2006-5.7 Sim of Hot Tear and Distortion Casting of Steel Comparison With Experiments
Modeling of Stress, Distortion,and Hot TearingBrian G. Thomas, University of Illinois (UIUC)Michel Bellet, Centre de Mise en Forme des Materiaux (CEMEF)
COMPUTATIONALMODELING of mecha-nical behavior during solidification is becomingmore important. Thermal and microstructuralsimulations alone are insufficient to predict thequality of the final product that is desired bythe casting industry. Accurate calculation of dis-placements, strains, and stresses during the cast-ing process is needed to predict residual stressand distortion and defects such as the formationof cracks such as hot tears. It also helps predictporosity and segregation. As computing powerand software tools for computational mechanicsadvance, it is becoming increasingly possible toperform useful mechanical analysis of castingsand these important related behaviors.The thermomechanical analysis of castings pre-
sents a formidable challenge for many reasons:
� Many interacting physical phenomena areinvolved in stress-strain formation. Stressarises primarily from the mismatch of strainscaused by large temperature gradients anddepends on the time- and microstructure-dependent inelastic flow of the material.
� Predicting distortions and residual stresses incast products requires calculation of the his-tory of the cast product and its environmentover huge temperature intervals. This makesthe mechanical problem highly nonlinear,involving liquid/solid interaction and com-plex constitutive equations. Even identifyingthe numerous metallurgical parametersinvolved in those relations is a daunting task.
� The coupling between the thermal and themechanical problems is an additional diffi-culty. This coupling comes from the mechani-cal interaction between the casting and themold components, through gap formation orthe buildupof contact pressure, locallymodify-ing the heat exchange. This adds some com-plexity to the nonlinear heat transfer resolution.
� Accounting for the mold and its interactionwith the casting makes the problem multido-main, usually involving numerous deform-able components with coupled interactions.
� Cast parts usually have very complex three-dimensional shapes, which puts great demands
on the interface between CAD design and themechanical solvers and on computationalresources.
� The important length scales range frommicrometers (dendrite arm shapes) to tensof meters (metallurgical length of a continu-ous caster), with similarly huge order-of-magnitude range in time scales.
This article summarizes some of the issues andapproaches in performing computational ana-lyses of mechanical behavior, distortion, andhot tearing during solidification. The governingequations are presented first, followed by a briefdescription of the methods used to solve them,and a few examples of recent applications inshape castings and continuous casting.
Governing Equations
The modeling of mechanical behavior requiressolution of 1) the equilibrium ormomentum equa-tions relating force and stress, 2) the constitutiveequations relating stress and strain, and 3) com-patibility equations relating strain and displace-ment. This is because the boundary conditionsspecify either force or displacement at differentboundary regions of the domain O:
u ¼ u_
on @�u
sn ¼ T_
on @�T ðEq 1Þ
where u_ are prescribed displacements on bound-
ary surface portion @Ou, and T_
are boundarysurface forces or “tractions” on portion @OT.The next sections first present the equilibriumand compatibility equations and then introduceconstitutive equations for the different materialstates during solidification.Equilibrium and Compatibility Equations.
At any time and location in the solidifyingmaterial, the conservation of force (steady-stateequilibrium) or momentum (transient condi-tions) can be expressed by:
r � sþ rg� rdv
dt¼ 0 (Eq 2)
where s is the stress tensor, r is the density,g denotes gravity, v is the velocity field, andd/dt denotes the total (particular) time deriva-tion. Stress can be further split into the deviatoricstress tensor and the pressure field. The differ-ent approaches for simplifying and solvingthese equations are discussed in the section“Implementation Issues.”Once the material has solidified, the internal
and gravity forces dominate, so the inertiaterms in Eq 2 can be neglected. Furthermore,the strains that dominate thermomechanicalbehavior during solidification are on the orderof only a few percent, otherwise cracks willform. With small gradients of spatial displace-ment, ru = @u/@x, and the compatibility equa-tions simplify to (Ref 1):
« ¼ 1
2ruþ ðruÞT
� �(Eq 3)
where « is the strain tensor and u is the dis-placement vector. This small-strain assumptionsimplifies the analysis considerably. The com-patibility equations can also be expressed as arate formulation, where strains become strainrates, and displacements become velocities.This formulation is more convenient for a tran-sient computation with time integration involv-ing fluid flow and/or large deformation.In casting analysis, the cast material may be
in the liquid, mushy, or solid state. Each ofthese states has different constitutive behavior,as discussed in the next three sections.Liquid-State Constitutive Models. Metallic
alloys generally behave as Newtonian fluids.Including thermal dilatation effects, the consti-tutive equation can be expressed as:
_« ¼ 1
2mls� 1
3rdrdt
I (Eq 4)
The strain-rate tensor _« is split into two compo-nents: a mechanical part, which varies linearlywith the deviatoric stress tensor s, and a thermalpart. In this equation, ml is the dynamic viscos-ity of the liquid, r is the density, and I is the
ASM Handbook, Volume 15: Casting ASM Handbook Committee, p 449-461 DOI: 10.1361/asmhba0005238
Copyright © 2008 ASM International® All rights reserved. www.asminternational.org

identity tensor. Taking the trace of this expres-sion, tr _« ¼ r � v, the mass conservation equa-tion is recovered:
drdt
þ rr � v ¼ @r@t
þr � ðrvÞ ¼ 0 (Eq 5)
In casting processes, the liquid flowmay be tur-bulent, even after mold filling. This may occurbecause of buoyancy forces or forced convectionsuch as in jets coming out of the nozzle outlets incontinuous casting processes. The most accurateapproach, direct numerical simulation, generallyis not feasible for industrial processes, owing totheir complex-shaped domains and high turbu-lence. To compute just the large-scale flow fea-tures, turbulence models are used that increasethe liquid viscosity according to different modelsof the small-scale phenomena. These modelsinclude the simple “mixing-length” models, thetwo-equation models such as k-e, and large eddysimulation (LES) models, which have been com-pared with each other and with measurements ofcontinuous casting (Ref 2–4).Mushy-State Constitutive Models. Metallic
alloys in the mushy state are two-phase liquid-solid media. Their mechanical responsedepends greatly on the local microstructuralevolution, which involves several complexphysical phenomena. An accurate descriptionof these phenomena is useful for studying hottearing or macrosegregation. Knowledge of theliquid flow in the mushy zone is necessary tocalculate the transport of chemical species(alloying elements) (Ref 5). Knowledge of thedeformation of the solid phase is importantwhen it affects liquid flow in the mushy zoneby “sponge-effects” (Ref 6). In such cases,two-phase models must be used. Starting frommicroscopic models describing the intrinsicbehavior of the liquid phase and the solid phase,spatial averaging procedures must be developedto express the behavior of the compressiblesolid continuum and of the liquid phase thatflows through it (Ref 7–9).If a detailed description is not really needed,
such as in the analysis of residual stresses anddistortions, the mushy state can be approxi-mated as a single continuum that behaves as anon-Newtonian (i.e., viscoplastic) fluid, accord-ing to Eq 6 to 8. Thus, the liquid phase is notdistinguished from the solid phase, and the indi-vidual dendrites and grain boundaries are notresolved.
_« ¼ _«vp þ _«th (Eq 6)
_«vp ¼ 3
2Kð _«eqÞ1�m
s (Eq 7)
_«th ¼ � 1
3rdrdt
I (Eq 8)
K is the viscoplastic consistency and m the strain-rate sensitivity. Denoting seq ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffi3/2sijsij
pthe von
Mises equivalent stress scalar, and
_eeq ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi2/3 _evpij _e
vpij
qthe von Mises equivalent
strain-rate scalar, Eq 7 yields the well-knownpower law: seq ¼ Kð _eeqÞm. Note that the pre-ceding Newtonian liquid model is actually a par-ticular case of this non-Newtonian one: Eq 4 canbe derived from Eq 6, 7, and 8 taking m = 1 andK = 3ml. The solidification shrinkage is includedin Eq 8: writing r = gs rS + gl rL in the solidifi-cation interval (rS, rL densities at the solidusand liquidus temperatures, respectively, gs, glvolume fractions of solid and liquid, respec-tively), the thermal strain rate is defined as:
tr_eth ¼� 1
rdrdt
¼ � 1
rðrS � rLÞ
dgsdt
� rL � rSrL
dgsdt (Eq 9)
Solid-State Constitutive Models. In thesolid state, metallic alloys can be modeledeither as elastic-plastic or elastic-viscoplasticmaterials. In the latter class of models, one ofthe simpler models is expressed as follows,but it should be mentioned that a lot of modelsof different complexity can be found in the lit-erature (Ref 10, 11).
_« ¼ _«el þ _«in þ _«th (Eq 10)
_«el ¼ 1þ nE
_s� nEtrð _sÞIþ _T
@
@T
1þ nE
� �s
� _T@
@T
nE
� �trðsÞI ðEq 11Þ
_«in ¼ 3
2seq
seq � s0
K
D E1=m
s (Eq 12)
_«th ¼ � 1
3rdrdt
I (Eq 13)
The strain-rate tensor _« is split into an elasticcomponent, an inelastic (nonreversible) compo-nent, and a thermal component. Equation 11 isthe hypoelastic Hooke’s law, where E isYoung’s modulus, n the Poisson’s coefficient,and _s a time derivative of the stress tensor s.Equation 12 gives the relation between theinelastic strain-rate tensor _«in and the stressdeviator, s, in which s0 denotes the scalar staticyield stress, below which no inelastic deforma-tion occurs (the expression between brackets isset to 0 when it is negative). In these equations,the temperature dependency of all the involvedvariables should be considered. The effect ofstrain hardening may appear in such a model bythe increase of both the static yield stress s0 andthe plastic consistency K with the accumulatedinelastic strain eeq, or with another state variablethat is representative of the material structure.The corresponding scalar equation relating stressand inelastic strain-rate von Mises invariants is:
seq ¼ s0 þKð _eeqÞm (Eq 14)
Inserting this into Eq 12 simplifies it to:
_«in ¼ 3 _eeq2seq
s; or; in incremental form;
d«in ¼ 3deeq2seq
s ðEq 15Þ
Although metallic alloys show a significantstrain-rate sensitivity at high temperature, theyare often modeled in the literature using elas-tic-plastic models, neglecting this importanteffect. In this case, Eq 15 still holds, but theflow stress is independent of the strain rate. Itmay depend on the accumulated plastic strainbecause of strain hardening.Implementation Issues. One of the major
difficulties in the thermomechanical analysisof casting processes is the concurrent presenceof liquid, mushy, and solid regions that movewith time as solidification progresses. Severaldifferent strategies have been developed,according to the process and model objectives:
� A first strategy consists in extracting thesolidified regions of the casting domainbased on the thermal analysis results. Then,a small-strain thermomechanical analysis iscarried out on just this solid subdomain,using a standard solid-state constitutivemodel. Besides difficulties with the extrac-tion process, especially when the solidifiedregions have complex unconnected shapes,this method may have numerical problemswith the application of the liquid hydrostaticpressure onto the new internal boundary ofthe solidified region. However, this simplestrategy is very convenient for many practi-cal problems, especially when the solidifica-tion front is stationary, such as the primarycooling of continuous casting of aluminum(Ref 12) and steel (Ref 13, 14). For transientproblems, such as the prediction of residualstress and shape (butt-curl) during startupof the aluminum direct chill continuous cast-ing process, the domain can be extended intime by adding layers (Ref 12).
