
Modeling and control of size distribution for fluidized...
17
Modeling and control of size distribution for fluidized bed silane decomposition Christy M. White B. Erik Ydstie Department of Chemical Engineering Carnegie Mellon University Pittsburgh, PA
Transcript of Modeling and control of size distribution for fluidized...
Modeling and control of size distribution for fluidized bed silane decomposition
Christy M. WhiteB. Erik Ydstie
Department of Chemical EngineeringCarnegie Mellon University
Pittsburgh, PA
1400
Inst
alle
d C
apac
ity
(MW
)
020021992
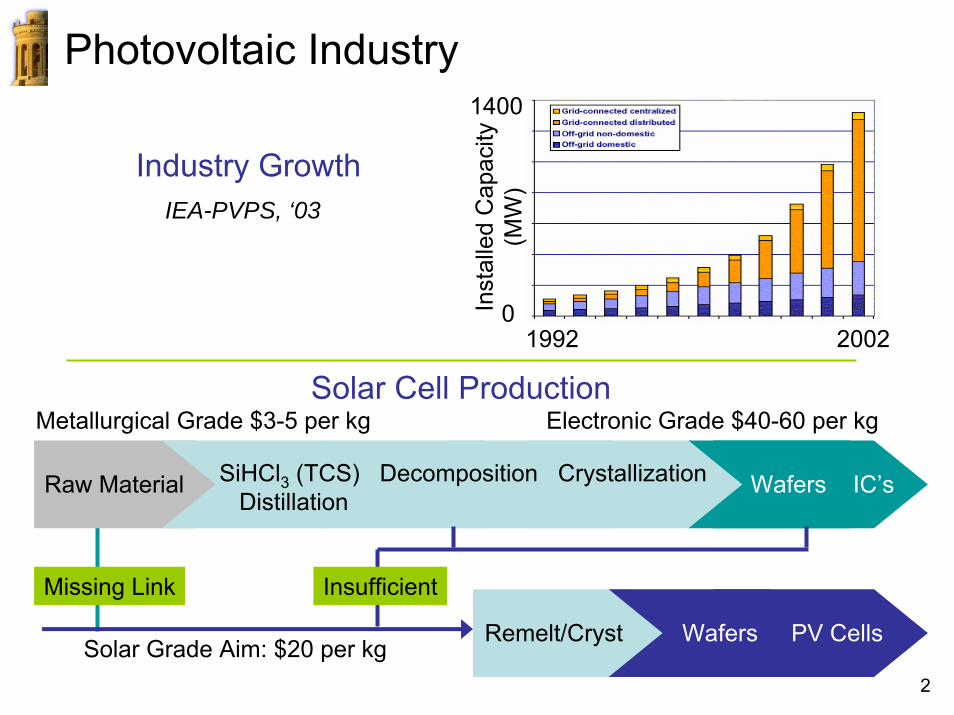
Photovoltaic Industry
Industry GrowthIEA-PVPS, ‘03
Missing Link
Solar Cell Production
Raw Material SiHCl3 (TCS) Decomposition CrystallizationDistillation
Wafers IC’s
Metallurgical Grade $3-5 per kg Electronic Grade $40-60 per kg
Wafers PV CellsSolar Grade Aim: $20 per kg
Remelt/Cryst
Insufficient
2

Silicon Production
H2
SiH4H2 Si
HEAT
HEAT
Fluid Bed ReactorContinuous Process
650°CLarge surface area
Dense PhaseSiH4 Decomposition
Particle GrowthSize Distribution
SiHCl3 or SiH4
Si HEAT
HEAT
Siemens ReactorBatch Process
1100°C
3

Modeling Particulate Processes
space, timeexternal coordinates
(mass balance)
CrystallizationAerosol Formation
Cell GrowthFluidization
Population Balance
internal coordinates size, age, composition
continuousphase
distributedphase
internalflux
death andbirth terms
densitydistribution
externalflow terms
4

Overall Reaction and Gas PhaseThermal Decomposition of Silane:
Ideal operation: dense zone is a CSTRGas phase balance equations (SiH4, H2)
Reaction rate defined by Lai et al. (1986)
Accounting for loss through entrainment → Total reaction:
η is fraction of product (powder) lost
Behavior along external coordinate axes: position and time5

Solid PhaseInterval i … Interval nfi-1 fi
fai,j
fan
qirxni
Size interval mass balance
Assume Derive fiassuming continuous number:
can obtain:
Interval j
Behavior along internal coordinate axis: size 6

