Modification of Biopolymers Chemistry, Interactions ...
130
Budapest University of Technology and Economics Modification of Biopolymers – Chemistry, Interactions, Structure and Properties Ph. D. Thesis by Balázs Imre Supervisor: Béla Pukánszky Institute of Materials and Environmental Chemistry Chemical Research Center Hungarian Academy of Sciences Laboratory of Plastics and Rubber Technology Department of Physical Chemistry and Materials Science Budapest University of Technology and Economics 2013
Transcript of Modification of Biopolymers Chemistry, Interactions ...

Budapest University of Technology and Economics
Modification of Biopolymers –
Chemistry, Interactions,
Structure and Properties
Ph. D. Thesis
by
Balázs Imre
Supervisor: Béla Pukánszky
Institute of Materials and Environmental Chemistry
Chemical Research Center
Hungarian Academy of Sciences
Laboratory of Plastics and Rubber Technology
Department of Physical Chemistry and Materials Science
Budapest University of Technology and Economics
2013


Contents
1
Contents
Chapter 1 ..................................................................................................................... 5
INTRODUCTION
1.1. Biopolymers ........................................................................................................... 6
1.1.1. Definition, trends .............................................................................................. 6
1.1.2. Types, properties .............................................................................................. 9
1.1.3. Application ..................................................................................................... 10
1.2. Modification of biopolymers ................................................................................ 13
1.2.1. Biopolymer composites .................................................................................. 13
1.2.2. Plasticization .................................................................................................. 14
1.2.3. Physical blending ........................................................................................... 15
1.2.4. Chemical approaches ...................................................................................... 19
1.3. Factors determining the properties of polymer blends ........................................... 19
1.3.1. Miscibility, compatibility ................................................................................ 20
1.3.2. Properties ....................................................................................................... 22
1.4. Compatibilization ................................................................................................. 24
1.4.1. Non-reactive compatibilization ....................................................................... 25
1.4.1. Reactive compatibilization .............................................................................. 27
1.5. Scope ................................................................................................................... 30
1.6. References ........................................................................................................... 32
Chapter 2 ................................................................................................................... 45
ADHESION AND MICROMECHANICAL DEFORMATION PROCESSES IN
PLA/CaSO4 COMPOSITES
2.1. Introduction.......................................................................................................... 45
2.2. Experimental ........................................................................................................ 46
2.3. Results and discussion .......................................................................................... 47
2.3.1. Properties ....................................................................................................... 47
2.3.2. Surface characterization .................................................................................. 51
2.3.3. Interfacial adhesion ........................................................................................ 52
2.3.4. Micromechanical deformations ....................................................................... 54
2.3.5. Discussion ...................................................................................................... 57
2.4. Conclusions.......................................................................................................... 61
2.5. References ........................................................................................................... 61
Chapter 3 ................................................................................................................... 65
INTERACTIONS, STRUCTURE AND PROPERTIES IN POLY(LACTIC ACID)/
THERMOPLASTIC POLYMER BLENDS
3.1. Introduction.......................................................................................................... 65
3.2. Experimental ........................................................................................................ 66

Contents
2
3.3. Results and discussion .......................................................................................... 67
3.3.1. Properties ....................................................................................................... 67
3.3.2. Structure ......................................................................................................... 69
3.3.3. Interactions ..................................................................................................... 71
3.3.4. Miscibility-structure-property correlations ...................................................... 76
3.4. Conclusions ......................................................................................................... 77
3.5. References ........................................................................................................... 77
Chapter 4 ................................................................................................................... 81
COUPLING OF POLY(LACTIC ACID) WITH A POLYURETHANE ELASTOMER
BY REACTIVE PROCESSING
4.1. Introduction ......................................................................................................... 81
4.2. Experimental ........................................................................................................ 81
4.2.1. Materials, sample preparation ......................................................................... 81
4.2.1. Characterization ............................................................................................. 82
4.3. Results and discussion .......................................................................................... 83
4.3.1. Optimization of stoichiometri in reactive processing....................................... 83
4.3.2. Chemical structure of PLA-b-PU copolymers ................................................. 87
4.3.3. Structure ......................................................................................................... 88
4.3.4. Properties ....................................................................................................... 91
4.4. Conclusions ......................................................................................................... 91
4.5. References ........................................................................................................... 92
Chapter 5 ................................................................................................................... 95
INTERACTIONS, STRUCTURE AND PROPERTIES ON POLY(LACTIC AC-
ID)/POLYURETHANE BLENDS PREPARED BY REACTIVE PROCESSING
5.1. Introduction ......................................................................................................... 95
5.2. Experimental ........................................................................................................ 95
5.3. Results and discussion .......................................................................................... 96
5.3.1. Reactive processing ........................................................................................ 96
5.3.2. Structure ......................................................................................................... 97
5.3.3. Properties ..................................................................................................... 100
5.3.4. Interfacial interactions .................................................................................. 103
5.4. Conclusions ....................................................................................................... 105
5.5. References ......................................................................................................... 106
Chapter 6 ................................................................................................................. 107
THE EFFECT OF CATALYST CONCENTRATION ON THE GRAFTING OF
CELLULOSE ACETATE WITH ε-CAPROLACTONE BY REACTIVE
PROCESSING
6.1. Introduction ....................................................................................................... 107

Contents
3
6.2. Experimental ...................................................................................................... 108
6.3. Results and discussion ........................................................................................ 109
6.3.1. Reactive processing ...................................................................................... 109
6.3.2. Chemical structure ........................................................................................ 112
6.4. Conclusions........................................................................................................ 116
6.5. References ......................................................................................................... 117
Chapter 7 ................................................................................................................. 119
SUMMARY
LIST OF SYMBOLS ................................................................................................ 123
ACKNOWLEDGEMENT......................................................................................... 125
PUBLICATIONS...................................................................................................... 126

Contents
4

Introduction
5
Chapter 1
Introduction1,2 The increasing environmental awareness of the society has become an im-portant factor in recent decades affecting legislation, commerce and industry as well as research and development to a great extent [1-8]. The same trend can be observed in polymer industry as well, as the production and use of biopolymers increases continu-ously with a very high rate thus all information on these materials is very important. Biopolymers often have inferior properties compared to commodity polymers. Modifi-cation is a way to improve properties and achieve property combinations required for specific applications. One technique is the incorporation of fillers and reinforcements, thus providing various biocomposites. Most studies focus on the potential use of natural lignocellulosic fibers, i.e. wood flour, sisal, flax, etc. into both conventional and biopol-ymers, although using conventional, mineral fillers is also of high importance. Interfa-cial interactions play a crucial role in the determination of composite properties, affect-ing structure and micromechanical deformation processes to a great extent, thus investi-gation and modification of these is in the focus of scientific interest. Biopolymers can also be modified by blending which allows considerable improvement in the impact resistance of brittle polymers. However, further study is needed on the miscibility-structure-property relationships of these materials to utilize all potentials of the approach. If possible, interactions are even more important in blends than in other heterogeneous polymeric materials since they determine the mutual solu-bility of the phases, the thickness and properties of the interphase formed during blend-ing and the structure of the blend. As a consequence, the proper, and possibly quantita-tive, characterization of interaction is of utmost importance for the prediction of blend properties. In spite of the polar character of biopolymers, often compatibilization is needed to achieve the properties required for a specific application. Different strategies include various reactive and non-reactive approaches. In the case of non-reactive methods, mostly amphiphilic compounds, like block-copolymers are used for the compatibiliza-tion of blends, while surface modification of the filler is a common way of altering interfacial adhesion in polymer composites. The chemical structure of biopolymers, however, opens up possibilities to their reactive modification. Copolymerization, graft-ing, trans-esterification, the use of reactive coupling agents have all been utilized with success to achieve polymers, blends and composites with improved properties. The investigation of interactions, structure and properties in various polymer based systems is the main area of expertise of the Laboratory of Plastics and Rubber
1 Imre B, Pukánszky B. Recent advances in bio-based polymers and composites: Preface to the BiPoCo 2012 Special Section. Eur Polym J 2013; In Press 2 Imre B, Pukánszky B. Compatibilization in bio-based and biodegradable polymer blends. Eur Polym J 2012; In Press

Chapter 1
6
Technology at Budapest University of Technology and Economics (BME) and the asso-ciated Department of Polymer Chemistry and Physics at the Institute of Materials and Environmental Chemistry, Research Centre for Natural Sciences, HAS. Following the international trends in polymer science and industry, several projects related to biopol-ymers and other bio-based materials have been started at the Laboratory in recent years, and we aim to advance further in this direction. This thesis presents a further step in this way, focusing on the interaction and structure in heterogeneous biopolymer systems as well as their modification by physical and reactive means. 1.1 Biopolymers 1.1.1 Definition, trends Following a mild decline as a result of the 2008 financial crisis, the production of plastics increases continuously, and in 2010, it reached the value of 265 Mt world-wide and 57 Mt in Europe [8]. In the same year, European plastics converters processed 46.4 million tonnes into products, approximately 40 % of these being short service life applications, mainly for packaging purposes, resulting in 24.7 Mt of post-consumer waste [8]. Not surprisingly, the related environmental concerns have also increased in recent decades strengthening efforts to reduce the ecological effect of polymeric materi-als. In 2009, for the first time in Europe, the amount of plastics waste utilized exceeded the amount going into landfills. This favorable tendency continued in the next year as well with 6 Mt being recycled into new products, 8.3 Mt converted into energy and 10.4 Mt deposited in landfills [8]. For the treatment of certain waste streams, however, com-posting proved to be the most advantageous method [9], thus biodegradable and com-postable polymers have also found application in various fields. Although the time-scale of the process is often disputed, a consensus has been reached regarding the prospective depletion of petrochemical feedstock [10, 11]. Simi-larly to other areas, the plastics industry started looking for alternative sources of raw materials in the last few decades, and considerable interest is shown in natural, renewa-ble solutions. Bio-based polymers, i.e. polymers produced from renewable feedstock, biomass in general, might replace fossil sources and also have considerable environ-mental benefits like decreased carbon-dioxide emission. The term "biopolymer" is used in several different ways depending on the application area. The generally accepted definition covers polymers that belong to the abovementioned categories, i.e. are either renewable-based, biodegradable or both. Natural polymers represent a specific class of materials among polymers based on natu-ral resources. These occur in nature as macromolecules and we also include the physi-cally or chemically modified natural polymers into this category. Typical examples are cellulose, hemicelluloses, lignin, silk and starch. Another class of materials consists of the natural-based or bio-based synthetic polymers, the monomers of which are derived from renewable resources. The conditions for the determination of the bio-based content of polymeric materials are described in the European standard CEN/TS 16295:2012. The approach is based on the amount of bio-based carbon as a fraction of the total or-ganic carbon content. Legislative details and exact protocols for the determination,

Introduction
7
however, must be elaborated in the future. Poly(lactic acid) (PLA) as well as bio-based conventional polymers like polyethylene (PE), poly(ethylene terephatalate) (PET) and polyamide (PA) belong to this category, while bacterial polyesters can be considered both natural and natural based materials, since the polymer is produced by bacterial fermentation, although in an industrial process. Biodegradability, on the other hand, is independent of the categories mentioned above, thus biodegradable polymers are not necessarily of natural origin. Every polymer degrades to some extent on a certain time-scale depending on environmental conditions. However, precise definition of this characteristic is needed to obtain a useful description of polymer degradation. According to the related standard (CEN/TR 15932:2010), those polymers can be called degradable in which degradation results in the decrease of molecular weight through chain scission in the backbone and degradation goes to completion, i.e. the end products are low molecular weight com-pounds and biomass (mineralization and bioassimilation). Neither the mechanism of chain scission nor the environmental effect of the end-products is considered. In biodegradable polymers, on the other hand, chain scission is caused by cell (human, animal, fungi, etc.) activity, thus it is an enzymatic process, although it is usu-ally accompanied and promoted by physicochemical phenomena as well. The two types of processes, i.e. physical and enzymatic, cannot be distinguished and/or separated in general, their combined effect leads to the complete degradation of the polymer (CEN/TR 15932:2010). The laboratory evaluation and testing of the biodegradability of polymeric materials is well defined in European standards (EN ISO 14851:2004, EN ISO 14852:2004, EN ISO 17556:2004, EN ISO 14855-1:2007/AC:2009, EN ISO 14855-2:2009). The tests are based either on the measurement of oxygen demand or on the amount of carbon dioxide evolved in the process. It is worth to note that most poly-mers containing various agents promoting degradation (oxo-biodegradable polymers) [12, 13] cannot be considered biodegradable according to the standards mentioned above. Although their fragmentation and disintegration might take place, degradation is never complete among the testing conditions which simulate natural environments (soil, water, compost). The environmental effect of the residual high molecular weight frac-tions is not satisfactorily described, and thus gives cause for serious concern. Conse-quently, these agents might help to solve the esthetic problems of pollution, but not the basic issue arising from the slow degradation of synthetic polymers. The use of such plastics had been widespread and encouraged in the past by imperfect legislation. Early standards (ASTM D3826 – 98(2008)) determined a certain decrease of tensile strength as the condition of degradability, which can be easily achieved by using pro-oxidants, for instance, without any real environmental advantage. Unlike biodegradability, the determination of compostability relies on a very practical approach (EN ISO 14995:2006, EN ISO 13432:2000/AC:2005). Compostable materials have to show a high degree of biodegradation and disintegration (EN ISO 20200:2005) on a limited time-scale among composting conditions, without any harm-ful effect on the composting process or compost quality. Furthermore, the related stand-ards refer to the compostability of the whole product and not that of the components (EN ISO 13432:2000/AC:2005), thus several factors, like the effect of different fillers

Chapter 1
8
on the degradation rate of biopolymers [14] have to be considered here. Legislation supporting plastic products with more advantageous environmental impact is more and more based on compostability; a favorable change considering that from the practical point of view degradability is only beneficial, if a product is also composted. In a land-fill, even the degradation of natural materials such as paper and cardboard tends to be very slow. On the other hand, the physical recyclability of biodegradable polymers is often hindered by the considerable decrease of molecular weight during their melt state reprocessing. For example, poly(lactic acid), and most polyesters are prone to intra- and intermolecular transesterification and hydrolysis during multiple processing cycles [15]. The controlled solvolysis – hydrolysis or alcoholysis – of polyesters, i.e. chemical recy-cling, however, might be a convenient way to convert plastic waste into valuable mon-omers and other feedstock chemicals [16]. Consequently, biodegradability and com-postability are not always favorable, although they might be advantageous and should be applied for the management of certain plastic waste, e.g. from food packaging or agriculture [9]. However, the attention must be called here to the fact that selective collection and proper separation of waste streams is a basic condition of their successful treatment and utilization.
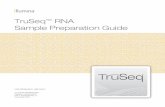
Fig. 1.1 Worldwide biopolymer production capacities in 2010 according to polymer
type [17]
The global production capacity of biopolymeric materials shows dynamic

Introduction
9
growth [17,18]. Both environmental concerns and market trends stand behind this ten-dency, since with increasing oil prices, conventional polymers will become more and more expensive. Not surprisingly, replacement of fossil feedstocks with renewable ones is one of the main endeavors of modern plastics industry. Consumer expectations cannot be neglected either, since many customers take into consideration the environmental effect of the products they buy. The ratio of biodegradable polymers compared to non-degradable bio-based types has also increased recently [17]. One of the reasons leading to this trend might be the considerable changes in legislation related to compostable products in recent years. Long-term predictions, however, forecast the dominance of non-degradable biopolymers [17]. The relative importance of bio-based and biode-gradable grades in polymer production might further increase in the future as production technology improves and becomes more cost-effective. According to various estimates, only less than 4 % of world biomass is utilized by humanity, the majority for food-related, while only a fraction for chemical applications and plastics production [18] indicating that tremendous room exists for the further increase of capacity yet.
b) poly(lactic acid)
F OF
R O
nm
a) polyhydroxyalkanoates
poly(β-hydroxyalkanoate)s m = 1
poly(3-hydroxybutirate) R: -CH3
poly(3-hydroxyvaleriate) R: -C2H5
OOH
OH
O
O
OCH2OH
OH
OH
OF
OCH2OH
OH
OH
OF
OCH2OH
OH
OH
OCH2OH
OH
OH
OFc) amylose
d) amylopectin
OCH2OH
OH
OH
F OF
n
O
O
CH3
n
Fig. 1.2 The chemical structure of the most important biopolymers: a) polyhydroxyal-
kanoates; b) poly(lactic acid); c,d) the main components of starch, amylose and amylopectin, respectively
1.1.2 Types, properties Fig. 1.1 presents worldwide biopolymer production capacities according to polymer type [17] indicating that starch and its blends, poly(lactic acid) and various

Chapter 1
10
types of polyhydroxyalkanoates (PHAs) (Fig. 1.2) are of the highest importance among bio-based and biodegradable polymers. The production of conventional polymers such as PE or PET based on renewable resources also gains more and more importance. These are not biodegradable, but their performance is the same as that of their fossil-based counterparts, thus bio-based conventional polymers might present a viable alter-native, if they become cost competitive in the future. Based on company announcements, by 2020 the most important bio-based polymers will be starch (1.3 Mt), PLA (0.8 Mt), PHAs (0.4 Mt) and bio-based PE (0.6 Mt) [18]. In this section, however, we focus our attention on the most significant bi-opolymers which are both bio-based and biodegradable, i.e. starch, PLA, poly(3-hydroxybutyrate) (PHB) and their blends. While the stiffness and strength of these are usually large, their application is often limited by processability, sensitivity to water and low impact resistance. In the case of starch, one of the most abundant biopolymers, these deficiencies are generally overcome by plasticization, although other approaches are also common. Poly(lactic acid) received much attention in recent years [19, 20], as one of the most promising alternatives to conventional plastics. Its mechanical proper-ties are comparable to those of polystyrene and it is used in increasing quantities in packaging applications, as a consequence [21]. On the other hand, several drawbacks limit its widespread use like processing difficulties, low heat resistance and high cost, while its rapid physical ageing results in a brittle material with low impact resistance [22]. The most common representative of PHAs, poly(3-hydroxybutyrate), is also a brittle polymer, as its enzymatic polymerization leads to the formation of macromole-cules with highly ordered stereochemical structure, thus large crystallinity [23]. Eco-nomic aspects are very important as well. Although increasing capacities result in the reliable production and decreasing price of biopolymers, their cost still exceeds that of most commodity polymers. For all these reasons, biopolymers are generally used in modified forms like blends, composites or plasticized grades. The modification of bi-opolymers by blending with other bio-based and/or biodegradable materials has many advantages, since it offers an option to adjust properties in a wide range, while legisla-tion also favors completely compostable materials with minimal carbon-footprint. Quite a few commercial grades exist already, but we must emphasize that successful blends cannot be produced without proper compatibilization. 1.1.3 Application The application of biodegradable polymers is possible and advantageous only in a few areas, mainly in packaging and agriculture, although medical applications of certain types can be also important as described later in this section. The interest in this latter area is large and further increase is expected. As Table 1.1 indicates, commercial grades of fully biopolymer blends have found already application in the former two areas. In short service life applications, the environmental advantage, i.e. the composta-bility of the products is the most important requirement fulfilled by all of these grades. They are mainly starch or PLA based materials modified by blending with different types of polyesters, e.g. polycaprolactone (PCL) or aliphatic-aromatic copolyesters (AAC). For long-term applications, however, degradability is either of secondary im-portance or even disadvantageous, thus several hybrid blends based on starch and

Introduction
11
poly(lactic acid), which contain conventional and biopolymers are present on the mar-ket. In the case of such blends, the renewable content of the raw materials is empha-sized. The progress towards the utilization of renewable feedstock for the production of polymeric materials is a favorable trend irrespectively of the intended application, since the synthesis of several conventional as well as most biodegradable polymers is possible on the basis of feedstock derived from natural resources. Starch is often modified with commodity polymers and polyolefins in particular. As these materials are not com-postable, the real advantage of using such grades is ambiguous. PLA based hybrid sys-tems, on the other hand, are usually developed for applications demanding better per-formance, thus they are generally produced from engineering polymers. The advantage of such materials might be the increased renewable content and even the relative high price of PLA can be better tolerated in these application areas. However, the attention must be called here to the fact that most biopolymer based blends available on the mar-ket are compatibilized. The use of blends containing immiscible and incompatible pol-ymers is impossible otherwise, which again indicates the importance of these tech-niques. Advanced biomaterials, and biopolymer blends in particular, are being used in increasing quantities in biomedical applications in various forms replacing traditional engineering materials, the characteristics of which generally fail to meet the high stand-ards of modern human healthcare. One critical function of biomaterials is biocompati-bility, i.e. to bridge the interface between artificial and biological systems thus promot-ing favorable cellular interactions and tissue development. Ideal biomaterials should also be biodegradable and bioresorbable, easy to be sterilized and non-toxic, which applies to their degradation products as well, while maintaining adequate mechanical and physical properties during their degradation to support the reconstruction of a new tissue without inflammation [24]. Consequently, degradation rate and mechanism should be adjusted exactly to the desired application. Significant areas where advanced biomaterials are applied involve the produc-tion of nano- and microparticles for drug delivery and controlled release applications [25], two-dimensional structures, e.g. membranes for wound dressing [26], porous ma-trices (scaffolds) for tissue engineering purposes, to support cells and promote their proliferation [27]. Such structures generally consist of a responsive layer immobilized on a polymer substrate, the former ensuring adequate biocompatibility and convenient removal of the cells. Although there are innumerous studies related to responsive poly-meric materials, the development and investigation of the substrates are much more neglected areas. These materials have to meet extremely challenging requirements: biocompatibility, tailored mechanical properties, easy sterilization, controllable and interconnected porosity, near-net-shape fabrication and scalability for cost-effective industrial production [28]. Multi-component, heterogeneous polymeric systems, blends [29-31], micro- [28] and nanocomposites [32] play an important role in answering such complex expectations, as the properties of these can be conveniently adjusted with the proper selection of the components and their concentration, processing techniques etc.

Chapter 1
12
Table 1.1 Representative commercial grades and application areas of biopolymer blends Components Targeted application area Brand name Supplier
Bio
poly
mer
ble
nds
starch aliphatic polyesters packaging, agriculture Bionolle Starcla Showa Denko starch aliphatic polyesters packaging Biograde Biograde starch co-polyester consumer goods, packaging, agriculture Terraloy Teknor Apex starch AAC packaging, agriculture Biolice Limagrain starch AAC packaging Compostables Cereplast. starch AAC, PCL consumer goods, packaging, agriculture Mater-Bi Novamont. PLA co-polyester consumer goods, packaging, agriculture Bio-Flex FKuR PLA AAC packaging Compostables Cereplast PLA AAC packaging Ecovio BASF
Hyb
rid b
lend
s
starch PP consumer goods, packaging, automotive Biopropylene Cereplast starch PE, PP packaging Cereloy Eco Cerestech starch PE, PP consumer goods, packaging, coatings Cardia Biohybrid Cardia Bioplastics starch PE, PP packaging Biograde Biograde starch PE, PP, HIPS consumer goods, packaging, agriculture Terraloy Teknor Apex. PLA ABS consumer goods, packaging, electronics Biolloy Techno Polymer PLA PE, PC, PMMA, ABS consumer goods, automotive, electronics RTP 2099 X RTP PLA Engineering thermoplastics consumer goods, automotive, electronics reSound PolyOne

Introduction
13
Natural-based polymers and their blends are frequently studied and applied in the biomedical area [27, 30, 31, 33-35], for these offer the advantage of being similar to biological macromolecules, while their properties are generally comparable with those of the extracellular matrix leading to less inflammation, immunological reactions and toxicity [27]. Many studies aim to combine the biological properties of natural polymers with the favorable thermal and mechanical characteristics of synthetic ones [33-35]. Recent studies include various biomaterials like poly(lactic(acid)/calcium-alginate [30], poly(vinyl alcohol)/gelatin [34], polyurethane/chitin [35] blends. 1.2 Modification of biopolymers Biopolymers have much potential and several advantages, but they possess some drawbacks as well. In spite of increasing production capacity, they are still quite expensive compared to commodity polymers and their properties are also often inferior, or at least do not correspond to the expectation of converters or users. Although natural polymers are available in large quantities and are also cheap, their properties are even farther from those of commodity plastics. To utilize their potentials and penetrate new markets, the performance of bi-opolymers must be increased considerably. Consequently, the modification of these materials is in the focus of scientific research. In order to adjust the properties of bi-opolymers to the intended application, wide varieties of approaches are used for their modification, like plasticization, the incorporation of fillers and reinforcements, blend-ing and impact modification. In contrast to the development of novel polymeric materi-als and new polymerization routes, the preparation of heterogeneous polymeric systems is a relatively cheap and fast method to tailor the properties of plastics. As a result, this approach may play a crucial role in increasing the competitiveness of biopolymers. 1.2.1 Biopolymer composites Biopolymers can be modified by the incorporation of fillers and reinforce-ments, thus providing various biocomposites. The introduction of fillers or reinforce-ments into a polymer matrix results in a heterogeneous system. Under the effect of ex-ternal load heterogeneities induce stress concentration, the magnitude of which depends on the geometry of the inclusions, on the elastic properties of the components and on interfacial adhesion [36, 37]. Heterogeneous stress distribution and local stress maxi-mums initiate local micromechanical deformations, which determine the deformation and failure behavior, as well as the overall performance of the composites, as Renner describes in his comprehensive work [38]. Another factor which must be taken into account during the analysis of micromechanical deformation processes is the interaction of the components [37, 39-42]. Interactions can vary in a wide range both in character and strength. Adhesive interactions created by secondary forces are relatively weak. Coupling may result in covalent bonding between the components. In such cases the quantitative prediction of the strength of interaction is difficult as well as for other inter-action mechanisms like interdiffusion of the coupling agent with the matrix [43]. Although conventional, mineral fillers might also be applied [44] for the modi-

Chapter 1
14
fication of biopolymers, most studies focus on the potential use of natural lignocellulo-sic fibers, i.e. wood flour, sisal, flax, etc. into both conventional and biopolymers [6]. Lignocellulosic reinforcements might present a viable alternative to glass fibers applied traditionally. These biocomposite materials predominantly find applications in the building and automotive industry. Recently, environmental concerns lead to a consider-able spread of renewable-based and biodegradable matrices, many of these based on plant oils, e. g epoxy, alkydic and polyurethane thermosets, as well as PU elastomers, as Mosiewicki and Aranguren [45] emphasize in their feature article. One of the most important biopolymers, poly(lactic acid) is also often used for the production of particu-late filled or fiber reinforced composites [46-57]. Biopolymer systems containing particles with one or more dimensions in the nanometer scale, i.e. bio-nanocomposites, form a special class of materials possessing a range of unique characteristics with respect to gas and water vapor permeability, ther-mal stability, fire resistance, mechanical and optical properties, etc. The characteristics of biopolymers can be altered using either natural nanofibers (cellulose nanofibers and nanowhiskers) [58] or inorganic nanofillers (silica, layered silicates) [59], providing different combinations of properties [60]. In order to achieve nanoscale dispersion, i.e. intercalated or exfoliated structure resulting in superior properties, nanoclays must be modified with suitable organic compounds in order to promote the separation of the silicate layers. 1.2.2 Plasticization Plasticization is often used for the modification of biopolymers to improve their processability and/or other properties demanded by a specific application. Plasti-cizers exchange the intermolecular bonds among polymer chains to bonds between the macromolecules and the small molecular weight compound thus promoting conforma-tional changes resulting in increased deformability. Both the glass transition and the processing temperature of the material decrease, thus enabling the melt processing of heat-sensitive polymers, like poly(3-hydroxybutyrate) at lower temperatures [61]. The melt processing of starch is impossible without gelatinization, i.e. destroy-ing the crystalline structure of native starch by the use of a plasticizer [62, 63]. The material obtained in this way is referred to as thermoplastic starch (TPS). The nature and concentration of the plasticizer strongly influence the rheological and mechanical properties of TPS. Neat starch has a high glass transition temperature, and its relative large modulus and strength is accompanied by poor deformability and impact resistance due to the limited conformational mobility of its stiff chains [64]. Elastomeric behavior would be advantageous for several applications, which can be achieved, among other methods, by decreasing Tg below ambient temperature via plasticization [65]. Numerous studies and patents describe the plasticization of starch using either low molecular weight or polymeric compounds [65, 66]. The plasticizers applied are mainly low molecular weight polar compounds such as water, glycerol, urea and formamide [66]. However, as in their elaborate work Lourdin et al. [65] point out, TPS is always a ternary system, since the water content of plasticized starch should always

Introduction
15
be taken into consideration. In plasticized starch the effect of water depends on the nature and concentration of the plasticizer and on relative humidity, and water content affects the macroscopic properties of TPS to a great extent. Recently, using state of the art visualization techniques Paes et al. have shown [67] that moisture content and inter-action with water determines the fracture mechanism in cassava starch films as well as in gelatin and hydroxypropyl cellulose. Although water is a very efficient plasticizer for starch too, usually compounds with higher boiling point are preferred because they decrease water sensitivity and lead to more stable properties [63]. A similar approach can be applied for the modification of poly(lactic acid). Usually the application of PLA is not limited by its processability, but by its mechanical properties. Plasticization is one approach to overcome the stiffness and low impact resistance of the polymer [68]. Several compounds have been identified as possible plasticizers for PLA, e.g. different esters [69-71], glycerol [21], poly(ethylene glycol) (PEG) [21,71-73] and oligomeric lactic acid [21]. Since the properties of poly(hydroxy alkanoate)s can be efficiently and conven-iently tailored by controlling the comonomer ratio during polymerization via fermenta-tion [23], plasticization is not a widespread approach for their modification. However, plasticization should not be neglected as a non-expensive option to improve the tough-ness of the inherently stiff poly(3-hydroxylbutyrate). Combined with conventional co-polymerization, the deformability of the material can be increased considerably by this route [61, 74]. One of the main reasons hindering the widespread use of cellulose in polymer industry is that without modification it is a highly crystalline material, with high melting and glass transition temperatures, unable to be processed in melt state. Either plasticiza-tion or almost complete derivatization of cellulose is needed in order to make it thermo-plastic, although the latter results in decreased biodegradability. In the case of plastici-zation, miscibility is an important issue, since plasticizers tend to migrate to the surface of the products raising environmental and health issues, as well as altering the macro-scopic properties of the material as an effect of changing plasticizer content. Migration can be hindered by increasing the molecular weight of the plasticizer, which leads to slower diffusion indeed, but it results in a decrease of miscibility and efficiency as well [68]. Another innovative solution to this problem might be the grafting of plasticizer molecules to the polymer chain by reactive processing, i.e. internal plasticization [70,75-77]. 1.2.3 Physical blending Under the term physical blending we understand the simple mixing of poly-meric materials in the melt state with no chemical reactions taking place. It is a conven-ient route to create new materials with the desired combination of properties. Blending can be carried out by using conventional machinery, i.e. no expensive investment is necessary, which is an important aspect for industry. A very wide range of properties can be achieved by this approach to meet the requirements of the targeted application in relatively short time and for low cost compared to the development of new monomers

Chapter 1
16
and polymerization techniques. The advent of biopolymers resulted in a revival of blending technology. The number of papers on the blending of biopolymers is vast, partly because of the huge number and wide diversity of these polymers and partly because of the increased inter-est in them. PLA and starch are the most often studied materials, but one could mention poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(vinyl phenol) [78], thermoplastic phenol formaldehyde resin/poly(ε-caprolactone) (PCL) [79], PHB/PCL [80], PLA/poly(butylene succinate) (PBS) [81] poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/PLA [82], PHB/PLA [83], chitosan/soy protein [84], PHB/cellulose acetate butyrate [85], PLA/PEG [86], PHB/PBS [87], PLA/poly(epichlorohydrin-co-ethylene oxide) (PEEO) [88], poly(propylene carbonate)/poly(ethylene-co-vinyl alco-hol) [89, 90] without even attempting to be comprehensive. Table 1.2 Biopolymer blends: types and aims of modification in the literature
Base polymer
Second component
Aim Cost
reduction Mechanical
property Toughness Water sensi-tivity
PLA
PHAs [108] [116-118] PCL [120, 122] NR [114, 115]
Starch [91, 97] PBS [119]
Starch
PA11 [107] [107] PU [111, 112] [112]
PHB [105, 106] [106] NR PLA [109] PCL PBS [110] [110]
PHB Starch [98-106] [101, 102] The goal of blending might be the improvement or tailoring of properties to a certain application, or as it is often described, maximization of the performance of a material. However, the specific, primary motivation of blending could be much more diverse. Table 1.2 gives a summary of these: cost reduction [21, 63, 91-106], the im-provement of mechanical properties generally [101, 102, 105-110], and impact re-sistance particularly [21, 111-125], or the decrease of sensitivity to water [106, 107, 110, 112, 126] are all common aims. The different approaches applied in the case of different polymers reveal the most significant characteristics to be improved. PHAs are

Introduction
17
very versatile, but also expensive, thus not surprisingly their modification via blending often involves starch and aims the reduction of material costs. The same approach can be observed in the case of PLA as well, although the improvement of toughness via incorporating elastomeric polymers seems to be somewhat more important. On the other hand, the price of starch is low, but its mechanical properties are inferior and it is sensi-tive to water, thus the improvement of these characteristics is of high importance. In all these cases however, successful blends should either offer similar performance as the starting material for reduced cost or provide high added value. The characteristics of brittle biopolymers are very much comparable to poly-styrene (PS), a widely used commodity thermoplastic [68]. As limited impact resistance led to the development of numerous PS-based blends and copolymers in order to over-come this flaw, a similar trend is expected for PLA () and other biopolymers (,) as well (Fig. 1.3). It should also be emphasized that the annual number of publications related to PS-based blends () reached its zenith around 2004, while continuous in-crease of interest is shown in biopolymer blends.
1990 1995 2000 2005 2010 20150
100
200
300
400
500
Annu
al No
of p
ublic
ation
s
Year of publication
PS
starch
PLA
PHB
Fig. 1.3 The number of publications on the blends of poly(3-hydroxybutirate) (PHB)
(), poly(lactic acid) (PLA) (), starch () and polystyrene (PS) ().
The modification of polymers by blending is a mature technology developed in the 70ies or even earlier. A large number of papers and books were published on the topic [127-131], and the theoretical studies carried out mostly on commodity and engi-neering thermoplastics paved the way for industrial applications. As a result of these studies, the theories adapted from the mixtures of small molecular weight solvents to polymer solutions by Flory and Huggins [132] found their way to polymer blends.

