Modeling and Simulation of Multistage Flash Distillation Pro

of 49
-
Upload
david-immanuel -
Category
Documents
-
view
231 -
download
0
Transcript of Modeling and Simulation of Multistage Flash Distillation Pro
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
1/49
MODELING AND SIMULATION OF
MULTISTAGE FLASH DISTILLATION
PROCESS - PART II1
Osman A. Hamed, Khalid Ba-Mardouf, Hamed Al-Washmi,Khalid Al-Shail, Hylail Abdalla and Ali Al-Wadie
Research and Development CenterSaline Water Conversion CorporationPO Box 8328, Al-Jubail 31951, KSA
E-mail : [email protected]
SUMMARY
The first part of the Project was completed on 17th
October, 1999. A commercial
computer program was acquired and used for the simulation of the MSF process.
Operation data were collected from the seven selected MSF distillers representing Al-
Jubail Phase-II, Al-Khobar-II, Al-Khafji and Jeddah Phase-II, III & IV desalination
plants covering a one year period. The results of the study were published in Technical
Report No. TR 3808/APP 97002. Summary of the study results are shown in Appendix-
1. The comparative thermal analysis of the MSF distillers revealed that after more
than 16 years of continuous operation, their performance ratios were in most cases
higher than the design values. Detailed second law analysis was also carried out for
each distiller to determine the distribution of overall exergy losses among the various
subsystems of the MSF distiller and identify locations where losses of useful exergy
occur.
In the second part of the project, the thermal performance of SWCC large capacity
MSF desalination plants that were not included in the scope of work of the first part of
the project, which are : Yanbu, Shugaig, Shoibah, Al-Jubail I and Al-Khobar-III was
analyzed and simulated. Monitoring the thermal performance of seven MSF distillers
representing SWCC MSF plants on the East and West Coasts revealed that the
distillers instead of being deteriorated due to ageing, the production capacities and
performance ratios are still maintained within or, in most cases, higher than the design
values. This was attributed to the main developments which were introduced to SWCC
MSF plants during the last three decades which included the successful and economic
1 Issued as Technical Report No. TR 3808/97002-II in March 2004.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
2/49
implementation of scale control techniques and the use of appropriate corrosion
resistant materials. Plants which were built more than twenty years back are still
operating with high availability and load factors which approaches or even sometimes
exceeds the original design figures. Such excellent situation provided the opportunity
to investigate the possibility of increasing water production from SWCC existing MSF
plants, further optimization of antiscalant dose rate and establish an unified ball
cleaning procedure.
Second law simulation studies revealed that specific exergy losses of the examined MSF
distillers ranged between 16.7 to 23.6 kWh/m3
compared to the expenditure of only 2
kWh/m3
of an ideal reversible process and around 5 kWh/m3
for an RO process. It has,
thus been recommended that research efforts are to be focused to lower the primary
energy consumption of the MSF distiller.
1. INTRODUCTION
The first part of the Project was completed on 17 th October, 1999. A commercial
computer program was acquired and used for the simulation of the MSF process. The
algorithm and overall logic of the program were first studied and modified to suit the
seven selected MSF distillers which were representing Al-Jubail Phase-II, Al-Khobar-
II, Al-Khafji and Jeddah Phase-II, III & IV desalination plants. The program was also
developed to predict the heat transfer coefficients and fouling factor of the whole
distiller as well as those of the individual stages. Operation data were collected from
the seven selected MSF distillers covering a one year period. The results of the study
were published in Technical Report No. TR 3808/APP 97002 [1] and presented in IDA
World Congress on Desalination and Water Reuse which was held in San Diego,California in 1999 [2]. Copy of the paper which was also published in the international
journal of Desalination [3] is enclosed here as Appendix-I. The comparative thermal
analysis of the MSF distillers revealed that after more than 16 years of continuous
operation, their performance ratios were in most time higher than the design values.
This was attributed to SWCC strict requirements of operation and maintenance which
resulted in extending the MSF plant life to more than 30 years.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
3/49
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
4/49
The first part of this project did not cover all of the SWCC major MSF plants. It was
recommended that a comprehensive thermal performance analysis have to be carried
out for the remaining plants, which included Yanbu Phase-I, Shugaig, Shoibah Phase I,
Al-Jubail Phase-I and Al-Khobar Phase-III.
The improved simulation program can also be effectively utilized in carrying out a
comprehensive parametric study to determine design and operating conditions which
can lead to the reduction of MSF irreversibility and improve overall system efficiency.
Such analysis will enable developing better understanding of the MSF process and
provides guidance for future planning and selection of an improved and optimized
design. It will also provide relevant guidance for process improvement in existing
plants.
2. OBJECTIVES
(1) Few of SWCC large capacity MSF desalination plants were not included in the
scope of work of the first part of the project, which are: Yanbu Phase-I, Shugaig,
Shoaibah Phase-I, Al-Jubail Phase-I and Al-Khobar Phase-III. It is thus essential
to analyze and simulate the thermal performances of these five plants and to
compare their performances with the MSF plants which have been covered in
part-I.
(2) To utilize the developed simulation program in Part-I, for carrying out a
comprehensive parametric simulation study.
3. METHOD OF ANALYSIS
(1) The inhouse modified simulation computer program which was previously
reported and described in references [1,2] was used for carrying out the
comprehensive parametric study. The program solution flow chart and the
solution scheme were explained in Appendix-I. The simulation program has got
the capability to perform energy/exergy calculations of the MSF distiller. The
program was used as a tool to investigate the impact of variation of number of
stages, top brine temperature and terminal temperature difference on the
performance ratio and specific exergy losses.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
5/49
(2) For the evaluation of the thermal performance of the commercial plants, a total of
seven MSF distillers, one distiller from each of Yanbu, Shugaig, Al-Jubail Plants
and two distillers from each of Shoaibah and Al-Khobar-III plants were selected
for thermal monitoring. Field visits were arranged to collect design and
operational data such as temperatures, pressures, salinity and flow rates of the
different involved streams. The variation of performance ratio, specific exergy
losses and exergetic efficiency with the most important operating temperatures
were evaluated. Subsystem exergy analysis for each distiller was performed.
4. OPERATIONAL PERFORMANCE
The criteria used to assess the thermal performance of each distiller on a macro scale
included the water production, performance ratio, overall heat transfer coefficient and
fouling factors as compared to corresponding design values.
4.1 Al-Shoaiba Phase-I
Al-Shoaiba Phase-I Power/Water Desalination Plant was commissioned in 1989. It
consists of five power/water cogeneration units. Each of the five power/water
cogeneration units consists of two MSF distillers, a boiler, one back pressure turbine
generator, a deaerator and two feed water heaters. The maximum rated water
production capacity of each of the ten distillers is 5.84 MIGD at a maximum TBT of
101.5oC. The total installed power production of the plant is 312 MW. Two dump
condensers are also available which could be connected to two of the turbines in order
to condense exhaust steam, if the need arises. MSF distillers are designed to operate at
two different modes of operation 100% load at 90C and 120% load at 101.5oC.
The performances of two MSF distillers (unit 5 and 6) of Al-Shoaiba Phase-I plant have
been examined during the period of 11 months from June, 2000 to May, 2001. The
operating data and test results are shown in Figures 1 and 2. Both figures show that
production capacity and performance ratio of the two distillers were above the design
values. The design fouling factor (FF) of the brine heater was 0.3 m2K/kW and was
consistently higher than the operating fouling factors. The reasons for the excellent
operational thermal performance of the two units could be attributed to the over-sizing
of the heat transfer area and good performance of antiscalant in conjunction with the
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
6/49
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
7/49
cross flow configuration. Evaporator tubing is titanium in all sections. The internal
walls of the first three stages and last stage have stainless steel cladding and the
remaining stages are of carbon steel coated with epoxy painting. Brine velocity
through the tubing is 2.00 m/sec (6.56 ft/sec) at design conditions in the brine heater
and 1.87 m/sec (6.135 ft/sec) in the heat recovery sections. The brine heater and heat
recovery sections incorporate an on-line sponge rubber ball cleaning system.
Deaeration of the make-up seawater is performed in the last stage of the evaporator.
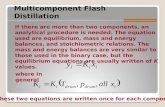
The operational performance of the examined distiller is shown in Fig. 4. In most
cases, the unit was operating with a TBT of 90oC with antiscalant dose rate of 0.8 ppm.
