

Module II Introduction to Liquid Penetrant Testing
43
Transcript of Module II Introduction to Liquid Penetrant Testing


Module IIIntroduction to Liquid Penetrant Testing
5/30/18 Hareesh K ,AP ME,DOME,VAST 1
Hareesh K NairAssistant Professor
Department of Mechanical Engineering
Downloaded from Ktunotes.in

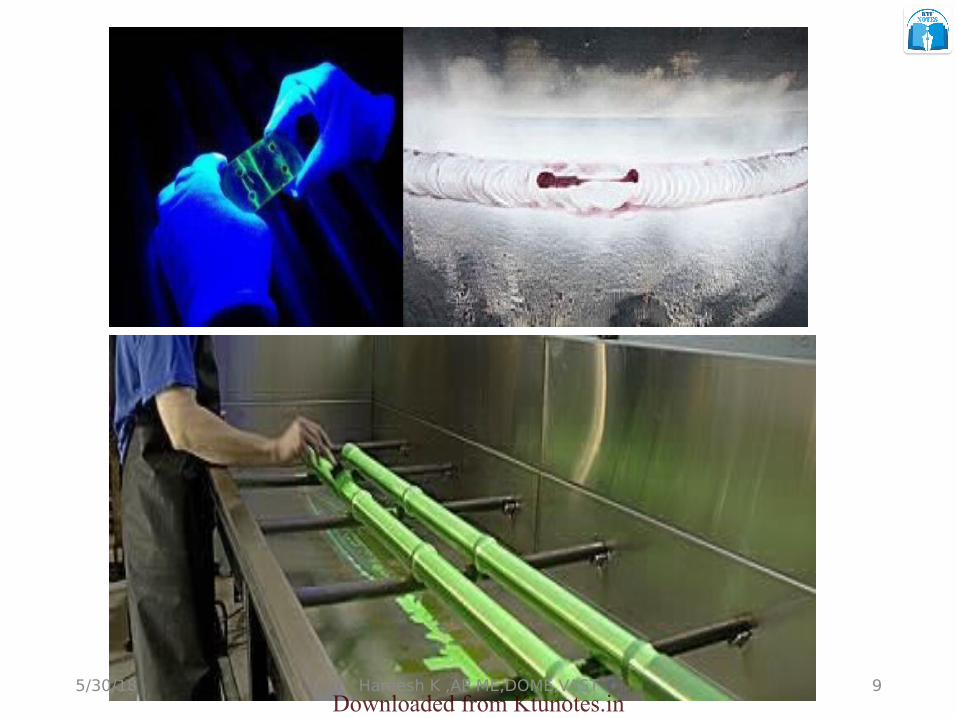
Liquid Penetrant Testing
• Liquid penetrant inspection is one of the oldest and most widely used non destructive testing methods. It is also called as dye penetrant inspection.
5/30/18 Hareesh K ,AP ME,DOME,VAST 2Downloaded from Ktunotes.in
Liquid Penetrant Testing (continue)
• Penetrant testing can be applied to most of materialsincluding metallic and non metallic objects
• Metallic materials include aluminum, magnesium, titanium, cast iron,stainless steel, powdered metal products, copper, brass, bronze, etc.
• Non metallic materials include ceramics, plastic, moldedrubber, composites, glass, etc.• Penetrant testing can’t be applied on a porous surface
5/30/18 Hareesh K ,AP ME,DOME,VAST 3Downloaded from Ktunotes.in
Penetrant Testing History• Penetrant first used in 1900s to detect cracks in locomotive parts
• The method was called oil and whiting• The method used dirty lubricating oil that was thinned with kerosene followed
by application of chalk coating which absorbed oil from the cracks
• In 1940s fluorescent or visible dye was added to the oil
5/30/18 Hareesh K ,AP ME,DOME,VAST 4Downloaded from Ktunotes.in
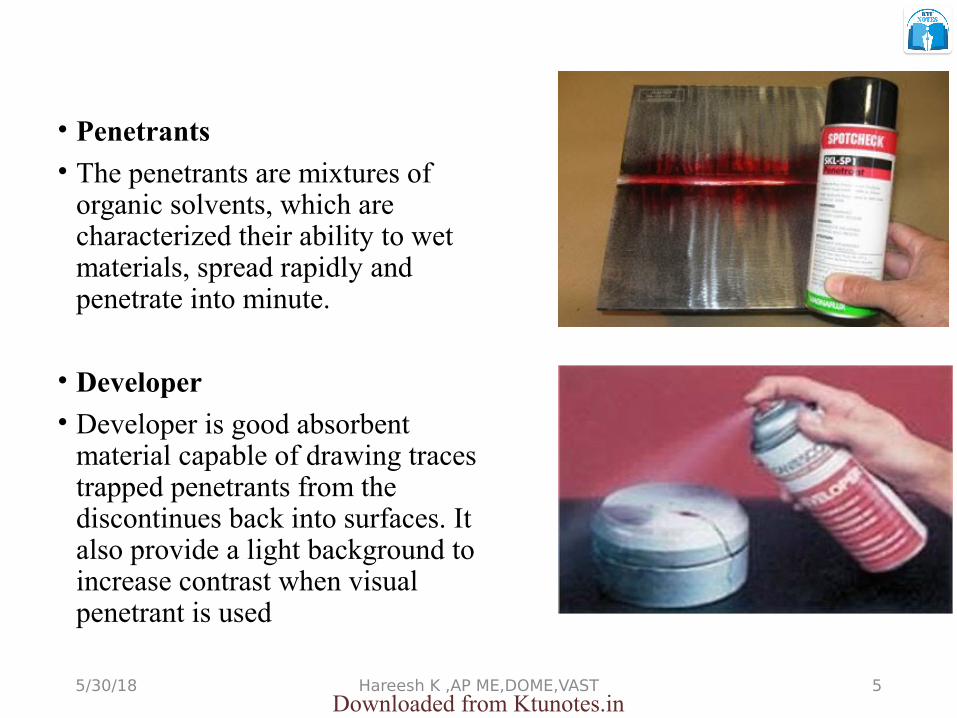
• Penetrants• The penetrants are mixtures of