Chapter 1
18
Equation of state theories developed by Flory [132], Simha [133], and Sanches [134] represent a theoretically more sound approach, but experiments necessary for validation and obtaining the parameters describing the interaction of the components, and miscibil-ity generally, are overly complicated and did not find application in practice. Detailed studies on the most diverse polymers proved that most commercial polymers are immis-cible and compatibilization is needed to achieve properties required for specific applica-tions. A large number of commercial blends are available today and many of them also contain a compatibilizer [131]. We discuss two groups of blends, which seem to have special significance, more in detail. Starch blends merit more attention because of their complexity, while the impact modification of PLA has large practical importance. When discussing biopoly-mers, material cost is always of high importance: the price of these materials generally exceeds that of commodity plastics considerably, thus hindering their application. One exception is starch, a non-expensive, abundant biopolymer, which is applied more and more often for the preparation of blends and composites. It is widely used to decrease the price of other biobased or biodegradable polymers such as PLA [21, 63, 91-93, 95, 96] or polyhydroxyalkanoates [98-106]. Two approaches are used to prepare starch based heterogeneous systems. The first uses neat [98, 100, 101, 126, 135-137] or chemically modified starch [138] in pow-der form for the preparation of composites. As the strong hydrogen bonds in native starch hinder the dispersion of these particles in a polymer matrix both on microscopic and on molecular scale, these materials can be considered more as composites rather than blends and they often possess very poor properties. Several blends of starch with conventional polymers have been reported as biodegradable materials in recent decades, although they do not satisfy the present requirements of biodegradability. The approach failed already in the 60ies and 70ies, since starch degrades indeed, but the polymer seldom, except when a biodegradable matrix polymer is used for blending. The other approach is the use of thermoplastic starch (TPS) produced by plasticization using water or glycerol [102, 103, 105], which offers much better properties [105]. Commercial blends of biopolymers and starch are available on the market. However, the decrease of cost achieved by blending with starch is usually accompanied by disadvantageous changes in other characteristics. Generally, if a polymer is not mis-cible with starch, blending can be expected to result in inferior mechanical properties compared to both components. Even in the case of rather good compatibility, the addi-tion of starch usually degrades the characteristics of the other polymer. Consequently, the most common goal of blending with starch is to minimize costs, while maintaining an acceptable combination of properties. As emphasized above, interactions and struc-ture are extremely complicated in such blends, since the plasticizer is partitioned among the components changing properties considerably and making any kind of prediction very difficult. Very often, compatibilization is needed, which further complicates struc-ture-property correlations [138, 139]. The blending of brittle biopolymers with elastomers gives an option to create bio-based and/or biodegradable materials with tailored properties. Similarly to starch,

Introduction
19
the improvement of the impact resistance of poly(lactic acid) has been one of the main objectives of its modification by using several types of biopolymers such as starch [21], polyurethane [113], natural rubber (NR) [114, 115], tough polyhydroxyalkanoate co-polymers [116-118] and polyesters including poly(butylene succinate) [119] and poly(ε-caprolactone) [120-124]. The brittleness of poly(3-hydroxybutyrate) is generally over-come by copolymerization with other hydroxyalkanoates of longer side-chains [23], thus blending is of secondary importance in this case. However, there are examples for the successful application of blending, which should not be ignored, since they can be advantageous both from the engineering and the economic point of view. We must emphasize that most of the blends mentioned above can be characterized with a low level of miscibility and interfacial interaction, resulting in inferior mechanical proper-ties, thus they are seldom applied in practice without proper compatibilization. 1.2.4 Chemical approaches Plasticization and physical blending offer convenient approaches to the modifi-cation of biopolymers, but similarly to commodity polymers very few biopolymer pairs are miscible or even compatible with each other. As a consequence, chemical routes, i.e. the chemical modification of the components or reactive compatibilization are often used to achieve property combinations required in specific applications. A good exam-ple of chemical modification is the copolymerization of PHB. With changing comono-mer type and amount, the properties of polyhydroxyalkanoates can be modified in a relatively wide range [23]. Also, as Tomka et al. have proposed [140], the low degree of internal mobility of the polysaccharide chain in native starch can be greatly improved by esterification or transesterification with hydroxyalkanoates. Grafting, the preparation of block copolymers, or reaction with two or multifunctional compounds are convenient ways to modify biopolymers and improve their compatibility with others. The fact that many of these polymers are produced by stepwise polymerization and they also often possess reactive functional groups makes them suitable for reactive processing. This approach is often used in compatibilization and will be discussed in Section 1.4.2 more in detail. 1.3 Factors determining the properties of polymer blends Similarly to commodity and engineering polymers, most of the biopolymer pairs are only partially miscible, thus form blends with heterogeneous structure. The properties of all heterogeneous polymer systems including particulate filled polymers, fiber reinforced composites and blends are determined by four factors: component prop-erties, composition, structure and interaction. If possible, interactions are even more important in blends than in other heterogeneous polymeric materials since they deter-mine the mutual solubility of the phases, the thickness and properties of the interphase formed during blending and the structure of the blend. As a consequence, the proper, and possibly quantitative, characterization of interaction is of utmost importance for the prediction of blend properties, but also for compatibilization.

Chapter 1
20
1.3.1 Miscibility, compatibility The miscibility theories may help in the characterization of interactions, how-ever, we must define first the terms often used in relation to polymer blends. In our interpretation, miscibility is a thermodynamic term which, with the help of an appropri-ate model, describes the behavior of a polymer pair by specifying the number of phases and their composition forming upon blending. The model most frequently used for that purpose is the Flory-Huggins lattice theory [141, 142]. On the other hand, compatibility is a technical term defining the property profile of the blend in view of a certain applica-tion [143]. If the combination of properties is advantageous and corresponds to the expectation, the compatibility of the polymers in question is good, and they are incom-patible when properties are not acceptable. The compatibility of polymer pairs is often modified by physical (compatibilizers, block copolymers) or chemical (e.g. reactive processing) means. Miscibility is often mentioned in papers dealing with the blends of bio-based and biologically degradable polymers, but rarely investigated properly. Phase diagrams and the mutual solubility of the components in each other are not determined, only the fact is established that either a homogeneous or heterogeneous blend forms. The conclusion is usually based on the number of glass transition temperatures detected or on the number of phases observed on SEM micrographs. However, all polymers are partially miscible and dissolve in each other to some extent, and mutual solubility de-pends on interaction, which can be characterized by the Flory-Huggins interaction pa-rameter (χ), for example. Although interactions are complicated and the parameter is rather complex consisting of various components [144], the approach is the simplest from the practical point of view and it is widely used for the estimation of miscibility [81,145-147,].
0.0 0.2 0.4 0.6 0.8 1.0-50
-30
-10
10
30
50
70
PLA/PEEO
Glas
s tra
nsiti
on te
mpe
ratu
re (o C)
Composition (wt/wt)
PLA/PHB
PLA/PEEO
Fig. 1.4 Composition dependence of glass transition temperature in biopolymer
blends [88, 149]

Introduction
21
The blends of biopolymers behave differently from those of commodity poly-mers and resemble more the engineering thermoplastics. They contain polar groups which can form stronger interactions through induced dipole or dipole-dipole interac-tions than, for example, the blends of polyolefins in which only dispersion forces act. As a consequence, the mutual miscibility of the phases is larger in biopolymers shown also by several papers in which complete miscibility was claimed at the end of the com-position range up to as much as 10 or 20 % of the dispersed component [86, 148, 149]. However, no attempt is made to determine the mutual solubility of the phases basically ever [150]. DSC and DMA is used practically in all studies and the Tg of the phases is determined [118, 78, 82, 83, 87, 148-154]. Miscibility is often deduced from the fact that only a single Tg is detected in the blend [148,149], the value of which is between the glass transition temperature of the components. One example is shown in Fig. 1.4 in which the Tg determined in PLA/PHB blend is plotted against composition () [149]. We must call here the attention to the fact that if the difference between component Tgs is not large enough, more than 20-30 °C, most methods cannot detect separate glass transition temperatures even if the components are immiscible and the blend is hetero-geneous. Very frequently two glass transitions are recorded which move towards each other with changing composition [88]. The results are usually evaluated only qualita-tively and good interaction is deduced from the change in Tg in such cases. Such a com-bination (PLA/PEEO) is also shown in Fig. 1.4 as an example, showing the glass transi-tion of PEEO () and PLA () respectively. We must emphasize that in this and in all other figures, the lines are not best fits, but are drawn only to show tendencies and guide the eye, unless otherwise stated. Such results can also be analyzed quantitatively, for example, by the approach of Kim and Burns [155] with which the mutual miscibility of the phases can be estimated reasonably well. Interactions are often studied also by FTIR spectroscopy [82, 84, 85, 90, 152, 153, 156, 157]. Unfortunately, interactions between the components in biopolymer blends are usually not strong enough to detect any shift in the absorption band of characteristic groups. H-bonds are sufficiently strong to detect their effect, but they are present only in a limited number of polymer pairs. Even if interactions are detected by spectroscopic techniques, they are difficult to relate to inter-action parameter, structure or properties. We must also mention here studies focusing on the crystallization and crystal-line structure of biopolymers. A large number of papers discuss miscibility and crystal-lization together [78, 83, 88, 148, 151, 147], although the relationship is not always clear. Aliphatic polyesters, especially PLA, often have a low Tg and crystallize rather slowly. These two facts result in the cold crystallization of samples during DSC meas-urements. However, since the samples are amorphous under practical conditions, cold crystallization has no relevance on miscibility and properties. Modification, including blending and the incorporation of fillers, usually increases mobility, thus the behavior of the polymers during cold crystallization changes, but this behavior still does not offer quantitative information about interaction, miscibility and properties. On the other hand, interaction can be determined from changes in the melting temperature of the compo-nents by the method of Nishi and Wang [158]. The basis of the approach is the Flory-Huggins lattice theory. The approach always yields negative values for χ indicating miscibility, but the existence of the crystalline phase alone shows that blend structure is

Chapter 1
22
heterogeneous also in such cases. Nevertheless, the value of the interaction parameter, which ranges from -0.013 to -0.295 for polyolefin [159] and poly(vinylidene fluoride) (PVF2)/PMMA [158] blends, respectively, gives a measure of the strength of interac-tion. Values of -0.089 and -0.15 were calculated for PHB/PEEO [147] and PLA/PBS [81] blends, respectively. 1.3.2 Properties The properties studied in biopolymer blends vary in a wide range. Tg deter-mined by DSC or DMA is one of the preferred characteristics, as discussed above. Me-chanical properties like stiffness [86, 90, 153, 160], strength [89,90, 153, 160], deform-ability and flexibility [88, 149, 151, 160] are also often determined. One of the draw-backs of PLA is its stiffness and brittleness further enhanced by physical ageing. Plasti-cization [86, 157] and blending [86, 157] are ways to improve flexibility to produce materials for packaging films. Similarly, rheological properties and processability [156, 157, 160] are also often improved by the same approach. Many attempts are done to improve the fracture and impact resistance of biopolymers by blending [21, 88, 111-125, 160-162]. One example is given in Fig. 1.5 showing the tremendous increase in the impact resistance of PLA () upon the introduction of ethylene-co-vinyl acetate poly-mer. The improvement in impact resistance depends also on the vinyl acetate content of the copolymer showing the importance of interactions in the determination of blend structure and properties. Occasionally other properties like optical characteristics [81,160], biodegradability [157, 138 163], , flammability [135] and price [21, 63, 91-106, 164] are also determined and discussed in various publications.
0 10 20 30 400
20
40
60
80
100
0
1
2
3
4
Impa
ct re
sistan
ce (k
J/m2 )
EVA content (wt%)
Flexural modulus (GPa)
Fig. 1.5 Effect of poly(ethylene-co-vinyl acetate) on the mechanical properties of
poly(lactic acid) [161]

Introduction
23
Unfortunately very few papers deal with miscibility-structure-property correla-tions and even less do it quantitatively, although these correlations exist, and are im-portant. As mentioned above, the strength of interaction can be characterized by the Flory-Huggins interaction parameter (χ), which in heterogeneous blends can be related to the size of the dispersed particles (r) [165]
( )d
m
relAB fr ϕπη
ηαγ4=
(1.1) where α is the coalescence probability of particles, γAB interfacial tension, f(ηrel) is a function of the relative viscosity of the components, ηm is the viscosity of the matrix and ϕd is the volume fraction of the dispersed phase, and to the thickness of the inter-phase [166]
1/2
bχ
= (1.2)
where b is the effective length of the monomer. Mechanical properties, yield stress and tensile strength in particular, strongly depend on miscibility and structure. The composi-tion dependence of tensile strength can be expressed as
( )dTd
dnTT B ϕ
ϕϕ
λσσ exp 5.2 1
1 0 +
−=
(1.3) where σT and σT0 are the true tensile strength (σT = σλ, λ=L/L0) of the heterogeneous polymeric system (blend or composite) and the matrix respectively, n is a parameter reflecting the strain hardening characteristics of the matrix and B is related to the load bearing capacity of the dispersed phase [165, 167, 168]. This latter is determined by interaction as well as the inherent properties of the components:
=
0
lnT
TdCBσσ
(1.4) where σTd is the strength of the dispersed phase, while C is related to the stress transfer between the phases, i.e. interactions, and was found to be in inverse correlation to the Flory-Huggins interaction parameter [165], as presented for a number of polymers in Fig. 1.6. The value obtained for the biopolymer blend PLA/PBS () [81,169], which was calculated from results taken from the literature, is also plotted for comparison. The figure clearly shows the importance of interactions in the determination of the mechani-cal properties of biopolymer blends, but also the universality of the correlation. We can conclude here that the large chemical variety of biopolymers open up unlimited possibilities for the modification of properties by blending. Interactions play a crucial role in the determination of the structure and properties of the blends. More thorough considerations and the study of miscibility-structure-property correlations are needed to fully utilize the potentials of the approach. In spite of the polar character of biopolymers, often compatibilization is needed to achieve the properties required for a specific application.

Chapter 1
24
-2 -1 0 1 2 3 4-10
10
30
50
70
PLA/PBS
PMMA/PS
PVC/PS
PS/PC
PS/SAN
EVOH/PA
PS/PPO
Para
mete
r C (-
)
Flory-Huggins parameter, χ (-)
Fig. 1.6 Correlation of parameter C related to stress transfer and the Flory-Huggins interaction parameter in polymer blends [81, 165, 169] 1.4 Compatibilization Compatibilizers generally exhibit interfacial activity in heterogeneous polymer blends [143], while the compatibilizing effect is usually attributed to an increase in interfacial adhesion and to smaller dispersed particles leading to improved mechanical properties. Different strategies of compatibilization can be distinguished. In the case of non-reactive methods, premade amphiphilic compounds like block-copolymers are added to the blend, one constitutive end or block being miscible with one blend compo-nent, while the other with the second component. The most significant representative of non-reactive compatibilization of biopolymer blends is the addition of block-copolymers [122-124, 170-179]. The development of other methods like the incorpora-tion of amphiphilic low molecular weight compounds [109], ionomers [107, 180] or a third polymer at least partially miscible with both blend components [102] is in an ini-tial phase and, in our opinion, of secondary importance. One of the main reasons for the lack of success of non-reactive compatibilization is that reactive methods are more efficient [143]. In this case, the blocky structures acting as compatibilizers form in situ during blending. This might involve the addition of polymers with reactive groups [91, 94, 110, 115, 181, 182], or small molecular weight chemicals [94, 97, 183, 184, 185, 186] to form the compatibilizer. Another possibility is the chemical modification of one of the components in order to create reactive groups [104, 114, 163, 138, 177]. The fact that biopolymers often contain various reactive groups makes the application of these

Introduction
25
methods plausible and convenient. In the following sections, we present a comparative summary of the compatiblilization techniques used for biopolymer blends. 1.4.1 Non-reactive compatibilization The toughening of biopolymers by blending with elastomers, like PCL, has been extensively investigated. PCL is a biodegradable polymer with excellent deforma-bility and impact properties, thus it is very much appropriate for the modification of brittle PLA. Unfortunately, the melt blending of these polymers results in marginal improvement of toughness at the price of a considerable decrease in stiffness and strength as a result of complete immiscibility and weak interfacial adhesion [121, 123]. In order to improve compatibility and achieve a more advantageous combination of properties, several methods have been applied, e.g. the addition of block copolymers such as PCL-PLA diblock [172-174], triblock [172, 175, 176] and random copolymers, a PCL-PEG copolymer [122] and a PEO-PPO-PEO triblock copolymer [124] with vari-ous success.
0 5 10 150.0
0.5
1.0
1.5
2.0
Relat
ive s
treng
th (-
)
Non-reactive compatiblilizer content (wt%)
0 1 2 3Reactive compatiblilizer content (wt%)
Fig. 1.7 Comparison of reactive and non-reactive compatibilization – effect of additive content on the relative strength of PLA based blends; reactive compatibilization: PLA/Starch 55/45 () [97], PLA/PPC 70/30 () [185], non-reactive compatibiliza-tion: PLA/LDPE 80/20 () [170], PLA/PCL 80/20 () [122], PLA/PCL 50/50 () [122] A similar approach is applied for the non-reactive compatibilization of other biopolymer blends. Dextran-grafted polymers offer the possibility to modify interfacial adhesion and properties of polysaccharide-based materials like in TPS/PCL [177] and PLA/dextran blends [178]. Attempts were also made to compatibilize the blends of

Chapter 1
26
biopolymers with commodity plastics using block-copolymers. The group of Hillmyer [170, 171] used low density polyethylene (LDPE) for the modification of PLA in order to decrease material costs and to improve toughness. The addition of LDPE-PLA block-copolymers resulted in considerably increased deformability compared to the uncompat-ibilized blend, although the tensile strength of the blend was smaller than that of the neat PLA. Unlike PLA and LDPE, poly(3-hydroxybutyrate) and poly(methyl methacry-late) (PMMA) are miscible in a certain composition range. The use of a PHB-g-PMMA block copolymer as compatibilizer proved to be advantageous outside this range, the disappearance of a rapidly crystallizing PHB phase led to improved ductility in these blends [179].
0 5 10 150
2
4
6
8
10
Relat
ive s
train
at b
reak
(-)
Non-reactive compatiblilizer content (wt%)
up to ~24 at 1.5 wt%
0 1 2 3Reactive compatiblilizer content (wt%)
Fig. 1.8 Comparison of reactive and non-reactive compatibilization – effect of additive content on the relative strength of PLA based blends: PLA/Starch 55/45 () [97], PLA/PPC 70/30 () [185], non-reactive compatibilization: PLA/LDPE 80/20 () [170], PLA/PCL 80/20 () [122], PLA/PCL 50/50 () [122] Although compatibilization is a practical approach aiming the improvement of performance, the effect of modification on the mechanical characteristics of the blend is often neglected. Many authors draw conclusions about the efficiency of compatibiliza-tion from changes in thermal properties or morphology [175, 176]. These are important parameters offering information about miscibility indeed, but successful compatibiliza-tion is related to changes in properties being advantageous for a certain range of appli-cations. Unfortunately, physical compatibilization has its limitations, as Figs. 1.7 and 1.8 present graphically. Relative strength is plotted against the amount of compatibilizer for the same blend with and without compatibilization in Fig. 1.7, while relative elonga-tion-at-break in Fig. 1.8. We may conclude from the figures that considerable and sim-ultaneous improvement of deformability and strength is seldom achieved by physical

Introduction
27
compatibilization (,,), while much larger effects are observed when reactive techniques are used (,). Although compatibilizer contents are difficult to compare in these two approaches, we must note that properties can be adjusted in a much wider range with reactive compatibilization, thus improving the application possibilities of biopolymer blends. As mentioned above, biopolymers often contain a number of reactive groups offering excellent possibility for the reactive compatibilization of their blends. The addition of a compound miscible with one blend component and reactive towards the functional groups of the other results in the in situ formation of grafted or block-copolymers acting as compatibilizers. The method possesses considerable potentials, since structure and properties can be controlled relatively easily by the proper selection of agents, blend composition and processing conditions.
Fig. 1.9 Morphology of PP/TPS blends a) with and b) without the addition of a reactive polymer (MAPP) as compatibilizer 1.4.2 Reactive compatibilization Compatibilization techniques consisting of multiple steps are described in a series of studies. This can be the chemical modification of one blend component in the first processing step followed by blending, during which no chemical reactions take place [104, 114, 138, 163]. In this case, interactions in the blend, thus compatibility, might improve as a result of changes in the characteristics of the interface. This ap-proach is very similar to the non-reactive methods, with the same limitations. However, if modification involves the formation of groups on one component which are able to react with the second component during blending, the phases can be coupled chemical-ly. The grafting of polymers with anhydrides resulting in the formation of free acid groups is a typical example. The reactive polymers obtained are frequently used for the
a) b)

Chapter 1
28
compatibilization of starch based blends containing a large number of hydroxyl groups. Among others, blends containing anhydride-grafted PCL [181, 182], PLA [91, 94] and PHB [187] have been prepared this way. In an interesting study, Hassouna et al. [73] synthesized block-copolymers in situ using maleic anhydride (MA) grafted PLA and hydroxyl terminated poly(ethylene glycol) in order to improve compatibility of PEG/PLA blends. Other functionalities like epoxy [115] or isocyanate groups [110] might also be used in various biopolymer based systems. Fig. 1.9 presents the effect of a reactive polymer, MA grafted polypropylene (MAPP), on the morphology of polypro-pylene (PP)/TPS blends. Addition of the coupling agent results in a significant decrease in the size of the dispersed particles (Fig. 1.9a) compared to the blend without compati-bilization (Fig. 1.9b). Interactions and structure affect also the mechanical properties of the blends considerably. In uncompatibilized PP/TPS blends () the composition de-pendence of relative tensile strength is far below additivity, close to the theoretical min-imum (Fig. 1.10). Compatibilization () significantly improves strength as a result of stronger adhesion and smaller size of dispersed particles.
0.0 0.2 0.4 0.6 0.8 1.00.0
0.2
0.4
0.6
0.8
1.0
1.2
additivity
Relat
ive t
ensil
e stre
ngth
(-)
TPS volume fraction (-)
theoretical minimum
Fig. 1.10 Composition dependence of relative tensile strength of PP/TPS () and
compatibilized PP/TPS/MAPP () blends Unsaturated anhydrides, and maleic anhydride in particular, are often attached to biopolymers via radical reaction routes using different peroxide initiators. The tech-nique was reported to be appropriate for the modification of various polyesters, either in solution, suspension, solid or melt state. Successful grafting and the structure of the reactive polymers were confirmed by FTIR and NMR spectroscopy [188]. In their study, Zhang et al. [97] apply the technique described earlier by Carlson et al. [189] to graft PLA with maleic anhydride. The MA-grafted poly(lactic acid) is claimed to react

Introduction
29
with the hydroxyl groups of starch during blending resulting in the coupling of the phases according to the scheme shown in Fig. 1.11. Although properties were still infe-rior to that of neat PLA, cross-linking resulted in the considerable increase of strength in blends with the same composition (45 wt% starch, see Figs. 1.7 and 1.8) thus in ac-ceptable mechanical characteristics and significant cost-reduction. In the same study [97], two-step reactive compatibilization, i.e. modification of PLA followed by blend-ing, had been compared to one-step reactive processing. Compatibilization effect was confirmed in this case as well.
Most authors using a similar approach agree that maleic anhydride is an effective compatibilizer in biopoly-mer blends. The underlying chemical processes, on the other hand, are ex-tremely ambiguous. Several authors reported that MA reacts with both blend components forming block-copolymers, while others state that only the reaction with one component, i.e. the formation of maleated starch, can be confirmed and presumably secondary, physico-chemical interactions result in better compatibility in these systems [184]. Nevertheless, one-step blending and compatibilization possesses several advantages, both from an economical and environmental point of view, since it enables the elimination of several pro-cessing steps. Considering the short processing times used, compatibilizers must be distributed at a high rate in the polymer melt during blending, thus usu-ally small molecules [94, 97, 183-186] or lower molecular weight polymers [91, 110, 181, 190] are applied. These should be able to react with both components to couple the phases. The appropriate reac-tivity of the components is also very important for the success of this ap-proach [143]. Anhydrides are frequently used for this purpose as well [94, 97, 183, 184, 190], but the application of other compounds like diisocyanates [186] and epoxides [190] have also been reported.
O
O
CH3
O OO
Initiator, T
O
O
CH3
OO O
OOO
OH
O
O
CH3
OOH
OH
F OF
OH
OOH
OH
F OFT
a)
b)
Fig. 11 Reactive compatibilization of PLA/starch blends; a) free-radical graft-ing of PLA with maleic anhydride, b) reaction of free acid with the hydroxyl groups of starch [97].