� A second strategy considers the entire cast-ing, including the mushy, and liquid regions.The liquid, mushy, and solid regions aremodeled as a continuum by adopting theconstitutive equations for the solid phase(see the previous section “Solid-State Con-stitutive Models”) for all regions by adjust-ing material parameters such as K, m, E, n,s0, and r according to temperature. Forexample, liquid can be treated by settingthe strains to 0 when the temperature isabove the solidus temperature. This ensuresthat stress development in the liquid phaseis suppressed. In the equilibrium equation,Eq 2, acceleration terms are neglected, anda small-strain analysis can be performed.The primary unknowns are the displace-ments, or displacement increments. Thispopular approach can be used with structuralfinite element codes, such as MARC (Ref15) or ABAQUS (Ref 16), and with
450 / Modeling and Analysis of Casting Processes

commercial solidification codes or special-purpose software, such as ALSIM (Ref 17)/ALSPEN, (Ref 18), CASTS, (Ref 19),CON2D (Ref 20, 21), Magmasoft (Ref 22),and Procast (Ref 23, 24). It has been appliedsuccessfully to simulate deformation andresidual stress in shape castings (Ref 25,26), direct chill casting of aluminum (Ref12, 17, 18, 27–29), and continuous castingof steel (Ref 20, 30). Despite its efficiency,this approach may suffer from several draw-backs. First, it cannot properly account forfluid flow and the volumetric shrinkage thataffects flow in the liquid pool, fluid feedinginto the mushy zone, and primary shrinkagedepressions that affect casting shape. Inaddition, incompressibility of the metal inthe liquid state is accounted for by increas-ing Poisson’s ratio to close to 0.5 whichsometimes makes the solution prone tonumerical instability (Ref 31, 32).
� A third strategy has recently been devel-oped that addresses the above issues. It stillsimulates the entire casting, but treats themass and momentum equations of the liq-uid and mushy regions with a mixed veloc-ity-pressure formulation. The primaryunknowns are the velocity (time derivativeof displacement) and pressure fields, whichmake it easier to impose the incompressi-bility constraint (see next section “Thermo-mechanical Coupling”). Indeed, thevelocity-pressure formulation is alsoapplied to the equilibrium of the solidregions to provide a single continuumframework for the global numerical solu-tion. This strategy has been implementedinto codes dedicated to casting analysissuch as THERCAST (Ref 30, 33, 34) andVULCAN (Ref 35). If stress prediction isnot important so that elastic strains can beignored, then this formulation simplifies toa standard fluid-flow analysis, which is use-ful in the prediction of bulging and shapein large-strain processes.
Example of Solid-State Constitutive Equa-tions. Material property data are needed for thespecific alloy being modeled and in a form suit-able for the constitutive equations just discussed.This presents a significant challenge for quantita-tive mechanical analysis, because measurementsare not presented in this form and only rarelysupply enough information on the conditions toallow transformation to an alternate form. As anexample, the following elastic-viscoplastic con-stitutive equation was developed for the austen-ite phase of steel (Ref 36) by fitting constantstrain-rate tensile tests (Ref 37, 38) and con-stant-load creep tests (Ref 39) to the formrequired in Eq 10 to Eq 13.
_eeq ¼ f%C seq � s0
� �1=mexp � 4:465� 104
T
� �(Eq 16)
where
f%C ¼ 4:655� 104 þ 7:14� 10ð%CÞ þ 1:2� 104ð%CÞ2s0 ¼ ð130:5� 5:128� 10�3T Þeeqf2f2 ¼ �0:6289þ 1:114� 10�3T
1=m ¼ 8:132� 1:54� 10�3T
with T ½K�: �eq: �0½MPa�
This equation, and a similar one for delta ferrite,have been implemented into the finite-elementcodes CON2D (Ref 20) and THERCAST (Ref40) and applied to investigate several problemsinvolving mechanical behavior during continuouscasting.Elastic modulus is a crucial property that
decreases with increasing temperature. It is dif-ficult to measure at the high temperaturesimportant to casting, owing to the susceptibilityof the material to creep and thermal strainduring a standard tensile test, which results inexcessively low values. Higher values areobtained from high strain-rate tests, such asultrasonic measurements (Ref 41) Elastic mod-ulus measurements in steels near the solidustemperature range from �1 GPa (145 ksi)(Ref 42) to 44 GPa (6400 ksi) (Ref 43) withtypical modulus values �10 GPa (1450 ksi)near the solidus (Ref 44–46).The density needed to compute thermal
strain in Eq 4, 8, or 13 can be found from aweighted average of the values of the differentsolid and liquid phases, based on the localphase fractions. For the example of plain low-carbon steel, the following equations were com-piled (Ref 20) based on solid data for ferrite(a), austenite (g), and delta (d) (Ref 47, 48)and liquid (l) measurements (Ref 49).
rðkg=m3Þ ¼ rafa þ rgfg þ rdfd þ rlfl
ra ¼ 7881� 0:324TðCÞ � 3� 10�5T ðCÞ2
rg ¼100½8106� 0:51T ðCÞ�
½100� ð%CÞ�½1þ 0:008ð%CÞ�3
rd ¼100½8011� 0:47T ðCÞ�
½100� ð%CÞ�½1þ 0:013ð%CÞ�3rl ¼ 7100� 73ð%CÞ � ½0:8� 0:09ð%CÞ�
½T ðCÞ � 1550� ðEq 17Þ
Specialized experiments to measure mechan-ical properties for use in computational modelswill be an important trend for future research inthis field.
Thermomechanical Coupling
Coupling between the thermal and mechani-cal analyses arises from several sources. First,regarding the mechanical problem, besides thestrain rate due to thermal expansion and solidi-fication shrinkage, the material parameters ofthe preceding constitutive equations stronglydepend on temperature and phase fractions, asshown in the previous section. Second, in theheat-transfer problem, the thermal exchangebetween the casting and the mold strongly
depends on local conditions such as the contactpressure or the presence of a gap between them(as a result of thermal expansion and solidifica-tion shrinkage). This is illustrated in Fig. 1 anddiscussed in this section.Air Gap Formation: Conductive-Radiative
Modeling. In the presence of a gap betweenthe casting and the mold, resulting from their rel-ative deformation, the heat transfer results fromconcurrent conduction through the gas withinthe gap and from radiation. The exchanged ther-mal flux, qgap, can then be written:
qgap ¼ kgasg
ðTc � TmÞ þ sðT 4c � T 4
mÞ1ecþ 1
em� 1
(Eq 18)
with kgas (T) the thermal conductivity of thegas, g the gap thickness, Tc and Tm the localsurface temperature of the casting and mold,respectively, ec and em their gray-body emissiv-ities, s the Stefan-Boltzmann constant. It is tobe noted that the conductive part of the fluxcan be written in more detail to take intoaccount the presence of coating layers on themold surface: conduction through a medium ofthickness gcoat, of conductivity kcoat (T). It canbe seen that the first term tends to infinity as thegap thickness tends to 0; this expresses a perfectcontact condition, Tc and Tm tending toward aunique interface temperature. The reality issomewhat different, showing always nonperfectcontact conditions. Therefore, the conductiveheat-exchange coefficient hcond = kgas/g shouldbe limited by a finite value h0, corresponding tothe “no-gap” situation, and depends on theroughness of the casting surface. Specific exam-ples of these gap heat-transfer laws are providedelsewhere for continuous casting with oil lubri-cation (Ref 13) and mold flux (Ref 50).Effective Contact: Heat Transfer as a
Function of Contact Pressure. With effectivecontact, the conductive heat flux increases withthe contact pressure according to a power law(Ref 51). Still denoting h0 as the heat-exchangecoefficient corresponding to no gap and no con-tact pressure, the interfacial heat flux is:
qcontact ¼ ðh0 þApBc ÞðTc � TmÞ (Eq 19)
with pc the contact pressure, A and B two para-meters that depend on the materials, the presenceof coating or lubricating agent, the surfaceroughness, and the temperature. The parametersand possibly the laws governing their evolutionneed to be determined experimentally.
Numerical Solution
The thermomechanical modeling equationsjust presented must be solved numerically,owing to the complex shape of the casting pro-cess domain, and the highly nonlinear materialproperties. The calculation depends greatly onthe numerical resolution of time and space.Although finite-difference approaches are
Modeling of Stress, Distortion, and Hot Tearing / 451

popular for heat-transfer, solidification, andfluid-flow analyses, the finite element formula-tion is usually preferred for the mechanicalanalysis, owing to its historical advantages withunstructured meshes and accurate implicit solu-tion of the resulting simultaneous algebraicequations. The latter are discussed below.