The unit production during this period was slightly exceeding the design value. It is to
be noted that when the test started, the distiller was in fouled condition and fouling
factors were relatively high and almost approaching the design value. However, during
the monitoring period, the overall heat transfer coefficient and fouling factors were
virtually maintained constant which indicate that there was no sign of scale build up.
4.4 Yanbu Phase-I
Yanbu Phase-I consists of five extraction condensing turbines and each turbine is
coupled to an MSF distiller. The MSF plant was originally designed to operate with
acid treatment. The distiller production at TBT of 121 oC is 21614.8 m3/day and gain
output ratio of 10.05. Each distiller consists of 21 recovery stages and 3 rejection
stages.
Although, the plant was originally designed as an acid operated plant, it is at present
operating on a cyclic treatment mode. It operates for a two month period on additive
treatment using a dose rate of 3 ppm at TBT of 115 oC followed by a one month acid
treatment using around 110 ppm of sulphuric acid. The thermal performance of the
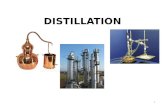
selected distiller (unit #5) is shown in Fig.5. During an almost one year period the
TBT ranged between 113 and 115oC. The unit water production was consistently
above the design water production at 115oC which is 800 m3/hr. The performance
ratio was always maintained within the vicinity of the design performance ratio of 9.9
Kg/2326 kJ. The overall heat transfer coefficient and fouling factor of the brine heater
were consistently maintained within the permissible range.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
8/49
4.5 Al-Khobar Phase-III
Al-Khobar Phase-III cogeneration plant is a relatively new plant and was commissioned
in 6.5.1421H. It consists of four steam turbines coupled to eight MSF distillers. The
MSF distillers (Unit # 17 and #18) were earmarked to observe and evaluate their
thermal performances for a one year period. Each distiller consists of 16 stages and of
rated design capacity of 34000 m3/day (7.5 MIGD) at TBT of 105oC and of
performance ratio 6.5.
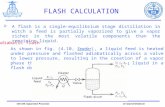
The thermal performances of the two distillers were shown in Figs. 6 and 7. Both
distillers were operating at the maximum design top brine temperature of 105 oC using
antiscalant Belgard EV 2030 with a dose rate of 1.5 ppm. Water productions and performance ratios of both units were in most cases, above the corresponding design
values. The overall heat transfer coefficients of brine heater were above the design
value and there was no indication of scale formation.
5. DISCUSSION
5.1 Comparison between the Operational Performance of SWCC MSF Distillers
The operational performance of the seven MSF distillers representing Jeddah Phase-II,
III & IV, Al-Jubail Phase-II, Al-Khobar Phase-II and Al-Khafji and which was
presented in the first part of this project [1] and the seven MSF distillers representing
Al-Jubail Phase-I, Al-Khobar Phase-III, Shoaiba Phase-I, Yanbu Phase-I and Shugaig
plants which were covered in this part of the project, were compared and analyzed.
Variation of the performance ratios with time covering a one year period for eleven
MSF distillers is shown in Figure 8. The dotted lines represent the design performanceratio of each distiller. It can be seen that the distillers instead of being deteriorated due
to ageing, the performance ratios were maintained equal or in most cases, more than the
corresponding design values. The reasons for such good thermal performance could be
attributed to several design and operating conditions, such as:
(1) selection of high design fouling factors
(2) effective alkaline scale control and
(3) good selection of construction materials.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
9/49
5.1.1 Design Fouling Factor
A major factor which was responsible for maintaining MSF distiller performance above
the guaranteed performance was the selection of high design fouling factors. Table 1
shows the design overall heat transfer coefficients, fouling factors and performance
ratio of SWCC MSF distillers.
The design fouling factors (FF) of the brine heaters and heat recovery sections for
SWCCs additive plants range between 0.176 and 0.325 m2K/kW while for acid treated
plant range from 0.0861 to 0.14 m2K/kW. Due to the good performance of antiscalant
in conjunction with effective use of sponge ball cleaning, these FF values are very
conservative (larger than required). Selection of large FFs results in a heat exchanger
containing more surface area than required. Low values of design fouling factors such
as 0.15 m2K/kW can be safely employed in new additive MSF designs.
However, the selection of high design fouling factors for the existing MSF plants,
which resulted in over sizing of the heat transfer surface, will allow to operate these
plants at top brine temperature equal to or even higher than maximum design values.
This will result in the increase of water production. So, prospects for increasing water production from existing plants have to be explored. To achieve these objectives a
number of feasible design and operating variables have first to be verified and
confirmed such as:
(1) Availability of extra heat transfer surface area.
(2) Increase of TBT for extra production might possibly overload the flash
chambers and demister pads and give higher and possibly unacceptable distillate
conductivities.
(3) Sizes of the various operating pumps (especially brine recycle, distillate and
condensate) meet the requirements of the increased production.
(4) Overloading of distillate troughs.
(5) Possibilities of blocking small diameter tube of brine heater with scale.
(6) Capability of vacuum ejectors.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
10/49
5.1.2 Scale Control
As described above effective alkaline scale control was achieved through the use of
optimized antiscalant dose rates in conjunction with the use of on-line ball cleaning
system.
SWCC has been actively involved in the control of scale formation on heat transfer
surfaces. A number of optimization tests, which have been conducted in Al-Jubail,
Jeddah and Al-Khobar plants were reported [4-10].
The Research and Development Center has also been involved since its inception in the
evaluation and dose rate optimization of commercial scale inhibitors in collaborationwith Al-Jubail and Jeddah plants [11-15]. Antiscalant dose rate has been successfully
reduced to as low as 0.8 ppm for low top brine temperatures (90-98oC) and 1.8 ppm for
TBT of 110oC. Summary of antiscalant dose rate currently used in SWCC MSF plants
is shown in Table 2. There is still more scope to optimize antiscalant dose rates in
some of SWCC MSF plants. Plants, which are currently operating at low TBT of 90oC
and with dose rate of 1.0 ppm such as Al-Khafji, Shugaig and Al-Khobar II have to
consider the possibility of reducing the dose rate to 0.8 ppm as is currently partially
employed in Al-Jubail plant. Plants which are operating at high TBT such as Al-
Khobar III, Jeddah III and Yanbu I, also need to be further optimized.
All SWCCs MSF plants are currently using on-load sponge ball cleaning systems.
The combined use of chemical additives and on-load sponge ball cleaning system has
proved to be the most cost effective procedure to avoid tube scaling. There is a wide
diversity in the ball to tube ratio and number of cycles of ball cleaning operations as
shown in Table 3. The ball to tube ratio for plants using chemical additive treatment
varies from as low as 0.22 (in Al-Shugaig plant) up to about 0.45 (in Al-Jubail Phase-I
and Al-Khobar plants). The number of cycles per operation varies between as low as 3
in Al-Shoaiba-I and up to 12 in Yanbu-I. The sponge ball cleaning frequency required
to maintain the evaporator cleanliness depends on several factors, such as brine
chemistry, type of inhibitor, ball type, MSF design parameters (temperature, number of
stages, tube length, flow pattern) [16&17]. There is a need to establish a standard
procedure for ball cleaning operation, which shall be followed by all SWCCs MSF
plants.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
11/49
5.1.3 Materials of Construction
The excellent thermal performance of these plants can also be attributed to the good
selection of construction material and better understanding of the corrosion associated
with the MSF process. The most commonly used materials of construction in SWCC
MSF plants are carbon steel, stainless steel, copper-nickel alloy and titanium. Shell of
brine heaters of all plants is made of carbon steel and the tubes are either Cu-Ni 70/30
or 90/10 or modified alloy containing 66/30/2/2 Cu/Ni/Fe/Mn except Al-Jubail Phase-I
which is having titanium tubes. The material of construction of flash chambers is
carbon steel with and without cladding. In some plants such as Al-Jubail, Al-Khafji II
and Jeddah III, the first high temperature stages are cladded with stainless steel.
Module 1 of Jeddah II and the first two modules of Jeddah IV are also cladded with
stainless steel. Al-Khobar II flash chambers are completely cladded with 90/10 Cu-Ni
and Al-Shugaig I is also totally cladded with stainless steel. The materials of
construction of the heat rejection tubes of all plants are made of titanium except Jeddah
plants, which are having 90/10 Cu-Ni. Projects which are recently built use the
following material of construction for the major components:
1 Flash chambers of both
recovery and heat
rejection sections
Carbon steel lined with stainless steel (floor lined
with 317L, walls with 316L and roof with either
316L or 304.