Chapter 1
30
Reactor blends represent a specific category among compatibilized biopolymer blends. These materials are produced by the synthesis of one polymer in the presence of another. Poly(acrylonitrile-butadiene-styrene) (ABS) is a well-known conventional example of this class of materials. The approach can also be applied to biopolymer blends. Such a process was reported by Dubois et al. [191, 192] more than ten years ago. The ring-opening polymerization (ROP) of cyclic esters initiated by the hydroxyl groups of biopolymers like starch [191], dextran [192] or partially substituted cellulose acetate (CA) [75-77] is a convenient method for the preparation of block copolymers via reactive processing, although various other combinations are also possible. Several groups have reported improved adhesion, morphology and mechanical properties in systems prepared by this approach. Reactive techniques are versatile and offer very effective ways to compatibilize biopolymer blends. The chemical structure of these materials also supports the applica-tion of this approach. Several questions regarding the underlying molecular processes and reaction mechanisms as well as their effect on macroscopic properties are to be answered yet, thus further development can be expected in this field. 1.5 Scope Biopolymers are in the center of attention, their production and use increases continuously at a very high rate. However, as described in the introductory part of this thesis, they are surrounded with much controversy and even terms used in the area need further clarification. Biopolymers themselves, both natural polymers and plastics pro-duced from natural feedstock by synthetic routes, often have inferior properties com-pared to commodity polymers. Modification is a way to improve properties and achieve property combinations required for specific applications. The incorporation of natural or mineral fillers might increase stiffness and strength, while blending is another conven-ient approach mainly applied for improving the impact strength of inherently brittle polymers, and poly(lactic acid) in particular. Further study is needed on the miscibility-structure-property relationships of these materials to utilize all potentials of blending. Our laboratory has extensive experience in the characterization and development of heterogeneous polymer systems, while we started several projects related to biopoly-mers and other bio-related materials in recent years. The main motive of this Thesis is to give a comprehensive description of the various means for the modification of biopoly-mers. Both physical and chemical approaches are investigated, with strong emphasis on the determination of interactions, structure and properties as well as the various factors affecting these. We believe the scope of the Thesis is coherent, although each chapter focuses on a well-defined problem. In Chapters 2 and 3 the effect of interactions on the properties of biopolymer composites and blends are presented. Both sections de-scribe polymeric systems prepared according to conventional physical approaches stud-ied for a long time at our Laboratory. Chapters 4, 5 and 6, on the other hand, focus on the benefits and the various aspects of reactive methods in the modification of biopoly-mers, addressing compatibilization and plasticization by reactive processing. The latter is a study continuing a project started several years ago at the Laboratory, in which several open questions had yet to be answered. The method described in Chapters 4

Introduction
31
and 5, however, is an innovative and simple technique for the modification of poly(lactic acid) developed as part of my Ph.D. studies. The knowledge gained in these projects initiated many other research topics related to the modification of biopolymers. We summarize the main conclusions of the work in the final chapter of the Thesis. Poly(lactic acid) PLA is expected to represent a reasonable alternative to com-modity polymers in several application areas. In order to reach this aim, modification of the polymer is inevitable. For structural applications, the increase of stiffness is required while preserving strength of the material. The use of calcium sulfate forming as a by-product during the purification of the lactic acid monomer, is advantageous on several levels: while preventing waste formation by utilizing this byproduct, the properties of PLA can be modified. Earlier studies at our Laboratory related to composites containing uncoated CaSO4 and the same filler coated with stearic acid, showed that surface modi-fication changes all properties drastically, although several questions had yet to be an-swered, among other reasons as a result of the deviating points in some of our correla-tions. The goal of the study presented in Chapter 2 was to focus more on interfacial interactions and micromechanical deformation processes in PLA/CaSO4 composites prepared by a different method of processing, from which we expected that structure and properties could be analyzed more accurately. Comparison of materials prepared with or without surface coating of the filler was made using a wide range of characteri-zation techniques. As presented in the introductory part of this Thesis, many hybrid blends based on conventional and biopolymers are available on the market, several of which contains PLA as one blend component. Despite the importance of these materials in numerous applications from automotive to electronics, correlations between interaction, structure and macroscopic properties are rarely investigated in such blends. Techniques used for several years at our Laboratory were applied on PLA based systems in the study pre-sented in Chapter 3, aiming a complex analysis of the correlations mentioned above. In order to model the effect of interactions, commercial polymers having different chemi-cal structure were selected for preparing PLA based two-component blends. In order to estimate interactions quantitatively, and an attempt relate miscibility, structure and properties, the methodology presented can be and was applied to other blends contain-ing poly(lactic acid). Among other materials, the comparison of physical and reactor blends prepared according to the technique described in Chapter 4 were also done according to a similar method, as presented in Chapter 5. One of the most important flaws hindering the widespread application of poly(lactic acid) is its low impact resistance, resulting from the rapid physical aging of this material. Blending with different renewable or fossil based elastomers is a common method of impact modification for PLA. Polyurethanes (PU) are rarely considered for this purpose, despite the versatility and excellent biocompatibility of this class of mate-rials. This latter characteristic is also of great importance, as we strongly intend to in-crease our efforts in the research and development of polymeric materials for advanced biomedical applications. In order to improve compatibility of blend components, an innovative technique was developed for the reactive processing and compatibilization of PLA/polyurethane blends, as described in Chapter 4. When synthesizing polyurethane

Chapter 1
32
in poly(lactic acid) melt, the isocyanate component is supposed to react with the end-groups of PLA. We aimed to optimize composition of the reaction mixture as well as confirm the formation of PLA-b-PU block copolymers. Coupling the phases in PLA/PU blends is supposed to result in more advanta-geous structure and macroscopic properties. In order to confirm this theory, blends using conventional physical as well as reactive blending were prepared in the whole composition range. Comparison of these methods is described in Chapter 5. A similar method was applied for the analysis of interaction-structure-property correlations, as the one described in Chapter 3. Reactive processing offers huge potential for the modifica-tion of biopolymers, thus we believe that its extensive investigation is of great im-portance. PLA modified according to this method might find application in the biomed-ical field. For the development of such materials we aim to apply biodegradable polyu-rethane grades in the future. Another area where reactive processing might be advantageous is the internal plasticization of cellulose acetate (CA), as earlier studies conducted at the Laboratory have shown. Substitution of the hydroxyl groups of CA results in a thermoplastic poly-mer, although its biodegradability decreases considerably. External plasticization, on the other hand, leads to different other issues, as described in the introductory part of the Thesis. Grafting long chains of a biodegradable polymer, such as polycaprolactone, to the anhydroglucose units of CA with a lower degree of substitution might be a solution of both problems. As processing parameters and the effect of using different cellulose acetate grades has been thoroughly investigated earlier, in the research described in Chapter 6 we aimed the determination of the effect of catalyst concentration on the grafting reaction. Similarly, as in the case of the methods presented in Chapters 4 and 5, one component, ε-caprolactone (CL), was polymerized in the melt of another. CL also served as an external plasticizer during reactive processing carried out at different levels of tin octoate concentration. In the final section of the Thesis, Chapter 7, we briefly summarize the main results obtained during the research work described in earlier sections. Without providing a detailed discussion, the main purpose if this chapter is to list the major thesis points. We believe that the study of various modification approaches of biopolymers lead to several useful conclusions, providing a basis for further research. Based on the results presented in this Thesis, we intend to continue our studies in the field of heterogeneous biopoly-meric systems and reactive processing, with a strong emphasis on advance biomedical applications. 1.6 References
1. Jiang L, Zhang J. Biodegradable and Biobased Polymers. In: Kutz M, editor. Applied Plastics Engineering Handbook. Oxford: William Andrew; 2011. p. 145-158.
2. Lim LT, Auras R, Rubino M. Processing technologies for poly(lactic acid). Prog Polym Sci 2008;33(8):820-852.
3. Keshavarz T, Roy I. Polyhydroxyalkanoates: bioplastics with a green agenda.

Introduction
33
Curr Opin Microbiol 2010;13(3):321-326. 4. Steinbüchel A. Non-biodegradable biopolymers from renewable resources:
perspectives and impacts. Curr Opin Biotechnol 2005;16(6):607-613. 5. Vieira MGA, da Silva MA, dos Santos LO, Beppu MM. Natural-based plasti-
cizers and biopolymer films: A review. Eur Polym J 2011;47(3):254-263. 6. Mohanty AK, Misra M, Drzal LT. Sustainable bio-composites from renewable
resources: Opportunities and challenges in the green materials world. J Polym Environ 2002;10(1-2):19-26.
7. Oh JK, Lee DI, Park JM. Biopolymer-based microgels/nanogels for drug deliv-ery applications. Prog Polym Sci 2009;34(12):1261-1282.
8. Plastics Europe. Plastics - the Facts 2011 - An analysis of European plastics production, demand and recovery for 2010. http://www.plasticseurope.org/documents/document/20111107101127-final_pe_factsfigures_uk2011_lr_041111.pdf
9. Kale G, Kijchavengkul T, Auras R, Rubino M, Selke SE, Singh SP. Composta-bility of bioplastic packaging materials: An overview. Macromol Biosci 2007;7(3):255–277.
10. Hoel M, Kverndokk S. Depletion of fossil fuels and the impacts of global warming. Resour Energy Econ 1996;18(2):115-136.
11. Shafiee S, Topal E. When will fossil fuel reserves be diminished? Energ Policy 2009;37(1):181-189.
12. Scott G. 'Green' polymers. Polym Degrad Stabil 2000;68(1):1-7. 13. Chiellini E, Corti A, D'Antone S, Baciu R. Oxo-biodegradable carbon back-
bone polymers - Oxidative degradation of polyethylene under accelerated test conditions. Polym Degrad Stabil 2006;91(11):2739-2747.
14. Fukushima K, Tabuani D, Abbate C, Arena M, Rizzarelli P. Preparation, char-acterization and biodegradation of biopolymer nanocomposites based on fumed silica. Eur Polym J 2011;47(2):139-152.
15. Badía JD, Strömberg E, Ribes-Greus A, Karlsson S. Assessing the MALDI-TOF MS sample preparation procedure to analyze the influence of thermo-oxidative ageing and thermo-mechanical degradation on poly (Lactide). Eur Polym J 2011;47(7):1416-1428.
16. Carné Sánchez A, Collinson SR. The selective recycling of mixed plastic waste of polylactic acid and polyethylene terephthalate by control of process condi-tions. Eur Polym J 2011;47(10):1970–1976.
17. European Bioplastics. Driving the evolution of plastics. http://en.european-bioplastics.org/wp-content/uploads/2012/publications/Imagebroschuere_Dec2012.pdf
18. Shen K, Haufe J, Patel MK. Product overview and market projection of emerg-ing bio-based plastics. Final report of Utrecht University to European Bioplas-tics 2009.
19. Garlotta D. A literature review of poly(lactic acid). J Polym Environ 2001;9(2):63-84.
20. Auras R, Harte B, Selke S. An overview of polylactides as packaging materi-als. Macromol Biosci 2004;4(9):835-864.
21. Martin O, Avérous L. Poly(lactic acid): plasticization and properties of biode-gradable multiphase systems. Polymer 2001;42(14):6209-6219.

Chapter 1
34
22. Cai H, Dave V, Gross RA, McCarthy SP. Effects of physical aging, crystallini-ty, and orientation on the enzymatic degradation of poly(lactic acid). J Polym Sci Polym Phys 1996;40(16):2701-2708.
23. Sudesh K, Abe H, Doi Y. Synthesis, structure and properties of polyhydroxy-alkanoates: biological polyesters. Prog Polym Sci 2000;25(10):1503-1555.
24. Kim BS, Baez CE, Atala A. Biomaterials for tissue engineering. World J Urol 2000;18(1):2–9.
25. Sahoo S, Sasmal A, Sahoo D, Nayak P. Synthesis and Characterization of Chi-tosan-Polycaprolactone Blended with Organoclay for Control Release of Doxycycline. J App Polym Sci 2010;118(6):3167-3175.
26. Liu X, Lin T, Gao Y, Xu ZG, Huang C, Yao G, Jiang LL, Tang YW, Wang XG. Antimicrobial electrospun nanofibers of cellulose acetate and polyester urethane composite for wound dressing. J Biomed Mater Res B 2012;100B(6)1556-1565.
27. Mano JF, Silva GA, Azevedo HS, Malafaya PB, Sousa RA, Silva SS, Boesel LF, Oliveira JM, Santos TC, Marques AP, Neves NM, Reis RL. Natural origin biodegradable systems in tissue engineering and regenerative medicine: present status and some moving trends. J R Soc Interface 2007;4(17):999-1030.
28. Rezwan K, Chen Q Z, Blaker JJ, Boccaccini AR. Biodegradable and bioactive porous polymer/inorganic composite scaffolds for bone tissue engineering. Bi-omaterials 2006;27(18):3413-3431.
29. Wei GB, Ma PX. Partially nanofibrous architecture of 3D tissue engineering scaffolds. Biomaterials 2009;30(32):6426-6434.
30. Ginty PJ, Barry JJA, White LJ, Howdle SM, Shakesheff KM. Controlling pro-tein release from scaffolds using polymer blends and composites. Eur J Pharm Biopharm 2008;68(1):82-89.
31. Tiyaboonchai W, Chomchalao, P, Pongcharoen S, Sutheerawattananonda M, Sobhon P. Preparation and Characterization of Blended Bombyx mori Silk Fi-broin Scaffolds. Fiber Polym 2011;12(3):324-333.
32. Armentano I, Dottori M, Fortunati E, Mattioli S, Kenny JM. Biodegradable polymer matrix nanocomposites for tissue engineering: A review. Polym Degrad Stabil 2010;95(11):2126-2146.
33. Sionkowska A. Current research on the blends of natural and synthetic poly-mers as new biomaterials: Review. Prog Polym Sci 2011;36(9)1254-1276.
34. Pawde SM, Deshmukh K. Characterization of Polyvinyl Alcohol/Gelatin Blend Hydrogel Films for Biomedical Applications. J App Polym Sci 2008;109(5):3431-3437.
35. Matsui M, Ono L, Akcelrud L. Chitin/polyurethane networks and blends: Evaluation of biological application. Polym Test 2012;31(1):191-196.
36. Goodier, J. N. Concentration of stress around spherical and cylindrical inclu-sions and flaws. J. Appl. Mech. 1933;55:39-44.
37. Kowalewski, T., Galeski A., Kryszewski, M. The structure and tensile proper-ties of cold drawnmodified chalk filled polypropylene. in Polymer Blends. Processing, Morphology and Properties, (ed.) Kryszewski, M., Galeski A., Martuscelli, E.: pp. 223-241, Plenum, New York, (1984)
38. Renner K. Micromechanical Deformation Processes in Polymer Composites. Budapest: Laboratory of Plastics and Rubber Technology, 2010

Introduction
35
39. Beck, R. H., Gratch, S., Newman, S., Rausch, K. C. Yield behavior of poly-blends J. Polym. Sci., Polym. Lett. 1968;6:707-709.
40. Galeski, A., Kalinski, R. Polymeric modifier for filled polypropylene. in Poly-mer Blends. Processing, Morphology and Properties, (ed.) Martuscelli, E., Pa-lumbo, R., Kryszewski, M., pp. 431-449, Plenum, New York (1980)
41. Pukánszky B, van Es M, Maurer FHJ, Vörös G. Micromechanical deformations in particulate filled thermoplastics – volume strain measurements. J. Mater. Sci. 1994;29(9):2350-2358.
42. Sudár, A., Móczó, J., Vörös, G., Pukánszky, B. The mechanism and kinetics of void formation and growth in particulate filled PE composites. Express. Polym. Lett. 2007;1(11):763-772.
43. Pukánszky B, Tüdős F, Jancar J, Kolarík J. Ternary composites of polypropyl-ene, elastomer, and filler – analysis of phase-structure formation. J Mater Sci Lett 1989;8(9):1040-1042.
44. Imre B, Keledi G, Renner K, Móczó J, Murariu M, Dubois P, Pukánszky B. Adhesion and micromechanical deformation processes in PLA/CaSO4 compo-sites. Carbohyd Polym 2012;89(3):759-767.
45. Mosiewicki MA, Aranguren MI. A short review on novel biocomposites based on plant oil precursors. Eur Polym J 2013 In Press
46. Wang N, Zhang X, Ma X, Fang J. Influence of carbon black on the properties of plasticized poly(lactic acid) composites. Polym Degrad Stabil 2008;93(6):1044–1052.
47. Paul M-A, Alexandre M, Degée P, Henrist C, Rulmont A, Dubois P. New nanocomposite materials based on plasticized poly(L-lactide) and organo-modified montmorillonites: thermal and morphological study. Polymer 2003;44(2):443–450.
48. Bhat GS, Gulgunje P, Desai K. Development of structure and properties during thermal calendering of polylactic acid (PLA) fiber webs. Express Polym Lett 2008;2(1):49–56.
49. Pluta M, Jeszka JK, Boiteux G. Polylactide/montmorillonite nanocomposites: Structure, dielectric, viscoelastic and thermal properties Eur Polym J 2007;43(7):2819–2835.
50. Gorna K, Hund M, Vucak M, Gröhn F, Wegner G. Amorphous calcium car-bonate in form of spherical nanosized particles and its application as fillers for polymers Mater Sci Eng 2008;A477(1-2):217–225.
51. Bleach NC, Nazhat SN, Tanner KE, Kellomäki M, Törmälä P. Effect of filler content on mechanical and dynamic mechanical properties of particulate bi-phasic calcium phosphate-polylactide composites. Biomaterials 2002;23(7):1579–1585.
52. Bax B, Müssig J. Impact and tensile properties of PLA/Cordenka and PLA/flax composites Compos Sci Technol 2008;68(7-8):1601–1607.
53. Kuan CF, Kuan HC, Ma CM, Chen CH. Mechanical and electrical properties of multi-wall carbon nanotube/poly(lactic acid) composites. J Phys Chem Sol-ids 2008;69(5-6):1395–1398.
54. Murariu M, Ferreira AD, Degee P, Alexandre M, Dubois P. Polylactide com-positions. Part 1: Effect of filler content and size on mechanical properties of PLA/calcium sulfate composites. Polymer 2007;48(9):2613–2618.

Chapter 1
36
55. Pluta M, Murariu M, Ferreira AD, Alexandre M, Galeski A, Dubois P. Polylac-tide compositions. II. Correlation between morphology and main properties of PLA/calcium sulfate composites. J Polym Sci 2007;B45:2770–2780.
56. Sobkowicz MJ, Feaver JL, Dorgan JR. Clean and green bioplastic composites: Comparison of calcium sulfate and carbon nanospheres in polylactide compo-sites. CLEAN 2008;36(8):706–713.
57. Murariu M, Ferreira AD, Pluta M, Bonnaud L, Alexandre M, Dubois P. Pol-ylactide (PLA)-CaSO4 composites toughened with low molecular weight and polymeric ester-like plasticizers and related performances Eur Polym J 2008;44(11):3842–3852.
58. Hietala M, Mathew AP, Oksman K. Bionanocomposites of thermoplastic starch and cellulose nanofibers manufactured using twin-screw extrusion. Eur Polym J 2013;49(4):950-956.
59. Liu A, Berglund LA. Fire-retardant and ductile clay nanopaper biocomposites based on montmorrilonite in matrix of cellulose nanofibers and carboxymethyl cellulose. Eur Polym J 2013;49(4):940-949.
60. Petersson L, Oksman K. Biopolymer based nanocomposites: Comparing lay-ered silicates and microcrystalline cellulose as reinforcement. Comp Sci Tech 2006;66(13):2187-2196.
61. Bibers I, Tupureina V, Dzene A, Kalnins M. Improvement of the deformative characteristics of poly-β-hydroxybutyrate by plasticization. Mech Compos Ma-ter 1999;35(4):357-364.
62. Trommsdorff U, Tomka I, Structure of amorphous starch 2. Molecular interac-tions with water. Macromolecules 1995;28(18):6138-6150.
63. Li H, Huneault MA. Comparison of sorbitol and glycerol as plasticizers for thermoplastic starch in TPS/PLA blends. J Appl Polym Sci 2011;119(4):2439-2448.
64. Chandra R, Rustgi R. Biodegradable polymers. Prog Polym Sci 1998;23(7):1273-1335.
65. Lourdin D, Coignard L, Bizot H, Colonna P. Influence of equilibrium relative humidity and plasticizer concentration on the water content and glass transition of starch materials. Polymer 1997;38(21)5401-5406.
66. Wilpiszewska K, Spychaj T. Ionic liquids: Media for starch dissolution, plasti-cization and modification. Carbohyd Polym 2011;86(2):424–428.
67. Paes SS, Yakimets I, Wellner N, Hill SE, Wilson RH, Mitchell JR. Fracture mechanisms in biopolymer films using coupling of mechanical analysis and high speed visualization technique. Eur Polym J 2010;46(12):2300-2309.
68. Liu H, Zhang J. Research Progress in Toughening Modification of Poly(lactic acid). J Polym Sci B Polym Phys 2011;49(15):1051-1083.
69. Labrecque LV, Kumar RA, Davé V, Gross RA, McCarthy SP. Citrate esters as plasticizers for poly(lactic acid). J Appl Polym Sci 1997;66(8):1507-1513.
70. Hassouna F, Raquez J-M, Addiego F, Toniazzo V, Dubois P, Ruch D. New de-velopment on plasticized poly(lactide): Chemical grafting of citrate on PLA by reactive extrusion. Eur Polym J 2012;48(2):404-415.
71. Jacobsen S, Fritz HG. Plasticizing polylactide — the effect of different plasti-cizers on the mechanical properties. Polym Eng Sci 1999;39(7):1303-1310.
72. Jacobsen S, Fritz HG. Filling of poly(lactic acid) with native starch. Polym Eng

Introduction
37
Sci 1996;36(22):2799-2804. 73. Hassouna F, Raquez JM, Addiego F, Dubois P, Toniazzo V, Ruch D. New ap-
proach on the development of plasticized polylactide (PLA): Grafting of poly(ethylene glycol) (PEG) via reactive extrusion. Eur Polym J 2011;47(11)2134-2144.
74. Ceccorulli G, Pizzoli M, Scandola M. Plasticization of bacterial poly(3-hydroxybutyrate). Macromolecules 1992;25(12):3304-3306.
75. Vidéki B, Klébert Sz, Pukánszky B. Grafting of caprolacton to cellulose acetate by reactive processing. Eur Polym J 2005;41(8):1699-1707.
76. Vidéki B, Klébert Sz, Pukánszky B. External and internal plasticization of cel-lulose acetate with caprolactone: Structure and properties. J Polym Sci B Polym Phys 2007;45(8):873-883.
77. Hatakeyama H, Yoshida T, Hatakeyama T. The effect of side chain association on thermal and viscoelastic Properties: Cellulose acetate based polycaprolac-tones. J Therm Anal Calorim 2000;59(1-2):157-168.
78. Cai HY, Yu J, Qiu ZB. Miscibility and crystallization of biodegradable poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(vinyl phenol) blends. Polym Eng Sci 2012;52(2):233-241.
79. Yang J, Liu MK, Zhang B, Chen XC, Fu RW, Zhang MQ. Intrinsic fluores-cence studies of compatibility in thermoplastic phenol formaldehyde resin / poly(ε-caprolactone) blends. Express Polym Lett 2011;5(8):698-707.
80. Hinuber C, Hausler L, Vogel R, Brunig H, Heinrich G, Werner C. Hollow fi-bers made from a poly(3-hydroxybutyrate)/poly-ε-caprolactone blend. Express Polym Lett 2011;5(7):643-652.
81. Park JW, Im SS. Phase behavior and morphology in blends of poly(L-lactic ac-id) and poly(butylene succinate). J Appl Polym Sci 2002;86(3):647–655.
82. Furukawa T, Sato H, Murakami R, Zhang JM, Noda I, Ochiai S, Ozaki Y. Comparison of miscibility and structure of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(l-lactic acid) blends with those of poly(3-hydroxybutyrate)/poly(l-lactic acid) blends studied by wide angle X-ray dif-fraction, differential scanning calorimetry, and FTIR microspectroscopy. Pol-ymer 2007;48(6):1749-1755.
83. Wasantha LM, Gunaratne K, Shanks RA. Miscibility, melting, and crystalliza-tion behavior of poly(hydroxybutyrate) and poly(D,L-lactic acid) blends. Polym Eng Sci 2008;48(9):1683-1692.
84. Silva SS, Goodfellow BJ, Benesch J, Rocha J, Mano JF, Reis RL. Morphology and miscibility of chitosan/soy protein blended membranes. Carbohyd Polym 2007;70(1):25–31.
85. Suttiwijitpukdee N, Sato H, Unger M, Ozaki Y. Effects of hydrogen bond in-termolecular interactions on the crystal spherulite of poly(3-hydroxybutyrate) and cellulose acetate butyrate blends: Studied by FT-IR and FT-NIR imaging spectroscopy. Macromolecules 2012;45(6):2738-2748.
86. Sungsanit K, Kao N, Bhattacharaya SN. Properties of linear poly(lactic ac-id)/polyethylene glycol blends. Polym Eng Sci 2011;52(1):108-116.
87. Lovera D, Marquez L, Balsamo V, Taddei A, Castelli C, Muller AJ. Crystalli-zation, morphology, and enzymatic degradation of polyhydroxybutyr-ate/polycaprolactone (PHB/PCL) blends. Macromol Chem Phys

Chapter 1
38
2007;208(9):924-937. 88. Zhang KY, Ran XH, Wang XM, Han CY, Wen X, Zhuang YG, Dong LS. Im-
provement in toughness and crystallization of poly(L-lactic acid) by melt blending with poly(epichlorohydrin-co-ethylene oxide). Polym Eng Sci 2011;51(12):2370-2380.
89. Jiao J, Wang SJ, Xiao M, Xu M, Meng YZ. Processability, property, and mor-phology of biodegradable blends of poly(propylene carbonate) and poly(ethylene-co-vinyl alcohol). Polym Eng Sci 2007;47(2):174-180.
90. Cao YX, Du FG, Wang XL, Meng YZ. New biodegradable blends from ali-phatic polycarbonate and poly(vinyl alcohol). Polym Polym Compos 2006;14(6):577-584.
91. Li H, Huneault MA. Effect of chain extension on the properties of PLA/TPS blends. J Appl Polym Sci 2011;122(1):134–141.
92. Avérous L. Biodegradable multiphase systems based on plasticized starch: A review. J Macromol Sci C Polym Rev 2004;44(3):231-274.
93. Ke T, Sun X. Thermal and mechanical properties of poly(lactic acid) and starch blends with various plasticizers. Trans Am Soc Agricult Eng 2001;44(4):945-953.
94. Huneault MA, Li H. Morphology and properties of compatibilized polylac-tide/thermoplastic starch blends. Polymer 2007;48(1):270-280.
95. Chapleau N, Huneault MA, Li H. Biaxial orientation of polylac-tide/thermoplastic starch blends. Int Polym Proc 2007;22(5):402-409.
96. Mihai M, Huneault MA, Favis BD, Li H. Extrusion foaming of semi-crystalline PLA and PLA/thermoplastic starch blends. Macromol Biosci 2007;7(7):907-920.
97. Zhang J-F, Sun X. Mechanical properties of poly(lactic acid)/starch composites compatibilized by maleic anhydride. Biomacromolecules 2004;5(4):1446-1451.
98. Koller I, Owen AJ. Starch-filled PHB and PHB/HV copolymer. Polym Int 1996;39(3):175-181.
99. Zhang L, Deng X, Zhao S, Huang Z. Biodegradable polymer blends of poly(3-hydroxybutyrate) and starch acetate. Polym Int 1997;44(1):104-110.
100. Reis KC, Pereira J, Smith AC, Carvalho CWP, Wellner N, Yakimets I. Charac-terization of polyhydroxybutyrate-hydroxyvalerate (PHB-HV)/maize starch blend films. J Food Eng 2008;89(4):361-369.
101. Zhang M, Thomas NL. Preparation and properties of polyhydroxybutyrate blended with different types of starch. J Appl Polym Sci 2009;116(2):688-694.
102. Parulekar Y, Mohanty AK. Extruded biodegradable cast films from polyhy-droxyalkanoate and thermoplastic starch blends: fabrication and characteriza-tion. Macromol Mater Eng 2007;292(12):1218-1228.
103. Thiré MSMR, Ribeiro TAA, Andrade CT. Effect of starch addition on com-pression-molded poly(3-hydroxybutyrate)/starch blends. J Appl Polym Sci 2006;100(6):4338–4347.
104. Don T-M, Chung C-Y, Lai S-M, Chiu H-J. Preparation and properties of blends from poly(3-hydroxybutyrate) with poly(vinyl acetate)-modified starch. Polym Eng Sci 2010;50(4):709-718.
105. Lai S-M, Don T-M, Huang, Y-C. Preparation and properties of biodegradable

Introduction
39
thermoplastic starch/poly(hydroxy butyrate) blends. J Appl Polym Sci 2006;100(6):2371–2379.
106. Belhassen R, Méndez JA, Boufi S, López JP, Puig J, Pélach A, Mutjé P. Prepa-ration and properties of biocomposites based on jute fibers and blend of plasti-cized starch and poly(b-hydroxybutyrate). J Appl Polym Sci 2009;114(1):313-321.
107. Landreau E, Tighzert L, Bliard C, Berzin F, Lacoste C. Morphologies and properties of plasticized starch/polyamide compatibilized blends. Eur Polym J 2009;45(9)2609-2618.
108. Zhang M, Thomas NL. Blending Polylactic Acid with Polyhydroxybutyrate: The effect on thermal, mechanical, and biodegradation properties. Adv Polym Technol 2011;30(2):67-79.
109. Yokesahachart C, Yoksan R. Effect of amphiphilic molecules on characteris-tics and tensile properties of thermoplastic starch and its blends with poly(lactic acid). Carbohyd Polym 2011;83(1):22–31.
110. Zeng J-B, Jiao L, Li Y-D, Srinivasan M, Li T, Wang Y-Z. Bio-based blends of starch and poly(butylene succinate) with improved miscibility, mechanical properties, and reduced water absorption. Carbohyd Polym 2011;83(2):762–768.
111. Cao X, Zhang L, Huang J, Yang G, Wang Y. Structure–properties relationship of starch/waterborne polyurethane composites. J Appl Polym Sci 2003;90(12):3325-3332.
112. Lu Y, Tighzert L, Berzin F, Rondot S. Innovative plasticized starch films mod-ified with waterborne polyurethane from renewable resources. Carbohyd Polym 2005;61(2):174-182.
113. Yuan Y, Ruckenstein E. Polyurethane toughened polylactide. Polym Bull 1998;40(4-5):485-490.
114. Jaratrotkamjorn R, Khaokong C, Tanrattanakul V. Toughness enhancement of poly(lactic acid) by melt blending with natural rubber. J Appl Polym Sci 2011;124(6):5027-5036.
115. Juntuek P, Ruksakulpiwat C, Chumsamrong P, Ruksakulpiwat Y. Effect of glycidyl methacrylate-grafted natural rubber on physical properties of polylac-tic acid and natural rubber blends. J Appl Polym Sci 2012;125(1):745-754.
116. Qiang T, Yu D, Gao H. Wood flour/polylactide biocomposites toughened with polyhydroxyalkanoates. J Appl Polym Sci 2011;124(3):1831-1839.
117. Takagi Y, Yasuda R, Yamaoka M, Yamane T. Morphologies and mechanical properties of polylactide blends with medium chain length poly(3-hydroxyalkanoate) and chemically modified poly(3-hydroxyalkanoate). J Appl Polym Sci 2004;93(5):2363-2369.
118. Modi S, Koelling K, Vodovotz Y. Miscibility of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) with high molecular weight poly(lactic acid) blends deter-mined by thermal analysis. J Appl Polym Sci 2012;124(4):3074-3081.
119. Wu D, Yuan L, Laredo E, Zhang M, Zhou W. Interfacial properties, viscoelas-ticity, and thermal behaviors of poly(butylene succinate)/polylactide blend. Ind Eng Chem Res 2012;51(5):2290−2298.
120. Wang L, Ma W, Gross RA, McCarthy SP. Reactive compatibilization of bio-degradable blends of poly(lactic acid) and poly(ε-caprolactone). Polym Degrad

Chapter 1
40
Stabil 1998;59(1-3):161-168. 121. López-Rodríguez N, López-Arraiza A, Meaurio E, Sarasua JR. Crystallization,
Morphology, and Mechanical Behavior of Polylactide/Poly(ε-caprolactone) Blends. Polym Eng Sci 2006;46(9):1299-1308.
122. Na Y-H, He Y, Shuai X, Kikkawa Y, Doi Y, Inoue Y. Compatibilization effect of poly(ε-caprolactone)-b-poly(ethylene glycol) block copolymers and phase morphology analysis in immiscible poly(lactide)/poly(ε-caprolactone) blends. Biomacromolecules 2002;3(6):1179-1186.
123. Vilay V, Mariatti M, Ahmad Z, Pasomsouk K, Todo M. Characterization of the mechanical and thermal properties and morphological behavior of biodegrada-ble poly(L-lactide)/poly(ε-caprolactone) and poly(L-lactide)/poly(butylene succinate-co-L-lactate) polymeric blends. J Appl Polym Sci 2009;114(3):1784-1792.
124. Vilay V, Mariatti M, Ahmad Z, Pasomsouk K, Todo M. Improvement of mi-crostructures and properties of biodegradable PLLA and PCL blends compati-bilized with a triblock copolymer. Mater Sci Eng A 2010;527(26):6930-6937.
125. Odent J, Raquez JM, Duquesne E, Dubois P. Random aliphatic copolyesters as new biodegradable impact modifiers for polylactide materials. Eur Polym J 2012;48(2)331-340.
126. Lu DR, Xiao CM, Xu SJ, Ye YF. Tailor-made starch-based conjugates con-taining well-defined poly(vinyl acetate) and its derivative poly(vinyl alcohol). Express Polym Lett 2011;5(6):535-544.
127. Paul DR, Newman S, editors. Polymer blends. New York: Academic Press; 1978.
128. Olabisi O, Robeson LM, Shaw MT, editors. Polymer-Polymer Miscibility. New York: Academic Press; 1979.
129. Walsh DJ, Higgins JS, Maconnachie A, editors. Polymer blends and mixtures. Dordrecht: Martinus Nijhoff Publ; 1985.
130. Paul DR, Bucknall CB, editors. Polymer blends. New York: Wiley; 2000. 131. Utracki LA, editor. Polymer Alloys and Blends; Thermodynamics and Rheolo-
gy. Munich: Hanser; 1989. 132. Flory PJ. Principles of Polymer Chemistry. Ithaca: Cornell University Press;
1953. 133. Simha R, Somcynsky T. On the statistical thermodynamics of spherical and
chain molecule fluids. Macromolecules 1969;2(4):342-350. 134. Sanches IC, Lacombe RH. Theory of Liquid-liquid and Liquid-vapor Equilib-
ria. Nature 1974;252(5482):381-383. 135. Rodriguez-Perez MA, Simoes RD, Roman-Lorza S, Alvarez-Lainez M, Mon-
toya-Mesa C, Constantino CJL, de Saja JA. Foaming of EVA/starch blends: Characterization of the structure, physical properties, and biodegradability. Polym Eng Sci 2012;52(1):62-70.
136. Kim SH, Peterson SC. Development of degradable polymer composites from starch and poly(ethyl cyanoacrylate). Polym Compos 2012;33(6):904-911.
137. Kovacs JG, Tabi T, Examination of starch preprocess drying and water absorp-tion of injection-molded starch-filled poly(lactic acid) products. Polym Eng Sci 2011;51(5):843-850.
138. Gao HL, Hu S, Su FH, Zhang J, Tang GN. Mechanical, thermal, and biodegra-