Finite Element Formulation andNumerical Implementation
In the framework of the small-strain appro-ach presented previously (see the section“Implementation Issues”), having displace-ments for primitive unknowns, the weak formof the equilibrium equation, Eq 2, neglectinginertia terms, is written as:
8uð�
s : d«ðuÞdV �ð@�
T � udS
�ð�
rg � udV ¼ 0 ðEq 20Þ
where T is the external stress vector. The vectortest functions u* can be seen as virtual displace-ments in a statement of virtual work.If the third strategy described in the section
“Implementation Issues” is adopted, with veloc-ity and pressure as primary unknown variables,the weak form of the momentum equation(Eq 2) is written as (Ref 52):
8vð�
s : _«ðvÞdV �ð�
pr � vdV
�ð@�
T � vdS �ð�
rg � vdV
þð�
rdv
dt� vdV ¼ 0
8pð�
ptrð _«inÞdV ¼ 0
8>>>>>>>>>>>>>>>><>>>>>>>>>>>>>>>>:
(Eq 21)
The first equation contains vector test functionsv*, which can be seen as virtual velocities in astatement of virtual power. Unlike Eq 20, thepressure p is a primary variable, and only thedeviatoric part of the constitutive equations isinvolved (to determine the stress deviator s).This is why the second equation is needed,which consists of a weak form of the incom-pressibility of inelastic deformations.Equations 20 and 21 are spatially discretized
using the standard finite-element method, asexplained in detail in many references (Ref52). Combined with time discretization usingfinite differences, this leads to a set of nonlinearequations to be solved at each time increment.In the context of the displacement strategy,Eq 20, this leads to:
RðUÞ ¼ 0 (Eq 22)
where R is the vector of the nodal equilibriumresidues (number of components: 3 � numberof nodes, in three dimensions), and U is thevector of nodal incremental displacements(same size).Adopting the velocity-pressure strategy,
Eq 21 leads to a set of nonlinear equations:
R0ðV;PÞ ¼ 0 (Eq 23)
where R0 is the vector of the nodal residues(number of components: 4 � number of nodes,in dimension 3), V is the vector of nodal velo-cities (size: 3 � number of nodes), and P isthe vector of nodal pressures (size: number ofnodes).The global finite-element systems Eq 22 or
Eq 23 are usually solved using a full or modi-fied Newton-Raphson method (Ref 16, 31),which iterates to minimize the norm of the res-idue vectors R or R0. Alternatively, explicitmethods may be employed at this global level.At the local (finite element) level, an algo-
rithm is also required to integrate the
constitutive equations, when they depend onstrain rate or strain. When the constitutiveequations are highly nonlinear, an implicit algo-rithm is useful to perform time integration ateach Gauss point to provide better estimatesof inelastic strain at the local level (Ref 53–55).
Boundary Conditions: Modeling ofContact Conditions. MultidomainApproaches
At the interface between the solidifyingmaterial and the mold, a contact condition isrequired to prevent penetration of the shell intothe mold, while allowing shrinkage of the shellaway from the mold to create an interfacial gap:
sn � n � 0
g � 0
ðsn � nÞg ¼ 0
8<:
(Eq 24)
where g is the local interface gap width (positivewhen air gap exists effectively, as in section 0)and n is the local outward unit normal to thepart. Equation 24 can be satisfied with a penaltycondition, which consists of applying a normalstress vector T proportional to the penetrationdepth (if any) via a penalty constant wp:
T ¼ sn ¼ ��p �gh in (Eq 25)
Here again, the brackets denote the positivepart; a repulsive stress is applied only if g isnegative (penetration). Different methods oflocal adaptation of the penalty coefficientwp have been developed, including the aug-mented Lagrangian method (Ref 56). Morecomplex and computationally expensive meth-ods, such as the use of Lagrange multipliersmay also be used (Ref 57).The possible tangential friction effects
between part and mold can be taken intoaccount by a friction law, such as a Coulombmodel for instance. In this case, the previousstress vector has a tangential component, Tt,given by:
Tt ¼ �mfpc1
v� vmoldk k ðv� vmoldÞ (Eq 26)
where pc ¼ �sn ¼ �sn � n is the contact pres-sure, and mf the friction coefficient.The previous approach can be extended to the
multidomain context to account for the deforma-tion of mold components. The local stress vec-tors calculated by Eq 25 can be applied ontothe surface of the mold, contributing then to itsdeformation. For most casting processes, themechanical interaction between the cast productand the mold is sufficiently slow (i.e., its charac-teristic time remains significant with respect tothe process time) to permit a staggered schemewithin each time increment: the mechanicalproblem is successively solved in the cast prod-uct and in the different mold components.A global updating of the different configurationsis then performed at the end of the time
Heat-exchange coefficienth (W/(m2•K))
Gap width g (m)
Effective gapEffective contact
Contact pressure pc (Pa)
h0
h = h0 + Apc h =kgas
g 1 1-1+
+
ec em
s (Tc2 + Tm
2 )(Tc + Tm)B
Fig. 1 Modeling of the local heat transfer coefficient in the gap and effective contact situations
452 / Modeling and Analysis of Casting Processes

increment. This simple approach gives access toa prediction of the local air gap size g, or alterna-tively of the local contact pressure pc, that isused in the expressions of the heat-transfer coef-ficient, according to Eq 18 and 19 (Ref 58).
Treatment of the Regions in the Solid,Mushy, and Liquid States
Solidified Regions: Lagrangian Formula-tion. In casting processes, the solidified regionsgenerally encounter small deformations. It isthus natural to embed the finite element domaininto the material, with each node of the compu-tational grid corresponding with the same solidparticle during its displacement. The boundaryof the mesh corresponds then to the surface ofthe casting. This method, called Lagrangianformulation, provides the best accuracy whencomputing the gap forming between the solidi-fied material and the mold. It is also the morereliable and convenient method for time integra-tion of highly nonlinear constitutive equations,such as elastic-(visco)plastic laws presented inthe section “Solid-State Constitutive Models.”Mushy and liquid regions: ALE modeling.
When the mushy and liquid regions are mod-eled in the same domain as the solid (see thediscussion in the section “ImplementationIssues”), they are often subjected to largedisplacements and strains arising from solidifi-cation shrinkage, buoyancy, or forced convec-tion. Similar difficulties are generated incasting processes such as squeeze casting,where the entire domain is highly deformed.In these cases, a Lagrangian formulation woulddemand frequent remeshings to avoid meshdegeneracy, which is both computationallycostly and detrimental to the accuracy of themodeling. It is then preferable to use a so-calledArbitrary Lagrangian Eulerian formulation(ALE). In a Eulerian formulation, materialmoves through the computational grid, whichremains stationary in the “laboratory” frame ofreference. In the ALE formulation, the updatingof the mesh is partially independent of thevelocity of the material particles to maintainthe quality of the computational grid. Severalmethods can be used, including the popular“barycentering” technique, which keeps eachnode at the geometrical centroid of a set of its
neighbors. This method involves significantextra complexity to account for the advectionof material through the domain, and the statevariables such as temperature and inelasticstrain must be updated according to the relativevelocity between the mesh and the particles. Indoing this, some surface constraints must beenforced to ensure mass conservation, expres-sing that the fluxes of mesh velocity and offluid particle velocity through the surface ofthe mesh should remain identical. A review onthe ALE method in solidification modeling isavailable, together with some details on itsapplication (Ref 33).
Thermomechanical Coupling
Because of the interdependency of the thermaland mechanical analyses, as presented in the sec-tion “Thermomechanical Coupling,” their cou-pling should be taken into account all throughoutthe cooling process. In practice, the cooling timeis decomposed into time increments, each incre-ment requiring the solution of two problems: theenergy conservation and the momentum conser-vation. With the highly nonlinear elastic-visco-plastic constitutive equations typical ofsolidifying metals, the incremental steps requiredfor themechanical analysis to converge are gener-ally much smaller than those for the thermal anal-ysis. Thus, these two analyses are generallyperformed in succession and only once per timeincrement. However, in the case of very rapidcooling, these solutions might preferably be per-formed together (including thermal and mechani-cal unknowns in a single set of nonlinearequations), or else separately but iteratively untilconvergence at each time increment, otherwisethe time step has to be dramatically reduced.
Model Validation
Model validation with both analytical solu-tions and experiments is a crucial step in anycomputational analysis, and thermomechanicalmodeling is no exception. Weiner and Boley(Ref 59) derived an analytical solution for uni-directional solidification of an unconstrainedplate with a unique solidification temperature,an elastic perfectly plastic constitutive law andconstant properties. The plate is subjected tosudden surface quench from a uniform initialtemperature to a constant mold temperature.This benchmark problem is ideal for estimat-
ing the discretization errors of computationalthermal-stress models, as it can be solved witha simple mesh consisting of one row elements,as shown in Fig. 2. Numerical predictionsshould match with acceptable precision usingthe same element type and mesh refinementplanned for the real problem. For example, thesolidification stress analysis code, CON2D(Ref 20) and the commercial code ABAQUSwere applied for typical conditions of steel cast-ing (Ref 21).Figures 3 and 4 compare the temperature and
stress profiles in the plate at two times. Thetemperature profile through the solidifying shellis almost linear. Because the interior cools rela-tive to the fixed surface temperature, its shrink-age generates internal tensile stress, whichinduces compressive stress at the surface. Withno applied external pressure, the average stressthrough the thickness must naturally equal 0,and stress must decrease to 0 in the liquid.Stresses and strains in both transverse direc-tions are equal for this symmetrical problem.The close agreement demonstrates thatboth computational models are numerically
Molten metal
z
x
y
Fig. 2 One-dimensional slice domain for modelingsolidifying plate
Fig. 3 Temperatures through solidifying plate at different times comparing analytical solution and numericalpredictions
Modeling of Stress, Distortion, and Hot Tearing / 453

consistent and have an acceptable mesh resolu-tion. Comparison with experimental measure-ments is also required to validate that themodeling assumptions and input data arereasonable.
Example Applications
Sand Casting of Braking Disks. The finiteelement software THERCAST for thermomecha-nical analysis of solidification (Ref 34) has beenused in the automotive industry to predict distor-tion of gray-iron braking discs cast in sand molds
(Ref 60). Particular attention has been paid to theinteraction between the deformation of internalsand cores and the cast parts. This demands aglobal coupled thermomechanical simulation, aspresented previously. Figure 5 illustrates the dis-cretization of the different domains involved inthe calculation. The actual cooling scenario hasbeen simulated: cooling inmold for 45min, shake-out, and air cooling for 15min. Figure 6 shows thetemperature evolution at different points in a hori-zontal cross section at midheight in the disc,revealing: solidification after 2 min, and solid-state phase change after 20 min. The calculateddeformation of the core blades shows thermal
buckling caused by the very high temperature,and constraint of their dilatation, as shown inFig. 7. This deformation causes a difference inthickness between the two braking tracks of thedisc. Such a defect needs heavy and costlymachining operations to produce quality parts.Instead, process simulation allows the manufac-turer to test alternative geometries and processconditions in order to minimize the defect.Similar thermomechanical calculations have
been made for plain discs, leading to compari-sons with residual stress measurements bymeansof neutrons and x-ray diffraction (Ref 61). Asshown in Fig. 8, calculations are consistent withmeasurements to within 10 MPa (1.5 ksi).Continuous Casting of Steel Slabs. Ther-
momechanical simulations are used by steel-makers to analyze stresses and strains both inthe mold and in the secondary cooling zonebelow. One goal is to quantify the bulging ofthe solidified crust between the supporting rollsthat is responsible for the tensile stress state inthe mushy core, which in turn induces internalcracks and macrosegregation (Ref 62, 63).Two- and three-dimensional finite elementmodels have been recently developed, for theentire length of the caster using THERCAST,as described elsewhere (Ref 40, 64). The con-stitutive models were presented in the section“Governing Equations.” Contact with support-ing rolls is simulated with the penalty formula-tion discussed in the section “BoundaryConditions: Modeling of Contact Conditions.Multidomain Approaches” adapting penaltycoefficients for the different rolls continuouslyto control numerical penetration of the strand.Figure 9 shows results for a vertical-curved
machine (strand thickness 0.22 m, or 0.75 ft,casting speed 0.9 m/min, or 3 ft/min, materialFe-0.06wt%C) at around 11 m (36 ft) belowthe meniscus. The pressure distribution revealsa double alternation of compressive and
Fig. 4 Transverse (Y and Z ) stress through solidifying plate at different times comparing analytical solution andnumerical predictions
Fig. 5 Finite element meshes of the different domains: part, core, and two half molds
454 / Modeling and Analysis of Casting Processes

Fig. 6 Temperature evolution in the part at different points located in the indicated section
Fig. 7 Deformation of core blades in a radial section, after a few seconds of cooling. On the left, displacements are magnified (100�). The temperature distribution issuperimposed. On the right, the difference in thickness between the two braking tracks is shown.
