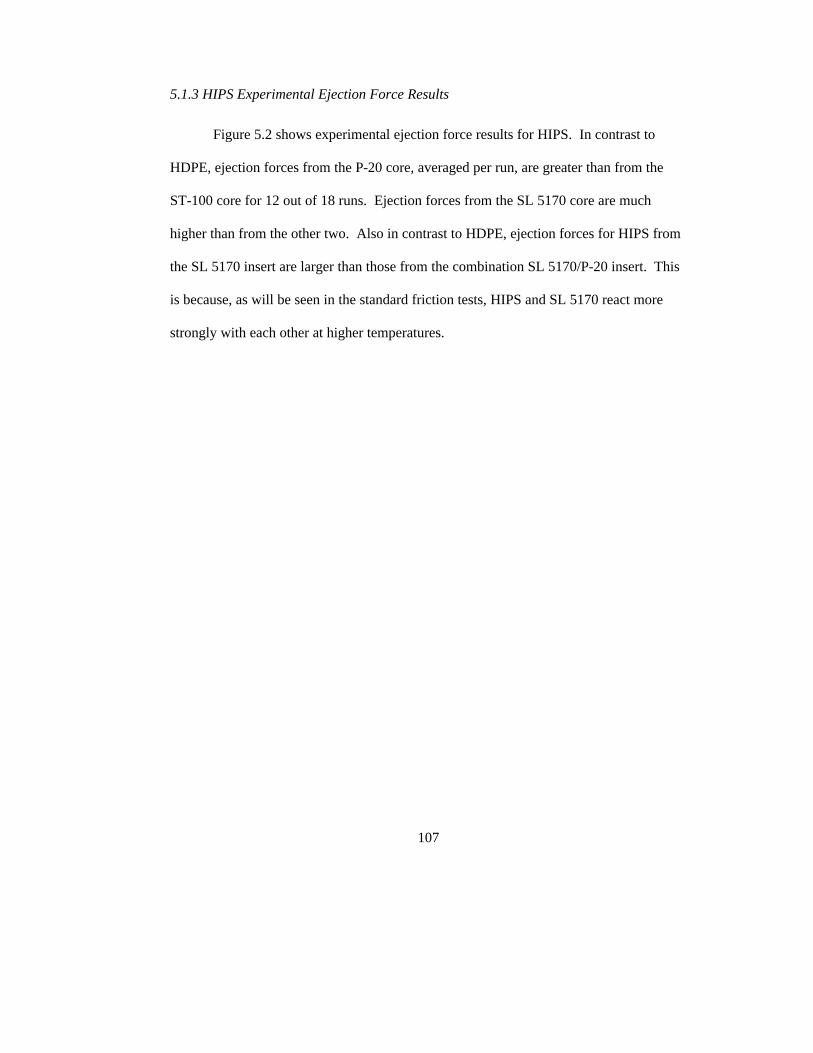
107
5.1.3 HIPS Experimental Ejection Force Results
Figure 5.2 shows experimental ejection force results for HIPS. In contrast to
HDPE, ejection forces from the P-20 core, averaged per run, are greater than from the
ST-100 core for 12 out of 18 runs. Ejection forces from the SL 5170 core are much
higher than from the other two. Also in contrast to HDPE, ejection forces for HIPS from
the SL 5170 insert are larger than those from the combination SL 5170/P-20 insert. This
is because, as will be seen in the standard friction tests, HIPS and SL 5170 react more
strongly with each other at higher temperatures.
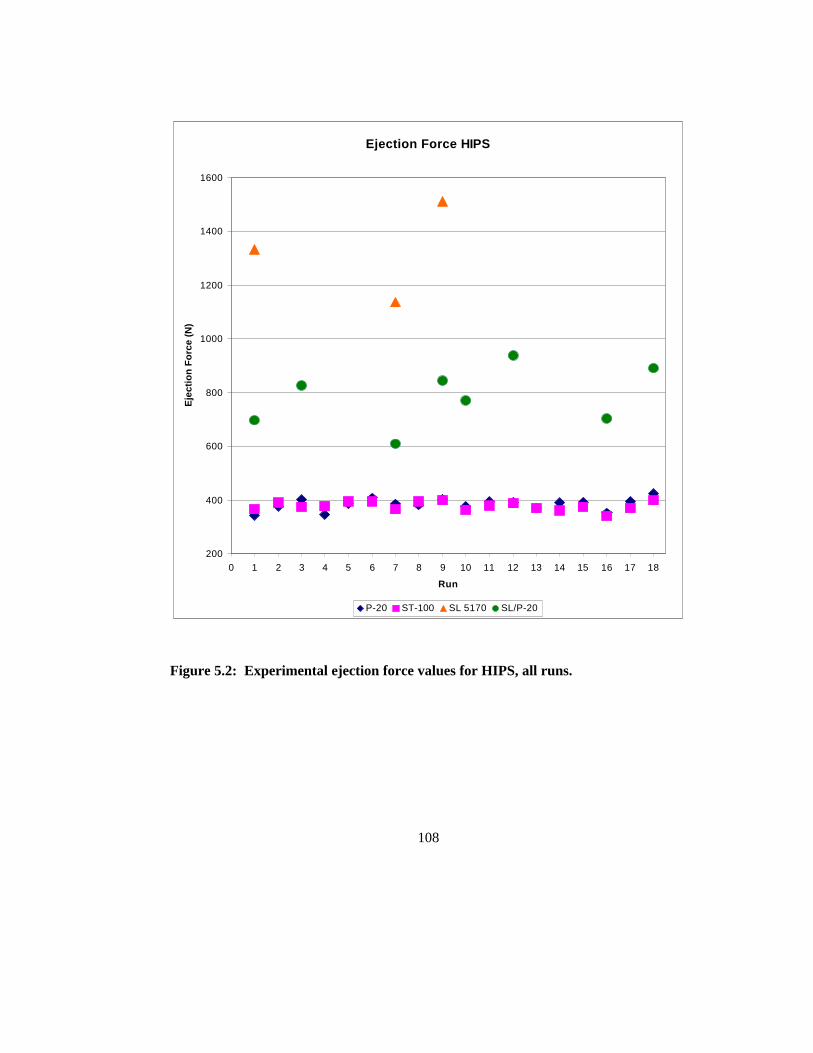
108
Figure 5.2: Experimental ejection force values for HIPS, all runs.
Ejection Force HIPS
200
400
600
800
1000
1200
1400
1600
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Eje
ctio
n F
orc
e (N
)
P-20 ST-100 SL 5170 SL/P-20

109
5.1.4 Experimental Ejection Force Results from the P-20 and ST-100 Inserts
From both the P-20 and ST-100 inserts, ejection forces for HDPE were lower than
for HIPS for all experimental runs (Figure 5.3).
5.1.5 Experimental Ejection Force Results from the SL 5170 and SL 5170/P-20 Inserts
Due to the problems with cavity deformation and parts sticking in the core, only
two HDPE runs and three HIPS runs were completed with the SL 5170 core and cavity.
With this insert, ejection forces for HIPS were much higher than for HDPE (Figure 5.4).
The same result can be seen from the SL 5170 insert with the P-20 cavity.
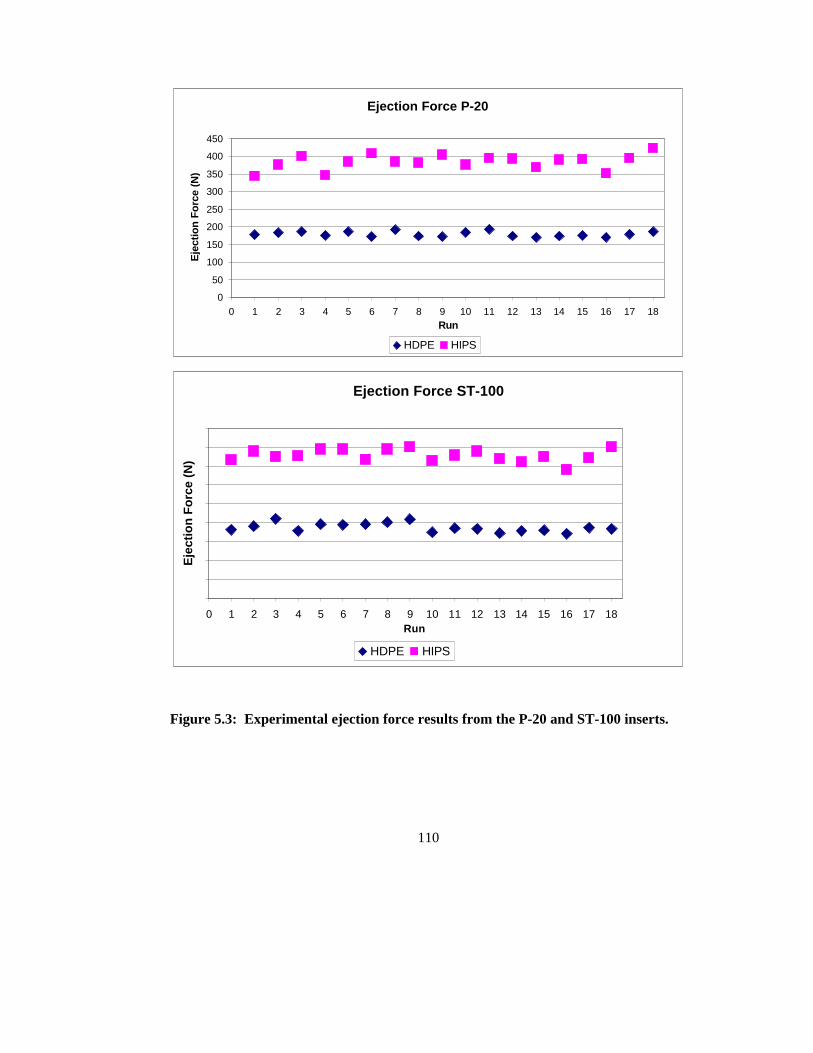
110
Ejection Force P-20
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Run
Eje
ctio
n Fo
rce
(N)
HDPE HIPS
Ejection Force ST-100
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Run
Eje
ctio
n F
orc
e (N
)
HDPE HIPS
Figure 5.3: Experimental ejection force results from the P-20 and ST-100 inserts.
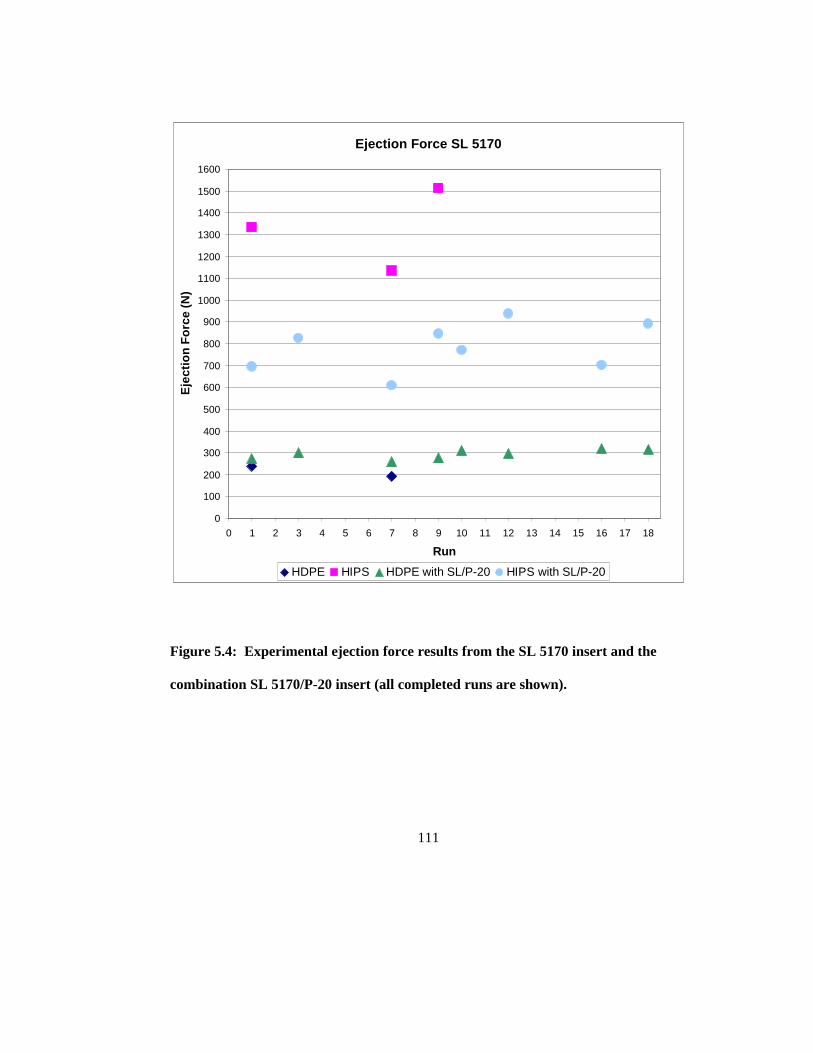
111
Ejection Force SL 5170
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Eje
ctio
n F
orc
e (N
)
HDPE HIPS HDPE with SL/P-20 HIPS with SL/P-20
Figure 5.4: Experimental ejection force results from the SL 5170 insert and the
combination SL 5170/P-20 insert (all completed runs are shown).
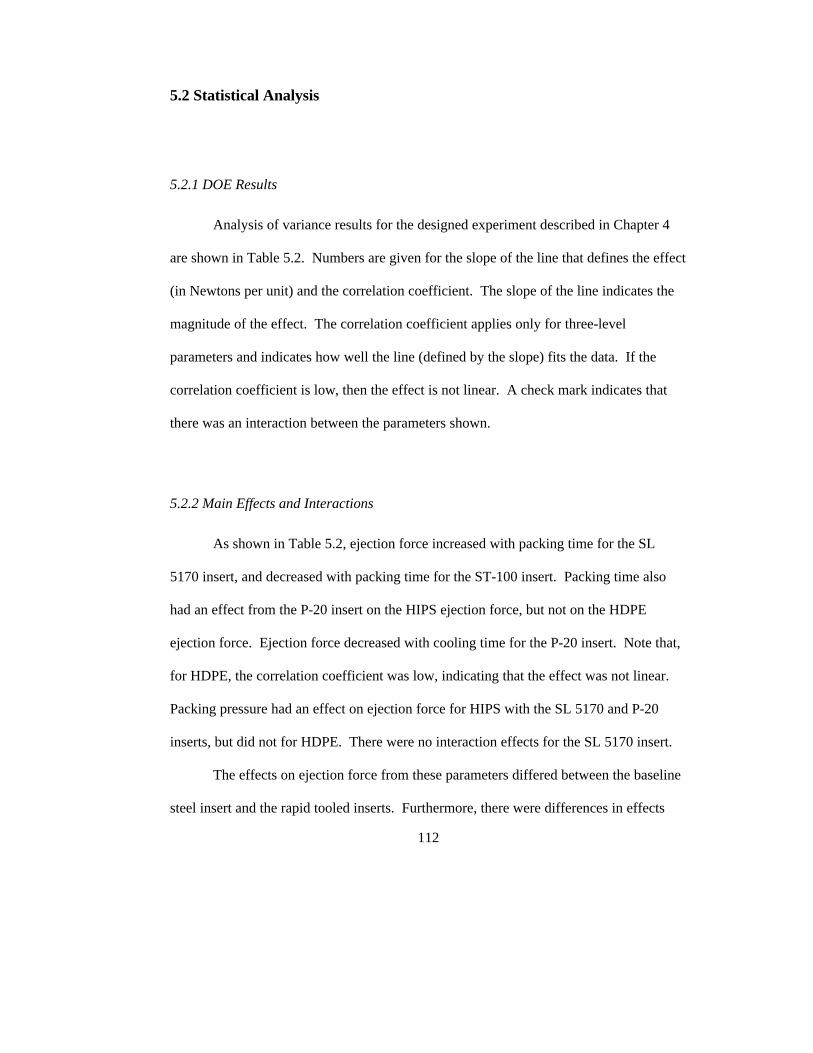
112
5.2 Statistical Analysis
5.2.1 DOE Results
Analysis of variance results for the designed experiment described in Chapter 4
are shown in Table 5.2. Numbers are given for the slope of the line that defines the effect
(in Newtons per unit) and the correlation coefficient. The slope of the line indicates the
magnitude of the effect. The correlation coefficient applies only for three-level
parameters and indicates how well the line (defined by the slope) fits the data. If the
correlation coefficient is low, then the effect is not linear. A check mark indicates that
there was an interaction between the parameters shown.
5.2.2 Main Effects and Interactions
As shown in Table 5.2, ejection force increased with packing time for the SL
5170 insert, and decreased with packing time for the ST-100 insert. Packing time also
had an effect from the P-20 insert on the HIPS ejection force, but not on the HDPE
ejection force. Ejection force decreased with cooling time for the P-20 insert. Note that,
for HDPE, the correlation coefficient was low, indicating that the effect was not linear.
Packing pressure had an effect on ejection force for HIPS with the SL 5170 and P-20
inserts, but did not for HDPE. There were no interaction effects for the SL 5170 insert.
The effects on ejection force from these parameters differed between the baseline
steel insert and the rapid tooled inserts. Furthermore, there were differences in effects
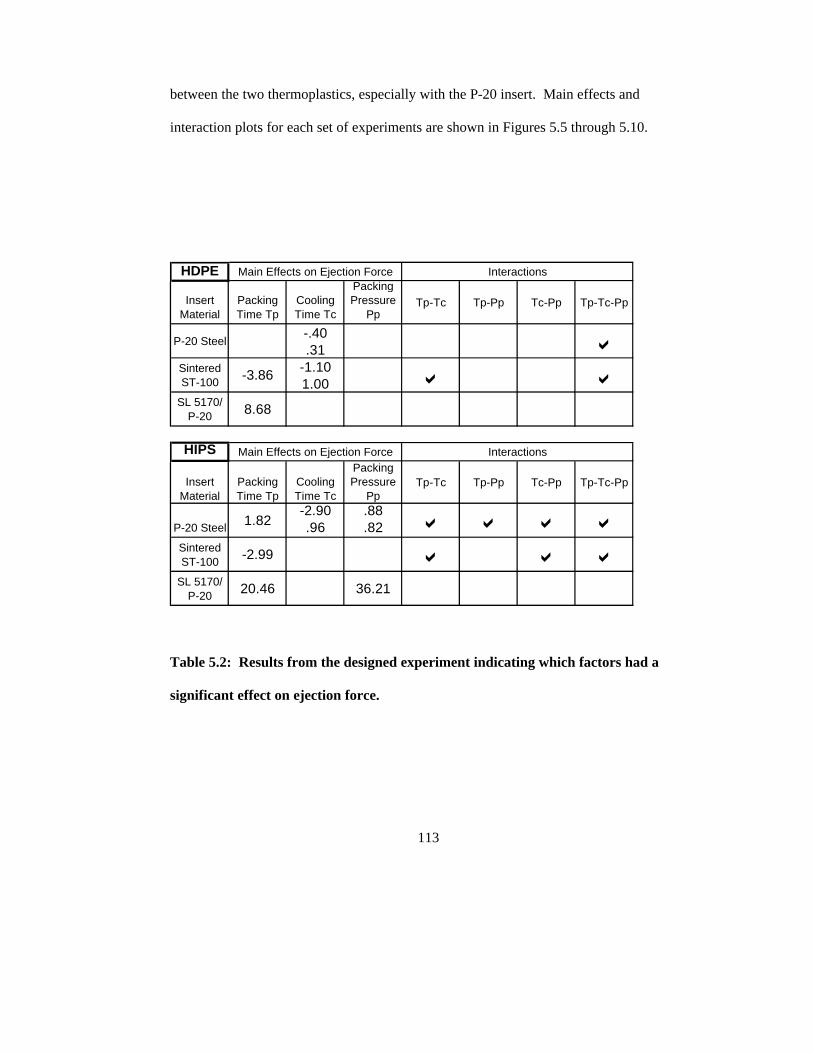
113
between the two thermoplastics, especially with the P-20 insert. Main effects and
interaction plots for each set of experiments are shown in Figures 5.5 through 5.10.
Table 5.2: Results from the designed experiment indicating which factors had a
significant effect on ejection force.
HDPE
Insert Material
Packing Time Tp
Cooling Time Tc
Packing Pressure
PpTp-Tc Tp-Pp Tc-Pp Tp-Tc-Pp
P-20 Steel-.40 .31 a
Sintered ST-100 -3.86 -1.10
1.00 a aSL 5170/
P-20 8.68
HIPS
Insert Material
Packing Time Tp
Cooling Time Tc
Packing Pressure
PpTp-Tc Tp-Pp Tc-Pp Tp-Tc-Pp
P-20 Steel 1.82-2.90 .96
.88
.82 a a a aSintered ST-100 -2.99 a a a
SL 5170/ P-20 20.46 36.21
Main Effects on Ejection Force Interactions
Main Effects on Ejection Force Interactions
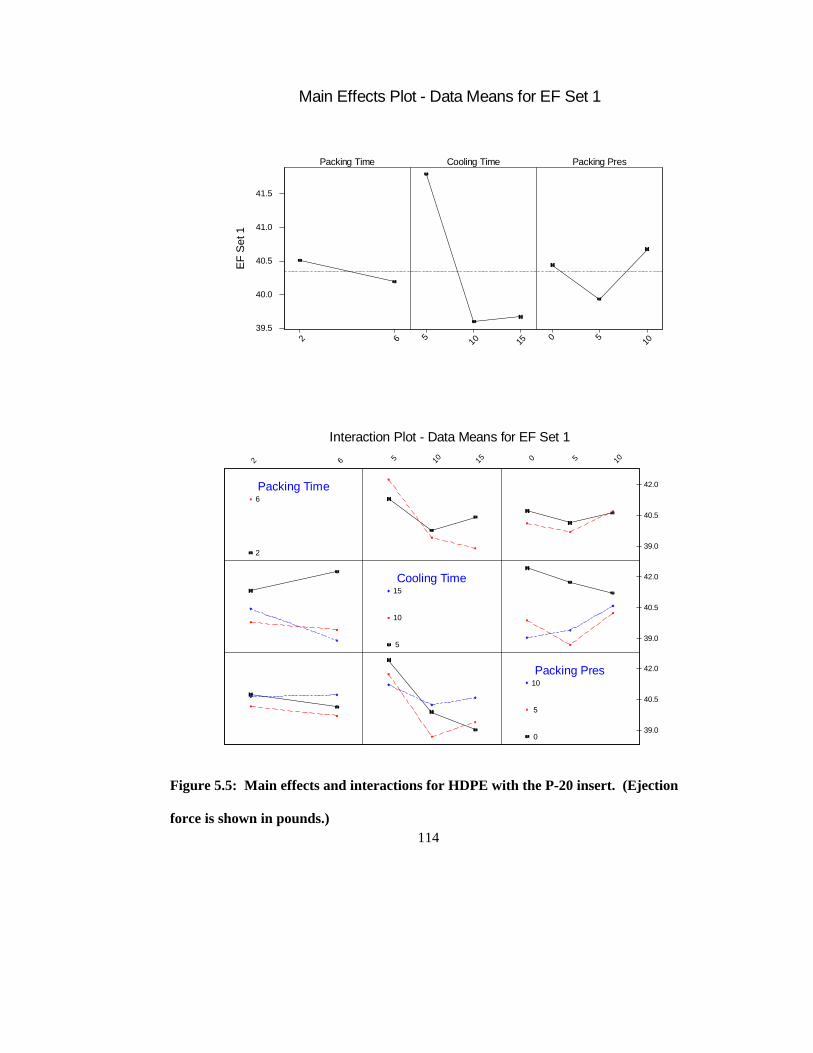
114
Packing PresCooling TimePacking Time
10 5 01510 562
41.5
41.0
40.5
40.0
39.5
EF
Set
1
Main Effects Plot - Data Means for EF Set 1
10 5 01510 562
42.0
40.5
39.0
42.0
40.5
39.0
42.0
40.5
39.0
Packing Time
Cooling Time
Packing Pres10
5
0
15
10
5
6
2
Interaction Plot - Data Means for EF Set 1
Figure 5.5: Main effects and interactions for HDPE with the P-20 insert. (Ejection
force is shown in pounds.)
115
Packing Time Cooling Time Packing Pres
2 6 5 10 15 0 5 10
83.0
84.5
86.0
87.5
89.0
EF
Set
2
Main Effects Plot - Data Means for EF Set 2
2 6 5 10 15 0 5 10
80
85
90
80
85
90
80
85
90Packing Time
Cooling Time
Packing Pres
2
6
5
10
15
0
5
10
Interaction Plot - Data Means for EF Set 2
Figure 5.6: Main effects and interactions for HIPS with the P-20 insert. (Ejection
force is shown in pounds.)
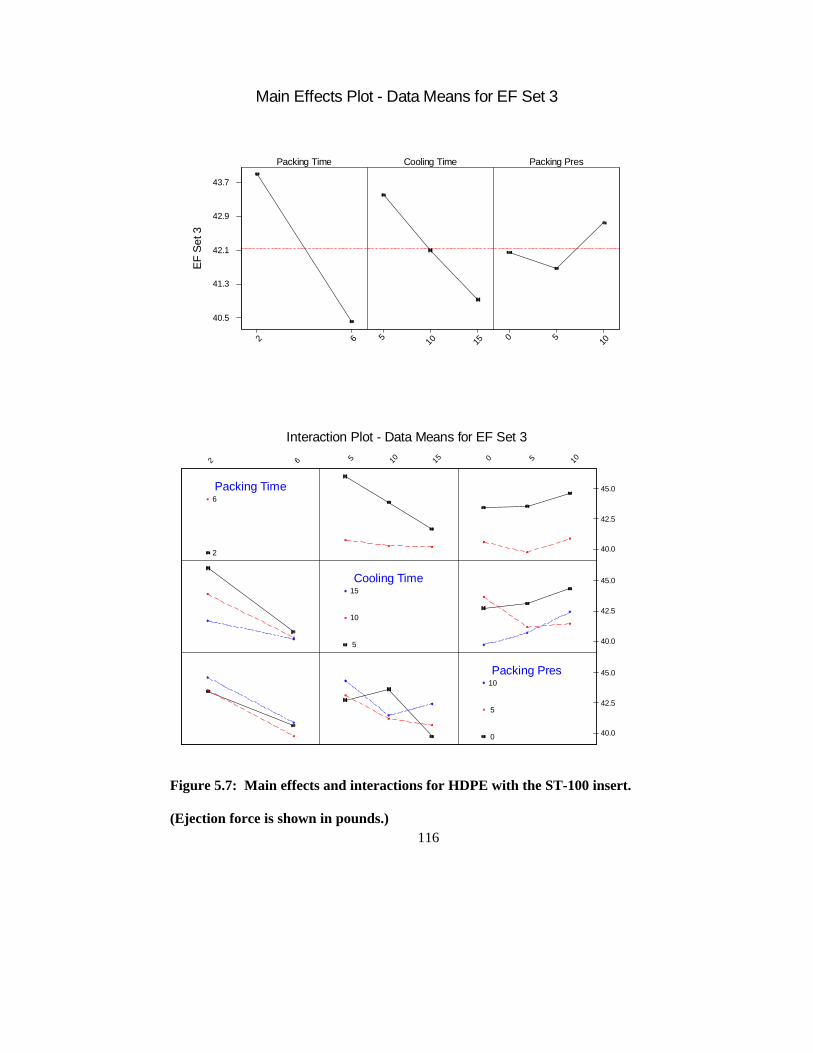
116
Packing Time Cooling Time Packing Pres
2 6 5 10 15 0 5 10
40.5
41.3
42.1
42.9
43.7
EF
Set
3
Main Effects Plot - Data Means for EF Set 3
10 5 01510 562
45.0
42.5
40.0
45.0
42.5
40.0
45.0
42.5
40.0
Packing Time
Cooling Time
Packing Pres10
5
0
15
10
5
6
2
Interaction Plot - Data Means for EF Set 3
Figure 5.7: Main effects and interactions for HDPE with the ST-100 insert.
(Ejection force is shown in pounds.)
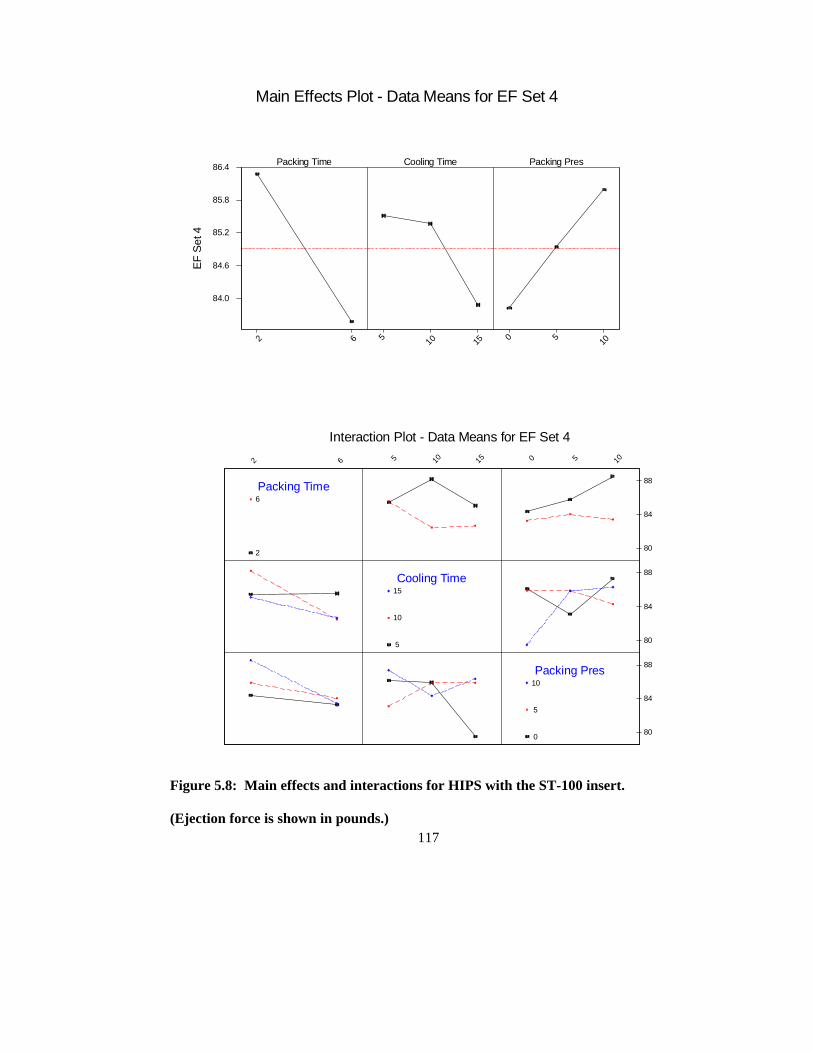
117
Packing Time Cooling Time Packing Pres
2 6 5 10 15 0 5 10
84.0
84.6
85.2
85.8
86.4
EF
Set
4
Main Effects Plot - Data Means for EF Set 4
2 6 5 10 15 0 5 10
80
84
88
80
84
88
80
84
88Packing Time
Cooling Time
Packing Pres
2
6
5
10
15
0
5
10
Interaction Plot - Data Means for EF Set 4
Figure 5.8: Main effects and interactions for HIPS with the ST-100 insert.
(Ejection force is shown in pounds.)
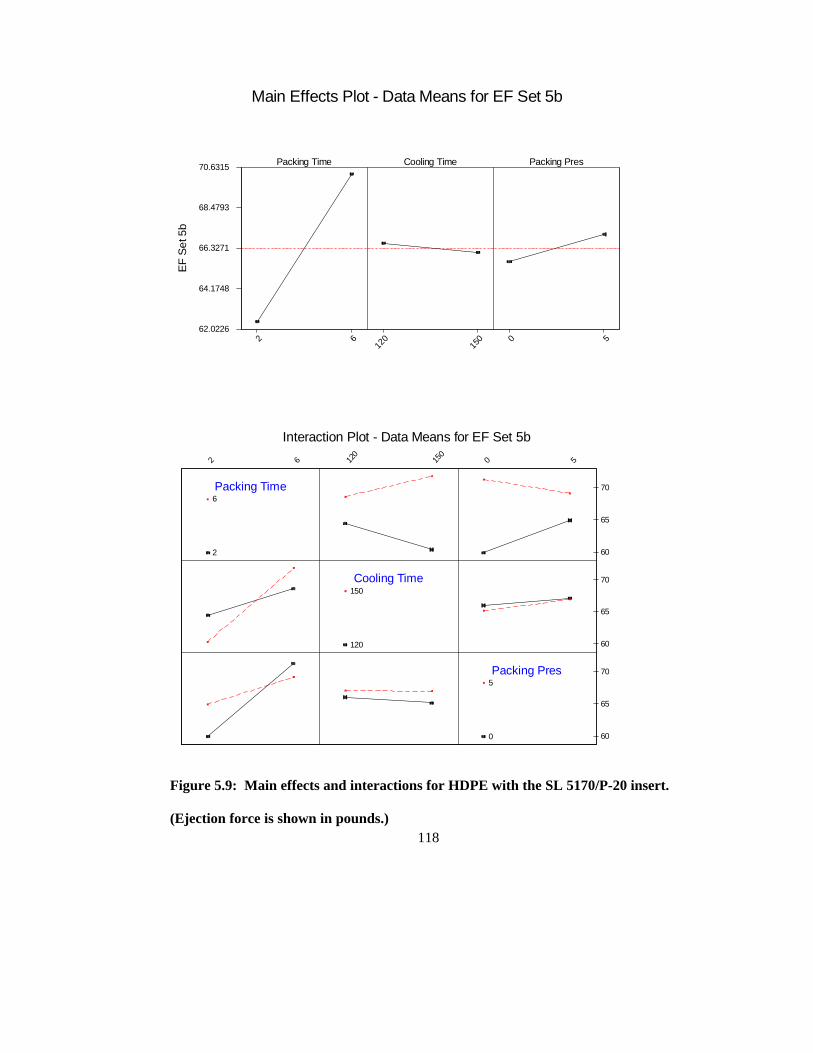
118
Packing Time Cooling Time Packing Pres
2 612
015
0 0 562.0226
64.1748
66.3271
68.4793
70.6315
EF
Set
5b
Main Effects Plot - Data Means for EF Set 5b
2 6 120
150
0 5
60
65
70
60
65
70
60
65
70Packing Time
Cooling Time
Packing Pres
2
6
120
150
0
5
Interaction Plot - Data Means for EF Set 5b
Figure 5.9: Main effects and interactions for HDPE with the SL 5170/P-20 insert.
(Ejection force is shown in pounds.)
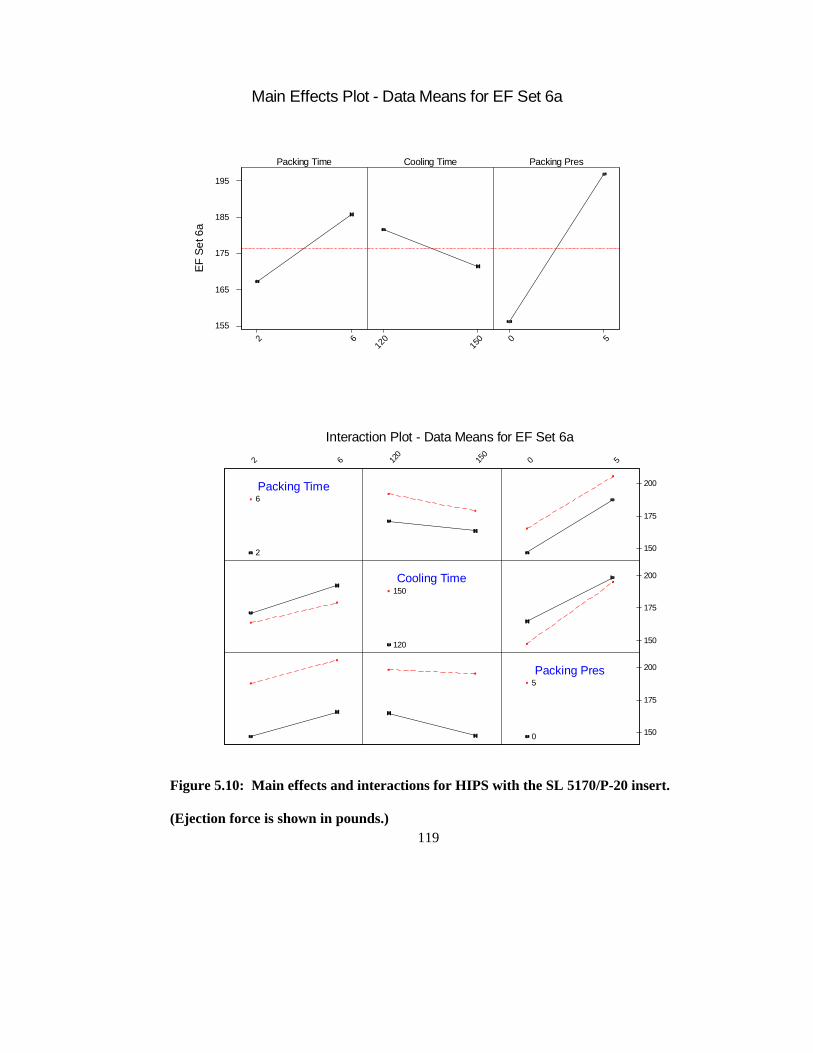
119
Packing Time Cooling Time Packing Pres
2 612
015
0 0 5
155
165
175
185
195
EF
Set
6a
Main Effects Plot - Data Means for EF Set 6a
2 6 120
150
0 5
150
175
200
150
175
200
150
175
200Packing Time
Cooling Time
Packing Pres
2
6
120
150
0
5
Interaction Plot - Data Means for EF Set 6a
Figure 5.10: Main effects and interactions for HIPS with the SL 5170/P-20 insert.
(Ejection force is shown in pounds.)

