Model of Mass and Energy Transfer in a Clinker Rotary Kiln
15
Model of Mass and Energy Transfer in a Clinker Rotary Kiln J.A. Guirao S. Iglesias Numerical Analysis TEChnologies S.L. J. Pistono Universidad de Oviedo R. Vázquez IMASA Div. Internacional Abstract The purpose of this report is the development of an application allowing the precise simulation of the processes which are involved in the operation of a rotary cement kiln, either wet or dry. This will be in use during cement production in existing kilns and in the design stage of new kilns, including other processes, such as preheating and precalcining. The length of the furnace is divided into as many sections as desired, the last face of the first section being equal to the first face of the second section, and so on. In each section it is considered: (1) heat transfer by conduction, convection and radiation (2) chemical reactions, including vaporization of the water content in the wet process (3) entrance and exit of flows of each chemical specimen. Every physical property and transfer depends on local (point) conditions. The results are complete maps of temperature and composition together with their variations during stages of kiln feeding and fuelling. Introduction The development of an application allowing the strict simulation of the processes taking place in a rotary kiln for clinker production will be an important advance in the design procedures for this equipment. The project initial objectives are summarized as follows: • To build a design tool: development of an application capable of predicting all the variables, chemical as well as thermo-physical in the complete kiln length. Traditionally, the design of rotary kilns is mainly supported on the knowledge derived from previous constructive experience. A tool such as that hereby proposed will constitute the technical basis for decision taking concerning design, such as length to be assigned to each stretch, chain mass, etc. • To build a supporting tool for other design stages as mechanical analysis. • To build a simulation tool for prediction of the behavior of the equipment in its working conditions, which will allow making a sensitivity analysis, predicting its behavior in the case of foreseen changes. The construction of such a tool requires a detailed analysis of the heat and mass transfer mechanisms occurring inside the kiln. For that, a sequential analysis methodology has been developed, consisting in the division of the equipment in parts of a given length. The finite elements method applied to each part of the kiln allows establishing the starting conditions for the following element, obtaining therefore a sequential resolution. In each analyzed part the effects derived from the three heat transmission mechanisms (convection, conduction and radiation), are considered in a coupled way. The convergence conditions in each element are therefore based on the accomplishment of the energy balance in the element.
Transcript of Model of Mass and Energy Transfer in a Clinker Rotary Kiln

Model of Mass and Energy Transfer in a Clinker Rotary Kiln
J.A. Guirao S. Iglesias
Numerical Analysis TEChnologies S.L. J. Pistono
Universidad de Oviedo R. Vázquez
IMASA Div. Internacional
Abstract The purpose of this report is the development of an application allowing the precise simulation of the processes which are involved in the operation of a rotary cement kiln, either wet or dry. This will be in use during cement production in existing kilns and in the design stage of new kilns, including other processes, such as preheating and precalcining. The length of the furnace is divided into as many sections as desired, the last face of the first section being equal to the first face of the second section, and so on. In each section it is considered: (1) heat transfer by conduction, convection and radiation (2) chemical reactions, including vaporization of the water content in the wet process (3) entrance and exit of flows of each chemical specimen. Every physical property and transfer depends on local (point) conditions. The results are complete maps of temperature and composition together with their variations during stages of kiln feeding and fuelling.
Introduction The development of an application allowing the strict simulation of the processes taking place in a rotary kiln for clinker production will be an important advance in the design procedures for this equipment.
The project initial objectives are summarized as follows:
• To build a design tool: development of an application capable of predicting all the variables, chemical as well as thermo-physical in the complete kiln length. Traditionally, the design of rotary kilns is mainly supported on the knowledge derived from previous constructive experience. A tool such as that hereby proposed will constitute the technical basis for decision taking concerning design, such as length to be assigned to each stretch, chain mass, etc.
• To build a supporting tool for other design stages as mechanical analysis.
• To build a simulation tool for prediction of the behavior of the equipment in its working conditions, which will allow making a sensitivity analysis, predicting its behavior in the case of foreseen changes.
The construction of such a tool requires a detailed analysis of the heat and mass transfer mechanisms occurring inside the kiln. For that, a sequential analysis methodology has been developed, consisting in the division of the equipment in parts of a given length. The finite elements method applied to each part of the kiln allows establishing the starting conditions for the following element, obtaining therefore a sequential resolution.
In each analyzed part the effects derived from the three heat transmission mechanisms (convection, conduction and radiation), are considered in a coupled way. The convergence conditions in each element are therefore based on the accomplishment of the energy balance in the element.