2 Water boxes Carbon steel lined with 90/10 Copper-Nickel
3 Tubes Brine heater tubes modified alloy 66/30/2/2
Cu/Ni/Fe/Mn; heat recovery tubes: Copper/Nickel
(first four stages 70/30 and remaining stages 90/10)
4 Heat rejection tubes Titanium & modified alloy 66/30/2/2 Cu/Ni/Fe/Mn
5.2 Micro-Thermal Analysis
A comprehensive analysis based on the second law of thermodynamic was carried out
for each of the seven examined MSF plants using a simulation program. For each MSF
distiller the total exergy losses as well as their breakdown among the major subsystems
were determined. As an example, Figure 9 shows the variation of the total and
subsystem exergy losses of unit 18 of Al-Khobar Phase-III plant. The total exergy
losses varies between 76 and 95 kJ/kg. Break down of the exergy losses among the
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
12/49
major subsystems demonstrated that the major losses occurred in the heat recovery
section which accounts to around 60 % of the total exergy losses.
Figure 10 shows that there is a wide variation in the magnitude of the average specific
exergy losses incurred by the seven different MSF distillers and it ranged between 60 to
85 kJ/kg. The design and operating parameters which are mostly responsible for
specific exergy losses of an MSF distiller include the number of stages, TBT and
specific condensing area. Increase of number of stages and/or top brine temperature
will result in a low temperature drop per stage which in turn reduce the exergy losses.
Increase of specific condensing area also has a positive impact in the reduction of the
exergy losses.
As shown in Figure 10, the distillers which have been thermally analyzed are
characterized by a wide range of number of stages, top brine temperature and specific
condensing area. In order to facilitate a direct comparison between these seven
distillers and based on the distiller operating top brine temperatures, they have been
grouped into three categories.
The first group includes Al-Jubail Phase 1 and Al-Shugaig Plant which were both
operating at the average top brine temperature 90oC. Although, Al-Jubail distiller is
having more number of stages, it was experiencing more exergy losses compared to Al-
Shugaig and this can be attributed to its relative low specific condensing area.
In the second group, Shoaiba Phase-I and Al-Khobar Phase-III distillers were operating
at a top brine temperature of around 100oC, it has been observed that Al-Khobar III was
exhibiting much higher exergy losses due to its low number of stages and low specific
condensing area compared to Shoaiba distiller. Yanbu Phase-I distiller which forms the
third category and although it was operating at high TBT of 115 oC and with relative
low specific condensing area, yet, the relatively high number of stages resulted in low
exergy losses.
Break-up of total distiller exergy losses among the major sub-systems as shown in Fig.
10 indicates that the total specific exergy losses of the heat recovery section losses
account to 57 to 71 per cent of, heat rejection section losses 9 to 16 per cent, brine
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
13/49
heater 8 to 14 per cent, leaving streams 7 to 10 per cent and ejector losses 1 to 5
percent.
Comparison of the exergy destruction flux (exergy losses per unit condensing area) of
the major subsystems of condensing surfaces, as exhibited in Fig. 11 shows that the
brine heater is consistently experiencing the largest exergy destruction flux, followed
by the heat rejection and heat recovery sections, respectively.
The second low analysis revealed the exergy losses of the MSF distiller range between
60 to 85 kJ/Kg (16.7 to 23.6 kWh/m3) which was ten folds that of an ideal reversible
process and two to three folds of a SWRO membrane process. Exergy utilization is
only part of the techno-economic story. High plant availability, load factor andreliability are one of the most important elements of water production cost. SWCC
MSF plants are characterized by very high availability. For example, the average
availability of Al-Jubail Phase-II plant during a ten year period (1991-2000) was found
to be 90%, planned shut down for major overhaul and maintenance accounted for 7%
and forced shut down accounted for only 3%. Consequently, the water production
during this periods amounts to about 91% of the design production. The statistical data
obtained from a plant of the size of Al-Jubail Phase-II which incorporates forty MSF
distillers greatly enforces the very high availability and reliability of the MSF
processes.
High availability coupled with the vast amount of acquired operating and design
experience by SWCC and the increase of life expectancy are the major factors which
contributed in the success and popularity of the MSF process. Plants of that type are
continuously being built and are in steadily increasing sizes. Recently commissioned
plants (Al-Khobar Phase III, Shoaiba Phase-II and Yanbu PhaseII) are having water
production capacities equal to higher than 7.5 MIGD. With fewer units of higher
production capacity, the need for interconnective and control piping and valves will be
much reduced. The single unit is simpler to operate and the number of operators
required is smaller. Overall, major gains in initial cost, reliability, operation and
maintenance can be expected with large unit sizes.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
14/49
6. PARAMATERIC ANALYSIS
A comprehensive parametric analysis was carried out to examine the interrelationships
between the top brine temperature, number of stages, performance ratio, exergy losses
and the terminal temperature approach. The terminal temperature approach is the
difference in temperature between the condensing vapor and the recirculating brine
stream leaving the condenser. This is an important design parameter dependent on the
heat transfer area and overall heat transfer coefficient. The interrelationships between
the different parameters are presented in the form of grid network which are shown in
Figures 12 and 13 for TTD of 2 and 4 oC, respectively. The top brine temperature was
varied between 90oC (the lowest TBT for additive scale operation) and 120oC (the
highest TBT for acid operation plants).The number of stages were varied between 16
and 40. The maximum number of stages is limited by the pressure drop required to
move the flashing brine from one stage to another, especially at the cold end. In
addition, for flashing to occur the minimum inter-stage temperature drop must be
greater than the boiling point elevation. Figures 12 and 13 show that for the same
number of stages and same top brine temperature, increase of TTD from 2 to 4 oC
results in the reduction of the heat transfer area due the large driving force for heat
transfer. Both figures reveal that increasing the number of stages while keeping top
brine temperature constant such as lines AC & BD, results in an increase of both
performance ratio and specific condensing area and a decrease of exergy losses.
Increase of number of stages will decrease temperature drop per stage which will
reduce the irreversibility of the system due to the reduction in condenser and flash
exergy losses and results in an improved thermal performance. Increase of
performance ratio will reduce steam consumption and consequently minimize
operating cost while increase in surface area results in an increase of capital
expenditure. Therefore, optimum performance ratio (i.e. that of lowest production cost
of water which is site specific) has to be determined by making cost tradeoffs between
the cost of process energy and capital cost of the process. Conversely, increasing top
brine temperature while keeping number of stages constant (lines such as AB and CD)
will increase the performance ratio and decrease the specific condensing area but its net
effect on exergy destruction is not significant. Within the selected range of number of
stages and top brine temperatures, the simulation analysis revealed that the dependence
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
15/49
of exergy losses on the number of stages is more appreciable than that due variation of
top brine temperature.
The conditions which represent an improved MSF distiller with the least amount of
energy consumption are presented by point D in Figures 12 and 13. In both cases, the
maximum achievable performance ratio was obtained at the highest TBT of 120oC and
the maximum possible number of stages (40 stages). At these conditions, the maximum
performances ratios obtained were 13 kg/2326 kJ and 9.8 kg/2326kJ at TTD of 2 and
4oC, respectively. However, the improved energy performance obtained with a TTD of
2oC is at the expense of high requirements of specific condensing area. The specific
condensing areas are 330 and 205 m2/(kg/s) for TTD of 2 and 4oC, respectively.
The parametric analysis also demonstrated that the MSF distiller is inheriting certain
thermodynamic constraints which limit the value of maximum achievable PR. In the
present analysis the maximum PR obtained is 13 kg/2326 kJ at TBT of 120 oC and forty
stages.
The major design and operating features of SWCC MSF plants are super-imposed on
the simulated envelops shown in Figures 12 and 13. Eight of the MSF plants are
located on Figure 12 with the TTD of 2 oC. The remaining three MSF plants which are
Al-Khobar Phase-II and III and Jeddah Phase-II are located on Figure 13 with the TTD
of 4 oC. The majority of the plants superimposed on Figure 12 lied within a narrow
shadowed band. The boundaries of this band are:
1. Number of stages = 19 to 24
2. Top brine temperature = 90 to 112 oC
3. Performance ratio = 7.8 to 8.6
4. Specific condensing area = 260 to 300 m3/(kg/s)
The only exception which is not lying inside the scope of this band is Yanbu Phase-I
plant which was designed to operate on acid treatment with top brine temperature up to
121 oC.