120
5.3 Standard Friction Testing Results
Coefficient of friction results from the standard tests are shown in Figures 5.11
and 5.12. In general the data show some expected trends. For example, at room
temperature, the friction coefficient of HIPS is larger than that of HDPE on all three plate
materials. Also, the friction coefficients of both thermoplastics on the SL 5170 plate are
higher than those on the metal plates.
5.3.1 HDPE Standard Friction Results
Temperature did not make a dramatic difference in friction coefficient for HDPE
on P-20, ST-100, or SL 5170. For the P-20 plate, the difference in coefficient between
temperatures was not statistically significant. With the ST-100 and SL 5170 plates, there
was an increase in the friction coefficient in the ejection temperature tests as compared to
the room temperature tests. This is probably because the adhesion component of friction
became more apparent in the heated tests. From ejection temperature to elevated
temperature for the ST-100 plate, the difference in the coefficient of friction was not
statistically significant. For the SL 5170 plate, there was actually a slight decrease in
friction coefficient from ejection temperature to elevated temperature, an unexpected
result.
In all cases, elevating the initial temperature to imprint the surface of the
specimen was presumed to increase the friction coefficient. This was not the case for any
of the HDPE tests. No change in coefficient (in the case of P-20 and ST-100) and the
slight decrease in coefficient (in the case of SL 5170) may be due to shrinkage of the sled
121
specimen from the plate and a reduction in the area of contact due to the imprinted
pattern. HDPE is a crystalline polymer and will shrink more than HIPS, which is an
amorphous polymer. As discussed in Chapter 3, compared to amorphous materials, a
crystalline structure can arrange itself into a tighter, more orderly fashion as the polymer
cools. It is noted, however, that the imprinted pattern was not very pronounced on the
HDPE specimens. Therefore, the temperature to which the specimens were heated was
probably not high enough to sufficiently soften the polymer.
The relationship of HDPE friction coefficients among the three plate materials
was as expected. The coefficients for HDPE on SL 5170 were highest because of the
nature of polymer on polymer materials and because the surface roughness of this plate
was higher than that of the other two. The coefficients of HDPE on ST-100 were lowest
because the surface roughness of this plate was lower than that of the other two. The
conductivity of the ST-100 plate is also highest, which may have contributed to a
reduction in adhesion by dissipating heat at a faster rate in the heated tests.
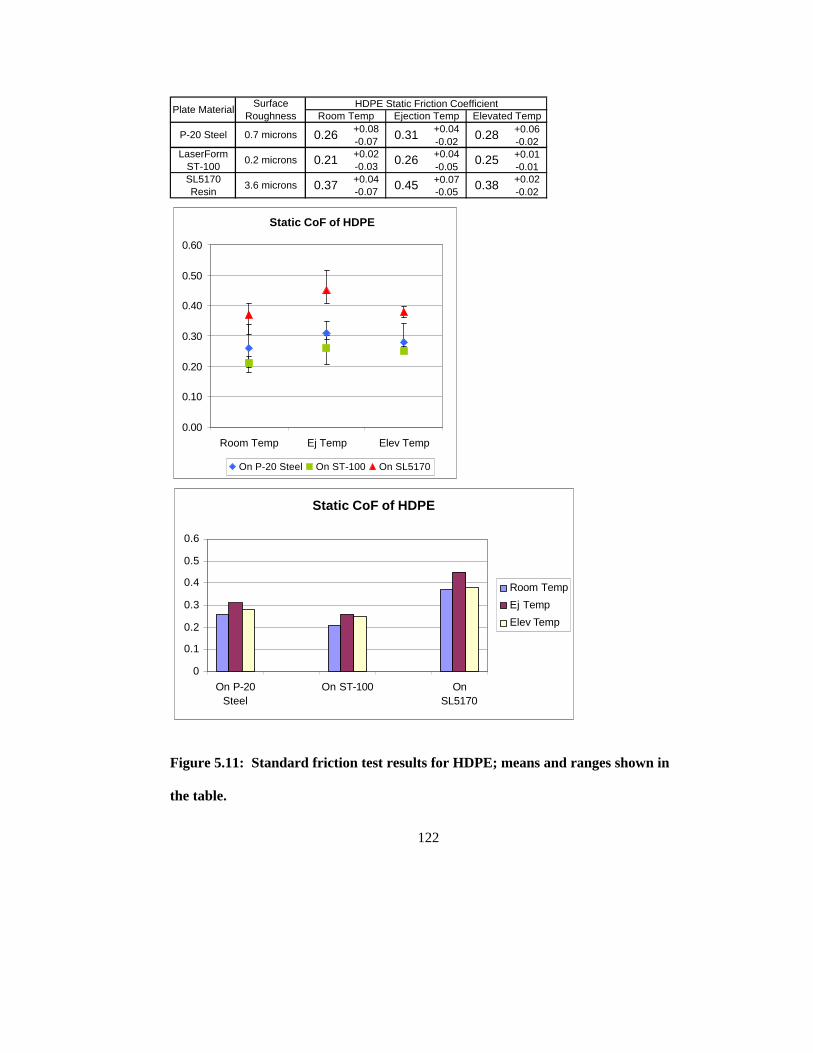
122
Figure 5.11: Standard friction test results for HDPE; means and ranges shown in
the table.
Static CoF of HDPE
0
0.1
0.2
0.3
0.4
0.5
0.6
On P-20Steel
On ST-100 OnSL5170
Room Temp
Ej Temp
Elev Temp
+0.08 +0.04 +0.06-0.07 -0.02 -0.02+0.02 +0.04 +0.01-0.03 -0.05 -0.01+0.04 +0.07 +0.02-0.07 -0.05 -0.02
Room Temp Ejection Temp Elevated Temp
0.26
0.21
0.37
0.31
0.26
0.45
0.28
SL5170 Resin
3.6 microns
0.25
0.38
LaserForm ST-100
0.2 microns
P-20 Steel 0.7 microns
HDPE Static Friction CoefficientPlate MaterialSurface
Roughness
Static CoF of HDPE
0.00
0.10
0.20
0.30
0.40
0.50
0.60
Room Temp Ej Temp Elev Temp
On P-20 Steel On ST-100 On SL5170
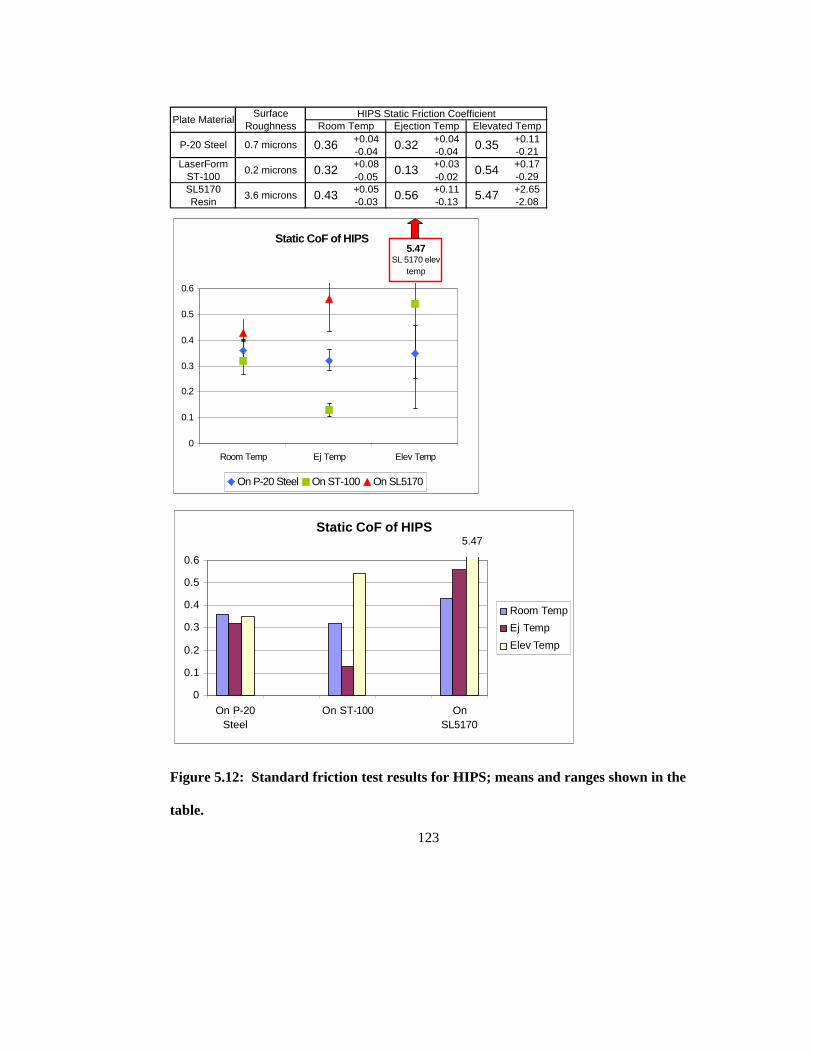
123
Figure 5.12: Standard friction test results for HIPS; means and ranges shown in the
table.
Static CoF of HIPS5.47
0
0.1
0.2
0.3
0.4
0.5
0.6
On P-20Steel
On ST-100 OnSL5170
Room Temp
Ej Temp
Elev Temp
+0.04 +0.04 +0.11-0.04 -0.04 -0.21+0.08 +0.03 +0.17-0.05 -0.02 -0.29+0.05 +0.11 +2.65-0.03 -0.13 -2.08
HIPS Static Friction CoefficientRoom Temp Ejection Temp Elevated Temp
LaserForm ST-100
0.2 microns
SL5170 Resin
3.6 microns
Plate MaterialSurface
Roughness
P-20 Steel 0.7 microns 0.36
0.32
0.32
0.13
0.35
0.54
0.43 0.56 5.47
Static CoF of HIPS5.47
SL 5170 elev temp
0
0.1
0.2
0.3
0.4
0.5
0.6
Room Temp Ej Temp Elev Temp
On P-20 Steel On ST-100 On SL5170
124
5.3.2 HIPS Standard Friction Results
The HIPS friction results were much more diverse than the HDPE results and will
be discussed by individual plate material.
HIPS on P-20 Steel – Temperature had only a slight effect in this case. While one
would expect the friction coefficient to increase with temperature, the coefficient actually
decreased in the ejection temperature test compared to the room temperature test. This
may be explained by a softening of the polymer to allow asperities in the two surfaces to
slide over each other more easily. Adhesion was probably not dominant in this case. The
elevated temperature test resulted in a small increase in average friction, but this
difference is not statistically significant.
HIPS on ST-100 – The results from these tests show the same trend by
temperature as the P-20 results, except that it is much more pronounced. As in the case
of the P-20 Steel plate, the decrease in coefficient from room temperature to ejection
temperature may be explained by a softening of the polymer to allow asperities in the two
surfaces to slide over each other more easily. The marked increase in coefficient at the
elevated temperature may be caused by the increase in area of contact due to the
imprinted pattern, from an increase in adhesion, or both. Note also that the surface
roughness of the P-20 is larger than that of the ST-100. At room temperature and
ejection temperature, this may have contributed to higher friction on the P-20 plate, while
at elevated temperature it may have caused more adhesion on the ST-100 plate.
HIPS on SL 5170 – Adhesion had a very prominent effect in the heated tests on
the SL 5170 plate. At ejection temperature, the friction coefficient is significantly higher

125
than at room temperature. Whereas the softened polymer slid over the metal plates with
less resistance, it adhered to the resin plate, causing a larger peak frictional force. The
elevated temperature test shows an extreme case of this adhesion, due to a strong
interaction between the two materials. Secondary forces such as dispersion forces,
polarity, or hydrogen bonding, contribute to this interaction. Adhesion between two
materials, for example, will be maximized when their polarities are similar. While the
imprinted pattern of the SL 5170 plate into the softened HIPS material may also have
contributed to the spike in frictional force, the mechanical interaction was not a dominant
influence.
Figure 5.13 shows a sample plot from the HIPS on SL 5170 test. The graph
shows an initial large peak followed by a lower peak as the specimen begins to slide. The
initial peak may be explained by the strong force required to overcome adhesion,
followed by a lesser force required to overcome roughness once the specimen is
“unstuck.” The HIPS on SL 5170 at elevated temperature was the only test to show this
phenomenon. The secondary molecular forces that caused HIPS and SL 5170 to adhere
to each other were not a prominent factor with other material pairs. Polarity has no effect
between HIPS and the two metal plates, because the metal plates become oxidized, and
there is an insulating layer between the polymer specimen and the plate. Polarity has no
effect between HDPE and any of the plates because HDPE is a nonpolar material. Other
test results looked more like the sample HIPS on P-20 graph shown in Figure 5.14.
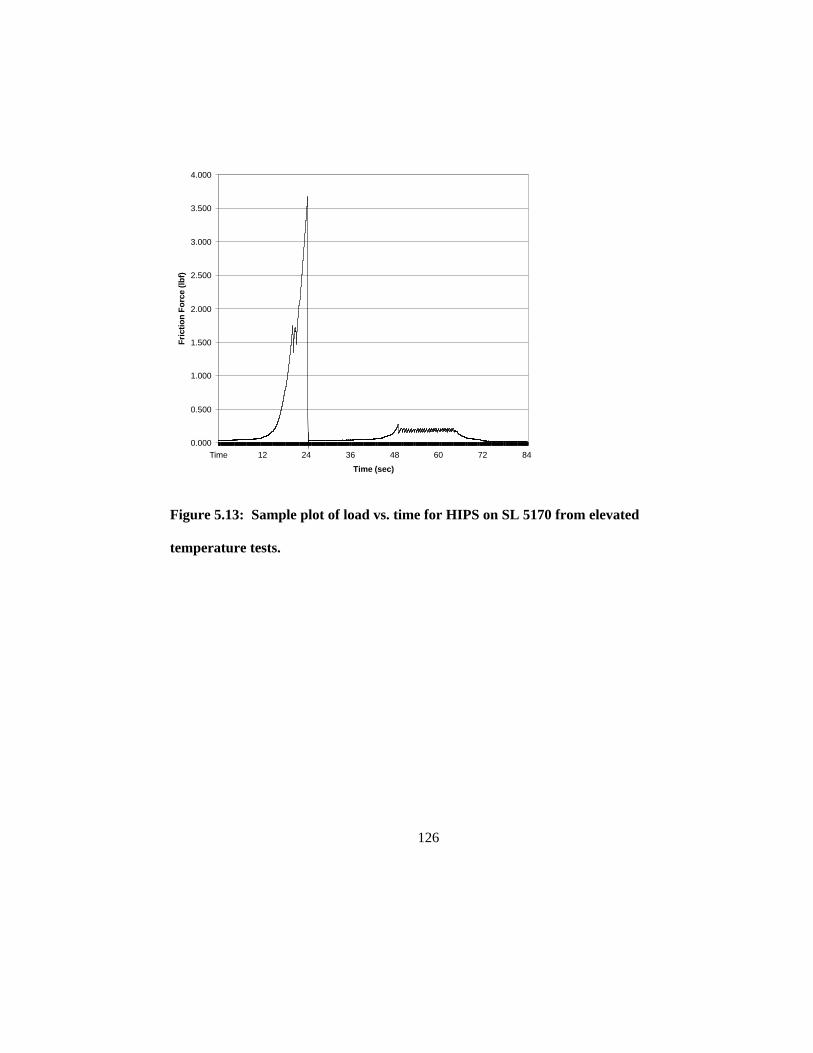
126
Figure 5.13: Sample plot of load vs. time for HIPS on SL 5170 from elevated
temperature tests.
0.000
0.500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
Time 12 24 36 48 60 72 84
Time (sec)
Fri
ctio
n F
orc
e (lb
f)

127
Figure 5.14: Sample plot of load vs. time for HIPS on P-20 from elevated
temperature tests.
The relationship of HIPS friction coefficients among the three plate materials was
as expected, except for the elevated temperature test on ST-100 compared to P-20 Steel.
One would anticipate that the coefficient of friction on ST-100 would be lower because
its surface roughness is lower than that of the P-20. Instead, however, the smoother
finish may have allowed the adhesion component of friction to dominate in this case. In
the room temperature and ejection temperature cases, the friction coefficient of HIPS on
ST-100 was lowest, and in all cases the friction coefficient of HIPS on SL 5170 was
highest.
0.000
0.050
0.100
0.150
0.200
0.250
Time 12 24 36 48 60 72 84
Time (sec)
Fric
tion
Forc
e (lb
f)
128
5.4 Reliability of the Data
In conjunction with the experimental and test discussions above, a few parameter
discrepancies and data variations must be noted. First, there are differences in injection
molding process parameters among experimental sets. These are necessary because of
the nature of the materials used. For example, HDPE and HIPS have different processing
temperatures and injection velocities. Also, the temperatures and pressures used with the
SL 5170 resin mold insert are as low as the processing window will allow so that minimal
deformation or degradation occurs. A complete list of process parameters is included in
Chapter 4.
Second, there may be some variation in the data due to the following:
• HDPE parts were flared slightly at the rim in ejections from the P-20 and ST-100
cores. This flaring occurred due to the magnitude of the ejection force applied by
the stripper plate and the softness of the warm thermoplastic material. This
flaring may have increased canister diameter measurements slightly, and can
affect ejection force calculations.
• The SL 5170 core was susceptible to swelling. Experiments with the SL 5170
core and the P-20 cavity were run with significantly lower ejection temperature
because, if the heat was increased to raise ejection temperature, then core swelling
was excessive. Core swelling may have affected diameter measurements as well.
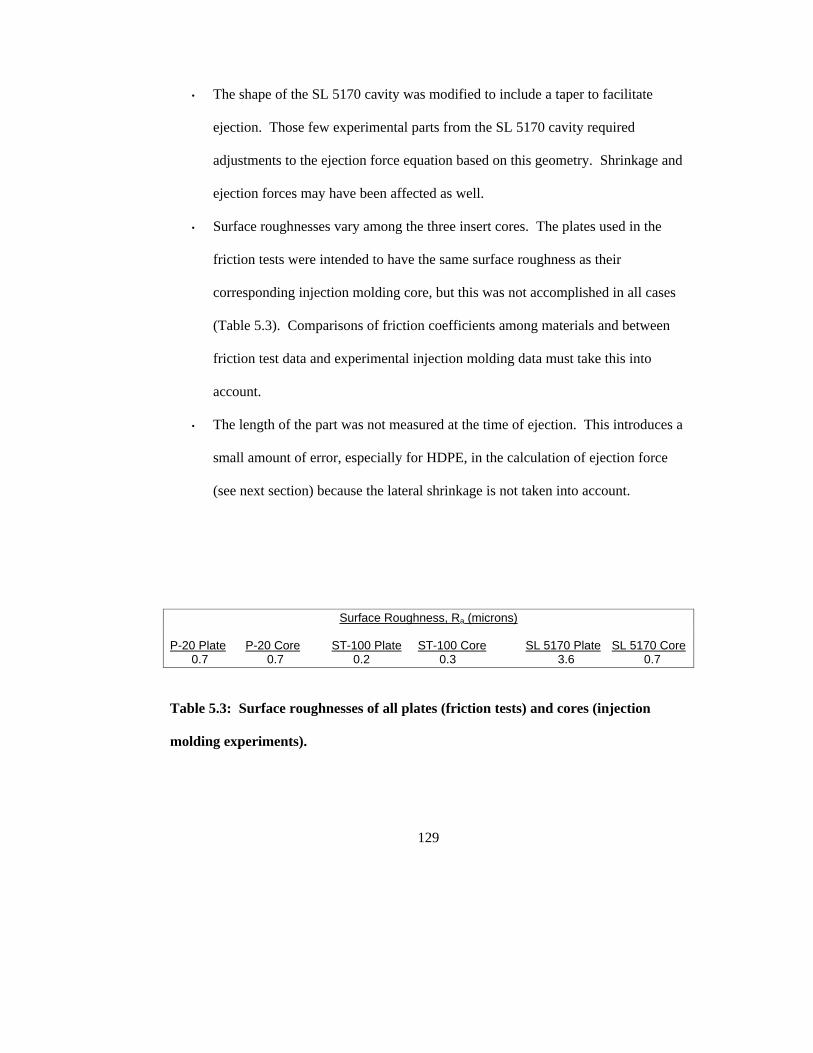
129
• The shape of the SL 5170 cavity was modified to include a taper to facilitate
ejection. Those few experimental parts from the SL 5170 cavity required
adjustments to the ejection force equation based on this geometry. Shrinkage and
ejection forces may have been affected as well.
• Surface roughnesses vary among the three insert cores. The plates used in the
friction tests were intended to have the same surface roughness as their
corresponding injection molding core, but this was not accomplished in all cases
(Table 5.3). Comparisons of friction coefficients among materials and between
friction test data and experimental injection molding data must take this into
account.
• The length of the part was not measured at the time of ejection. This introduces a
small amount of error, especially for HDPE, in the calculation of ejection force
(see next section) because the lateral shrinkage is not taken into account.
Surface Roughness, R a (microns)
P-20 Plate P-20 Core ST-100 Plate ST-100 Core SL 5170 Plate SL 5170 Core 0.7 0.7 0.2 0.3 3.6 0.7
Table 5.3: Surface roughnesses of all plates (friction tests) and cores (injection
molding experiments).

130
5.5 Calculation of Ejection Force Using the Model
Using the values for coefficient of static friction from the standard tests at
elevated temperature, ejection forces have been calculated using the Menges model
derived in Chapter 3. These values, along with the experimental values for ejection
force, are shown in Tables 5.4 and 5.5. The difference between calculated values and
actual experimental values for ejection force is significant, and excessive in some of the
HIPS cases.
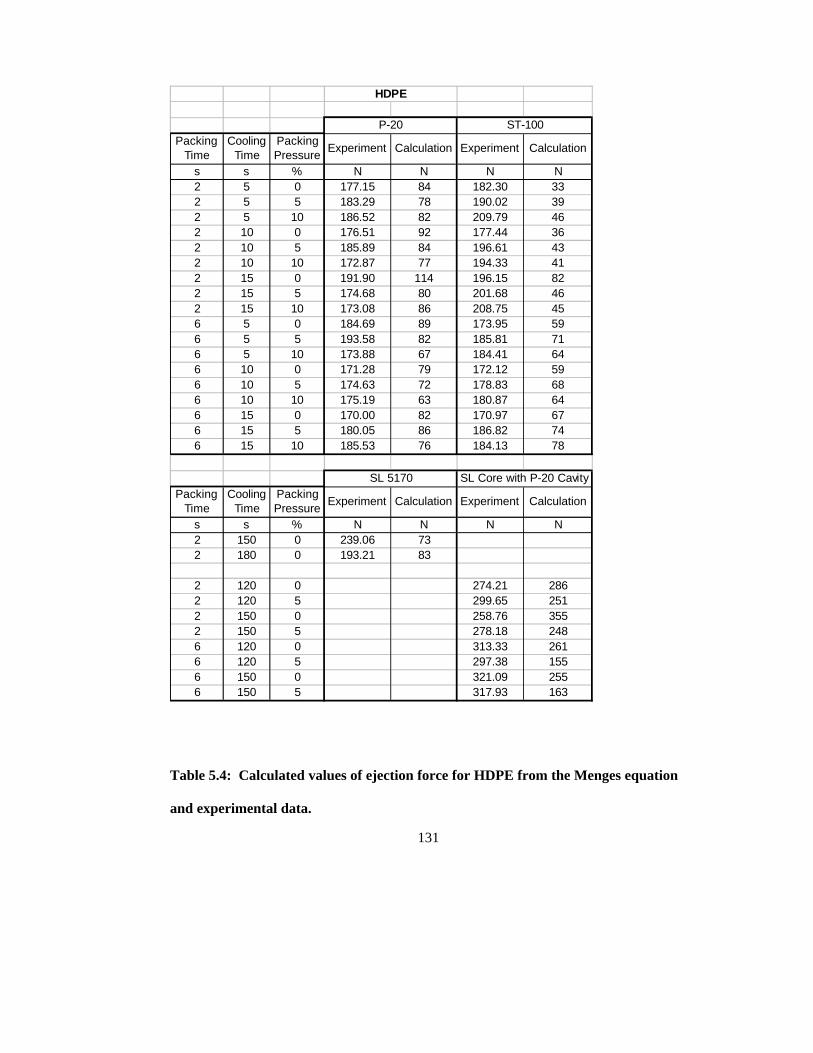
131
Packing Time
Cooling Time
Packing Pressure
Experiment Calculation Experiment Calculation
s s % N N N N2 5 0 177.15 84 182.30 332 5 5 183.29 78 190.02 392 5 10 186.52 82 209.79 462 10 0 176.51 92 177.44 362 10 5 185.89 84 196.61 432 10 10 172.87 77 194.33 412 15 0 191.90 114 196.15 822 15 5 174.68 80 201.68 462 15 10 173.08 86 208.75 456 5 0 184.69 89 173.95 596 5 5 193.58 82 185.81 716 5 10 173.88 67 184.41 646 10 0 171.28 79 172.12 596 10 5 174.63 72 178.83 686 10 10 175.19 63 180.87 646 15 0 170.00 82 170.97 676 15 5 180.05 86 186.82 746 15 10 185.53 76 184.13 78
Packing Time
Cooling Time
Packing Pressure
Experiment Calculation Experiment Calculation
s s % N N N N2 150 0 239.06 732 180 0 193.21 83
2 120 0 274.21 2862 120 5 299.65 2512 150 0 258.76 3552 150 5 278.18 2486 120 0 313.33 2616 120 5 297.38 1556 150 0 321.09 2556 150 5 317.93 163
HDPE
SL 5170 SL Core with P-20 Cavity
P-20 ST-100
Table 5.4: Calculated values of ejection force for HDPE from the Menges equation
and experimental data.
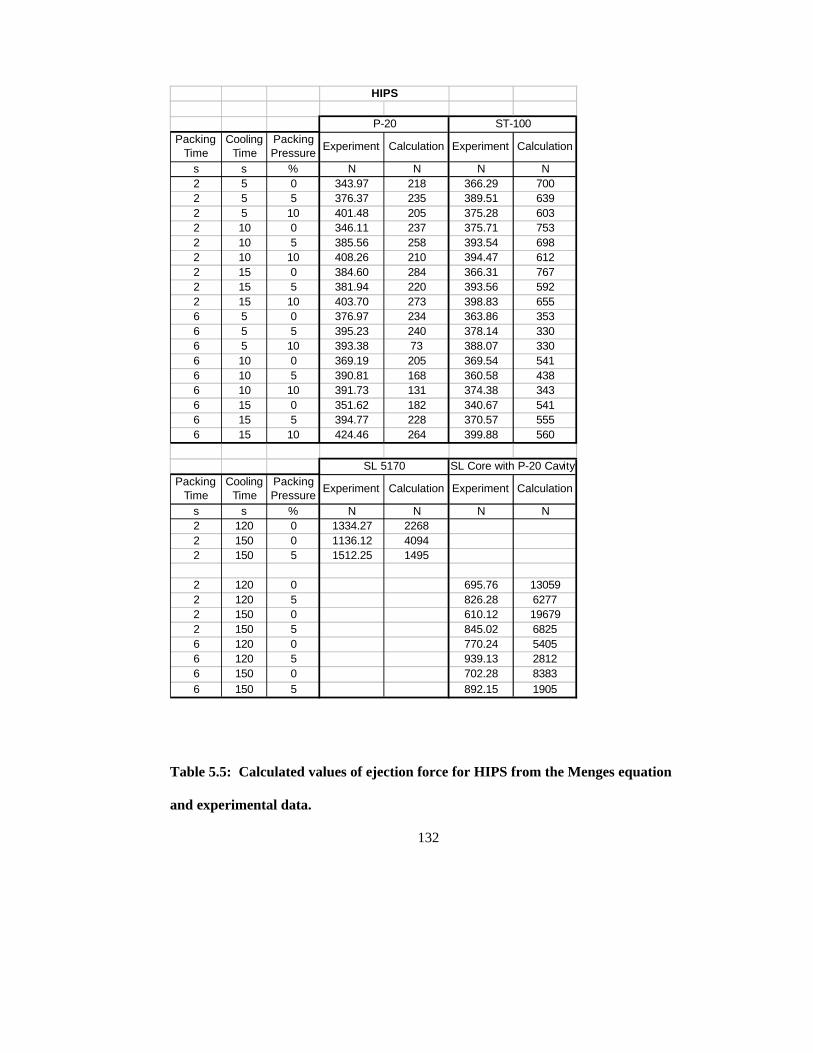
132
Packing Time
Cooling Time
Packing Pressure
Experiment Calculation Experiment Calculation
s s % N N N N2 5 0 343.97 218 366.29 7002 5 5 376.37 235 389.51 6392 5 10 401.48 205 375.28 6032 10 0 346.11 237 375.71 7532 10 5 385.56 258 393.54 6982 10 10 408.26 210 394.47 6122 15 0 384.60 284 366.31 7672 15 5 381.94 220 393.56 5922 15 10 403.70 273 398.83 6556 5 0 376.97 234 363.86 3536 5 5 395.23 240 378.14 3306 5 10 393.38 73 388.07 3306 10 0 369.19 205 369.54 5416 10 5 390.81 168 360.58 4386 10 10 391.73 131 374.38 3436 15 0 351.62 182 340.67 5416 15 5 394.77 228 370.57 5556 15 10 424.46 264 399.88 560
Packing Time
Cooling Time
Packing Pressure
Experiment Calculation Experiment Calculation
s s % N N N N2 120 0 1334.27 22682 150 0 1136.12 40942 150 5 1512.25 1495
2 120 0 695.76 130592 120 5 826.28 62772 150 0 610.12 196792 150 5 845.02 68256 120 0 770.24 54056 120 5 939.13 28126 150 0 702.28 83836 150 5 892.15 1905
HIPS
SL 5170 SL Core with P-20 Cavity
P-20 ST-100
Table 5.5: Calculated values of ejection force for HIPS from the Menges equation
and experimental data.
133
5.5.1 Calculated Ejection Force for HDPE
Figure 5.15 shows that the calculated values for ejection force for HDPE from the
Menges model are lower than the measured values by 50 to 70 percent on average, except
for those from the SL 5170 core with the P-20 cavity. Based on results from the standard
friction test at elevated temperature, the calculated values for ejection force were
expected to be lower than the actual values because, as previously mentioned, the
elevated temperature was probably not high enough to measure an accurate value of the
coefficient of static friction for HDPE. Furthermore, the standard test environment was
not identical to the injection molding environment in terms of temperatures and pressures
and their respective histories.
Calculated ejection force values for HDPE from the SL 5170 core with the P-20
cavity were closer to actuals, i.e., within 16 percent on average. This is because the
ejection temperatures during these experiments were lower than the others, so the friction
coefficient from the standard test is more comparable.