Solution Strategy for Discrete Model
Ordinary differential equations for mass in gas and solid phases
Algebraic constitutive equations+
DAE system solved by MATLAB’s ode15s
Adjustable Parameters Example ValuesFraction of powder lost
Aggregation proportionality constant
7
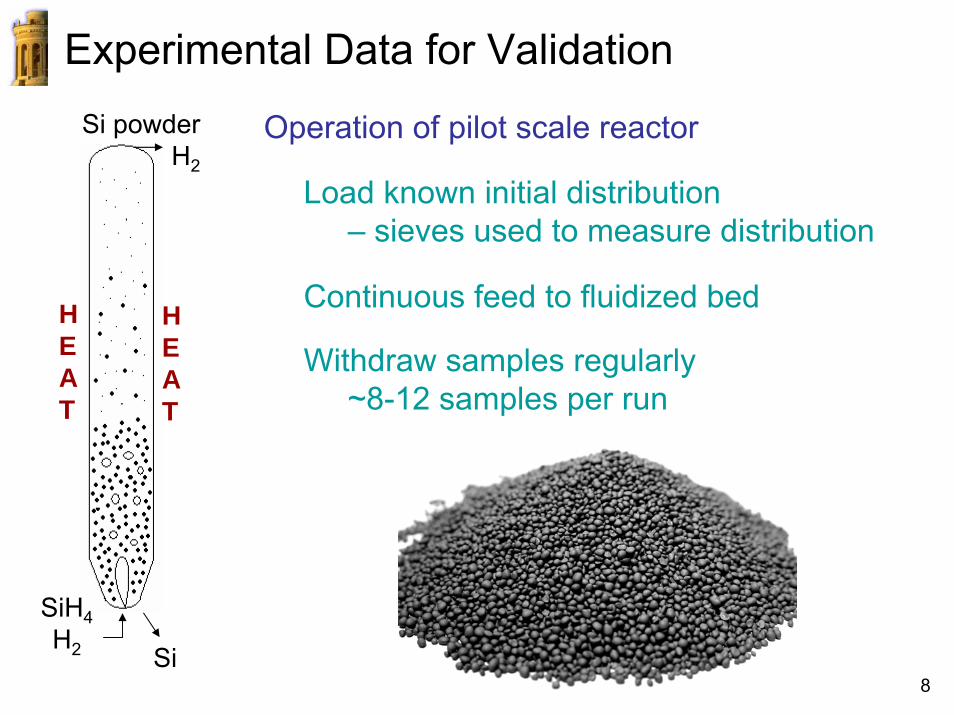
Experimental Data for Validation