Parallel to the heat transmission model, development of a detailed model of the chemical and physical transformations (the evaporation is treated as an equivalent reaction kinetics) inside the kiln, and evolution of the different species in function of the thermo-dynamical parameters. This model interacts with the preceding one, since the chemical reactions are either exo- or endo-thermic, and these contributions must be taken into account in the energy balance of each element.
Finally, a model capable of predicting the product evolution is also needed. Since the kiln is rotating, and the thermo-physical characteristics of the product vary along the kiln, the product longitudinal speed also varies, resulting in variations of the product resident time in each element, of filling index1, etc. All these circumstances are again coupled with the thermal, chemical and particle dynamics models.
At present, the three models have been developed, but some parameters of the different models are pending of adjustment, from experimental data.
The three models described are implemented within the environment of the ANSYS application, and they interact with a fully parameterized and realistic generation of the kiln geometry itself.
Transfer phenomena In the simulation the following energy transfer mechanisms are included:
Conduction In order to analyze the conduction in a cement rotary kiln, its cross section has two parts, depending on the presence of product, as shown in Figure 1, and the heat flows also through the product, when present; this is a particular type of conduction in porous solid.
Figure 1. Considered conduction phenomena
1 Area filled with product related to total cross section

All the conduction phenomena are characterized by the conductivities proper to each material present as a, function of its temperature.
Convection The heat transfer associated to convective phenomena has been included by use of transfer correlations for the evaluation of the film coefficients, function of the non-dimensional numbers that control the transfer processes. These APDL TABLE functions depends of two variables (local surface temperature and average flluid bulk temperature). In that way the film transfer coefficients have been taken as depending of the local temperature of the exchange surfaces applying boundary conditions in table form, i.e. non-linear analysis.
Internal convection is forced convection in circular cross section ducts (figure 2) and external is taken as natural convection outside of rotating cylinders (figure 3).
Figure 2. Inside convection phenomena considered
Figure 3. Outside convection phenomena considered

Radiation Radiation from the kiln outside shell to the atmosphere, an equivalent simple transfer coefficient is considered, according to:
( )sgrsgs TThAQ −⋅=•
( )( )sgsgsr TTTTh ++⋅= 22σε
In the preceding equations, a view factor of 1 has been considered, because the shell surface is fully surrounded by the atmosphere.
Concerning the inside radiation, we have a far more complex situation, since there exists radiation between a gas and a surface, the gas being highly participative. It is also necessary to estimate the radiation between surfaces, and therefore to calculate the shape factors between the several radiant surfaces.
Figure 4. Inside radiation phenomena
As a first approach, and in the aim of not making it too complex, it has been assumed that, as the kiln is continuously rotating, the inside surface temperatures in the same section are not very different; so, in this stage of the study, we neglect the value of the radiant energy transmitted between inside surfaces. Nevertheless, we are at present working in the development of an algorithm for the determination of the shape factors for each couple of model elements (finite elements), and the solution of the heat transmission by radiation trough participating media, considering the gas as a mixture of CO2, H2O, N2 y O2.
For the modeling of the transfer equipment by inside radiation, the AUX12 Radiation Matrix Method has been used.
Chemical model The cement production is obtained by operating a kiln at high temperature, where different chemical reactions take place until a dry solid called clinker is obtained. Not all these reactions are fully known, therefore it cannot be ascertained exactly what happens inside the kiln. Given the kiln feed, an approximate reaction model can be established, with some accuracy, resulting in a quite complex behavior. To simplify, it has been assumed that six main reactions take place:

H2O (L) ⇒ H2O (G)
CaCO3 (S) ⇒ CaO (S) + CO2 (G)
2 CaO (S) + SiO2 (S) ⇒ SiO2. 2 CaO (S)
SiO2. 2 CaO (S) + CaO (S) ⇒ SiO2. 3 CaO (S)
Fe2O3 (S) + 4 CaO (S) + Al2O3 (S) ⇒ Fe2O3. 4 CaO . Al2O3 (S)
3 CaO (S) + Al2O3 (S) ⇒ Al2O3. 3 CaO (S)
Some of the reactions occur simultaneously, what adds difficulties to their study.
The evolution of the several chemical species is adjusted to the reaction kinetics of the equations present in the chemical model, each one having a prevalence interval controlled by the temperature of the gas mixture. At the same time, the thermodynamic characterization of the preceding equations is included in the kiln energy balances analyzed. This is affected by APDL programming, integrating it within the solution iterative process of each kiln element.
Figure 5. Chemical Model
The following stages are considered from the chemical point of view:
• Evaporation or drying.
• Calcining.
• Sintering.
Figure 5 shows the evolution of the typical species according to the adopted model.

Figure 6. Zones of the kiln chemical model
Model of solid material dynamics
The mass flow speed of the material along a rotary kiln is not constant. However, in an approximate way, the time of permanence of the material within the kiln can be obtained by the following equation, U.S. Bureau of Mines.
Fndp
lt⋅⋅⋅⋅= θ77.1
t: stay time (min)
l: kiln length (m)
θ: natural slope of the dry material (º)
p: kiln slope (º)
d: kiln diameter (m)
n: rotating speed (r.p.m.)
F: factor considered in section reductions ( =1, for constant diameter)
Control of stay time by variations in kiln diameter has shown to give irregular shifting and material retentions in the transitions; therefore rotary kilns are built with a constant diameter in the whole length. As it can be observed in the preceding equation, by modifying the slope and the rotation speed of the kiln the stay time may be controlled.
As already said, the passage speed inside a kiln is not constant and is conditioned by the thermo-chemical processes and material transport occurring inside the kiln, with strong influence by the raw material physical characteristics.
Driving the kiln at constant speed, the material shifts at different speed in the different areas, namely draying, transition, calcining and sintering. Essays have confirmed this with tracers, in which radioactive isotopes have been used (Na24 and Mn26). The following image show the estimated average speeds of the material in the direction of the kiln longitudinal axis.
The speed indicated values are average values obtained by the relation between the length of the considered area and the stay time of the product in the same. That is to say, that speed is taken as a vector in axial direction, when in fact, since the kiln is turning, the product is continuously recirculated. On the other hand, a part of the product that has already passed by a point of the kiln can pass again because there may be a small return of product, due to the dragging effect of the gas current.
The complexity of the study of the possible flow recirculations inside the kiln, especially in the drying area, where there are chains mixing the product, advised not to consider these recirculations in this first model.

The simplified alternative, is a constant speed supposed in each zone, together with the net material balance of a stationary process. In future studies, it is foreseen to develop models describing with greater approximation the dynamic behavior of the raw material inside the kiln.
Figure 7. Stages of the solid dynamics in the kiln
Resolution algorithms
Calculation hypothesis The general hypotheses considered in the calculation are the following:
Stationary process: it is supposed that in any given kiln point the same processes occur, independently of the time. In general, a cement kiln operates in a continuous way, so that the transitory periods are restricted to situations where the operation conditions are varied (until reaching another nearly stationary state). So this hypothesis is quite close to reality. Nevertheless, in later studies is intended to include the simulation of transitory processes with sensitivity analysis.
The analysis of the radiation inside the kiln is complex. Therefore, it is considered, as a starting point, that the gas inside the kiln is not fully participative and that the inside surfaces do not interchange net radiation. This simplification, as previously explained, cannot give big errors because the radiant temperatures involved are very similar. The gas has been taken as a focus of emission, due to its higher temperature, but not absorbing any energy coming from the inside surfaces.
The chemical processes, very complex and partially unknown, has been modeled in a simpler way, which will have to be revised in later analysis. A study of the flame is not carried out and therefore it is supposed that the gas average temperature in
each point characterizes it.
No product recirculations or returns caused by the gas current are considered.
General resolution algorithm The simulation of the heat transfer processes that occur in a cement rotary kiln is undertaken by means of the division of the same in a number of finite elements, on which the heat transferred and chemical processes are studied in detail. After solving an element, the next is solved by applying, as initial contour conditions, those obtained at the end of the preceding element, and continuing this procedure along the whole length of the kiln, until the last element. As a final checking, it is necessary to do a global energy balance and compare it with actual data. If there are substantial differences with the measured data, the starting hypotheses have to be corrected.