134
Ejection Force HDPE
SL/P-20 SL 5170ST-100P-200
50
100
150
200
250
300
350
400
N
Experimental Calculated
Figure 5.15: Calculated values for ejection force for HPDE using the Menges model
compared with experimental values, averaged across all runs.
5.5.2 Calculated Ejection Force for HIPS
Calculated values for ejection force, averaged across all runs, for HIPS parts from
the P-20 and ST-100 cores are shown with experimental values in Figure 5.16. Those
from the SL 5170 insert, and the SL 5170 core with the P-20 cavity are shown in Figure
5.17. The model estimated ejection force for HIPS on P-20 to be 44 percent lower than
135
actuals, and on ST-100 to be 47 percent higher on average. For the SL 5170 core,
calculated values were higher on average than actual values by 97 percent. (Note that
only three runs of data were collected for the SL 5170 insert.) For the SL 5170 core with
the P-20 cavity, calculated values were extremely high (924 percent higher than actuals).
As was shown for HDPE, differences between calculated and actual ejection force
values for HIPS are due in part to friction coefficients, which vary between standard
measurements and actual ejection. Assuming this to be a primary reason for the
differences in calculated and actual ejection forces, the measured friction coefficient for
HIPS with P-20 was low, and the measured friction coefficients for HIPS with ST-100
and HIPS with SL 5170 were high. In any case, the surface interactions of each material
pair were different during the standard tests as compared to during the injection molding
experiments. Therefore the friction coefficient measured in the standard test caused some
error in the calculation of ejection force when applied to the injection molding case.
5.5.3 Possible Sources of Error
One source of error in the calculation of ejection force using the model developed
by Menges is the coefficient of friction measurement. As mentioned above, the
environment of the standard friction test is not identical to the environment of the
injection molding experiment. Therefore, it is likely that the standard measurement of
the coefficient of friction, even at elevated temperature, is not accurate.
Another possible source of error in the ejection force calculation is the elastic
modulus measurement. Again, the environment of the standard modulus measurement
136
does not exactly simulate the injection molding environment, so there is likely to be some
error. Furthermore, the elastic modulus of the HIPS material is more sensitive to
temperature as compared with HDPE. A small difference between the measured and
actual temperatures in the modulus measurements described in Chapter 4 or in the
injection molding experiments would cause a significant change in elastic modulus and a
resultant change in the calculation of ejection force.
A third source of error in the ejection force calculation is the measurement of the
relative change in diameter of the part. The digital imaging approach used to measure the
inside and outside diameters of the part was probably the most accurate method short of a
laser-based, real time, and much more expensive system. However, digital imaging
required manual transfer of the part from the injection molding machine to the camera
fixture and most likely introduced some error by expanding the time between ejection
and capture of the digital data.
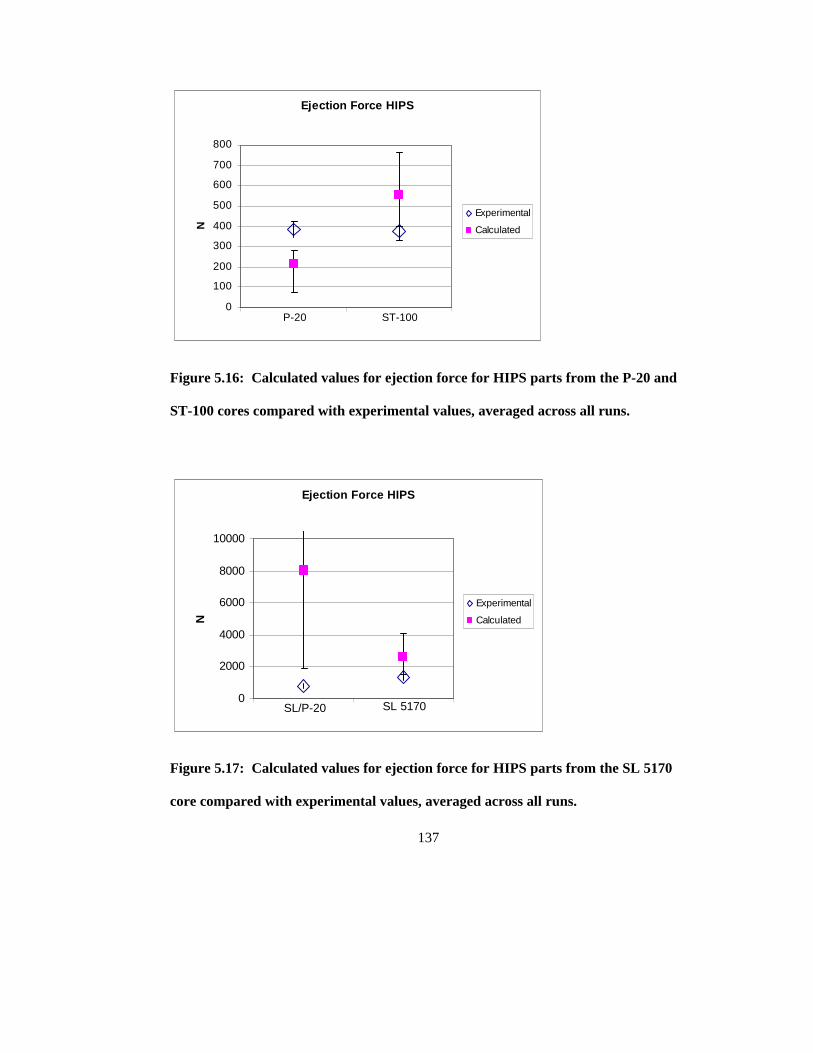
137
Ejection Force HIPS
ST-100P-200
100
200
300
400
500
600
700
800
NExperimental
Calculated
Figure 5.16: Calculated values for ejection force for HIPS parts from the P-20 and
ST-100 cores compared with experimental values, averaged across all runs.
Ejection Force HIPS
SL 5170SL/P-200
2000
4000
6000
8000
10000
N
Experimental
Calculated
Figure 5.17: Calculated values for ejection force for HIPS parts from the SL 5170
core compared with experimental values, averaged across all runs.

138
5.6 Calculation of Apparent Friction Coefficients using the Menges Model
By rearranging the Menges model equation, and using experimental ejection force
and shrinkage data, the apparent coefficient of static friction was calculated for each
material combination. Table 5.7 lists the calculated values by experimental parameters.
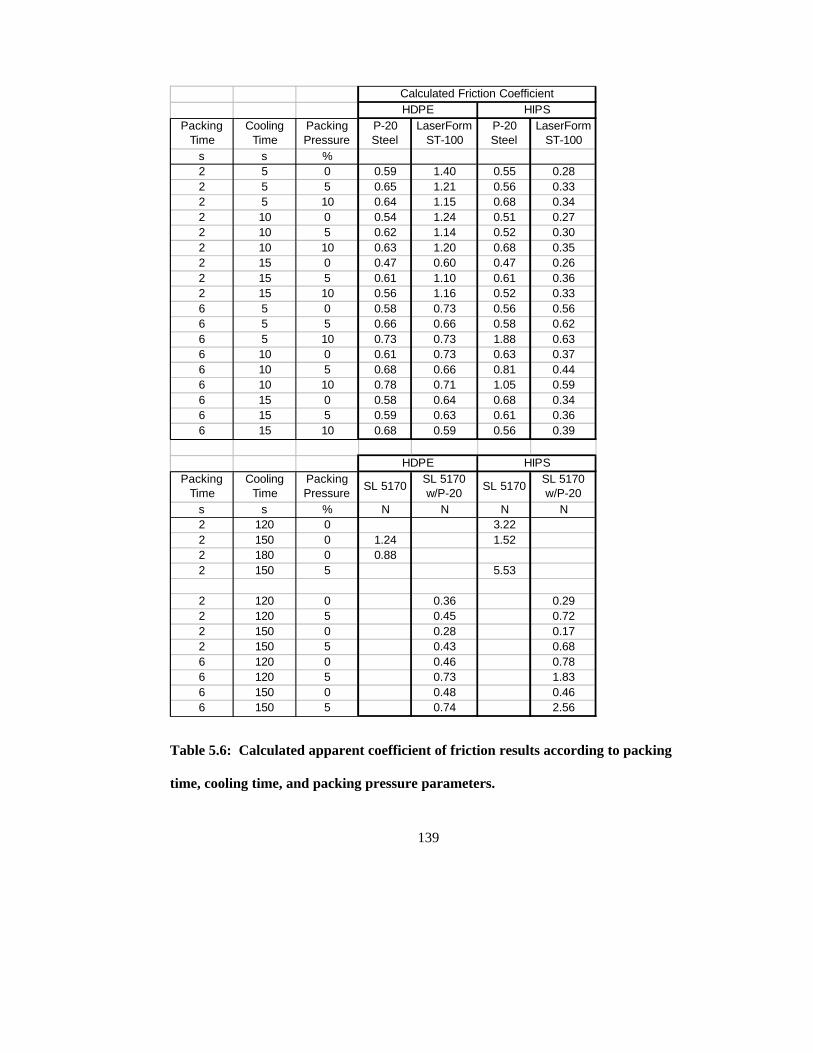
139
Packing Time
Cooling Time
Packing Pressure
P-20 Steel
LaserForm ST-100
P-20 Steel
LaserForm ST-100
s s %2 5 0 0.59 1.40 0.55 0.282 5 5 0.65 1.21 0.56 0.332 5 10 0.64 1.15 0.68 0.342 10 0 0.54 1.24 0.51 0.272 10 5 0.62 1.14 0.52 0.302 10 10 0.63 1.20 0.68 0.352 15 0 0.47 0.60 0.47 0.262 15 5 0.61 1.10 0.61 0.362 15 10 0.56 1.16 0.52 0.336 5 0 0.58 0.73 0.56 0.566 5 5 0.66 0.66 0.58 0.626 5 10 0.73 0.73 1.88 0.636 10 0 0.61 0.73 0.63 0.376 10 5 0.68 0.66 0.81 0.446 10 10 0.78 0.71 1.05 0.596 15 0 0.58 0.64 0.68 0.346 15 5 0.59 0.63 0.61 0.366 15 10 0.68 0.59 0.56 0.39
Packing Time
Cooling Time
Packing Pressure
SL 5170SL 5170 w/P-20
SL 5170SL 5170 w/P-20
s s % N N N N2 120 0 3.222 150 0 1.24 1.522 180 0 0.882 150 5 5.53
2 120 0 0.36 0.292 120 5 0.45 0.722 150 0 0.28 0.172 150 5 0.43 0.686 120 0 0.46 0.786 120 5 0.73 1.836 150 0 0.48 0.466 150 5 0.74 2.56
Calculated Friction Coefficient
HDPE HIPS
HDPE HIPS
Table 5.6: Calculated apparent coefficient of friction results according to packing
time, cooling time, and packing pressure parameters.

140
5.6.1 HDPE Apparent Coefficient of Friction Results
Figure 5.18 shows calculated values of the static friction coefficient by run for
HDPE. The average calculated value of friction coefficient for HDPE from the P-20 core
is lower than that from the ST-100 core, which is lower than that from the SL 5170 core.
The calculated value of friction coefficient from the SL 5170 core with the P-20 cavity is
lower than the other calculated values due to the lower ejection temperature.
Coefficient of Static Friction HDPE
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Co
F
P-20 ST-100 SL 5170 SL/P-20
Figure 5.18: Calculated values of the apparent coefficient of static friction for
HDPE, all runs.
141
5.6.2 HIPS Apparent Coefficient of Friction Results
Figure 5.19 shows calculated values of the static coefficient of friction for HIPS
from the experimental data. Results from all four inserts are shown. The HIPS
coefficient of friction on P-20 is generally higher than on ST-100. Two of the friction
values from the P-20 insert are much higher than the others, i.e., 1.88 and 1.05. These
values correspond to high packing time, high packing pressure, and lower cooling time,
and therefore imply that higher pressure and temperature cause higher friction between
the HIPS material and the steel. This phenomenon is also seen with the SL 5170/P-20
insert, but not with ST-100. Friction values for HIPS with the SL 5170 core and cavity
are very high, as expected. In general, the coefficient of friction values on SL 5170 core
with P-20 cavity are low because ejection temperatures were much lower.
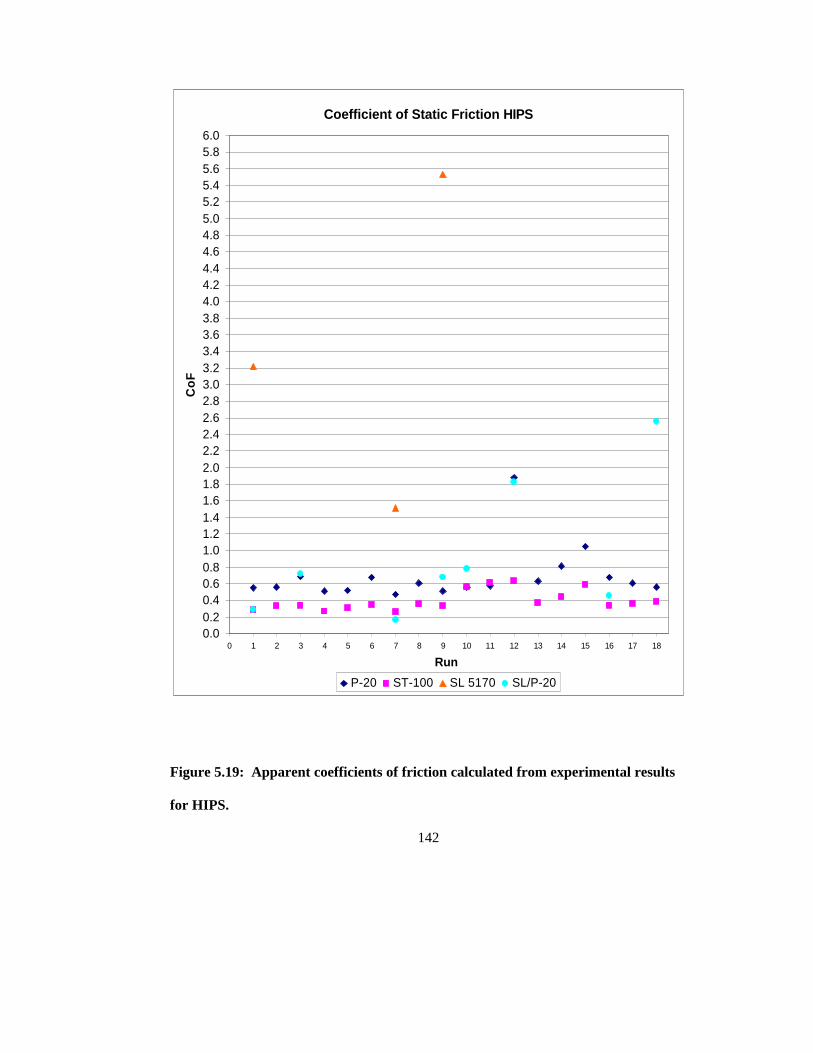
142
Coefficient of Static Friction HIPS
0.00.20.40.60.81.01.21.41.61.82.02.22.42.62.83.03.23.43.63.84.04.24.44.64.85.05.25.45.65.86.0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Co
F
P-20 ST-100 SL 5170 SL/P-20
Figure 5.19: Apparent coefficients of friction calculated from experimental results
for HIPS.
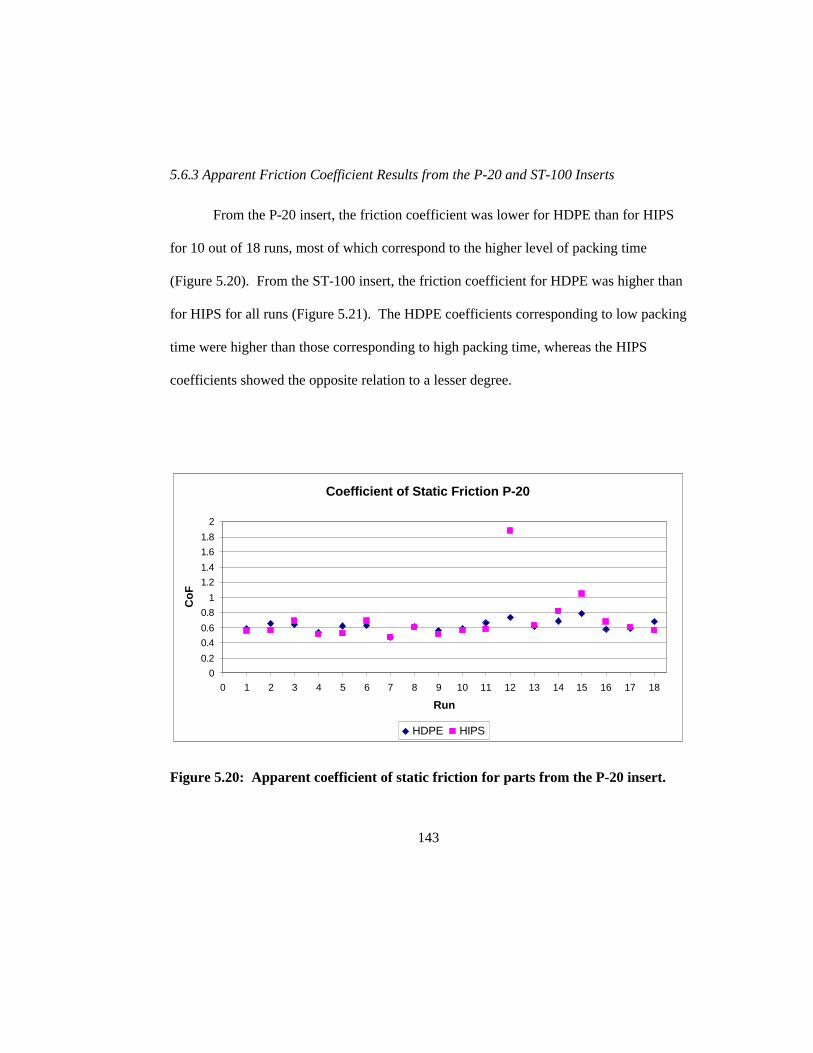
143
5.6.3 Apparent Friction Coefficient Results from the P-20 and ST-100 Inserts
From the P-20 insert, the friction coefficient was lower for HDPE than for HIPS
for 10 out of 18 runs, most of which correspond to the higher level of packing time
(Figure 5.20). From the ST-100 insert, the friction coefficient for HDPE was higher than
for HIPS for all runs (Figure 5.21). The HDPE coefficients corresponding to low packing
time were higher than those corresponding to high packing time, whereas the HIPS
coefficients showed the opposite relation to a lesser degree.
Coefficient of Static Friction P-20
00.2
0.40.6
0.81
1.21.4
1.61.8
2
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Co
F
HDPE HIPS
Figure 5.20: Apparent coefficient of static friction for parts from the P-20 insert.
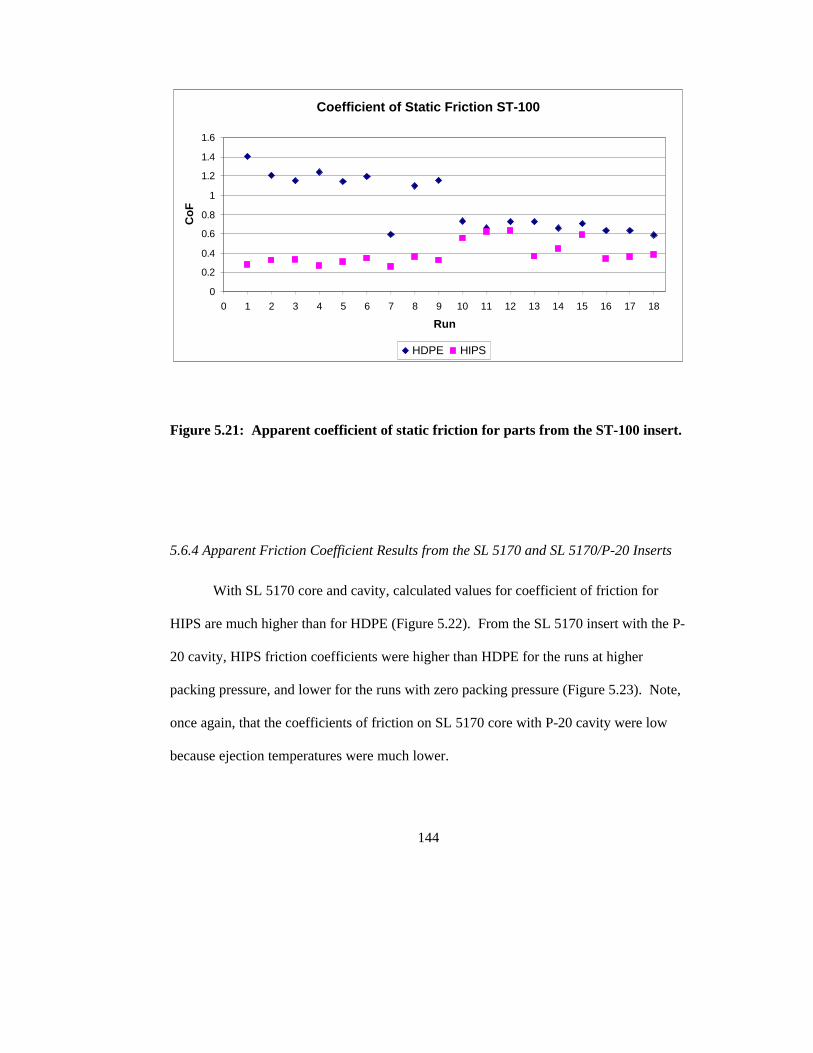
144
Coefficient of Static Friction ST-100
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Co
F
HDPE HIPS
Figure 5.21: Apparent coefficient of static friction for parts from the ST-100 insert.
5.6.4 Apparent Friction Coefficient Results from the SL 5170 and SL 5170/P-20 Inserts
With SL 5170 core and cavity, calculated values for coefficient of friction for
HIPS are much higher than for HDPE (Figure 5.22). From the SL 5170 insert with the P-
20 cavity, HIPS friction coefficients were higher than HDPE for the runs at higher
packing pressure, and lower for the runs with zero packing pressure (Figure 5.23). Note,
once again, that the coefficients of friction on SL 5170 core with P-20 cavity were low
because ejection temperatures were much lower.

145
Coefficient of Static Friction SL 5170
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Run
Co
F
HDPE HIPS
Figure 5.22: Apparent coefficient of static friction for parts from the SL 5170
insert.
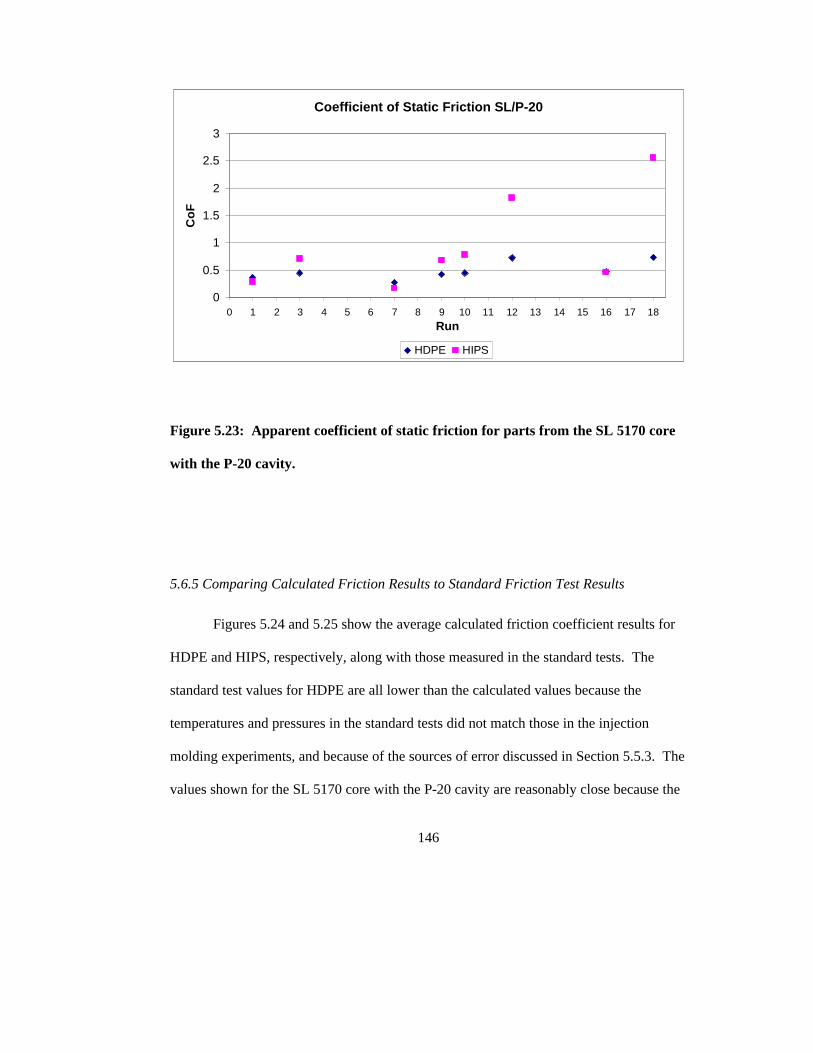
146
Coefficient of Static Friction SL/P-20
0
0.5
1
1.5
2
2.5
3
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Run
Co
F
HDPE HIPS
Figure 5.23: Apparent coefficient of static friction for parts from the SL 5170 core
with the P-20 cavity.
5.6.5 Comparing Calculated Friction Results to Standard Friction Test Results
Figures 5.24 and 5.25 show the average calculated friction coefficient results for
HDPE and HIPS, respectively, along with those measured in the standard tests. The
standard test values for HDPE are all lower than the calculated values because the
temperatures and pressures in the standard tests did not match those in the injection
molding experiments, and because of the sources of error discussed in Section 5.5.3. The
values shown for the SL 5170 core with the P-20 cavity are reasonably close because the
147
ejection temperature during this injection molding experiment was much lower compared
with experiments using the other inserts. Calculated friction coefficients for HIPS on P-
20 were higher than standard test results. Those for HIPS on ST-100, however, were not
all higher than standard test results at elevated temperature.
Recall that only two runs of HDPE parts and three runs of HIPS parts were
completed with the SL 5170 insert. These average and range calculations, then, are based
on only a small amount of data. Note for HIPS that the calculated friction coefficient
value corresponding to higher packing pressure (5.53) is comparable to the friction
coefficient obtained in the standard test (5.47).
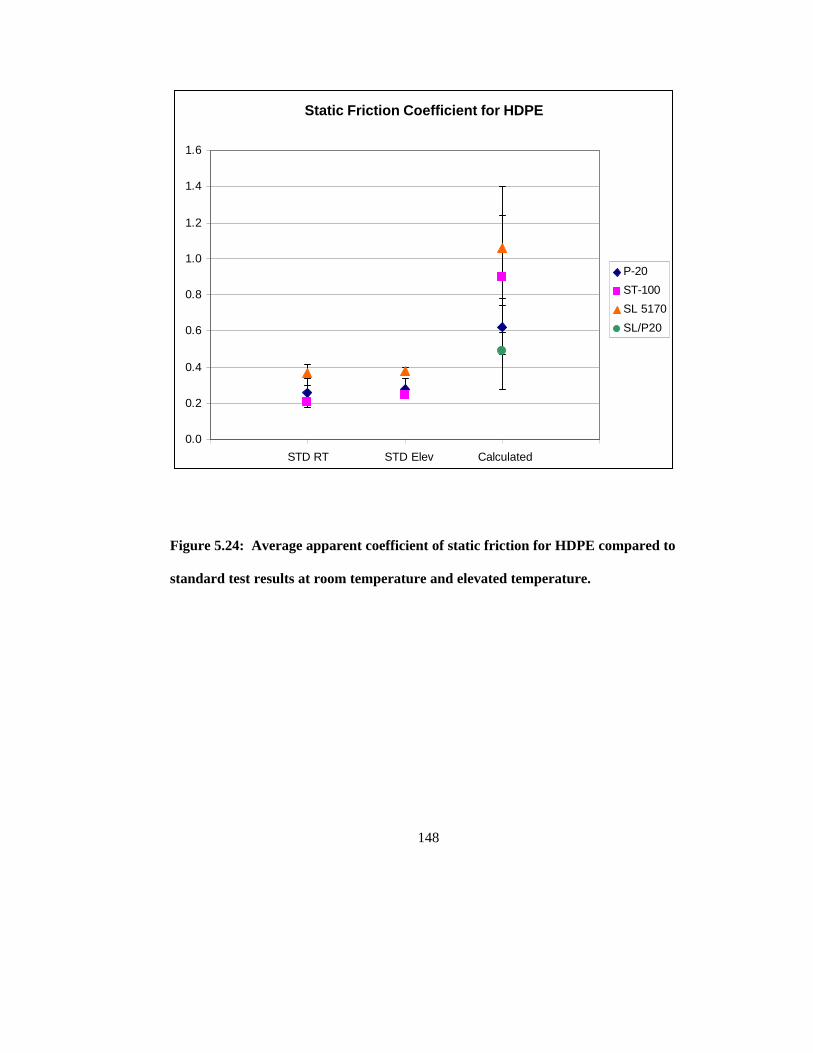
148
Static Friction Coefficient for HDPE
CalculatedSTD ElevSTD RT
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
P-20
ST-100
SL 5170
SL/P20
Figure 5.24: Average apparent coefficient of static friction for HDPE compared to
standard test results at room temperature and elevated temperature.
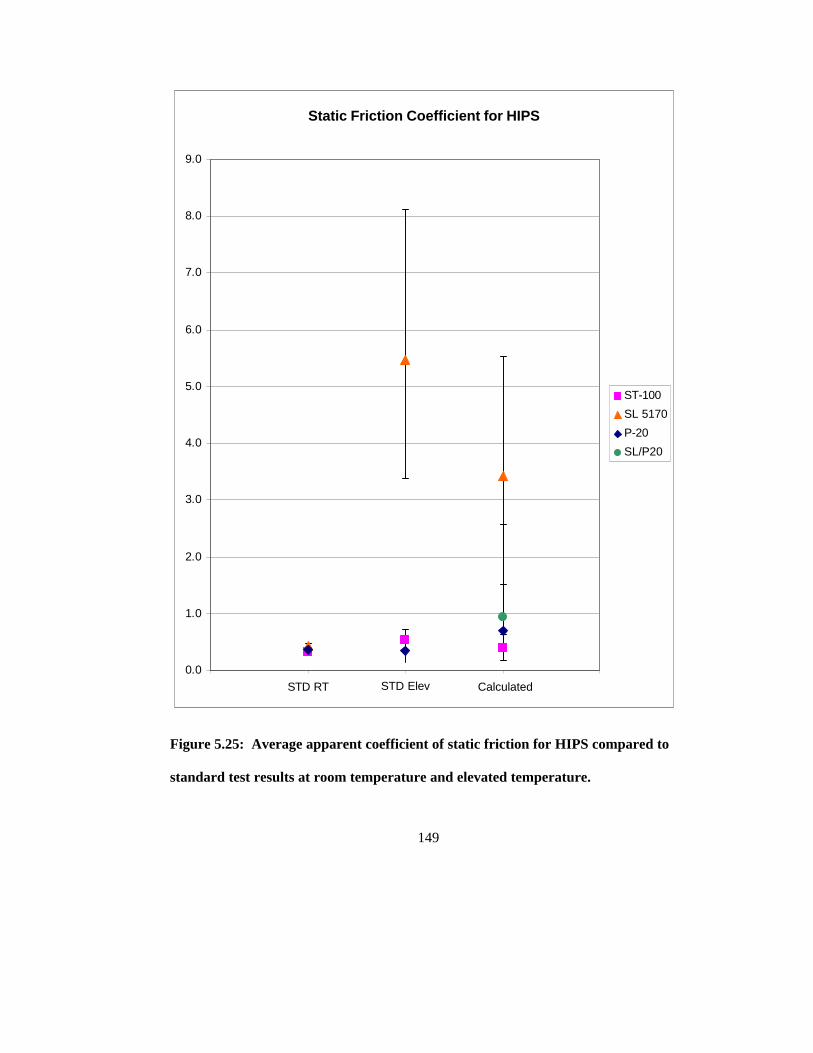
149
Static Friction Coefficient for HIPS
STD RT STD Elev Calculated0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
ST-100
SL 5170
P-20
SL/P20
Figure 5.25: Average apparent coefficient of static friction for HIPS compared to
standard test results at room temperature and elevated temperature.