Introduction
41
dability properties of PLA/modified starch blends. Polym Compos 2011;32(12):2093-2100.
139. Acioli-Moura, R., Sun, X.S., Thermal degradation and physical aging of poly(lactic acid) and its blends with starch. Polym Eng Sci 2008;48(4):829-836.
140. Pellegrini C, Tomka I. Starch alkanoates as models for thermoplastic polysac-charides. Macomol Symp 1998;127(1):31-35.
141. Flory PJ. Thermodynamics of high polymer solutions. J Chem Phys 1942;10(1):51-61.
142. Huggins ML. Solutions of long chain compounds. J Chem Phys 1941;9(5):440-440.
143. Koning C, Van Duin M, Pagnoulle C, Jerome R. Strategies for compatibiliza-tion of polymer blends. Prog Polym Sci 1998;23(4):707-757.
144. Tan ZJ, Vancso GJ. Polymer-polymer interaction parameters by inverse gas chromatography: A novel molecular interpretation of non-random partitioning of solvent probes in polymer blends. Macromol Theory Simul 1997;6(2):467-478.
145. Choe S, Cha Y-J, Lee H-S, Yoon JS, Choi HJ. Miscibility of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) and poly(vinyl chloride) blends. Poly-mer 1995;36(26):4977-4982.
146. Pereira AGB, Gouveia RF, de Carvalho GM, Rubira AF, Muniz EC. Polymer blends based on PEO and starch: Miscibility and spherulite growth rate evalu-ated through DSC and optical microscopy. Mater Sci Eng C 2009;29(2):499-504.
147. Zhang LL, Goh SH, Lee SY, Hee GR. Miscibility, melting and crystallization behavior of two bacterial polyester/poly(epichlorohydrin-co-ethylene oxide) blend systems. Polymer 2000;41(4)1429-1439.
148. Qiu ZB, Ikehara T, Nishi T. Poly(hydroxybutyrate)/poly(butylene succinate) blends: miscibility and nonisothermal crystallization. Polymer 2003;44(8):2503-2508.
149. Focarete ML, Scandola M, Dobrzynski P, Kovalczuk M. Miscibility and me-chanical properties of blends of (l)-lactide copolymers with atactic poly(3-hydroxybutyrate). Macromolecules 2002;35(22):8472-8477.
150. Hsieh YT, Woo EM. Phase Diagrams in Blends of Poly(3-hydroxybutyric ac-id) with Various Aliphatic Polyesters. Express Polym Lett 2011;5(7):570-580.
151. Han LJ, Han CY, Zhang HL, Chen S, Dong LS. Morphology and properties of biodegradable and biosourced polylactide blends with poly(3-hydroxybutyrate-co-4-hydroxybutyrate). Polym Compos 2012;33(6):850-859.
152. Phuong NT, Guinault A, Sollogoub C. Miscibility and morphology of poly(lactic acid)/poly(β-hydroxybutirate) blends. International Conference on Advances in Materials and Processing Technologies, AIP Conference Proceed-ings 2010;1315:173-178.
153. Peesan M, Supaphol P, Rujiravanit R. Preparation and characterization of hex-anoyl chitosan/polylactide blend films. Carbohyd Polym 2005;60(3):343–350.
154. Gerard T, Budtova T. Morphology and molten-state rheology of polylactide and polyhydroxyalkanoate blends. Eur Polym J 2012;48(6)1110-1117.
155. Kim WN, Burns CM. Blends of polycarbonate and poly(methyl methacrylate)

Chapter 1
42
and the determination of the polymer-polymer interaction parameter of the two polymers. Macromolecules 1987;20(8):1876-1882.
156. Yuan H, Liu ZY, Ren J. Preparation, characterization, and foaming behavior of poly(lactic acid)/poly(butylene adipate-co-butylene terephthalate) blend. Polym Eng Sci 2009;49(5):1004-1012.
157. Wang N, Zhang XX, Yu JG, Fang JM. Study of the properties of plasticized poly(lactic acid) with poly (1,3-butylene adipate). Polym Polym Compos 2008;16(9):597-604.
158. Nishi T, Wang TT. Melting point depression and kinetic effects of cooling on crystallization in poly(vinylidene fluoride)-poly(methyl methacrylate) mix-tures. Macromolecules 1975;8(6):909-915.
159. Szabó P, Epacher E, Földes E, Pukánszky B. Miscibility, structure and proper-ties of PP/PIB blends, Mater Sci Eng A 2004;383(2):307-315.
160. Meng B, Deng JJ, Liu Q, Wu ZH, Yang W. Transparent and ductile poly(lactic acid)/poly(butyl acrylate) (PBA) blends: Structure and properties. Eur Polym J 2012;48(1):127-135.
161. Ma P, Hristova-Bogaerds DG, Goossens JGP, Spoelstra AB, Zhang Y, Lemstra PJ. Toughening of poly(lactic acid) by ethylene-co-vinyl acetate copolymer with different vinyl acetate contents. Eur Polym J 2012;48(1):146-154
162. Zhang HL, Liu NA, Ran XH, Han CY, Han LJ, Zhuang YG, Dong LS. Tough-ening of polylactide by melt blending with methyl methacrylate-butadiene-styrene copolymer. J Appl Polym Sci 2012;125(S2):E550-R561.
163. Shin BY, Jang SH, Kim BS. Thermal, morphological, and mechanical proper-ties of biobased and biodegradable blends of poly(lactic acid) and chemically modified thermoplastic starch. Polym Eng Sci 2011;51(5):826-834.
164. Kisku SK, Swain SK. Study of oxygen permeability and flame retardancy properties of biodegradable polymethylmethacrylate/starch composites. Polym Compos 2012;33(1):79-84.
165. Fekete E, Pukánszky B, Peredy Z. Mutual correlations between parameters characterizing the miscibility, structure and mechanical properties of polymer blends. Angew Makromol Chem 1992;199(1):87-101.
166. Helfand E. Theory of inhomogeneous polymers: Lattice model for polymer–polymer interfaces. J Chem Phys 1975;63(5):2192-2198.
167. Pukánszky B, Turcsányi B, Tüdős F. in Ishida H, editor. New York: Elsevier; 1988. p. 467-477.
168. Pukánszky B. Influence of interface interaction on the ultimate tensile proper-ties of polymer composites. Composites 1990;21(3):255-262.
169. Bhatia A, Gupta RK, Bhattacharya SN, Choi HJ. Compatibility of Biodegrada-ble Poly (lactic acid) (PLA) and Poly (butylene succinate) (PBS) Blends for Packaging Application. Korea-Australia Rheology J 2007;19(3):125-131.
170. Wang Y, Hillmyer MA. Polyethylene-poly(L-lactide) diblock copolymers: Synthesis and compatibilization of poly(L-lactide)/polyethylene blends. J Polym Sci A Polym Chem 2001;39(16):2755–2766.
171. Anderson KS, Lim SH, Hillmyer MA. Toughening of polylactide by melt blending with linear low-density polyethylene. J Appl Polym Sci 2003;89(14)3757–3768.
172. Wu D, Zhang Y, Yuan L. Zhang M, Zhou W. Viscoelastic interfacial proper-

Introduction
43
ties of compatibilized poly(ε-caprolactone)/polylactide blend. J Polym Sci B Polym Phys 2010;48(7):756-765.
173. Kim C-H, Cho KY, Choi E-J, Park J-K. Effect of P(LLA-co-εCL) on the Com-patibility and Crystallization Behavior of PCL/PLLA Blends. J Appl Polym Sci 1999;77(1):226-231.
174. Tsuji H, Yamada T, Suzuki M, Itsuno S. Blends of aliphatic polyesters. Part 7. Effects of poly(L-lactide-co-ε-caprolactone) on morphology, structure, crystal-lization, and physical properties of blends of poly(L-lactide) and poly(ε-caprolactone). Polym Int 2003;52(2):269-275.
175. Maglio G, Malinconico M, Migliozzi A, Groeninckx G. Immiscible Poly(L-lactide)/Poly(e-caprolactone) Blends: Influence of the Addition of a Poly(L-lactide)-Poly(oxyethylene) Block Copolymer on Thermal Behavior and Mor-phology. Macromol Chem Phys 2004;205(7)946-950.
176. Dell’Erba R, Groeninckx G, Maglio G, Malinconico M, Migliozzi A. Immisci-ble polymer blends of semicrystalline biocompatible components: thermal properties and phase morphology analysis of PLLA/PCL blends. Polymer 2001;42(18):7831-7840.
177. Duquesne E, Rutot D, Degée P, Dubois P. Synthesis and Characterization of Compatibilized Poly(ε-caprolactone)/Granular Starch Composites. Macromol Symp 2001;175(1)33-43.
178. Cai Q, Wan Y, Bei J, Wang S. Synthesis and characterization of biodegradable polylactide-grafted dextran and its application as compatilizer. Biomaterials 2003;24(20)3555-3562.
179. Ceccorulli G, Scandola M, Adamus G. Compatibilizing Effect of a Graft Co-polymer on Bacterial Poly(3-hydroxybutyrate)/Poly(methyl methacrylate) Blends. J Polym Sci B Polym Phys 2002;40(13):1390-1399.
180. Park SB, Hwang SY, Moon CW, Im SS. Plasticizer effect of novel PBS iono-mer in PLA/PBS ionomer blends. Macromol Res 2010;18(5):463-471.
181. Avella M, Errico ME, Laurienzo P, Martuscelli E, Raimo, Rimedio R. Prepara-tion and characterisation of compatibilised polycaprolactone/starch compo-sites. Polymer 2000;41(10):3875-3881.
182. Wu C-S. Physical properties and biodegradability of maleated-polycaprolactone/starch composite. Polym Degrad Stabil 2003;80(1):127–134.
183. Wang N, Yu JG, Ma XF. Preparation and characterization of thermoplastic starch/PLA blends by one-step reactive extrusion. Polym Int 2007;56(11):1440–1447.
184. Jang WY, Shin BY, Lee TJ, Narayan R. Thermal Properties and Morphology of Biodegradable PLA/Starch Compatibilized Blends. J Ind Eng Chem 2007;13(3):457-464.
185. Yao M, Deng H, Mai F, Wang K, Zhang Q, Chen F, Fu Q. Modification of poly(lactic acid)/poly(propylene carbonate) blends through melt compounding with maleic anhydride. Express Polym Lett 2011;5(11):937-949.
186. Jun CL. Reactive Blending of Biodegradable Polymers: PLA and Starch. J Polym Environ 2000;8(1):33-37.
187. Liao H-T, Wu CS. Performance of an acrylic-acid-grafted poly(3-hydroxybutyric acid)/starch bio-blend: characterization and physical proper-ties. Des Monomers Polym 2007;10(1):1-18.

Chapter 1
44
188. Mani R, Bhattacharya M, Tang J. Functionalization of polyesters with maleic anhydride by reactive extrusion. Polym Sci A Polym Chem 1999;37(11):1693-1702.
189. Carlson D, Nie L, Narayan R, Dubois P. Maleation of Polylactide (PLA) by Reactive Extrusion. J Appl Polym Sci 1999;72(4):477-485.
190. Teyssandier F, Cassagnau P, Gérard JF, Mignard N. Reactive compatibiliza-tion of PA12/plasticized starch blends: Towards improved mechanical proper-ties. Eur Polym J 2011;47(12):2361-2371.
191. Dubois P, Krishnan M, Narayan R. Aliphatic polyester-grafted starch-like pol-ysaccharides by ring-opening polymerization Polymer 1999;40(11):3091–3100.
192. Dubois P, Narayan R. Biodegradable Compositions by Reactive Processing of Aliphatic Polyester/Polysaccharide Blends. Macromol Symp 2003;198(1):233-243.

Adhesion in PLA/CaSO4 composites
45
Chapter 2
Adhesion and micromechanical deformation processes in
PLA/CaSO4 composites3
2.1. Introduction
Increasing production capacity decreases PLA’s price thus it may represent a
reasonable alternative to commodity polymers in several application areas. Calcium
sulfate forms as a byproduct during the purification of the lactic acid monomer, thus it
is reasonable to attempt the use of this mineral for the modification of PLA. Such an
approach may result in a reasonable utilization of the byproduct and allow the prepara-
tion of a new material [1-5]. As it has been shown elsewhere [5], the preparation of
PLA/CaSO4 composites satisfies two of the twelve principles of green chemistry, i.e.
the use of renewable feedstock and the prevention of waste formation. The use of gyp-
sum as a filler for PLA decreases the cost of the polymer and makes it competitive with
traditional petrochemical polymers. However, further study is needed to determine
structure-property correlations, deformation and failure behavior, performance and
potential application areas of this relatively new composite [2].
In a former study we prepared PLA composites containing uncoated CaSO4
and the same filler coated with stearic acid, and determined their structure and proper-
ties [6]. We found that surface modification changes all properties drastically, which
indicates the importance of interfacial interactions in the determination of composite
properties. Moreover, with specifically designed experiments we found that stearic acid
dissolves in PLA and plasticizes the polymer around the particles which can lead to
local plastic deformation. We assumed that the dominating micromechanical defor-
mation mechanism is debonding, i.e. the separation of the matrix and the filler at the
interface, which justifies the increased importance of interfacial interactions. However,
we did not have direct evidence for this assumption. Finally, we also found widely de-
viating points in some of our correlations, which were difficult or impossible to under-
stand.
Taking into consideration all these questions, the goal of the present study was
to focus more on interfacial interactions and micromechanical deformation processes in
PLA/CaSO4 composites. The samples were homogenized by extrusion and specimens
were prepared by injection molding this time. Less attention was paid to structure, but
more effort was spent on the surface characterization of the filler, on the estimation of
interfacial adhesion and on deformation processes. Similarities and differences caused
by the dissimilar conditions are pointed out and the practical consequences are dis-
cussed in the paper.
3Imre B, Keledi G, Renner K, Móczó J, Murariu M, Dubois Ph, Pukánszky B. Carbohydr. Polym. 2012; 89:
759-767.

Chapter 2
46
2.2. Experimental
The PLA used in the experiments was obtained from NatureWorks (USA). The
selected grade (Ingeo 4032D, Mn = 88 500 g/mol and Mw/Mn = 1.8) is recommended
for extrusion. The polymer (<2% D isomer) has a density of 1.24 g/cm3, while its MFI
is 3.9 g/10 min at 190 °C and 2.16 kg load. The CAS-20-4 calcium sulphate filler used
was supplied by the United States Gypsum Co. (USA). The filler, manufactured from
high purity gypsum rock using controlled calcination and fine grinding, has a volume
average particle size of 4.4 μm, specific gravity of 2.96 g/cm3 and calcium sulfate con-
tent >99%. The filler was surface coated with 1.5 wt% stearic acid resulting in mono-
layer coverage [6] in order to modify interfacial interactions. Coating was carried out at
120°C and 100 rpm for 10 min in a Haake Rheomix 600 mixer fitted with blades for
dry-blending. The CaSO4 content of the PLA composites, both with coated and uncoat-
ed fillers, was changed from 0 to 30 vol% in 5 vol% steps.
The particle size and particle size distribution of the filler was determined with
a Malvern Mastersizer 2000, while its specific surface area with an Autosorb 1
(Quantachrome, USA) apparatus. The surface characteristics of the fillers were studied
by inverse gas chromatography (IGC). The fillers were aggregated in methanol then the
dried samples were grinded and sieved. The size of the grinded filler particles covered a
wide range; the fraction between 400 and 800 μm size was used for the filling of the
column. Columns were conditioned at 140°C for 16 hours and measurements were done
at different temperatures (90-120 °C) with the injection of various n-alkanes and polar
solvents (tetrahydrofurane, diethyl ether, ethyl acetate, chloroform).
Both poly(lactic acid) and the fillers were dried in a vacuum oven before com-
posite preparation (110°C for 4 hours and 120 °C for 2 hours, respectively). The com-
ponents were homogenized using a Brabender DSK 42/7 twin screw compounder at
205-205-210 °C and 30 rpm followed by granulation. Standard specimens (ISO 527 1A)
were produced by injection molding (Demag IntElect 50/330-100) at 200-210-220-230
°C barrel and 40 °C mold temperature, 550 bar injection and 500 bar holding pressure at
35 s holding time. All specimens were kept in a room with controlled temperature and
humidity (23 °C and 50 %) for at least one week prior further testing.
The possible crystallinity of the samples was checked by X-ray diffraction
(XRD) using a Phillips PW 1830/PW 1050 apparatus with CuKα radiation at 40 kV and
35 mA anode excitation. XRD spectra were registered between 5 and 35° 2θ angles.
Crystallinity was determined also by differential scanning calorimetry using a Perkin
Elmer DSC 7 apparatus. Only one heating run was done on 5 mg samples with a heating
rate of 10°C/min.
The filler was coated with different amounts of surfactants as described in a
previous paragraph. The amount of bonded stearic acid on the filler surface prior to
compounding and in the composite was compared using FTIR-DRIFT spectroscopy. In
order to separate the coated filler from the PLA matrix, 11.3 g of the composite contain-
ing 25 vol% (5 g) of coated filler was stirred for 5 hours in 100 ml of chloroform and
dichloromethane respectively. The filler was analyzed following filtration and drying.
For the sake of comparison, the same method was applied to 5 g of the coated filler,
while the neat uncoated and coated fillers were used as references.

Adhesion in PLA/CaSO4 composites
47
Mechanical properties were characterized by tensile testing on 5 standard 4
mm thick ISO 527 1A specimens using an Instron 5566 apparatus. Stiffness (E) was
determined at 0.5 mm/min cross-head speed and 115 mm gauge length. Tensile strength
(σ), and elongation-at-break (ε) were calculated from force vs. deformation traces
measured on the same specimens at 5 mm/min cross-head speed. Micromechanical
deformation processes were studied by volume strain (VOLS) and acoustic emission
(AE) measurements. Volume strain was determined by the measurement of changes in
the dimension of the specimen also in a lateral direction; we assumed that changes in
the other lateral direction are similar. A Sensophone AED 40/4 apparatus was used to
record and analyze acoustic signals during tensile tests. Both standard and instrumented
impact tests were carried out to characterize fracture resistance. Impact testing was done
according to the ISO 179 standard on 80 x 10 x 4 mm specimens using a Ceast Resil 5.5
apparatus (2 mm notch, 62 mm span, 4 J hammer, 2.9 m/s). The particle characteristics
of CaSO4 and the structure, as well as the deformation mechanism of the composites
were studied by scanning electron microscopy, SEM (JEOL JSM-6380 LA). Micro-
graphs were recorded on both impact and tensile fracture surfaces. Error bars in the
figures represent standard deviance in all the cases throughout this Thesis.
2.3. Results and discussion
The morphology of PLA/CaSO4 composites is relatively complicated. The
polymer can crystallize, but the rate of crystallization is rather slow thus under the con-
ditions of normal processing operations it remains mostly amorphous; its crystalline
content is very small. Besides crystalline structure, the distribution of the filler in the
matrix, i.e. the possible formation of aggregates, especially at large filler loadings, is
also an important issue. The filler might influence also interphase formation and the
mobility of the polymer molecules. We investigated these questions in our previous
study in detail [6]. We found that crystallinity is negligible and additional measurements
done in this study by XRD and DSC confirmed this result. Very little aggregation was
found earlier in spite of the presence of a fraction of small particles. The most important
structural aspect was the plasticizing effect of stearic acid on PLA. Taking into consid-
eration previous results and supporting information obtained in this study we refrain
from the detailed discussion of structure and focus mostly on properties, surface charac-
teristics, interfacial adhesion and micromechanical deformations. Consequences for
practice are discussed in the final section of the chapter.
2.3.1. Properties
The stiffness of the PLA/CaSO4 composites studied is plotted against filler
content in Fig. 2.1. Stiffness increases steeply with increasing filler content and reaches
almost 8 GPa at 30 vol%. The effect of surface modification is very small; the stiffness
of the composites containing the coated filler is only slightly smaller than the modulus
of materials containing the uncoated filler. This result is in complete agreement with
earlier experience showing that neither interaction nor structure influence stiffness much
[7, 8]. The slight decrease of stiffness upon coating might be the result of decreased
interfacial interaction or the plasticizing effect of the stearic acid. In the first case the
debonding of large particles may occur already at the very small deformations of the

Chapter 2
48
modulus measurement. Plasticization on the other hand should affect the glass transition
temperature (Tg) of the matrix polymer. It is worthy to note that similarly to the compo-
sition dependence of stiffness, slight difference could be observed in the glass transit ion
temperature of the composites (see Table 2.1). As determined from the DSC traces of
the composites, Tg shifted to lower temperatures confirming the minor plasticizing ef-
fect of stearic acid in PLA.
0.0 0.1 0.2 0.3 0.43
4
5
6
7
8
9
Yo
un
g's
mo
du
lus
(GP
a)
Volume fraction of CaSO4 (-)
Fig. 2.1 Effect of surface coating and filler content on tensile modulus of PLA/CaSO4
composites. Symbols: () uncoated, () coated filler, ------ prediction (Eqs.
2.1-4)
If plasticization is the reason of decreased stiffness, the effect is slight, proba-
bly due to the constraint of the larger specimen thickness, which hinders plastic defor-
mation. Finally, the composition dependence of stiffness indicates the complete lack of
structural effects, the correlation agrees well with predictions [9, 10], as shown by the
broken line in Fig. 2.1. The composition dependence of modulus was predicted with the
Lewis-Nielsen equation (Eqs. 2.1-4)
Table 2.1 Effect of filler content on the glass transition temperature of PLA
Filler content
(vol%) 0 5 10 15 20 25 30
Tg
(°C)
coated 66.3 66.2 65.7 65.6 65.1 65.6 64.6
uncoated 66.3 66.3 66.2 66.4 66.5 66.4 66.3

Adhesion in PLA/CaSO4 composites
49
f
f
mB
BAEE
1
1
(2.1)
m
mA
10 8
5 7
(2.2)
AEE
EEB
mf
mf
/
1 /
(2.3)
f
f
f
1 1
2max
max
(2.4)
where E, Em(3.6 GPa) and Ef(63.9 GPa) are the Young's modulus of the composite,
matrix and filler [11], respectively, m(0.35) is the Poisson's ratio of the matrix and
fmax
(0.64) is maximum packing fraction [9]. Orientation does not play a role because
the aspect ratio of the filler is close to 1, while aggregation probably does not occur
either in accordance with previous results.
The composition dependence of tensile strength is presented in Fig. 2.2 for the
two series of composites. The strength of the composites containing the uncoated filler
decreases only slightly. This result agrees well with previous findings and indicates
good interaction between the filler and the polymer matrix.
0.0 0.1 0.2 0.3 0.420
30
40
50
60
70
Ten
sile
str
eng
th (
MP
a)
Volume fraction of CaSO4 (-)
Fig. 2.2 Effect of surface coating and filler content on tensile strength of PLA/CaSO4
composites. Symbols: () uncoated, () coated filler.

Chapter 2
50
Much more complicated is the composition dependence of strength for compo-
sites prepared with the coated filler. Strength decreases quite significantly with increas-
ing filler content and shows a minimum at 20 vol% CaSO4 content that is difficult to
explain. The large decrease in strength indicates weak interfacial adhesion and probably
easy debonding. The minimum might result from the combined effect of plasticization,
size constraint and changing interparticle distance. The deformability of the composites
changes similarly, as a function of composition as presented in Fig. 2.3, in which the
results obtained on 1 mm thick compression molded plates are also included as refer-
ence. In complete accordance with the composition dependence of strength, elongation-
at-break shows a maximum at 20 vol% filler content for the injection molded speci-
mens. Obviously, the combination of the factors mentioned above results in a maximum
in deformability and a minimum in strength in this range of filler loading. It also should
be noted that elongation-at-break is very small for composites containing the uncoated
filler and it is only marginally larger for composites prepared with the coated filler,
though deformability remains below 4 % in all cases. Specimen thickness has a similar
effect on composites containing both the coated and the uncoated filler, but coating has
a much larger effect at 1 mm thickness. Apparently plasticization and/or local plastic
deformation influence deformability much more at smaller constraint.
0.0 0.1 0.2 0.3 0.40
1
2
3
4
5
Elo
ng
atio
n-a
t-b
reak
(%
)
Volume fraction of CaSO4 (-)
Fig. 2.3 Effect of surface coating and filler content on deformability of PLA/CaSO4
composites. Symbols: (,) uncoated, (,) coated filler; effect of tech-
nology and specimen thickness: 4 mm, injection molded, ------ 1 mm
compression molded.
Limited fracture resistance is one of the drawbacks of PLA. Combination with
fillers might increase [12-16] or decrease [13, 14, 17] impact strength depending on the

Adhesion in PLA/CaSO4 composites
51
extent of plastic deformation initiated by the filler. Considering the differences in de-
formability and strength (see Figs. 2.2 and 2.3) we expected large difference in the
fracture behavior of composites containing the coated and the uncoated filler, respec-
tively. A few selected force vs. time traces recorded during instrumented impact testing
are presented in Fig. 2.4. The traces are very similar to each other; considerable differ-
ences cannot be established without quantitative analysis. The presence of the filler
increases the maximum force, i.e. the critical stress intensity factor for fracture initia-
tion. Fracture energy seems to be more or less the same for the two series of composites.
The larger force and area measured at 25 vol% content of the coated filler indicates
some increase in plastic deformation, but this is much below the extent expected. The
lack of pronounced effect of coating on fracture resistance is strange and might be ex-
plained with the high speed (2.9 m/s) of testing and the size constraint of the large spec-
imens. We may conclude, however, that the coating of the filler changes interfacial
interaction and also the extent of plastic deformation thus a more thorough study of
these factors is needed for the understanding of the behavior of PLA/CaSO4 composites.
0
50
100
150
200
250
300
25 vol%10 vol%
Fo
rce
(N)
Time (msec)
PLA
5 msec
Fig. 2.4 Instrumented impact testing of PLA/CaSO4 composites, effect of surface
coating and filler content; --- PLA, uncoated filler, ------ coated
filler.
2.3.2. Surface characterization
In the absence of coupling, i.e. covalent bonds, between the matrix and the
filler, interfacial interactions are created by secondary bonds. The character and strength
of interactions can be estimated quite well by the proper characterization of the surface.
Surface properties are often determined by inverse gas chromatography, which allows

Chapter 2
52
the determination of both the apolar, dispersion and the polar, specific components of
interaction [18- 21]. The dispersion component of surface tension is determined by the
method of Dorris and Gray [22] using retention volumes obtained by the injection of n-
alkanes onto the column, the packing of which is the filler itself. Because of the large
surface energy of CaSO4 even the determination of the dispersion component is not
easy, the probe does not elute at room temperature, thus the measurement is done at
higher temperatures. The specific component of interaction can be characterized by the
donor (DN) and acceptor (AN) numbers or Drago [23] or Gutmann [24]. The injection
of polar solvents with known AN and DN numbers allows the determination of the
enthalpy change of adsorption and from its temperature dependence the determination
of the acid-base constants Ka and Kd [24].
Table 2.2 Surface characteristics of the CaSO4 fillers studied
Filler Surface tension
a, s
d
(mJ/m2)
Acid-base constants
Ka Kd
uncoated 79.8 0.10 0.54
coated 21.6 0.37 0.52
adetermined at 120 °C
The surface characteristics of the two fillers studied are collected in Table 2.2.
The dispersion component of surface energy is relatively large compared to CaCO3 that
has a value of about 65 mJ/m2 at 50 °C and 45 mJ/m
2 at 120 °C [25]. Surface tension
decreases considerably upon coating, instead of the 80 mJ/m2 measured for the uncoated
filler we obtain 21.6 mJ/m2 after coating. Both values mentioned were determined at
120 °C. The dispersion component of surface tension does not give information about
specific interactions, although the carbonyl group of PLA is definitely capable of form-
ing strong bonds, which probably lead to strong interfacial adhesion. IGC measurements
indicate that the surface of the fillers is amphoteric in character, but it is much more
basic than acidic. Acidity increases upon surface treatment, which is not very surprising
considering that coating was done with stearic acid. These values explain both the
strong interaction between the uncoated filler and the polymer, and the increase in acidi-
ty with coating indicates the presence of free or weakly bonded stearic acid, which, on
the other hand, explains the dissolution and the plasticization effect of this surfactant in
PLA.
2.3.3. Interfacial adhesion
The strength of interfacial adhesion can be estimated in several ways in par-
ticulate filled composites. If we know the components of surface energy, the reversible
work of adhesion can be calculated quantitatively as
ababdd
AB HfnW 2 2/1
21 (2.5)

Adhesion in PLA/CaSO4 composites
53
where 1d and 2
d are the dispersion component of the surface tension for components 1
and 2, respectively, f is a correction factor close to unity, nab
is the number of interacting
acid–base sites located on the surface, and Hab
is the enthalpy related to acid–base
interaction. Recently an approach was developed to determine the strength of interfacial
adhesion from acoustic emission measurements [26]. The basis of the approach is Eq.
2.6, which defines debonding stress as
2/1
21
R
WECC ABTD (2.6)
where D and T
are debonding and thermal stresses, respectively, E the Young's modu-
lus of the matrix, WAB the reversible work of adhesion, R the radius of the particles,
while C1 and C2 are geometric constants related to the debonding process. If we know
the parameters of the equation, which were calculated from measurements done on
polymer/filler pairs with known characteristics (E, R, WAB), and know the stiffness of
the matrix and the size of the particles, which we usually do, we can calculate the
strength of adhesion, which we term Fa instead of WAB in order to differentiate the ap-
proach used for determination. Finally, the strength of interfacial adhesion can be also
estimated from the composition dependence of composite strength if the dominating
deformation mechanism is debonding. The dependence of tensile strength on filler con-
tent can be expressed as
exp
2.5 1
1 0 Bn
TT
(2.7)
where T and T0 are the true tensile strength (T = and = L/L0) of the composite
and the matrix, respectively, n is a parameter expressing the strain hardening tendency
of the matrix, is the volume fraction of the filler and B is related to its relative load-
bearing capacity, i.e. to the extent of reinforcement, which depends on interfacial inter-
action. We can write Eq. 2.7 in linear form
ln
1
5.2 1 ln ln 0 BTn
TTred
(2.8)
and plotting the natural logarithm of the reduced tensile strength of the composite
against filler content should result in a linear correlation, the slope of which is propor-
tional to the strength of interaction. In Fig. 2.5 the strength of the two series of compo-
sites is plotted against filler content in the form indicated by Eq. 2.8. We obtain linear
correlations indeed with considerably different slopes which clearly show the difference
in the strength of interfacial adhesion.
The results obtained with the three different approaches are compiled in Table
2.3 for the two fillers. We can see that in spite of the dissimilar approaches the final
results are the same. Even the absolute values are similar for adhesion obtained from
thermodynamic calculations and acoustic emission measurements, but parameter B
determined from the composition dependence of tensile strength also shows that the
strength of interfacial adhesion is significantly larger in composites containing the un-
coated filler than in those prepared with coated CaSO4. The results are consistent and

Chapter 2
54
indicate that debonding is facilitated by coating. On the other hand, easier debonding
does not necessarily mean larger plastic deformation and does not give information
about the possible plasticizing effect of stearic acid in PLA.
0.0 0.1 0.2 0.3 0.43.8
4.0
4.2
4.4
4.6
4.8
5.0
5.2
ln(r
educe
d s
tren
gth
,
Tre
d)
Volume fraction of CaSO4 (-)
Figure 2.5 Effect of filler content and surface coating on the initiation stress for
debonding determined by acoustic emission in PLA/CaSO4 composites.
Symbols: () uncoated, () coated filler.
Table 2.3 Effect of surface coating on matrix/filler adhesion determined with three
independent methods in PLA/CaSO4 composites
Filler
Interfacial adhesion determined from
Surface characteristics
WAB (mJ/m2)
Acoustic emission
Fa (mJ/m2)
Tensile strength
Parameter B
uncoated 243 211 2.56
coated 121 134 1.24
2.3.4. Micromechanical deformations
External load induces stress concentration around heterogeneities in particulate
filled composites. Local stress maxima initiate local deformation processes and their
detection gives valuable information about the mechanism of the processes and often
also about the performance of the material. Debonding results in the formation of voids
which increases the volume of the specimen. However, detectable volume increase

Adhesion in PLA/CaSO4 composites
55
starts only after the considerable plastic deformation of the material around the hetero-
geneities [27]. The volume increase of three specimens is compared in Fig. 2.6 together
with the corresponding stress vs. strain traces. We can see that volume increases more
or less linearly at small deformations with very similar slopes for the three materials.
The increase is the result of Poisson's ratio being different from 0.5. Larger differences
can be detected among the materials above 1.0 % elongation. Apparently a decrease of
volume increase seems to occur in neat PLA, which is usually an indication of inhomo-
geneous deformation and yielding. The uncoated filler with strong interfacial adhesion
fails before volume starts to increase. This may indicate the complete absence of
debonding, but more probably the immediate, catastrophic failure of the specimen after
the separation of the interfaces. Large volume increase is observed in the composite
containing the coated filler, which is in complete agreement with the large deformability
and small strength of this material. Debonding occurs at lower stress which can be ex-
plained by the weaker adhesion due to the surface treatment of the filler. As we have
shown earlier, the PLA can dissolve the stearic acid form the surface of CaSO4 [6], but
dissolution is never complete; some surfactant remains on the surface which results in
weaker interaction compared to the neat filler. The fact that a certain, lower extent of
surface coverage is still present in the composites was demonstrated by DRIFT meas-
urement of coated fillers extracted from the composite after dissolution of the matrix;
these results however are not listed here. Considering all these factors, we might con-
clude that the effect of debonding, stearic acid plasticization and changing particle dis-
tance results in this large volume increase.
0,0 0,5 1,0 1,5 2,0 2,5 3,00
10
20
30
40
50
60
70
Ten
sile
str
ess
(MP
a)
Deformation (%)
0,0
0,5
1,0
1,5
2,0
2,5
3,0
Vo
lum
e strain (%
)
Fig. 2.6 Results of the volume increase measurements: Filler content: 20 vol%. Sym-
bols: --- PLA, uncoated filler, ----- coated filler.

