
Mines and Quarries - SAF-FRO | the expert for industrial ... Introduction In order to respond to the...
24
Coated electrodes and cored wires for repair and surfacing www.saf-fro.com Mines and Quarries
Transcript of Mines and Quarries - SAF-FRO | the expert for industrial ... Introduction In order to respond to the...
Coated electrodes and cored wiresfor repair and surfacing
www.saf-fro.com
Mines and Quarries


1
IntroductionIn order to respond to the repair and maintenance requirements encountered in the mining and quarrying industries,the AIR LIQUIDE Welding group has developed a wide rangeof coated electrodes and cored wires.These specifi c consumables associated with the correct equipment guarantee the optimization of repair and surfacing operations.
Synopsis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Consumables■ Extraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 and 5
■ Conveying . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 and 7
■ Processing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 and 9
■ Profi le rebulding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 and 11
Overview of the welding consumables . . . . . . . . . . . . . . . . . . . . 12
Technical features and part numbersfor welding consumables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Arc welding equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 and 15
Flame equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 and 17
Manual plasma cutting installations . . . . . . . . . . . . . . . . . . . . . . . . 18
SAF-FRO solutions for Mines and Quarries

2
Synopsis
EXTRACTION CONVEYING
Hydraulic shovelaulyyyyyydra ccc hhhh llla lilililiicccc hhhoo
Bucket loaderkkkkkeeeee oaaaaaaddddduuuuckckckcckkkk aadededededttttt lllloaaadddkk
Draglinerrrr nnnneDDDDD n
Wheel excavatorel oWWWWWWhhhhheee exexee ccccc ooorrWWWW
GrinderrinG d
Dumper truckppppDDDDD pmpmppp uuuuppppeeee ccccckkkkkerererer
Mine carsnnn areeee cccaaarrsssssMMMMMMMMMM

3
PROCESSING
Evacuation nnnnaaa
shaftsssssshhhaafafafttt
Conveyor belt
Primary crusher
Conveying screw
Secondary
grinder
Storing
Screeners
Feeding