organic solvents, which are characterized their ability to wet materials, spread rapidly and penetrate into minute.
• Developer• Developer is good absorbent
material capable of drawing traces trapped penetrants from the discontinues back into surfaces. It also provide a light background to increase contrast when visual penetrant is used
5/30/18 Hareesh K ,AP ME,DOME,VAST 5Downloaded from Ktunotes.in
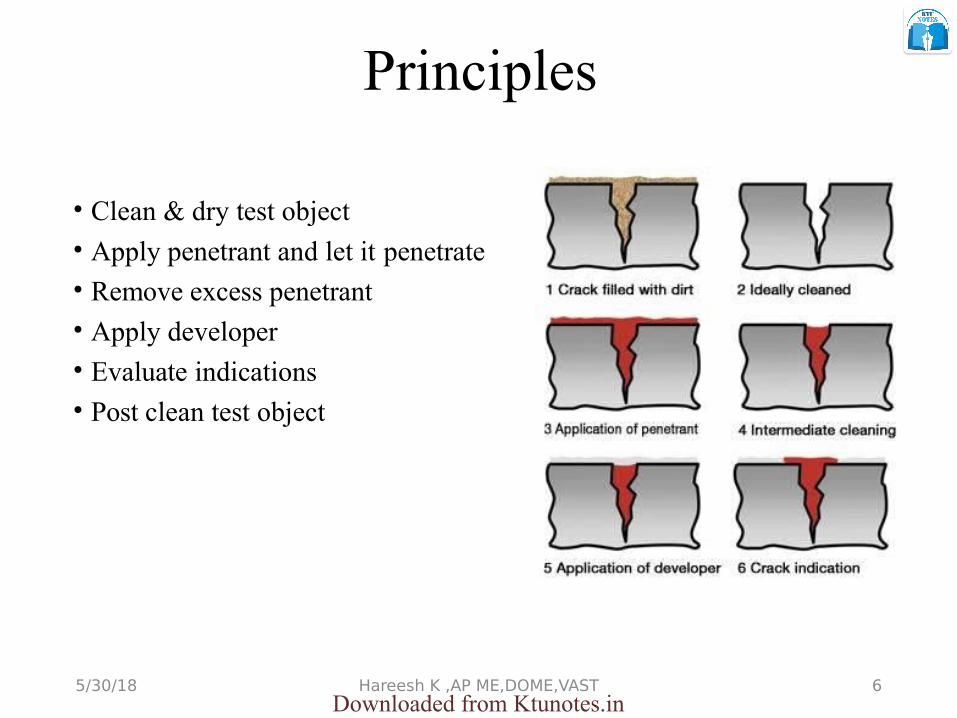
Principles
• Clean & dry test object
• Apply penetrant and let it penetrate• Remove excess penetrant
• Apply developer
• Evaluate indications
• Post clean test object
5/30/18 Hareesh K ,AP ME,DOME,VAST 6Downloaded from Ktunotes.in
Types of Penetrants
• Basically Penetrants are classified as Based on
1. Physical Properties i) Fluorescent Penetrantsii) Visual penetrants
i) Fluorescent penetrants are generally green in colour and they contain dye that glow brightly when exposed to UV lights
ii) Visual penetrants are usually red in colour that provide high contrast against the white developer background
5/30/18 Hareesh K ,AP ME,DOME,VAST 7Downloaded from Ktunotes.in
2. Based on removal technique
i) Solvent removable
Ii)Water washable
Iii)Post emulsifiable
i) Solvent Removable
In this method , Penetrants are removed by wiping with a cloth dampened with solvent
5/30/18 Hareesh K ,AP ME,DOME,VAST 8Downloaded from Ktunotes.in
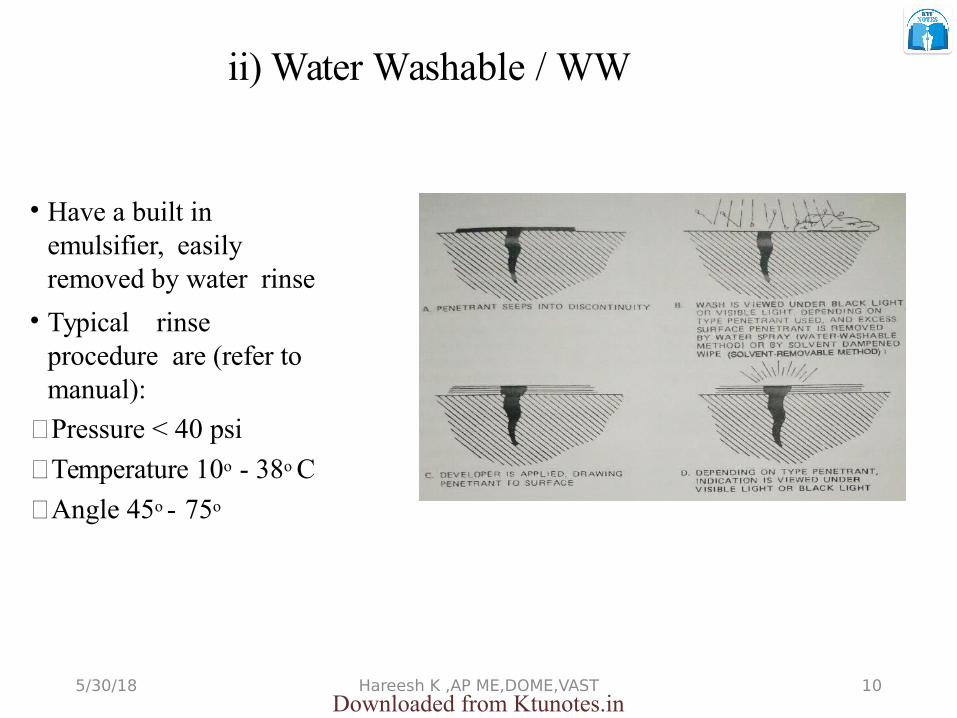
ii) Water Washable / WW
• Have a built in emulsifier, easily removed by water rinse
• Typical rinse procedure are (refer to manual):
Pressure < 40 psi
Temperature 10o - 38o C
Angle 45o - 75o
5/30/18 Hareesh K ,AP ME,DOME,VAST 10Downloaded from Ktunotes.in