The three plants which are not lying within the boundaries of Figure 12 and are
compatible with the Figure 13, are Al-Khobar Phase-II and III and Jeddah Phase-II.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
16/49
These three plants represent the two extreme boundaries of the design and operating
features of SWCC MSF plant. Al-Khobar Phase-II & III plants uniqueness stemmed
from the relatively very low number of stages (16 stages). Conversely, Jeddah Phase-
II with its very high number of 34 stages represents the other end of the spectrum.
Selection of the most appropriate design and operating parameters for an improved
MSF distiller to minimize the overall cost of water production can only be based on a
detailed optimization study. Figure 14 shows the variation of the cost of water
production vs performance ratio for a 10 MIGD distiller. It also shows the influence of
energy cost on water cost. With the current international oil price of $24/bbl, the
optimum performance ratio which corresponds to the minimum water cost is 11.
For lower fuel costs of $ 12 and 18 per bbl, the optimum performance ratios are 8 and 9
respectively. Most of SWCC current MSF plants are having performance ratios as
mentioned above between 7.8 and 8.6 and therefore, based on low fuel cost. Due to
effective alkaline scale control and good selection of material of construction and as
mentioned in Section 5.1.2 and 5.1.3, respectively, MSF distillers can be designed to
operate at TBT up to 115oC.
7. CONCLUSIONS
(1) Monitoring the thermal performance of seven MSF distillers representing
SWCC MSF plants on the East and West coasts revealed that the distillers
instead of being deteriorated due to ageing, the production capacities and
performance ratios are still maintained within or in most cases higher than the
design values.
(2) The main developments which were introduced to SWCC MSF during the last
three decades are the successful and economic implementation of scale control
techniques, the use of appropriate corrosion resistant materials and increase of
distiller size from 2.5 to 10 MIGD. Plants which were built more than twenty
years back are still operating with high availability and load factors which
approach or even sometimes exceed the original design figures.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
17/49
(3) Excellent scale control capability of currently used high temperature scale
inhibitors and on-load sponge balls cleaning allowed successful operation at low
and optimized antiscalant dose rates.
(4) Second law simulation studies revealed that there was a wide variation in the
magnitude of the average specific exergy losses of the examined MSF distillers
and it ranged between 16.7 to 23.6 kWh/m3 compared to the expenditure of only
2 kWh/m3 exergy of an ideal reversible process and around 5 kWh/m3 for an
RO process.
(5) Break down of the total distiller exergy losses among the major subsystems
revealed that 57 to 71 % were lost in the heat recovery section, 9 to 16 % in the
heat rejection section, 8 to 14% in the brine heater, 7 to 10 % in the leaving
streams and 1 to 5% in the ejector.
(6) The parametric analysis indicated that MSF processes can be improved towards
high performance ratios by increasing the top brine temperature, number of
stages and the specific heat transfer area.
(7) Currently used MSF plants are inheriting thermodynamic constraints which limit the
maximum achievable PR to less than 13 kg/2326 kJ.
8. RECOMMENDATIONS
(1) Due to excellent thermal performance and over-sizing of most of SWCC
existing MSF plants, prospects for increasing water production by increasing
TBT above design values, have to be explored.
(2) As the result of the development of effective alkaline scale control methods and
the good selection of materials of construction, the design fouling factors of
0.15 m2K/kW can be safely selected for future design of MSF distillers.
(3) Plants, which are currently operating at low TBT of 90oC and with dose rate of
1.0 ppm such as Al-Khafji, Shugaig and Al-Khobar, could consider the
possibility of reducing the dose rate to 0.8 ppm.
(4) Plants which are operating at relatively high TBT such as Al-Khobar III, Jeddah
III and Yanbu II, need further antiscalant dose rate optimization.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
18/49
(5) Due to the wide diversity in the ball cleaning procedures, which are currently
used in SWCC MSF plants, it is necessary to establish a standard procedure for
ball cleaning operation, which shall then be followed by all SWCC MSF plants.
(6) Vast amount of operating and design experience of SWCC can be collected,
analyzed and used in preparing a code of practice.
(7) Research efforts have to be focused to lower the primary energy consumption of
the MSF distiller without sacrificing the simplicity, robustness and reliability of
the standard MSF process.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
19/49
Table 1 : Design overall heat transfer coefficients, fouling factors and performance ratios of SWC
1 2
HTC (Design) W/m2K FF (Design) m2K/W x 10S.
No.PLANT
BH H Rec. H Rej. BH H Rec.
1. Al-Jubail Phase I 2139 2650 2207 0.264 0.1761
2. Al-Jubail Phase II C2/C3 2182 2650 2350 0.176 0.176
3. Jeddah Phase II 4035 3468 2743 0.086 0.0861
4.Jeddah Phase III
1999 2800 1886 0.325 0.178
5. Jeddah Phase IV 1994 2770 1839 0.325 0.176
6. Al-Khobar Phase II 2568 2868 2037 0.160 0.12
7. Al-Khobar Phase III 2128 2955 2955 0.264 0.1056
8. Shoaiba Phase I 1884-2004 2702-2717 2298-2279 0.3 0.17
9. Shoaiba Phase II 2434 2769 2325 0.211 0.15
10. Yanbu Phase I 3253 3390 23421 0.14 0.105
11. Yanbu Phase II 1960 2657 2300 0.30 0.17
12. Shugaig Phase I 1885 2539 2219 0.30 0.17
13. Al-Khafji Plant 2049 2800 2300 0.279 0.279
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
20/49
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
21/49
Table 3. On-load sponge ball cleaning
Ball/ Tube Ratio
S. No. PlantsChemical
Treatment BH HRC
Frequency
Ball Cleani
Operatio
1 Al-Jubail Ph. I Antiscalant 0.450 0.427 3 Oper. / D2 Al-Jubail Ph. II
C2 & C3 Antiscalant 0.342 0.324 3 Oper. / D
C4 Antiscalant 0.270 0.257 3 Oper. / D
C5 Antiscalant 0.300 0.302 3 Oper. / D
3 Jeddah Ph II Acid 0.296 0.236 One/week
4 Jeddah Ph III Antiscalant 0.29 0.665 3 Oper. / D
5 Jeddah Ph IV Antiscalant 0.251 0.370 2 Oper./ We
6 Al-Khobar II Antiscalant 0.453 0.458 3 Oper. / D
Antiscalant 0.243 0.249 3 Oper. / D7 Yanbu I
Acid 0.243 0.249 One Oper./ W
8 Al-Shugaig Antiscalant 0.22 0.22 3 Oper/ Da
9 Al-Shoaiba I Antiscalant 0.251 0.253 3 Oper/ Da
10 Al-Khafji Antiscalant 0.351 0.351 One Oper/ D
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
22/49
PerformanceRatio
Kg/2326kJ
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