150
5.7 Other Observations of Rapid Tooled Inserts
In addition to the quantitative analyses, a number of qualitative observations were
made during experiments with the ST-100 and SL 5170 tools. These are summarized in
the paragraphs below.
The ST-100 insert seemed to operate as well as the P-20 insert. There were no
problems with core swelling or parts adhering to the sintered material. The insert held up
well for the number of parts that were processed, and had every indication that it would
last for many more. There were, however, differences in data between the ST-100 and P-
20 experiments, indicating that there are thermal and adhesion differences that affect
ejection force and friction coefficient.
The SL 5170 insert, on the other hand, operated quite differently from the other
two metal inserts, as one would expect. Surprisingly, the resin core held up for more than
105 full parts, with minimal flashing and no catastrophic failure. The following are some
of the anomalies of the SL 5170 insert discovered during processing.
It was obvious during molding of both HDPE and HIPS that there was adhesion
of the parts to the SL 5170 core (no matter which cavity was used). The adhesion was
both visible and audible. After the mold opened and before the part was ejected, the
portion of the part that adhered was more translucent than the rest. At ejection, the part
would audibly snap upon release, then slide off the core. It is quite possible that the force
from the stripper plate, in conjunction with the adhesion, forced the part to bow outward
somewhat, thus reducing the amount of shear along the core surface.
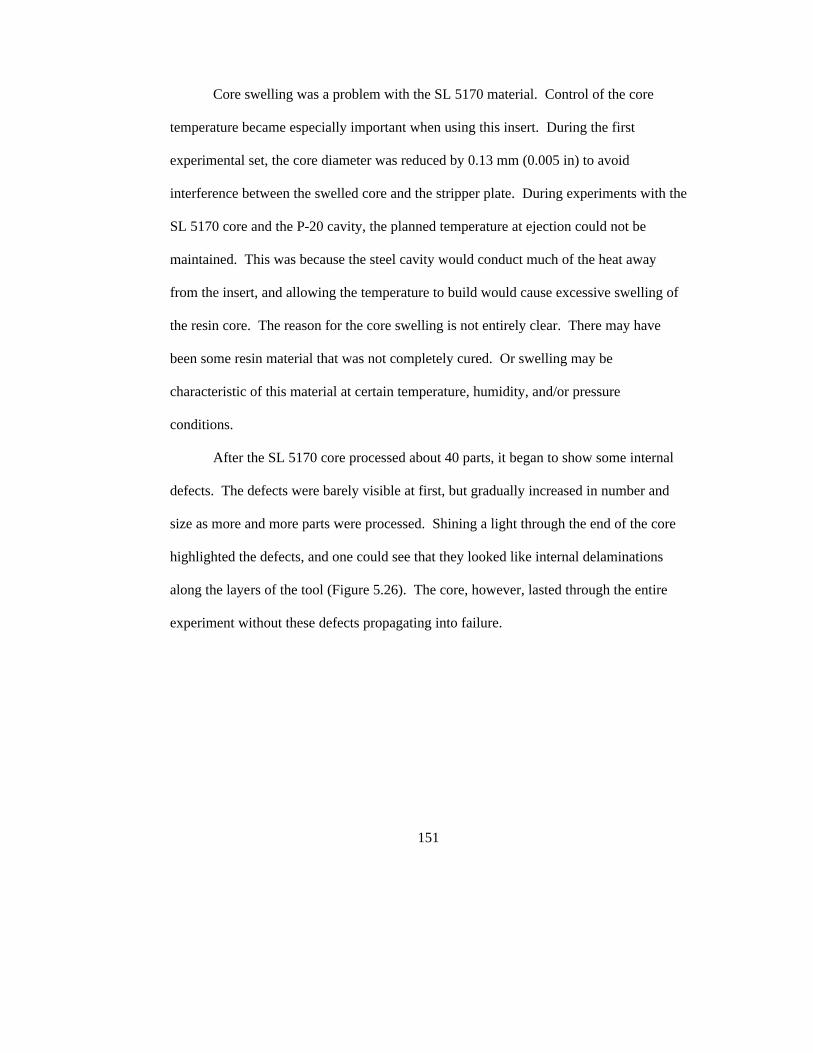
151
Core swelling was a problem with the SL 5170 material. Control of the core
temperature became especially important when using this insert. During the first
experimental set, the core diameter was reduced by 0.13 mm (0.005 in) to avoid
interference between the swelled core and the stripper plate. During experiments with the
SL 5170 core and the P-20 cavity, the planned temperature at ejection could not be
maintained. This was because the steel cavity would conduct much of the heat away
from the insert, and allowing the temperature to build would cause excessive swelling of
the resin core. The reason for the core swelling is not entirely clear. There may have
been some resin material that was not completely cured. Or swelling may be
characteristic of this material at certain temperature, humidity, and/or pressure
conditions.
After the SL 5170 core processed about 40 parts, it began to show some internal
defects. The defects were barely visible at first, but gradually increased in number and
size as more and more parts were processed. Shining a light through the end of the core
highlighted the defects, and one could see that they looked like internal delaminations
along the layers of the tool (Figure 5.26). The core, however, lasted through the entire
experiment without these defects propagating into failure.
152
Figure 5.26: Defects in the SL 5170 core.
The issue with the SL 5170 core that most affected experimental results was
deflection of the cavity wall during injection. Only a few experimental runs were
completed with the SL 5170 core and cavity when the parts began to stick in the cavity
upon mold opening. The wall of the cavity apparently gave under injection pressure and
elastically deformed. Then, although the part began to shrink, too much material had
been forced into the mold, and was held fast by the cavity wall.
In a preliminary study of this phenomenon, the SL 5170 insert was modeled with
the two thermoplastic materials using ABAQUS finite element analysis (Carpenter 2004).
Using the thermoplastic material characteristics from the software database and the
geometry of the SL 5170 core and cavity, the injection was simulated for HDPE and
HIPS with no packing, and for HIPS with 6 seconds at 5 percent packing. Results show
that the walls of the cavity do indeed elastically deform in a way that would cause parts
to stick. In Figure 5.27, deformation of the SL 5170 by HDPE injection, no packing, is
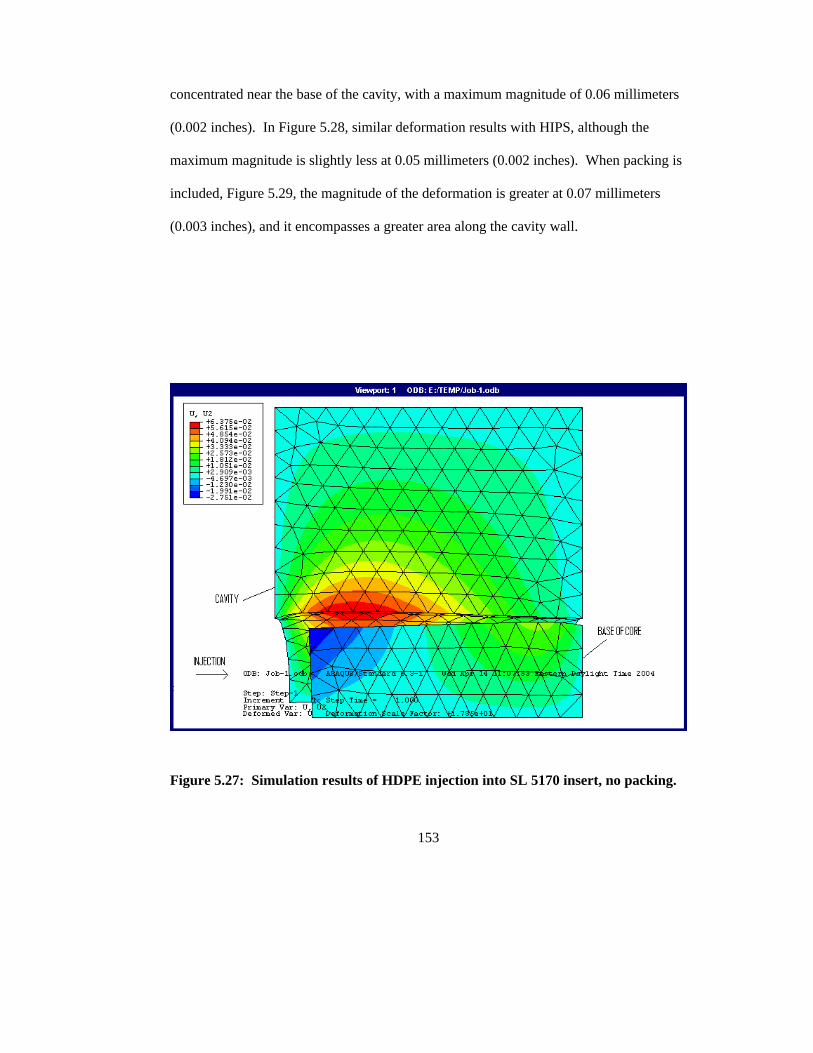
153
concentrated near the base of the cavity, with a maximum magnitude of 0.06 millimeters
(0.002 inches). In Figure 5.28, similar deformation results with HIPS, although the
maximum magnitude is slightly less at 0.05 millimeters (0.002 inches). When packing is
included, Figure 5.29, the magnitude of the deformation is greater at 0.07 millimeters
(0.003 inches), and it encompasses a greater area along the cavity wall.
Figure 5.27: Simulation results of HDPE injection into SL 5170 insert, no packing.
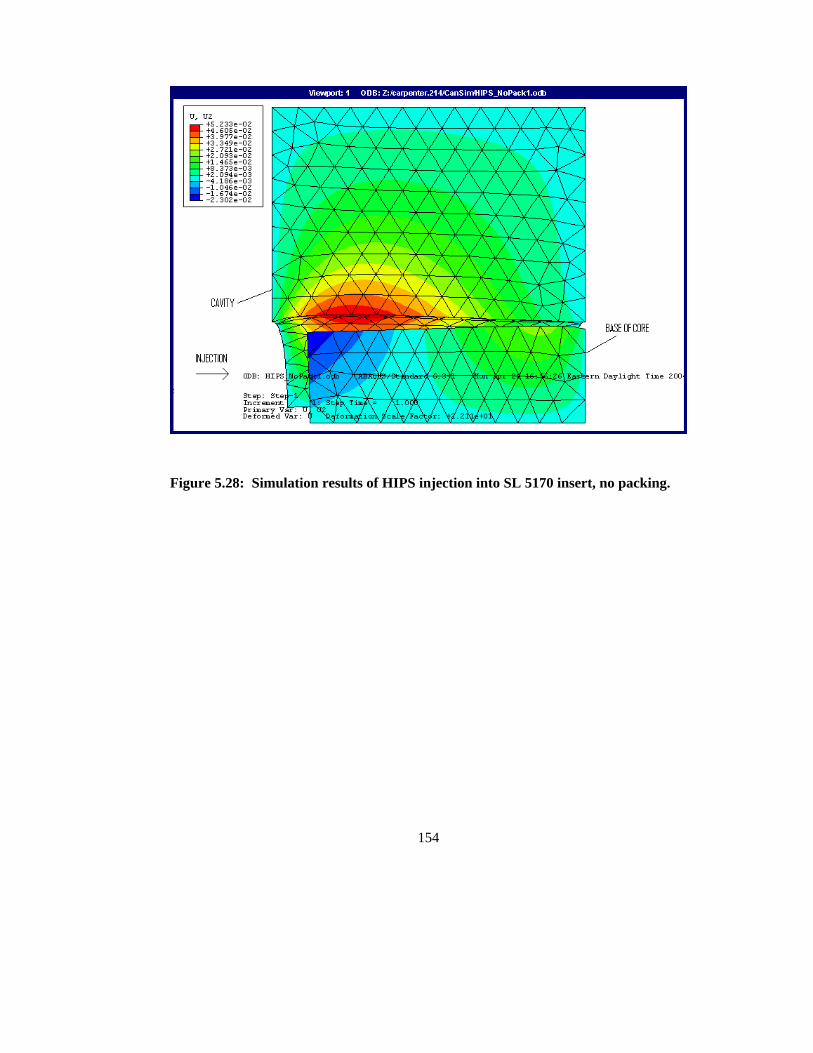
154
Figure 5.28: Simulation results of HIPS injection into SL 5170 insert, no packing.
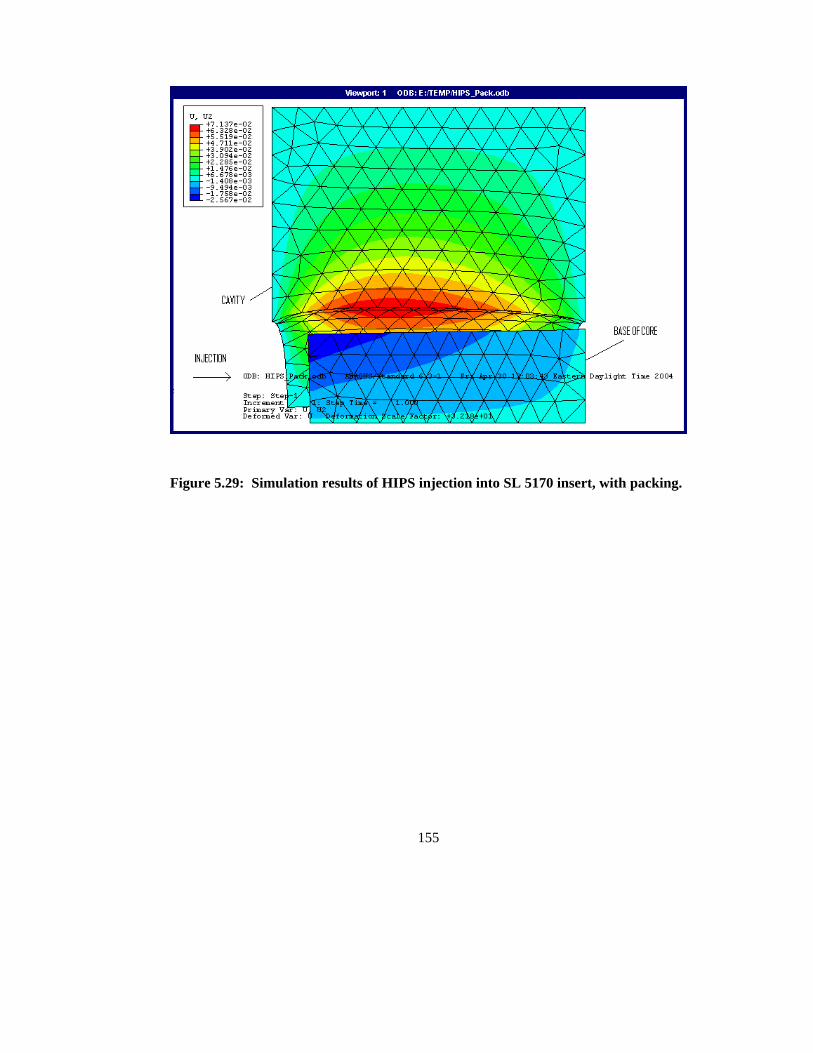
155
Figure 5.29: Simulation results of HIPS injection into SL 5170 insert, with packing.
156
CHAPTER 6
CONCLUSIONS
This chapter presents the conclusions of this research project. First, conclusions
regarding the molding of HDPE and HIPS parts using the rapid tooled inserts are
presented, including the benefits and limitations of rapid tooled injection mold inserts.
Next, the use of a model for determining ejection force and the coefficient of friction is
discussed. Implications and future work are also included, and the chapter concludes
with an overall summary.
6.1 Molding HDPE and HIPS with ST-100 and SL 5170 Inserts
6.1.1 Benefits and Limitations of Using Rapid Tooled Injection Mold Inserts
The general benefits of rapid tools were discussed in Chapter 1. These include
the ability to build complex geometries and incorporate conformal cooling lines, and
potential savings in lead times and material and labor costs. As an injection molding
insert, the ST-100 tool was very capable. Few process problems were experienced in this
157
work. This particular insert withstood the processing of 288 parts plus many test parts
with no signs of wear or damage. For these quantities, the ST-100 performed just as well
as the P-20, and even showed some advantages for processing HIPS in terms of friction
coefficients. For the scope of this work, no limitations of the ST-100 insert are noted.
The SL 5170 tool shares the same general benefits as the ST-100 and other rapid
tools as mentioned above. Some unexpected benefits, as seen in this work, include its
ability to mold both HDPE and HIPS, and durability of the core for processing more than
105 parts. The use of SL 5170 for injection molds, however, is limited because of the
deformation that occurs with high pressure and swelling of the material at high
temperature. Although the SL 5170 core did not fail catastrophically during these
experiments, it is assumed that the fatigue life of the core is limited because of the defects
that developed after approximately 40 parts. The interaction of the surface of SL 5170
with those of some thermoplastic materials, such as HIPS, is also a drawback. Adhesion
often occurs between the two surfaces, which can accelerate failure of the core and
potentially affect the quality of the part.
The statistical analysis shows the effects of processing parameters on ejection
forces for all three inserts. Packing time, cooling time, and packing pressure affect
ejection force differently between the baseline steel and the rapid tooled inserts. Effects
are also different between thermoplastic materials. Conclusions from the statistical
analysis that relate directly to the insert material are as follows:
• Ejection force increases with packing time for the SL 5170 insert.
158
• Ejection force decreases with packing time for the ST-100 insert.
• Ejection force decreases with cooling time for the P-20 insert; but this is a non-
linear effect.
6.1.2 Friction and Ejection Force Considerations
In the standard tests, the friction coefficients of HDPE were similar on P-20, ST-
100, and SL 5170 at all temperature conditions. HIPS showed a different friction
response than HDPE, and its friction coefficients varied significantly between plate
materials in heated tests. Both polymers showed highest coefficients on SL 5170 at all
three temperature conditions. The HIPS test on SL 5170 showed the interplay of the
adhesion and deformation components of friction and how this affects the friction
coefficient.
Although the standard friction tests at elevated temperatures may have given a
more accurate estimate of the friction coefficient during ejection than those at room
temperature, they still did not exactly simulate the actual process. Additional adjustments
might be made to the temperatures and normal forces applied in the standard tests to
render the results more similar to actual molding conditions.
In the injection molding experiments, ejection forces for parts from the ST-100
core were generally similar to those from the P-20 baseline core (170 – 200 N for HDPE
and 340 – 430 N for HIPS). HDPE parts from the SL 5170 core had slightly higher
ejection forces (190 to 240 N), and those from the SL 5170 core with the P-20 cavity
were higher still (250 – 330 N). Conversely, HIPS parts had higher ejection forces from

159
the SL 5170 core with the P-20 cavity (600 – 950 N), and much higher ejection forces
from the SL 5170 core (1100 – 1600 N). This seems to indicate that, when ejecting
HPDE parts from the SL 5170 core, a lower ejection temperature will increase shrinkage
and increase ejection force, and, when ejecting HIPS parts from the SL 5170 core, a
higher ejection temperature will increase adhesion and increase ejection force.
Given the discussion above and all the results of this research, the following
conclusions are drawn:
§ ST-100 inserts can be used to mold HDPE parts. This insert material performed
similarly to P-20, but was affected differently by process parameters.
Calculations of apparent coefficient of static friction indicated that friction can be
high when packing time is low, but these values did not cause extremely large
ejection forces.
§ ST-100 inserts can be used to mold HIPS parts. Once again, ST-100 performed
similarly to P-20, and in some cases had lower ejection forces.
§ SL 5170 can be used to mold HDPE parts, but with adjusted process parameters
or alternative cavity materials to minimize cavity deformation. Ejection
temperatures should be relatively high to minimize the load on the core.
Minimizing this load may extend core life prior to defect formation.
160
§ SL 5170 is not recommended for molding HIPS due to adhesion and very high
ejection forces. The coefficient of friction will increase with higher ejection
temperatures and packing times due to adhesion, which is enhanced by the
secondary forces between the two materials. Maintaining a lower ejection
temperature (e.g., by using a P-20 core) reduces the ejection force somewhat.
Core life, however, will probably be minimal.
6.2 Using a Model to Determine Ejection Force and the Coefficient of Friction
In this work the Menges model was used to determine ejection force for
comparison to experimental measurements. This model requires values for the
coefficient of static friction between the part and the core, the elastic modulus of the part
material at the time of ejection, and the relative change in diameter of the part
immediately after ejection. Each of these values is difficult to obtain and introduces error
into the calculation. The differences between the calculated ejection force and the actual
ejection force varied from 16 percent to 70 percent for HDPE, and from 44 percent to 924
percent for HIPS. While some of the calculations provided good ballpark estimates,
others did not, and only one was within 20 percent.
The static friction coefficient measurement may have been the largest contributor
to the lack of accuracy in the ejection force calculations. Standard friction tests provided
values for static friction coefficients that were an improvement over room temperature

161
values, but were still not an exact simulation of the injection molding experiment. More
standard testing at a wider range of temperature and pressure environments would be
required to determine more accurate values for the static friction coefficient that occur
during ejection of an injection molded part.
The Menges model was also used to determine the apparent coefficient of friction
for comparison to results from the standard friction tests. The specific description of
friction coefficient is still largely a mystery. The term includes deformation and adhesion
in unknown proportions and affected by certain conditions to unknown extents. The
calculation of apparent coefficient of friction from ejection force models, as was done
here, results in a value that encompasses a complete surface interaction under the given
processing conditions. How this value compares with standard measures of friction
coefficient has not been entirely clear. Furthermore, the calculated value of the apparent
coefficient of friction includes error from the measurements of elastic modulus and the
relative change in diameter, and so is not an apples-to-apples comparison with the
standard friction test values.
The apparent friction coefficient calculation, however, can be potentially useful in
testing a new material for an injection mold insert application. For example, to estimate
the ejection forces that will occur, a simple cylindrical mold insert can be built with the
new material, and the apparent coefficient of friction can be calculated using the Menges
model and injection molding data from the cylindrical mold. This calculated value can
then be applied to the model to estimate ejection force for molds having different
geometries but the same materials and similar processing parameters.

162
Results from this work, however, are insufficient to validate this application of the
model. Additional experimentation with a different part geometry would be required to
provide comparison data and prove this concept.
6.3 Implications and Future Work
This work has included friction testing of thermoplastics against rapid prototyped
materials, following a standard procedure and including higher temperatures; direct
measurement of ejection force from steel and rapid tooled injection mold inserts;
calculation of ejection forces using a model developed by Menges; and determination of
the apparent coefficient of static friction from experimental data using the same Menges
model.
A good indication of the processing capability of a mold material are its ejection
force requirements. The experimental results provide these data for all material
combinations. The results were compared among thermoplastic and mold insert
materials, and then compared to calculated ejection force values. These results give an
indication of the usefulness of the ejection force model.
The static friction coefficient results from the standard tests were also compared
among materials, and then compared with calculations of apparent coefficients of
friction. The friction test data are a useful reference for understanding the basic friction
conditions between the thermoplastics, HDPE and HIPS, and the mold insert materials,
163
P-20, ST-100 and SL 5170. Friction results from the standard tests have also pointed out
the adhesion phenomenon that occurs between HIPS and SL 5170. The adhesion results
from the molecular forces between the two materials and is enhanced by higher ejection
temperatures.
The statistical results are useful for determining those process parameters that can
be adjusted to optimize ejection force for the material pairs studied. Analysis of variance
has shown which parameters affect ejection force and how strong those effects are for the
given process window. This information can be used, once a decision has been made to
use one of these inserts, to design a process that meets ejection force requirements.
The experiments have shown the molding of HDPE and HIPS parts with P-20 and
ST-100 mold inserts as rather routine. The more interesting results come from the use of
the SL 5170 insert. While HDPE parts can be molded with SL 5170 inserts, higher
friction coefficients and ejection forces will result. HIPS parts were molded with the SL
5170 insert as well, but with extremely high friction coefficients and ejection forces.
These forces caused high cyclic loads on the SL 5170 core, leading to the formation of
internal defects. Additionally, deformation of the cavity occurred during injection.
These considerations must be taken into account in the application of this rapid tooled
material for injection molds.
Overall, the data are useful for choosing mold insert materials, for deciding
whether or not to use rapid tooled inserts for small quantity production, for development
of rapid prototyping materials and processes, or for injection molding part or machine
design.

164
As mentioned in the previous section, additional work in static friction coefficient
measurement and ejection force comparison with a different part geometry would
enhance the current work. Friction testing under various temperature and pressure
conditions may provide more accurate values of the friction that exists during ejection.
These values could then be used with the ejection force model. Further injection molding
experiments with a different part shape would provide ejection force data to compare to
those from the cylindrical part. This comparison would indicate whether or not the
Menges model could be used to determine ejection forces for new mold insert materials.
Other possible areas for future work include further study on the deformation and
swelling of the SL 5170 material, failure testing and analysis of the SL 5170 core,
optimization of injection molding process parameters, and materials characterization for
adhesion. The deformation and swelling of the SL 5170 resin can be investigated to
determine their actual causes. If curing of the material is an issue, improvements in the
stereolithography process or its post-cure may have an effect. The selection of alternative
materials may also be a solution, including more recently developed materials and resins
that contain fillers. The defects that developed in the SL 5170 core can be analyzed to
confirm whether or not they are in fact delaminations and to determine why they
occurred. Improvements in the building or curing of the stereolithography tool might be
required, or it may be characteristic of the process or material. Further testing to failure
would provide useful data on the actual life expectancy of the core.
Any of the designed experiments could be expanded to encompass a broader
processing window, leading to the optimization of process parameters. This might be
165
especially useful for the SL 5170 core and the HDPE thermoplastic. Further study of the
temperature and pressure parameters would further delineate the effects of the adhesion
component of friction and clarify a feasible processing space.
Since the role of adhesion and friction in injection molding is not explicitly
understood, further study in this area would also be useful. This would include materials
characterization and research into the interfaces between the thermoplastics and rapid
prototyped materials.
Areas that were not addressed in this work include part quality, as-built rapid
tools, and conformal cooling lines. First, the performance of rapid tooled inserts cannot
be completely assessed without consideration for part quality; this would include
dimensional and surface finish quality. Second, the rapid tools used in this work were
finish machined. The advantage to using rapid tools is maximized, however, if they are
inserted as built and not post-processed. And third, the addition of conformal cooling
lines would allow more control of processing temperatures. The nature of rapid
prototyping processes is such that they facilitate the incorporation of conformal cooling
lines. Further research in each of these areas would contribute to the potential use of
rapid tools for injection molding.
6.4 Summary
The application of rapid prototyped tools for injection molding, if technically
feasible, may allow for small quantity production by reducing the cost of tooling. This
166
work has investigated one aspect of the technical feasibility through testing and
experimentation to determine ejection force requirements and coefficients of friction.
Friction coefficients between thermoplastics and rapid tooled materials were measured
using a modified standard testing process. Injection molding experiments were
conducted using three mold insert materials, P-20 steel, laser sintered ST-100, and
stereolithography SL 5170 resin. Ejection forces for cylindrical parts molded with high
density polyethylene and high impact polystyrene were measured directly and then
compared with values calculated from an ejection force model. Process parameters
affected the adhesion and deformation components of friction differently, depending on
the materials characteristics. Results show that ST-100 is a good candidate for injection
molding tools, and that SL 5170 may be a good candidate for molding some
thermoplastics, but only in very small quantities.
167
LIST OF REFERENCES
Anderson, D. M., Pine, B. J. II 1997, Agile Product Development for Mass Customization, Irwin Professional Publishing, Chicago.
ASM International 1992, “Static and Kinetic Friction Coefficients for Selected Materials,” ASM Handbook, vol. 18, p. 73.
Balsamo, R., Hayward, D., Malloy, R. 1993, “An Experimental Evaluation of Ejection Forces: Frictional Effects,” ANTEC, pp. 2515-2521.
Beaman, J.J., Barlow, J.W., Bourell, D.L., Crawford, R.H., Marcus, H.L., McAlea, K.P 1997, Solid Freeform Fabrication: A new Direction in Manufacturing, Kluwer Academic Publishers, Dordrecht.
Beer, F.P., Johnston, E.R. 1981, Mechanics of Materials, McGraw-Hill, New York, pp 325-6.
Benabdallah, H., Fisa, B. 1989, “Static Friction Coefficient of Some Thermoplastics,” ANTEC, pp. 1055-1058.
Benabdallah, S.H. 1993, “Static Shear Strength and Adhesion Friction of Some Thermoplastics,” Polymer Engineering and Science, vol. 33, no. 9, pp. 543-548.
Bourell, D.L., Crawford, R.H., Marcus, H.L., Beaman, J.J., Barlow, J.W. 1994, “Selective Laser Sintering of Metals,” Proceedings of the 1994 ASME Winter Annual Meeting, November, pp. 519-528.
Briscoe, B.J. 1981, “Wear of polymers: an essay on fundamental aspects,” Tribology International, August, pp. 231-243.
Brydson, J.A. 1999, Plastics Materials, Butterworth-Heinemann, [On line] Available from www.knovel.com, [June 2004].
Burke, C.T. 1991, Ejection Force Measurement for the Injection Molding Process, Master Thesis, University of Lowell, Appendix E.
168
Burke, C., Malloy, R. 1991, “An Experimental Study of the Ejection Forces Encountered During Injection Molding,” ANTEC 1991, pp. 1781-1787.
Cagle, C.V. (ed.) 1973, Handbook of Adhesive Bonding, McGraw-Hill, New York.
Callister, W.D., Jr. 1985, Materials Science and Engineering An Introduction, John Wiley & Sons, New York.
Campbell, C. 2000, “Rapid Tooling for Real World Applications,” Rapid Tooling Technologies for Plastic Applications, Society of Manufacturing Engineers Symposium, October, Detroit, MI.
Carpenter, B. 2004, personal communication.
Castle Island, “Worldwide Guide to Rapid Prototyping,” [Online]. Copyright Castle Island Co. Available: home.att.net/~castleisland/home.htm [May 2003].
Cedorge, T., Colton, J. 2000, “Draft Angle and Surface Roughness Effects on Stereolithography Molds,” Polymer Engineering and Science, vol. 40, no. 7, pp. 1581-1588.
Cho, W., Sachs, E. M., Patrikalakis, N., M. 2001, “Solid Freeform Fabrication with Local Composition Control,” Rapid Prototyping, Society of Manufacturing Engineers, vol. 7, no. 2, pp 1-5.
Colton, J. S., Crawford, J., Pham, G., Rodet, V. 2001, “Failure of Rapid Prototype Molds During Injection Molding,” CIRP Annals – Manufacturing Technology, vol. 50, no. 1, pp. 129-132.
Colton, J.S., LeBaut, Y. 2000, “Thermal Effects on Stereolithography Injection Mold Inserts,” Polymer Engineering and Science, vol. 40, no. 6.
Czichos, H. 1983, “Influence of Adhesive and Abrasive Mechanisms on the Tribological Behaviour of Thermoplastic Polymers,” Wear, vol. 88, pp. 27-43.
Czichos, H. 1985, “Contact Deformation and Static Friction of Polymers, Influences of Viscoelasticity and Adhesion,” Polymer Wear and Its Control, American Chemical Society, pp. 3-26.
Dalgarno, K. W., Stewart, T. D. 2001, “Manufacture of production injection mould tooling incorporating conformal cooling channels via indirect selective laser sintering,” Proceedings of the Institution of Mechanical Engineers Part B, Journal of Engineering Manufacture, vol. 215, pp.1323-1332.
Dearnley, P.A. 1999, “Low friction surfaces for plastic injection moulding dies – an experimental case study,” Wear, vol. 225-229, pp. 1109-1113.
169
Dickens, P., Rudgley, M. 2001, “DirectAIMTM in a New Direction,” Rapid Prototyping and Manufacturing Conference [CD-ROM], Society of Manufacturing Engineers, Cincinnati.
Eley, D.D. (ed.) 1961, Adhesion, Oxford University Press, London.
Ferreira, E.C., Neves, N.M., Muschalle, R., Pouzada, A.S. 2001, “Friction Properties of Thermoplastics in Injection Molding,” ANTEC Portugal, [Online]. Available: www.dep.uminho.pt/NP/2001_03.pdf, [July 2003].
Ferreira, E. C., Muschalle, R., Neves, N. M., Pouzada, A. S. 2002, “Analysis of parameters determining the friction properties of thermoplastics in injection molding,” ANTEC 2002, vol. 1, pp. 878-881.
Glanvill, A.B. 1971, The Plastics Engineer’s Data Book, Machinery Publishing Co. Ltd., The Whitefriars Press Ltd., London, p. 30.
Harris, R. A., Dickens, P. M. 2001, “Mould Variables in Stereolithography Injection Moulds,” ANTEC 2001, vol. 1, pp 107-111.
Harris, R. A., Dickens, P. M. 2003, “Determining, Understanding, and Controlling the Morphology of Injection Moulded Parts Produced in Stereolithography Moulds,” ANTEC 2003, pp. 889-893.
Hopkinson, N., Dickens, P. 1999, “Study of ejection forces in the AIM™ process,” Materials and Design, vol. 20, pp. 99-105.
Hopkinson, N., Dickens, P. 2000a, “Conformal Cooling and Heating Channels using Laser Sintered Tools,” Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, pp. 490-497.
Hopkinson, N., Dickens, P. 2000b, “A comparison between stereolithography and aluminium injection moulding tools,” Rapid Prototyping Journal, vol. 6, no.4, pp. 253-258.
Hopkinson, N., Dickens, P. 2000c, “Predicting stereolithography injection mould tool behaviour using models to predict ejection force and tool strength,” International Journal of Production Research, vol. 38, no. 16, pp. 3747-3757.
Hopkinson, N., Dickens, P. 2000d, “Using stereolithography tools for injection moulding: research into tensile tool failure and unexpected benefits of the process,” Proceedings of the Institution of Mechanical Engineers, vol. 214, part B, pp. 891-899.
Jacobs, P. F. 1996, Stereolithography and other RP&M Technologies, Society of Manufacturing Engineers, Dearborn, MI, ASME Press, New York.
170
Jansen, K.M.B, Titomanlio, G. 1996, “Effect of Pressure History on Shrinkage and Residual Stresses – Injection Molding with Constrained Shrinkage,” Polymer Engineering and Science, vol. 36, no. 15, pp 2029-2040.
Kabanemi, K.K., Vaillancourt, Wang, H., Salloum, G. 1998, “Residual Stresses, Shrinkage and Warpage of Complex Injection Molded Products: Numerical Simulation and Experimental Validation,” Polymer Engineering and Science, vol. 38, no. 1, pp. 21-37.
Kai, C.C., Fai, L.K 1997, Rapid Prototyping, Principles and Applications in Manufacturing, John Wiley & Sons, New York.
Kaminsky, P.G. 1996, “Lean Logistics: Better, Faster, Cheaper,” Defense Issues, vol. 11, no. 99, [Online] Available: http://www.defenselink.mil/speeches/index.html.
Karapatis, N.P., van Griethuysen, J.-P.S., Glardon, R. 1998, “Direct rapid tooling: a review of current research,” Rapid Prototyping Journal, vol. 4, no. 2, pp. 77-89.
Keicher, D., Gorman, P., Taute, L. 2001, “A Novel Method for Fabrication and Repair of Tooling?” National Tooling and Machining Association Record, January.
Kinsella, M.E. 2000, “Piloted Concepts for Commercial-Military Integration Ready for Implementation,” Program Manager, July-August, p. 30.
Li, Y., Gargiulo, E.P., Keefe, M. 2000, “Studies in Direct Tooling Using Stereolithography,” Journal of Manufacturing Science and Engineering, vol. 122, May, pp. 316-322.
Malloy, R., Majeski, P. 1989, “Design of Pin Ejector Systems for Injection Molds,” ANTEC 1989, pp. 1231-1235.
MatWeb Material Property Data (March 2004), [Online], Available from: www.matweb.com [6 June 2004].
McAlea, K., Booth, R., Forderhase, P., Lakshminarayan, U. 1995, “Materials for Selective Laser Sintering Processing,” Proceedings of the 27th International SAMPE Technical Conference, vol. 27, pp. 949-961.
Menges, G., Bangert, H. 1981, “Measurement of Coefficients of Static Friction as a Means of Determining Opening and Demoulding Forces in Injection Moulds,” Kunststoffe, vol. 71, no. 9, pp. 552-557.
Menges, G., Michaeli, W., Mohren, P. 2001, How to Make Injection Molds, Hanser Gardner Publications, Munich, Cincinnati.
171
Michaeli, W., Gutberlet, D., Hoffmann, S., Zachert, J. 1999, “Development steps for integrated material modeling for a semicrystalline polymer,” Computational Materials Science, vol.16, pp. 151-157.
Michalski, D.D. 2000, A Parametric Study of the Ejection Forces Encountered During the Injection-Molding Process, Master Thesis, The Ohio State University.
Muschalle, R. 2001, “Friction Behaviour of Thermoplastics,” Kunststoffe, vol. 91, no. 12, pp. 48-54.
Nelson, C., Kepler, J., Booth, R., Conner, P. 1998, “Direct Injection Molding Tooling Inserts from the SLS Process with Copper Polyamide,” Proceedings of the Solid Freeform Fabrication Symposium, August, Austin TX, pp. 451-459.
Optomec, Inc. 2001, company literature, Albuquerque.
Osswald, T.A. 1998, Polymer Processing Fundamentals, Hanser Publishers, Munich.
Palmer, A.E., Colton, J.S., 2000, “Failure Mechanisms in Stereolithography Injection Molding Tooling,” Polymer Engineering and Science, vol. 40, no. 6, pp. 1395-1404.
Pantani, R., Titomanlio, G. 1999, “Analysis of Shrinkage Development of Injection Moulded PS Samples,” Intern. Polymer Processing, vol. XIV, no.2, pp. 183-190.
Petrie, E.M. 2000, Handbook of Adhesives and Sealants, McGraw-Hill, [On line] Available from www.knovel.com, [June 2004].
Pham, G.T., Colton, J.S. 2002, “Ejection Force Modeling for Stereolithography Injection Molding Tools,” Polymer Engineering and Science, vol. 42, no. 4, pp.681-693.
Pham, D. T., Dimov, S. S., Lacan, F. 2000, “The RapidTool process: technical capabilities and applications,” Proceedings of the Institution of Mechanical Engineers Part B, Journal of Engineering Manufacture,vol. 214, pp 107-116.
Pine, B. J. II 1993, Mass Customization – The new Frontier in Business Competition, Harvard Business School Press, Boston.
Pontes, A.J., Pinho, A.M., Miranda, A.S., Pouzada, A.S. 1997, “Effect of Processing Conditions on Ejection Forces in Injection Moulds,” O Molde, October-December, pp. 25-34.
Pontes, A.J., Pantani, R., Titomanlio, G., Pouzada, A.S. 2001, “Prediction of Ejection Forces in Tubular Moldings in Amorphous Polymers,” ANTEC, vol. I, pp. 927-931.
172
Pontes, A.J., Brito, A.M., and Pouzada, A.S. 2002, “Assessment of the Ejection Force in Tubular Injection Moldings,” Journal of Injection Molding Technology, vol. 6, no. 4, pp. 343-352.
Popov, E.P. 1976, Mechanics of Materials, second edition, Prentice-Hall, Inc., Englewood Cliffs, New Jersey.
Rosato, D.V., Rosato, D.V. 1986, Injection Molding Handbook, Van Nostrand Reinhold Company, New York.
Rubin, I.I. (ed.) 1990, Handbook of Plastic Materials and Technology, John Wiley & Sons, Inc., New York.
Sachs, E., Wylonis, E., Allen, S., Cima, M., Guo H. 2000, “Production of Injection Molding Tooling With Conformal Cooling Channels Using the Three Dimensional Printing Process,” Polymer Engineering and Science, May, vol. 40, no. 5, pp. 1232-1247.
Sasaki, T., Koga, N., Shirai, K., Koayashi, Y., Toyoshima, A. 2000, “An experimental study on ejection forces of injection molding,” Precision Engineering, vol. 24, pp. 270-273.
Shen, K., Chen, L.-M., Jiang, L. 1999, “Calculation of ejection force of hollow, thin walled, and injection molded cones,” Plastics, Rubber, and Composites, vol. 28, no. 7, pp. 341-345.
Titomanlio, G., Jansen, K.M.B. 1996, “In-Mold Shrinkage and Stress Prediction in Injection Molding,” Polymer Engineering and Science, vol. 36, no. 15, pp. 2041-2049.
Trantina, G.G., Nimmer, R. 1994, Structural Analysis of Thermoplastic Components, McGraw-Hill, NewYork.
University of Southern Mississippi, “The Macrogalleria,” [Online]. Copyright 1995-2002 by the Department of Polymer Science, Available: www.psrc.usm.edu/macrog/index.htm [November 2003].
Victor, B., Boynton, A. 1998, Invented Here – Maximizing Your Organization’s Internal Growth and Profitability, Harvard Business School Press, Boston.
Wang, H., Kabanemi, K. K., Salloum, G. 1997
Wang, H., Kabanemi, K. K., Salloum, G. 2000, “Numerical and Experimental Studies on the Ejection of Injection-Molded Plastic Products,” Polymer Engineering and Science, vol. 40, no. 3, pp. 826-840.
173
Weaver, T.J., Thomas, J.A., Atre, S.V., German, R.M. 2000, “Time compression-rapid steel tooling for an ever-changing world,” Materials and Design, vol. 21, pp. 409-415.
Wu, S. 1982, Polymer Interface and Adhesion, Marcel Dekker, New York.
Wypych, G. 2004, Handbook of Plasticizers, Noyes Publications, [On line] Available from www.knovel.com, [June 2004].
174
APPENDIX A
DATA TABLES