iii) Post Emulsifiable / PE
• Not contain emulsifying agent, not soluble in water• Emulsifier applied to remove excess
penetrant by dipping, spraying, or flowing• Emulsifier dwell time is 1 - 4
minutes• Penetrant – emulsifier mixture
isremoved by water rinse
• There
are 2 types of emulsifier,lipophilic and hydrophilic
5/30/18 Hareesh K ,AP ME,DOME,VAST 11Downloaded from Ktunotes.in
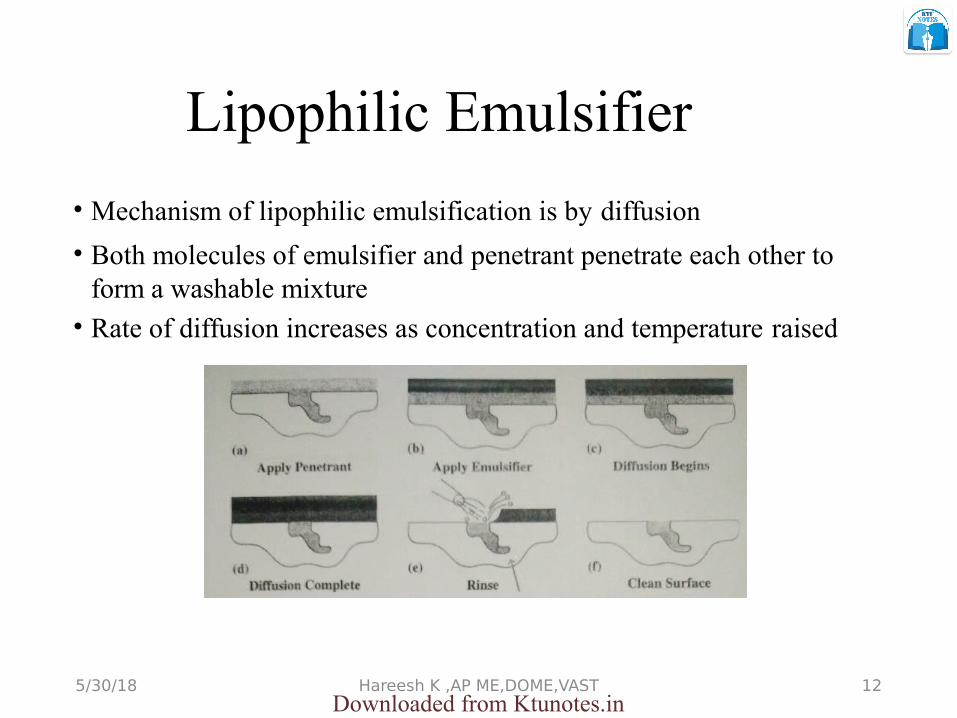
Lipophilic Emulsifier
• Mechanism of lipophilic emulsification is by diffusion
• Both molecules of emulsifier and penetrant penetrate each other to form a washable mixture• Rate of diffusion increases as concentration and temperature raised
5/30/18 Hareesh K ,AP ME,DOME,VAST 12Downloaded from Ktunotes.in