EXTRACTION
Consumables
4
Shovel teeth, blades and shanks
Severe wear - Moderate impact
Severe wear - Moderate impact
Severe wear - Moderate impact
Excavator wheel
Dragline bucket
2010
-615
Carbon steel
• Surfacing with SAFDUR 800E,number of layers: 2 to 3,or SAFER R 600, hard facing in position on large components.
• Surfacing with FLUXODUR 58 TIC.O, number of layers: 2 to 3.
Manganese steel
• Buttering layer with STARINOX 307. • Surfacing with SAFDUR 800E , number of layers: 2 to 3,
or SAFER R 600, hard facing in position on large components,2 to 3 layers.
• Teeth assembling or rebuilding with FLUXODUR AP.O, • Surfacing with FLUXODUR 58 TIC.O, number of layers: 2 to 3.
2010
-616
5
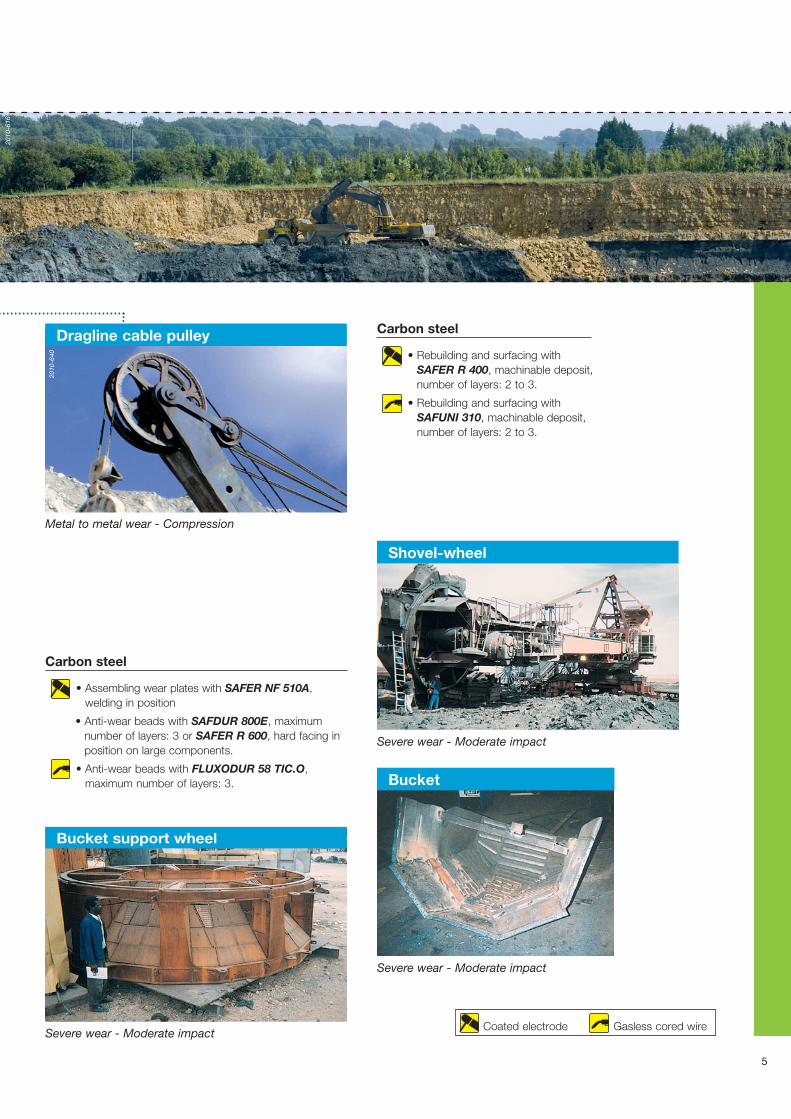
Severe wear - Moderate impact
Severe wear - Moderate impact
Severe wear - Moderate impact
Metal to metal wear - Compression
Bucket support wheel
Dragline cable pulley
Shovel-wheel
Bucket
2010
-640
Carbon steel
• Rebuilding and surfacing with SAFER R 400, machinable deposit, number of layers: 2 to 3.
• Rebuilding and surfacing with SAFUNI 310, machinable deposit, number of layers: 2 to 3.
Carbon steel
• Assembling wear plates with SAFER NF 510A,welding in position
• Anti-wear beads with SAFDUR 800E, maximum number of layers: 3 or SAFER R 600, hard facing in position on large components.
• Anti-wear beads with FLUXODUR 58 TIC.O, maximum number of layers: 3.
Coated electrode Gasless cored wire
CONVEYING
Consumables
2010
-614
6
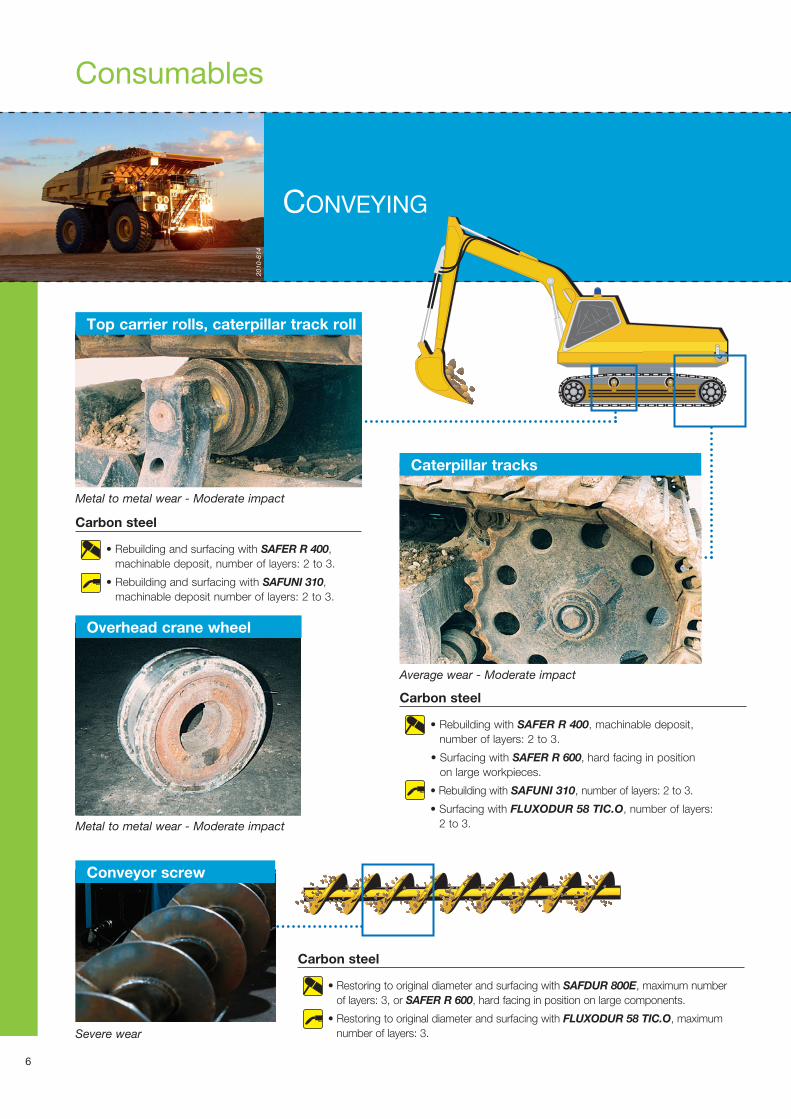
Caterpillar tracks
Top carrier rolls, caterpillar track roll
Overhead crane wheel
Conveyor screw
Metal to metal wear - Moderate impact
Metal to metal wear - Moderate impact
Severe wear
Average wear - Moderate impact
Carbon steel
• Rebuilding with SAFER R 400, machinable deposit,number of layers: 2 to 3.
• Surfacing with SAFER R 600, hard facing in positionon large workpieces.
• Rebuilding with SAFUNI 310, number of layers: 2 to 3.
• Surfacing with FLUXODUR 58 TIC.O, number of layers:2 to 3.
Carbon steel
• Restoring to original diameter and surfacing with SAFDUR 800E, maximum numberof layers: 3, or SAFER R 600, hard facing in position on large components.
• Restoring to original diameter and surfacing with FLUXODUR 58 TIC.O, maximum number of layers: 3.
Carbon steel
• Rebuilding and surfacing with SAFER R 400, machinable deposit, number of layers: 2 to 3.
• Rebuilding and surfacing with SAFUNI 310, machinable deposit number of layers: 2 to 3.