70 MPa(10 ksi)
-40 � 20 MPa(-6 � 3 ksi)
Measured sqq
Calculated sqq 10 MPa(1.5 ksi) Calculated srr
Measured srr-25 � 20 MPa
(-4 � 3 ksi)20 � 22 MPa
(3 � 3 ksi)
-10 MPa(-1.5 ksi)
60 � 8 MPa(9 � 1 ksi)
-30 MPa(-4 ksi)
Fig. 8 Residual hoop stresses (left) and radial stresses (right) in a radial section on as-cast plain discs made of gray iron. Top line, calculated values; bottom line, measured values
Modeling of Stress, Distortion, and Hot Tearing / 455
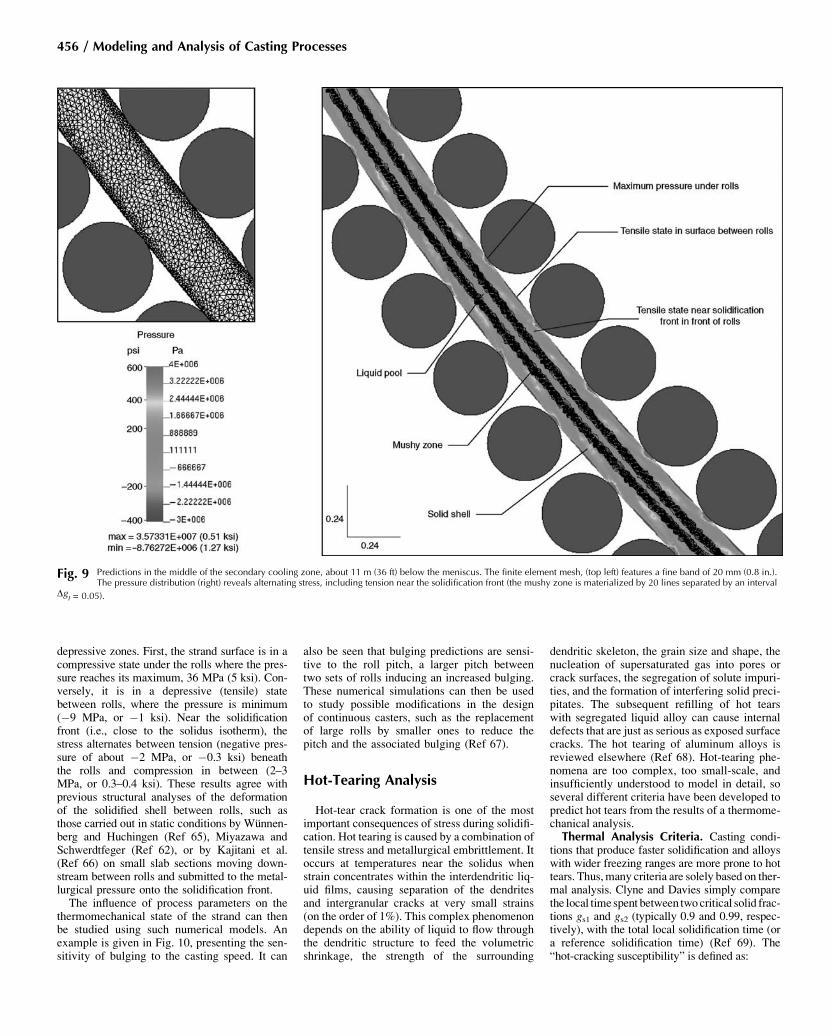
depressive zones. First, the strand surface is in acompressive state under the rolls where the pres-sure reaches its maximum, 36 MPa (5 ksi). Con-versely, it is in a depressive (tensile) statebetween rolls, where the pressure is minimum(�9 MPa, or �1 ksi). Near the solidificationfront (i.e., close to the solidus isotherm), thestress alternates between tension (negative pres-sure of about �2 MPa, or �0.3 ksi) beneaththe rolls and compression in between (2–3MPa, or 0.3–0.4 ksi). These results agree withprevious structural analyses of the deformationof the solidified shell between rolls, such asthose carried out in static conditions by Wunnen-berg and Huchingen (Ref 65), Miyazawa andSchwerdtfeger (Ref 62), or by Kajitani et al.(Ref 66) on small slab sections moving down-stream between rolls and submitted to the metal-lurgical pressure onto the solidification front.The influence of process parameters on the
thermomechanical state of the strand can thenbe studied using such numerical models. Anexample is given in Fig. 10, presenting the sen-sitivity of bulging to the casting speed. It can
also be seen that bulging predictions are sensi-tive to the roll pitch, a larger pitch betweentwo sets of rolls inducing an increased bulging.These numerical simulations can then be usedto study possible modifications in the designof continuous casters, such as the replacementof large rolls by smaller ones to reduce thepitch and the associated bulging (Ref 67).
Hot-Tearing Analysis
Hot-tear crack formation is one of the mostimportant consequences of stress during solidifi-cation. Hot tearing is caused by a combination oftensile stress and metallurgical embrittlement. Itoccurs at temperatures near the solidus whenstrain concentrates within the interdendritic liq-uid films, causing separation of the dendritesand intergranular cracks at very small strains(on the order of 1%). This complex phenomenondepends on the ability of liquid to flow throughthe dendritic structure to feed the volumetricshrinkage, the strength of the surrounding
dendritic skeleton, the grain size and shape, thenucleation of supersaturated gas into pores orcrack surfaces, the segregation of solute impuri-ties, and the formation of interfering solid preci-pitates. The subsequent refilling of hot tearswith segregated liquid alloy can cause internaldefects that are just as serious as exposed surfacecracks. The hot tearing of aluminum alloys isreviewed elsewhere (Ref 68). Hot-tearing phe-nomena are too complex, too small-scale, andinsufficiently understood to model in detail, soseveral different criteria have been developed topredict hot tears from the results of a thermome-chanical analysis.Thermal Analysis Criteria. Casting condi-
tions that produce faster solidification and alloyswith wider freezing ranges are more prone to hottears. Thus,many criteria are solely based on ther-mal analysis. Clyne and Davies simply comparethe local timespent between twocritical solid frac-tions gs1 and gs2 (typically 0.9 and 0.99, respec-tively), with the total local solidification time (ora reference solidification time) (Ref 69). The“hot-cracking susceptibility” is defined as:
Fig. 9 Predictions in the middle of the secondary cooling zone, about 11 m (36 ft) below the meniscus. The finite element mesh, (top left) features a fine band of 20 mm (0.8 in.).The pressure distribution (right) reveals alternating stress, including tension near the solidification front (the mushy zone is materialized by 20 lines separated by an interval
Dgl = 0.05).
456 / Modeling and Analysis of Casting Processes

HCSClyne ¼ t0:99 � t0:90t0:90 � t0:40
(Eq 27)
Classical Mechanics Criteria. Criteriabased on classical mechanics often assumecracks will form when a critical stress isexceeded, and they are popular for predictingcracks at lower temperatures (Ref 70–73). Thiscritical stress depends greatly on the local tem-perature and strain rate. Its accuracy relies onmeasurements, such as the submerged split-chilltensile test for hot tearing (Ref 74–76).Measurements often correlate hot-tear forma-
tion with the accumulation of a critical level ofmechanical strain while applying tensile load-ing within a critical solid fraction where liquidfeeding is difficult. This has formed the basisfor many hot-tearing criteria. That of Yamanakaet al. (Ref 77) accumulates inelastic deforma-tion over a brittleness temperature range, whichis defined, for example as gs 2 ½0:85; 0:99� for aFe-0.15wt%C steel grade. The local conditionfor fracture initiation is then:
Xgs2
gs1�ein � ecr (Eq 28)
in which the critical strain ecr is 1.6% at a typi-cal strain rate of 3 � 10�4 s�1. Careful mea-surements during bending of solidifying steelingots have revealed critical strains rangingfrom 1 to 3.8% (Ref 77, 78). The lowest valueswere found at high strain rate and in crack-sen-sitive grades (e.g., high-sulfur peritectic steel)(Ref 77). In aluminum-rich Al-Cu alloys, criti-cal strains were reported from 0.09 to 1.6%and were relatively independent of strain rate(Ref 79). Tensile stress is also a requirement
for hot-tear formation (Ref 77). The maximumtensile stress occurs just before formation of acritical flaw (Ref 79).The critical strain decreases with increasing
strain rate, presumably because less time isavailable for liquid feeding, and also decreasesfor alloys with wider freezing ranges. Won et al.(Ref 80) suggested the following empiricalequation for the critical strain in steel, basedon fitting measurements from many bend tests:
ecr ¼ 0:02821
_e0:3131�T 0:8638B
(Eq 29)
where _e is the strain rate and DTB is the brittletemperature range, defined between the tem-peratures corresponding to solid fractions of0.9 and 0.99.Mechanistically Based Criteria. More
mechanistically based hot-tearing criteria includemore of the local physical phenomena that giverise to hot tears. Feurer (Ref 81) andmore recentlyRappaz et al. (Ref 82) have proposed that hot tearsform when the local interdendritic liquid feedingrate is not sufficient to balance the rate of tensilestrain increase across the mushy zone. The crite-rion of Rappaz et al. predicts fracture when thestrain rate exceeds a limit value that allows porecavitation to separate the residual liquid filmbetween the dendrites:
_e � 1
R
�22 rTk k180ml
rL
rS
ðpm � pCÞ
�vTr
S� r
L
rS
H
ðEq 30Þ
in which ml is the dynamic viscosity of the liq-uid phase, l2 is the secondary dendrite arm
spacing, pm is the local pressure in the liquidahead of the mushy zone, pC is the cavitationpressure, and vT is the velocity of the solidifica-tion front. The quantities R and H depend onthe solidification path of the alloy:
R ¼ðT1
T2
g2sF ðT Þgl3
dT
H ¼ðT1
T2
g2sg2l
dT
F ðT Þ ¼ 1
rTk kðTT2
gsdT ðEq 31Þ
where the integration limits are calibrationparameters that also have physical meaning(Ref 83). The upper limit T1 may be the liquidusor the coherency temperature, while the lowerlimit T2 typically is within the solid fractionrange of 0.95 to 0.99 (Ref 84).Case Study: Billet Casting Speed Optimi-
zation. A Lagrangian model of temperature, dis-tortion, strain, stress, hot tearing has been appliedto predict the maximum speed for continuouscasting of steel billets without forming off-cornerinternal cracks. The two-dimensional transientfinite-element thermomechanical model, CON2D(Ref 20, 21), has been used to track a transverseslice through the solidifying steel strand as itmoves downward at the casting speed to revealthe entire three-dimensional stress state. Thetwo-dimensional assumption produces reasonabletemperature predictions because axial (z-direc-tion) conduction is negligible relative to axialadvection (Ref 50). In-plane mechanical predic-tions are also reasonable because bulging effectsare small and the undiscretized casting directionis modeled with the appropriate condition of
Fig. 11 Model domain
Fig. 10 Slab bulging calculated at two different casting speeds: 0.9 and 1.2 m/min (3 and 4 ft/min). The slab bulgingincreases with the casting speed. Source: Ref 67
Modeling of Stress, Distortion, and Hot Tearing / 457
generalized plain strain. Other applications withthis model include the prediction of ideal taperof the mold walls (Ref 85) and quantifying theeffect of steel grade on oscillation mark severityduring level fluctuations (Ref 86).The model domain is an L-shaped region of a
two-dimensional transverse section, shown inFig. 11. Removing the central liquid regionsaves computation and lessens stability pro-blems related to element “locking.” Physically,this “trick” is important in two-dimensionaldomains because it allows the liquid volumeto change without generating stress, whichmimics the effect of fluid flow into and out ofthe domain that occurs in the actual open-topped casting process. Simulations start at themeniscus, 100 mm (4 in.) below the mold top,and extend through the 800 mm (32 in.) longmold and below, for a caster with no submoldsupport. The instantaneous heat flux, given inEq 32, was based on plant measurements (Ref45). It was assumed to be uniform around theperimeter of the billet surface in order to simu-late ideal taper and perfect contact between theshell and mold. Below the mold, the billet sur-face temperature was kept constant at its cir-cumferential profile at mold exit. Thiseliminates the effect of spray cooling practiceimperfections on submold reheating or coolingand the associated complication for the stress/strain development. A typical plain carbon steelwas studied (0.27% C, 1.52% Mn, 0.34% Si)with 1500.7 C (2733 F) liquidus temperature,and 1411.8 C (2573 F) solidus temperature.Constitutive equation and properties are givenin the sections “Solid-State Constitutive Models”and “Example of Solid-State ConstitutiveEquations.”