Hydrophilic Emulsifier
• Is a water based solution, mixture of chemical called surfactant
• Works based on principle of peeling the penetrant
• Need pre-rinsing prior to emulsifier application to help remove 60 – 80 % penetrant and provide an even surface• Applied by immersion or spraying
5/30/18 Hareesh K ,AP ME,DOME,VAST 13Downloaded from Ktunotes.in

3 Based on Strength Indication
• i) Level ½- Ultra Low sensitivity• ii) Level 1- Low Sensitivity• iii) Level 2- Medium Sensitivity• Iv) Level 3- High Sensitivity• V) Level 4- Ultra High Sensitivity
5/30/18 Hareesh K ,AP ME,DOME,VAST 14Downloaded from Ktunotes.in

Properties of Good penetrant1. Capillarity
It is the ability of a liquid to flow in narrow spaces without the assistance of external forces. This property helps the penetrant to fill a void.
5/30/18 Hareesh K ,AP ME,DOME,VAST 15Downloaded from Ktunotes.in

Contact AngleAngle formed by the solid-liquid interface and liquid – vapour interface measured from the side of a liquid is called contact angle.
Mostly the liquid penetrant has contact angle of 0deg
5/30/18 Hareesh K ,AP ME,DOME,VAST 16Downloaded from Ktunotes.in
3. Viscosity• Viscosity is the internal resistance of a liquid to
flow. The penetrants with less viscosity fill the cracks in time
5/30/18 Hareesh K ,AP ME,DOME,VAST 17Downloaded from Ktunotes.in