Chapter 2
56
The result of acoustic emission measurement done on the composite containing
the uncoated filler in 5 vol% indicates that considerable number of acoustic events oc-
cur in the material during deformation (Fig. 2.7). Individual acoustic events are indicat-
ed with small circles in the figure; their amplitude changes between the threshold value
of 20 dB and a maximum around 80 db. It is quite difficult to draw much conclusion
from individual signals thus we plot also the cumulative number of signals in the figure
together with the stress vs. strain trace for comparison. The S shape of the cumulative
number of signals vs. elongation correlation is typical for debonding [27]. We can also
determine a characteristic stress value from such traces indicating the initiation of
debonding (AE, see Fig. 2.8). This value can be and was used for the calculation of the
strength of interfacial adhesion (Fa, Table 2.3) according to the second approach de-
scribed above (see Eq. 2.2, D).
0 1 2 3 4 50
10
20
30
40
50
60
Ten
sile
str
ess
(MP
a)
Deformation (%)
0
2000
4000
6000
8000
Cu
mu
lative N
o o
f sign
als
Fig. 2.7 Results of the acoustic emission measurements: Filler content: 5 vol% coated
filler. Symbols: () individual acoustic signals.
Correlations of the cumulative number of signals are compared in Fig. 2.8 for
three materials, for the PLA and for composites containing the uncoated and coated
CaSO4 filler in 5 vol%, respectively. Hardly any sound is detected in the matrix polymer
indicating that it deforms mainly elastically and by shear yielding that do not give
sound. The shape of the cumulative number of signal correlations is similar for the two
composites; the only difference is in the number of signals, which is much smaller in
the composite containing the coated filler. The small number of signals may be the
result of fewer acoustic events, but the strength of adhesion was also shown to influence
the number of signals and/or their detection. Considerable local yielding and changing
matrix properties as a result of plasticization may also contribute to the smaller number
of acoustic emission signals.

Adhesion in PLA/CaSO4 composites
57
0 1 2 3 4 50
10
20
30
40
50
60
70
0
1000
2000
3000
4000
5000
6000
Ten
sile
str
ess
(MP
a)
Deformation (%)
Cu
mu
lative N
o o
f sign
als
AE
AE
Fig. 2.8 Acoustic activity of PLA and its composites. Filler content: 5 vol%, ---
PLA, uncoated filler, ----- coated filler.
The characteristic stress value related to the appearance of acoustic signals,
which we assign to the initiation of debonding, is plotted against filler content in Fig.
2.9 for the two composite series. Composition dependence differs considerably for the
two types of fillers. Characteristic stress increases slightly with filler content for compo-
sites containing uncoated CaSO4. Such a behavior was explained before with the effect
of interacting stress fields leading to a decrease of local stresses [28]. On the other hand,
coating obviously facilitates debonding. However, the composition dependence cannot
be explained solely with this effect, since the strength of interaction is the same at all
filler contents. Obviously some other factor or factors also contribute to the initiation of
debonding. We may assume that local deformation, changing matrix properties due to
the plasticizing effect of stearic acid and changes in particle distance all contribute to
the decrease of debonding stress.
2.3.5. Discussion
The results presented above clearly prove the important role of interfacial ad-
hesion on the deformation and failure behavior of PLA/CaSO4 composites. The coating
of the filler surface with stearic acid does not influence the stiffness of the composites
much, as expected, but results in a considerable decrease in composite strength. The
dominating micromechanical deformation is clearly debonding, which could be proved
both by volume strain and acoustic emission measurements. Stearic acid treatment in-
creases the deformability of the composites and facilitates debonding. However, the
extremes in the composition dependence of strength and elongation-at-break indicate

Chapter 2
58
the effect of additional factors, almost certainly the role of local deformations which
depend on composition, but also on the presence or absence of stearic acid on the sur-
face of the filler. Although the overall homogeneity of the composites is satisfactory as
indicated by several results, local inhomogeneity may also influence macroscopic prop-
erties.
0.0 0.1 0.2 0.3 0.410
20
30
40
50
Init
itat
ion s
tres
s,
AE
1 (
MP
a)
Volume fraction of CaSO4 (-)
Fig. 2.9 Effect of filler content and surface coating on the initiation stress for debond-
ing determined by acoustic emission in PLA/CaSO4 composites; () uncoat-
ed, () coated filler.
Although electron micrographs cannot supply unassailable evidence about the
local deformation processes occurring around particles, they can at least offer some
information supporting our assumptions. The fracture surface of a specimen created
during tensile testing is shown in Fig. 2.10a; the composite contained 30 vol% uncoated
filler. The surface shows all the characteristics of PLA/CaSO4 composites prepared with
uncoated particles. Several large and a large number of small particles can be seen in the
figure. Considering the large filler content, the homogeneity of the sample is reasonable
and the fracture surface is smooth indicating limited extent of plastic deformation. A
completely different view is offered by the fracture surface of the composite containing
the same amount of filler, but prepared with coated CaSO4 (Fig. 2.10b). The large parti-
cles are visible here too, but the presence of smaller ones is obscured by the large extent
of plastic deformation around the large particles. The large holes around these particles
also support our conclusions about facilitated debonding (Fig. 2.2), void formation (Fig.
2.6) and large plastic deformation.

Adhesion in PLA/CaSO4 composites
59
a)
b)
Fig. 2.10 Void formation in PP/PMMA model composites at large deformation (2y).
Filler content: 20 vol%
Although based on these micrographs we do not dare to draw farfetched con-
clusions, we may safely say that local deformation processes play an important role in
the determination of the ultimate properties of PLA/CaSO4 composites. The role of
increased local plastic deformation is further supported by Fig. 2.11 in which the tough-
ness of the composites calculated by integrating force – elongation curves registered
during tensile testing is plotted against filler content. The difference in the toughness of
the two sets of composites is not large, but definite thus verifying our arguments pre-
sented above.

Chapter 2
60
0.0 0.1 0.2 0.3 0.40
25
50
75
100
Toughnes
s (k
J/m
2)
Voume fraction of CaSO4 (-)
Fig. 2.11 Effect of coating on the toughness of PLA/CaSO4 composites prepared with
uncoated and coated filler. Symbols: () uncoated, () coated.
To further emphasize the correlation between local processes and macroscopic proper-
ties, we plotted composite strength against the characteristic stress indicating the initia-
tion of debonding which was determined from acoustic emission experiments (Fig.
2.12).
15 20 25 30 35 4025
30
35
40
45
50
55
60
Ten
sile
str
eng
th (
MP
a)
Initiation stress, AE
(MPa)
Fig. 2.12 Correlation between composite strength and the initiation stress of debond-
ing in PLA/CaSO4 composites. () uncoated, () coated filler.

Adhesion in PLA/CaSO4 composites
61
The correlation is unambiguous proving that local processes determine the per-
formance of the composite indeed. However, a closer scrutiny reveals that the points for
the composite prepared with the uncoated filler cover a very narrow range, on the one
hand, while some points considerably deviate from the general tendency in the other
series, for composites containing the coated filler. These deviations clearly prove that
another factor or process also plays a role in the determination of composite strength
and we believe that this is local plastic deformation the extent of which depends also on
the local distribution of the particles. The coating of the filler facilitates debonding
through decreasing the strength of interaction, but also promotes plastic deformation by
changing matrix properties.
2.4. Conclusions
PLA/CaSO4 composites were prepared from uncoated and stearic acid coated
filler particles. The study of the properties as well as deformation and failure character-
istics of injection molded specimens proved the crucial role of interfacial interactions in
the determination of composite properties. Interfacial adhesion was estimated with three
independent methods all proving that adhesion is twice as strong in composites prepared
with the uncoated particles than in those containing the coated filler. Coating also
changes local deformation processes. Although debonding is the dominating microme-
chanical deformation process in all composites, local plastic deformation is larger
around coated particles. The extent of this deformation depends very much also on the
local distribution of particles. The final properties and performance of the composites
depend unambiguously on the micromechanical deformation processes occurring during
loading, on debonding and the subsequent plastic deformation. Stearic acid used for the
coating of the filler seems to dissolve in the polymer and locally change its properties.
2.5. References
1. Mishra S, Shimpi NG. Effect of the variation in the weight percentage of the load-
ing and the reduction in the nanosizes of CaSO4 on the mechanical and thermal
properties of styrene-butadiene rubber. J Appl Polym Sci 2007;104:2018-2026.
2. Murariu M, Ferreira AD, Degee P, Alexandre M, Dubois Ph. Polylactide composi-
tions. Part 1: Effect of filler content and size on mechanical properties of
PLA/calcium sulfate composites. Polymer 2007;48:2613-2618.
3. Murariu M, Ferreira AD, Pluta M, Bonnaud L, Alexandre M, Dubois, Ph. Polylac-
tide (PLA)-CaSO4 composites toughened with low molecular weight and polymeric
ester-like plasticizers and related performances. Eur Polym J 2008;44:3842-3852.
4. Pluta M, Murariu M, Ferreira AD, Alexandre M, Galeski A, Dubois, Ph. Polylac-
tide compositions. II. Correlation between morphology and main properties of
PLA/calcium sulfate composites. J. Polym Sci B Polym Phys 2007;45:2770-2780.
5. Sobkowicz MJ, Feaver JL, Dorgan JR. Clean and green bioplastic composites:
Comparison of calcium sulfate and carbon nanospheres in polylactide composites.
Clean - Soil Air Water 2008;36:706-713.

Chapter 2
62
6. Molnár K, Móczó J, Murariu M, Dubois Ph, Pukánszky B. Factors affecting the
properties of PLA/CaSO4 composites: homogeneity and interactions. Express
Polym Lett 2009;3:49-61.
7. Parrinello LM. Fiber Geometry-Effects on Physical-Properties of Chopped Fiber
Composites. Tappi J 1991;74:85-88.
8. Pukánszky B. Effect of interfacial interactions on the deformation and failure prop-
erties of PP/CaCO3 composites. New Polym Mater 1992;3:205-217.
9. Nielsen LE. Mechanical Properties of Polymers and Composites. New York: Mar-
cel Dekker 1974.
10. Wypych G. Handbook of Fillers. Toronto: ChemTec Publishing 1999.
11. Sharpe R, Cork G. Gypsum and anhydrite. In Industrial minerals & rocks (ed.
Kogel JE, Trivedi NC, Barker JM, Krukowski ST.): Littletown: Society for Mining,
Metallurgy, and Exploration, Inc. 2006;519-540
12. Bartczak Z, Argon AS, Cohen RE, Weinberg M. Toughness mechanism in semi-
crystalline polymer blends: II. High-density polyethylene toughened with calcium
carbonate filler particles. Polymer 1999;40:2347-2365.
13. Dubnikova IL, Berezina SM, Antonov AV. The effect of morphology of ternary-
phase polypropylene/glass bead/ethylene-propylene rubber composites on the
toughness and brittle-ductile transition. J Appl Polym Sci 2002;85:1911-1928.
14. Razi PS, Raman A. Studies on impact fracture properties of wood-polymer compo-
sites. J Compos Mater 2000;34:980-997.
15. Wang K, Wu J, Ye L, Zeng H. Mechanical properties and toughening mechanisms
of polypropylene/barium sulfate composites. Compos A: Appl Sci Manuf
2003;34:1199-1205.
16. Zuiderduin WCJ, Westzaan C, Huétink J, Gaymans RJ. Toughening of polypropyl-
ene with calcium carbonate particles. Polymer 2003;44:261-275.
17. Zebarjad SM, Tahani M, Sajjadi SA. Influence of filler particles on deformation
and fracture mechanism of isotactic polypropylene. J Mater Process Techno.
2004;155:1459-1464.
18. Comard MP, Calvet R, Balard H, Dodds JA. The influence of polymer impregna-
tion ratios on the surface properties of fumed silicas as determined by inverse gas
chromatography. Colloid Surface A 2004;232:269-274.
19. Comte S, Calvet R, Dodds JA, Balard H. Surface properties of low specific surface
powders using inverse gas chromatography. Powder Technol 2005;157:39-47.
20. Mukhopadhyay P, Schreiber HP. Aspects of Acid-Base Interactions and Use of
Inverse Gas-Chromatography. Colloid Surface A 1995;100:47-71.
21. Panzer U, Schreiber HP. On the Evaluation of Surface Interactions by Inverse Gas-
Chromatography. Macromolecules 1992; 5:3633-3637.
22. Dorris GM, Gray DG. Adsorption of Normal-Alkanes at Zero Surface Coverage on
Cellulose Paper and Wood Fibers. J Colloid Interf Sci 1980;77:353-362.
23. Drago RS, Vogel GC, Needham TE. Four-parameter equation for predicting en-
thalpies of adduct formation. J Am Chem Soc 1971;93:6014-6026.
24. Gutmann V. The donor-acceptor approach to molecular interactions. New York:
Plenum Press 1978.
25. Fekete E, Móczó J, Pukánszky B. Determination of the surface characteristics of
particulate fillers by inverse gas chromatography at infinite dilution: a critical ap-
proach. J Colloid Interf Sci 2004;269:143-152.

Adhesion in PLA/CaSO4 composites
63
26. Renner K, Móczó J, Vörös G, Pukánszky B. Quantitative determination of interfa-
cial adhesion in composites with strong bonding. Eur Polym J 2010;46:2000-2004.
27. Renner K, Yang MS, Móczó J, Choi HJ, Pukánszky B. Analysis of the debonding
process in polypropylene model composites. Eur Polym J 2005;41:2520-2529.
28. Pukánszky B, Vörös G. Stress distribution around inclusions, interaction, and me-
chanical properties of particulate-filled composites. Polym Compos 1996;17:384-
392.

Chapter 2
64

Interactions, structure, properties in PLA based blends
65
1Chapter 3
Interactions, structure and properties in poly(lactic acid)/
thermoplastic polymer blends4
3.1. Introduction
The modification of polymers by blending is a mature technology developed in
the 70ies or even earlier. A large number of papers and books were published on the
topic [1-13] and the theoretical studies carried out mostly on commodity and engineer-
ing thermoplastics paved the way for industrial applications. The advent of biopolymers
resulted in a revival of blending technology, as their several disadvantages can be over-
come by blending. The number of papers on the blending of biopolymers is vast, partly
because of the huge number and wide diversity of these polymers and partly because of
the increased interest in them. Poly(lactic acid) (PLA) and starch are the most often
studied materials [6-8, 9-13], but one could mention poly(3-hydroxybutyrate-co-3-
hydroxihexanoate)/poly(vinyl phenol) [14], thermoplastic phenol formaldehyde res-
in/polycaprolactone (PCL) [16], poly(3-hydroxybutyrate) (PHB)/PCL [17],
PLA/poly(butylene succinate) (PBS) [18, 19] poly(3-hydroxybutyrate-co-3-
hydroxihexanoate)/PLA [20], PHB/PLA [21], etc. without even attempting to be com-
prehensive. The goals of blending can range from the modification of Tg, improvement
of fracture resistance, flexibility or processability to the improvement of some other
properties like optical characteristics or flammability.
Miscibility is often mentioned in papers dealing with the blends of bio-based
and biologically degradable polymers, but rarely investigated in detail in all its various
aspects. Phase diagrams and the mutual solubility of the components in each other are
not determined, only the fact is established that a homogeneous or heterogeneous blend
forms. The conclusion is usually based on the number of glass transition temperatures
detected or on the number of phases observed on SEM micrographs. However, all pol-
ymers are partially miscible and dissolve in each other in some extent, and mutual solu-
bility depends on interaction, which can be characterized by the Flory-Huggins interac-
tion parameter (), for example. Although interactions are complicated and the parame-
ter is rather complex consisting of various components [22], the approach is the sim-
plest from the practical point of view and it is widely used for the estimation of misci-
bility [19, 23-25].
Fully degradable PLA blends may be used in agriculture and packaging, but
engineering applications require more durability and longer lifetime. As a consequence,
PLA is not blended only with other bio-based or biodegradable polymers, but also with
commodity and/or engineering plastics [26] usually for the automotive or the electronic
4Imre B, Renner K, Pukánszky B. accepted in Express Polym Lett

Chapter 3
66
industry. Several commercial applications exist already for such blends [26]. The appli-
cation of such materials also has environmental benefits since they improve carbon
footprint considerably. However, the production of such blends with properties satisfy-
ing the intended application is possible only if the miscibility of the components is con-
trolled and miscibility-structure-property correlations are known. Accordingly, the goal
of this work was to study interactions, structure and properties in the blends of PLA
with three commercial thermoplastics with differing chemical structures. Interactions
were estimated quantitatively and an attempt was made to relate miscibility, structure
and properties in the studied blends.
3.2. Experimental
The same poly(lactic acid) grade was used in this experiments as described in
Chapter 2. The thermoplastics used to prepare the blends were polystyrene (PS, Styron
686E, Styron LLC, density: 1.05 g/cm3, MFI: 2.5 g/10 min at 200 °C, 5 kg), polycar-
bonate (Makrolon 2658, Bayer Material Science AG, density: 1.2 g/cm3, MFI: 13 g/10
min at 300 °C, 1.2 kg) and poly(methyl methacrylate) (Oroglas HFI 7-101, Arkema
Inc., density: 1.17 g/cm3, MFI: 10 g/10 min at 230 °C, 3.8 kg). Composition changed
from 0 to 100 vol% of the second component in 10 vol% steps.
PLA and the thermoplastics were homogenized in an internal mixer (Brabender
W 50 EHT) for 12 min at 190 °C and 50 rpm. Both temperature and torque was record-
ed during homogenization. The melt was transferred to a Fontijne SRA 100 compres-
sion molding machine (190 °C, 5 min) to produce 1 mm thick plates used for further
testing.
One way to estimate interactions was to measure the solvent uptake of the pol-
ymers and the blends. The measurements were carried out in the vapor of dimethyl
sulfoxide (DMSO) and decane at 25 °C as a function of time until equilibrium was
reached. Flory-Huggins interaction parameters were calculated from the equilibrium
solvent uptake of the samples. The glass transition temperature of the blends was de-
termined by dynamic mechanical analysis (DMA) using a Perkin Elmer Diamond DMA
apparatus. Measurements were done in tensile mode with constant amplitude (10 µm)
and frequency (1 Hz) from 0 to 200 °C, with a heating rate of 2 °C/min. The glass tran-
sition temperature of the components and the blends was determined also by scanning
calorimetry on 5 mg samples at 10 °C/min heating rate in two runs. Rheological meas-
urements were carried out using an Anton-Paar Physica MCR 301 apparatus at 210 °C
in oscillatory mode in the frequency range of 0.1–600 1/sec on discs with 25 mm di-
ameter and 1 mm thickness. The amplitude of the deformation was 2 %. The morpholo-
gy of the blends was studied by scanning electron microscopy (JEOL JSM-6380 LA).
Micrographs were taken from cryo-fractured surfaces. Particle size was determined
based on the measurement of at least 250 individual particles. Mechanical properties
were characterized by tensile testing on 5 standard 1 mm thick ISO 527 specimens us-
ing an Instron 5566 apparatus. For the characterization of mechanical properties of the
blends the same parameters and equipment were used as described in Chapter 2.

Interactions, structure, properties in PLA based blends
67
3.3. Results and discussion
The results are discussed in several sections. The composition dependence of
properties is presented first than the structure developing during processing is discussed
in the next section. A longer section is dedicated to the estimation of interactions by
several methods and miscibility-structure-property interactions are discussed in the last
section of the paper.
3.3.1. Properties
The composition dependence of blend properties is determined by the interac-
tion of the components, structure, but also by the property itself. Modulus is less sensi-
tive to changes in interaction and structure, while properties measured at larger defor-
mations usually indicate quite well the interaction (compatibility) of the components.
As a consequence, the study of the composition dependence of properties may offer
information about interactions of the components. The complex viscosity determined at
0.2 s-1
angular frequency is plotted against composition in Fig. 3.1 for the three series of
blends. The correlations offer rather dissimilar picture. The simplest is the composition
dependence of PLA/PMMA blends, since the viscosity of the blends changes practically
linearly between those of the tow polymers.
0.0 0.2 0.4 0.6 0.8 1.010
1
102
103
104
105
Com
ple
x v
isco
sity
(P
as)
Volume fraction of component 2 (-)
PC
PMMA
PS
Fig. 3.1 Composition dependence of the complex viscosity of PLA/thermoplastic
blends determined at 0.2 s-1
angular frequency; () PS, () PC, ()
PMMA.

Chapter 3
68
Additivity indicates good homogeneity and not too strong specific interactions between
the components. Extremes in the composition dependence of viscosity is frequently
claimed to indicate the strength of interaction; maximums are related to strong, while
minimums to poor interactions. Accordingly, the interaction of PC to PLA is expected
to be stronger than that of PS. However, we must consider here other factors like the
size of the dispersed droplets, their elasticity, and interfacial tension, which also influ-
ence the actual value of viscosity, thus far reaching conclusions cannot be drawn about
interactions from Fig. 3.1.
The composition dependence of modulus (not shown) reveals even less, it
changes almost linearly with composition for all three polymer pairs. The inherent stiff-
ness of the three thermoplastics used in the study is close to that of PLA, it changes
between 2.0 and 3.1 GPa, while that of PLA is 3.2 GPa. We mentioned already, that
modulus is not very sensitive to structure and interactions. The composition dependence
of tensile strength shows more variation (Fig. 3.2). The three sets of blends can be dis-
tinguished clearly, PMMA blends are the strongest, while PS blends have the smallest
tensile strength; the strength of the PC blends runs in between. Such differences in the
composition dependence of strength were shown to be related to interactions earlier [27,
28], thus we expect the strongest interactions to develop in PMMA while the weakest in
PS blends.
0.0 0.2 0.4 0.6 0.8 1.00
20
40
60
80
Ten
sile
str
ength
(M
Pa)
Volume fraction of component 2 (-)
PMMA
PC
PS
Fig. 3.2 Tensile strength of PLA/thermoplastic blends plotted against the amount of
the second component; () PS, () PC, () PMMA.
The deformability of the blends offers a more complex picture again. PLA/PS blends
are very brittle; they fail at very small elongations (Fig. 3.3). The elongation-at break of
the PMMA blends changes continuously with composition, it is not very large, but
larger than that of the PS blends. The deformability of the PC blends is interesting; it

Interactions, structure, properties in PLA based blends
69
exhibits a maximum in the range of 70 and 90 vol% PC. The maximum indicates
changes in interactions, structure or deformation mechanism, but it is definitely benefi-
cial from the practical point of view.
0.0 0.2 0.4 0.6 0.8 1.00
4
8
12
16
Elo
ngat
ion-a
t-bre
ak (
%)
Volume fraction of component 2 (-)
PMMA
PS
PC
Fig. 3.3 Effect of composition and the type of the second component on the deforma-
bility of PLA/thermoplastic blends; () PS, () PC, () PMMA
3.3.2. Structure
The structure of the blends was studied by SEM. Miscible blends are usually
homogeneous and transparent (e.g. PS/PPO). On the other hand, immiscible blends have
heterogeneous structure, very often the particles of one component is dispersed in the
matrix formed by the other. However, depending on interactions particle size may
change in a wide range. Weak interactions result in large particles, often in the range of
10 m like in PP and PVC, while good interactions lead to small dispersed particles of
several tenth of a micron (e.g. PVC/PMMA). Blend structure is shown as a function of
composition in Fig. 3.4 for the three series of blends. Large particles form in the
PLA/PS blends and particle size shows a maximum at around 50 vol% PS content. Such
large particles indicate poor interactions as indicated above. The opposite is valid for the
PMMA blends. Both phases are dispersed as very small particles in the other compo-
nent at the two ends of the composition range. The particles are hardly visible at the
magnification used, but they are there as shown by Fig. 3.5, in which blend structure is
presented at larger magnification.

Chapter 3
70
0.1
PLA/PS
PLA/PC
PLA/PMMA
0.3
0.5
0.7
0.8
Fig. 3.4 Changes in the morphology of PLA/thermoplastic blends with composition
and component interactions; composition is indicated in volume fraction.

Interactions, structure, properties in PLA based blends
71
Fig. 3.5 Dispersed structure of the PLA/PMMA blend containing 30 vol% PMMA
shown in larger magnification than in Fig. 3.4.
At 30 vol% PMMA content small PMMA particles are dispersed in the PLA matrix. It
is a little strange that a co-continuous structure cannot be distinguished even at 0.5 vol-
ume fraction of PMMA, although the small size of the particles indicate good interac-
tions and phase transition usually occurs in a wide composition range in such blends.
The PLA/PC blends behave rather peculiarly. Large particles develop at the PLA side of
the composition range, while rather small ones when PC is the matrix. This indicates
different solubility of the components in each other, the reason for which is unclear at
the moment.
The particle size of the dispersed phase was determined quantitatively in the
blends. The results are presented in Fig. 3.6. Although many factors – component vis-
cosity, shear rate during processing etc. – affect particle size in polymer blends, the
correlations unambiguously reflect the qualitative analysis discussed above; relatively
large particles and a maximum in the PS, very small ones in the PMMA blend and
asymmetric composition dependence for the PC blends. According to these results the
strongest interaction develops between PLA and PMMA, while the weakest in the
PLA/PS blends.
3.3.3. Interactions
Interaction, compatibility and/or miscibility is usually treated very qualitatively
in many of the papers published on biopolymer blends [29]. Miscibility or immiscibility
is usually decided on with the help of SEM micrographs similar to those shown in Figs.
3.4 and 3.5. A more sophisticate approach is based on the determination of glass transi-
tion temperature(s). The blend is declared miscible if it possesses a single glass transi-
tion temperature between that of the components, while two Tgs are detected in immis-
cible blends corresponding to phases rich in the two components. The two transition
temperatures shift towards each other in an extent depending on interactions and the
mutual miscibility of the phases can be calculated from this shift with the method pro-
posed by Kim and Burns [30].

Chapter 3
72
0.0 0.2 0.4 0.6 0.8 1.00
3
6
9
12
Aver
age
par
ticl
e dia
met
er (
m)
Volume fraction of component 2 (-)
PS
PC
PMMA
Fig. 3.6 Differences in the size of the dispersed particles in PLA/thermoplastic blends
as a function of changing composition and the type of the second component;
() PS, () PC, () PMMA.
Tgs determined in of two of the blends series is plotted against composition in
Fig. 3.7. Both pairs show rather peculiar behavior differing from usual. The Tg of the
PLA rich phase increases steeply and continuously, while that of the phase rich in
PMMA decreases with a smaller slope at least at the beginning for the PLA/PMMA
blend. The two Tgs indicate heterogeneous, dispersed structure confirmed also by the
SEM micrographs of Figs. 3.4 and 3.5, while the strong composition dependence shows
the development of rather strong interactions between the components. Accordingly, the
mutual miscibility of the phases must be relatively large. On the other hand, the compo-
sition dependence of the two transitions appearing on the DMA traces of the PLA/PC
blend is much weaker than in the PLA/PMMA blends. The Tg of the PC phase is almost
constant, does not change, or changes only 1 or 2 °C throughout the entire composition
range. The composition dependence of the glass transition of PLA, on the other hand, is
rather strange. It increases at small PC contents as expected, but decreases considerably
above 0.4 volume fraction of PC. The asymmetric composition dependence of structure
might be related to this decrease (see Fig. 3.6), to the change in interaction and miscibil-
ity with composition. Nevertheless, based on these data interaction cannot be est imated
quantitatively, interaction parameter or mutual miscibility is difficult or impossible to
calculate by the Kim and Burns [30] approach.