23/49
PerformanceR
atio
Kg/2326kJ
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
24/49
PWd = 979
PRd = 8.2
HTCd = 1885
FFd = 0.3
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
25/49
Figure 4: Thermal Performance of Unit 2 of Al-Jubail Plant Phase I
6.0
7.0
8.0
9.0
10.0
0 30 60 90 120 150 180 210 240 270 300 330 360
500
700
900
1100
1300
1500
0 30 60 90 120 150 180 210 240 270 300 330 360
0
2
4
6
8
0 30 60 90 120 150 180 210 240 270 300 330 360
0
0.1
0.2
0.3
0.4
0.5
0 30 60 90 120 150 180 210 240 270 300 330 360
Days
40
60
80
100
120
140
0 30 60 90 120 150 180 210 240 270 300 330 360
TBT (oC) Flash Range (oC)
HTCd= 2.65
PRd= 8.0
PRd= 8.0
Tempe
rature(oC)
Production(m3/h)
HTCofBrineHeater
(kW/m2K)
PerformanceRatio
(kg/2326kJ)
FFofBrineH
eater
(m2 K/kW
)
PWd = 960
FFd = 0.264
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
26/49
0
40
80
120
160
0 30 60 90 120 150 180 210 240 270 300 330 360
Flash range TBT
600
800
1000
1200
0 30 60 90 120 150 180 210 240 270 300 330 360
6
8
10
12
14
0 30 60 90 120 150 180 210 240 270 300 330 360
2
2.5
3
3.5
4
4.55
0 30 60 90 120 150 180 210 240 270 300 330 360
0
0.05
0.1
0.15
0 30 60 90 120 150 180 210 240 270 300 330 360
Days
Production Design = 800 m3/h
PR Design= 9.9
FF Design= 0.1204
HTC Design= 3.253
Figure 5: Thermal Performance of Yanbu Plant Phase I
Temp
erature(oC)
Production(m3/h)
HTCofBrineHeat
er
(kW/m2K)
PerformanceRatio
(kg/2326kJ)
FFofB
rineHeater
(m2
K/kW)
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
27/49
60
70
80
90
100
110
120
0 50 100 150 200 250 300 350 400
TBT(c) Flash Range(c)
1300
1350
1400
1450
1500
1550
0 50 100 150 200 250 300 350 400
4
5
6
7
8
9
10
0 50 100 150 200 250 300 350 400
0
0.2
0.4
0.6
0.8
0 50 100 150 200 250 300 350 400
Days
0
1
2
3
4
5
6
0 50 100 150 200 250 300 350 400
PR=6.499
PW Design =1416
FF=0.264
HTC=2.128
Figure 6: Thermal Performance of Unit 17 of Al-Khobar Plant Phase III
Tem
perature(oC)
Production(m3/h)
HTCofBrineHeater
(kW/m2K)
PerformanceRatio
(kg/2326kJ)
FFofBrineHeate
r
(m2K
/kW)
PRd = 6.499
HTC =2.128
FFd = 0.264
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
28/49
Figure 7: Thermal Performance of Unit 18 of Al-Khobar Plant Phase III
20
40
60
80
100
120
140
0 30 60 90 120 150 180 210 240 270 300 330 360
TBT(c) Flash Range(c)
0
1
2
3
4
5
0 30 60 90 120 150 180 210 240 270 300 330 360
1200
1300
1400
1500
1600
0 30 60 90 120 150 180 210 240 270 300 330 360
HTCd=2.1281
0
0.2
0.4
0.6
0 30 60 90 120 150 180 210 240 270 300 330 360
5
6
7
8
9
10
0 30 60 90 120 150 180 210 240 270 300 330 360
PRd=6.499
Days
Production Design = 1416
Temperature
(oC)
P
roduction(m3/h)
HTCofBrineHeater
(kW/m2K)
PerformanceRatio
(kg/2326kJ)
FFofBrineHeater
(m2K
/kW)
FFd = 0.264
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
29/49
6.4
6.9
7.4
7.9
8.4
0 40 80 120 160 200 240 280 320 360 400
7.5
8.5
9.5
10.5
0 40 80 120 160 200 240 280 320 360 400
6
6.5
7
7.5
8
0 40 80 120 160 200 240 280 320 360 400
9
10
11
12
0 40 80 120 160 200 240 280 320 360 400
7
7.5
8
8.5
0 40 80 120 160 200 240 280 320 360 400
5
6
7
8
9
0 40 80 120 160 200 240 280 320 360 400
7.0
8.0
9.0
10.0
11.0
0 50 100 150 200 250 300 350 400
6.0
7.0
8.0
9.0
0 40 80 120 160 200 240 280 320 360 400
6
8
10
12
0 40 80 120 160 200 240 280 320 360 400
7
8
9
10
0 40 80 120 160 200 240 280 320 360 400
6.0
7.0
8.0
9.0
10.0
0 40 80 120 160 200 240 280 320 360 400
PRd=9.0
Figure 8. Operational Performance of MSF Distillers
TBT=106 110 oC
Production 872 923 m3/h
Jeddah IV :-
TBT=100 110 oCProduction 516 592 m3/h
Jeddah III :-
TBT=103 116 oC
Production 270 488 m3/h
Jeddah II :-
TBT=84 90o
CProduction 900 1040 m3/h
Jubail I :-
TBT=90 98 oCProduction 923 1250 m3/h
Jubail II :-
TBT=72.7 88.7 oCProduction 312 488 m3/h
Khafji :-
TBT=113 115 oCProduction 826 905 m3/h
Yanbu I :-
TBT=89 95oCProduction 1008 1159 m3/h
Shugaig:-
TBT=88 98 oC
Production 875 1120 m3/h
Shoiaba I:-
TBT=100.5 105 oCProduction 1304 1525 m3/h
Khobar III:-
TBT=82 92 oCProduction 865 975 m3/h
Khobar II:-
PR(kg/2326kJ)
PR(kg/2326kJ)
PR(kg/2326kJ)
PR
(kg/2326kJ)
PR
(kg/2326kJ)
PR(kg/2326kJ)
PR(kg/2326kJ)
PR(kg/2326kJ)
PR(kg/2326kJ)
PR(kg/2326kJ)
PR(kg/2326kJ)
PRd=9.26
PRd= 7.09
PR= 7.02
PRd= 8.02
PRd= 8.19
PRd= 6.82
PRd= 6.39
PRd= 8.0
PRd= 8.00
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
30/49
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
31/49
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
32/49
B
TBToC
50
60
70
80
90
100
110
6 7 8 9 10 11 12Performance Ratio, kg/2326 kJ
ExergyLosses,
kJ/kg
Number of Stages
16
A
B
C
16
20
24
28
36
32
Number of Stages
1620
A
24
28
32 3640 C
2024
28
3236
24
28
32
36
40
Figure 12: Dependence of Performance Ratio, Exergy Losses and Specific CondensStages (Terminal Temperature Difference TTD =2oC )
20
1
2 3 4
6
8
1
3
2
4
5
5
7
8
6
7
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
33/49
40
C
70
80
90
100
110
120
130
3 4 5 6 7 8 9 10 11 12 13
Performance R at io, kg/2326 kJ
ExergyLoss
es,
kJ/kg 90
100112120
16
Number of Stages
3 2
20
24
32
36
40
28
Number of Stages 16
24
36
20
D
C
A 24
28
36
20
3240
40
28
DC
BA
Stages 16
20
24
32
36
40
28
Figure 13: Dependence of Performance Ratio, Exergy Losses and Specific Condensing Area on TBT and Num
(Terminal Temperature Difference TTD =4oC )
TBT,oC
1
3
2
2
1
Legend:
1. Al-khobar
2. Al-Khoba
3. Jed-II-5
3
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
34/49
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2
6.5 7 8 9 10 11 12
PR
Fule cost = 24 $/bbl
Fule cost = 18 $/bbl
Fule cost = 12 $/bbl
Figure 14. Variation of total water production with performance for 10
MIGD MSF distiller.
TotalW
aterProductionCost$/m3
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
35/49
10. REFERENCES
1. Hamed, A.O., et al, (1999), Modeling and Simulation of Multistage FlkashDistillation Process, Report No. TR 3808/APP 97002, December.
2. Hamed, A.O., et al, (2000), Thermal Performance of Multistage FlashDistillation Plants in Saudi Arabia,Desalination 128, 281-292.
3. Al-Mudaiheem, A.M.A., and Szostack, R.M., (1986), Evaluation of Chemical Additivesfor Scale Control in MSF Plants, Topics in Desalination (13), SWCC, Saudi Arabia.
4. Al-Sofi,M.AK., Mustafa, G.M., Hassan, A.M., Dalvi, A.G.I and Kither, N.M., (1998),Nanofiltration as a means of achieving higher TBT of 120oC in MSF,J. Desalination118, pp. 123-129.
5. Al-Sofi, M.A., (1999), Fouling Phenomena in Multistage Flash (MSF) distillers,Desalination126, 61-76.
6. Al-Sofi,M.AK., Al-Husain, M.A., Al-Omaran, A.A. and Farran, K.M., (1994), A FullDecade of Operating Experience on Al-Khobar-II Multistage Flash (MSF) Evaporators
(1982-1992),Desalination96,.313-323.7. Al-Sofi, M.AK., Al-Hussain, M.A. and Saleh, G.A., (1987), Additive Scale
Optimization and Operation Modes,Desalination 66, 11-32.