4. Surface Tension• Surface tension is nothing but wetting capability of
a liquid. Penetrant should have good wetting capability to spread over the surface
5/30/18 Hareesh K ,AP ME,DOME,VAST 18Downloaded from Ktunotes.in
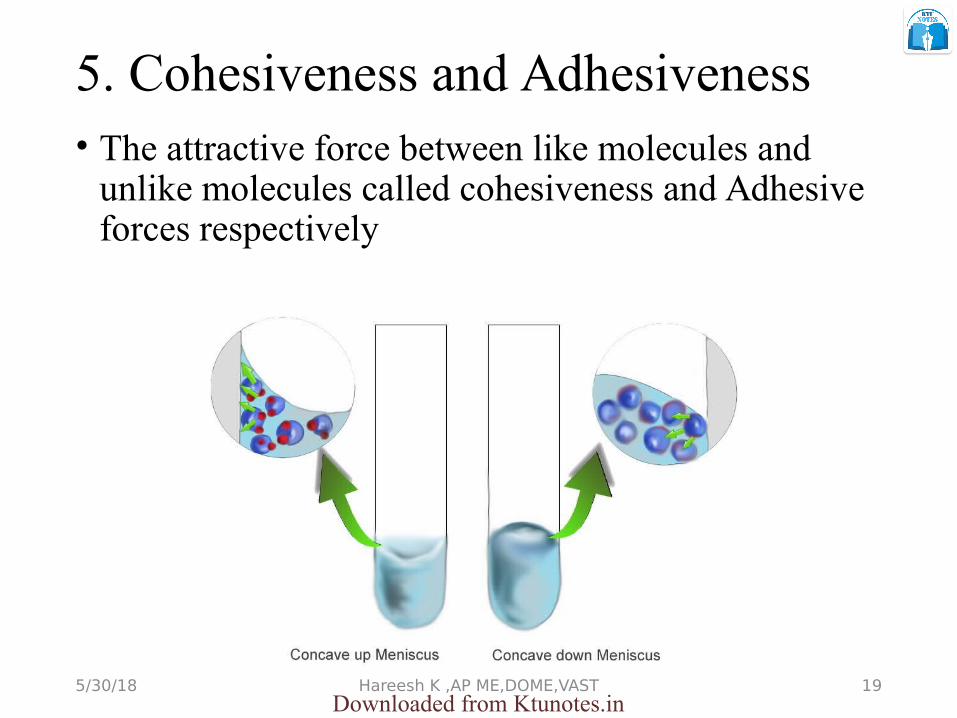
5. Cohesiveness and Adhesiveness• The attractive force between like molecules and
unlike molecules called cohesiveness and Adhesive forces respectively
5/30/18 Hareesh K ,AP ME,DOME,VAST 19Downloaded from Ktunotes.in
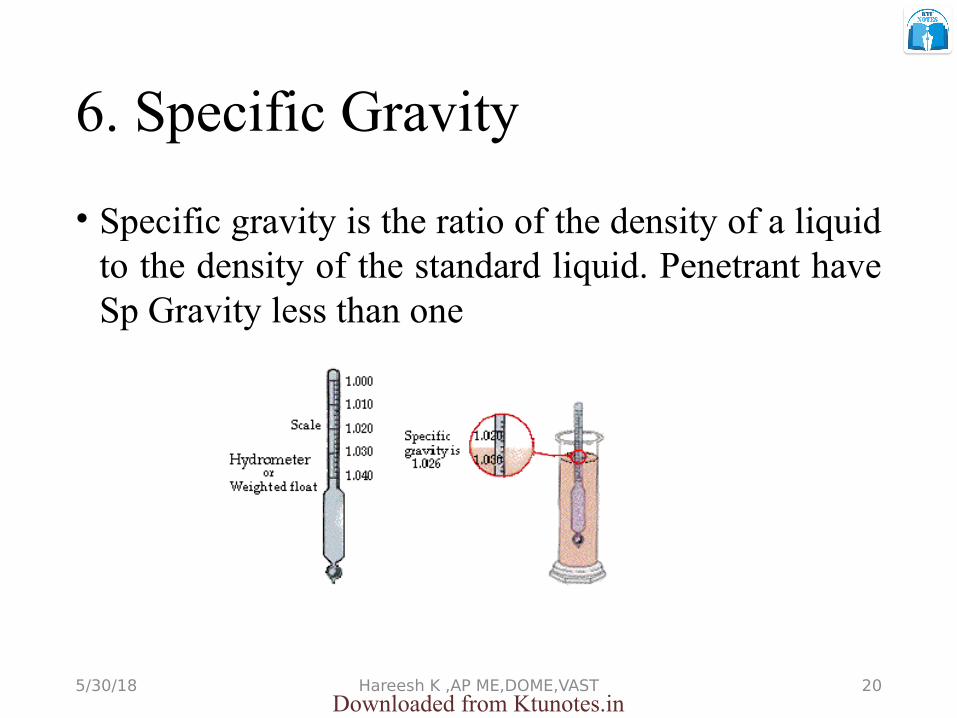
6. Specific Gravity
• Specific gravity is the ratio of the density of a liquid to the density of the standard liquid. Penetrant have Sp Gravity less than one
5/30/18 Hareesh K ,AP ME,DOME,VAST 20Downloaded from Ktunotes.in
7.Non-Flammable
8.Volatility
Tendency of a substance to evaporate at normal temperature is called volatility
9. Removability
5/30/18 Hareesh K ,AP ME,DOME,VAST 21Downloaded from Ktunotes.in

Characteristics of Good Penetrants
• It should spread easily over the surface being inspected• It should be easily drawn into discontinuities by capillary action• It should not be harmful to the inspector or the material being
tested• It should possess high indicating capability• It should remain in fluid state• It should Possess less dwell time• It should not affect the physical and chemical properties of the
testing material• It should be cohesive, Adhesive and relatively low in cost
5/30/18 Hareesh K ,AP ME,DOME,VAST 22Downloaded from Ktunotes.in
Properties of Good developer
• It should have good absorption characteristics• It should have a good contrast background• It should be able to uniformly cover the surface with
the thin smooth Coating• It should be chemically inert with test material • It should provide a good contrast background for
bright and clean indications• It should be non toxic• It should be easy to remove after inspection
5/30/18 Hareesh K ,AP ME,DOME,VAST 23Downloaded from Ktunotes.in
Types of Developers
1. Dry Powder Developers
2. Water Suspendable developers
3. Water soluble developers
4. Non-aqueous developers
5/30/18 Hareesh K ,AP ME,DOME,VAST 24Downloaded from Ktunotes.in

1 Dry Powder Developers
• It is a mix of light feathery powder that clumps where penetrant bleeds back to the surface in order to produce very defined indications
5/30/18 Hareesh K ,AP ME,DOME,VAST 25Downloaded from Ktunotes.in
2 Water- Suspendable Developer
• Water suspendable developers consist of insoluble developers particles suspended in water. Water suspendable developers require frequent stirring to keep the particle from setting out of suspension
5/30/18 Hareesh K ,AP ME,DOME,VAST 26Downloaded from Ktunotes.in