Interactions, structure, properties in PLA based blends
73
0.0 0.2 0.4 0.6 0.8 1.050
60
70
80
90
100
110
120
135
140
145
150
155
160
165
TgPLA
Tra
nsi
tion t
emper
ature
(oC
)
Volume fraction of component 2 (-)
TgPMMA
TgPLA
TgPC
Tran
sition tem
peratu
re (oC
)
Fig.3.7 Effect of composition on the glass transition temperature of two series of
blends; () PC, () PMMA.
Another approach for the quantitative estimation of interactions is the meas-
urement of the solvent absorption of the components and the blends. The Flory-Huggins
interaction parameter can be calculated from equilibrium solvent uptake by Eq. 3.1 [see
31]
32231313212111 1 1 ln ln a (3.1)
where a1 is the activity of the solvent, 1 its volume fraction in the blend at equilibrium,
while 12 and 13 are the interaction parameters of the two-component solvent/polymer
systems. ’23 is related to the polymer/polymer interaction parameter by [32]
2
12323
V
V (3.2)
where V1 and V2 are the molar volumes of the solvent and polymer 2, respectively. We refr-
ain from presenting details of the absorption experiments and equilibrium solvent uptake,
but show the composition dependence of the Flory-Huggins interaction parameter deter-
mined for the three series of blends in Fig. 3.8. The smallest and negative interaction pa-
rameters were obtained for the PLA/PMMA blend, somewhat larger, close to zero for the
PC and relative large positive values for the PLA/PS blends. These results are in accord-
ance with the particle sizes determined in the SEM study (see Fig. 3.6) and agree well also
with the strength of the blends (Fig. 3.3).

Chapter 3
74
0.0 0.2 0.4 0.6 0.8 1.0-6
-4
-2
0
2
4
6
Inte
ract
ion p
aram
eter
, (
-)
Volume fraction of component 2 (-)
PS
PC
PMMA
Fig. 3.8 Composition dependence of the Flory-Huggins interaction parameter deter-
mined from solvent uptake; () PS, () PC, () PMMA.
The above conclusion and earlier experience showed that interactions and misci-
bility are closely related to structure and mechanical properties. A model developed earlier
first for particulate polymers [33, 34] then adapted to blends [27, 35] allows the determina-
tion of a parameter related to interaction. According to the model the composition depend-
ence of tensile strength can be expressed as [34]
dT
d
dn
TT B
exp
5.2 1
1 0
(3.3)
where σT and σT0 are the true tensile strength (σT = σλ, λ=L/L0) of the heterogeneous
polymeric system (blend or composite) and the matrix respectively, n is a parameter
expressing the strain hardening characteristics of the matrix and B is related to the load
bearing capacity of the dispersed phase [33-35]. This latter is determined by interactions
as well as the inherent properties of the components
0
lnT
TdCB
(3.4)
where σTd is the strength of the dispersed phase, while C is related to the stress transfer
between the phases, i.e. interactions, and was found to be in inverse correlation to the
Flory-Huggins interaction parameter [35].
According to the model, if we plot the natural logarithm of reduced tensile
strength [Tred=T(1+2.5)/T0n(1-)] against composition we should obtain a straight
line the slope of which is parameter B and from that we can easily calculate C. The

Interactions, structure, properties in PLA based blends
75
strength of the PLA/PC composites was plotted against composition in the way suggest-
ed by Eq. 3.3 in Fig. 3.9. We obtain straight lines indeed, i.e. the approach works and C
can be calculated. Naturally, we can and must draw two lines and determine two B and
C values for the two sides of the composition range, since the model assumes a hetero-
geneous, dispersed structure. The two different B values can yield the same or very
similar C, since the inherent strength of the matrix is usually different (see Eq. 3.4).
Average particle size, the interaction parameter determined from solvent adsorption as
well as average B and C values are listed in Table 3.1. The comparison of all these
quantities related to component interactions agrees surprisingly well, especially if we
consider the simplicity of the approaches used. All of them indicate very good interac-
tions in the PMMA, weaker in the PC and relatively poor in the PS blends.
0.0 0.2 0.4 0.6 0.8 1.03
4
5
6
7
8
PC/PLA
B = 3.76
ln(r
educe
d s
tren
gth
,
T,r
ed)
Volume fraction of component 2 (-)
PLA/PC
B = 2.83
Fig. 3.9 Determination of parameter B (see Eq. 3.3) for the PLA/PC blend; the calcu-
lation of the two B parameters assumes PLA (left line) and PC (right line)
matrix, respectively.
Table 3.1 Quantities related to component interactions in PLA blends.
Blend Particle size
(m)
Solvent uptake
Tensile testing
Parameter B Parameter C
PS 2.9 0.82a 2.38 23.3
PC 1.9 -0.35b 3.03 30.0
PMMA 0.4 -0.94b 3.23 35.3

Chapter 3
76
3.3.4. Miscibility-structure-property correlations
The existence of the correlations mentioned in the heading of the section is an
accepted fact, but quantitative relationships are not available practically at all. It is
known, though, that the size of dispersed particles depends on interfacial tension [see
27, 35] which can be related to the Flory-Huggins interaction parameter [see 27, 35].
The relationship of these parameters is supported also by the results presented above
and the data of Table 3.1. The thickness of the interphase can also be related to the
interaction parameter, thus the volume of the interphase and mechanical properties as
well. The relationship between mechanical properties and interaction has been demon-
strated above. Stronger interactions mean smaller particles, larger interface, thicker
interphase, better stress transfer and larger strength even if the structure of the blend is
heterogeneous. The relationships are clear qualitatively. However, along these lines
quantitative correlations can be also established as shown earlier. Following the line of
thought described above inverse correlation was predicted between parameter C deter-
mined from mechanical properties and the Flory-Huggins interaction parameter. Fig.
3.10 shows the correlation for a number of blends studied earlier [see 27, 35]. was
determined by solvent uptake and C determined in the way described above. The gen-
eral correlation is clear and the PLA blends studied in this project fit it quite well. Data
were taken from the literature for the PLA/poly(butyl succinate) (PLA/PBS) biopolymer
blend and it also agrees with the rest of the results. Fig. 3.10 proves the existence of the
correlations discussed here and provides a means to predict the behavior of most poly-
mer blends including those of biopolymers with acceptable accuracy.
-2 -1 0 1 2 3 40
20
40
60
80
PMMA
PSPC
Par
amet
er C
(-)
Interaction parameter, (-)
PLA/PBS
Fig. 3.10. General correlation between component interactions () and mechanical
properties (parameter C) for a wide variety of blends; () results of earlier
studies, () PLA/PBS, data taken from the literature [19, 36].

Interactions, structure, properties in PLA based blends
77
3.4. Conclusions
The study of PLA blends prepared with three commercial polymers having
different chemical structure showed that the structure and properties of the blends cover
a wide range. All three blends have heterogeneous structure, but the size of the dis-
persed particles differs by an order of magnitude indicating dissimilar interactions for
the corresponding pairs. Properties change accordingly, the blend containing the small-
est dispersed particles has the largest tensile strength, while PLA/PS blends with the
coarsest structure have the smallest. The latter blends are also very brittle. The estima-
tion of component interactions with three different methods, the determination of the
size of the dispersed particles, the calculation of the Flory-Huggins interaction parame-
ter from solvent absorption and the quantitative evaluation of the composition depend-
ence of tensile strength led to the same result indicating strong interaction for the
PLA/PMMA pair and weak for PLA and PS. A general correlation was established
between interactions and the mechanical properties of the blends. The results prove that
PLA/PMMA hybrid blends possess adequate property combination to use them in the
automotive and electronic industry.
3.5. References
1. Bucknall CB. Toughened Plastics. Applied Sci. Publ.: London 1977.
2. Olabisi O, Robeson LM, Shaw MT, editors. Polymer–polymer miscibility. Aca-
demic Press: New York 1979.
3. Walsh DJ, Higgins JS, Maconnachie A, editors. Polymer blends and mixtures.
Martinus Nijhoff Publ.: Dordrecht 1985.
4. Utracki LA. Polymer Alloys and Blend; Thermodynamics and Rheology,
Hanser: Munich 1989.
5. Paul DR, Bucknall CB. Polymer blends Wiley: New York 2000.
6. St-Pierre N, Favis BD, Ramsay BA, Ramsay JA, Verhoogt H. Processing and
characterization of thermoplastic starch/polyethylene blends. Polymer
1997;38:647–655.
7. Kim M. Evaluation of degradability of hydroxypropylated potato
starch/polyethylene blend film. Carbohydr Polym 2003;54:173–181.
8. Rodriguez-Gonzalez FJ, Ramsay BA, Favis BD. High performance
LDPE/thermoplastic starch blends: a sustainable alternative to pure polyethylene.
Polymer 2003;44:1517–1526.
9. Li H, Huneault MA. Comparison of sorbitol and glycerol as plasticizers for
thermoplastic starch in TPS/PLA blends. J Appl Polym Sci 2011;119(4):2439–
48.
10. Huneault MA, Li H. Morphology and properties of compatibilized
polylactide/thermoplastic starch blends. Polymer 2007;48(1): 270–80.
11. Chapleau N, Huneault MA, Li H. Biaxial orientation of
polylactide/thermoplastic starch blends. Int Polym Proc 2007;22(5):402–9.
12. Mihai M, Huneault MA, Favis BD, Li H. Extrusion foaming of semi-crystalline
PLA and PLA/thermoplastic starch blends. Macromol Biosci 2007;7(7):907–20.

Chapter 3
78
13. Zhang J-F, Sun X. Mechanical properties of poly(lactic acid)/starch composites
compatibilized by maleic anhydride. Biomacromolecules 2004;5(4):1446–51.
14. Wang L, Ma W, Gross RA, McCarthy SP. Reactive compatibilization of
biodegradable blends of poly(lactic acid) and poly(ε-caprolactone). Polym
Degrad Stabil 1998;59(1–3):161–8.
15. Cai HY, Yu J, Qiu ZB. Miscibility and crystallization of biodegradable poly(3-
hydroxybutyrate-co-3-hydroxyhexanoate)/poly(vinyl phenol) blends. Polym Eng
Sci 2012;52(2):233–41.
16. Yang J, Liu MK, Zhang B, Chen XC, Fu RW, Zhang MQ. Intrinsic fluorescence
studies of compatibility in thermoplastic phenol formaldehyde resin/poly(e-
caprolactone) blends. Express Polym Lett 2011;5(8):698–707.
17. Hinuber C, Hausler L, Vogel R, Brunig H, Heinrich G, Werner C. Hollow fibers
made from a poly(3-hydroxybutyrate)/poly-ε-caprolactone blend. Express Polym
Lett 2011;5(7):643–52.
18. Wu D, Yuan L, Laredo E, Zhang M, Zhou W. Interfacial properties,
viscoelasticity, and thermal behaviors of poly(butylene succinate)/ polylactide
blend. Ind Eng Chem Res 2012;51(5):2290–8.
19. Park JW, Im SS. Phase behavior and morphology in blends of poly(L-lactic acid)
and poly(butylene succinate). J Appl Polym Sci 2002;86(3):647–55.
20. Furukawa T, Sato H, Murakami R, Zhang JM, Noda I, Ochiai S, Ozaki Y.
Comparison of miscibility and structure of poly(3- hydroxybutyrate-co-3-
hydroxyhexanoate)/poly(L-lactic acid) blends with those of poly(3-
hydroxybutyrate)/poly(L-lactic acid) blends studied by wide angle X-ray
diffraction, differential scanning calorimetry, and FTIR microspectroscopy.
Polymer 2007;48(6):1749–55.
21. Wasantha LM, Gunaratne K, Shanks RA. Miscibility, melting, and
crystallization behavior of poly(hydroxybutyrate) and poly(D,L-lactic acid)
blends. Polym Eng Sci 2008;48(9):1683–92.
22. Tan ZJ, Vancso GJ. Polymer-polymer interaction parameters by inverse gas
chromatography: a novel molecular interpretation of non-random partitioning of
solvent probes in polymer blends. Macromol Theory Simul 1997;6(2):467–78.
23. Choe S, Cha Y-J, Lee H-S, Yoon JS, Choi HJ. Miscibility of poly(3-
hydroxybutyrate-co-3-hydroxyvalerate) and poly(vinyl chloride) blends.
Polymer 1995;36(26):4977–82.
24. Pereira AGB, Gouveia RF, de Carvalho GM, Rubira AF, Muniz EC. Polymer
blends based on PEO and starch: miscibility and spherulite growth rate evaluated
through DSC and optical microscopy. Mater Sci Eng C 2009;29(2):499–504.
25. Zhang LL, Goh SH, Lee SY, Hee GR. Miscibility, melting andcrystallization
behavior of two bacterial polyester/poly(epichlorohydrin-co-ethylene oxide)
blend systems. Polymer 2000;41(4):1429–39.
26. Imre B, Pukánszky B. Compatibilization in bio-based and biodegradable
polymer blends. Eur Polym J in press 2013.
27. Pukánszky, B., Tüdős, F.: Miscibility and Mechanical Properties of Polymer
Blends. Makromol Chem Macromol Symp 1990;38:221-231.
28. Fekete, E., Pukánszky, B., Peredy, Z.: Mutual correlations between parameters
characterizing the miscibility, structure and mechanical properties of polymer
blends. Angew Makromol Chem 1992;199:87-101.

Interactions, structure, properties in PLA based blends
79
29. Zhang KY, Ran XH, Wang XM, Han CY, Wen X, Zhuang YG, Dong LS.
Improvement in toughness and crystallization of poly(L-lactic acid) by melt
blending with poly(epichlorohydrin-co-ethylene oxide). Polym Eng Sci
2011;51(12):2370–80.
30. Kim WN, Burns CM. Blends of polycarbonate and poly(methyl methacrylate)
and the determination of the polymer-polymer interaction parameter of the two
polymers. Macromolecules 1987;20(8):1876–82.
31. Szabó, P., Epacher, E., Földes, E., Pukánszky, B.: Miscibility, structure and
properties of PP/PIB blends, Mater Sci Eng 2004;A383(2):307-315.
32. Hopfenberg HB, Paul DR. in: Polymer Blends, vol. 1, Academic Press: New
York, 1978:445–489.
33. Pukánszky, B., Turcsányi, B., Tüdős, F.: Effect of Interfacial Interaction on the
Tensile Yield Stress of Polymer Composites. in Interfaces in Polymer, Ceramic,
and Metal Matrix Composites, ed. Ishida, H., Elsevier:New York, 1988:467-477.
34. Pukánszky, B.: Influence of Interface Interaction on the Ultimate Tensile Properties
of Polymer Composites. Composites 1990;21(3):255-262.
35. Fekete E, Pukánszky B, Peredy Z. Mutual correlations between parameters char-
acterizing the miscibility, structure and mechanical properties of polymer blends.
Angew Makromol Chem 1992;199(1):87-101.
36. Bhatia A, Gupta RK, Bhattacharya SN, Choi HJ. Compatibility of biodegradable
poly (lactic acid) (PLA) and poly (butylene succinate) (PBS) blends for packag-
ing application. Korea – Aust Rheol J 2007;19(3):125–31.

Chapter 3
80

Coupling of PLA with PU by reactive processing
81
6Chapter 4
Coupling of poly(lactic acid) with a polyurethane elastomer
by reactive processing5
4.1. Introduction
The rapid physical ageing of PLA results in a brittle material with low impact
resistance [1], thus most studies aim to improve this property by either plasticization [2]
or blending with various elastomers [3-7]. Although polyurethane (PU) elastomers
possess excellent mechanical properties, while their outstanding biocompatibility [8]
makes them suitable for biomedical applications, these polymers are surprisingly rarely
considered for the impact modification of PLA.
In this chapter, the synthesis of a segmented polyurethane elastomer in
poly(lactic acid) melt is reported. During reactive processing, the isocyanate component
may react with the end-groups of PLA, resulting in the formation of copolymers. The
aim of this study was to demonstrate the feasibility of reactive compatibilization of PLA
and PU blend by the coupling of the phases. After optimizing the stoichiometry of the
reagents, two different processing methods were compared: conventional blending of
PU with PLA (PLA/PU), and reactive blending, i.e. polymerization of the polyurethane
in PLA melt (PLA-b-PU).
4.2. Experimental
4.2.1. Materials, sample preparation
The same poly(lactic acid) grade was used in these experiments as described in
Chapter 2. Poly(tetrahydrofuran) (PTHF, Mn = 1000 g/mol), 1,4-butanediol (BD) and
4,4′-methylenebis(phenyl isocyanate) (MDI) for polyurethane synthesis was obtained
from Sigma-Aldrich. Both poly(lactic acid) and PTHF were dried in a vacuum oven
before further use (110°C for 4 hours and 80 °C for 4 hours, respectively). Butanediol
was vacuum-distilled in order to remove any traces of water, while MDI was used as
received.
In the case of two step polymerization and blending, both polyurethane synthe-
sis (150 °C, 50 rpm, 30 min) and the homogenization of PLA and PU (180 °C, 50 rpm,
12 min) was carried out in an internal mixer (Brabender W 50 EHT). The same equip-
ment was used for the one-step method, i.e. reactive processing (180 °C, 50 rpm, 20
min). Poly(lactic acid) was fed into the chamber first, followed by the addition of the
diols (PTHF and BD) to the PLA melt and the isocyanate (MDI) was added last. Both
temperature and torque was recorded during homogenization. The melt was transferred
5Bedő D, Imre B, Domján A, Schön P, Vancsó GJ, Pukánszky B. submitted to Macromolecules.

Chapter 4
82
to a Fontijne SRA 100 compression molding machine (190 °C, 5 min) to produce 1 mm
thick plates used for further testing. Samples for the optimization of the ratio of isocya-
nate and active hydrogen containing groups were produced with the one-step method,
with a polyurethane content of 30 vol%.
4.2.2. Characterization
For the characterization of molecular structure, PLA was selectively dissolved
from the blends by extraction in dichloromethane. 2 g sample was extracted in 160 ml
solvent for 48 hours. The extracted samples were dried in vacuum for 24 hours. The
chemical structure and composition of the separated PLA fraction was determined by
solution state nuclear magnetic resonance spectroscopy (NMR). NMR spectra were
obtained by a Varian Unity INOVA spectrometer operating at the 1H frequency of 600
MHz with 5 mm inverse detection probe, while a Varian Unity INOVA spectrometer
operating at the 1H frequency of 400 MHz with a Z-gradient 5 mm inverse detection
probe was used for 1H diffusion-ordered spectroscopy (DOSY). The
1H-DOSY experi-
ments were carried out using a Performa I gradient amplifier with a 20 Gauss/cm max-
imum gradient capability. The bipolar pulse-pair stimulated-echo (Dbppste) pulse se-
quence was used for acquiring diffusion data with 20 msec diffusion delay, 25 squared
increments for gradient levels and 32 transients with a delay time of 16 sec. The Varian
DOSY package was used for the processing. The sample was dissolved in deuterated
chloroform (17 mg sample in 0.6 ml solvent). The signals of the solvent (7.26 ppm on
the 1H and 77.4 ppm on the
13C scale) were used as reference for chemical shifts. For
the one-dimensional 1H spectra 16 sec delay time and 4 sec acquisition time were used
to get accurate integrals. Two-dimensional 1H–
13C correlation spectra were recorded to
the assign and map the connections in a molecule. Homonuclear single-quantum corre-
lation (HSQC) and heteronuclear multiple-quantum correlation (HMQC) measurements
were carried out under standard conditions with 2 sec delay time to identify directly
bonded C–H pairs and longer connections (2-3 bonds), respectively. The temperature of
the measurements was 25 °C.
Molecular weight was determined with size-exclusion chromatography (SEC).
Chromatograms were recorded in dimethylformamide at a flow rate of 0.5 ml/min at 35
°C with a Waters chromatograph (Waters e2695 Separation Module) equipped with four
gel columns (4.6 * 300 mm, 5 μm Styragel columns: HR 0.5, 1, 2 and 4). Waters 2414
refractive index detector was used for detection. The SEC was calibrated with polysty-
rene standards, and the chromatograms were evaluated with Empower 2 (Waters 2008)
software.
The morphology of the blends was studied with atomic force microscopy
(AFM) and scanning electron microscopy (SEM). SEM micrographs were taken from
cryo-fractured surfaces. Smooth cross-sectioned surfaces of selected samples for AFM
were prepared with a Leica EM UC6 ultramicrotome equipped with a Leica EM FC7
low temperature sectioning system. AFM measurements were done in air under ambient
conditions using a Multimode AFM with a NanoScope V controller and NanoScope
version 7.30 software (Bruker/Digital Instruments, Santa Barbara, CA). Tapping Mode
AFM was operated utilizing cantilever vibration free amplitude of 1.5 V in air. Imaging
was performed at 0.5-1 Hz scan rates. Mechanical properties were characterized by

Coupling of PLA with PU by reactive processing
83
tensile testing on standard ISO 527 5A specimens with a thickness of 1 mm, using an
Instron 5566 apparatus. Stiffness (E) was determined at 0.5 mm/min cross-head speed
and 50 mm gauge length. Tensile strength (σ), and elongation-at-break (ε) were calcu-
lated from force vs. deformation traces measured on the same specimens at 5 mm/min
cross-head speed.
4.3. Results and discussion
4.3.1. Optimization of stoichiometry in reactive processing
Isocyanates are reactive towards compounds containing active hydrogen atoms.
The most common reaction partners are amines and alcohols (as presented in Table 4.1),
although isocyanates can react with carboxylic acids and urethanes as well, resulting in
the formation of branched structures [9]. In their highly exothermic reaction with water,
amines and carbon dioxide forms, making water an excellent blowing agent for polyure-
thanes. However, in case foaming is not a purpose, water content should be kept to a
minimum, in order to avoid side reactions. For the synthesis of the polyether-type seg-
mented polyurethane elastomer we used 4,4′-methylenebis(phenyl isocyanate) and two
diol compounds: in the reaction of MDI with 1,4-butanediol the hard segments forms,
while soft segments are blocks containing mostly polytetrahydrofuran (Fig. 4.1). Polyu-
rethane synthesis, being a polyaddition reaction, results in high molecular weight poly-
mer only in case the stoichiometric ratio of the functional groups is close to 1. Because
of the inevitable presence of some traces of water, however, generally slight isocyanate
excess is applied [10].
O
CH3OO
O
NPh
H
PhN
O
CH3
O
H
n
soft segment hard segment
PTHF MDI BD
Fig. 4.1 Polyurethane soft and hard segments containing polytetrahydrofuran
(PTHF) or MDI and 1,4-butanediol (BD) respectively.
When polymerization is carried out in PLA melt, the isocyanate group is as-
sumed to react with both the hydroxyl (OH) and carboxyl (COOH) end-groups of
poly(lactic acid), which results in the formation of PLA-b-PU block copolymers acting
as compatibilizer. In the reaction of MDI with OH, polyurethane groups form, as plotted
in Fig. 4.2a. Reaction with COOH, on the other hand, might lead to the formation of
either amide (Fig. 4.2b) or acylurea groups (Fig. 4.2c). Although carbon dioxide also
forms in these latter reactions, this should not lead to any difficulties in processing
thanks to the high molecular weight of PLA and thus the low amount of end-groups.
Indeed, foaming was not observed during the production of all the samples. Neverthe-
less, the ratio of isocyanate and active hydrogen containing groups had (NCO/H(a)) to
be optimized.

Chapter 4
84
Table 4.1 Reactivity of isocyanates with different compounds containing active hy-
drogen [11].
Active hydrogen compound Formula Degree of reactivity
Primary aliphatic amine R-NH2 highly reactive
Secondary aliphatic amine R-NH-R
Primary aromatic amine Ar-NH2
primary hydroxyl R-CH2-OH
secondary hydroxyl R2-CH-OH
tertiary hydroxyl R3-C-OH
phenol Ar-OH
water H-O-H less reactive
OH
O
CH3
OHO
O
CH3
T
TO
O
O
CH3 O
NPh
H
PhNCO
N
O
CH3
Ph
H
PhNCO + CO2
OH
O
CH3
T N
Ph
CH3
NH
O
Ph PhNCO
PhOCN
+ CO2CO+
a)
b)
c)
Ph PhNCOOCN
Ph PhNCOOCN
Ph PhNCOOCN
Fig. 4.2 Hypothesized reactions of MDI with PLA end-groups; a) formation of polyu-
rethane on the hydroxyl end-group, b) formation of amide on the carboxyl
end-group, c) formation of acylurea on the carboxyl end-group.

Coupling of PLA with PU by reactive processing
85
We investigated the effect of NCO/H(a) ratio in blends containing 0.3 volume
fraction polyurethane. During reactive processing in an internal mixer, torque measured
on the rotors is in direct correlation with the viscosity of the melt in the chamber. As
plotted in Fig. 4.3, torque increases drastically when introducing PLA into the chamber,
while drops as the polymer melts and the low molecular weight components are added.
As the molecular weight of PLA remains constant, or decreases slightly as a result of
degradation, any increase in viscosity might be related to the formation of the polyure-
thane homopolymer and PLA-b-PU block copolymers. The relating stepwise increase of
torque can be observed in Fig. 4.3 between 3 and 10 minutes, indicating the polymeriza-
tion reaction and successful reactive blending.
0 5 10 15 200
5
10
15
20
25
0.87
To
rqu
e (N
m)
Time (min)
NCO/H(a) = 1.01
0.92
1.11
1.20
Fig. 4.3 Changes in torque during reactive blending as a function of time at low ()
and high isocyanate content (). The labels indicate NCO/H(a) ratio for
PLA-b-PU reactor blends containing 0.3 volume fraction PU.
Not surprisingly, final torque, i.e. torque measured at the end of reactive pro-
cessing of the melt increases, as the ratio of isocyanate and active hydrogen containing
groups approaches 1, and the higher molecular weight of PU results in increased viscos-
ity. On the other hand, lower torque was registered at higher NCO excess (Fig. 4.4). In
this latter case, however, continuous increase of melt viscosity can be observed in Fig.
4.3 () even at long processing times without reaching a plateau. The reason of this
tendency might be the formation of a cross-linked structure in the reaction of excess
isocyanate with the urethane groups [9]. Cross-links in the polyurethane phase can be
advantageous in terms of improving the impact resistance of PLA, as Yuan and Ruck-
enstein point out [12]. Nevertheless, considerable crosslinking might hinder thermoplas-
ticity of the blend, thus such side reactions should be kept to a minimum, which limits
the amount of NCO applied.

Chapter 4
86
0.8 0.9 1.0 1.1 1.2 1.30
5
10
15
20
Fin
al t
orq
ue
(Nm
)
NCO/H(a) ratio (-)
Fig. 4.4 Final torque during reactive blending as a function of NCO/H(a) ratio (PLA-
b-PU reactor blends containing 0.3 volume fraction PU).
0.8 0.9 1.0 1.1 1.2 1.30
50
100
150
200
250
300
Elo
ngat
ion a
t bre
ak (
%)
NCO/H(a) ratio (-)
Fig. 4.5 Tensile elongation at break of PLA-b-PU reactor blends () containing 0.3
volume fraction polyurethane as a function of NCO/H(a) ratio.

Coupling of PLA with PU by reactive processing
87
As the perspective aim of the reactive blending procedure is the impact modifi-
cation of PLA, deformability of the blends is of high importance. This characteristic is
also in strong correlation with the molecular weight of the polyurethane fraction. The
results of tensile tests presented in Fig. 4.5 suggest that at least an NCO/H(a) ratio of
0.97 is needed to obtain PU of high molecular weight and elongation at break. In order
to ensure such properties at every PLA-PU compositions, however, a slight NCO ex-
cess, NCO/H(a) = 1.01 was chosen for further investigation. Using this stoichiometry,
physical and reactor blends were produced in the entire composition range from 0 to 1
PU content in 0.1 volume fraction steps.
4.3.2. Chemical structure of PLA-b-PU copolymers
As mentioned above, we assumed that during the synthesis of polyurethanes in
PLA melt, the isocyanate component reacts with poly(lactic acid) end-groups, thus
forming PLA-b-PU copolymers. In order to confirm our hypothesis, the PLA fraction
was selectively dissolved from the reactor blends, and its composition and chemical
structure was analyzed using solution state NMR spectroscopy. In Fig. 4.6, the solution
state 1H NMR spectrum of the PLA fraction dissolved from the reactor blend containing
40 vol% polyurethane is shown. The full assignation of this spectrum makes possible to
determine the amount of PU in the sample. The assignation was based on two-
dimensional 1H-
13C and
1H-
1H correlation spectra.
Fig. 4.6 Solution state 1H NMR spectrum of the reactor blend containing 40 vol%
polyurethane recorded in deuterated chloroform at 25 °C. The assignation
was carried out using 2D correlation spectra.
Beside of the PLA and PU signals, small amount of solvent (chloroform, di-
chloro metane – DCM) can be identified. Relatively broad signals around 1 and 0 ppm
belong to oligomeric impurities attached to the sample during the polymerization and

Chapter 4
88
purification processes. These molecules are not attached to PU or PLA chains. Their
amount is small, less than 2 %. The composition of the sample was determined by inte-
gration of the 1H spectra. In average, 3.7 PTHF, 3.0 BD and 6.7 MDI units are attached
to one PLA molecule. Here we have to note that the polyurethane formation is preferred
(Fig. 4.2 a), signals belonging to amide on the carboxyl end-group and formation of
acylurea could not be found in the spectra.
To prove the formation of PLA-b-PU block copolymers, a DOSY experiment
was carried out. As the Fig. 4.7 shows, the polyurethane component has the same diffu-
sion coefficient as the PLA molecules. This result confirms our hypothesis: polyure-
thane molecules are chemically bonded to the hydroxyl end-groups of poly(lactic acid).
The oligomeric impurities, on the other hand, have larger diffusion coefficients.
Fig. 4.7 1H DOSY spectrum of of the reactor blend containing 40 vol% polyurethane.
Signals not belonging to the PLA and PU molecules are denoted with aster-
isks (* overlapping signal of chloroform with H5; ** overlapping signal of
water with H9, H11,H12, H15; *** oligomeric impurities).
4.3.3. Structure
The properties of reactor blends (PLA-b-PU) were compared to those of sam-
ples with the same composition but prepared by physical blending (PLA/PU). The mor-
phology of the blends was analyzed by SEM (Fig. 4.8) and AFM (Fig. 4.9) microscopy.
Both methods show the formation of a heterogeneous structure in all samples, while
significant differences can also be observed. In the case of low polyurethane contents
presented in Fig. 4.7, PLA is supposed to be the continuous phase, although this can

Coupling of PLA with PU by reactive processing
89
hardly be decided at 0.5 volume fraction PU based on SEM micrographs only. With the
help of AFM images presented in Fig. 4.9, on the other hand, the phases can be easily
identified, thanks to the large difference between the elastic moduli of PLA (light) and
PU (dark). We might conclude that PU is the dispersed phase at this composition, and
phase inversion should occur slightly above 50 vol% polyurethane content. In the case
of reactor blends, AFM images (Fig. 4.9 b) suggest the possibility of a co-continuous
phase structure, indicating good interactions. This statement is also supported by the
fact that the PU phase contains small PLA inclusions, implying the possible develop-
ment of a structural formation at the submicron scale at large PU contents. The for-
mation of such a structure might influence properties considerably.
a)
b)
c)
d)
Fig. 4.8 Morphology of physical (a, c) and reactor (b, d) blends with PLA as matrix
containing 0.3 (a, b) and 0.5 volume fraction (c, d) polyurethane elastomer
(5000x SEM micrographs taken from cryo-fractured surfaces).

Chapter 4
90
a)
b)
c)
d)
e)
f)
Fig. 4.10 Morphology of physical (a, c, e) and reactor (b, d, f) blends with PU as ma-
trix containing 0.5 (a, b) 0.3 (c, d) and 0.1 volume fraction (e, f) PLA (AFM
phase images obtained using tapping mode).