2010
-613
7
Railroad crossings
Mine car wheel
Dumper truck skip
Severe wear - Moderate impact
Metal to metal wear - Moderate impact - Compression
Metal to metal wear - Moderate impact - Compression
Coated electrode Gasless cored wire
Carbon steel
• Assembling wear plates with SAFER NF 510 A, all positional welding.
• Anti-wear beads with SAFDUR 800E, maximum numberof layers: 3 or SAFER R 600, hard facing in position on large components, maximum number of layers: 3.
• Anti-wear beads with FLUXODUR 58 TIC.O maximum number of layers: 3.
Carbon steel
• Rebuilding with SAFER NF 510A. • Surfacing with SAFER R 400,
machinable deposit, number of layers: 2 to 3.
• Rebuilding with SAFUNI 310. • Surfacing with FLUXODUR AP.O.
Carbon steel
• Rebuilding and surfacing with SAFMANGA, minimum 2 layers, maximum: unlimited.
• Surfacing with FLUXODUR AP.O, number of layers: 2 to 3.
• Rebulding with FLUXODUR AP.O.

8
PROCESSING
Consumables
Entry and supply chuteof crusher
Grille bar plates
Wear
Severe wear Coated electrode Gasless cored wire
Carbon steel
• Assembling wear plates with SAFER NF 510A,all positional welding.
• Anti-wear beads with SAFDUR 800E, maximum number of layers: 3 or SAFER R 600, hard facing in position for large workpieces, maximum number of layers: 3.
• Anti-wear beads with FLUXODUR 58 TIC.O, maximum number of layers: 3.
Carbon steel
• Surfacing with SAFDUR 800E,number of layers: 2 to 3.
• Surfacing with FLUXODUR 58 TIC.O, number of layers: 2 to 3.

9
Crusher jaws Hammers, crushing cylinders
Crusher coneChain sproket
2010
-620
Severe wear - Severe impact Severe wear - Severe impact
Severe wear - Severe impactMetal to metal wear - Compression
Carbon steel
• Underlayer with STARINOX 307.
• Surfacing with SAFDUR 800E, number of layers: 2 to 3.
• Surfacing with FLUXODUR 58 TIC.O, number of layers: 2 to 3.
Carbon steel
• Buttering layer with STARINOX 307.
• Surfacing with SAFDUR 800E, number of layers: 2 to 3.
• Surfacing with FLUXODUR 58 TIC.O, number of layers: 2 to 3.
Carbon steel
• Surfacing with SAFDUR 800E, number of layers:2 to 3.
• Surfacing with FLUXODUR 58 TIC.O, numberof layers: 2 to 3.
Carbon steel
• Rebuilding and surfacing with SAFMANGA, minimum: 2 layers, maximum: unlimited.
• Rebuilding and Surfacing with FLUXODUR AP.O,number of layers: 2 to 3.