qðMW=m2Þ ¼ 5� 0:2444tðsÞ t � 1:0 s
4:7556tðsÞ�0:504 t > 1:0 s
�(Eq 32)
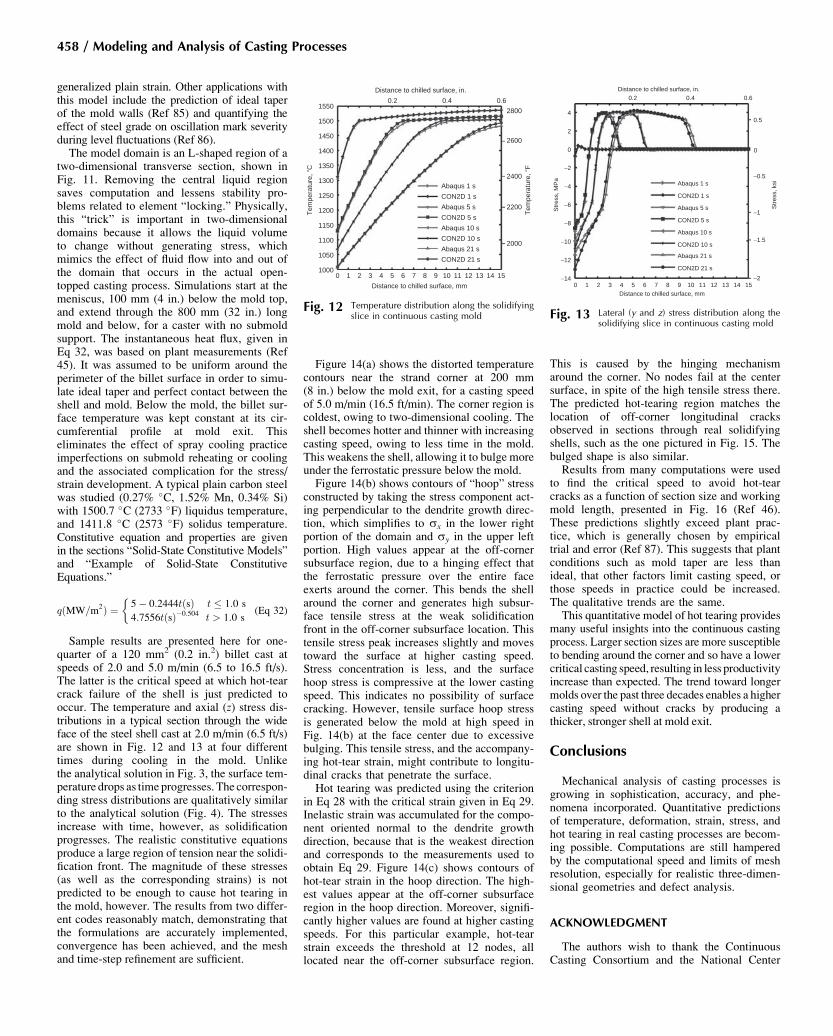
Sample results are presented here for one-quarter of a 120 mm2 (0.2 in.2) billet cast atspeeds of 2.0 and 5.0 m/min (6.5 to 16.5 ft/s).The latter is the critical speed at which hot-tearcrack failure of the shell is just predicted tooccur. The temperature and axial (z) stress dis-tributions in a typical section through the wideface of the steel shell cast at 2.0 m/min (6.5 ft/s)are shown in Fig. 12 and 13 at four differenttimes during cooling in the mold. Unlikethe analytical solution in Fig. 3, the surface tem-perature drops as time progresses. The correspon-ding stress distributions are qualitatively similarto the analytical solution (Fig. 4). The stressesincrease with time, however, as solidificationprogresses. The realistic constitutive equationsproduce a large region of tension near the solidi-fication front. The magnitude of these stresses(as well as the corresponding strains) is notpredicted to be enough to cause hot tearing inthe mold, however. The results from two differ-ent codes reasonably match, demonstrating thatthe formulations are accurately implemented,convergence has been achieved, and the meshand time-step refinement are sufficient.
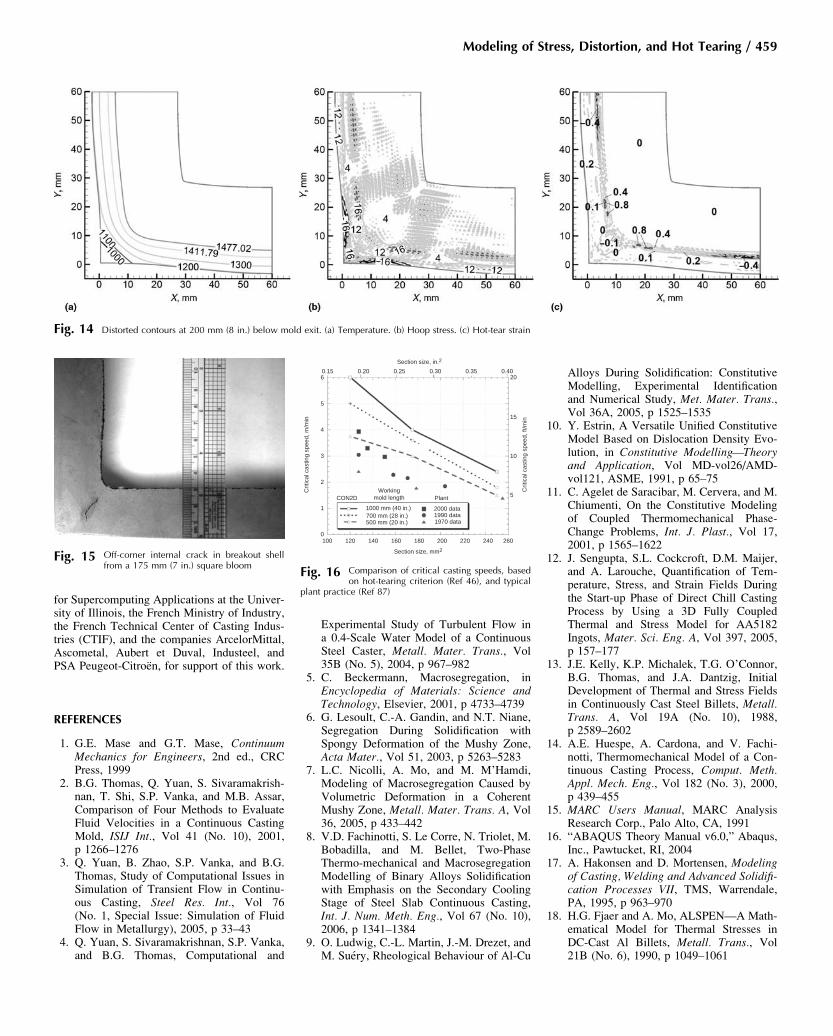
Figure 14(a) shows the distorted temperaturecontours near the strand corner at 200 mm(8 in.) below the mold exit, for a casting speedof 5.0 m/min (16.5 ft/min). The corner region iscoldest, owing to two-dimensional cooling. Theshell becomes hotter and thinner with increasingcasting speed, owing to less time in the mold.This weakens the shell, allowing it to bulge moreunder the ferrostatic pressure below the mold.Figure 14(b) shows contours of “hoop” stress
constructed by taking the stress component act-ing perpendicular to the dendrite growth direc-tion, which simplifies to sx in the lower rightportion of the domain and sy in the upper leftportion. High values appear at the off-cornersubsurface region, due to a hinging effect thatthe ferrostatic pressure over the entire faceexerts around the corner. This bends the shellaround the corner and generates high subsur-face tensile stress at the weak solidificationfront in the off-corner subsurface location. Thistensile stress peak increases slightly and movestoward the surface at higher casting speed.Stress concentration is less, and the surfacehoop stress is compressive at the lower castingspeed. This indicates no possibility of surfacecracking. However, tensile surface hoop stressis generated below the mold at high speed inFig. 14(b) at the face center due to excessivebulging. This tensile stress, and the accompany-ing hot-tear strain, might contribute to longitu-dinal cracks that penetrate the surface.Hot tearing was predicted using the criterion
in Eq 28 with the critical strain given in Eq 29.Inelastic strain was accumulated for the compo-nent oriented normal to the dendrite growthdirection, because that is the weakest directionand corresponds to the measurements used toobtain Eq 29. Figure 14(c) shows contours ofhot-tear strain in the hoop direction. The high-est values appear at the off-corner subsurfaceregion in the hoop direction. Moreover, signifi-cantly higher values are found at higher castingspeeds. For this particular example, hot-tearstrain exceeds the threshold at 12 nodes, alllocated near the off-corner subsurface region.