Coupling of PLA with PU by reactive processing
91
4.3.4. Properties
The mechanical behavior of the segmented polyurethane elastomer differ con-
siderably from that of poly(lactic acid). The latter, being a glassy polymer, fails by
brittle fracture without neck formation at small elongation during tensile testing, while it
has large modulus, yield stress and tensile strength, as presented in Fig. 4.10. PU, on the
other hand, shows typical rubber-like behavior with excellent deformability (~ 600%)
and reasonable strength. The effect of improved interfacial adhesion in reactor blends
can be clearly observed on properties measured at large deformations. The coupling of
the phases results in considerably larger strength at similar elongations, showing the
benefits of reactive processing. Nevertheless, its effect on the structure and properties of
PLA-PU blends should be investigated more in detail.
0 100 200 300 400 500 6000
10
20
30
40
50
60
70
80
PLA/PU 30 v/v%
PLA-b-PU 30 v/v%
Neat PU
Str
ess
(MP
a)
Elongation (%)
Neat PLA
0 2 4 6 8 10
Elongation (%)
Fig. 4.9 The effect of composition and processing technology on the morphology on
PLA-PU blends.
4.4. Conclusions
Segmented polyurethane elastomers are promising candidates for the impact
modification of poly(lactic acid), as their properties can be adjusted on a very wide
scale. Since compatibility of blend components is a critical issue, coupling of the phases
was applied in order to improve interfacial adhesion and structure, and thus achieve
properties required for specific applications. Polyurethane was synthesized in
poly(lactic acid) melt by reactive processing, during which the isocyanate components
reacts with the end-groups of PLA, resulting in the formation of copolymers. The stoi-

Chapter 4
92
chiometry of the functional groups was optimized by the evaluation of processing pa-
rameters and the measurement of tensile properties. The successful synthesis of PLA-b-
PU block copolymers was confirmed by NMR spectroscopy. The isocyanate component
was found to react with the hydroxyl end-groups of PLA, but not with the carboxyl end
shown by the absence of amide and acylurea groups in the product. Comparison of the
structure and properties of compatibilized reactor blends and conventional physical
blends clearly showed the benefits of reactive processing. The coupling of the phases
and more advantageous morphology of the reactor blends results in superior tensile
strength.
4.5. References
1. Cai H, Dave V, Gross RA, McCarthy SP. Effects of physical aging, crystallinity,
and orientation on the enzymatic degradation of poly(lactic acid). J Polym Sci
Polym Phys 1996;40(16):2701-2708.
2. Liu H, Zhang J. Research Progress in Toughening Modification of Poly(lactic
acid). J Polym Sci B Polym Phys 2011;49(15):1051-1083.
3. Qiang T, Yu D, Gao H. Wood flour/polylactide biocomposites toughened with
polyhydroxyalkanoates. J Appl Polym Sci 2011;124(3):1831-1839.
4. Takagi Y, Yasuda R, Yamaoka M, Yamane T. Morphologies and mechanical
properties of polylactide blends with medium chain length poly(3-
hydroxyalkanoate) and chemically modified poly(3-hydroxyalkanoate). J Appl
Polym Sci 2004;93(5):2363-2369.
5. Modi S, Koelling K, Vodovotz Y. Miscibility of poly(3-hydroxybutyrate-co-3-
hydroxyvalerate) with high molecular weight poly(lactic acid) blends determined
by thermal analysis. J Appl Polym Sci 2012;124(4):3074-3081.
6. Wu D, Yuan L, Laredo E, Zhang M, Zhou W. Interfacial properties, viscoelastic-
ity, and thermal behaviors of poly(butylene succinate)/polylactide blend. Ind Eng
Chem Res 2012;51(5):2290−2298.
7. Wang L, Ma W, Gross RA, McCarthy SP. Reactive compatibilization of biode-
gradable blends of poly(lactic acid) and poly(ε-caprolactone). Polym Degrad
Stabil 1998;59(1-3):161-168.
8. Sanders JE, Bale SD, Neumann T. Tissue response to microfibers of different
polymers: polyester, polyethylene, polylactic acid, and polyurethane. J Biomed
Mater Res 2002;62(2):222-227.
9. Bagdi K. Role of interactions on the Structure and Properties of Segmented Pol-
yurethane Elastomers – Ph.D. Thesis. Budapest: Laboratory of Plastics and Rub-
ber Technology; 2011.
10. Béla Pukánszky B Jr, Bagdi K, Tóvölgyi Z, Varga J, Botz L, Hudak S, Dóczi T,
Pukánszky B. Nanophase separation in segmented polyurethane elastomers: Ef-
fect of specific interactions on structure and properties. Eur Polym J
2008;44(8):2431-2438.

Coupling of PLA with PU by reactive processing
93
11. Segura DM, Nurse AD, McCourt A, Phelps R, Segura A. Chemistry of polyure-
thane adhesives and sealants. In: Cognard P, editor. Adhesives and Sealants Vol-
ume 1, Basic Concepts and High Tech Bonding. New York: Elsevier; 2005: 101-
162.
12. Yuan Y, Ruckenstein E. Polyurethane toughened polylactide. Polym Bull
1998;40(4-5):485-490.

Chapter 4
94

Interactions, structure and properties on PLA/PU blends 95
Chapter 5
Interactions, structure and properties on poly(lactic acid)/
polyurethane blends prepared by reactive processing6
5.1. Introduction
Biopolymers often contain a number of reactive groups offering excellent
possibility for the reactive compatibilization of their blends. The addition of a
compound miscible with one blend component and reactive towards the functional
groups of the other results in the in situ formation of grafted or block-copolymers acting
as compatibilizers. The method possesses considerable potentials, since structure and
properties can be controlled relatively easily by the proper selection of agents, blend
composition and processing conditions. Maleic anhydride related two or multiple step
compatibilization is a good example of this approach [1-3]. However, one-step blending
and compatibilization possesses several advantages, both from an economical and
environmental point of view, since it enables the elimination of several processing
steps. Such a process was reported by Dubois et al. [4, 5] more than ten years ago. The
ring-opening polymerization (ROP) of cyclic esters initiated by the hydroxyl groups of
biopolymers like starch [4], dextran [5] or partially substituted cellulose acetate [6-8] is
a convenient method for the preparation of block copolymers via reactive processing,
although various other combinations are also possible.
In the previous chapter the chemical reaction between the end groups of PLA
and isocyanate was analyzed and proved. The goal of this study was to improve the
properties of PLA by the synthesis of a polyurethane elastomer in PLA melt. The basic
idea was the coupling of the components through the isocyanate group reacting with the
hydroxyl and carboxyl end-groups of poly(lactic acid), which results in the formation of
PLA-b-PU block copolymer acting as compatibilizer. The results are reported here and
the properties of the reactor blend are compared to those of samples with the same
composition but prepared by physical blending (PLA/PU).
5.2. Experimental
The poly(lactic acid) (PLA) used in the experiments was obtained from
NatureWorks (USA), the same grade was selected (Ingeo 4032D) as in the previous
chapters. The compounds for the synthesis of polyurethane and the different
polymerization routes developed are described thoroughly in Chapter 4 as well thus we
refrain to present the processing of the blends here again.
The glass transition temperature of the blends was determined via dynamic
mechanical analysis (DMA) using a Perkin Elmer Diamond DMA apparatus.
6Imre B, Bedő D, Schön P, Pukánszky B. accepted in Eur Polym J

Chapter 5
96
Measurements were done in tensile mode with constant amplitude (10 µm) and
frequency (1 Hz) in a wide temperature range (-150-200 °C), with a heating rate of 2
°C/min. Rheological measurements were carried out using an Anton-Paar Physica MCR
301 apparatus at 180 °C in oscillatory mode in the frequency range of 0.1–600 1/sec on
discs with 25 mm diameter and 1 mm thickness. The amplitude of the deformation was
2 %. The morphology of the blends was studied by scanning electron microscopy
(JEOL JSM-6380 LA). The morphology of smooth, cross-sectioned areas of selected
samples was examined by AFM. The measurements were done in air under ambient
conditions using a Multimode AFM with a NanoScope V controller and NanoScope
version 7.30 software (Bruker/Digital Instruments, Santa Barbara, CA). Tapping Mode
AFM was operated utilizing cantilever vibration free amplitude of 1.5 V in air. Imaging
was performed at 0.5-1 Hz scan rates. For the characterization of mechanical properties
of the blends similar specimen and conditions were used as shown in Chapter 4.
5.3. Results and discussion
The results are presented and discussed in several sections. First the basic idea
of forming block copolymers in reactive processing is shown then structure and
properties are discussed in subsequent sections. The important influence of interfacial
interactions on properties is emphasized next and theoretical and practical consequences
are considered in the final section.
5.3.1. Reactive processing
As mentioned before we assumed and hoped that block copolymers can be
formed from the two polymers through the reaction of the components of PU in the melt
of PLA. The isocyanate group can react both with the hydroxyl and the acid end-group
of PLA. The possible reactions and their outcome were already presented in Fig. 4.2 in
the former chapter. Linear polymers form in the first two reactions, while a branched
molecule results from the third. We also hoped that the polyol and the chain extender
added would react with the chain end free isocyanate groups to create the block
copolymer. All functional groups were considered in the reactions and stoichiometry
was optimized in preliminary experiments to achieve maximum efficiency. This latter
was estimated by changes in the mechanical properties of a PLA blend containing 30
vol% PU and was found at a ratio of NCO/active hydrogen at 1.01. Both tensile strength
and elongation-at-break reached a constant value at this stoichiometric ratio of the
isocyanate group and functional groups containing active hydrogen.
Using this stoichiometry, reactive (PLA-b-PU) blends were produced in the
entire composition range from 0 to 1 PU content in 0.1 volume fraction steps. An
example of reactive processing is presented in Fig. 5.1 for the 50 vol% blend of PLA
and PU. Torque proportional to viscosity was measured during homogenization and it is
plotted against time in the figure. Reactive processing is compared to traditional
blending. In the latter case, torque decreases as temperature increases (not shown) to
reach an equilibrium value in the end of homogenization. In reactive blending torque
reaches a very small value after filling the mixer; reaction starts slowly then accelerates
to produce the final polymer at the end of the process. Increasing torque is a positive

Interactions, structure and properties on PLA/PU blends 97
sign showing that reactions take place during mixing and the result is a polymer with
reasonable molecular weight and considerable viscosity. On the other hand we cannot
claim unambiguously that the polymer formed is a block copolymer and that PLA and
PU molecules are coupled to each other. Only chemical analysis and the composition
dependence of properties can supply further proof about this question.
0 5 10 15 200
5
10
15
20
25
30
35
40
Torq
ue
(Nm
)
Time (min)
PLA/PU
PLA-b-PU
Fig. 5.1 Torque and temperature as a function of time during physical (dash line) and
reactive (solid line) blending (50 vol% PU).
5.3.2. Structure
The morphology of the blends was analyzed by SEM and AFM microscopy.
Both methods showed heterogeneous structure both in the physical and the reactor
blends. A series of SEM micrographs is presented in Fig. 5.2, which allows the
comparison of the structure of the two kinds of blends and judge the effect of reactive
processing. The heterogeneity of the blends is obvious in all cases, but significant
differences can be also observed. At small PU contents obviously PLA is the continuous
phase, while this latter must be dispersed in PU at the other end of the composition
range. It is difficult to identify the continuous phase at 50 vol% of both components, but
AFM micrographs (not shown here) clearly prove that PU particles are dispersed in
PLA even at this composition. Phase transition seems to take place at around or
somewhat above 50 vol% PU content. The absence of an interpenetrating network type
structure might indicate narrow phase transition and poor interactions.

Chapter 5
98
a)
b)
c)
d)
e)
f)
Fig. 5.2 Morphology of physical (a, c, e) and reactor (b, d, f) blends containing 30 (a,
b) 50 (c, d) and 70 vol% (e, f) polyurethane elastomer (SEM micrographs
taken from surfaces fractured at liquid nitrogen temperature).

Interactions, structure and properties on PLA/PU blends 99
The comparison of physical blends to those produced by reactive processing
indicates considerable changes in the size of the dispersed particles; particle size is
always smaller in the reactor blend indicating the compatibilizing effect of block
copolymer molecules. Particle size was determined quantitatively by taking a large
number of micrographs from the blends, and measuring at least 250 particles in each
case. The result is presented in Fig. 5.3. Although the standard deviation of the
determination is quite large the tendency is clear. Particle size has a maximum as a
function of composition, as expected, and the size of the dispersed particles is always
considerably smaller in the reactor blend than in the material produced by simple
mixing. The small particle size is a clear indication of improved interfacial interactions
and the visual observation of SEM micrographs also confirms this conclusion, although
micrographs taken from cryo-fractured surfaces cannot supply strong evidence on
interfacial adhesion. Nevertheless, structure seems to indicate that reactive processing
and coupling was successful as hoped.
0.0 0.2 0.4 0.6 0.8 1.00.0
0.5
1.0
1.5
2.0
2.5
3.0
Av
erag
e p
arti
cle
dia
met
er (
m)
Volume fraction of PU (-)
PLA/PU
PLA-g-PU
Fig. 5.3 The effect of composition and processing technology on the morphology on
PLA/PU blends; () physical (PLA/PU), () reactor (PLA-b-PU) blend.
Another aspect of structure, which contradicts the conclusion tentatively drawn
from the study of SEM micrographs, is offered by the AFM micrograph presented in
Fig. 5.4. The image was recorded on the PLA-b-PU reactor blend containing 50 vol% of
both components. The possibility of a co-continuous phase structure is indicated by the
figure, but more importantly the PU phase (dark) contains small PLA inclusions (light).
The existence of such inclusions hints to good interaction, but also to the possibility of
the development of a structural formation at large PU contents at the submicron scale.
The formation of such a structure might influence properties considerably.

Chapter 5
100
Fig. 5.4 AFM phase image recorded on a PLA-b-PU reactor blend containing 50
vol% PU. Development of submicron inclusion within the PU phase.
5.3.3. Properties
The composition dependence of some properties may give information about
changes in structure and interactions. However, not all properties react to these factors
equally sensitively and similarly. Properties measured at large deformations show the
modification of interfacial adhesion much better than modulus, for example. The
complex viscosity of selected physical blends is presented in Fig. 5.5. Reactor blends
offer a very similar picture so the correlations are not shown here. Viscosity increases
with increasing PU content in both cases, but in different extent. It is worth to note that
viscosity does not approaches a plateau value at low angular frequencies, but increases
and the increase becomes stronger with increasing amount of PU in the blend. The
composition dependence of complex viscosity determined at 1 s-1
frequency is presented
in Fig. 5.6. The difference between the two types of blends is striking, which indicates
that reactive processing was effective indeed. While points lay below the straight line
indicating additivity in the case of the physical blends indicating poor interaction of the
phases, they are located above the line for the blend produced by reactive processing
hinting to larger molecular weight and/or better adhesion. The large differences
observed in the range of 60-90 vol% PU content are especially interesting, they indicate
strong interaction and the formation of some internal or secondary structure, as
mentioned already in the previous section (see Fig. 5.4).

Interactions, structure and properties on PLA/PU blends 101
10-1
100
101
102
103
102
103
104
105
106
Com
ple
x v
isco
sity
(P
as)
Angular frequency (s-1
)
Fig. 5.5 Frequency dependence of the complex viscosity of PLA/PU physical blends;
effect of PU content; () 0, () 20, () 40, () 60, () 80, () 100 vol%
PU.
0.0 0.2 0.4 0.6 0.8 1.00
5
10
15
20
Co
mp
lex
vis
cosi
ty x
10
-3 (
Pas
)
Volume fraction of PU (-)
PLA-b-PU
PLA/PU
Fig. 5.6 Composition dependence of complex viscosity measured at 1 s-1
frequency in
PLA/PU physical and reactor blends; () physical (PLA/PU), () reactor
(PLA-b-PU) blend, ------- additivity.

Chapter 5
102
We refrain from the presentation of all mechanical properties here. Because of
the large discrepancy in the stiffness of the two components (3.2 GPa vs. ~10 MPa for
PLA and PU, respectively) any differences caused by changes in structure or interfacial
adhesion are very difficult to detect. Modulus is not sensitive to changes of these factors
anyway [9]. Yield and yield strain could be determined only when PLA was the
continuous phase, i.e. below 50 vol% PU content. Deformability (elongation-at-break)
showed some effect of blending technology, but large differences in inherent properties
mask the effect of adhesion here too. On the other hand, tensile strength differs
considerably for the two kinds of polymers. This property is plotted against PU content
in Fig. 5.7 together with representative AFM micrographs to show the corresponding
fine structure of the blends. Similar differences can be seen here as in Fig. 5.6 in the
composition dependence of complex viscosity. Properties are very similar at small PU
content and differ considerably at the upper end of the composition range with a
maximum at 90 vol% PU. The finer distribution of the dispersed phase and some kind
of interpenetrating network structure is shown by the AFM micrographs recorded on the
reactive blends. Both the composition dependence of properties and the micrographs
prove that reactive processing was effective and both the structure and the interfacial
adhesion of the components improved as an effect.
Fig. 5.7 Effect of the addition of a polyurethane elastomer onto the mechanical
characteristics of PLA. Comparison of physical and reactor blends. Changes
in structure with composition is shown by AFM phase images; () physical
(PLA/PU), () reactor (PLA-b-PU) blend.

Interactions, structure and properties on PLA/PU blends 103
5.3.4. Interfacial interactions
The SEM and AFM studies proved that structure is heterogeneous in both types
of blends, i.e. the components are not miscible. Structure and properties are determined
by the interaction of the components and both can vary in a very wide range in
immiscible blends. PVC forms large, 10 m size particles in PP and the properties of
their blends are extremely poor, while PP/PE blends possess much finer structure and
better properties. The quantitative estimation of interaction in blends is difficult. One
can use the Flory-Huggins interaction parameter, but its determination and especially
interpretation in reactor blends is questionable. Another approach is the determination
and analysis of dynamic mechanical (DMA) spectra and the composition dependence of
glass transition temperatures. The DMA spectra of the PLA-b-PU blend containing 60
vol% PU is presented in Fig. 5.8 as an example. The glass transition of the two
components, i.e. PLA and PU can be clearly identified in the spectrum at around 60 and
-40 °C, respectively. Besides the two main transitions, a smaller one related to the soft
segments of PU can be detected at around -80 °C, and the cold crystallization of PLA
can be also observed at about 100 °C. Miscible blends usually exhibit a single glass
transition temperature, while in immiscible blends transition temperatures shift toward
each other in an extent depending on the mutual miscibility of the phases in each other.
-150 -100 -50 0 50 100 15010
-4
10-3
10-2
10-1
100
101
0.0
0.5
1.0
1.5
2.0
2.5
Modulu
s, E
', E
" (G
Pa)
Temperature (°C)
Loss tan
gen
t, tg
E'
E"
tg
Fig. 5.8 DMA traces of the PLA-b-PU blend containing 60 vol% PU.
The glass transition temperatures of the two components are plotted against
composition in Fig. 5.9. Quite surprisingly, they do not shift towards each other, on the
contrary, the Tg of PLA increases, while that of PU decreases with increasing amount of

Chapter 5
104
the other component. The latter effect might be explained with the development of
negative hydrostatic pressure as was observed in other blends of a stiff polymer with an
elastomer, but the increase of the Tg of PLA needs further study. Such a change was
observed also in PLA/thermoplastic starch blends and it must be related to changing
interactions and/or the mobility of the PLA segments. Nevertheless, the higher Tg of the
PU phase for the reactor blend indicates stronger interactions than those developing in
the physical blend.
-60
-50
-40
-30
-20
0.0 0.2 0.4 0.6 0.8 1.020
30
40
50
60
70
80
Tran
sition tem
peratu
re, PU
(oC
)
Tra
nsi
tion t
emper
ature
, P
LA
(oC
)
Volume fraction of PU (-)
Fig. 5.9 The effect of composition and processing technology on the glass transition
temperature of the components of PLA/PU blends; (, ) physical
(PLA/PU), (, ) reactor (PLA-b-PU) blend, (,) PLA glass transition,
(,) PU soft segment transition.
The strength of interfacial adhesion can be deduced also from the composition
dependence of mechanical properties with the help of an approach developed earlier for
particulate filled polymers and blends (see Chapter 3, Eq 3.3). According to Eq. 3.3
plotting the natural logarithm of reduced tensile strength [Tred=T(1+2.5)/T0n(1-)]
against composition should yield a straight line the slope of which is parameter B and
from that we can easily calculate C. C was shown to correlate closely with the Flory-
Huggins interaction parameter for a considerable number of blends [10].
The tensile strength of the blends was plotted in the linearized form as
indicated in Chapter 3 (see Eq. 3.3) in Fig. 5.10. We obtain straight lines in both cases
with dissimilar slopes. The deviation from the straight line at large PU content results
from phase inversion, while the deviation of the intersection from the matrix value may

Interactions, structure and properties on PLA/PU blends 105
be caused by different structure or failure mechanism in the neat polymer and the
matrix, respectively. We determined parameter B from the slope of the lines and
calculated C. We obtained 21.6 and 73.1 for the physical and the reactor blend,
respectively. These values show that interactions are reasonably strong already in the
physical blend, but they are further improved by reactive blending.
0.0 0.2 0.4 0.6 0.8 1.02
3
4
5
6
7
8
PLA/PU
B = 2.55
ln(r
educe
d s
tren
gth
,
T,r
ed)
Volume fraction of PU (-)
PLA-g-PU
B = 3.77
Fig. 5.10 Quantitative estimation of interfacial interactions in physical and reactor
blends through the determination of parameter B; () physical (PLA/PU),
() reactor (PLA-b-PU) blend.
5.4. Conclusions
Polyurethane elastomers are promising candidates for the impact modification
of PLA; the resulting blends can be applied in many areas including biomedicine. The
analysis and comparison of the structure and properties of physical blends and materials
produced by reactive processing proved that the coupling of the phases was successful.
Coupling resulted in more advantageous structure and properties than in physical blends
as confirmed by morphology, macroscopic properties and the quantitative estimation of
interfacial interactions. Both structural studies and the composition dependence of
properties indicated the development of a submicron structural formation which
positively influenced properties at large PU contents. The results unambiguously proved
that reactive processing is a convenient, cost-effective and environmentally friendly
technique to obtain blends with superior properties.

Chapter 5
106
5.5. References
1. Yao M, Deng H, Mai F, Wang K, Zhang Q, Chen F, Fu Q. Modification of
poly(lactic acid)/poly(propylene carbonate) blends through melt compounding
with maleic anhydride. Expr Polym Lett 2011;5(11):937-949.
2. Zhang J-F, Sun X. Mechanical properties of poly(lactic acid)/starch composites
compatibilized by maleic anhydride. Biomacromolecules 2004;5(4):1446-1451.
3. Carlson D, Nie L, Narayan R, Dubois P. Maleation of Polylactide (PLA) by
Reactive Extrusion. J Appl Polym Sci 1999;72(4):477-485.
4. Dubois P, Krishnan M, Narayan R. Aliphatic polyester-grafted starch-like
polysaccharides by ring-opening polymerization Polymer 1999;40(11):3091–
3100.
5. Dubois P, Narayan R. Biodegradable Compositions by Reactive Processing of
Aliphatic Polyester/Polysaccharide Blends. Macromol Symp 2003;198(1):233-
243.
6. Vidéki B, Klébert Sz, Pukánszky B. Grafting of caprolacton to cellulose acetate
by reactive processing. Eur Polym J 2005;41(8):1699-1707.
7. Vidéki B, Klébert Sz, Pukánszky B. External and internal plasticization of
cellulose acetate with caprolactone: Structure and properties. J Polym Sci B
Polym Phys 2007;45(8):873-883.
8. Hatakeyama H, Yoshida T, Hatakeyama T. The effect of side chain association
on thermal and viscoelastic Properties: Cellulose acetate based polycaprolactones.
J Therm Anal Calorim 2000;59(1-2):157-168.
9. Pukánszky B. Effect of interfacial interactions on the deformation and failure
properties of PP/CaCO3 composites. New Polym Mater 1992;3:205-217.
10. Fekete E, Pukánszky B, Peredy Z. Mutual correlations between parameters
characterizing the miscibility, structure and mechanical properties of polymer
blends. Angew Makromol Chem 1992;199(1):87-101.

Grafting of cellulose acetate by reactive processing
107
1Chapter 6
The effect of catalyst concentration on the grafting of cellu-
lose acetate with ε-caprolactone by reactive processing7
6.1. Introduction
Cellulose is a biopolymer available in huge quantities of which only a minor
proportion is utilized [1] in various application areas, e.g. the production of membranes,
explosives and textiles [2]. Unmodified cellulose is a crystalline material with high
melting and glass transition temperatures owe to the presence of numerous intermolecu-
lar hydrogen bonds resulting in strong interactions [1]. However, the processing of
polymers in the plastics industry is predominantly carried out in melt state, thus cellu-
lose cannot be applied without derivatization for such purposes. The development and
application of thermoplastic derivatives have a long history, with Celluloid being the
first thermoplastic material produced since the late 19th century [3]. The material is
based on nitrocellulose (cellulose nitrate) and camphor; nitration of cellulose results in a
decrease of intermolecular interactions promoting molecular motions, while camphor
serves a similar purpose acting as plasticizer, thus decreasing the glass transition tem-
perature of the material. Celluloid was later substituted with other, newly developed
thermoplastic polymers, one of them being another cellulose derivative: cellulose ace-
tate (CA).
A wide range of biodegradable polyesters can be produced by the ring opening
polymerization (ROP) of cyclic esters according to several reaction mechanisms. Coor-
dination initiation is widely applied to acquire polyesters of high molecular weight with
minimal side reactions [9]. Various compounds are available as catalysts of coordina-
tion ROP from aluminum to lanthanide alkoxides. Tin(II)bis(2-ethylhexanoate), or tin
octoate, is the most widely used among these. Its extensive use is mainly based on the
fact that it is accepted by the American Food and Drug Administration (FDA) for the
formulation of polymer coatings in contact with food. Moreover, tin(II)bis-(2-
ethylhexanoate) is less sensitive to water and other protic impurities than aluminum
alkoxides, which facilitates its use in the laboratory and in industry [10]. Efficiency of
the catalyst is based on the in situ formation of alkoxides with an alcohol or any protic
impurities present in the reaction medium [11]. Although increasing the amount of
catalyst is supposed to lead to faster reactions, an important factor in industrial process-
es, too large concentration of tin octanoate favors transesterification reactions [10].
Despite numerous studies published on the modification of cellulose acetate by
grafting with ε-caprolactone during reactive processing [4-8], to our best knowledge,
none of these focused on the investigation of catalyst concentration. As mentioned
above, we believe that this parameter plays a crucial role in the process, thus a better
knowledge of its effect on reaction mechanism, the ratio of grafting and homopolymeri-
7Imre B, Kiss EZ, Domján A, Pukánszky B. submitted to Cellulose

Chapter 6
108
zation as well as properties of the end-product is of high importance. In this chapter we
report the preparation of internally plasticized cellulose acetate by grafting with ε-
caprolactone at different concentrations of tin(II)bis-(2-ethylhexanoate) catalyst.
6.2. Experimental
The cellulose acetate used in our experiments (degree of substitution = 2.1;
degree of polymerization = 160) was supplied by Daicel Chemical Industries Ltd. The
ε-caprolactone was purchased from Sigma Aldrich. Its purity was >99 % and it was
used without further purification. Tin(II) bis-(2-ethylhexanoate) of 95 % purity was
applied as catalyst and the compound was also obtained from Aldrich. Toluene, product
of Molar Chemicals Kft., Hungary, was used for the purification of the reaction prod-
ucts.
Reactive processing was carried out in a Brabender W 50 EH internal mixer
(50 ml charge volume) for 45 minutes at 180 °C and 50 rpm. The ε-caprolactone content
was 45 wt% in each case, while the concentration of the catalyst was changed systemat-
ically between 0 and 0.73 mol% according to Table 6.1, considering the sum of moles
of CA repeating units, ε-caprolactone and the catalyst as 100 mol%. Weight loss during
processing was measured. Low molecular fractions of the forming PCL homopolymer
as well as any residual monomer were removed by drying in vacuum at 70 °C. This
process was conducted until reaching constant sample weight. The product was further
purified by toluene extraction in order to remove all polycaprolactone not attached to
CA. A 2 g fraction of all materials were extracted in the solvent for 24 hours, after
which the samples were dried for 3 days in vacuum at 80 °C.
Solution state nuclear magnetic resonance spectroscopy (NMR) was carried out
using a Bruker DRX-500 apparatus. 1H NMR spectra were recorded using deuterated
choloroform as solvent at 80 °C. Thin films (20-40 µm) were prepared by compression
molding from the extracted samples for Fourier transform infrared spectroscopy (FTIR).
Spectra were recorded using a Bruker Tensor 27 apparatus in the wavelength range of
4000 and 400 cm-1
by 2 cm-1
resolution in 16 scans. The color of the samples was de-
termined with a Hunterlab Colorquest 45/0 apparatus on 1 mm thick compression mold-
ed plates. Standard yellowness index (YI) was calculated from color coordinates. The
samples were subjected to dynamic mechanical analysis (DMA). Measurements were
carried out using a Perkin Elmer Diamond DMA apparatus in tensile mode with con-
stant amplitude (10 µm) and frequency (1 Hz) in a wide temperature range (-140 – 200
°C) with a heating rate of 2 °C/min.
Mechanical properties were characterized by tensile testing on standard ISO
527 1A specimens with a thickness of 1 mm using an Instron 5566 apparatus. Stiffness
(E) was determined at 0.5 mm/min cross-head speed and 115 mm gauge length. Tensile
strength (σ) and elongation-at-break (ε) were calculated from force vs. deformation
traces measured on the same specimens at 50 mm/min cross-head speed.

Grafting of cellulose acetate by reactive processing
109
Table 6.1 Design of experiments for the investigation of the effect of catalyst content
on the grafting of ε-caprolactone to cellulose acetate
Sample Catalyst content
(mol%)
Composition (g)
CA CL SnOct2
CA-CL-0 0 33.00 27.00 0
CA-CL-1 0.04 32.98 26.98 0.06
CA-CL-2 0.08 32.95 26.95 0.12
CA-CL-3 0.12 32.92 26.92 0.18
CA-CL-4 0.20 32.87 26.86 0.30
CA-CL-5 0.28 32.85 26.78 0.42
CA-CL-6 0.36 32.83 26.70 0.54
CA-CL-7 0.40 32.77 26.70 0.60
CA-CL-8 0.45 32.70 26.70 0.66
CA-CL-9 0.49 32.61 26.72 0.72
CA-CL-10 0.57 32.56 26.67 0.84
CA-CL-11 0.73 32.45 26.56 1.08
6.3. Results and discussion
6.3.1. Reactive processing
The aim of reactive processing is the internal plasticization of cellulose acetate,
i.e. the grafting of polycaprolactone side chains onto CA backbone, as presented in Fig.
6.1. Tin octoate is supposed to form an initiating complex with the hydroxyl groups of
CA (Fig. 6.1a) according to the mechanism suggested by Kowalski et al. [11]. The tin
alkoxide complex then initiates the ring opening polymerization of ε-caprolactone to
CA (Fig. 6.1b) forming PCL side-chains. Several side-reactions may also occur during
reactive processing, among which the homopolymerization of CL is most important.
Since any traces of water act as initiator of this reaction, all materials applied should be
properly dried before processing. Nevertheless, the formation of PCL homopolymer
also takes place besides grafting. In our previous study [7] we showed that homopoly-
merization proceeds faster than grafting under mild conditions, thus efficient grafting
requires higher temperature and long reaction time. On the other hand, both processing
time and temperature are limited by the possible degradation of cellulose acetate. Ac-
cordingly, reactive processing was carried out for 45 minutes at 180 °C. When introduc-

Chapter 6
110
ing the components to the mixer, both competing reactions, i.e. grafting and homopol-
ymerization starts immediately resulting in an increase of viscosity and thus increasing
torque, as presented in Fig. 6.2.
O
OR
ORO
O
OR
O
OH
OR
RO
n
O
OR
ORO
O
OR
O
O
OR
RO
Sn(II)
Oct
n
+ OctH
Sn(Oct)2
O
O
ROP
O
OR
ORO
O
OR
O
O
OR
RO (CH2)5
O
O
Sn(II)
Oct
R: H; CH3CO
a)
b)
Fig. 6.1 Ring opening polymerization of ε-caprolactone initiated by the hydroxyl
groups of CA; formation of a) tin alkoxides complex and b) PCL side-chains.
We have to draw attention to the fact that, considering the high temperature
applied, evaporation of some of the CL reagent might also result in increasing torque, as
this compound acts also as external plasticizer during processing. Nevertheless, no such
tendency can be observed in the case of the trace registered without the addition of any
catalyst, which leads us to two conclusions. On the one hand, considerable grafting or
homopolymerization does not take place in the absence of tin(II)bis-(2-ethylhexanoate).
On the other hand, we can conclude that the effect of catalyst content can be evaluated
using the time dependence of torque during reactive processing. The other traces regis-
tered at larger catalyst concentrations clearly show the strong effect of this parameter.
We determined two values characterizing the initiation time (ti) and rate (dM/dt) of the
reaction according to the method presented in Fig. 6.2. dM/dt refers to the slope, while ti
to the start of the initial, steep increase of torque related to the grafting and homopoly-
merization reactions. Plotting these against the concentration of tin octoate (ccat) (Fig.
6.3) shows the decisive effect of catalyst content on both reactions. The strong correla-
tion of the determined values with ccat suggests suitability of the approach applied.