PROFILE REBUILDINGAND REPAIR
Consumables
2010
-619
10
Articulation shaft
Articulation
Wear
Wear
Cracked arm
Repair of cracks
Carbon steel
• Surfacing with SAFER R 400, machinable deposit, number of layers: 2 to 3.
• Rebuilding and surfacing with SAFUNI 310, machinable deposit, number of layers: 2 to 3.
Preparation
• Grinding or arc air gouging with K 4000 gouging torch and CARBONAIR.
• Chamfering with SUPERCUT.
Carbon steel
• Repair with SAFER NF 510A, stick electrodeall positional welding.
All steels
• Repair with SAFINOX 312: Ideal for welding dissimilar metals or ALIN 92: Allows the reduction or eliminationof pre-heating.
Cast iron
• Repair with stick electrode STARCAST BM.

2010
-612
11
Pump body, Engine supportGears
Bearing shell
Wear
Wear
Wear
Coated electrode Gasless cored wire
Cast iron
• Rebuilding and surfacing with STARCAST BM, positional welding.
All steels
• Rebuilding and surfacing with SUPRANEL CuSn,machinable deposit, very low coeffi cient of friction

ELECTRODESSELF SHIELDING CORED WIRES
SA
FER
R 400 (Ø
3.2-4 mm
)
SA
FER
R600 (Ø
3.2-4 mm
)
SA
FMA
NG
A (Ø
3.2-4 mm
)
SA
FDU
R 800E
(Ø 3.2-4 m
m)
ST
AR
INO
X 307
(Ø 2.5-3.2-4 m
m)
ST
AR
INO
X 312
(Ø 2.5-3.2-4 m
m)
ALIN
92 (Ø 2.5-3.2-4 m
m)
SA
FER
NF 510A
(Ø 2.5-3.2-4 m
m)
STA
RC
AS
T BM
(Ø 2.5-3.2-4 m
m)
SU
PR
AN
EL C
uS
n (Ø
3.2 mm
)
SU
PE
RC
UT
(Ø 4 m
m)
CA
RB
ON
AIR
Ø 1.6 mm in15 kg spoolØ 2.4 mm in
25 kg reel
SA
FUN
I 310
FLUX
OD
UR
AP
-O
FLUX
OD
UR
58 TIC-O
Shovel, bucket teeth,excavator drum
Carbon steel Surfacing • • •
Manganesesteel
RebuildingButteringSurfacing • •
••
•Bucket, skip, bucket support wheel, crusher entry plates
Carbon steelAssembling Surfacing • •
••
•
Dragline cable pulley Carbon steelRebuildingSurfacing
••
••
Caterpillar tracks Carbon steel
RebuildingSurfacing
••
••
Manganesesteel
Under layer Surfacing
Top carrier rolls, caterpillartrack rolls, overhead crane wheel
Carbon steelRebuildingSurfacing
••
••
Mine car wheel Carbon steelRebuildingSurfacing •
••
Rail track, railroad crossing Carbon steelRebuildingSurfacing
•• •
Screw conveyor Carbon steel Surfacing • • •Grille bars Carbon steel Surfacing • •
Crusher jaws, hammer conesand crusher cylinder
Carbon steelUnder layerSurfacing •
••
Manganesesteel
RebuildingSurfacing •
••
Sprocket wheel Carbon steelRebuildingSurfacing
••
••
Gears, articulation shafts Carbon steelRebuildingSurfacing
••
••
Bearings Carbon steelRebuildingSurfacing
••
••
Pump body, engine support Cast ironRebuildingSurfacing
••
Repair
Carbon steel •
All steels Anti-crackingIf preheating is not possible
••
Cast iron •
Chamfering •Gouging •
Overview of the welding consumables
■ Rebuilding: to restore the worn parts to size if necessary.
■ Buttering layer: necessary for metallurgical reasons whenit is recommended.
■ Underlayer: Necessary for the mechanical strengthof the deposited metal when it is recommended.
■ Surfacing: anti-wear deposit applied in a minimumof 2 layers, maximum 3 layers.
2010
-618
12