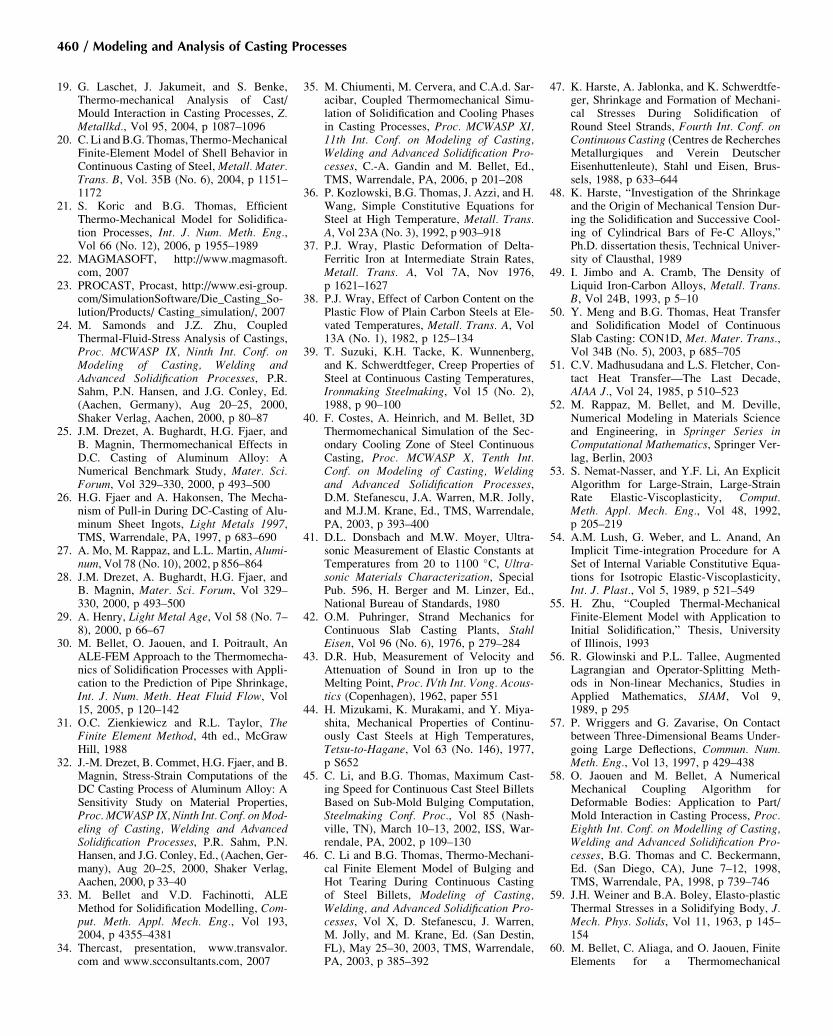
This is caused by the hinging mechanismaround the corner. No nodes fail at the centersurface, in spite of the high tensile stress there.The predicted hot-tearing region matches thelocation of off-corner longitudinal cracksobserved in sections through real solidifyingshells, such as the one pictured in Fig. 15. Thebulged shape is also similar.Results from many computations were used
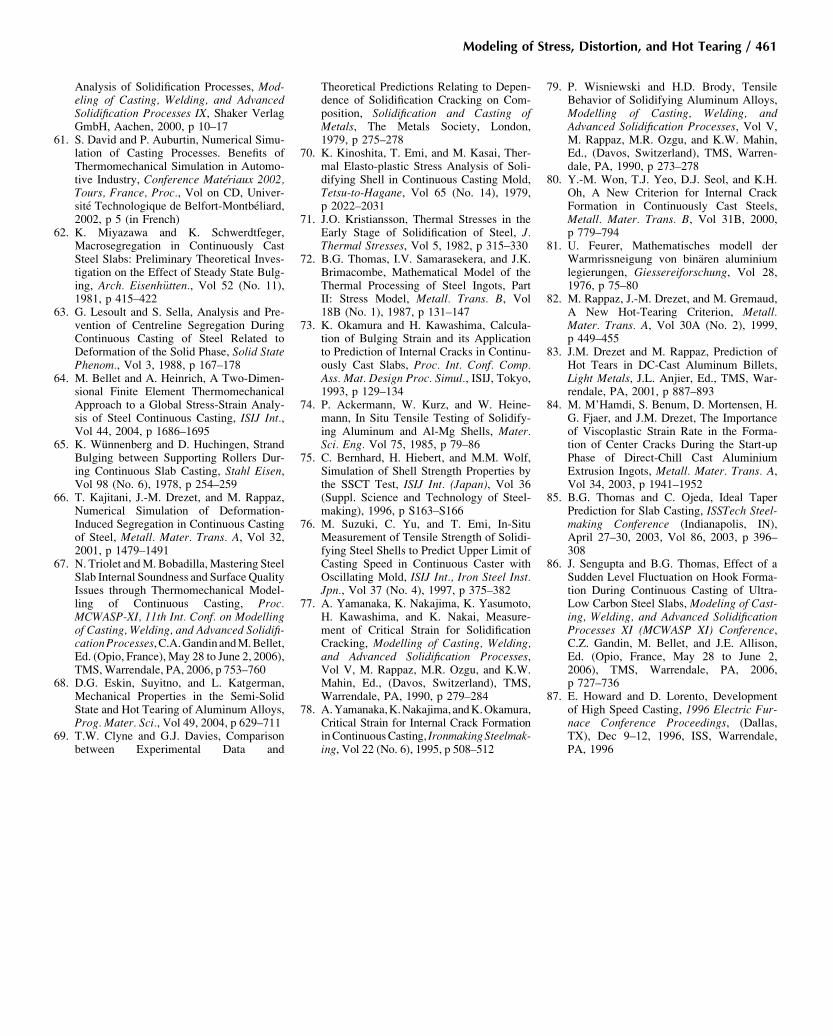
to find the critical speed to avoid hot-tearcracks as a function of section size and workingmold length, presented in Fig. 16 (Ref 46).These predictions slightly exceed plant prac-tice, which is generally chosen by empiricaltrial and error (Ref 87). This suggests that plantconditions such as mold taper are less thanideal, that other factors limit casting speed, orthose speeds in practice could be increased.The qualitative trends are the same.This quantitative model of hot tearing provides
many useful insights into the continuous castingprocess. Larger section sizes are more susceptibleto bending around the corner and so have a lowercritical casting speed, resulting in less productivityincrease than expected. The trend toward longermolds over the past three decades enables a highercasting speed without cracks by producing athicker, stronger shell at mold exit.
Conclusions
Mechanical analysis of casting processes isgrowing in sophistication, accuracy, and phe-nomena incorporated. Quantitative predictionsof temperature, deformation, strain, stress, andhot tearing in real casting processes are becom-ing possible. Computations are still hamperedby the computational speed and limits of meshresolution, especially for realistic three-dimen-sional geometries and defect analysis.
ACKNOWLEDGMENT
The authors wish to thank the ContinuousCasting Consortium and the National Center
Distance to chilled surface, in.
0.2 0.4 0.6
2800
2600
2400
2200
2000
Tem
pera
ture
, �F
Tem
pera
ture
, �C
Abaqus 1 s
CON2D 1 s
Abaqus 5 s
CON2D 5 s
Abaqus 10 s
CON2D 10 s
Abaqus 21 s
CON2D 21 s
10000 1 2 3 4 5 6 7 8
Distance to chilled surface, mm
9 10 11 12 13 14 15
1050
1100
1150
1200
1250
1300
1350
1400
1450
1500
1550
Fig. 12 Temperature distribution along the solidifyingslice in continuous casting mold
Distance to chilled surface, in.0.2 0.4
Abaqus 1 s
CON2D 1 s
Abaqus 5 s
CON2D 5 s
Abaqus 10 s
CON2D 10 s
Abaqus 21 s
CON2D 21 s
4
2
0
−2
−4
−6
−8
−10
−12
−14
0.6
0.5
0
−0.5
−1
−1.5
0 1 2 3 4 5 6 7 8Distance to chilled surface, mm
Str
ess,
ksi
Str
ess,
MP
a
9 10 11 12 13 14 15−2
Fig. 13 Lateral (y and z) stress distribution along thesolidifying slice in continuous casting mold
458 / Modeling and Analysis of Casting Processes
for Supercomputing Applications at the Univer-sity of Illinois, the French Ministry of Industry,the French Technical Center of Casting Indus-tries (CTIF), and the companies ArcelorMittal,Ascometal, Aubert et Duval, Industeel, andPSA Peugeot-Citroen, for support of this work.