8. Al-Sofi, M.AK, Khalaf, S. and Al-Omaran, A.A., (1989), Practical Experience in ScaleControl,Desalination73, 313-325.
9. Al-Zahrani, G. S., Al-Ajlan, A.M.and Al-Jardan, A.M., (1993), Using Different Type ofAntiscalants at the Al-Jubail Power and Desalination Plant in Saudi Arabia,
Proceedings of IDA and WRPC World Conference on Desalination and WaterTreatment, Yokohama, Japan, Vol. 1, 421-431.
10. Hamed, O. A., Al-Sofi, M.AK., Imam, M., Ba-Mardouf, K., Al-Mobayed, A.S. andEhsan, A., (1996), DSB(M) Antiscalant Testing at low dose rate, Research &
Development Center, Report No. TSR-3808/97026 Part I.
11. Hamed, O. A., Al-Sofi, M.AK., Ba-Mardouf, K, (2001), Successful Operation of Multi-Stage Flash distiller at Low Antiscalant Dose Rate,Proc. of the 4th Annual Workshop onWater Conservation in the Kingdom, KFUPM, D-2-1.23 - 25 April, Dhahran, SaudiArabia,
12. Hamed, O. A., Al-Sofi, M.AK., Imam, M, Ba-Mardouf, K., Al-Mobayed, and Ehsan,A, (2000), Evaluation of Polyphosphenate Anti-scalant at a low dose rate in Al-JubailPhase II MSF Plant, Saudi Arabia, J. Desalination128, 275-280.
13 Hamed, O. A., Al-Sofi, M.AK., Imam, M, Ba-Mardouf, K., Al-Mobayed, and Ehsan,A, (1998), DSB(M) Antiscalant Testing at low dose rate in Al-Jubail Plant, Research &Development Center, Report No. TSR-3808/97026 Part II.
14. Hamed, O. A., Al-Sofi, M.AK., Mustafa, G.M, and Dalvi, A.G.I., (1999), The performance of different antiscalants in multistage flash distillers,Desalination 123,185-194.
15. Bhmer, H, (1993), On-load tube cleaning systems and debris filters for avoidance ofmicrofouling in MSF desalination systems,Desalination93, 171.
16. Bhmer, H., (1998), On-load sponge ball cleaning system, Encyclopedia ofDesalination and Water Resource, Chapter II.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
36/49
Summary of the technical report of Part-I of this project was presented atInternational Association WorldCongress on Desalination and WaterReuse which was held in San Diego,USA, 29th August 3 Sept. 1999.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
37/49
THERMAL PERFORMANCE OF MULTISTAGE FLASH DISTILLATION
PLANTS IN SAUDI ARABIA
Osman A. Hamed, Mohammad AK. Al-Sofi, Monazir Imam,
Ghulam M. Mustafa, Khalid Ba-Mardouf and Hamad Al-Washmi
Research & Development Center, Saline Water Conversion Corporation
P. O. Box- 8328, Al-Jubail, Kingdom of Saudi Arabia
ABSTRACT
The Saline Water Conversion Corporation (SWCC) of Saudi Arabia is currently producing around 16% of the total worldwide capacity of desalted water [1]. Themajority of SWCC desalination plants employ the multistage flash (MSF) distillation
process which produce 94% of SWCC's total desalinated water. SWCC various MSF
distillers are characterized by a wide range of operating and design conditions. Thecapacity of operating distillers is ranging between 2.5 to 7.5 MIGD. Some largedistillers of rated capacity up to 10 MIGD are under construction in Shoibah andYanbu. The number of stages of these distillers varies between 16 and 34 while theoperating top brine temperature varies between 90oC and 115oC.
Design and operating parameters of various SWCC MSF distillers have been collectedand effectively utilized to simulate and analyze the thermal performance of thesedistillers. The thermal performance of each distiller is quantitatively assessed using acomputer program which is based on the first and the second law of thermodynamics. Acomparative study on energy and exergy analyses is conducted for different MSF
plants.
This paper also presents a comprehensive micro-thermal analysis to identify the potential for improving plant efficiency. The exergy losses due to irreversibility indifferent subsystems of each MSF distiller is evaluated. Exergy destruction in brineheater, heat recovery and heat rejection stages and friction in liquid paths aredetermined. The impact of different design and operating parameters such as top brinetemperature and number of stages on the thermal performance of the MSF system isevaluated.
Keywords: Multistage flash distillation, Thermodynamics, Exergy and Exergy flux
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
38/49
INTRODUCTION
Accumulated experience obtained from the operation of SWCC plants can beeffectively utilized to simulate and analyze the thermal performance of MSF distillers.Steady and unsteady state simulation models are normally used to determine the
performance of an operating MSF plant under wide range of process parameters. Theyalso give relevant guidance for process improvement and simulate for short-termchanges in the operating conditions. Furthermore, they provide design parameters fornew projects of desalination plants.
Most of the thermodynamic analyses performed on MSF desalination plants are based
on the first law of thermodynamics [2-1]. Although the first law is an important tool
in evaluating the overall performance of desalting plants, such analysis seldom takesinto account the quality of energy which is transferred. Thus, the differentiation
between high and low grade energy are not clearly evident in the majority of suchresearch works. On the other hand, the second law analysis places all the energyinteractions on the same basis thus giving relevant guidance on process improvement.In this approach, all losses are calculated in terms of exergy (available energy) whichwould be a true measure of these irreversible processes. Exergy method givesinformation on the process details which are mainly responsible for the energy lossesand thus can identify locations where losses of useful energy occur within the process[13]. Reported research work on exergy analysis of the MSF process is limited. Anexergy analysis of a simplified once-through multistage flash evaporator was reported[14]. In this analysis, the exergy input / output ratio of the 10 stage MSF system wasfound to be around 88 which revealed that the distiller experienced a very low exergyefficiency.
A comprehensive study on the second law analysis of recirculation multistage flashdesalting plant was reported [15]. The study showed that the major exergy lossesoccurred in the vapor condensation process, vapor flash process and feed heating
process of brine heater. Exergy losses can be reduced by increasing number of stagesand gain output ratio or by reducing top brine temperature. A study based on energyand exergy considerations was conducted to obtain the optimum design parameters foran MSF seawater distillation plant to be coupled to an existing steam power plant inAbu Dhabi [16]. Sulaiman and Ismail reported a simple scheme to evaluate overallexergy losses in Al-Khobar II, Al-Jubail II and Shoibah-I [17]. The study was limited tothe design conditions and no actual test data was used in the thermal analysis. The
study showed that the three MSF desalting plants were highly irreversible and theexergy losses were directly proportional to the top brine temperature. In this paper, it isintended to evaluate and compare the thermal performance of SWCC commercial MSF
plants under a wide range of actual operating conditions using the concepts of the firstand second law of thermodynamics.
METHOD OF ANALYSIS
A commercial computer program for MSF process simulation which was developed byEl-Sayed [18] is used to analyze the thermal performance of six distillers of varyingfeatures representing Al-Jubail, Al-Khobar, Al-Khafji and Jeddah MSF desalination
plants. Design characteristics of these distillers are shown in Table 1. Detailed designspecifications of SWCC MSF plants were published [19-21]. The program solution
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
39/49
flowchart is shown in Figure 1. The program has the capability to predict the physicaland the thermodynamic properties of all liquid and vapor streams involved in the
process and to simulate the MSF process under various conditions. Concepts of the firstand the second law of thermodynamics are used in this simulation study. Performanceratio was used as the first law evaluation criterion while specific exergy losses due to
process irreversibility, exergy destruction flux and exergy rational efficiency were usedas the second law performance criteria. Field visits were arranged to these plants tocollect operating data. For each distiller, the operational data collected includetemperature, pressure, flow-rate and salinity of all streams. Frequency of data collectionranged between 1 and 3 weeks.
Parameter No. of stages
PlantHeat
Recovery
Heat
RejectionTotal
Production
m3/day
TBT ,oC GOR
Jeddah Phase II 31 3 34 10,800 115 9.5Phase III 14 2 16 22,000 108 6.9
Phase IV 21 3 24 22,000 108 7.0Al-Jubail Phase II 19 3 22 24,000 90 7.8
Al-Khobar Phase II 13 3 16 21,500 90 6.5Al-Khafji Phase II 19 3 22 11,600 87.8 9.5
Table 1. Design Parameters of the Examined MSF Distillers
RESULTS AND DISCUSSION
Macro Thermal Analysis
For each distiller the variation of performance ratio, specific exergy losses and exergyefficiencies with time were evaluated. The impact of short-term changes in theoperating conditions such as TBT, seawater inlet temperature and steam temperatureentering the brine heater on the distiller performance was examined.