13
Technical features and part numbersfor welding consumables
AVERAGE OPERATING PARAMETERS MMA electrodes
TO ORDERMMA electrodes
Gouging electrodes
Direct current Electrode polarity
Alternating current Open circuit voltage
Average welding current
Ø 2.5 mm Ø 3.2 mm Ø 4.0 mm
SAFER R 400 - Uo ≥ 60 V - 95 A 125 A
SAFER R 600 - Uo ≥ 60 V - 95 A 125 A
SAFMANGA + Uo ≥ 70 V - 110 A 160 A
SAFDUR 800E - Uo ≥ 60 V - 125 A 160 A
STARINOX 307 + Uo ≥ 55 V 70 A 100 A 125 A
STARINOX 312 + Uo ≥ 50 V 75 A 100 A 130 A
ALIN 92 + Non applicable 60 A 90 A 120 A
SAFER NF 510 A + Uo ≥ 75 V 85 A 120 A 160 A
STARCAST BM + Uo ≥ 45 V 60 A 85 A 110 A
SUPRANEL CuSn + Non applicable - 100 A 120 A
SUPERCUT - Uo ≥ 60 V - 170 A 260 A
Ø 2.5 mm Ø 3.2 mm Ø 4.0 mm
Qty/box Part N° Qty/box Part N° Qty/box Part N°
SAFER R 400 - - 135 W000258788 85 W000258789
SAFER R 600 - - 160 W000258791 105 W000258792
SAFMANGA - - 135 W000258786 95 W000258787
SAFDUR 800E - - 90 W000258794 55 W000258795
STARINOX 307 110 W000380154 60 W000380168 40 W000380155
STARINOX 312 95 W000258738 55 W000258739 35 W000258740
ALIN 92 110 W000258751 65 W000258752 45 W000258753
SAFER NF 510 A - W000258592 - W000258593 - W000258595
STARCAST BM 135 W000383718 85 W000258784 55 W000258785
SUPRANEL CuSn - W000288102 - W000288103 - -
SUPERCUT - - 70 W000258293 55 W000258294
Ø 1.6 mm Ø 2.4 mm
Packaging 15 kg spool
SAFUNI 310 W000281812 -
FLUXODURAP-O
W000281433 W000281434
FLUXODUR58 TIC-O
W000281406 W000281407
Self shielding cored wires
Ø (mm) Length (mm) Qty/box Part N°
CARBONAIR
4
305
100 W000010645
5 100 W000010443
6.4 60 W000010444
8 50 W000010445
10 50 W000010446
13 50 W000010447
CARBONAIR PLUS*
8 355 50 W000010448
10 430 50 W000010449
13 430 50 W000010450
16 430 25 W000010451
19 430 25 W000010452
* CARBONAIR PLUS: Possible stubbing - No electrode ends loss
Self shielding cored wiresFor all self shielding cored wires type FLUXODUR:
■ Direct current (D.C)Polarity to the wire*.
■ Voltage: between 26 V and 30 V.
■ Stick out: 35 mm.
■ Welding current:- 180 to 200 A for Ø 1.6 mm,- 250 to 300 A for Ø 2.4 mm.
* Except for FLUXODUR 58 TIC-O(Polarity to the wire)
+
-