3. Water Soluble developer• Water soluble developer is a crystalline powder that
forms a clear solution when mixed with water.• The solution recrystallizes on the suraface when the
water is drained
5/30/18 Hareesh K ,AP ME,DOME,VAST 27Downloaded from Ktunotes.in
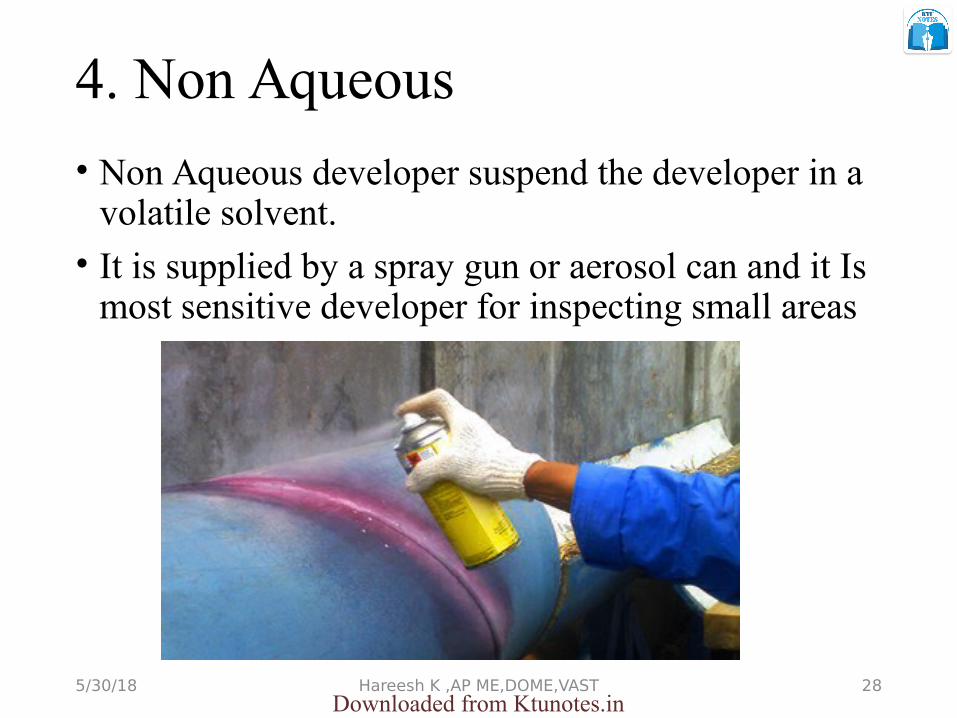
4. Non Aqueous
• Non Aqueous developer suspend the developer in a volatile solvent.• It is supplied by a spray gun or aerosol can and it Is
most sensitive developer for inspecting small areas
5/30/18 Hareesh K ,AP ME,DOME,VAST 28Downloaded from Ktunotes.in

Basic Processing Steps of a Liquid Penetrant Inspection1. Pre-clean part.
This can range from grinding and wire brushing to merely wiping the part with a rag moistened with the cleaner/ remover. The surface needs to be free of dirt, rust, scale, paint, oil, and grease, and be smooth enough to wipe off the penetrant without leaving residue
5/30/18 Hareesh K ,AP ME,DOME,VAST 29Downloaded from Ktunotes.in

2. Penetrant Application:
Once the surface has been thoroughly cleaned and dried, the penetrant material is applied by spraying, brushing, or immersing the part in a penetrant bath
5/30/18 Hareesh K ,AP ME,DOME,VAST 30Downloaded from Ktunotes.in
3. Penetrant Dwell:
The penetrant is left on the surface for a sufficient time to allow as much penetrant as possible to be drawn from or to seep into a defect. Penetrant dwell time is the total time that the penetrant is in contact with the part surface. Dwell times are usually recommended by the penetrant producers or required by the specification being followed. The times vary depending on the application, penetrant materials used, the material, the form of the material being inspected, and the type of defect being inspected for. Minimum dwell times typically range from five to 60 minutes. Generally, there is no harm in using a longer penetrant dwell time as long as the penetrant is not allowed to dry. The ideal dwell time is often determined by experimentation and may be very specific to a particular application.
5/30/18 Hareesh K ,AP ME,DOME,VAST 31Downloaded from Ktunotes.in