Jeddah MSF Plants
Three distillers representing phases I, II, III of Jeddah plants were selected to analyzetheir thermal performances. Variation in operating conditions and their effects onsystem exergy with time for these three distillers are shown in Figure 2. During the
period of performance analysis, seawater salinity was within the range of 40,500 to
41,000 ppm while its temperature ranged between 28 to 30 oC.
Figure 2 shows that Jeddah II distiller, working at a TBT of 115 oC, yields the highestperformance ratio (PR) of around 11.5. This high PR value is expected because of thehigher number of stages as well as the operation with a relatively higher TBT comparedto other groups. The specific exergy losses of the distiller are relatively low and range
between 54 to 60 kJ per kg product, which is reflected in the relatively high rationalexergy efficiencies which range between 5.8 and 6.4 percent.
Although Jeddah IV distiller has higher number of stages compared to Jeddah IIIdistiller and is operating with a higher TBT, it yields a lower thermal performance. Theunit performance ratio and rational exergy efficiencies are lower than those of Jeddah-
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
40/49
III distiller. Decrease in thermal performance is attributed to its low specific condensingarea which is 20 % lower than that of the phase III unit. However, both Jeddah III andIV are generating higher exergy losses and hence higher irreversibility compared toJeddah II which incorporates high number of stages.
Al-Jubail Plant
Figures 3 shows thermal performance of Al-Jubail II plant. The unit was operatingmostly at a TBT of 90 oC and after 200 days of operation the unit was shut down foracid cleaning and thereafter TBT was increased to 95 oC. The unit performance ratioduring the first 200 days was ranging between 7.7 and 8.4 which is within design
performance ratio of 8.01 at 90 oC. During this period, the unit specific exergy lossesvaried between 57 and 61 kJ/kg and the rational exergy efficiency varied between 5.8and 6.2 %. After tubes acid cleaning, the thermal performance of the unit improvedremarkably. The performance ratio increased to above 9 and the specific exergy losses
dropped below 53 kJ/kg which is reflected in an increase of exergy efficiency to 6.6percent. This can be attributed to the combined effect of acid cleaning and high TBToperation.
Al-Khobar Plant
Figure 4 shows the variation in the thermal performance of Al-Khobar Phase II distiller.The TBT of the monitored distiller was maintained between 84 and 92 oC while thesteam temperature varied between 92 and 108 oC. The unit which is a 16 stage distillerwas yielding low performance ratio ranging between 6.7 and 7.6 and relatively higherspecific exergy losses which varied between 64 to 75 kJ/kg while the rational exergy
efficiency varied between 6.7 and 5.6 percent. It is observed that the increase of steamtemperature resulted in an increase of the specific exergy losses. This is because thethermal energy supplied to the brine heater has a high exergy value which is eventuallydissipated due to phase change. Although the distillers experienced a relatively highspecific exergy losses, it was not reflected in the magnitude of rational exergyefficiency. This is due to the fact that the unit was subjected to a make up of relativelyhigh salinity exceeding 50,000 ppm. In other words, the unit was producing a useful
product output with a relatively elevated chemical exergy related to the seawater makeup .
Al-Khafji Plant
Figure 5 shows the thermal performance of Al-Khafji distiller. Although the distiller isoperating with a low TBT around 87 oC, it was operating at relatively high performanceratio. The performance ratio ranged between 8.8 and 9.4 which is 10 to 20 % higherthan the design value. This could be attributed to the high specific condensing area ofthe distiller which is 3.84 m2/m3/day. The distiller specific exergy losses ranged
between 51 and 61 kJ/kg. During the first 80 days of testing, the specific exergy losseswas decreasing despite the constant values of TBT and steam temperature. This could
be attributed to the increase of the seawater temperature during that period and which isdirectly reflected into a decrease of the flash range. The increase of specific exergy
losses after 80 days is mainly due to increase of the steam temperature which led to anincrease of exergy losses in the brine heater.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
41/49
Micro-Thermal Analysis
It is essential to determine the distribution of the overall exergy losses among the
various subsystems of the MSF distiller and identify locations where losses of usefulexergy occur within the process. Subsystems which are responsible for exergy lossesinclude brine heater, heat recovery section, heat rejection section, leaving streams andthe ejector system. The magnitude of the exergy losses in each subsystem is calculatedfor each investigated distiller and shown in Figure 6. It shows that specific exergylosses are mainly dependent upon steam and top brine temperatures, number of stagesand specific condensing area. Al-Khobar distiller was presented by two bar chartswhere in both cases all the operating parameters are kept constant except thetemperature of steam entering the brine heater. Increase of steam temperature from95oC to 105oC resulted in 30% increase of exergy losses in the brine heater whileexergy losses in the other subsystems were largely unchanged. The influence of steam
temperature on the overall exergy destruction is thus very significant. Al-Jubail and Al-Khafji distillers are characterized by relatively low specific exergy losses and this can
be attributed to their large specific condensing areas. Although Jeddah II is operating ata high TBT, it is having low exergy destruction because of its large number of flashstages which resulted in moderate temperature drop in each stage. Conversely, JeddahIII and IV are both showing high specific exergy losses and this is due to the high TBToperation and low condensing areas.
For all distillers major exergy destruction has occurred in heat recovery section whichaccounts for more than 50 percent. The specific exergy losses in the brine heater, heatrejection and losses through leaving streams are much lower than those of the recoverysection. The recovery section represents the largest part of the distiller and itscondensing area is several times higher than that of both the rejection section and brineheater. Thus the high exergy losses in the recovery section is primarily due to its largecondensing area. To make a rational comparison between the irreversibility associatedwith the recovery section to that associated with the brine heater and rejection section,it was essential to determine the exergy destruction flux (exergy per unit condensingarea) for each subsystem. Figure 7 shows that the recovery section in most cases isexhibiting the lowest exergy destruction flux. The only exceptions are Jeddah III andIV which are having comparable values of exergy flux in the recovery and brine heater.This is because both units are operating at high TBT and are having less number of
stages compared to Jeddah II which is also operating at a high TBT. Increase of TBT;while number of stages are not proportionally increased; causes an increase of bothcondenser and flashing exergy losses due to increase of temperature drop per stage.
CONCLUSIONS
1. Thermodynamic analysis of MSF distillers representing Jeddah, Al-Jubail, Al-Khobar and Al-Khafji desalination plant showed that all the examined distillersare having performance ratios equal to or higher than the design values.
2. Specific exergy losses of distillers are found varying between 54 and 77 kJ/kg
distillate. These losses are much higher than that necessary for an ideal reversible
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
42/49
process which is only 7.2 kJ/kg distillate[22]. The rational exergy efficiency ofthe examined distillers ranged between 4.3 to 6.7 percent.
3. Distillers which were generating high exergy losses are Jeddah III and IV andboth are operating at high TBT and of relatively low number of stages. Al-Khobardistiller which is also of limited number of stages and subjected to seawater ofhigh salinity exhibited high exergy destruction.
4. Al-Jubail, Al-Khafji and Jeddah II distillers demonstrated comparable exergydestruction. The first two plants are characterized by large specific condensingarea while the third is having more number of stages.
5. Subsystems exergy analysis revealed that the brine heater in most cases isresponsible for the highest exergy destruction flux. Brine heater exergy losses arehighly influenced by steam temperature, and its associated exergy contents.
6. Overall exergy losses due to irreversibilities in different subsystems can bereduced by increasing the number of stages and specific condensing area and by
decreasing heating steam temperature.
REFERENCES
1. Wangnick Consulting & GMBH, (1998). IDA worldwide desalting plantsinventory report 15.
2. Burley, M.J.(1967). Analytical comparison of the multistage flash and long tubevertical distillation,Desalination, 2, 81-88.
3. Darwish, M. A. and El-Hadik, A. A.(1986). The multieffect boiling desalting
system and its comparison with the multistage flash system, Desalination, 60,251-265.