Operation of pilot scale reactorSi powderH2
SiH4H2 Si
HEAT
HEAT
Load known initial distribution– sieves used to measure distribution
Continuous feed to fluidized bed
Withdraw samples regularly~8-12 samples per run
8
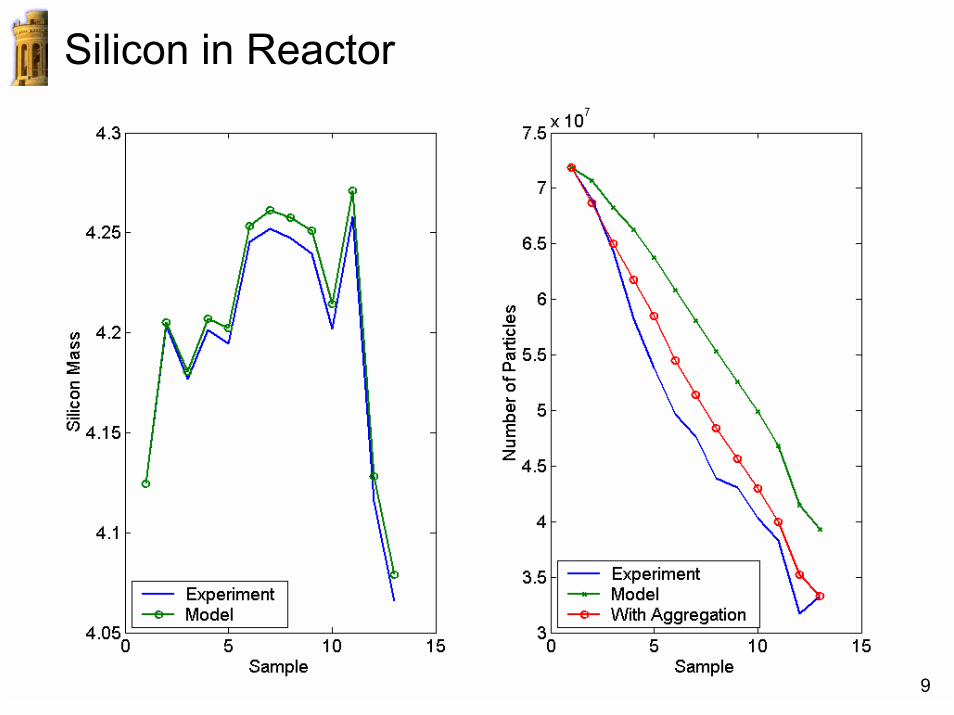
Silicon in Reactor
9
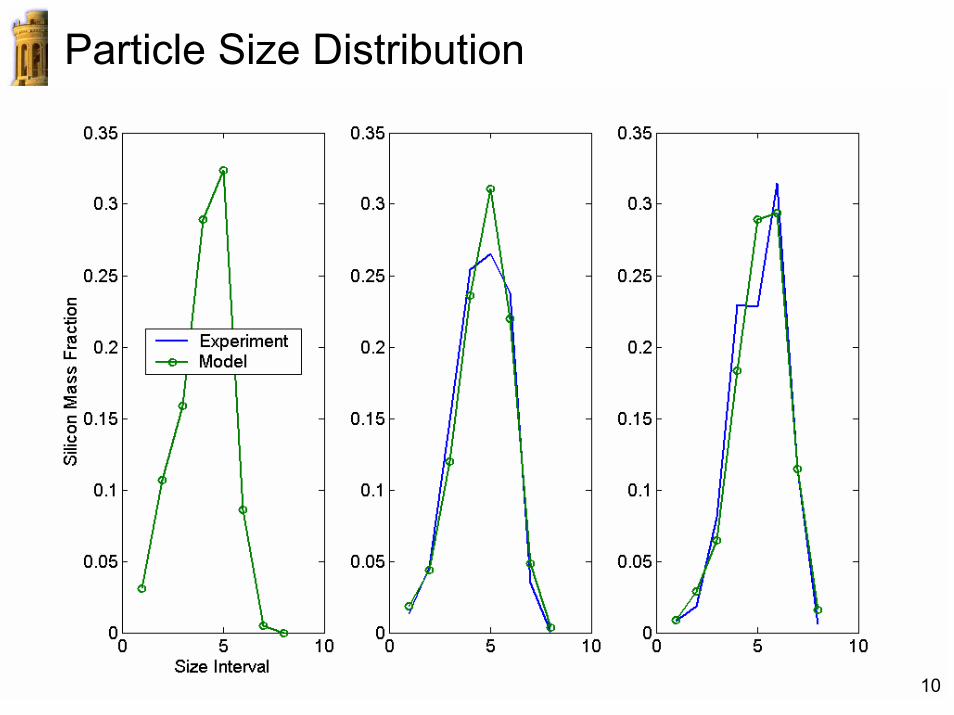
Particle Size Distribution
10