175
Figure A.1: Sample plots from tensile test data.
HDPE at Temperature - Sample
0
50
100
150
200
250
-0.05 0 0.05 0.1 0.15 0.2 0.25 0.3
Extension i/i
Lo
ad lb
s
60 C
50 C
40 C
30 C
RT
HIPS at Temperature - Sample
0
50
100
150
200
250
300
350
400
0 0.05 0.1 0.15 0.2
Elongation i/i
Load
lbs
Room Temp
30 C
40 C
50 C
60 C
Type I Specimen - HDPEThickness 3.09 mm 0.12 in
Width 12.35 mm 0.49 inArea 38.22 mm2 0.06 in2
Type I Specimen - HIPSThickness 3.12 mm 0.12 in
Width 12.76 mm 0.50 inArea 39.85 mm2 0.06 in2
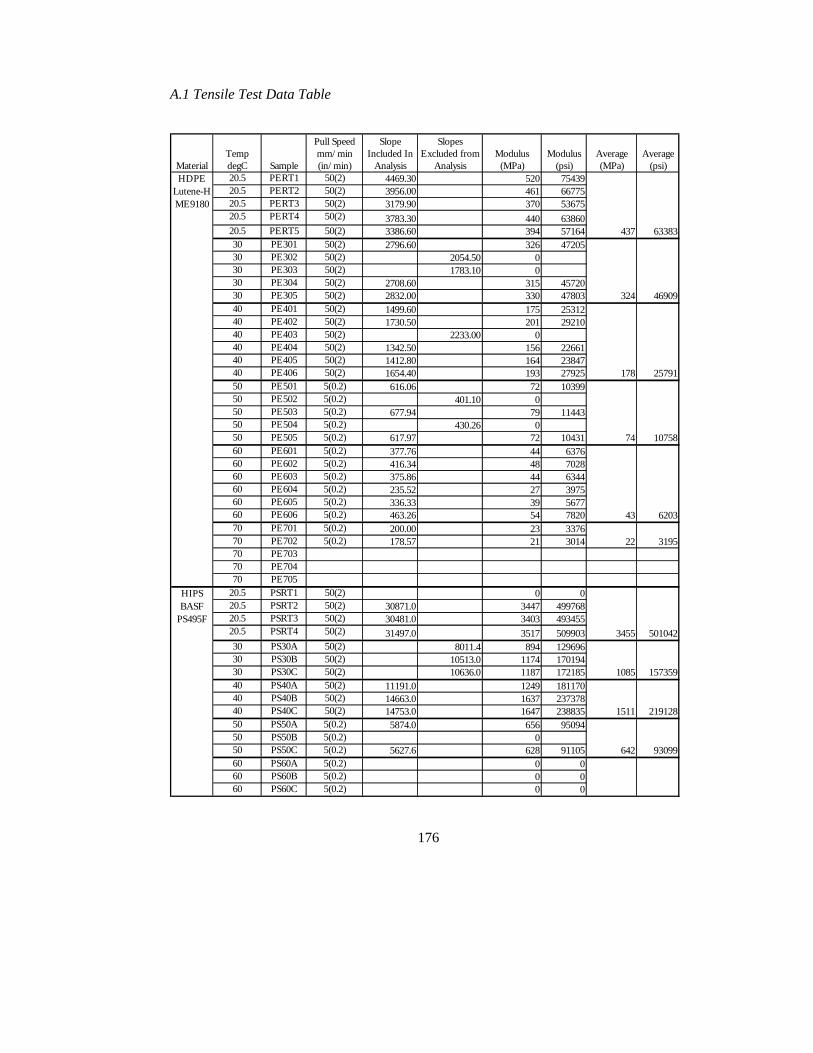
176
A.1 Tensile Test Data Table
MaterialTemp degC Sample
Pull Speedmm/min (in/min)
Slope Included In
Analysis
Slopes Excluded from
AnalysisModulus
(MPa)Modulus
(psi)Average (MPa)
Average (psi)
HDPE 20.5 PERT1 50(2) 4469.30 520 75439Lutene-H 20.5 PERT2 50(2) 3956.00 461 66775ME9180 20.5 PERT3 50(2) 3179.90 370 53675
20.5 PERT4 50(2) 3783.30 440 6386020.5 PERT5 50(2) 3386.60 394 57164 437 6338330 PE301 50(2) 2796.60 326 4720530 PE302 50(2) 2054.50 030 PE303 50(2) 1783.10 030 PE304 50(2) 2708.60 315 4572030 PE305 50(2) 2832.00 330 47803 324 4690940 PE401 50(2) 1499.60 175 2531240 PE402 50(2) 1730.50 201 2921040 PE403 50(2) 2233.00 040 PE404 50(2) 1342.50 156 2266140 PE405 50(2) 1412.80 164 2384740 PE406 50(2) 1654.40 193 27925 178 2579150 PE501 5(0.2) 616.06 72 1039950 PE502 5(0.2) 401.10 050 PE503 5(0.2) 677.94 79 1144350 PE504 5(0.2) 430.26 050 PE505 5(0.2) 617.97 72 10431 74 1075860 PE601 5(0.2) 377.76 44 637660 PE602 5(0.2) 416.34 48 702860 PE603 5(0.2) 375.86 44 634460 PE604 5(0.2) 235.52 27 397560 PE605 5(0.2) 336.33 39 567760 PE606 5(0.2) 463.26 54 7820 43 620370 PE701 5(0.2) 200.00 23 337670 PE702 5(0.2) 178.57 21 3014 22 319570 PE70370 PE70470 PE705
HIPS 20.5 PSRT1 50(2) 0 0BASF 20.5 PSRT2 50(2) 30871.0 3447 499768
PS495F 20.5 PSRT3 50(2) 30481.0 3403 49345520.5 PSRT4 50(2) 31497.0 3517 509903 3455 50104230 PS30A 50(2) 8011.4 894 12969630 PS30B 50(2) 10513.0 1174 17019430 PS30C 50(2) 10636.0 1187 172185 1085 15735940 PS40A 50(2) 11191.0 1249 18117040 PS40B 50(2) 14663.0 1637 23737840 PS40C 50(2) 14753.0 1647 238835 1511 21912850 PS50A 5(0.2) 5874.0 656 9509450 PS50B 5(0.2) 050 PS50C 5(0.2) 5627.6 628 91105 642 9309960 PS60A 5(0.2) 0 060 PS60B 5(0.2) 0 060 PS60C 5(0.2) 0 0
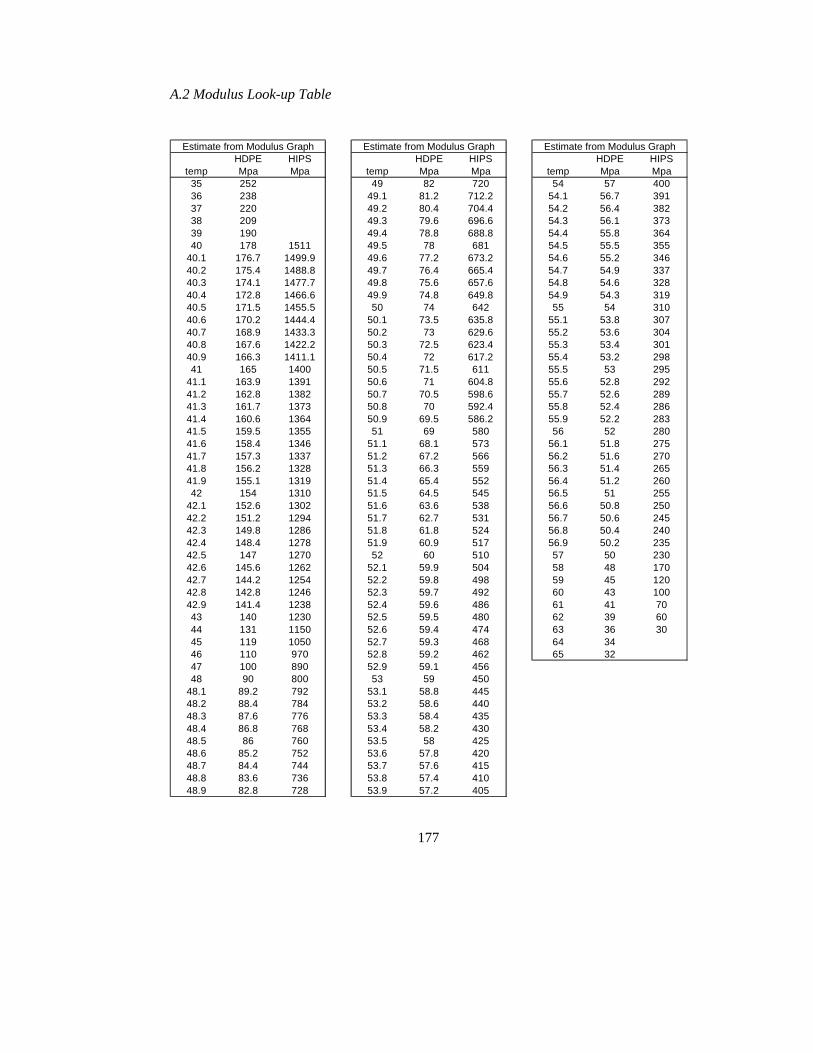
177
A.2 Modulus Look-up Table
Estimate from Modulus Graph Estimate from Modulus Graph Estimate from Modulus GraphHDPE HIPS HDPE HIPS HDPE HIPS
temp Mpa Mpa temp Mpa Mpa temp Mpa Mpa35 252 49 82 720 54 57 40036 238 49.1 81.2 712.2 54.1 56.7 39137 220 49.2 80.4 704.4 54.2 56.4 38238 209 49.3 79.6 696.6 54.3 56.1 37339 190 49.4 78.8 688.8 54.4 55.8 36440 178 1511 49.5 78 681 54.5 55.5 355
40.1 176.7 1499.9 49.6 77.2 673.2 54.6 55.2 34640.2 175.4 1488.8 49.7 76.4 665.4 54.7 54.9 33740.3 174.1 1477.7 49.8 75.6 657.6 54.8 54.6 32840.4 172.8 1466.6 49.9 74.8 649.8 54.9 54.3 31940.5 171.5 1455.5 50 74 642 55 54 31040.6 170.2 1444.4 50.1 73.5 635.8 55.1 53.8 30740.7 168.9 1433.3 50.2 73 629.6 55.2 53.6 30440.8 167.6 1422.2 50.3 72.5 623.4 55.3 53.4 30140.9 166.3 1411.1 50.4 72 617.2 55.4 53.2 29841 165 1400 50.5 71.5 611 55.5 53 295
41.1 163.9 1391 50.6 71 604.8 55.6 52.8 29241.2 162.8 1382 50.7 70.5 598.6 55.7 52.6 28941.3 161.7 1373 50.8 70 592.4 55.8 52.4 28641.4 160.6 1364 50.9 69.5 586.2 55.9 52.2 28341.5 159.5 1355 51 69 580 56 52 28041.6 158.4 1346 51.1 68.1 573 56.1 51.8 27541.7 157.3 1337 51.2 67.2 566 56.2 51.6 27041.8 156.2 1328 51.3 66.3 559 56.3 51.4 26541.9 155.1 1319 51.4 65.4 552 56.4 51.2 26042 154 1310 51.5 64.5 545 56.5 51 255
42.1 152.6 1302 51.6 63.6 538 56.6 50.8 25042.2 151.2 1294 51.7 62.7 531 56.7 50.6 24542.3 149.8 1286 51.8 61.8 524 56.8 50.4 24042.4 148.4 1278 51.9 60.9 517 56.9 50.2 23542.5 147 1270 52 60 510 57 50 23042.6 145.6 1262 52.1 59.9 504 58 48 17042.7 144.2 1254 52.2 59.8 498 59 45 12042.8 142.8 1246 52.3 59.7 492 60 43 10042.9 141.4 1238 52.4 59.6 486 61 41 7043 140 1230 52.5 59.5 480 62 39 6044 131 1150 52.6 59.4 474 63 36 3045 119 1050 52.7 59.3 468 64 3446 110 970 52.8 59.2 462 65 3247 100 890 52.9 59.1 45648 90 800 53 59 450
48.1 89.2 792 53.1 58.8 44548.2 88.4 784 53.2 58.6 44048.3 87.6 776 53.3 58.4 43548.4 86.8 768 53.4 58.2 43048.5 86 760 53.5 58 42548.6 85.2 752 53.6 57.8 42048.7 84.4 744 53.7 57.6 41548.8 83.6 736 53.8 57.4 41048.9 82.8 728 53.9 57.2 405
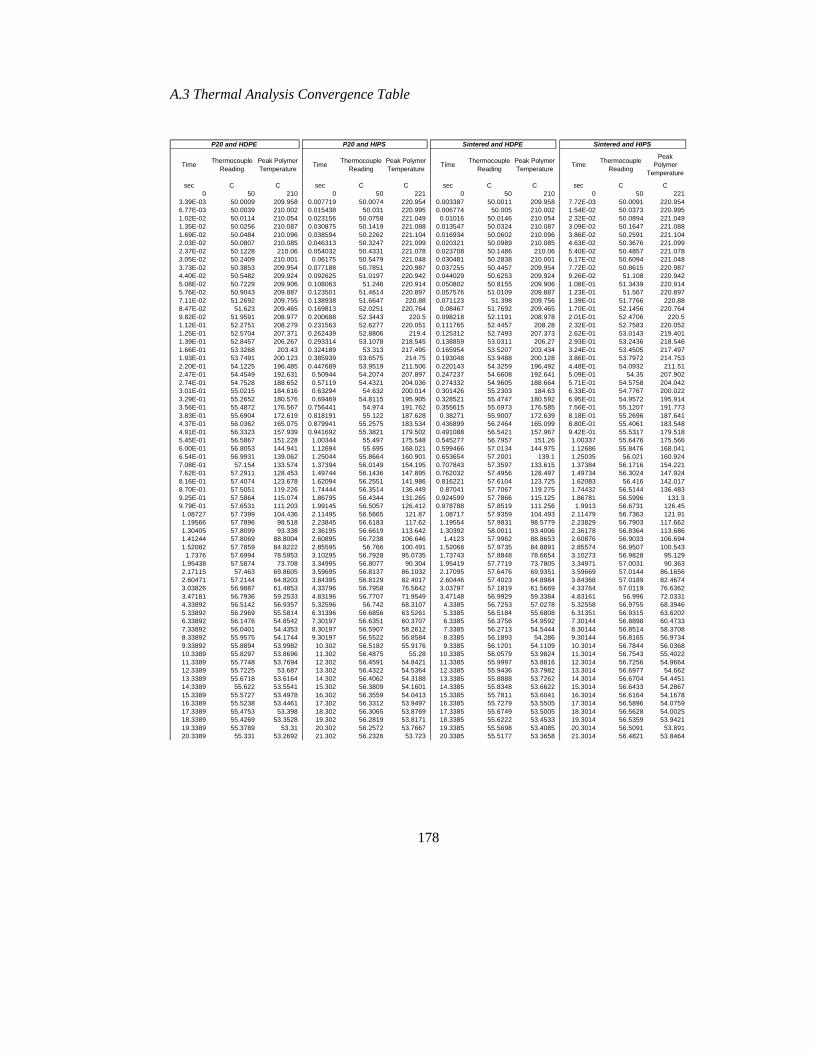
178
A.3 Thermal Analysis Convergence Table
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
Reading
Peak Polymer
Temperature
sec C C sec C C sec C C sec C C0 50 210 0 50 221 0 50 210 0 50 221
3.39E-03 50.0009 209.958 0.007719 50.0074 220.954 0.003387 50.0011 209.958 7.72E-03 50.0091 220.9546.77E-03 50.0039 210.002 0.015438 50.031 220.995 0.006774 50.005 210.002 1.54E-02 50.0373 220.9951.02E-02 50.0114 210.054 0.023156 50.0758 221.049 0.01016 50.0146 210.054 2.32E-02 50.0894 221.0491.35E-02 50.0256 210.087 0.030875 50.1419 221.088 0.013547 50.0324 210.087 3.09E-02 50.1647 221.0881.69E-02 50.0484 210.096 0.038594 50.2262 221.104 0.016934 50.0602 210.096 3.86E-02 50.2591 221.1042.03E-02 50.0807 210.085 0.046313 50.3247 221.099 0.020321 50.0989 210.085 4.63E-02 50.3676 221.0992.37E-02 50.1228 210.06 0.054032 50.4331 221.078 0.023708 50.1486 210.06 5.40E-02 50.4857 221.0783.05E-02 50.2409 210.001 0.06175 50.5479 221.048 0.030481 50.2838 210.001 6.17E-02 50.6094 221.0483.73E-02 50.3853 209.954 0.077188 50.7851 220.987 0.037255 50.4457 209.954 7.72E-02 50.8615 220.9874.40E-02 50.5482 209.924 0.092625 51.0197 220.942 0.044029 50.6253 209.924 9.26E-02 51.108 220.9425.08E-02 50.7229 209.906 0.108063 51.246 220.914 0.050802 50.8155 209.906 1.08E-01 51.3439 220.9145.76E-02 50.9043 209.887 0.123501 51.4614 220.897 0.057576 51.0109 209.887 1.23E-01 51.567 220.8977.11E-02 51.2692 209.755 0.138938 51.6647 220.88 0.071123 51.398 209.756 1.39E-01 51.7766 220.888.47E-02 51.623 209.465 0.169813 52.0251 220.764 0.08467 51.7692 209.465 1.70E-01 52.1456 220.7649.82E-02 51.9591 208.977 0.200688 52.3443 220.5 0.098218 52.1191 208.978 2.01E-01 52.4706 220.51.12E-01 52.2751 208.279 0.231563 52.6277 220.051 0.111765 52.4457 208.28 2.32E-01 52.7583 220.0521.25E-01 52.5704 207.371 0.262439 52.8806 219.4 0.125312 52.7493 207.373 2.62E-01 53.0143 219.4011.39E-01 52.8457 206.267 0.293314 53.1078 218.545 0.138859 53.0311 206.27 2.93E-01 53.2436 218.5461.66E-01 53.3268 203.43 0.324189 53.313 217.495 0.165954 53.5207 203.434 3.24E-01 53.4505 217.4971.93E-01 53.7491 200.123 0.385939 53.6575 214.75 0.193048 53.9488 200.128 3.86E-01 53.7972 214.7532.20E-01 54.1225 196.485 0.447689 53.9519 211.506 0.220143 54.3259 196.492 4.48E-01 54.0932 211.512.47E-01 54.4549 192.631 0.50944 54.2074 207.897 0.247237 54.6608 192.641 5.09E-01 54.35 207.9022.74E-01 54.7528 188.652 0.57119 54.4321 204.036 0.274332 54.9605 188.664 5.71E-01 54.5758 204.0423.01E-01 55.0215 184.616 0.63294 54.632 200.014 0.301426 55.2303 184.63 6.33E-01 54.7767 200.0223.29E-01 55.2652 180.576 0.69469 54.8115 195.905 0.328521 55.4747 180.592 6.95E-01 54.9572 195.9143.56E-01 55.4872 176.567 0.756441 54.974 191.762 0.355615 55.6973 176.585 7.56E-01 55.1207 191.7733.83E-01 55.6904 172.619 0.818191 55.122 187.628 0.38271 55.9007 172.639 8.18E-01 55.2696 187.6414.37E-01 56.0362 165.075 0.879941 55.2575 183.534 0.436899 56.2464 165.099 8.80E-01 55.4061 183.5484.91E-01 56.3323 157.939 0.941692 55.3821 179.502 0.491088 56.5421 157.967 9.42E-01 55.5317 179.5185.45E-01 56.5867 151.228 1.00344 55.497 175.548 0.545277 56.7957 151.26 1.00337 55.6476 175.5666.00E-01 56.8053 144.941 1.12694 55.695 168.021 0.599466 57.0134 144.975 1.12686 55.8476 168.0416.54E-01 56.9931 139.062 1.25044 55.8664 160.901 0.653654 57.2001 139.1 1.25035 56.021 160.9247.08E-01 57.154 133.574 1.37394 56.0149 154.195 0.707843 57.3597 133.615 1.37384 56.1716 154.2217.62E-01 57.2911 128.453 1.49744 56.1436 147.895 0.762032 57.4956 128.497 1.49734 56.3024 147.9248.16E-01 57.4074 123.678 1.62094 56.2551 141.986 0.816221 57.6104 123.725 1.62083 56.416 142.0178.70E-01 57.5051 119.226 1.74444 56.3514 136.449 0.87041 57.7067 119.275 1.74432 56.5144 136.4839.25E-01 57.5864 115.074 1.86795 56.4344 131.265 0.924599 57.7866 115.125 1.86781 56.5996 131.39.79E-01 57.6531 111.203 1.99145 56.5057 126.412 0.978788 57.8519 111.256 1.9913 56.6731 126.451.08727 57.7399 104.436 2.11495 56.5665 121.87 1.08717 57.9359 104.493 2.11479 56.7363 121.911.19566 57.7896 98.518 2.23845 56.6183 117.62 1.19554 57.9831 98.5779 2.23829 56.7903 117.6621.30405 57.8099 93.338 2.36195 56.6619 113.642 1.30392 58.0011 93.4006 2.36178 56.8364 113.6861.41244 57.8069 88.8004 2.60895 56.7238 106.646 1.4123 57.9962 88.8653 2.60876 56.9033 106.6941.52082 57.7859 84.8222 2.85595 56.766 100.491 1.52068 57.9735 84.8891 2.85574 56.9507 100.543
1.7376 57.6994 78.5953 3.10295 56.7928 95.0735 1.73743 57.8848 78.6654 3.10273 56.9828 95.1291.95438 57.5874 73.708 3.34995 56.8077 90.304 1.95419 57.7719 73.7805 3.34971 57.0031 90.3632.17115 57.463 69.8605 3.59695 56.8137 86.1032 2.17095 57.6476 69.9351 3.59669 57.0144 86.16562.60471 57.2144 64.8203 3.84395 56.8129 82.4017 2.60446 57.4023 64.8984 3.84368 57.0189 82.46743.03826 56.9887 61.4853 4.33796 56.7958 76.5642 3.03797 57.1819 61.5669 4.33764 57.0119 76.63623.47181 56.7936 59.2533 4.83196 56.7707 71.9549 3.47148 56.9929 59.3384 4.83161 56.996 72.03314.33892 56.5142 56.9357 5.32596 56.742 68.3107 4.3385 56.7253 57.0278 5.32558 56.9755 68.39465.33892 56.2969 55.5814 6.31396 56.6856 63.5261 5.3385 56.5184 55.6808 6.31351 56.9315 63.62026.33892 56.1476 54.8542 7.30197 56.6351 60.3707 6.3385 56.3756 54.9592 7.30144 56.8898 60.47337.33892 56.0401 54.4353 8.30197 56.5907 58.2612 7.3385 56.2713 54.5444 8.30144 56.8514 58.37088.33892 55.9575 54.1744 9.30197 56.5522 56.8584 8.3385 56.1893 54.286 9.30144 56.8165 56.97349.33892 55.8894 53.9982 10.302 56.5182 55.9176 9.3385 56.1201 54.1109 10.3014 56.7844 56.036810.3389 55.8297 53.8696 11.302 56.4875 55.28 10.3385 56.0579 53.9824 11.3014 56.7543 55.402211.3389 55.7748 53.7694 12.302 56.4591 54.8421 11.3385 55.9997 53.8816 12.3014 56.7256 54.966412.3389 55.7225 53.687 13.302 56.4322 54.5364 12.3385 55.9436 53.7982 13.3014 56.6977 54.66213.3389 55.6718 53.6164 14.302 56.4062 54.3188 13.3385 55.8888 53.7262 14.3014 56.6704 54.445114.3389 55.622 53.5541 15.302 56.3809 54.1601 14.3385 55.8348 53.6622 15.3014 56.6433 54.286715.3389 55.5727 53.4978 16.302 56.3559 54.0413 15.3385 55.7811 53.6041 16.3014 56.6164 54.167816.3389 55.5238 53.4461 17.302 56.3312 53.9497 16.3385 55.7279 53.5505 17.3014 56.5896 54.075917.3389 55.4753 53.398 18.302 56.3065 53.8769 17.3385 55.6749 53.5005 18.3014 56.5628 54.002518.3389 55.4269 53.3528 19.302 56.2819 53.8171 18.3385 55.6222 53.4533 19.3014 56.5359 53.942119.3389 55.3789 53.31 20.302 56.2572 53.7667 19.3385 55.5698 53.4085 20.3014 56.5091 53.89120.3389 55.331 53.2692 21.302 56.2326 53.723 20.3385 55.5177 53.3658 21.3014 56.4821 53.8464
P20 and HIPS Sintered and HIPSP20 and HDPE Sintered and HDPE
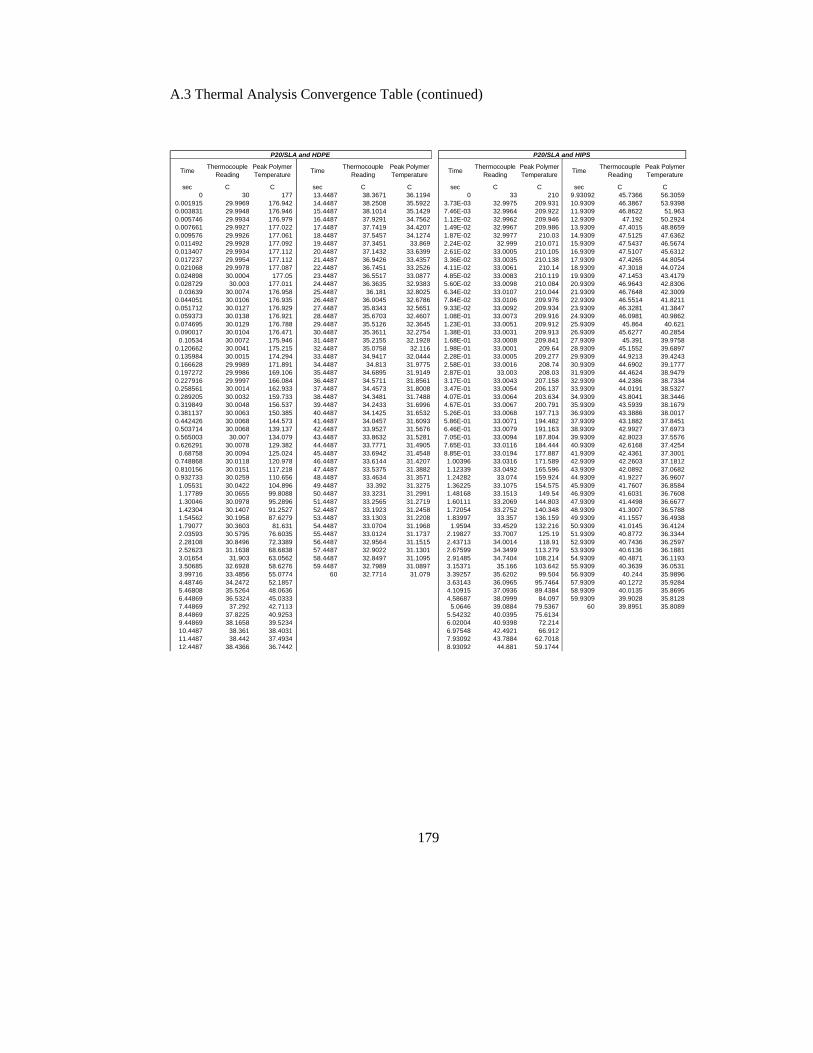
179
A.3 Thermal Analysis Convergence Table (continued)
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
ReadingPeak Polymer Temperature
sec C C sec C C sec C C sec C C0 30 177 13.4487 38.3671 36.1194 0 33 210 9.93092 45.7366 56.3059
0.001915 29.9969 176.942 14.4487 38.2508 35.5922 3.73E-03 32.9975 209.931 10.9309 46.3867 53.93980.003831 29.9948 176.946 15.4487 38.1014 35.1429 7.46E-03 32.9964 209.922 11.9309 46.8622 51.9630.005746 29.9934 176.979 16.4487 37.9291 34.7562 1.12E-02 32.9962 209.946 12.9309 47.192 50.29240.007661 29.9927 177.022 17.4487 37.7419 34.4207 1.49E-02 32.9967 209.986 13.9309 47.4015 48.86590.009576 29.9926 177.061 18.4487 37.5457 34.1274 1.87E-02 32.9977 210.03 14.9309 47.5125 47.63620.011492 29.9928 177.092 19.4487 37.3451 33.869 2.24E-02 32.999 210.071 15.9309 47.5437 46.56740.013407 29.9934 177.112 20.4487 37.1432 33.6399 2.61E-02 33.0005 210.105 16.9309 47.5107 45.63120.017237 29.9954 177.112 21.4487 36.9426 33.4357 3.36E-02 33.0035 210.138 17.9309 47.4265 44.80540.021068 29.9978 177.087 22.4487 36.7451 33.2526 4.11E-02 33.0061 210.14 18.9309 47.3018 44.07240.024898 30.0004 177.05 23.4487 36.5517 33.0877 4.85E-02 33.0083 210.119 19.9309 47.1453 43.41790.028729 30.003 177.011 24.4487 36.3635 32.9383 5.60E-02 33.0098 210.084 20.9309 46.9643 42.8306
0.03639 30.0074 176.958 25.4487 36.181 32.8025 6.34E-02 33.0107 210.044 21.9309 46.7648 42.30090.044051 30.0106 176.935 26.4487 36.0045 32.6786 7.84E-02 33.0106 209.976 22.9309 46.5514 41.82110.051712 30.0127 176.929 27.4487 35.8343 32.5651 9.33E-02 33.0092 209.934 23.9309 46.3281 41.38470.059373 30.0138 176.921 28.4487 35.6703 32.4607 1.08E-01 33.0073 209.916 24.9309 46.0981 40.98620.074695 30.0129 176.788 29.4487 35.5126 32.3645 1.23E-01 33.0051 209.912 25.9309 45.864 40.6210.090017 30.0104 176.471 30.4487 35.3611 32.2754 1.38E-01 33.0031 209.913 26.9309 45.6277 40.2854
0.10534 30.0072 175.946 31.4487 35.2155 32.1928 1.68E-01 33.0008 209.841 27.9309 45.391 39.97580.120662 30.0041 175.215 32.4487 35.0758 32.116 1.98E-01 33.0001 209.64 28.9309 45.1552 39.68970.135984 30.0015 174.294 33.4487 34.9417 32.0444 2.28E-01 33.0005 209.277 29.9309 44.9213 39.42430.166628 29.9989 171.891 34.4487 34.813 31.9775 2.58E-01 33.0016 208.74 30.9309 44.6902 39.17770.197272 29.9986 169.106 35.4487 34.6895 31.9149 2.87E-01 33.003 208.03 31.9309 44.4624 38.94790.227916 29.9997 166.084 36.4487 34.5711 31.8561 3.17E-01 33.0043 207.158 32.9309 44.2386 38.73340.258561 30.0014 162.933 37.4487 34.4573 31.8008 3.47E-01 33.0054 206.137 33.9309 44.0191 38.53270.289205 30.0032 159.733 38.4487 34.3481 31.7488 4.07E-01 33.0064 203.634 34.9309 43.8041 38.34460.319849 30.0048 156.537 39.4487 34.2433 31.6996 4.67E-01 33.0067 200.791 35.9309 43.5939 38.16790.381137 30.0063 150.385 40.4487 34.1425 31.6532 5.26E-01 33.0068 197.713 36.9309 43.3886 38.00170.442426 30.0068 144.573 41.4487 34.0457 31.6093 5.86E-01 33.0071 194.482 37.9309 43.1882 37.84510.503714 30.0068 139.137 42.4487 33.9527 31.5676 6.46E-01 33.0079 191.163 38.9309 42.9927 37.69730.565003 30.007 134.079 43.4487 33.8632 31.5281 7.05E-01 33.0094 187.804 39.9309 42.8023 37.55760.626291 30.0078 129.382 44.4487 33.7771 31.4905 7.65E-01 33.0116 184.444 40.9309 42.6168 37.4254
0.68758 30.0094 125.024 45.4487 33.6942 31.4548 8.85E-01 33.0194 177.887 41.9309 42.4361 37.30010.748868 30.0118 120.978 46.4487 33.6144 31.4207 1.00396 33.0316 171.589 42.9309 42.2603 37.18120.810156 30.0151 117.218 47.4487 33.5375 31.3882 1.12339 33.0492 165.596 43.9309 42.0892 37.06820.932733 30.0259 110.656 48.4487 33.4634 31.3571 1.24282 33.074 159.924 44.9309 41.9227 36.9607
1.05531 30.0422 104.896 49.4487 33.392 31.3275 1.36225 33.1075 154.575 45.9309 41.7607 36.85841.17789 30.0655 99.8088 50.4487 33.3231 31.2991 1.48168 33.1513 149.54 46.9309 41.6031 36.76081.30046 30.0978 95.2896 51.4487 33.2565 31.2719 1.60111 33.2069 144.803 47.9309 41.4498 36.66771.42304 30.1407 91.2527 52.4487 33.1923 31.2458 1.72054 33.2752 140.348 48.9309 41.3007 36.57881.54562 30.1958 87.6279 53.4487 33.1303 31.2208 1.83997 33.357 136.159 49.9309 41.1557 36.49381.79077 30.3603 81.631 54.4487 33.0704 31.1968 1.9594 33.4529 132.216 50.9309 41.0145 36.41242.03593 30.5795 76.6035 55.4487 33.0124 31.1737 2.19827 33.7007 125.19 51.9309 40.8772 36.33442.28108 30.8496 72.3389 56.4487 32.9564 31.1515 2.43713 34.0014 118.91 52.9309 40.7436 36.25972.52623 31.1638 68.6838 57.4487 32.9022 31.1301 2.67599 34.3499 113.279 53.9309 40.6136 36.18813.01654 31.903 63.0562 58.4487 32.8497 31.1095 2.91485 34.7404 108.214 54.9309 40.4871 36.11933.50685 32.6928 58.6276 59.4487 32.7989 31.0897 3.15371 35.166 103.642 55.9309 40.3639 36.05313.99716 33.4856 55.0774 60 32.7714 31.079 3.39257 35.6202 99.504 56.9309 40.244 35.98964.48746 34.2472 52.1857 3.63143 36.0965 95.7464 57.9309 40.1272 35.92845.46808 35.5264 48.0636 4.10915 37.0936 89.4384 58.9309 40.0135 35.86956.44869 36.5324 45.0333 4.58687 38.0999 84.097 59.9309 39.9028 35.81287.44869 37.292 42.7113 5.0646 39.0884 79.5367 60 39.8951 35.80898.44869 37.8225 40.9253 5.54232 40.0395 75.61349.44869 38.1658 39.5234 6.02004 40.9398 72.21410.4487 38.361 38.4031 6.97548 42.4921 66.91211.4487 38.442 37.4934 7.93092 43.7884 62.701812.4487 38.4366 36.7442 8.93092 44.881 59.1744
P20/SLA and HDPE P20/SLA and HIPS