In the next figure gives the schema of the general calculation algorithm. The main program module generates a complete model of the kiln. It includes a full set of algorithms to carry out analysis and calculation.
Initial data For the development of the main algorithm, it is necessary to know, as starting actual data, those defined below; however, for each kiln division, it is necessary to adopt more additional data, which are enumerated in the following paragraphs:
Kiln geometrical data
Product data.
Initial concentrations. Product massic flow
Gas data.
Mass flow.
Temperature data
Product temperature at kiln inlet.
Outlet gas temperature
Ambient temperature.
Flame average temperature.

Figure 8. General resolution algorithm
Kiln division For the complete kiln calculation, it is divided in “N” parts, not necessarily equal, solving each of them independently.
The solution of each division is made starting from a detailed finite element model, reflecting the kiln geometry as well as the different materials and their position. After establishing the adequate contour conditions to solve of the elements, this is done using the ANSYS calculation package by finite elements of general purpose.
The choice of the number of divisions is based on two criteria: calculation accuracy and computing time.
The greater the number of divisions is, the shorter is the length of the element to solve, and therefore, the calculation accuracy is greater. It must be considered that in each element heat transfer phenomena, all parameters depending on the temperature, are solved. Initially, its variation along the element must be estimated or decided, so with smaller element less iterations are needed to obtain a valid solution.

On the other hand, greater the number of divisions means, longer the calculation time, exponentially with the size of the problem. A decision must be taken considering both aspects.
Given that the kiln is divided in “N” parts, it is possible to define a different geometry for each of them; obviously this must be consistent with reality, that is to say there cannot be brusque changes in diameter, thickness, etc.
This possibility of establishing different values for the generic parameters (model parameterization) of each element is imposed by the product circulation, since it has different speeds depending on each process, as already stated. That applies to the loading angle, product stay angle, as well as the diameters, and even the mesh each element.
Figure 9. Finite element model of a kiln element
Transition algorithm As previously described, the resolution procedure of a kiln is sequential. The continuity between elements is ensured with a transition algorithm which stores the output parameters of one element, and writes them as starting values of the following element to be calculated.
The reason for this is that to solve an element it is necessary to know initial inlet data, which generally are, as said, the final data obtained solving the preceding element.
• Gas initial temperature.
• Local temperature in the border parts of the element feed side.
• Gas mass flow.
• Product mass flow.
• Temperature gradient in the longitudinal direction.
• Concentration of the several substances (gas and product).

Figure 10. Transition algorithm
This procedure obtains these outlet data of the element "i" and takes them as initial calculation data for the element "i+1", by means of the automatic construction of a file in which are included all the necessary data for the solution of the “i+1” element.
Post process
The data obtained in the solution of each element gives a description of the complete kiln. The parameters obtained directly and indirectly from the solution of the finite element model are here listed:
• Evolution of the gas average2 temperature in the whole kiln length.
• Map of local temperature in any point of the product.
• Map of local temperature in any point of the refractory.
• Map of local temperature in any point of the ring.
• Evolution of the mass flow of gas mixture, as well as the concentrations of its different chemical species.
• Evolution of the product mass flow, as well as the concentrations of its different chemical species.
• Estimated value of physical properties of fluids and solids in any point of the kiln.
2 Averaged in each cross section

• Energy transferred by any of the transfer modes in any point of the kiln. Enthalpy differences in the gas mixture between any chosen two points of the kiln. Heat flow by longitudinal convection in any cross section direction of the kiln. Heat implied in the evolution of every chemical reaction.
• Because of the architecture of the calculation program ANSYS, the temperature results derived from the complete solution of the kiln can be directly used as solicitation conditions on a finite element model of the kiln for mechanical analysis.
Figure 11. Energy transferred from the outside to each element
Figure 12. Mass fraction distribution of CIO