Controlling Continuous Operation
SiH4H2
feed
Si powder
H2
Si seed
Si product
Objectivecontrol: mass of silicon manipulate: external flow rates
System
Controller
–
11

Inventory Control of Population Balance
Apply inventory control to system:
Constant mass in reactor:
Constant seed mass:12
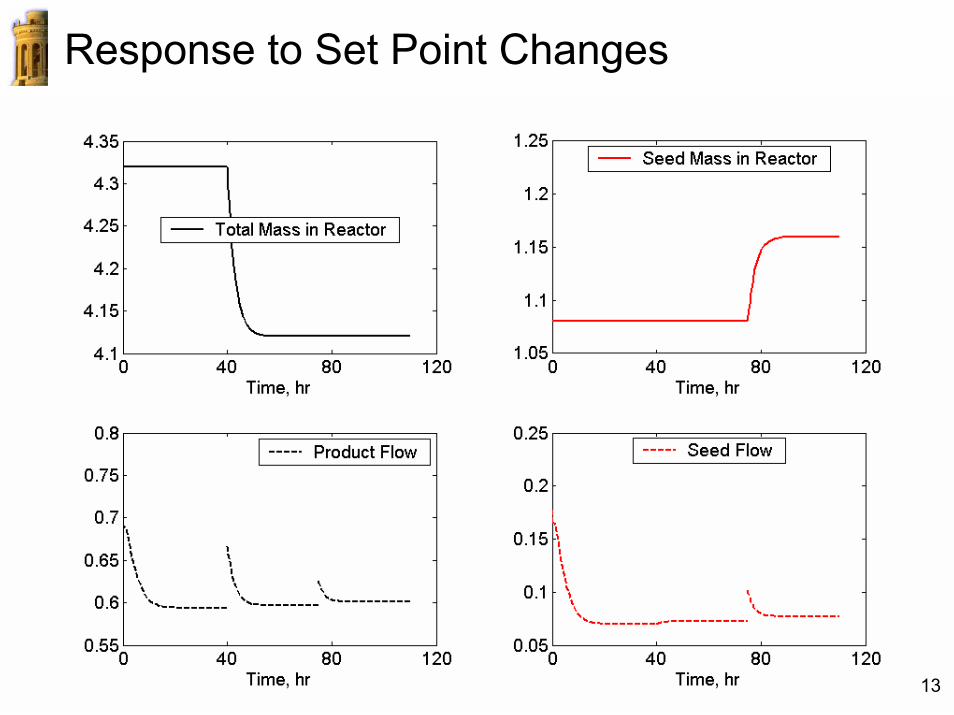
Response to Set Point Changes
13
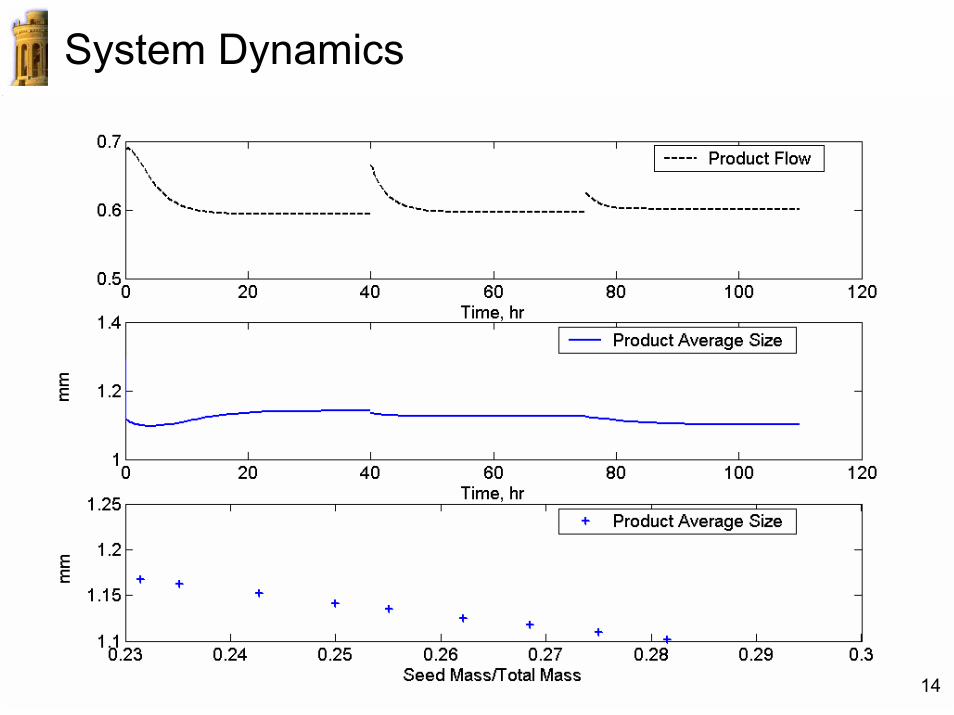
System Dynamics
14

Silicon Size Distribution
15

Summary
• Size interval mass balance predictions of particle distribution compare well with data
• Simulations of continuous operation and inventory control indicate that size is controllable
• Further investigate measurability and stability
• Application to other particulate processes or multi-scale modeling is significant
16

Acknowledgements
• NSF Graduate Research Fellowship Program
• Solar Grade Silicon LLC
• Reactech Process Development Inc.
• Ydstie Research Group
Any opinions, findings, conclusions or recommendations expressed in this publication are those of the author(s) and do not necessarily reflect the views of the National Science Foundation
17


