180
A.3 Thermal Analysis Convergence Table (continued)
Time Thermocouple Reading
Peak Polymer Temperature
Time Thermocouple Reading
Peak Polymer Temperature
Time Thermocouple Reading
Peak Polymer
Temperature
sec C C sec C C sec C C0 30 177 44.3874 47.3999 51.8966 124.387 42.873 43.3108
0.001915 29.9969 176.939 45.3874 47.3293 51.663 125.387 42.8349 43.25960.003831 29.9948 176.944 46.3874 47.2581 51.4368 126.387 42.7971 43.2090.005746 29.9934 176.978 47.3874 47.1864 51.2176 127.387 42.7596 43.1590.007661 29.9927 177.022 48.3874 47.1143 51.0051 128.387 42.7225 43.10960.009576 29.9926 177.064 49.3874 47.042 50.7989 129.387 42.6857 43.06080.011492 29.9928 177.096 50.3874 46.9695 50.5987 130.387 42.6492 43.01250.013407 29.9934 177.117 51.3874 46.897 50.4043 131.387 42.613 42.96480.017237 29.9954 177.118 52.3874 46.8245 50.2154 132.387 42.5772 42.91760.021068 29.9978 177.092 53.3874 46.7521 50.0317 133.387 42.5416 42.8710.024898 30.0004 177.054 54.3874 46.6799 49.853 134.387 42.5064 42.82490.028729 30.003 177.014 55.3874 46.6079 49.6791 135.387 42.4715 42.7793
0.03639 30.0074 176.961 56.3874 46.5362 49.5097 136.387 42.4368 42.73420.044051 30.0106 176.94 57.3874 46.4649 49.3447 137.387 42.4025 42.68960.059373 30.013 176.91 58.3874 46.3939 49.1839 138.387 42.3684 42.64550.074695 30.0125 176.784 59.3874 46.3233 49.0271 139.387 42.3347 42.60180.090017 30.0102 176.499 60.3874 46.2532 48.8741 140.387 42.3012 42.55870.105339 30.0073 176.03 61.3874 46.1835 48.7248 141.387 42.268 42.5160.135983 30.0023 174.47 62.3874 46.1143 48.5791 142.387 42.2351 42.47370.166628 29.9996 172.471 63.3874 46.0456 48.4368 143.387 42.2024 42.43190.197272 29.9991 170.206 64.3874 45.9775 48.2978 144.387 42.17 42.3905
0.25856 30.0014 165.42 65.3874 45.9099 48.1619 145.387 42.1379 42.34960.319848 30.004 160.784 66.3874 45.8428 48.029 146.387 42.106 42.30910.381137 30.0057 156.469 67.3874 45.7763 47.8991 147.387 42.0745 42.2690.442425 30.0065 152.525 68.3874 45.7104 47.772 148.387 42.0431 42.22930.503713 30.0069 148.947 69.3874 45.645 47.6476 149.387 42.012 42.19
0.62629 30.0091 142.997 70.3874 45.5803 47.5259 150.387 41.9812 42.15110.748866 30.0144 137.993 71.3874 45.5161 47.4067 151.387 41.9506 42.11260.871443 30.0238 133.722 72.3874 45.4525 47.2899 152.387 41.9203 42.07450.994019 30.0384 130.023 73.3874 45.3895 47.1755 153.387 41.8902 42.0368
1.23917 30.0998 124.133 74.3874 45.3271 47.0634 154.387 41.8603 41.99941.48433 30.2049 119.284 75.3874 45.2653 46.9535 155.387 41.8307 41.96241.72948 30.3615 115.184 76.3874 45.204 46.8457 156.387 41.8013 41.92581.97463 30.5729 111.644 77.3874 45.1434 46.7401 157.387 41.7721 41.88952.46494 31.1932 106.025 78.3874 45.0834 46.6364 158.387 41.7432 41.85352.95524 31.9665 101.419 79.3874 45.0239 46.5347 159.387 41.7144 41.81793.44555 32.8439 97.5524 80.3874 44.965 46.4348 160.387 41.6859 41.78264.42616 34.7255 91.6781 81.3874 44.9067 46.3368 161.387 41.6577 41.74775.40678 36.5589 87.0491 82.3874 44.849 46.2406 162.387 41.6296 41.71316.38739 38.253 83.2962 83.3874 44.7919 46.1461 163.387 41.6018 41.67887.38739 39.7962 80.1313 84.3874 44.7353 46.0532 164.387 41.5741 41.64488.38739 41.147 77.4634 85.3874 44.6793 45.962 165.387 41.5467 41.61129.38739 42.3143 75.178 86.3874 44.6238 45.8724 166.387 41.5195 41.577810.3874 43.3146 73.1934 87.3874 44.5689 45.7843 167.387 41.4925 41.544811.3874 44.1668 71.45 88.3874 44.5145 45.6976 168.387 41.4656 41.51212.3874 44.8896 69.9031 89.3874 44.4607 45.6125 169.387 41.439 41.479613.3874 45.5007 68.5185 90.3874 44.4074 45.5287 170.387 41.4126 41.447414.3874 46.0156 67.2699 91.3874 44.3547 45.4463 171.387 41.3864 41.415515.3874 46.448 66.1363 92.3874 44.3024 45.3652 172.387 41.3604 41.383916.3874 46.8098 65.101 93.3874 44.2507 45.2855 173.387 41.3345 41.352617.3874 47.1112 64.1507 94.3874 44.1995 45.207 174.387 41.3089 41.321618.3874 47.3607 63.2742 95.3874 44.1488 45.1297 175.387 41.2834 41.290819.3874 47.5658 62.4624 96.3874 44.0986 45.0536 176.387 41.2581 41.260320.3874 47.7326 61.7077 97.3874 44.0489 44.9787 177.387 41.233 41.230121.3874 47.8666 61.0037 98.3874 43.9997 44.905 178.387 41.2081 41.200122.3874 47.9722 60.3449 99.3874 43.951 44.8323 179.387 41.1834 41.170323.3874 48.0534 59.7267 100.387 43.9027 44.7607 180.387 41.1588 41.140924.3874 48.1134 59.1451 101.387 43.855 44.6902 181.387 41.1344 41.111625.3874 48.1551 58.5965 102.387 43.8076 44.6208 182.387 41.1102 41.082626.3874 48.1809 58.0781 103.387 43.7608 44.5523 183.387 41.0862 41.053927.3874 48.193 57.587 104.387 43.7144 44.4848 184.387 41.0623 41.025428.3874 48.1931 57.1211 105.387 43.6684 44.4183 185.387 41.0386 40.997129.3874 48.1828 56.6781 106.387 43.6229 44.3527 186.387 41.0151 40.969130.3874 48.1634 56.2563 107.387 43.5778 44.288 187.387 40.9917 40.941231.3874 48.1363 55.8541 108.387 43.5332 44.2242 188.387 40.9685 40.913632.3874 48.1022 55.47 109.387 43.489 44.1613 189.387 40.9454 40.886333.3874 48.0623 55.1026 110.387 43.4452 44.0993 190.387 40.9225 40.8591
SLA and HDPE
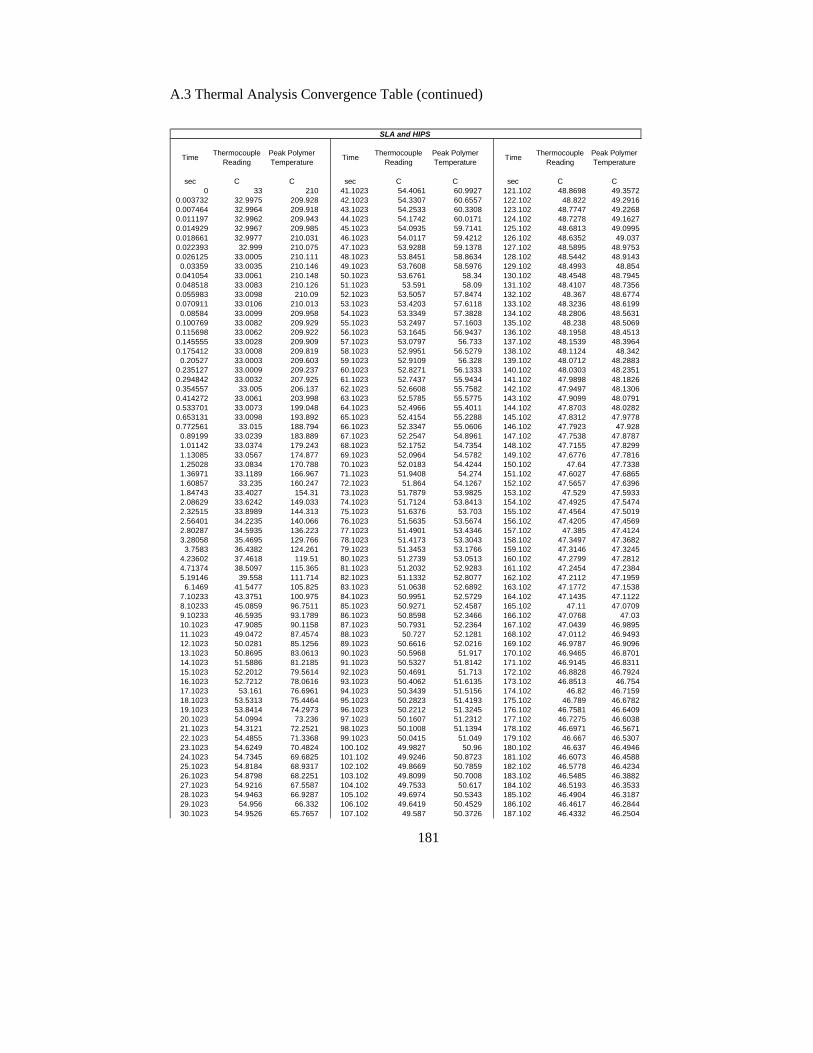
181
A.3 Thermal Analysis Convergence Table (continued)
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
ReadingPeak Polymer Temperature
TimeThermocouple
ReadingPeak Polymer Temperature
sec C C sec C C sec C C0 33 210 41.1023 54.4061 60.9927 121.102 48.8698 49.3572
0.003732 32.9975 209.928 42.1023 54.3307 60.6557 122.102 48.822 49.29160.007464 32.9964 209.918 43.1023 54.2533 60.3308 123.102 48.7747 49.22680.011197 32.9962 209.943 44.1023 54.1742 60.0171 124.102 48.7278 49.16270.014929 32.9967 209.985 45.1023 54.0935 59.7141 125.102 48.6813 49.09950.018661 32.9977 210.031 46.1023 54.0117 59.4212 126.102 48.6352 49.0370.022393 32.999 210.075 47.1023 53.9288 59.1378 127.102 48.5895 48.97530.026125 33.0005 210.111 48.1023 53.8451 58.8634 128.102 48.5442 48.9143
0.03359 33.0035 210.146 49.1023 53.7608 58.5976 129.102 48.4993 48.8540.041054 33.0061 210.148 50.1023 53.6761 58.34 130.102 48.4548 48.79450.048518 33.0083 210.126 51.1023 53.591 58.09 131.102 48.4107 48.73560.055983 33.0098 210.09 52.1023 53.5057 57.8474 132.102 48.367 48.67740.070911 33.0106 210.013 53.1023 53.4203 57.6118 133.102 48.3236 48.6199
0.08584 33.0099 209.958 54.1023 53.3349 57.3828 134.102 48.2806 48.56310.100769 33.0082 209.929 55.1023 53.2497 57.1603 135.102 48.238 48.50690.115698 33.0062 209.922 56.1023 53.1645 56.9437 136.102 48.1958 48.45130.145555 33.0028 209.909 57.1023 53.0797 56.733 137.102 48.1539 48.39640.175412 33.0008 209.819 58.1023 52.9951 56.5279 138.102 48.1124 48.342
0.20527 33.0003 209.603 59.1023 52.9109 56.328 139.102 48.0712 48.28830.235127 33.0009 209.237 60.1023 52.8271 56.1333 140.102 48.0303 48.23510.294842 33.0032 207.925 61.1023 52.7437 55.9434 141.102 47.9898 48.18260.354557 33.005 206.137 62.1023 52.6608 55.7582 142.102 47.9497 48.13060.414272 33.0061 203.998 63.1023 52.5785 55.5775 143.102 47.9099 48.07910.533701 33.0073 199.048 64.1023 52.4966 55.4011 144.102 47.8703 48.02820.653131 33.0098 193.892 65.1023 52.4154 55.2288 145.102 47.8312 47.97780.772561 33.015 188.794 66.1023 52.3347 55.0606 146.102 47.7923 47.928
0.89199 33.0239 183.889 67.1023 52.2547 54.8961 147.102 47.7538 47.87871.01142 33.0374 179.243 68.1023 52.1752 54.7354 148.102 47.7155 47.82991.13085 33.0567 174.877 69.1023 52.0964 54.5782 149.102 47.6776 47.78161.25028 33.0834 170.788 70.1023 52.0183 54.4244 150.102 47.64 47.73381.36971 33.1189 166.967 71.1023 51.9408 54.274 151.102 47.6027 47.68651.60857 33.235 160.247 72.1023 51.864 54.1267 152.102 47.5657 47.63961.84743 33.4027 154.31 73.1023 51.7879 53.9825 153.102 47.529 47.59332.08629 33.6242 149.033 74.1023 51.7124 53.8413 154.102 47.4925 47.54742.32515 33.8989 144.313 75.1023 51.6376 53.703 155.102 47.4564 47.50192.56401 34.2235 140.066 76.1023 51.5635 53.5674 156.102 47.4205 47.45692.80287 34.5935 136.223 77.1023 51.4901 53.4346 157.102 47.385 47.41243.28058 35.4695 129.766 78.1023 51.4173 53.3043 158.102 47.3497 47.3682
3.7583 36.4382 124.261 79.1023 51.3453 53.1766 159.102 47.3146 47.32454.23602 37.4618 119.51 80.1023 51.2739 53.0513 160.102 47.2799 47.28124.71374 38.5097 115.365 81.1023 51.2032 52.9283 161.102 47.2454 47.23845.19146 39.558 111.714 82.1023 51.1332 52.8077 162.102 47.2112 47.1959
6.1469 41.5477 105.825 83.1023 51.0638 52.6892 163.102 47.1772 47.15387.10233 43.3751 100.975 84.1023 50.9951 52.5729 164.102 47.1435 47.11228.10233 45.0859 96.7511 85.1023 50.9271 52.4587 165.102 47.11 47.07099.10233 46.5935 93.1789 86.1023 50.8598 52.3466 166.102 47.0768 47.0310.1023 47.9085 90.1158 87.1023 50.7931 52.2364 167.102 47.0439 46.989511.1023 49.0472 87.4574 88.1023 50.727 52.1281 168.102 47.0112 46.949312.1023 50.0281 85.1256 89.1023 50.6616 52.0216 169.102 46.9787 46.909613.1023 50.8695 83.0613 90.1023 50.5968 51.917 170.102 46.9465 46.870114.1023 51.5886 81.2185 91.1023 50.5327 51.8142 171.102 46.9145 46.831115.1023 52.2012 79.5614 92.1023 50.4691 51.713 172.102 46.8828 46.792416.1023 52.7212 78.0616 93.1023 50.4062 51.6135 173.102 46.8513 46.75417.1023 53.161 76.6961 94.1023 50.3439 51.5156 174.102 46.82 46.715918.1023 53.5313 75.4464 95.1023 50.2823 51.4193 175.102 46.789 46.678219.1023 53.8414 74.2973 96.1023 50.2212 51.3245 176.102 46.7581 46.640920.1023 54.0994 73.236 97.1023 50.1607 51.2312 177.102 46.7275 46.603821.1023 54.3121 72.2521 98.1023 50.1008 51.1394 178.102 46.6971 46.567122.1023 54.4855 71.3368 99.1023 50.0415 51.049 179.102 46.667 46.530723.1023 54.6249 70.4824 100.102 49.9827 50.96 180.102 46.637 46.494624.1023 54.7345 69.6825 101.102 49.9246 50.8723 181.102 46.6073 46.458825.1023 54.8184 68.9317 102.102 49.8669 50.7859 182.102 46.5778 46.423426.1023 54.8798 68.2251 103.102 49.8099 50.7008 183.102 46.5485 46.388227.1023 54.9216 67.5587 104.102 49.7533 50.617 184.102 46.5193 46.353328.1023 54.9463 66.9287 105.102 49.6974 50.5343 185.102 46.4904 46.318729.1023 54.956 66.332 106.102 49.6419 50.4529 186.102 46.4617 46.284430.1023 54.9526 65.7657 107.102 49.587 50.3726 187.102 46.4332 46.2504
SLA and HIPS
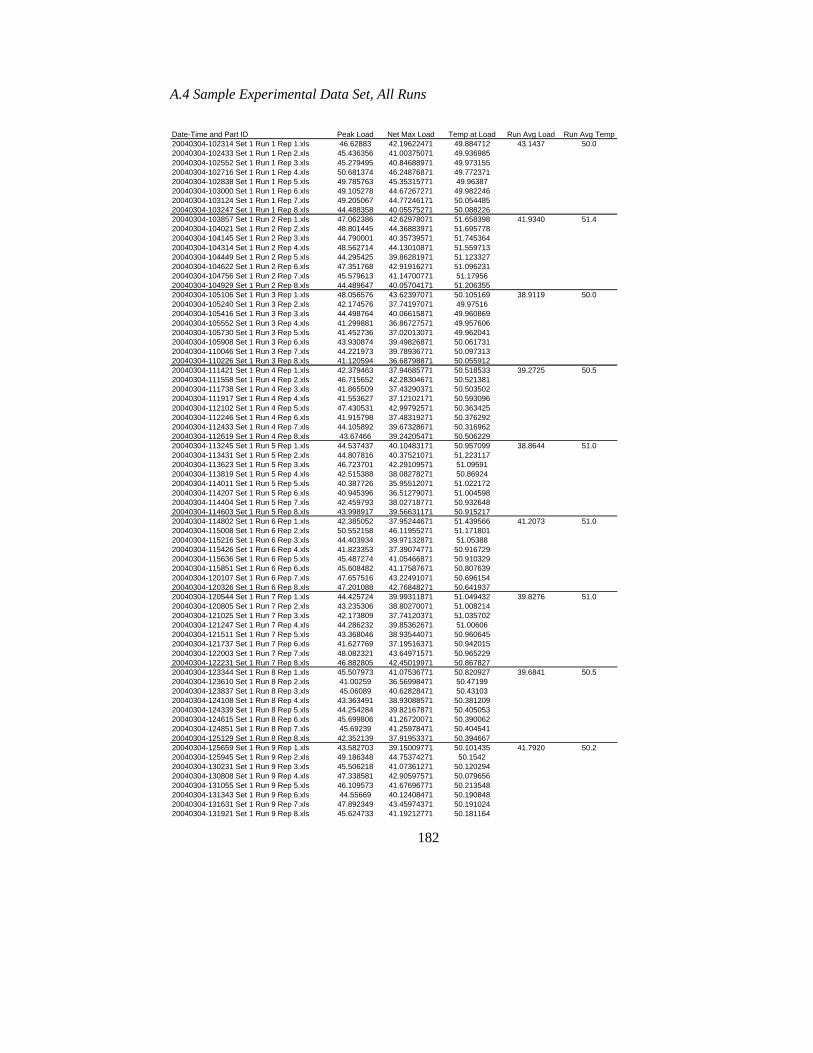
182
A.4 Sample Experimental Data Set, All Runs
Date-Time and Part ID Peak Load Net Max Load Temp at Load Run Avg Load Run Avg Temp20040304-102314 Set 1 Run 1 Rep 1.xls 46.62883 42.19622471 49.884712 43.1437 50.020040304-102433 Set 1 Run 1 Rep 2.xls 45.436356 41.00375071 49.93698520040304-102552 Set 1 Run 1 Rep 3.xls 45.279495 40.84688971 49.97315520040304-102716 Set 1 Run 1 Rep 4.xls 50.681374 46.24876871 49.77237120040304-102838 Set 1 Run 1 Rep 5.xls 49.785763 45.35315771 49.9638720040304-103000 Set 1 Run 1 Rep 6.xls 49.105278 44.67267271 49.98224620040304-103124 Set 1 Run 1 Rep 7.xls 49.205067 44.77246171 50.05448520040304-103247 Set 1 Run 1 Rep 8.xls 44.488358 40.05575271 50.08822620040304-103857 Set 1 Run 2 Rep 1.xls 47.062386 42.62978071 51.658398 41.9340 51.420040304-104021 Set 1 Run 2 Rep 2.xls 48.801445 44.36883971 51.69577820040304-104145 Set 1 Run 2 Rep 3.xls 44.790001 40.35739571 51.74536420040304-104314 Set 1 Run 2 Rep 4.xls 48.562714 44.13010871 51.55971320040304-104449 Set 1 Run 2 Rep 5.xls 44.295425 39.86281971 51.12332720040304-104622 Set 1 Run 2 Rep 6.xls 47.351768 42.91916271 51.09623120040304-104756 Set 1 Run 2 Rep 7.xls 45.579613 41.14700771 51.1795620040304-104929 Set 1 Run 2 Rep 8.xls 44.489647 40.05704171 51.20635520040304-105106 Set 1 Run 3 Rep 1.xls 48.056576 43.62397071 50.105169 38.9119 50.020040304-105240 Set 1 Run 3 Rep 2.xls 42.174576 37.74197071 49.9751620040304-105416 Set 1 Run 3 Rep 3.xls 44.498764 40.06615871 49.96086920040304-105552 Set 1 Run 3 Rep 4.xls 41.299881 36.86727571 49.95760620040304-105730 Set 1 Run 3 Rep 5.xls 41.452736 37.02013071 49.96204120040304-105908 Set 1 Run 3 Rep 6.xls 43.930874 39.49826871 50.06173120040304-110046 Set 1 Run 3 Rep 7.xls 44.221973 39.78936771 50.09731320040304-110226 Set 1 Run 3 Rep 8.xls 41.120594 36.68798871 50.05591220040304-111421 Set 1 Run 4 Rep 1.xls 42.379463 37.94685771 50.518533 39.2725 50.520040304-111558 Set 1 Run 4 Rep 2.xls 46.715652 42.28304671 50.52138120040304-111738 Set 1 Run 4 Rep 3.xls 41.865509 37.43290371 50.50350220040304-111917 Set 1 Run 4 Rep 4.xls 41.553627 37.12102171 50.59309620040304-112102 Set 1 Run 4 Rep 5.xls 47.430531 42.99792571 50.36342520040304-112246 Set 1 Run 4 Rep 6.xls 41.915798 37.48319271 50.37629220040304-112433 Set 1 Run 4 Rep 7.xls 44.105892 39.67328671 50.31696220040304-112619 Set 1 Run 4 Rep 8.xls 43.67466 39.24205471 50.50622920040304-113245 Set 1 Run 5 Rep 1.xls 44.537437 40.10483171 50.957099 38.8644 51.020040304-113431 Set 1 Run 5 Rep 2.xls 44.807816 40.37521071 51.22311720040304-113623 Set 1 Run 5 Rep 3.xls 46.723701 42.29109571 51.0959120040304-113819 Set 1 Run 5 Rep 4.xls 42.515388 38.08278271 50.8692420040304-114011 Set 1 Run 5 Rep 5.xls 40.387726 35.95512071 51.02217220040304-114207 Set 1 Run 5 Rep 6.xls 40.945396 36.51279071 51.00459820040304-114404 Set 1 Run 5 Rep 7.xls 42.459793 38.02718771 50.93264820040304-114603 Set 1 Run 5 Rep 8.xls 43.998917 39.56631171 50.91521720040304-114802 Set 1 Run 6 Rep 1.xls 42.385052 37.95244671 51.439566 41.2073 51.020040304-115008 Set 1 Run 6 Rep 2.xls 50.552158 46.11955271 51.17180120040304-115216 Set 1 Run 6 Rep 3.xls 44.403934 39.97132871 51.0538820040304-115426 Set 1 Run 6 Rep 4.xls 41.823353 37.39074771 50.91672920040304-115636 Set 1 Run 6 Rep 5.xls 45.487274 41.05466871 50.91032920040304-115851 Set 1 Run 6 Rep 6.xls 45.608482 41.17587671 50.80763920040304-120107 Set 1 Run 6 Rep 7.xls 47.657516 43.22491071 50.69615420040304-120326 Set 1 Run 6 Rep 8.xls 47.201088 42.76848271 50.64193720040304-120544 Set 1 Run 7 Rep 1.xls 44.425724 39.99311871 51.049432 39.8276 51.020040304-120805 Set 1 Run 7 Rep 2.xls 43.235306 38.80270071 51.00821420040304-121025 Set 1 Run 7 Rep 3.xls 42.173809 37.74120371 51.03570220040304-121247 Set 1 Run 7 Rep 4.xls 44.286232 39.85362671 51.0060620040304-121511 Set 1 Run 7 Rep 5.xls 43.368046 38.93544071 50.96064520040304-121737 Set 1 Run 7 Rep 6.xls 41.627769 37.19516371 50.94201520040304-122003 Set 1 Run 7 Rep 7.xls 48.082321 43.64971571 50.96522920040304-122231 Set 1 Run 7 Rep 8.xls 46.882805 42.45019971 50.86782720040304-123344 Set 1 Run 8 Rep 1.xls 45.507973 41.07536771 50.820927 39.6841 50.520040304-123610 Set 1 Run 8 Rep 2.xls 41.00259 36.56998471 50.4719920040304-123837 Set 1 Run 8 Rep 3.xls 45.06089 40.62828471 50.4310320040304-124108 Set 1 Run 8 Rep 4.xls 43.363491 38.93088571 50.38120920040304-124339 Set 1 Run 8 Rep 5.xls 44.254284 39.82167871 50.40505320040304-124615 Set 1 Run 8 Rep 6.xls 45.699806 41.26720071 50.39006220040304-124851 Set 1 Run 8 Rep 7.xls 45.69239 41.25978471 50.40454120040304-125129 Set 1 Run 8 Rep 8.xls 42.352139 37.91953371 50.39466720040304-125659 Set 1 Run 9 Rep 1.xls 43.582703 39.15009771 50.101435 41.7920 50.220040304-125945 Set 1 Run 9 Rep 2.xls 49.186348 44.75374271 50.154220040304-130231 Set 1 Run 9 Rep 3.xls 45.506218 41.07361271 50.12029420040304-130808 Set 1 Run 9 Rep 4.xls 47.338581 42.90597571 50.07965620040304-131055 Set 1 Run 9 Rep 5.xls 46.109573 41.67696771 50.21354820040304-131343 Set 1 Run 9 Rep 6.xls 44.55669 40.12408471 50.19084820040304-131631 Set 1 Run 9 Rep 7.xls 47.892349 43.45974371 50.19102420040304-131921 Set 1 Run 9 Rep 8.xls 45.624733 41.19212771 50.181164