REFERENCES
1. G.E. Mase and G.T. Mase, ContinuumMechanics for Engineers, 2nd ed., CRCPress, 1999
2. B.G. Thomas, Q. Yuan, S. Sivaramakrish-nan, T. Shi, S.P. Vanka, and M.B. Assar,Comparison of Four Methods to EvaluateFluid Velocities in a Continuous CastingMold, ISIJ Int., Vol 41 (No. 10), 2001,p 1266–1276
3. Q. Yuan, B. Zhao, S.P. Vanka, and B.G.Thomas, Study of Computational Issues inSimulation of Transient Flow in Continu-ous Casting, Steel Res. Int., Vol 76(No. 1, Special Issue: Simulation of FluidFlow in Metallurgy), 2005, p 33–43
4. Q. Yuan, S. Sivaramakrishnan, S.P. Vanka,and B.G. Thomas, Computational and
Experimental Study of Turbulent Flow ina 0.4-Scale Water Model of a ContinuousSteel Caster, Metall. Mater. Trans., Vol35B (No. 5), 2004, p 967–982
5. C. Beckermann, Macrosegregation, inEncyclopedia of Materials: Science andTechnology, Elsevier, 2001, p 4733–4739
6. G. Lesoult, C.-A. Gandin, and N.T. Niane,Segregation During Solidification withSpongy Deformation of the Mushy Zone,Acta Mater., Vol 51, 2003, p 5263–5283
7. L.C. Nicolli, A. Mo, and M. M’Hamdi,Modeling of Macrosegregation Caused byVolumetric Deformation in a CoherentMushy Zone, Metall. Mater. Trans. A, Vol36, 2005, p 433–442
8. V.D. Fachinotti, S. Le Corre, N. Triolet, M.Bobadilla, and M. Bellet, Two-PhaseThermo-mechanical and MacrosegregationModelling of Binary Alloys Solidificationwith Emphasis on the Secondary CoolingStage of Steel Slab Continuous Casting,Int. J. Num. Meth. Eng., Vol 67 (No. 10),2006, p 1341–1384
9. O. Ludwig, C.-L. Martin, J.-M. Drezet, andM. Suery, Rheological Behaviour of Al-Cu
Alloys During Solidification: ConstitutiveModelling, Experimental Identificationand Numerical Study, Met. Mater. Trans.,Vol 36A, 2005, p 1525–1535
10. Y. Estrin, A Versatile Unified ConstitutiveModel Based on Dislocation Density Evo-lution, in Constitutive Modelling—Theoryand Application, Vol MD-vol26/AMD-vol121, ASME, 1991, p 65–75
11. C. Agelet de Saracibar, M. Cervera, and M.Chiumenti, On the Constitutive Modelingof Coupled Thermomechanical Phase-Change Problems, Int. J. Plast., Vol 17,2001, p 1565–1622
12. J. Sengupta, S.L. Cockcroft, D.M. Maijer,and A. Larouche, Quantification of Tem-perature, Stress, and Strain Fields Duringthe Start-up Phase of Direct Chill CastingProcess by Using a 3D Fully CoupledThermal and Stress Model for AA5182Ingots, Mater. Sci. Eng. A, Vol 397, 2005,p 157–177
13. J.E. Kelly, K.P. Michalek, T.G. O’Connor,B.G. Thomas, and J.A. Dantzig, InitialDevelopment of Thermal and Stress Fieldsin Continuously Cast Steel Billets, Metall.Trans. A, Vol 19A (No. 10), 1988,p 2589–2602
14. A.E. Huespe, A. Cardona, and V. Fachi-notti, Thermomechanical Model of a Con-tinuous Casting Process, Comput. Meth.Appl. Mech. Eng., Vol 182 (No. 3), 2000,p 439–455
15. MARC Users Manual, MARC AnalysisResearch Corp., Palo Alto, CA, 1991
16. “ABAQUS Theory Manual v6.0,” Abaqus,Inc., Pawtucket, RI, 2004
17. A. Hakonsen and D. Mortensen, Modelingof Casting, Welding and Advanced Solidifi-cation Processes VII, TMS, Warrendale,PA, 1995, p 963–970
18. H.G. Fjaer and A. Mo, ALSPEN—A Math-ematical Model for Thermal Stresses inDC-Cast Al Billets, Metall. Trans., Vol21B (No. 6), 1990, p 1049–1061
Fig. 14 Distorted contours at 200 mm (8 in.) below mold exit. (a) Temperature. (b) Hoop stress. (c) Hot-tear strain
Fig. 15 Off-corner internal crack in breakout shellfrom a 175 mm (7 in.) square bloom
Section size, in.2
Section size, mm2
0.156
5
4
3
2
1
0100 120
CON2DWorking
mold length Plant
2000 data1000 mm (40 in.)700 mm (28 in.)500 mm (20 in.)
1990 data1970 data
140 160 180 200 220 240 260
5
10
15
20
Crit
ical
cas
ting
spee
d, ft
/min
Crit
ical
cas
ting
spee
d, m
/min
0.20 0.25 0.30 0.35 0.40
Fig. 16 Comparison of critical casting speeds, basedon hot-tearing criterion (Ref 46), and typical
plant practice (Ref 87)
Modeling of Stress, Distortion, and Hot Tearing / 459
19. G. Laschet, J. Jakumeit, and S. Benke,Thermo-mechanical Analysis of Cast/Mould Interaction in Casting Processes, Z.Metallkd., Vol 95, 2004, p 1087–1096
20. C. Li andB.G. Thomas, Thermo-MechanicalFinite-Element Model of Shell Behavior inContinuous Casting of Steel, Metall. Mater.Trans. B, Vol. 35B (No. 6), 2004, p 1151–1172
21. S. Koric and B.G. Thomas, EfficientThermo-Mechanical Model for Solidifica-tion Processes, Int. J. Num. Meth. Eng.,Vol 66 (No. 12), 2006, p 1955–1989
22. MAGMASOFT, http://www.magmasoft.com, 2007
23. PROCAST, Procast, http://www.esi-group.com/SimulationSoftware/Die_Casting_So-lution/Products/ Casting_simulation/, 2007
24. M. Samonds and J.Z. Zhu, CoupledThermal-Fluid-Stress Analysis of Castings,Proc. MCWASP IX, Ninth Int. Conf. onModeling of Casting, Welding andAdvanced Solidification Processes, P.R.Sahm, P.N. Hansen, and J.G. Conley, Ed.(Aachen, Germany), Aug 20–25, 2000,Shaker Verlag, Aachen, 2000, p 80–87
25. J.M. Drezet, A. Bughardt, H.G. Fjaer, andB. Magnin, Thermomechanical Effects inD.C. Casting of Aluminum Alloy: ANumerical Benchmark Study, Mater. Sci.Forum, Vol 329–330, 2000, p 493–500
26. H.G. Fjaer and A. Hakonsen, The Mecha-nism of Pull-in During DC-Casting of Alu-minum Sheet Ingots, Light Metals 1997,TMS, Warrendale, PA, 1997, p 683–690
27. A. Mo, M. Rappaz, and L.L. Martin, Alumi-num, Vol 78 (No. 10), 2002, p 856–864
28. J.M. Drezet, A. Bughardt, H.G. Fjaer, andB. Magnin, Mater. Sci. Forum, Vol 329–330, 2000, p 493–500
29. A. Henry, Light Metal Age, Vol 58 (No. 7–8), 2000, p 66–67
30. M. Bellet, O. Jaouen, and I. Poitrault, AnALE-FEM Approach to the Thermomecha-nics of Solidification Processes with Appli-cation to the Prediction of Pipe Shrinkage,Int. J. Num. Meth. Heat Fluid Flow, Vol15, 2005, p 120–142
31. O.C. Zienkiewicz and R.L. Taylor, TheFinite Element Method, 4th ed., McGrawHill, 1988
32. J.-M. Drezet, B. Commet, H.G. Fjaer, and B.Magnin, Stress-Strain Computations of theDC Casting Process of Aluminum Alloy: ASensitivity Study on Material Properties,Proc. MCWASP IX, Ninth Int. Conf. on Mod-eling of Casting, Welding and AdvancedSolidification Processes, P.R. Sahm, P.N.Hansen, and J.G. Conley, Ed., (Aachen, Ger-many), Aug 20–25, 2000, Shaker Verlag,Aachen, 2000, p 33–40
33. M. Bellet and V.D. Fachinotti, ALEMethod for Solidification Modelling, Com-put. Meth. Appl. Mech. Eng., Vol 193,2004, p 4355–4381
34. Thercast, presentation, www.transvalor.com and www.scconsultants.com, 2007
35. M. Chiumenti, M. Cervera, and C.A.d. Sar-acibar, Coupled Thermomechanical Simu-lation of Solidification and Cooling Phasesin Casting Processes, Proc. MCWASP XI,11th Int. Conf. on Modeling of Casting,Welding and Advanced Solidification Pro-cesses, C.-A. Gandin and M. Bellet, Ed.,TMS, Warrendale, PA, 2006, p 201–208
36. P. Kozlowski, B.G. Thomas, J. Azzi, and H.Wang, Simple Constitutive Equations forSteel at High Temperature, Metall. Trans.A, Vol 23A (No. 3), 1992, p 903–918
37. P.J. Wray, Plastic Deformation of Delta-Ferritic Iron at Intermediate Strain Rates,Metall. Trans. A, Vol 7A, Nov 1976,p 1621–1627
38. P.J. Wray, Effect of Carbon Content on thePlastic Flow of Plain Carbon Steels at Ele-vated Temperatures, Metall. Trans. A, Vol13A (No. 1), 1982, p 125–134
39. T. Suzuki, K.H. Tacke, K. Wunnenberg,and K. Schwerdtfeger, Creep Properties ofSteel at Continuous Casting Temperatures,Ironmaking Steelmaking, Vol 15 (No. 2),1988, p 90–100
40. F. Costes, A. Heinrich, and M. Bellet, 3DThermomechanical Simulation of the Sec-ondary Cooling Zone of Steel ContinuousCasting, Proc. MCWASP X, Tenth Int.Conf. on Modeling of Casting, Weldingand Advanced Solidification Processes,D.M. Stefanescu, J.A. Warren, M.R. Jolly,and M.J.M. Krane, Ed., TMS, Warrendale,PA, 2003, p 393–400
41. D.L. Donsbach and M.W. Moyer, Ultra-sonic Measurement of Elastic Constants atTemperatures from 20 to 1100 C, Ultra-sonic Materials Characterization, SpecialPub. 596, H. Berger and M. Linzer, Ed.,National Bureau of Standards, 1980
42. O.M. Puhringer, Strand Mechanics forContinuous Slab Casting Plants, StahlEisen, Vol 96 (No. 6), 1976, p 279–284
43. D.R. Hub, Measurement of Velocity andAttenuation of Sound in Iron up to theMelting Point, Proc. IVth Int. Vong. Acous-tics (Copenhagen), 1962, paper 551
44. H. Mizukami, K. Murakami, and Y. Miya-shita, Mechanical Properties of Continu-ously Cast Steels at High Temperatures,Tetsu-to-Hagane, Vol 63 (No. 146), 1977,p S652
45. C. Li, and B.G. Thomas, Maximum Cast-ing Speed for Continuous Cast Steel BilletsBased on Sub-Mold Bulging Computation,Steelmaking Conf. Proc., Vol 85 (Nash-ville, TN), March 10–13, 2002, ISS, War-rendale, PA, 2002, p 109–130