4. Excess Penetrant Removal: This is the most delicate part of the inspection procedure because the excess penetrant must be removed from the surface of the sample while removing as little penetrant as possible from defects. Depending on the penetrant system used, this step may involve cleaning with a solvent, direct rinsing with water, or first treating the part with an emulsifier and then rinsing with water
5/30/18 Hareesh K ,AP ME,DOME,VAST 32Downloaded from Ktunotes.in
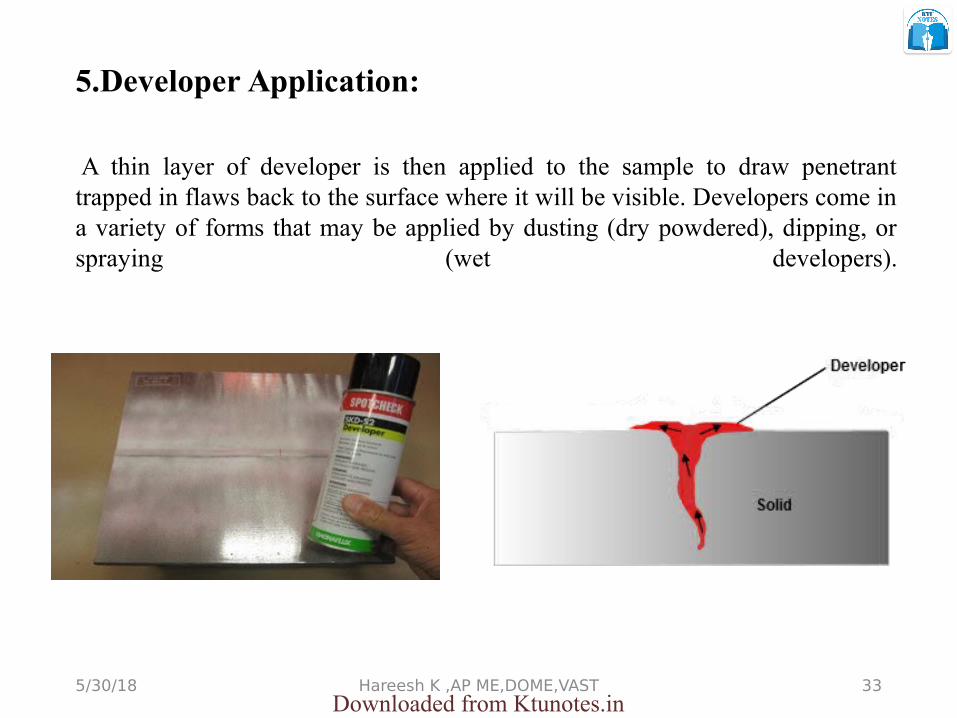
5.Developer Application:
A thin layer of developer is then applied to the sample to draw penetrant trapped in flaws back to the surface where it will be visible. Developers come in a variety of forms that may be applied by dusting (dry powdered), dipping, or spraying (wet developers).
5/30/18 Hareesh K ,AP ME,DOME,VAST 33Downloaded from Ktunotes.in
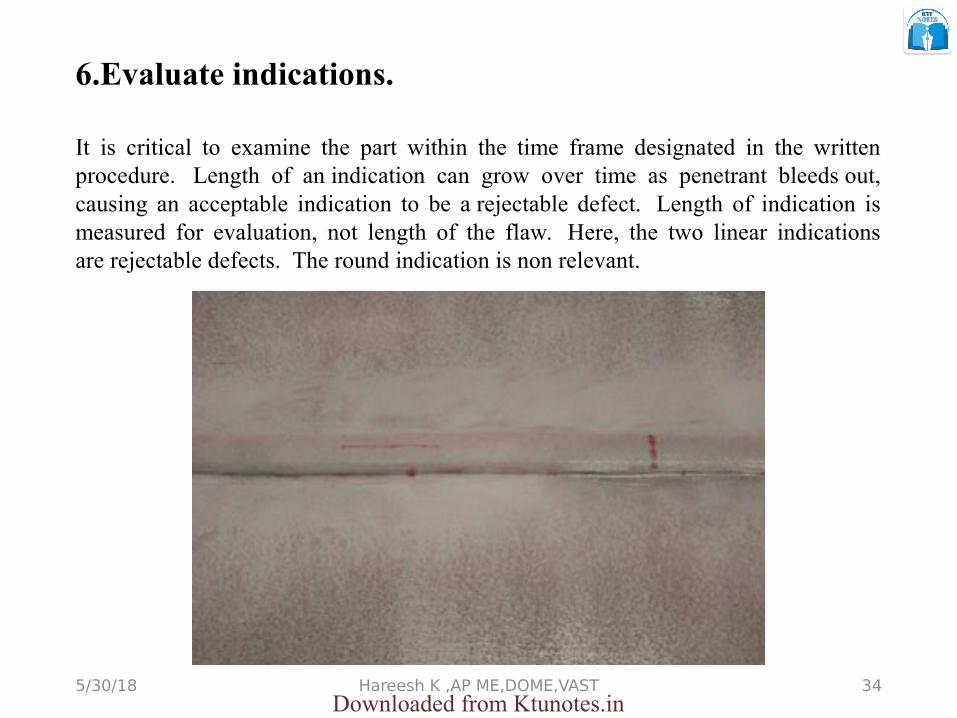
6.Evaluate indications.
It is critical to examine the part within the time frame designated in the written procedure. Length of an indication can grow over time as penetrant bleeds out, causing an acceptable indication to be a rejectable defect. Length of indication is measured for evaluation, not length of the flaw. Here, the two linear indications are rejectable defects. The round indication is non relevant.
5/30/18 Hareesh K ,AP ME,DOME,VAST 34Downloaded from Ktunotes.in
7. Post-clean part.
The part needs to be cleaned to remove all developer after it has been evaluated.
5/30/18 Hareesh K ,AP ME,DOME,VAST 35Downloaded from Ktunotes.in