183
A.4 Sample Experimental Data Set, All Runs (continued)
Date-Time and Part ID Peak Load Net Max Load Temp at Load Run Avg Load Run Avg Temp20040305-091132 Set 1 Run 10 Rep 1.xls 47.874283 43.44167771 49.551394 41.7107 49.620040305-091217 Set 1 Run 10 Rep 2.xls 46.989723 42.55711771 49.37364720040305-091301 Set 1 Run 10 Rep 3.xls 46.881813 42.44920771 49.66121820040305-091349 Set 1 Run 10 Rep 4.xls 45.736076 41.30347071 49.48452920040305-091433 Set 1 Run 10 Rep 5.xls 45.029144 40.59653871 49.62528120040305-091521 Set 1 Run 10 Rep 6.xls 46.069248 41.63664271 49.70783720040305-091609 Set 1 Run 10 Rep 7.xls 48.469646 44.03704071 49.69173620040305-091658 Set 1 Run 10 Rep 8.xls 42.096375 37.66376971 49.54598920040305-092152 Set 1 Run 11 Rep 1.xls 44.725861 40.29325571 50.649783 41.5225 49.420040305-092303 Set 1 Run 11 Rep 2.xls 44.587673 40.15506771 50.05003120040305-092421 Set 1 Run 11 Rep 3.xls 42.717182 38.28457671 49.42305820040305-092535 Set 1 Run 11 Rep 4.xls 46.337166 41.90456071 49.43257820040305-092653 Set 1 Run 11 Rep 5.xls 44.815929 40.38332371 49.19435220040305-092816 Set 1 Run 11 Rep 6.xls 45.658592 41.22598671 48.90143820040305-092938 Set 1 Run 11 Rep 7.xls 49.946003 45.51339771 48.90898620040305-093058 Set 1 Run 11 Rep 8.xls 48.852619 44.42001371 49.01373920040305-093332 Set 1 Run 12 Rep 1.xls 51.720848 47.28824271 49.580786 43.5216 49.520040305-093449 Set 1 Run 12 Rep 2.xls 45.144958 40.71235271 49.47220220040305-093609 Set 1 Run 12 Rep 3.xls 43.349007 38.91640171 49.34560120040305-093730 Set 1 Run 12 Rep 4.xls 51.384926 46.95232071 49.33205520040305-093852 Set 1 Run 12 Rep 5.xls 50.378567 45.94596171 49.24517820040305-094011 Set 1 Run 12 Rep 6.xls 41.728935 37.29632971 49.55756420040305-094129 Set 1 Run 12 Rep 7.xls 48.978333 44.54572771 49.72049820040305-094249 Set 1 Run 12 Rep 8.xls 50.947769 46.51516371 49.87151320040305-094533 Set 1 Run 13 Rep 1.xls 41.8722 37.43959471 48.736814 40.4794 49.120040305-094652 Set 1 Run 13 Rep 2.xls 43.347034 38.91442871 48.67456420040305-094807 Set 1 Run 13 Rep 3.xls 44.334808 39.90220271 48.83470220040305-094919 Set 1 Run 13 Rep 4.xls 45.608547 41.17594171 49.22759220040305-095033 Set 1 Run 13 Rep 5.xls 49.756042 45.32343671 49.3911620040305-095150 Set 1 Run 13 Rep 6.xls 45.773117 41.34051171 49.2881620040305-095307 Set 1 Run 13 Rep 7.xls 40.27779 35.84518471 49.36791420040305-095422 Set 1 Run 13 Rep 8.xls 48.326248 43.89364271 49.55803220040305-100925 Set 1 Run 14 Rep 1.xls 43.114841 38.68223571 50.717812 38.5078 50.620040305-101047 Set 1 Run 14 Rep 2.xls 41.929817 37.49721171 50.76961520040305-101219 Set 1 Run 14 Rep 3.xls 40.761803 36.32919771 50.15043520040305-101340 Set 1 Run 14 Rep 4.xls 44.940529 40.50792371 50.77556720040305-101504 Set 1 Run 14 Rep 5.xls 44.202026 39.76942071 50.93581120040305-101632 Set 1 Run 14 Rep 6.xls 45.258545 40.82593971 50.82292720040305-101806 Set 1 Run 14 Rep 7.xls 39.655685 35.22307971 50.44938320040305-101943 Set 1 Run 14 Rep 8.xls 43.660015 39.22740971 50.22961620040305-102447 Set 1 Run 15 Rep 1.xls 43.201645 38.76903971 50.501971 39.2605 50.720040305-102617 Set 1 Run 15 Rep 2.xls 44.945435 40.51282971 50.60903820040305-102747 Set 1 Run 15 Rep 3.xls 44.624767 40.19216171 50.68684520040305-102919 Set 1 Run 15 Rep 4.xls 41.508282 37.07567671 50.74748220040305-103050 Set 1 Run 15 Rep 5.xls 43.016941 38.58433571 50.83082520040305-103224 Set 1 Run 15 Rep 6.xls 40.242275 35.80966971 50.82224420040305-103358 Set 1 Run 15 Rep 7.xls 48.910042 44.47743671 50.77231120040305-103532 Set 1 Run 15 Rep 8.xls 43.095409 38.66280371 50.92340220040305-103715 Set 1 Run 16 Rep 1.xls 45.12886 40.69625471 50.471526 38.2203 50.520040305-103855 Set 1 Run 16 Rep 2.xls 45.127762 40.69515671 50.41387820040305-104036 Set 1 Run 16 Rep 3.xls 42.580982 38.14837671 50.51411720040305-104221 Set 1 Run 16 Rep 4.xls 41.723831 37.29122571 50.40225320040305-104407 Set 1 Run 16 Rep 5.xls 44.49881 40.06620471 50.35189920040305-104556 Set 1 Run 16 Rep 6.xls 37.737038 33.30443271 50.2258920040305-104735 Set 1 Run 16 Rep 7.xls 37.382568 32.94996271 50.76344420040305-104916 Set 1 Run 16 Rep 8.xls 47.043259 42.61065371 50.89240820040305-105845 Set 1 Run 17 Rep 1.xls 41.832466 37.39986071 51.569878 39.0911 50.720040305-110035 Set 1 Run 17 Rep 2.xls 40.071449 35.63884371 51.32120820040305-110236 Set 1 Run 17 Rep 3.xls 43.794182 39.36157671 50.66980120040305-110443 Set 1 Run 17 Rep 4.xls 41.143127 36.71052171 50.37951420040305-110647 Set 1 Run 17 Rep 5.xls 39.029778 34.59717271 50.39036220040305-110854 Set 1 Run 17 Rep 6.xls 46.641609 42.20900371 50.40425120040305-111102 Set 1 Run 17 Rep 7.xls 47.707619 43.27501371 50.40962520040305-111310 Set 1 Run 17 Rep 8.xls 47.969162 43.53655671 50.40358420040305-112848 Set 1 Run 18 Rep 1.xls 39.171555 34.73894971 49.835092 39.3858 50.120040305-113056 Set 1 Run 18 Rep 2.xls 48.006432 43.57382671 50.09345920040305-113310 Set 1 Run 18 Rep 3.xls 47.755684 43.32307871 49.99326120040305-113522 Set 1 Run 18 Rep 4.xls 39.958481 35.52587571 50.17830120040305-113735 Set 1 Run 18 Rep 5.xls 40.581181 36.14857571 50.23739420040305-113954 Set 1 Run 18 Rep 6.xls 47.601276 43.16867071 50.09685420040305-114208 Set 1 Run 18 Rep 7.xls 44.750404 40.31779871 50.24234920040305-114427 Set 1 Run 18 Rep 8.xls 42.72242 38.28981471 50.195285
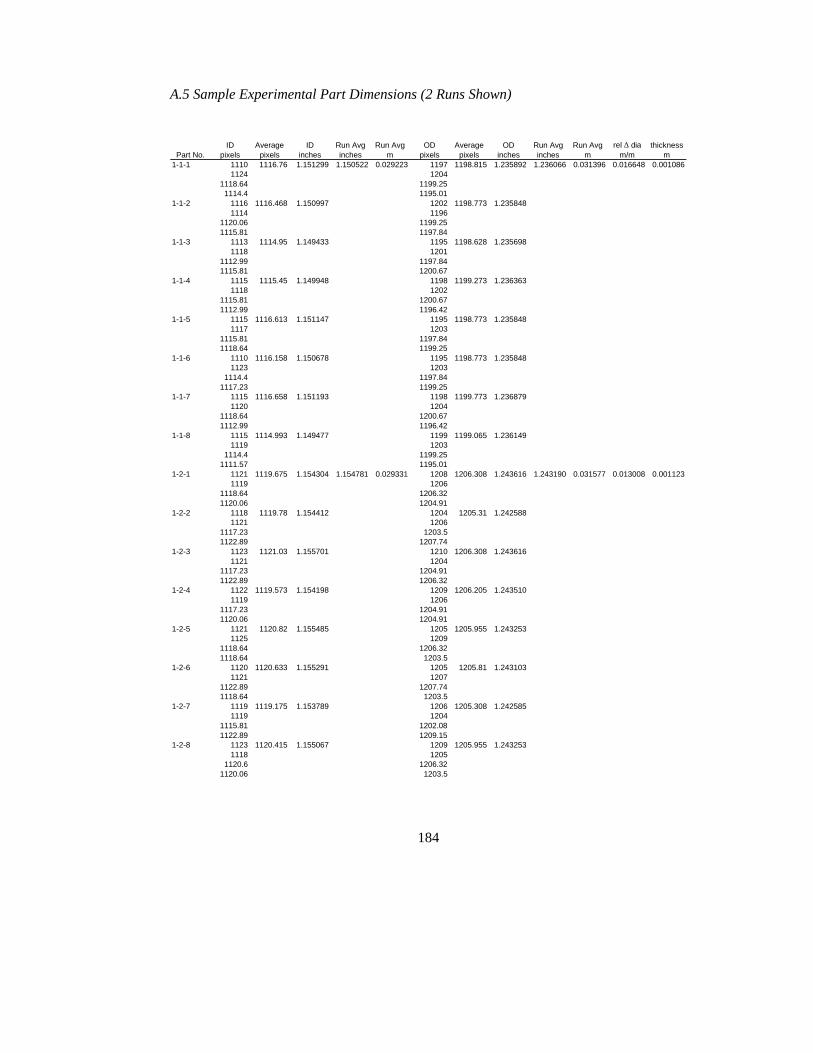
184
A.5 Sample Experimental Part Dimensions (2 Runs Shown)
ID Average ID Run Avg Run Avg OD Average OD Run Avg Run Avg rel ∆ dia thicknessPart No. pixels pixels inches inches m pixels pixels inches inches m m/m m
1-1-1 1110 1116.76 1.151299 1.150522 0.029223 1197 1198.815 1.235892 1.236066 0.031396 0.016648 0.0010861124 1204
1118.64 1199.251114.4 1195.01
1-1-2 1116 1116.468 1.150997 1202 1198.773 1.2358481114 1196
1120.06 1199.251115.81 1197.84
1-1-3 1113 1114.95 1.149433 1195 1198.628 1.2356981118 1201
1112.99 1197.841115.81 1200.67
1-1-4 1115 1115.45 1.149948 1198 1199.273 1.2363631118 1202
1115.81 1200.671112.99 1196.42
1-1-5 1115 1116.613 1.151147 1195 1198.773 1.2358481117 1203
1115.81 1197.841118.64 1199.25
1-1-6 1110 1116.158 1.150678 1195 1198.773 1.2358481123 1203
1114.4 1197.841117.23 1199.25
1-1-7 1115 1116.658 1.151193 1198 1199.773 1.2368791120 1204
1118.64 1200.671112.99 1196.42
1-1-8 1115 1114.993 1.149477 1199 1199.065 1.2361491119 1203
1114.4 1199.251111.57 1195.01
1-2-1 1121 1119.675 1.154304 1.154781 0.029331 1208 1206.308 1.243616 1.243190 0.031577 0.013008 0.0011231119 1206
1118.64 1206.321120.06 1204.91
1-2-2 1118 1119.78 1.154412 1204 1205.31 1.2425881121 1206
1117.23 1203.51122.89 1207.74
1-2-3 1123 1121.03 1.155701 1210 1206.308 1.2436161121 1204
1117.23 1204.911122.89 1206.32
1-2-4 1122 1119.573 1.154198 1209 1206.205 1.2435101119 1206
1117.23 1204.911120.06 1204.91
1-2-5 1121 1120.82 1.155485 1205 1205.955 1.2432531125 1209
1118.64 1206.321118.64 1203.5
1-2-6 1120 1120.633 1.155291 1205 1205.81 1.2431031121 1207
1122.89 1207.741118.64 1203.5
1-2-7 1119 1119.175 1.153789 1206 1205.308 1.2425851119 1204
1115.81 1202.081122.89 1209.15
1-2-8 1123 1120.415 1.155067 1209 1205.955 1.2432531118 1205
1120.6 1206.321120.06 1203.5

185
A.6 Experimental Data and Calculated Coefficient of Friction (Menges), Run Average
Insert/ Thermoplastic Tpack Tcool Ppack
Ejection Force (N)
Ejection Temp (oC)
Modulus at Ejection
Temp (Pa)
Relative Change in Dia (m/m)
Thickness (m) CoF
P-20 -1 -1 -1 177.1534 51.0 69000000 0.013299 0.001075 0.589265HDPE -1 -1 0 183.2899 51.0 69000000 0.012021 0.001109 0.653811
-1 -1 1 186.5225 51.4 65400000 0.013008 0.001123 0.640622-1 0 -1 176.5148 50.5 71500000 0.013940 0.00108 0.537958-1 0 0 185.891 50.2 73000000 0.012097 0.001114 0.619705-1 0 1 172.8689 51.0 69000000 0.011691 0.001121 0.627208-1 1 -1 191.9032 50.0 74000000 0.016648 0.001086 0.470372-1 1 0 174.6842 50.5 71500000 0.011819 0.00111 0.610927-1 1 1 173.0801 50.0 74000000 0.012125 0.001127 0.5613181 -1 -1 184.6922 49.4 78800000 0.012311 0.00107 0.5836841 -1 0 193.5839 49.5 78000000 0.011043 0.001118 0.6594971 -1 1 173.8771 50.7 70500000 0.009859 0.001123 0.7306781 0 -1 171.2827 50.6 71000000 0.012184 0.001066 0.6091971 0 0 174.6307 50.7 70500000 0.010684 0.001114 0.6828871 0 1 175.1881 50.1 73500000 0.008880 0.001125 0.7827971 1 -1 170.0038 50.5 71500000 0.012579 0.001074 0.5771231 1 0 180.0522 49.1 81200000 0.011084 0.001115 0.5887281 1 1 185.5291 49.6 77200000 0.010279 0.001126 0.681465
P-20 -1 -1 -1 343.9689 51.0 580000000 0.003089 0.001138 0.553423HIPS -1 -1 0 376.3673 51.1 573000000 0.003377 0.00114 0.559850
-1 -1 1 401.4804 51.1 573000000 0.002935 0.001144 0.684961-1 0 -1 346.1149 50.8 592400000 0.003301 0.001134 0.511977-1 0 0 385.5599 50.8 592400000 0.003565 0.001146 0.522718-1 0 1 408.2617 51.0 580000000 0.002989 0.001133 0.681704-1 1 -1 384.5955 50.4 617200000 0.003788 0.001139 0.473993-1 1 0 381.943 50.2 629600000 0.002896 0.001131 0.607589-1 1 1 403.7004 50.2 629600000 0.00354 0.00115 0.5168811 -1 -1 376.9719 50.5 611000000 0.003199 0.001124 0.5630751 -1 0 395.2322 51.1 573000000 0.003444 0.001138 0.5773281 -1 1 393.3786 51.5 545000000 0.001107 0.00114 1.8767601 0 -1 369.1949 50.6 604800000 0.002796 0.001139 0.6289231 0 0 390.8133 50.8 592400000 0.002337 0.001137 0.8147461 0 1 391.7333 50.9 586200000 0.001826 0.001146 1.0474711 1 -1 351.6246 50.4 617200000 0.002424 0.001141 0.6757131 1 0 394.7653 49.6 673200000 0.002791 0.001137 0.6062391 1 1 424.4616 48.9 728000000 0.003016 0.001127 0.562590
ST-100 -1 -1 -1 182.3003 50.9 69500000 0.005901 0.00104 1.402205HDPE -1 -1 0 190.0239 50.9 69500000 0.006708 0.001108 1.207056
-1 -1 1 209.7913 50.3 72500000 0.007395 0.001116 1.150452-1 0 -1 177.4434 50.3 72500000 0.006204 0.001045 1.238469-1 0 0 196.6074 50.2 73000000 0.006976 0.001109 1.142516-1 0 1 194.3292 51.4 65400000 0.007264 0.001122 1.196203-1 1 -1 196.1544 49.1 81200000 0.012154 0.001093 0.596783-1 1 0 201.6826 50.2 73000000 0.007462 0.001105 1.099385-1 1 1 208.7471 49.6 77200000 0.006877 0.001113 1.1591081 -1 -1 173.9534 50.8 70000000 0.010785 0.00103 0.7338391 -1 0 185.8118 50 74000000 0.011344 0.001103 0.6581921 -1 1 184.4146 50.6 71000000 0.010469 0.001122 0.7253771 0 -1 172.1205 50.4 72000000 0.010469 0.001031 0.7264031 0 0 178.8341 50.2 73000000 0.010979 0.001109 0.6599691 0 1 180.8674 50.2 73000000 0.010258 0.001119 0.7078421 1 -1 170.97 50.2 73000000 0.011443 0.001055 0.6363091 1 0 186.8184 49.3 79600000 0.01105 0.001104 0.6311151 1 1 184.1281 48.6 85200000 0.010809 0.001114 0.589072
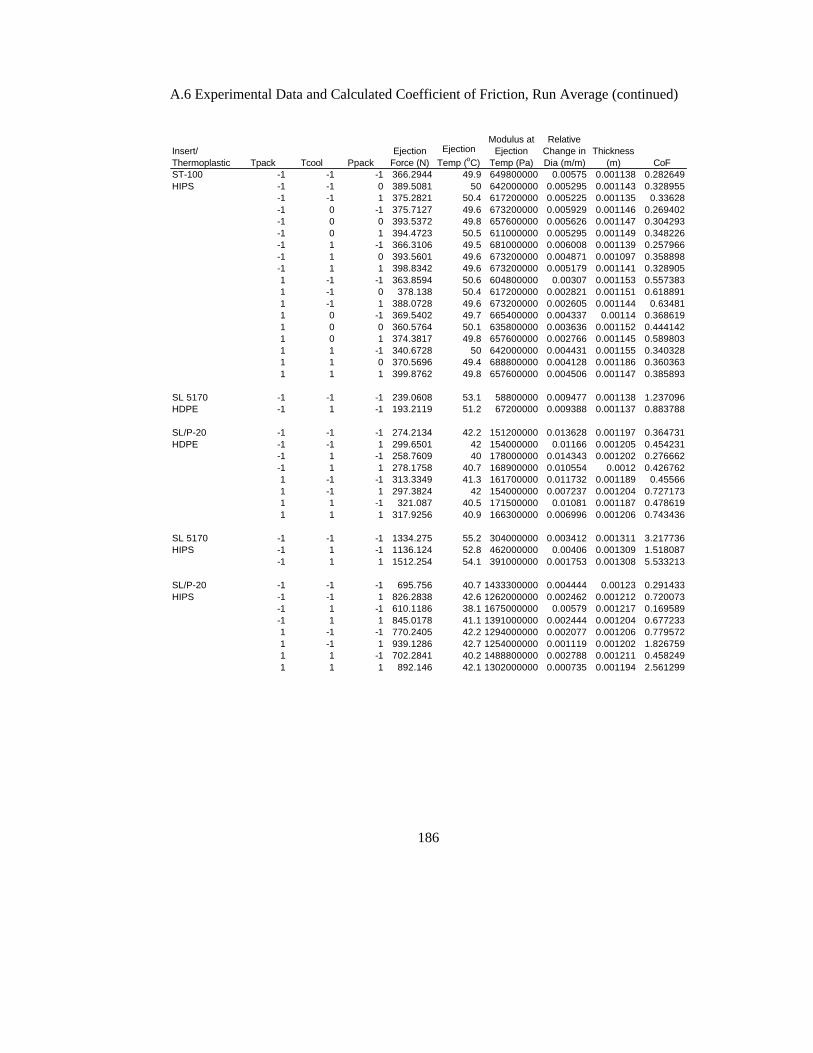
186
A.6 Experimental Data and Calculated Coefficient of Friction, Run Average (continued)
Insert/ Thermoplastic Tpack Tcool Ppack
Ejection Force (N)
Ejection Temp (oC)
Modulus at Ejection
Temp (Pa)
Relative Change in Dia (m/m)
Thickness (m) CoF
ST-100 -1 -1 -1 366.2944 49.9 649800000 0.00575 0.001138 0.282649HIPS -1 -1 0 389.5081 50 642000000 0.005295 0.001143 0.328955
-1 -1 1 375.2821 50.4 617200000 0.005225 0.001135 0.33628-1 0 -1 375.7127 49.6 673200000 0.005929 0.001146 0.269402-1 0 0 393.5372 49.8 657600000 0.005626 0.001147 0.304293-1 0 1 394.4723 50.5 611000000 0.005295 0.001149 0.348226-1 1 -1 366.3106 49.5 681000000 0.006008 0.001139 0.257966-1 1 0 393.5601 49.6 673200000 0.004871 0.001097 0.358898-1 1 1 398.8342 49.6 673200000 0.005179 0.001141 0.3289051 -1 -1 363.8594 50.6 604800000 0.00307 0.001153 0.5573831 -1 0 378.138 50.4 617200000 0.002821 0.001151 0.6188911 -1 1 388.0728 49.6 673200000 0.002605 0.001144 0.634811 0 -1 369.5402 49.7 665400000 0.004337 0.00114 0.3686191 0 0 360.5764 50.1 635800000 0.003636 0.001152 0.4441421 0 1 374.3817 49.8 657600000 0.002766 0.001145 0.5898031 1 -1 340.6728 50 642000000 0.004431 0.001155 0.3403281 1 0 370.5696 49.4 688800000 0.004128 0.001186 0.3603631 1 1 399.8762 49.8 657600000 0.004506 0.001147 0.385893
SL 5170 -1 -1 -1 239.0608 53.1 58800000 0.009477 0.001138 1.237096HDPE -1 1 -1 193.2119 51.2 67200000 0.009388 0.001137 0.883788
SL/P-20 -1 -1 -1 274.2134 42.2 151200000 0.013628 0.001197 0.364731HDPE -1 -1 1 299.6501 42 154000000 0.01166 0.001205 0.454231
-1 1 -1 258.7609 40 178000000 0.014343 0.001202 0.276662-1 1 1 278.1758 40.7 168900000 0.010554 0.0012 0.4267621 -1 -1 313.3349 41.3 161700000 0.011732 0.001189 0.455661 -1 1 297.3824 42 154000000 0.007237 0.001204 0.7271731 1 -1 321.087 40.5 171500000 0.01081 0.001187 0.4786191 1 1 317.9256 40.9 166300000 0.006996 0.001206 0.743436
SL 5170 -1 -1 -1 1334.275 55.2 304000000 0.003412 0.001311 3.217736HIPS -1 1 -1 1136.124 52.8 462000000 0.00406 0.001309 1.518087
-1 1 1 1512.254 54.1 391000000 0.001753 0.001308 5.533213
SL/P-20 -1 -1 -1 695.756 40.7 1433300000 0.004444 0.00123 0.291433HIPS -1 -1 1 826.2838 42.6 1262000000 0.002462 0.001212 0.720073
-1 1 -1 610.1186 38.1 1675000000 0.00579 0.001217 0.169589-1 1 1 845.0178 41.1 1391000000 0.002444 0.001204 0.6772331 -1 -1 770.2405 42.2 1294000000 0.002077 0.001206 0.7795721 -1 1 939.1286 42.7 1254000000 0.001119 0.001202 1.8267591 1 -1 702.2841 40.2 1488800000 0.002788 0.001211 0.4582491 1 1 892.146 42.1 1302000000 0.000735 0.001194 2.561299
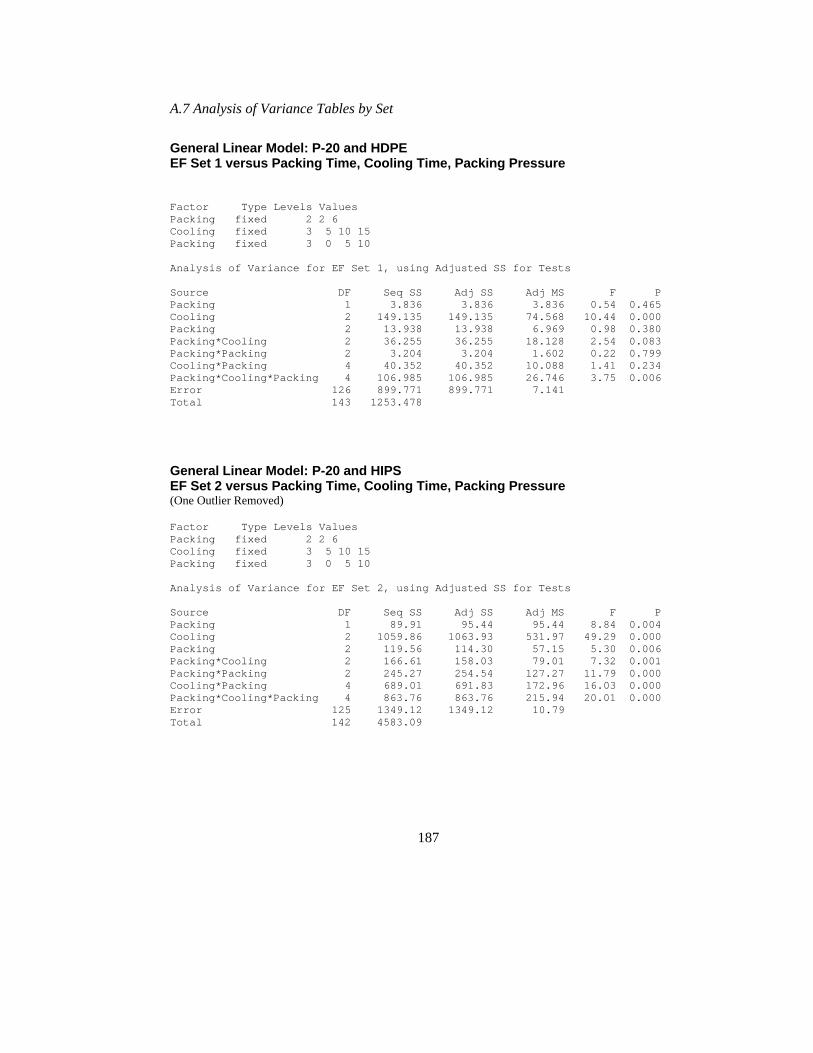
187
A.7 Analysis of Variance Tables by Set
General Linear Model: P-20 and HDPE EF Set 1 versus Packing Time, Cooling Time, Packing Pressure Factor Type Levels Values Packing fixed 2 2 6 Cooling fixed 3 5 10 15 Packing fixed 3 0 5 10 Analysis of Variance for EF Set 1, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Packing 1 3.836 3.836 3.836 0.54 0.465 Cooling 2 149.135 149.135 74.568 10.44 0.000 Packing 2 13.938 13.938 6.969 0.98 0.380 Packing*Cooling 2 36.255 36.255 18.128 2.54 0.083 Packing*Packing 2 3.204 3.204 1.602 0.22 0.799 Cooling*Packing 4 40.352 40.352 10.088 1.41 0.234 Packing*Cooling*Packing 4 106.985 106.985 26.746 3.75 0.006 Error 126 899.771 899.771 7.141 Total 143 1253.478
General Linear Model: P-20 and HIPS EF Set 2 versus Packing Time, Cooling Time, Packing Pressure (One Outlier Removed) Factor Type Levels Values Packing fixed 2 2 6 Cooling fixed 3 5 10 15 Packing fixed 3 0 5 10 Analysis of Variance for EF Set 2, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Packing 1 89.91 95.44 95.44 8.84 0.004 Cooling 2 1059.86 1063.93 531.97 49.29 0.000 Packing 2 119.56 114.30 57.15 5.30 0.006 Packing*Cooling 2 166.61 158.03 79.01 7.32 0.001 Packing*Packing 2 245.27 254.54 127.27 11.79 0.000 Cooling*Packing 4 689.01 691.83 172.96 16.03 0.000 Packing*Cooling*Packing 4 863.76 863.76 215.94 20.01 0.000 Error 125 1349.12 1349.12 10.79 Total 142 4583.09
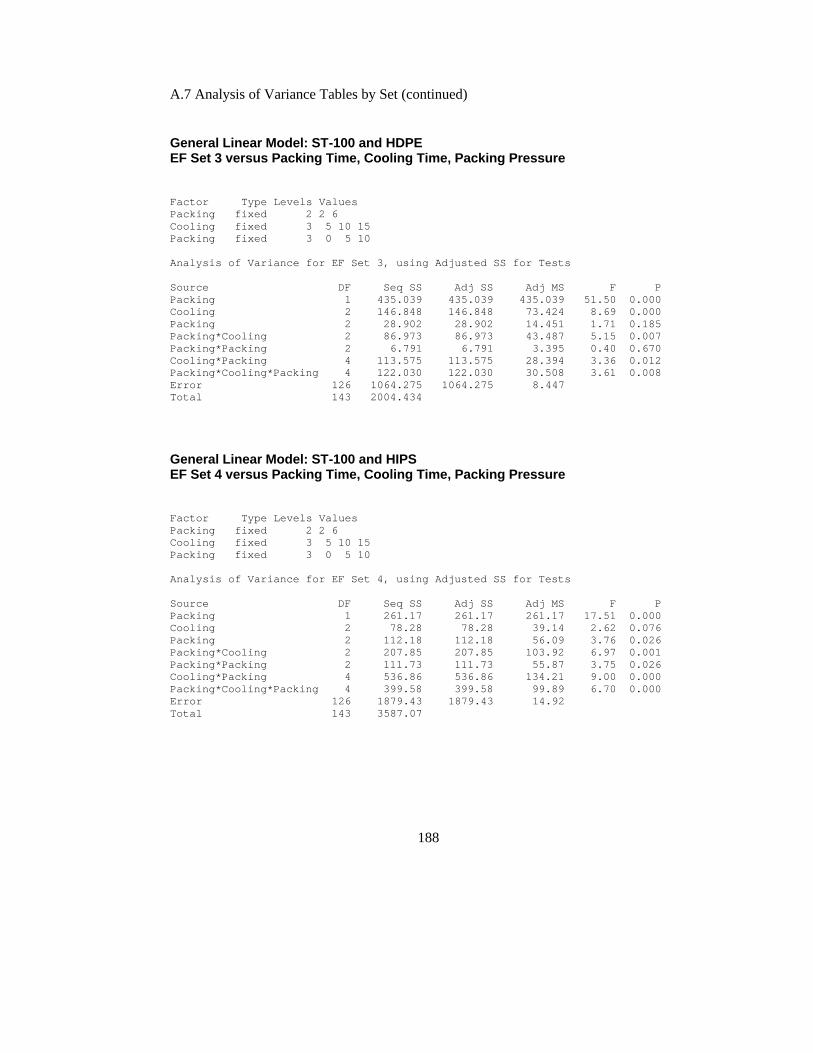
188
A.7 Analysis of Variance Tables by Set (continued)
General Linear Model: ST-100 and HDPE EF Set 3 versus Packing Time, Cooling Time, Packing Pressure Factor Type Levels Values Packing fixed 2 2 6 Cooling fixed 3 5 10 15 Packing fixed 3 0 5 10 Analysis of Variance for EF Set 3, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Packing 1 435.039 435.039 435.039 51.50 0.000 Cooling 2 146.848 146.848 73.424 8.69 0.000 Packing 2 28.902 28.902 14.451 1.71 0.185 Packing*Cooling 2 86.973 86.973 43.487 5.15 0.007 Packing*Packing 2 6.791 6.791 3.395 0.40 0.670 Cooling*Packing 4 113.575 113.575 28.394 3.36 0.012 Packing*Cooling*Packing 4 122.030 122.030 30.508 3.61 0.008 Error 126 1064.275 1064.275 8.447 Total 143 2004.434 General Linear Model: ST-100 and HIPS EF Set 4 versus Packing Time, Cooling Time, Packing Pressure Factor Type Levels Values Packing fixed 2 2 6 Cooling fixed 3 5 10 15 Packing fixed 3 0 5 10 Analysis of Variance for EF Set 4, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Packing 1 261.17 261.17 261.17 17.51 0.000 Cooling 2 78.28 78.28 39.14 2.62 0.076 Packing 2 112.18 112.18 56.09 3.76 0.026 Packing*Cooling 2 207.85 207.85 103.92 6.97 0.001 Packing*Packing 2 111.73 111.73 55.87 3.75 0.026 Cooling*Packing 4 536.86 536.86 134.21 9.00 0.000 Packing*Cooling*Packing 4 399.58 399.58 99.89 6.70 0.000 Error 126 1879.43 1879.43 14.92 Total 143 3587.07
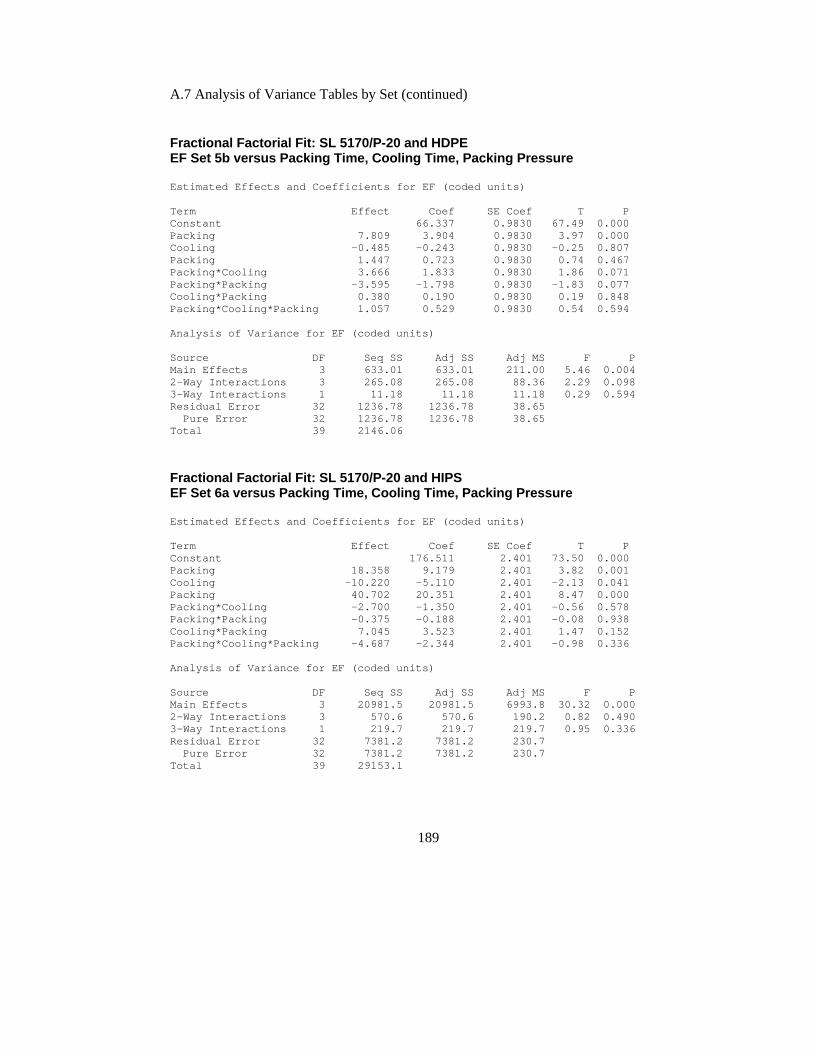
189
A.7 Analysis of Variance Tables by Set (continued)
Fractional Factorial Fit: SL 5170/P-20 and HDPE EF Set 5b versus Packing Time, Cooling Time, Packing Pressure Estimated Effects and Coefficients for EF (coded units) Term Effect Coef SE Coef T P Constant 66.337 0.9830 67.49 0.000 Packing 7.809 3.904 0.9830 3.97 0.000 Cooling -0.485 -0.243 0.9830 -0.25 0.807 Packing 1.447 0.723 0.9830 0.74 0.467 Packing*Cooling 3.666 1.833 0.9830 1.86 0.071 Packing*Packing -3.595 -1.798 0.9830 -1.83 0.077 Cooling*Packing 0.380 0.190 0.9830 0.19 0.848 Packing*Cooling*Packing 1.057 0.529 0.9830 0.54 0.594 Analysis of Variance for EF (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 633.01 633.01 211.00 5.46 0.004 2-Way Interactions 3 265.08 265.08 88.36 2.29 0.098 3-Way Interactions 1 11.18 11.18 11.18 0.29 0.594 Residual Error 32 1236.78 1236.78 38.65 Pure Error 32 1236.78 1236.78 38.65 Total 39 2146.06 Fractional Factorial Fit: SL 5170/P-20 and HIPS EF Set 6a versus Packing Time, Cooling Time, Packing Pressure Estimated Effects and Coefficients for EF (coded units) Term Effect Coef SE Coef T P Constant 176.511 2.401 73.50 0.000 Packing 18.358 9.179 2.401 3.82 0.001 Cooling -10.220 -5.110 2.401 -2.13 0.041 Packing 40.702 20.351 2.401 8.47 0.000 Packing*Cooling -2.700 -1.350 2.401 -0.56 0.578 Packing*Packing -0.375 -0.188 2.401 -0.08 0.938 Cooling*Packing 7.045 3.523 2.401 1.47 0.152 Packing*Cooling*Packing -4.687 -2.344 2.401 -0.98 0.336 Analysis of Variance for EF (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 20981.5 20981.5 6993.8 30.32 0.000 2-Way Interactions 3 570.6 570.6 190.2 0.82 0.490 3-Way Interactions 1 219.7 219.7 219.7 0.95 0.336 Residual Error 32 7381.2 7381.2 230.7 Pure Error 32 7381.2 7381.2 230.7 Total 39 29153.1
190
APPENDIX B
MOLD AND CANISTER DRAWINGS