4. El-Dessoukey, H., shaban, H. I. and Al-Ramadan, H. (1995). Steady stateanalysis of multistage flash desalination process,Desalination, 103, 271-287.
5. Hamed, O. A. and Aly, S., (1991). Simulation and design of MSF desalinationprocesses,Desalination, 80, 1-14.
6. Hussain, A., Woldai, A., Al-Radif, A., Kesou, A., Borsani, R., Sultan, H. andDeshpandey, P.B. (1994), Modelling and simulation of a multistage flash (MSF)desalination plant,Desalination,97, 555-586.
7. Honburg, C.D. and Walson, B.M.(1993), Operational Optimization of MSFSystems, Desalination, 92, 331-351.
8. Tanios, B.Z.(1984). Marginal operation field of existing MSF distillation plants,Desalination,51, 201-212.
9. Darwish, M. A.,(1991). Thermal analysis of multistage flash desalting systems,Desalination, 59-79.
10. Helal, A.M., Medani, M.S. and Soliman, M.A.(1986). A Tridiagonal matrixmodel for multistage flash desalination plants, Computers and Chemical
Engineering, 10, (4), 327-342.
11. Rasso, M., Beltramini, A., Mazzotti, M and Morbidelli, M. (1996). Modellingmultistage flash desalination plants,Desalination,108, 335-364.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
43/49
12. El-Dessoukey, H., Shaban, H. I. and Al-Ramadan, H. (1995). Steady stateanalysis of multistage flash desalination process,Desalination,103, 253-279.
13. El-Sayed, Y.M. (1992). Advances in the methodologies of optimal thermaldesign, Proceedings of Desal 92 Arabian Gulf Regional Water DesalinationSymposium, Al-Ain, Unites Arab Emirates, 2, 555-595.
14. Koot, L.W. (1968). Exergy losses in a flash evaporator, Desalination, 5, 331-348.
15. Darwish, M. A., Al-Najem, N. M. and Al-Ahmed, M. S.(1993). Second lawanalysis of recirculating multistage flash desalting system,Desalination, 89, 289-309.
16. El-Nasher, A.M.(1994). An MSF evaporator for the UANW 9 and 10 powerstation. Design consideration based on energy and exergy, Desalination, 107,253-279.
17. Sulaiman, F.A. and Ismail, B. (1995). Exergy analysis of major recirculatingmultistage flash desalting plants in Saudi Arabia,Desalination, 103, 265-270.
18. El-Sayed, Y.M. (1998). Design and simulation software, Advanced EnergySystems, Fremont, CA, USA.
19. Al-Sofi, M. AK., Al-Hussain M. A. and Al-Zahrani S. G. (1987). Additive scalecontrol optimization and operation modes,Desalination, 66, 11-32.
20. Al-Mudaiheen, A. M., Al-Sofi, M. AK., Al-Omran, A. A. and Al-Jardan, A. A.(1986). Practical experience in operating multistage flash MSF evaporators,Topics in Desalination, Saline Water Conversion Corporation.
21. Nada, N. (1986). Operating experience of MSF units in Saudi Arabia, Topics inDesalination, Saline Water Conversion Corporation.
22. Spiegler, K. S. (1983). Thermal analysis ,Desalination, 44, 3-16.
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
44/49
.
Figure 1: Mathematical Models and Computation Flow Chart
INPUT DATA
Number of stages, temperature, flow and concentration ofboundary streams, top brine temperature (TBT), terminal
temperature difference (TTD), pressure rise in pumps and pressure
drop in heat input, recovery and rejection stages.
Initialize stage brine temperaturesInitialize makeup and brine recycle flow rates.
STAGE TO STAGE CALCULATIONComputation for mass and energy balances
Calculate temperature, flow rate and salinity of brine and
vapor in each stage.
Calculate total distillate, recycle and makeup flowsCalculate the difference between the calculated and targeted
blowdown concentrations (DIFF CONC)
Calculate number of recovery and rejection stagesDetermine pressure drop per stage for recovery and rejection
ABS(DIFF CONC) 0.02
THERMAL CALCULATIONPerform thermal calculations for determination of
HTC, GOR and PR.
EXERGY CALCULATIONCalculate the thermo-mechanical and chemical exergy for flashingbrine, distillate vapor, condensate and heated brine in each stage.
Determine exergy input for recycle, makeup, distillate product,blowdown, and cooling water pumps
EXERGY ACCOUNTING
Calculate exergy destruction in brine heater, recovery andrejection section, wasted in leaving streams, friction in liquid
paths and useful chemical exergy of the product.
Specific exergy losses, = Total exergylosses
Distillate production
, and
Exergetic Efficiency, = Useful chemicalexergy output
Thermomechanicalexergyinput
STOP
START
SeawaterProperties
SeawaterProperties
NO
YES
Adjustment of makeup
and brine recycle flows
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
45/49
100
105
110
115
120
TB
T(c)
TBT(c)-2 TBT(c)-3 TBT(c)-4
60
65
70
75
80
FlashRange(c) Flash Range(c)-2 Flash Range(c)-3 F. R. Temp.(c)-4
6
8
10
12
14
P.R.(kg/2326kJ)
PR. Plant-2 PR. Plant-3 PR. Plant-4
50
60
70
80
90
Sp.ExergyLosses(KJ/K
g) Sp. Exergy losses-2 Sp. Exergy Losses-3 Sp. Exergy Losses-4
4
4.6
5.2
5.8
6.4
7
0 10 20 30 40 50 60 70 80 90 100
Days
ExergyEffic
iency
Exergy Eff.-2 Exergy Eff.-3 Exergy Eff.-4
Figure 2: Operational Performance of Jeddah II, III & IV Plants
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
46/49
0
20
40
60
80
100
120
Temperature(oC)
SW Temp TBT
Steam Temp Flash Range
7
7.5
8
8.5
9
9.5
P.R.(kg/2326
kJ)
45
50
55
60
65
70
SpecificExergyLosses,(kJ/kg)
5.5
6
6.5
7
7.5
8
0 20 40 60 80 100 120 140 160 180 200 220 240
Days
ExergyEfficiency
Acid Cleaning
Acid Cleaning
Figure 3: Operation Performance of Al-Jubail Plant Unit # 8
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
47/49
60
64
68
72
76
80
Sp.ExergyLosses,(kJ/kg)
0
20
40
60
80
100
120
Temperature(oC)
SW Temp. TBT
Steam Temp. Flash Range
6.6
6.8
7
7.2
7.4
7.6
P.R.(kg/2326kJ)
5
5.4
5.8
6.2
6.6
7
0 20 40 60 80 100 120 140 160 180 200
Days
ExergyEfficiency
Figure 4: Operation Performance of Al-Khobar Phase II Plant
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
48/49
8.2
8.6
9
9.4
9.8
10.2
P.R.(kg/2326kJ)
44
48
52
56
60
64
SpecificExergylos
ses(kJ/kg)
5.5
6
6.5
7
7.5
8
0 20 40 60 80 100 120 140 160
Days
ExergyEffic
iency
0
20
40
60
80
100
120
Temperature(oc)
SW Temp(c) TBT(c)
Steam Temp(c) Flash Range(c)
Figure 5: Operational Performance of Al-Khafji Plant
-
8/6/2019 Modeling and Simulation of Multistage Flash Distillation Pro
49/49
0
10
20
30
40
50
60
70
80
SpecificExergyLosses(KJ/Kg)
Destruction in Brine HeaterWasted in EjectorWasted in Leaving Streams
Destruction In RejectionDestruction in Recovery
Plant Khobar Khobar Jubail Khafji Jeddah 2 Jeddah 3 Jeddah 4
Unit No. 2 2 8 1 5 10 19
Steam Temp.(oC) 105 95 95 94 120 112oC 115oC
TBT, oC 90 90 90.6 87 115 108 110
No. of Stages 16 16 22 22 34 16 24
Ad/Md,(m2/m3/day)
2.85 2.85 3.56 3.84 1.646 2.25 1.7
Figure 6: Comparison of Breakdown of Exergy Destruction
0
0.1
0.2
0.3
0.4
0.5
0.6
Al-Khobar Al-Jubail II Al-Khafji Jeddah II Jeddah III Jeddah IV
ExergyD
estructionFlux(KW/m2)
Recovery Section
Rejection Section
Brine Heater
Figure 7: Breakdown of Exergy Flux Among Major Subsystems