Penetrant Test MethodsCommonly used penetrant testing methods are
1) Water Washable Method
2) Post Emulsifiable Method
3)Solvent Removable Method
5/30/18 Hareesh K ,AP ME,DOME,VAST 36Downloaded from Ktunotes.in

Interpretation of Results SL NO
Defect Descripton
1 Casting Porosity Spherical surface Indications
2 Casting Cold Shut Dotted lines
3 Cracks Staight continuous surface lines
4 Hot tears Ragged line of variable width
5 Heat treat Cracks Multiple irregular lines
6 Thermal cracks interconnecting lines
7 Lack of fusion Broken line of varying width
8 Fatigue cracks continues line in parts
5/30/18 Hareesh K ,AP ME,DOME,VAST 37Downloaded from Ktunotes.in
False Indications
A false indication is an accumulation of penetrant caused by a drop of penetrant left on the workpiece.
However, there are two conditions which may create accumulations of penetrant that are sometimes confused with the true crack and discontinuities
The first includes indications caused by poor washing and the other one may created where parts press fit to each other.
If a wheel press fit onto a shaft, penetrant will show an indication at the fit line
But these types of indications are easy to identify since they are regular in form and shape
5/30/18 Hareesh K ,AP ME,DOME,VAST 38Downloaded from Ktunotes.in
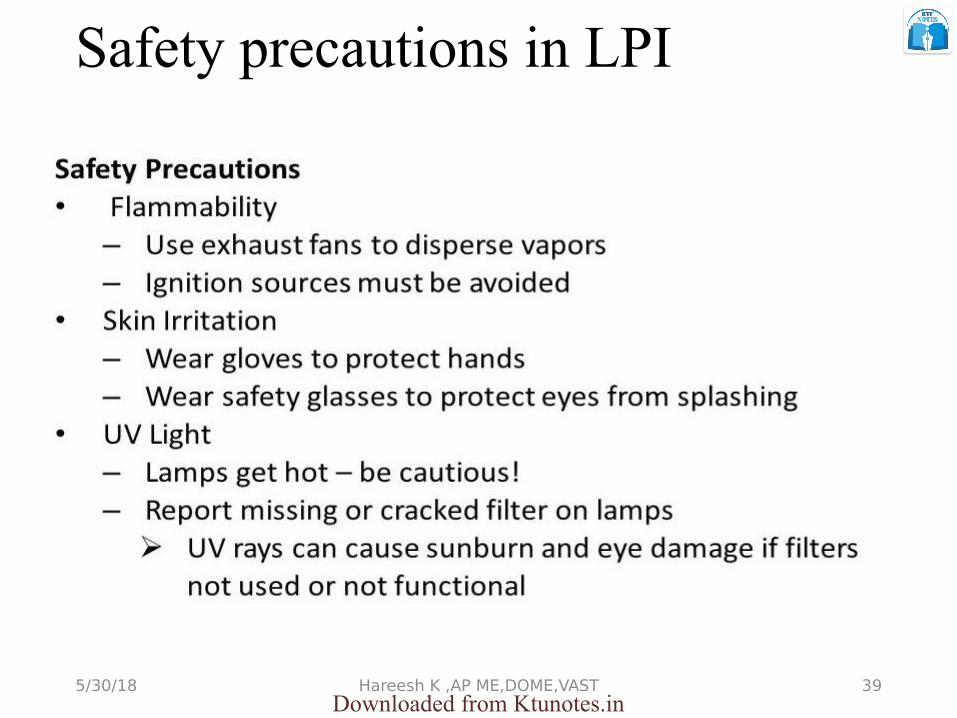
Safety precautions in LPI
5/30/18 Hareesh K ,AP ME,DOME,VAST 39Downloaded from Ktunotes.in

Typical applications of Liquid penetrant Inspection
1. Aerospace :Typical Components that are checked by this method include Turbine, rotor disc, blades, aircraft wheels, Casting, forged parts and welded assemblies
2. Automobiles: Many automotive parts particularly aluminium castings and forging including pistons and cylinder heads are subjected to this form of quality checks before assembly
3. Railways: LPI to detect fatigue cracking is also used for the regular in service examination of the bogie frames of railway locomotive and the rolling stock
4. Tool and dies: field drilling rays, drill pipes, castings and drilling equipment's inspected by this methods
5.Inspection on reactors and tank: Tanks, vessels, reactors, piping, dyers in the chemical, petro-chemical industries.
5/30/18 Hareesh K ,AP ME,DOME,VAST 40Downloaded from Ktunotes.in







![Liquid Penetrant Testing[1]](https://static.fdocuments.in/doc/165x107/577ccf951a28ab9e78901793/liquid-penetrant-testing1.jpg)