191
B.1 Part Drawing

192
B.2 Mold Insert Drawings
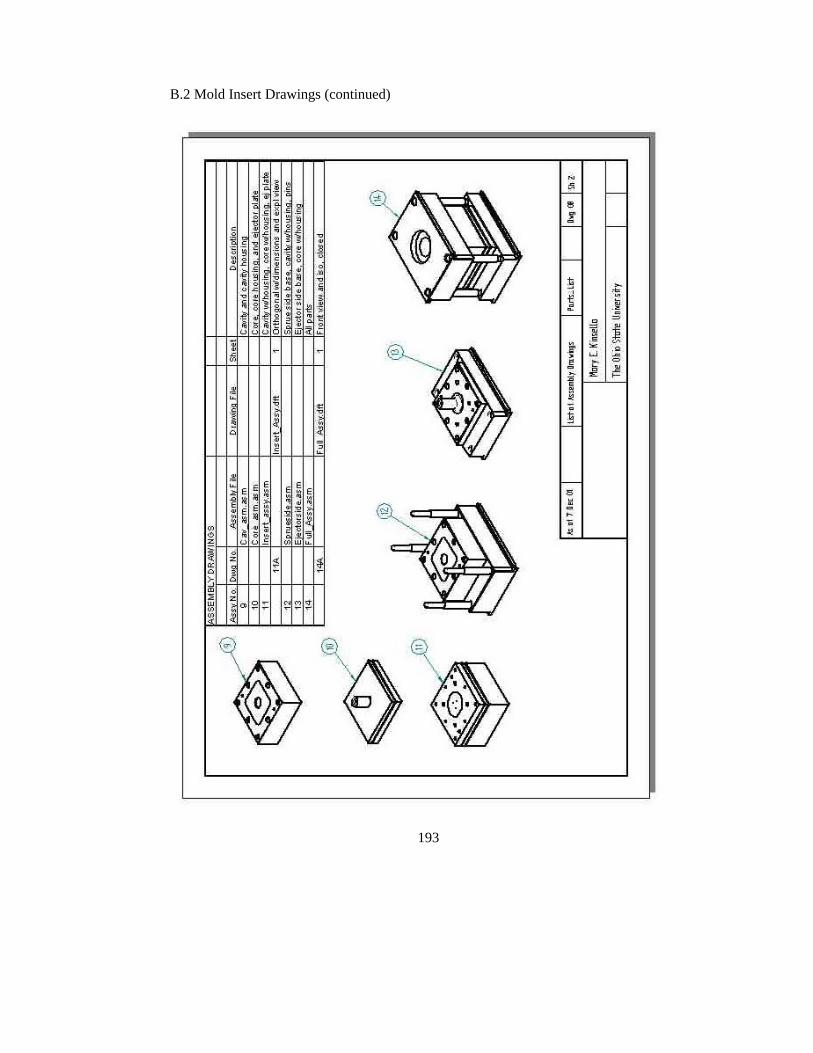
193
B.2 Mold Insert Drawings (continued)
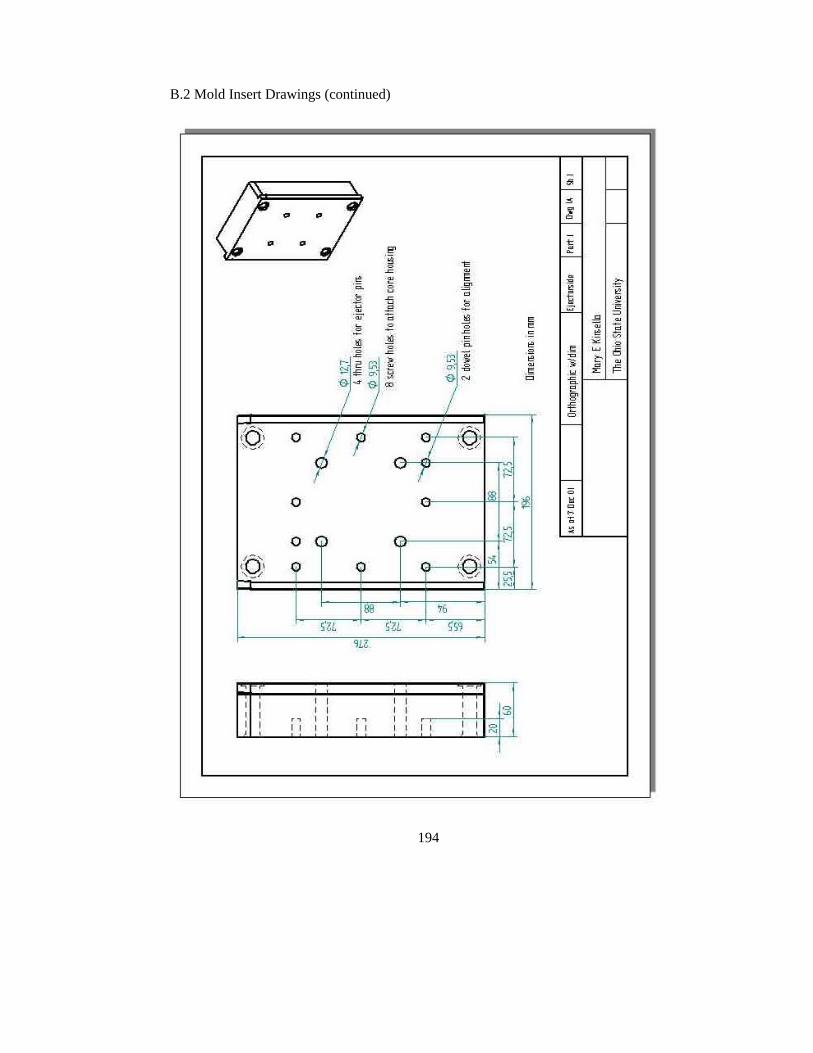
194
B.2 Mold Insert Drawings (continued)
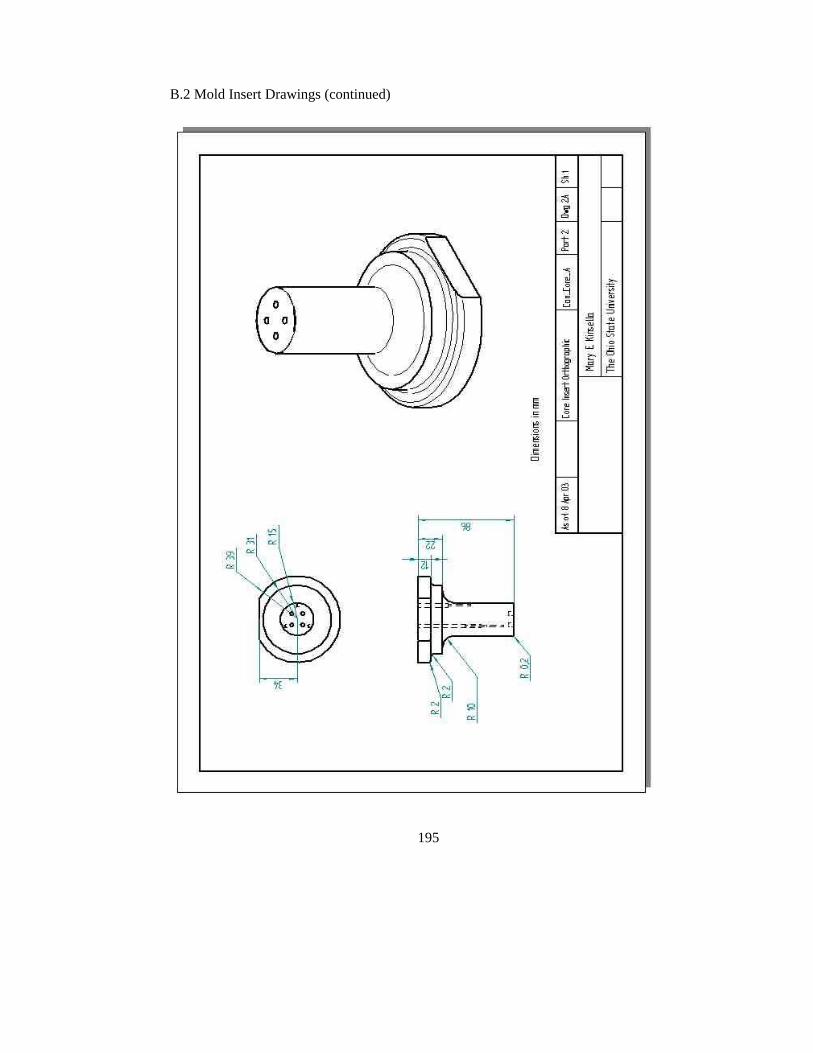
195
B.2 Mold Insert Drawings (continued)

196
B.2 Mold Insert Drawings (continued)
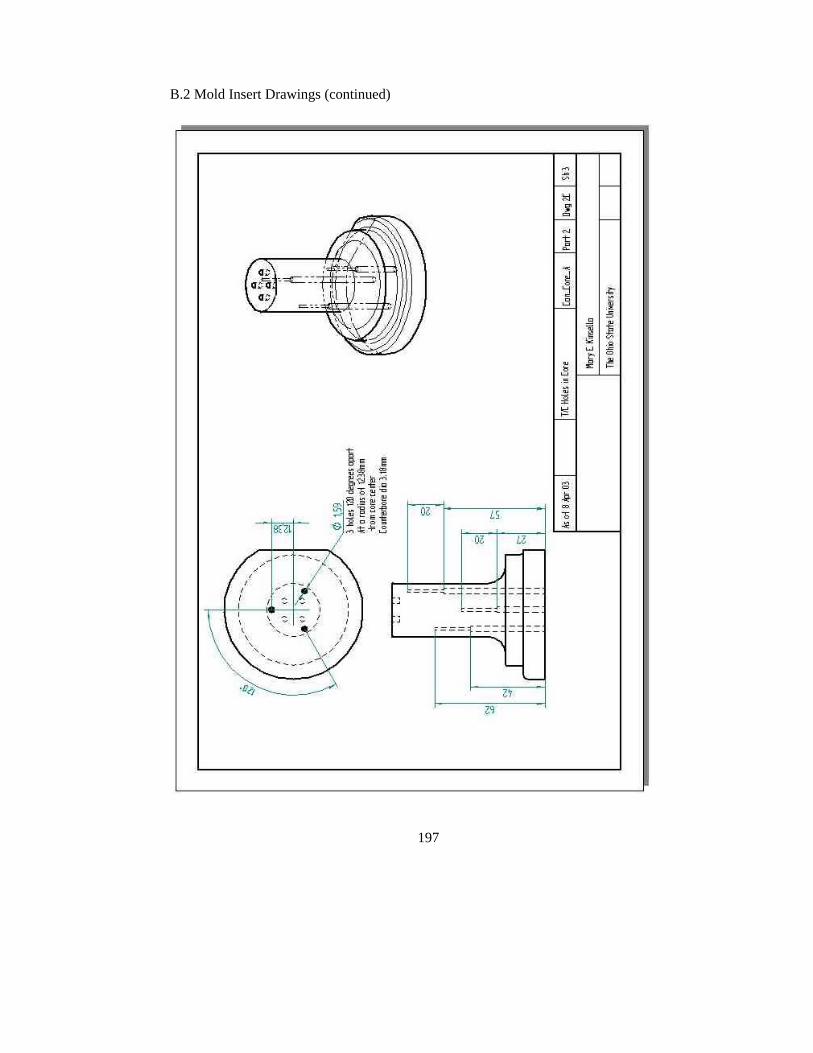
197
B.2 Mold Insert Drawings (continued)
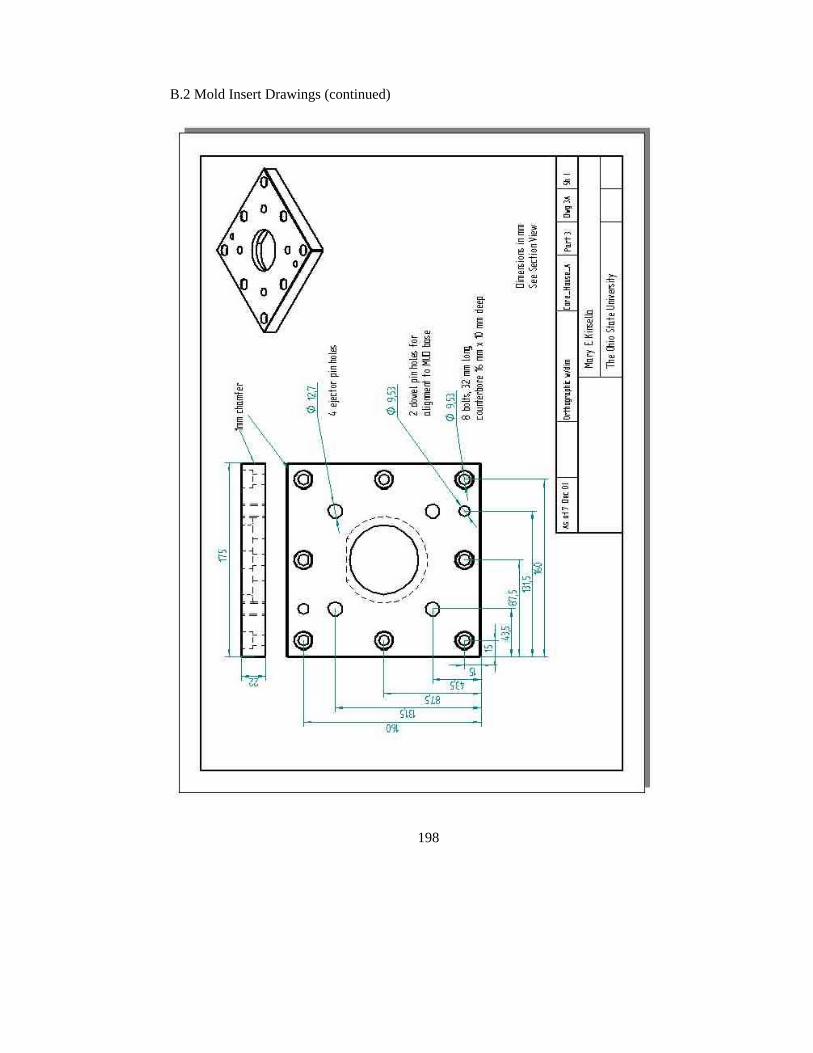
198
B.2 Mold Insert Drawings (continued)

199
B.2 Mold Insert Drawings (continued)
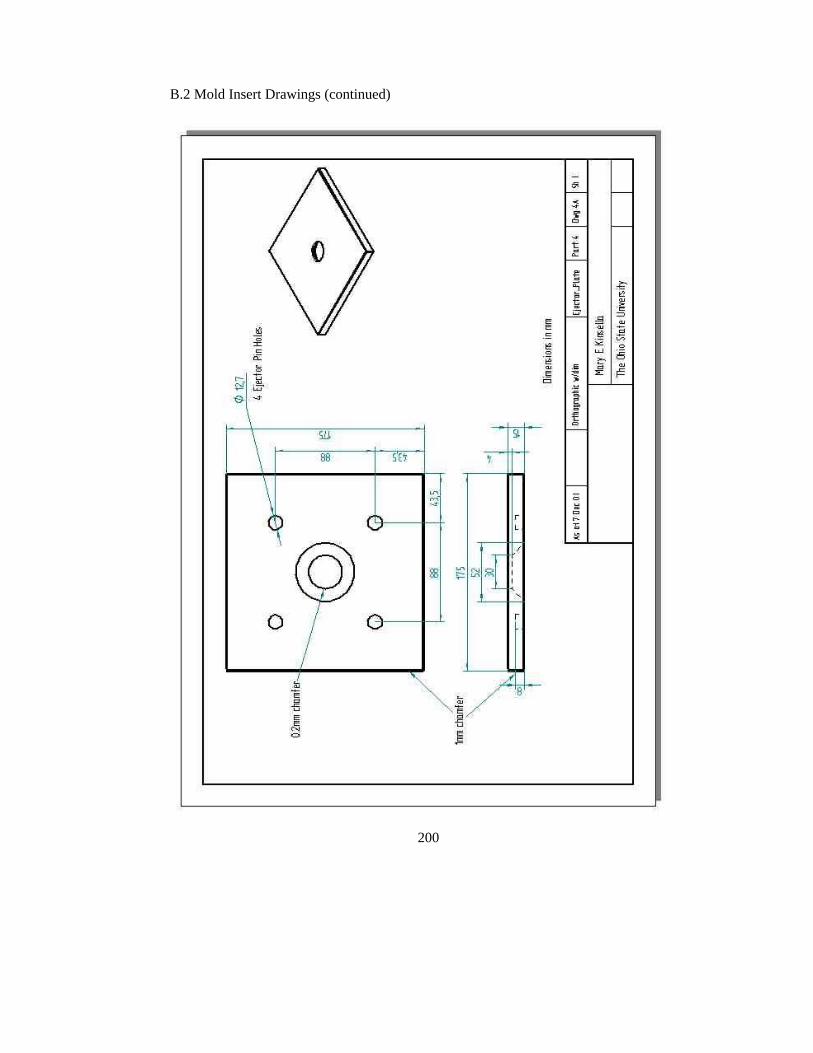
200
B.2 Mold Insert Drawings (continued)
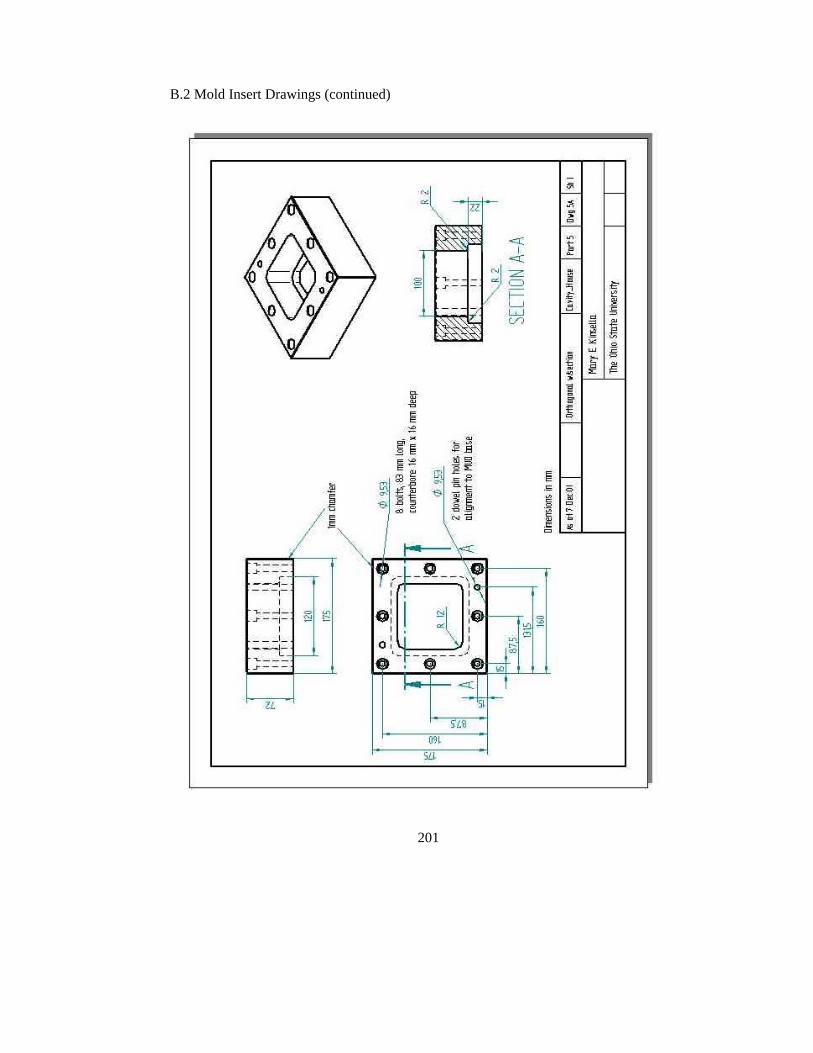
201
B.2 Mold Insert Drawings (continued)
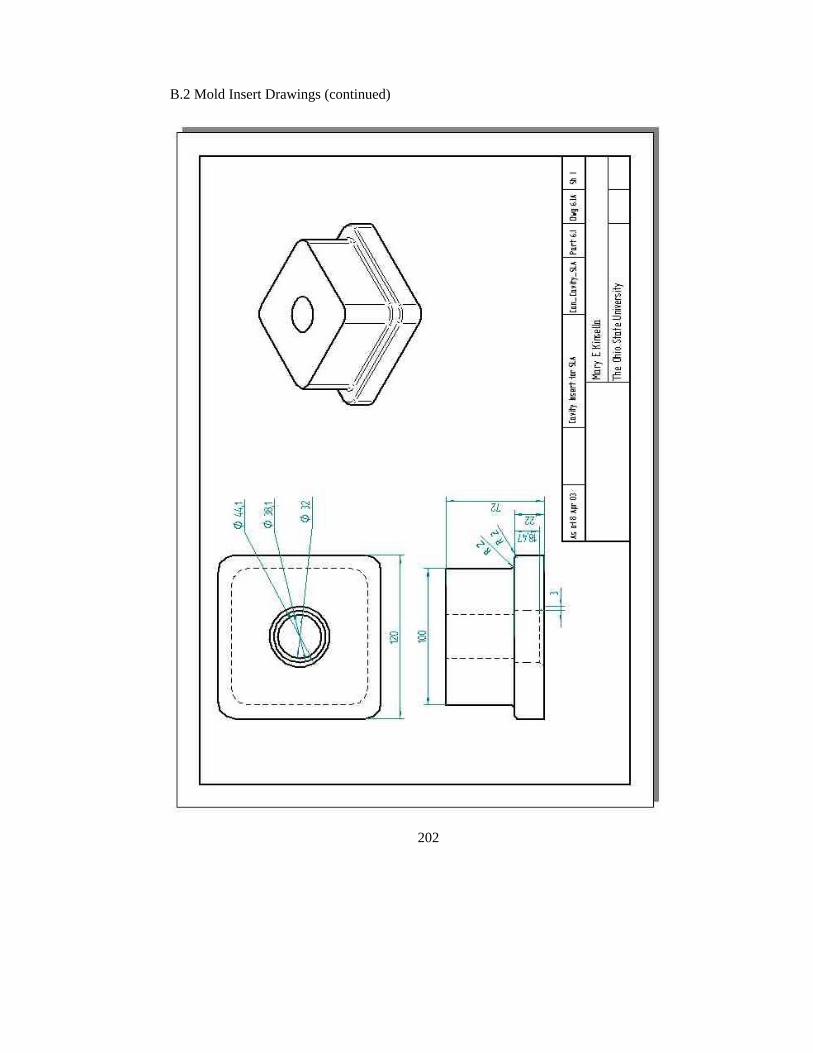
202
B.2 Mold Insert Drawings (continued)
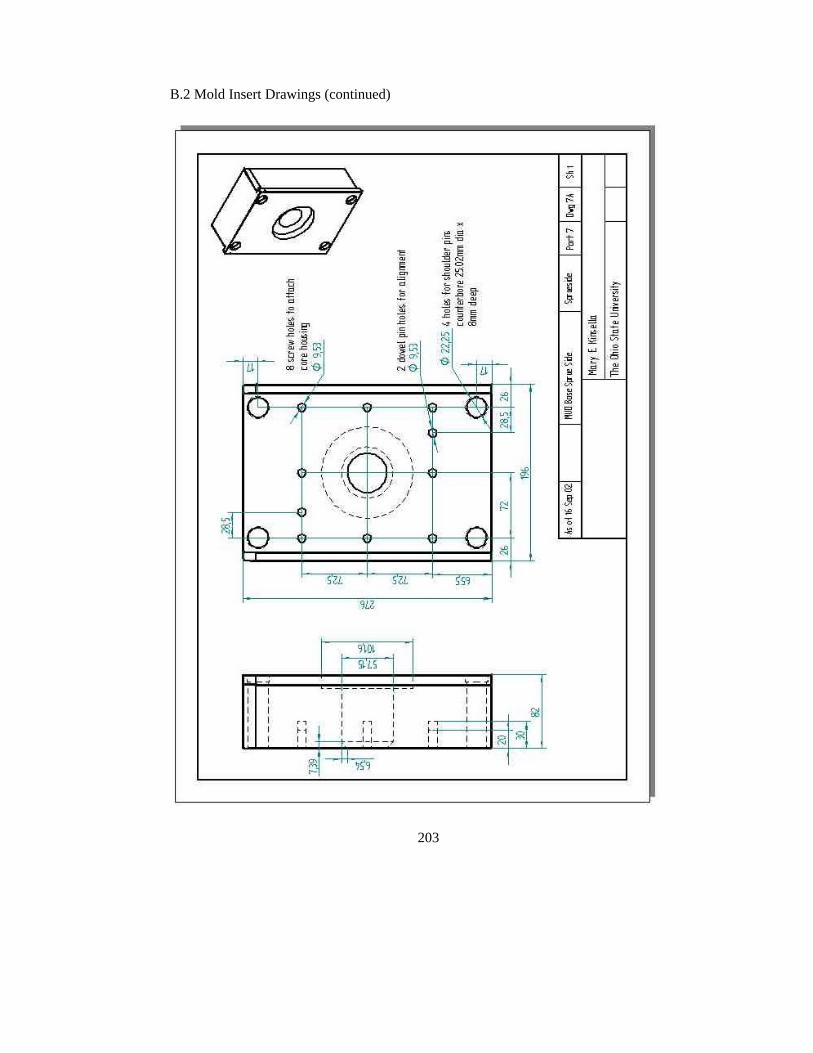
203
B.2 Mold Insert Drawings (continued)
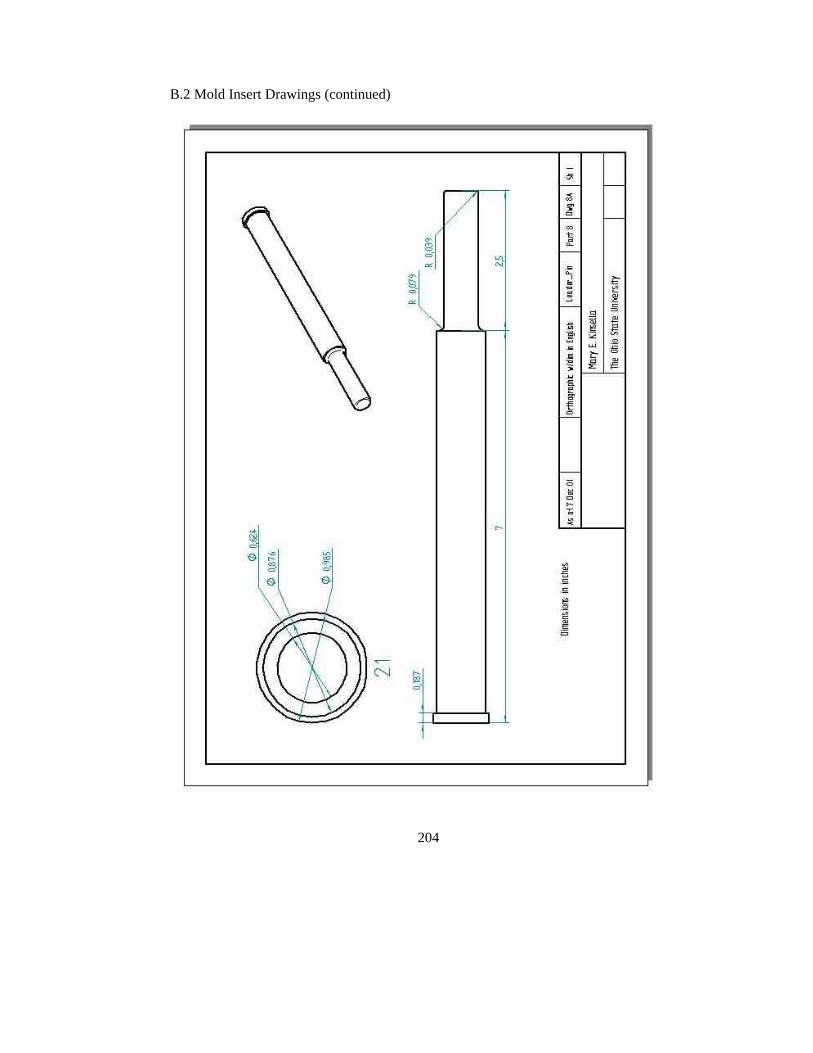
204
B.2 Mold Insert Drawings (continued)
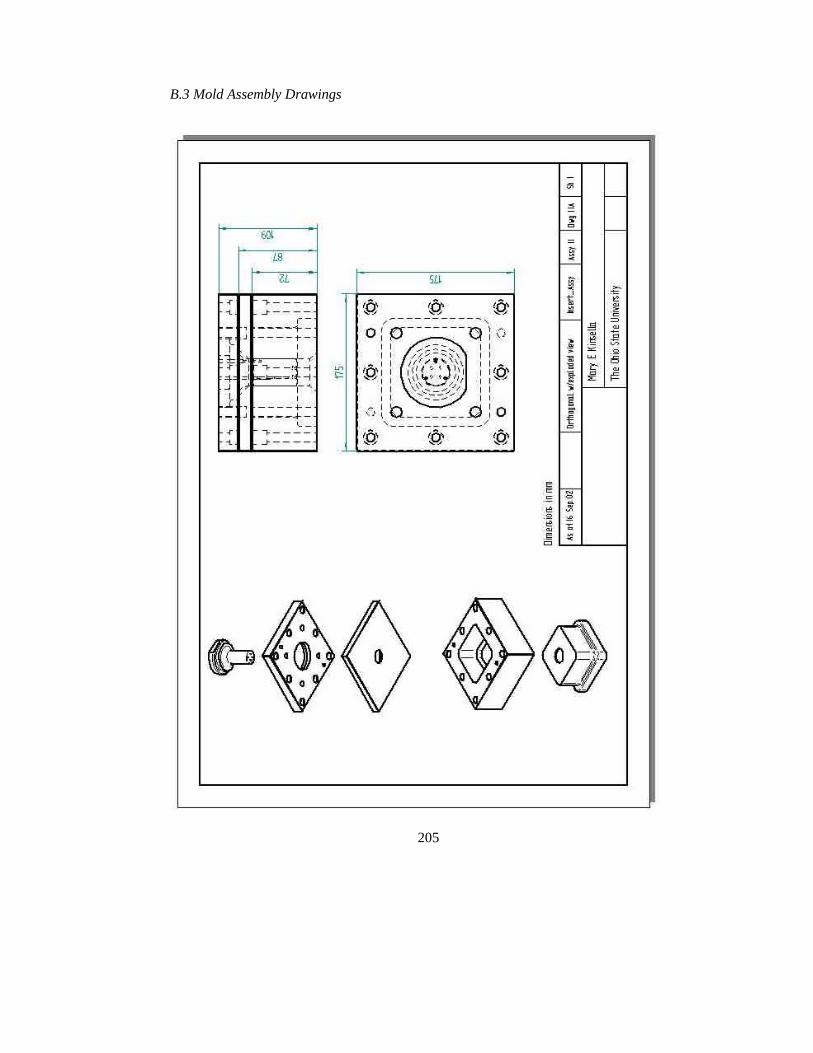
205
B.3 Mold Assembly Drawings
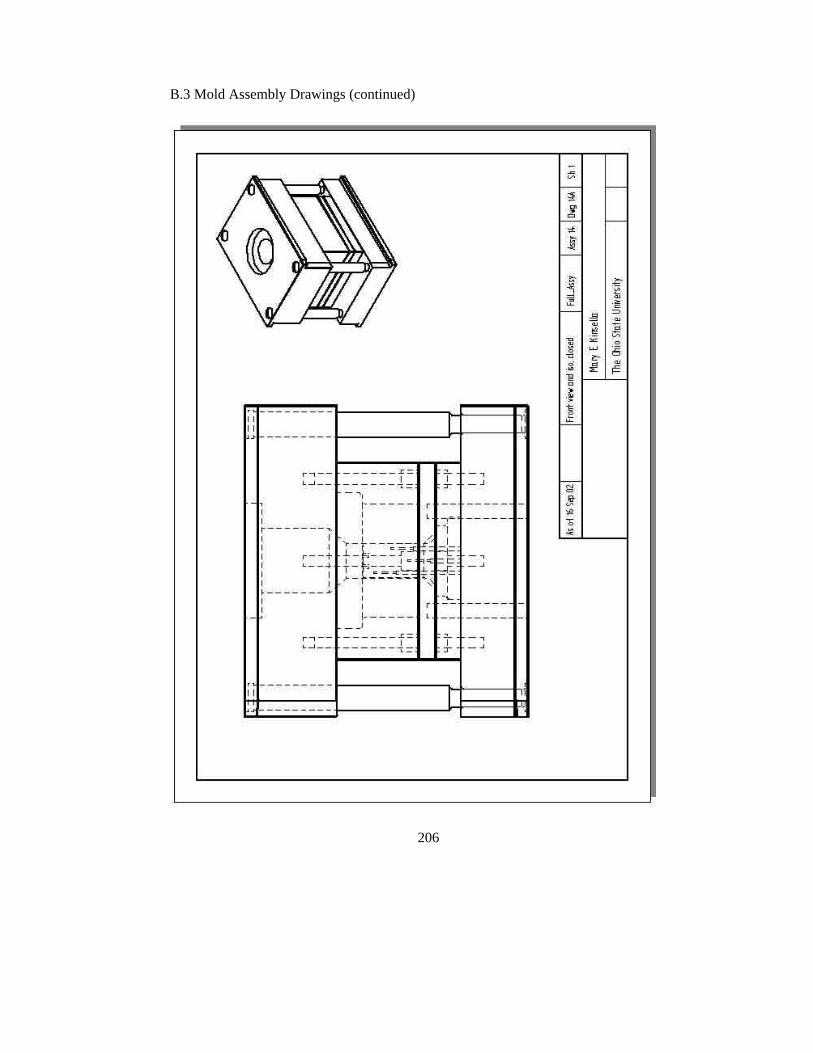
206
B.3 Mold Assembly Drawings (continued)