46. C. Li and B.G. Thomas, Thermo-Mechani-cal Finite Element Model of Bulging andHot Tearing During Continuous Castingof Steel Billets, Modeling of Casting,Welding, and Advanced Solidification Pro-cesses, Vol X, D. Stefanescu, J. Warren,M. Jolly, and M. Krane, Ed. (San Destin,FL), May 25–30, 2003, TMS, Warrendale,PA, 2003, p 385–392
47. K. Harste, A. Jablonka, and K. Schwerdtfe-ger, Shrinkage and Formation of Mechani-cal Stresses During Solidification ofRound Steel Strands, Fourth Int. Conf. onContinuous Casting (Centres de RecherchesMetallurgiques and Verein DeutscherEisenhuttenleute), Stahl und Eisen, Brus-sels, 1988, p 633–644
48. K. Harste, “Investigation of the Shrinkageand the Origin of Mechanical Tension Dur-ing the Solidification and Successive Cool-ing of Cylindrical Bars of Fe-C Alloys,”Ph.D. dissertation thesis, Technical Univer-sity of Clausthal, 1989
49. I. Jimbo and A. Cramb, The Density ofLiquid Iron-Carbon Alloys, Metall. Trans.B, Vol 24B, 1993, p 5–10
50. Y. Meng and B.G. Thomas, Heat Transferand Solidification Model of ContinuousSlab Casting: CON1D, Met. Mater. Trans.,Vol 34B (No. 5), 2003, p 685–705
51. C.V. Madhusudana and L.S. Fletcher, Con-tact Heat Transfer—The Last Decade,AIAA J., Vol 24, 1985, p 510–523
52. M. Rappaz, M. Bellet, and M. Deville,Numerical Modeling in Materials Scienceand Engineering, in Springer Series inComputational Mathematics, Springer Ver-lag, Berlin, 2003
53. S. Nemat-Nasser, and Y.F. Li, An ExplicitAlgorithm for Large-Strain, Large-StrainRate Elastic-Viscoplasticity, Comput.Meth. Appl. Mech. Eng., Vol 48, 1992,p 205–219
54. A.M. Lush, G. Weber, and L. Anand, AnImplicit Time-integration Procedure for ASet of Internal Variable Constitutive Equa-tions for Isotropic Elastic-Viscoplasticity,Int. J. Plast., Vol 5, 1989, p 521–549
55. H. Zhu, “Coupled Thermal-MechanicalFinite-Element Model with Application toInitial Solidification,” Thesis, Universityof Illinois, 1993
56. R. Glowinski and P.L. Tallee, AugmentedLagrangian and Operator-Splitting Meth-ods in Non-linear Mechanics, Studies inApplied Mathematics, SIAM, Vol 9,1989, p 295
57. P. Wriggers and G. Zavarise, On Contactbetween Three-Dimensional Beams Under-going Large Deflections, Commun. Num.Meth. Eng., Vol 13, 1997, p 429–438
58. O. Jaouen and M. Bellet, A NumericalMechanical Coupling Algorithm forDeformable Bodies: Application to Part/Mold Interaction in Casting Process, Proc.Eighth Int. Conf. on Modelling of Casting,Welding and Advanced Solidification Pro-cesses, B.G. Thomas and C. Beckermann,Ed. (San Diego, CA), June 7–12, 1998,TMS, Warrendale, PA, 1998, p 739–746
59. J.H. Weiner and B.A. Boley, Elasto-plasticThermal Stresses in a Solidifying Body, J.Mech. Phys. Solids, Vol 11, 1963, p 145–154
60. M. Bellet, C. Aliaga, and O. Jaouen, FiniteElements for a Thermomechanical
460 / Modeling and Analysis of Casting Processes
Analysis of Solidification Processes, Mod-eling of Casting, Welding, and AdvancedSolidification Processes IX, Shaker VerlagGmbH, Aachen, 2000, p 10–17
61. S. David and P. Auburtin, Numerical Simu-lation of Casting Processes. Benefits ofThermomechanical Simulation in Automo-tive Industry, Conference Materiaux 2002,Tours, France, Proc., Vol on CD, Univer-site Technologique de Belfort-Montbeliard,2002, p 5 (in French)
62. K. Miyazawa and K. Schwerdtfeger,Macrosegregation in Continuously CastSteel Slabs: Preliminary Theoretical Inves-tigation on the Effect of Steady State Bulg-ing, Arch. Eisenh€utten., Vol 52 (No. 11),1981, p 415–422
63. G. Lesoult and S. Sella, Analysis and Pre-vention of Centreline Segregation DuringContinuous Casting of Steel Related toDeformation of the Solid Phase, Solid StatePhenom., Vol 3, 1988, p 167–178
64. M. Bellet and A. Heinrich, A Two-Dimen-sional Finite Element ThermomechanicalApproach to a Global Stress-Strain Analy-sis of Steel Continuous Casting, ISIJ Int.,Vol 44, 2004, p 1686–1695
65. K. Wunnenberg and D. Huchingen, StrandBulging between Supporting Rollers Dur-ing Continuous Slab Casting, Stahl Eisen,Vol 98 (No. 6), 1978, p 254–259
66. T. Kajitani, J.-M. Drezet, and M. Rappaz,Numerical Simulation of Deformation-Induced Segregation in Continuous Castingof Steel, Metall. Mater. Trans. A, Vol 32,2001, p 1479–1491
67. N. Triolet andM. Bobadilla,Mastering SteelSlab Internal Soundness and Surface QualityIssues through Thermomechanical Model-ling of Continuous Casting, Proc.MCWASP-XI, 11th Int. Conf. on Modellingof Casting, Welding, and Advanced Solidifi-cationProcesses,C.A.GandinandM.Bellet,Ed. (Opio, France), May 28 to June 2, 2006),TMS,Warrendale, PA, 2006, p 753–760
68. D.G. Eskin, Suyitno, and L. Katgerman,Mechanical Properties in the Semi-SolidState and Hot Tearing of Aluminum Alloys,Prog. Mater. Sci., Vol 49, 2004, p 629–711
69. T.W. Clyne and G.J. Davies, Comparisonbetween Experimental Data and
Theoretical Predictions Relating to Depen-dence of Solidification Cracking on Com-position, Solidification and Casting ofMetals, The Metals Society, London,1979, p 275–278
70. K. Kinoshita, T. Emi, and M. Kasai, Ther-mal Elasto-plastic Stress Analysis of Soli-difying Shell in Continuous Casting Mold,Tetsu-to-Hagane, Vol 65 (No. 14), 1979,p 2022–2031
71. J.O. Kristiansson, Thermal Stresses in theEarly Stage of Solidification of Steel, J.Thermal Stresses, Vol 5, 1982, p 315–330
72. B.G. Thomas, I.V. Samarasekera, and J.K.Brimacombe, Mathematical Model of theThermal Processing of Steel Ingots, PartII: Stress Model, Metall. Trans. B, Vol18B (No. 1), 1987, p 131–147
73. K. Okamura and H. Kawashima, Calcula-tion of Bulging Strain and its Applicationto Prediction of Internal Cracks in Continu-ously Cast Slabs, Proc. Int. Conf. Comp.Ass. Mat. Design Proc. Simul., ISIJ, Tokyo,1993, p 129–134
74. P. Ackermann, W. Kurz, and W. Heine-mann, In Situ Tensile Testing of Solidify-ing Aluminum and Al-Mg Shells, Mater.Sci. Eng. Vol 75, 1985, p 79–86
75. C. Bernhard, H. Hiebert, and M.M. Wolf,Simulation of Shell Strength Properties bythe SSCT Test, ISIJ Int. (Japan), Vol 36(Suppl. Science and Technology of Steel-making), 1996, p S163–S166
76. M. Suzuki, C. Yu, and T. Emi, In-SituMeasurement of Tensile Strength of Solidi-fying Steel Shells to Predict Upper Limit ofCasting Speed in Continuous Caster withOscillating Mold, ISIJ Int., Iron Steel Inst.Jpn., Vol 37 (No. 4), 1997, p 375–382
77. A. Yamanaka, K. Nakajima, K. Yasumoto,H. Kawashima, and K. Nakai, Measure-ment of Critical Strain for SolidificationCracking, Modelling of Casting, Welding,and Advanced Solidification Processes,Vol V, M. Rappaz, M.R. Ozgu, and K.W.Mahin, Ed., (Davos, Switzerland), TMS,Warrendale, PA, 1990, p 279–284
78. A.Yamanaka,K.Nakajima, andK.Okamura,Critical Strain for Internal Crack FormationinContinuousCasting, IronmakingSteelmak-ing, Vol 22 (No. 6), 1995, p 508–512
79. P. Wisniewski and H.D. Brody, TensileBehavior of Solidifying Aluminum Alloys,Modelling of Casting, Welding, andAdvanced Solidification Processes, Vol V,M. Rappaz, M.R. Ozgu, and K.W. Mahin,Ed., (Davos, Switzerland), TMS, Warren-dale, PA, 1990, p 273–278
80. Y.-M. Won, T.J. Yeo, D.J. Seol, and K.H.Oh, A New Criterion for Internal CrackFormation in Continuously Cast Steels,Metall. Mater. Trans. B, Vol 31B, 2000,p 779–794
81. U. Feurer, Mathematisches modell derWarmrissneigung von binaren aluminiumlegierungen, Giessereiforschung, Vol 28,1976, p 75–80
82. M. Rappaz, J.-M. Drezet, and M. Gremaud,A New Hot-Tearing Criterion, Metall.Mater. Trans. A, Vol 30A (No. 2), 1999,p 449–455
83. J.M. Drezet and M. Rappaz, Prediction ofHot Tears in DC-Cast Aluminum Billets,Light Metals, J.L. Anjier, Ed., TMS, War-rendale, PA, 2001, p 887–893
84. M. M’Hamdi, S. Benum, D. Mortensen, H.G. Fjaer, and J.M. Drezet, The Importanceof Viscoplastic Strain Rate in the Forma-tion of Center Cracks During the Start-upPhase of Direct-Chill Cast AluminiumExtrusion Ingots, Metall. Mater. Trans. A,Vol 34, 2003, p 1941–1952
85. B.G. Thomas and C. Ojeda, Ideal TaperPrediction for Slab Casting, ISSTech Steel-making Conference (Indianapolis, IN),April 27–30, 2003, Vol 86, 2003, p 396–308
86. J. Sengupta and B.G. Thomas, Effect of aSudden Level Fluctuation on Hook Forma-tion During Continuous Casting of Ultra-Low Carbon Steel Slabs, Modeling of Cast-ing, Welding, and Advanced SolidificationProcesses XI (MCWASP XI) Conference,C.Z. Gandin, M. Bellet, and J.E. Allison,Ed. (Opio, France, May 28 to June 2,2006), TMS, Warrendale, PA, 2006,p 727–736
87. E. Howard and D. Lorento, Developmentof High Speed Casting, 1996 Electric Fur-nace Conference Proceedings, (Dallas,TX), Dec 9–12, 1996, ISS, Warrendale,PA, 1996
Modeling of Stress, Distortion, and Hot Tearing / 461