Figure 13. Temperature distribution in product and gas

Figure 14. Temperature distribution in the 50 first meters of the kiln
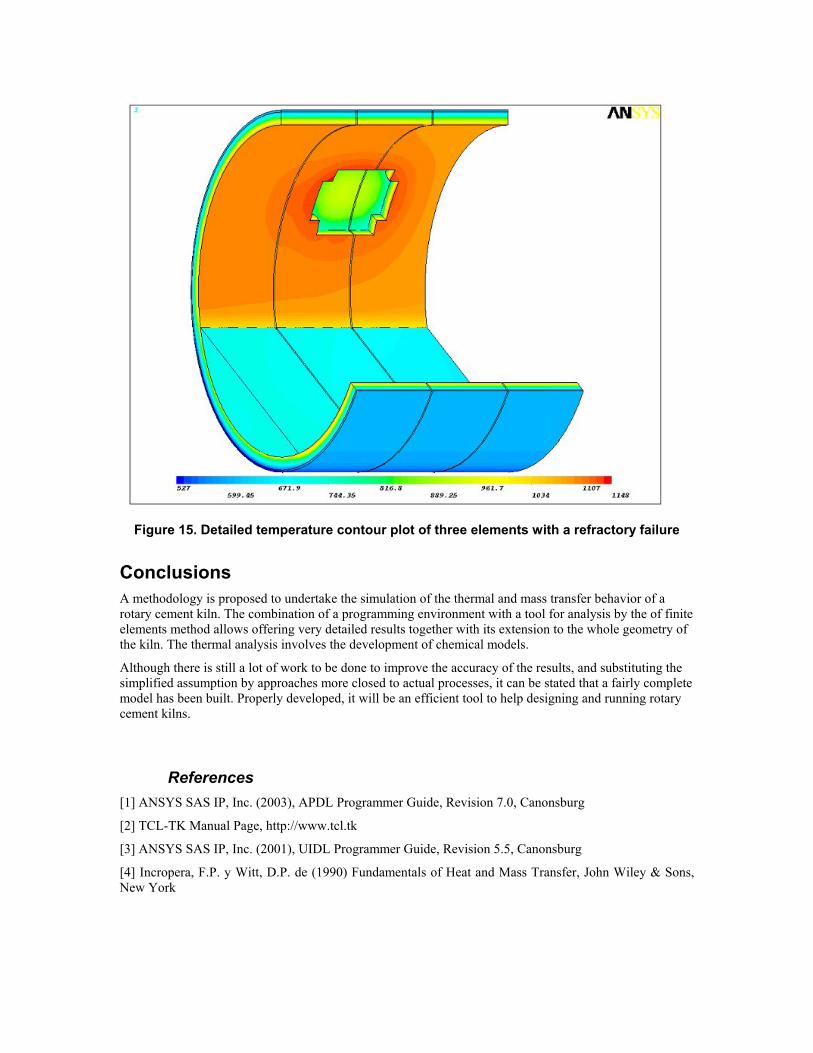
Figure 15. Detailed temperature contour plot of three elements with a refractory failure
Conclusions A methodology is proposed to undertake the simulation of the thermal and mass transfer behavior of a rotary cement kiln. The combination of a programming environment with a tool for analysis by the of finite elements method allows offering very detailed results together with its extension to the whole geometry of the kiln. The thermal analysis involves the development of chemical models.
Although there is still a lot of work to be done to improve the accuracy of the results, and substituting the simplified assumption by approaches more closed to actual processes, it can be stated that a fairly complete model has been built. Properly developed, it will be an efficient tool to help designing and running rotary cement kilns.
References [1] ANSYS SAS IP, Inc. (2003), APDL Programmer Guide, Revision 7.0, Canonsburg
[2] TCL-TK Manual Page, http://www.tcl.tk
[3] ANSYS SAS IP, Inc. (2001), UIDL Programmer Guide, Revision 5.5, Canonsburg
[4] Incropera, F.P. y Witt, D.P. de (1990) Fundamentals of Heat and Mass Transfer, John Wiley & Sons, New York