Grafting of cellulose acetate by reactive processing
111
0 15 30 450
5
10
15
20
To
rqu
e, M
(N
m)
Time, t (min)
dM/dt
ti
0.00
0.08
0.28
0.57
Fig. 6.2 Torque plotted as a function of time during reactive processing of CA and CL
at different catalyst contents (indicated in the diagram); determination of ini-
tiation time (ti) and reaction rate (dM/dt)
0.0 0.2 0.4 0.6 0.80
10
20
30
40
Init
iati
on t
ime,
ti (
min
)
Catalyst concentration, ccat
(mol%)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Rea
ctio
n r
ate,
dM
/dt
(Nm
/min
)
Fig. 6.3 The effect of catalyst content on initiation time of grafting () and reaction
rate ().

Chapter 6
112
As expected, initiation time decreases continuously with increasing catalyst
content, while reaction rate shows strong increment. However, we must emphasize that
two competitive reactions take place during reactive processing, while we cannot distin-
guish unambiguously the effect of tin octoate concentration on these based only on the
results presented in Fig. 6.3. Although initiation of grafting and homopolymerization
differ, the reaction rate as well as molecular weight of the end-products – PCL side-
chains and homopolymer respectively – is supposed to be similar. CL side chains was
found to have a degree of polymerization up to 20-25 [7], thus leading to a considerable
increase in the molecular weight of cellulose acetate and higher melt viscosity. PCL
chains with a similar average molecular weight (2000-3000 g/mol), on the other hand,
are supposed to only affect viscosity slightly. Nevertheless, further investigation of the
correlation between tin octoate content and the rate of polymerization reactions as well
as properties of the end-products is needed.
0.0 0.2 0.4 0.6 0.8-20
0
20
40
60
80
100
Wei
ght
loss
,
m (
wt%
)
Catalyst content, ccat
(mol%)
Fig. 6.4 Weight loss of ε-caprolactone monomer (), oligomers (), PCL homopol-
ymer () and the total weight of all CL fractions removed from the sample
().
6.3.2. Chemical structure
In order to separate the effect of catalyst concentration on the grafting and
homopolymerization reactions, several methods and measurement techniques were
applied. Weight loss (Δm) was calculated for all processing and purification steps, the
results of which are presented in Fig. 6.4. During reactive processing, weight loss might
result from the evaporation of CL monomer (). The amount of residual monomer and
low molecular weight PCL oligomers () were evaporated by vacuum drying at 80 °C.
Higher molecular weight homopolymers () can be separated by toluene extraction.

Grafting of cellulose acetate by reactive processing
113
Only a minimal amount of CL monomer is lost during processing (), Δm is below 5
wt% in all cases. The weight of PCL oligomers as well as higher molecular weight
homopolymers removed from the sample decrease continuously as a function of catalyst
concentration, suggesting that more caprolactone units are attached to the CA backbone.
However, the results suggests that no further improvement can be expected in grafting
efficiency above ccat = 0.2 mol%.
Purified cellulose acetate samples are supposed to contain only PCL chains
chemically attached to the CA backbone. FTIR spectra recorded on films compression
molded from such samples (Fig. 6.5) indicate the presence of long aliphatic chains be-
longing to CL indeed. The quantitative analysis of the spectra is based on the ratio of
absorbance of -CH2- (at 2943 cm-1
) and -CH3 (at 1370 cm-1
) moieties. The latter belongs
to the acetate groups of CA, and for the sake of simplicity is assumed to remain con-
stant, although the hydrolysis of some of these groups occurs most likely during reac-
tive processing. -CH2- vibrations, on the other hand can be related to CL side-chains,
thus grafting efficiency can be characterized by the relative intensity of these vibrations
(A2943/A1370), as described by Vidéki et al. [7]. 1H NMR spectra also provide valuable
information regarding the chemical structure of grafted CA chains. The signal of hydro-
gens attached to the aliphatic -CH2- group appear at 1.3-1.7 ppm, those related to the
ester group at 2.3 and 4.0 ppm, while hydrogens of the -CH2- group neighboring the
chain end -OH group are detected at 3.4 ppm [12-17].
4000 3500 3000 2500 2000 1500 1000 5000.0
0.5
1.0
1.5
2.0
2.5
Abso
rban
ce
Wavenumber (cm-1)
2943 cm-1
-CH2-
1370 cm-1
-CH3
Fig. 6.5 FTIR spectrum of cellulose-acetate grafted with ε-caprolactone.

Chapter 6
114
Not only the total amount of grafted CL, but the average number and length of
side-chains can also be determined from these data. Last but not least, the amount of
caprolactone grafted to the anhydroglucose units of cellulose acetate can be calculated
from the total weight loss values presented above. Results of all three methods are pre-
sented in Fig. 6.6. We have to emphasize that although A2943/A1370 ratio is also supposed
to be a convenient indicator of grafting efficiency, NMR measurements and weight loss
calculations provide direct information regarding the amount of grafted PCL. Neverthe-
less, all sets of data show similar tendencies, regardless of the method of evaluation,
although the absolute values of the average number of CL units per cellulose acetate
repeating units (CL/CA ratio) differ in the case of NMR and weight loss measurements.
In accordance with the results presented above, grafting efficiency increases greatly as a
function of ccat at low catalyst concentrations, reaching a plateau slightly above 0.2
mol%.
0.0 0.2 0.4 0.6 0.80.0
0.2
0.4
0.6
0.8
Abso
rban
ce r
atio
, A
29
43/A
13
70 (
-)
Catalyst content, ccat
(mol%)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
CL
/CA
rat
io (
-)
Fig. 6.6 The number of caprolactone units attached to the cellulose-acetate backbone
as a function of catalyst content; determined from weight loss (), FTIR ()
and NMR () measurements.
The average number of PCL side-chains per anhydroglucose units as well as
their length was determined from solution state 1H NMR measurements. The results
presented in Fig. 6.7 provide more details about the effect of tin octoate concentration
on the chemical structure of grafted cellulose acetate. In the region between ccat = 0.4
and 0.6, considerably longer side-chains form, while the average degree of substitution
shows an opposite tendency. This information has considerable practical importance.
The aim of grafting cellulose acetate with ε-caprolactone is to provide cellulose deriva-
tives being thermoplastic and biodegradable at the same time. Formation of a small

Grafting of cellulose acetate by reactive processing
115
number of longer side chains attached to the CA backbone was shown to serve better
both purposes [1]. Our results clearly show the importance of catalyst content in the
grafting and homopolymer reactions, and that an appropriate concentration of tin oc-
toate can be chosen in order to promote the formation of such a structure. Nevertheless,
the reason of this change in the grafting reaction is still unclear, thus further investiga-
tion is needed.
0.0 0.2 0.4 0.6 0.80.00
0.05
0.10
0.15
0.20
CL
sid
e ch
ain
s /
CA
un
its
(-)
Catalyst content (mol%)
5
10
15
20
25
Aver
age
No. of
CL
unit
s in
the
side-
chai
ns
Fig. 6.7 The effect of catalyst content on the number of polycaprolactone side chains
per cellulose-acetate repeating units () and the average degree of polymer-
ization () of these.
Many factors limit the amount catalyst applied in the reaction. Besides finan-
cial, environmental and health issues, degradation of cellulose acetate was also found to
be effected by tin octoate concentration, as presented in Fig. 6.8. Thermo-oxidative
degradation of CA at high temperatures results in the formation of chromophoric groups
leading to discoloration [18], thus the extent of degradation can be easily followed by
measuring the color of the material [8]. Quantitative description is based on the deter-
mination of the yellowness index (YI), which is plotted against maximum processing
temperature () as well as catalyst content () in Fig. 6.8. The presence of tin octoate
is not supposed to affect the mechanism of degradation directly, as the results presented
also suggest. Correlation between ccat and yellowness index is related to the effect of
catalysis on the polymerization reactions: increasing molecular weight of polycaprolac-
tone results in an increase of viscosity, thus larger friction and more elevated processing
temperature. Higher temperatures, on the other hand, strongly influence the degradation

Chapter 6
116
of CA, as shown by Vidéki et al. [7]. In good correlation with their results, abrupt in-
crease of yellowness index was observed above 190 °C indicating considerable degrada-
tion of cellulose acetate.
0.0 0.2 0.4 0.6 0.860
80
100
120
Yel
low
nes
s in
dex
, Y
I (-
)
Catalyst content, ccat
(mol%)
180 182 184 186 188 190 192 194
Maximum temperature, Tmax
(°C)
Fig. 6.8 Degradation during reactive processing; yellowness index as a function of
catalyst content () and temperature ().
6.4. Conclusions
In our study, internally plasticized cellulose acetate was prepared by grafting
with ε-caprolactone at different concentrations of tin(II)bis-(2-ethylhexanoate) catalyst.
We proved with experiments carried out in a wide range of catalyst contents that the
concentration of tin(II)bis-(2-ethylhexanoate) determines initiation time and reaction
rate both for grafting and homopolymerization. Depending on reaction conditions cata-
lyst content has an optimum leading to large grafting efficiency and favorable chemical
structure of the grafted product having a small number of long side chains attached to
the CA backbone. The presence of tin octoate is not supposed to affect degradation of
cellulose acetate directly, although improved efficiency of the polymerization reactions
results in higher viscosity and stronger friction, thus elevated processing temperatures
and considerable degradation above 190 °C.

Grafting of cellulose acetate by reactive processing
117
6.5. References
1. Simon J, Müller HP, Koch R, Müller V. Thermoplastic and biodegradable poly-
mers of cellulose. Polym Degrad Stabil 1998;59(1-3):107-115.
2. Smith R. Biodegradable polymers for industrial applications. Cambridge: Wood-
head Publishing Limited; 2005.
3. Brydson JA. Plastic Materials 5th edn. London: Buttetworths; 1989. 212-293.
4. Yoshioka M, Hagiwara N, Shiraishi N. Thermoplasticization of cellulose acetates
by grafting of cyclic esters. Cellulose 1999;6:193-212.
5. Hatakeyama H, Yoshida T, Hatakeyama T. The effect of side chain association on
thermal and viscoelastic Properties: Cellulose acetate based polycaprolactones. J
Therm Anal Calorim 2000;59(1-2):157-168.
6. Warth H, Mühlhaupt R, Schätzle J. Thermoplastic cellulose acetate and cellulose
acetate compounds prepared by reactive processing. J Appl Polym Sci
1997;64:231-242.
7. Vidéki B, Klébert Sz, Pukánszky B. Grafting of caprolacton to cellulose acetate by
reactive processing. Eur Polym J 2005;41(8):1699-1707.
8. Vidéki B, Klébert Sz, Pukánszky B. External and internal plasticization of cellu-
lose acetate with caprolactone: Structure and properties. J Polym Sci B Polym Phys
2007;45(8):873-883.
9. Albertsson AC, editor. Degradable Aliphatic Polyesters. Advances in Polymer
Science, Vol. 157. Berlin Heidelberg: Springer-Verlag; 2002.
10. Lecomte P, Jérôme C. Recent Developments in Ring-Opening Polymerization of
Lactones. Adv Polym Sci 2012;245:173-218.
11. Kowalski A, Duda A, Penczek S. Kinetics and mechanism of cyclic esters
polymerization initiated with tin(II) octoate, 1 Polymerization of ε-caprolactone.
Macromol Rapid Commun 1998;19(11):567–572.
12. Christian P, Jones IA. Polymerisation and stabilisation of polycaprolactone using
borontrifluoride-glycerol catalyst system. Polymer 2001;42(9):3989-3994.
13. Jacobs C, Dubois P, Jerome R, Teyssie P. Macromolecular Engineering of Pol-
ylactones and Polylactides. 5. Synthesis and Characterization of Diblock Copoly-
mers Based on Poly-ε-Caprolactone and Poly(L,L or D,L)Lactide by Aluminum
Alkoxides. Macromolecules 1991;24(11):3027-3034.
14. Samios E, Dart RK, Dawkins JV. Preparation, characterization and biodegradation
studies on cellulose acetates with varying degrees of substitution. Polymer
1997;38(12):3045-3054.
15. Huang MH, Suming LM, Coudane J, Vert M. Synthesis and characterization of
block copolymers of ε-caprolactone and D,L-lactide initiated by ethylene glycol or
poly(ethylene glycol). Macromol Chem Phys 2003;204(16):1994-2001.
16. Flugge LA, Blank JT, Petillo PA. Isolation, modification and NMR assignments of
a series of cellulose oligomers. J Am Chem Soc 1999;121(31):7228-7238.
17. Shi RW, Burt HM. Synthesis and characterization of amphiphilic hydroxypropyl-
cellulose-graft-poly(ε-caprolactone). J Appl Polym Sci 2003;89(3):718-727.
18. Ratnikov ÉN, Naimark NI, Kryazhev VN, Romodanovskaya GV. Change in the
physicochemical characteristics of cellulose acetates under the action of high tem-
perature. Fibre Chemistry 1984;16(6):434-435.

Chapter 6
118

Summary
119
Chapter 7
Summary
Biopolymers represent a class of materials of continuously increasing im-
portance in research and development as well as industry. However, the performance of
these polymers rarely meets the expectations of the market; consequently, their modifi-
cation is in the focus of scientific research. A wide variety of approaches is available for
adjusting their properties to the intended application, e. g. plasticization, the incorpora-
tion of fillers and reinforcements, blending and impact modification. Our Laboratory
has considerable expertise in the research and development of heterogeneous polymeric
systems, and thus all the approaches mentioned above. Chemical structure of biopoly-
mers offers excellent opportunity to use effective reactive methods for their modifica-
tion, thus my studies on the modification of biopolymers inevitably lead me in this di-
rection. Accordingly, the techniques presented in the Thesis include a wide range of
physical and reactive methods for modifying various characteristics of biopolymers
from processability to stiffness and impact resistance. Hereby we give a concise sum-
mary of the most important achievements of the work. At the end of this chapter, select-
ed new findings of the studies included in this Thesis are listed as thesis points.
In the first study presented in Chapter 2, PLA composites containing uncoated
CaSO4 and the same filler coated with stearic acid are compared. The samples were
homogenized by extrusion and specimens were prepared by injection molding. As struc-
ture of these composites has been described in an earlier study, more effort was spent on
the surface characterization of the filler, on the estimation of interfacial adhesion and on
deformation processes. Interfacial adhesion was found to be twice as strong in compo-
sites prepared with the uncoated particles than in those containing the coated filler,
affecting properties considerably. Although debonding is the dominating micromechan-
ical deformation process in all composites, local plastic deformation is larger around
coated particles, suggesting that stearic acid might dissolve in the polymer, locally
changing its properties. The extent of this deformation depends very much also on the
local distribution of particles. The final properties and performance of the composites
depend unambiguously on the micromechanical deformation processes occurring during
loading, on debonding and the subsequent plastic deformation.
Fully degradable PLA blends may be used in agriculture and packaging, but
engineering applications require more durability and longer lifetime. As a consequence,
PLA is often blended with engineering plastics. The application of such materials also
has environmental benefits since they improve carbon footprint considerably. However,
the production of such blends with properties satisfying the intended application is pos-
sible only if the miscibility of the components is controlled and miscibility-structure-
property correlations are known. Accordingly, the goal of the work described in Chap-
ter 3 was to study interactions, structure and properties in the blends of PLA with three
commercial thermoplastics having different chemical structures. All three blends were
found to have heterogeneous structure, but the size of the dispersed particles differs by
an order of magnitude indicating dissimilar interactions for the corresponding pairs.

Chapter 7
120
Based on the estimation of component interactions with three different methods, the
determination of the size of the dispersed particles, the calculation of the Flory-Huggins
interaction parameter from solvent absorption and the quantitative evaluation of the
composition dependence of tensile strength, a general correlation was established be-
tween interactions and the mechanical properties of the blends.
The rapid physical ageing of PLA results in a brittle material with low impact
resistance, which characteristic we aimed to improve by blending with a segmented
polyurethane elastomer. In order to compatibilize the blend components by coupling of
the phases, an innovative reactive processing was developed, as presented in Chapter 4.
The synthesis of a the polyurethane was carried out in poly(lactic acid) melt. The isocy-
anate components react with the hydroxyl end-groups of PLA, as confirmed by NMR
measurements, resulting in the formation of PLA-b-PU copolymers. The formation of
amide and acylurea groups on the carboxyl end was not detected. The ratio of isocya-
nate and active hydrogen containing groups was optimized based on the evaluation of
processing parameters and tensile testing.
In the study presented in Chapter 5, poly(lactic acid)/polyurethane elastomer
blends were prepared by reactive processing and physical blending as comparison. The
blends were characterized by a number of techniques including microscopy, rotational
viscometry, thermal and mechanical measurements. Comparison of the structure and
properties of compatibilized reactor blends and conventional physical blends clearly
showed the benefits of reactive processing. Coupling resulted in more advantageous
structure and properties than in physical blends as confirmed by morphology, macro-
scopic properties and the quantitative estimation of interfacial interactions. Both struc-
tural studies and the composition dependence of properties indicated the development of
a submicron structural formation which positively influenced properties at large PU
contents.
A similar reactive processing technique was used for the internal plasticization
of cellulose acetate described in Chapter 6. Although many studies aim the modifica-
tion of cellulose acetate by grafting with ε-caprolactone via reactive processing, the
effect of catalyst content on reaction mechanism and properties of the end-product is
rarely investigated. We prepared internally plasticized cellulose acetate by grafting with
ε-caprolactone at different concentrations of tin(II)bis-(2-ethylhexanoate) catalyst. Our
results have clearly shown the crucial effect of catalyst content in the grafting and ho-
mopolymer reactions. Depending on reaction conditions catalyst content has an opti-
mum leading to large grafting efficiency and favorable chemical structure of the grafted
product having a small number of long side chains attached to the CA backbone.
The most important conclusions of the thesis can be briefly summarized in the follow-
ing points:
1. PLA/CaSO4 composites are very advantageous from the environmental point
of view. The filler particles are often coated with stearic acid to aid the dis-
persion of the particles and improve processability. With the use of three in-
dependent methods we proved the first time that adhesion is twice as strong

Summary
121
in composites prepared with the uncoated particles than in those containing
the coated filler.
2. The detailed study of the deformation and failure processes of PLA compo-
sites containing uncoated and stearic acid coated particles showed that stearic
acid used for the coating of the filler dissolves in the polymer and locally
changes its properties. Although debonding is the dominating micromechani-
cal deformation process in all composites, local plastic deformation is larger
around coated particles. The final properties and performance of the compo-
sites depend unambiguously on the micro-mechanical deformation processes
occurring during loading, on debonding and the subsequent plastic defor-
mation.
3. The study of PLA blends prepared with three commercial polymers having
differing chemical structure showed that the structure and properties of the
blends cover a wide range. We estimated component interactions with three
different methods, the determination of the size of the dispersed particles, the
calculation of the Flory-Huggins interaction parameter from solvent absorp-
tion and the quantitative evaluation of the composition dependence of tensile
strength and proved that interactions are strong in the PLA/PMMA pair,
weaker in PLA/PC and the weakest for PLA and PS. We established a gen-
eral correlation between interactions and the mechanical properties of the
blends and proved that they are valid also for biopolymer hybrid blends.
4. Reactive processing is a convenient way to produce new polymers with ad-
vantageous properties from biopolymers. The successful synthesis of PLA-b-
PU block copolymers in poly(lactic acid) melt was confirmed by NMR spec-
troscopy. We showed for the first time that the isocyanate component reacts
with the hydroxyl end-groups of PLA, but not with the acid group at the other
end of the PLA chain thus amide and acylurea groups do not form in the re-
action.
5. Polyurethane elastomers are promising candidates for the impact modifica-
tion of PLA, since the resulting blends can be applied in many areas includ-
ing biomedicine. Based on the analysis and comparison of morphology, mac-
roscopic properties and the quantitative estimation of interfacial interactions
in poly(lactic acid)/polyurethane physical blends and materials produced by
reactive processing we proved that a submicron structural formation develops
in reactor blends which positively influence properties at large PU contents.
The coupling of the phases results in more advantageous morphology in the
reactor blends than in traditional physical mixtures and in superior tensile
strength in the entire composition range.
6. We proved with experiments carried out in a wide range of catalyst contents
that the concentration of tin(II)bis-(2-ethylhexanoate) catalyst determines ini-
tiation time and reaction rate both for grafting and homopolymerization. De-
pending on reaction conditions catalyst content has an optimum leading to

Chapter 7
122
large grafting efficiency and favorable chemical structure of the grafted
product having a small number of long side chains attached to the CA back-
bone. The tin octoate catalyst used in our experiments affects the degradation
of cellulose acetate only marginally through its high efficiency resulting in
increased viscosity and larger friction during reactive processing because of
longer grafted chains.

List of symbols
123
List of symbols and abbreviations
elongation-at-break (%)
sd dispersion component of the surface tension of fillers (mJ/m
2)
volume fraction of the filler in the composite
relative elongation
Poisson’s ratio
f density of the filler (g/cm3)
tensile strength (MPa)
AE characteristic stress derived from acoustic emission measurements
(MPa)
D debonding stress (MPa)
T true tensile strength of the composite (MPa)
T0 true tensile strength of the matrix (MPa)
Tred reduced tensile strength
VOLS characteristic stress derived from volume strain measurements
σy yield stress of the composite
σy0 yield stress of the matrix
σyi yield stress of the interphase
σyred reduced yield stress of the composite
AAC aliphatic aromatic copolyesters
ABS acrylonitrile butadiene styrene
AE acoustic emission Af specific surface area of fillers (m
2/g)
AFM atomic force microscopy
AN acceptor number
B load bearing capacity of the dispersed phase
BD 1,4-butanediol
C stress transfer
C1, C2 constant for the determination of debonding stress
CA cellulose acetate
CaSO4 calcium sulfate
ccat catalyst concentration (mol%)
CL ε-caprolactone
dM/dt reaction rate
DCM dichloromethane
DMA dynamic mechanical analysis
DN donor number
DSC differential scanning calorimetry
E Young's modulus (GPa)
FTIR Fourier transform infrared spectroscopy
Fa measured work of adhesion (mJ/m2)
IGC inverse gas chromatography
Ka acid constant
Kd base constant

Chapter 7
124
MA maleic anhydride
MAPP maleic anhydride modified polypropylene
MDI 4,4′-methylenebis(phenyl isocyanate)
MFI melt flow index (g/10 min)
Mn number average molecular weight
mol% molar percent
Mw weight average molecular weight
n parameter characterizing the strain hardening of the matrix
NCO isocyanate
NMR nuclear magnetic resonance spectroscopy
NR natural rubber
PA polyamide
PBS poly(butylene succinate)
PC polycarbonate
PCL polycaprolactone
PHA polyhydroxyalkanoate
PHB poly(3-hydroxybutyrate)
PHHx poly(3-hydroxyhexanoate)
PLA poly(lacic acid)
PMMA poly(methyl methacrylate)
PU polyurethane
PE polyethylene
PEEO poly(epichlorohydrin-co-ethylene oxide)
PET poly(ethylene terephatalate)
PP polypropylene
PTHF polytetrahydrofurane
SEM scanning electron microscopy
StAc stearic acid
Tg glass transition temperature
ti initiation time
TPS thermoplastic starch
R radius of particle (m)
VOLS volume strain
vol % volume percent
WAB work of adhesion (mJ/m2)
wt% weight percent
XRD X-ray diffraction
YI yellowness index

Acknowledgements
125
Acknowledgements
I owe my supervisor, Béla Pukánszky a debt of gratitude for his patience, guid-
ance and relentless support during my studies. I should also thank my friend and col-
league, Károly Renner. Without him, it just would not have been possible. I would like
to thank Gyula Vancsó for his help and advices. I am grateful to Attila Domján, Peter
Schön, György Deák and József Hári for their help with various measurements. I would
also thank all my students for their enthusiastic work, especially Virág Tuboly, Dániel
Bedő, Elek Zoltán Kiss and Péter Holló. I thank all my friends and colleagues at the
Laboratory of Plastics and Rubber Technology at Budapest University of Technology
and Economics and the associated Department of Polymer Chemistry and Physics at the
Institute of Materials and Environmental Chemistry for creating a friendly, chaotic
atmosphere, in which it was always a pleasure to work. I also appreciate the financial
support of the National Scientific Research Fund of Hungary (OTKA Grant No. K
101124). Last but not the least, I should like to thank my family and friends for their
love, compassion and tolerating me especially in the last few months of preparing my
thesis.

Chapter 7
126
List of publications
Papers used for the preparation of the Thesis
1. Imre B, Pukánszky B. Recent advances in bio-based polymers and composites:
Preface to the BiPoCo 2012 Special Section. Eur Polym J 2013 In Press
2. Imre B, Pukánszky B. Compatibilization in bio-based and biodegradable polymer
blends. Eur Polym J 2012; In Press
3. Imre B, Keledi G, Renner K, Móczó J, Murariu M, Dubois Ph, Pukánszky B. Ad-
hesion and micromechanical deformation processes in PLA/CaSO4 composites.
Carbohydr Polym 2012;89(3):759-767.
4. Imre B, Renner K, Pukánszky B. Interactions, structure and properties in
poly(lactic acid)/thermoplastic polymer blends. accepted in Express Polym Lett
5. Bedő D, Imre B, Domján A, Schön P, Vancsó GJ, Pukanszky B. Coupling of
poly(lactic acid) with a polyurethane elastomer by reactive processing. submitted
to Macromolecules
6. Imre B, Bedő D, Domján A, Schön P, Pukanszky B. Interactions, structure and
properties in poly(lactic acid)/polyurethane blends prepared by reactive pro-
cessing. accepter in Eur Polym J
7. Imre B, Kiss EZ, Domján A, Pukánszky B. The effect of catalyst concentration on
the grafting of cellulose acetate with ε-caprolactone by reactive processing. submit-
ted to Cellulose
Other publications
1. Imre B, Dominkovics Z, Pukánszky B. A feldolgozási körülmények hatásának
vizsgálata rétegszilikát/polipropilén nanokompozitokban, Műanyag és Gumi
2008;45(12)490-496.
2. Gábor Á, Faludi G, Imre B, Renner K, Móczó J, Pukánszky B. Mikromechanikai
deformációs folyamatok politejsav alapú biokompozokban. Műanyag és Gumi
2009;46(12):445-448.
3. Kiss EZ, Imre B, Pukánszky B. Cellulóz-acetát reaktív lágyítása ε-kaprolaktonnal –
a katalizátor-tartalom hatása az ojtási reakcióra. Műanyag és Gumi 2010;47(4):156-
159.
4. Pataki P, Imre B, Földes E, Pukánszky B. Természetes anyagok a műanyagiparban
– alapanyagok és adalékok. Műanyag és Gumi 2012;49(1):12-18.
5. Imre B, Renner K, Pukánszky B. A politejsav módosítása – PLA alapú társított
rendszerek. Műanyag és Gumi 2013;50(3):104-108.

Publications
127
Conference presentations
1. Imre B, Molnár K, Móczó J, Murariu M, Dubois P, Pukánszky B. Development of
PLA based biodegradable composites. 2nd Bratislava Young Polymer Scientists
workshop, Krompachy, February 5th
2009.
2. Imre B, Bányai F, Móczó J, Pukánszky B. A PLA fizikai öregedése. Kutatóközpon-
ti Tudományos Napok, Budapest, October 24th 2010.
3. Imre B, Bedő D, Renner K, Móczó J, Pukánszky B. Impact modification of
poly(lactic acid) with polyurethane elastomers. 19th Annual BEPS Meeting, Vien-
na, September 29th 2011.
4. Imre B, Móczó J, Pukánszky B. Poly(lactic acid) – investigation and modification
of mechanical behavior. Eurotec 2011 Conference, Barcelona, November 14th
2011.
5. Imre B, Pukánszky B. Biopolymer blends: miscibility, compatibility, performance.
International Conference on Bio-based Polymers and Composites 2012, Siófok,
May 28th 2012.
6. Imre B, Molnár K, Móczó J, Murariu M, Dubois P, Pukánszky B. Interfacial adhe-
sion, micromechanical deformations and performance in PLA/CaSO4 composites.
14th European Conference on Composite Materials, Budapest, June 7-10th 2010.
(poster)
7. Imre B, Faludi G, Renner K, Móczó J, Pukánszky B. Micromechanical deformation
processes in PLA based biocomposites, 6th Modification, Degradation and Stabili-
zation of Polymers, Athens, September 5-9th 2010. (poster)
8. Imre B, Bedő D, Renner K, Móczó J, Pukánszky B. Modification of poly(lactic
acid) via reactive processing with polyurethane elastomers. International Confer-
ence on Bio-based Polymers and Composites 2012, Siófok May 27-31st 2012.
(poster)
9. Imre B, Renner K, Móczó J, Pukánszky B. Characterization of PLA/wood “green”
composites: Structure, physical ageing, micromechanics, and performance, ISPAC
2012, Kerkrade June 11-13rd
2012
10. Bedő D, Imre B, Pukánszky B. Impact modification of PLA with polyurethane
elastomers, Polymeric Materials 2012, Halle September 12-14th 2012.
11. Imre B, Renner K, Menyhárd A, Móczó J, Pukánszky B. Physical ageing of
poly(lactic acid) – molecular processes and macroscopic properties, Polymeric Ma-
terials 2012, Halle September 12-14th 2012. (poster)

128
Nyilatkozat
Alulírott Imre Balázs kijelentem, hogy ezt a doktori értekezést magam készítet-
tem és abban csak a megadott forrásokat használtam fel. Minden olyan részt, amelyet
szó szerint, vagy azonos tartalomban, de átfogalmazva más forrásból átvettem, egyér-
telműen, a forrás megadásával megjelöltem.
Budapest, 2013. május 24.
Imre Balázs