14
Arc welding equipment
2015
-733
2015
-314
INVERTERS FOR MMA DC WELDINGFor demanding activities such as on site welding.Sturdy equipment with high liability and high duty cycle works.
PRESTO 190 C FORCEProduct features and advantages:■ Rugged “on site” design.■ Build in Hot Start and Anti Sticking devices.■ Motor generator compatible.■ MMA - TIG LIFT+ modes.■ Arc dynamism control.■ Rutile, basic and cellulosic coated electrodes.■ Low primary consumption.■ VRD function to increase safety when working in humid environment.
PRESTO 3000 MVProduct features and advantages:■ Sturdy and liable.■ Digital display of parameters.■ Hot Start build in device for easy arc striking.■ Arc Force setting from the front panel for a better arc stability.■ Anti Sticking device for easier welding.■ TIG LIFT device.■ Rutile, basic and cellulosic coated electrodes.■ Versatile: single or three phase power connection,
with input voltage range between 180 V and 440 V.■ VRD device to increase safety when working in humid environment.
Technical specifi cationsPRESTO
190 C FORCEPRESTO 3000 MV
Power supply (+/- 20% - 50/60 Hz) 230 V single-phase230 V single or three-phase -
400 V three-phase
Primary effective consumption 16 A 9 A
Motor generator power 7.3 kVA 9 kVA
No-load voltage 67 V (14 V VRD) 105 V (14 V VRD)
Welding intensity 5 - 160 A 230 V (1ph) 400 V (3 ph)
Duty cycle(10 min. cycle @ 40 °C)
- 160 A (50%) 220 A (40%) 270 A (35%)
60% 150 A 135 A 205 A
100% 130 A 105 A 160 A
Electrode diameter 1.6 - 4.0 mm 1.6 - 6.3 mm
Connector size 13 mm 13 mm
Dimensions 200 x 365 x 475 mm 220 x 394 x 534 mm
Weight 9 kg 19 kg
Protection index IP 23 IP 22 S
Insulation class H
Standards EN 60974-1 / EN 60974-10
To order PRESTO190 C FORCE
PRESTO 3000 MV
Power source W000385259 W000384359
Add ons:
Kit arc (1) W000260684 W000011139
Remote control W000242069
Valve TIG torch WTT2 -26 V - 4 m
W000278885
Maintenance boxfor WTT2 26
W000371536
(1) Electrode holder and earth clamp with welding cables
2013
-230
A range of strudy and reliable MMA equipmentwith high duty cycle for demanding on-site welding applications.
WITH YOUR
REGISTRATION1YEARFREE
WARRANTY
YEARS2
TIG LIFT SAVE ENERGY
MOTOR GENERATORCOMPATIBLE
LONG : 70 mSECTION :
3 x 2.5 mm2
SINGLE-PHASE
1 ph
Cellulosic
POWER FACTORCONTROL
PFC
WITH YOUR
REGISTRATION1YEARFREE
WARRANTY
YEARS2
TIG LIFT
MOTOR GENERATORCOMPATIBLE
SINGLE-PHASE
1 ph
THREE-PHASE
3 ph
Cellulosic

15
■ Graphite (carbon) electrodes:
- CARBONAIR (Ø 4 à 10 mm),
- CARBONAIR+ (raboutable Ø8 à 19 mm).
K 4000
Current 1 000 A
Electrode Ø 4 to 13 mm
Cat. nr W000010992
BUFFALO 650 X Reliable and of robust design, these machines provide excellent and consistent servicein demanding on-site and workshop conditions. BUFFALO 650 X provides both MMAand Gouging electrode capability and MIG and TIG process options using additionadd-on equipment.
Product features and advantages:■ Designed for the most demanding welding
applications in severe conditions.■ Exceptional versatility.■ Digital display of parameters.■ Adjustable Hot Start and Arc Force build in
devices.■ CV electrical caracteristics.■ MMA - TIG - MIG - Gouging process.■ High performance power capability.■ Maintained performance with long length cables
(up to 50 m). BUFFLALO sets will remain effi cient for all applications.
1266
-006
■ Torches
GOUGING
2010
-233
2013
-229
RECTIFIERS FOR MMA DC WELDING (thyristor technology)
Technical specifi cations
BUFFALO650 X
Power supply230 V / 400 V
three-phase (+/- 15%)
Primary effectiveconsumption 61.5 A / 35.4 A
Primary consumptionat I max 102.2 A / 59.4 A
No-load voltage 68 V / 75 V
Welding intensity 10 A (52 A*) - 630 A
Duty cycle (10 min. cycle @ 40 °C)
35% 630 A
60% 470 A
100% 370 A
Electrode diameter 1.6 - 6.3 mm
Connector size 13 mmDigital displayof parameters
Yes
Dimensions 1 000 x 600 x 600 mm
Weight 176 kg
Protection index IP 23
Insulation H
StandardsEN 60974-1 /EN 60974-10
* Minimum current with cellulosic electrode.
(1) Electrode holder and earth clamp with welding cables
BUFFALO 400X
To orderBUFFALO
650 XPower source W000272665
Add ons:
MMA kit (1) 50C50 W000260682(400 A @ 35% maxi)
MMA remote control 10 m W000219557
Additional TIG valve torch WTT2 26 V W000278885
VRD card (reduction of no load voltage) W000275160
Wear parts boxWTT2 26 V
W000371536
DV YARD autonomous wire feeder
W000382134W000382135 (with build in fl owmeter)
PROMIG 341GL torch350 A @t 60% - 4.5 m long
W000401067
DV YARDautonomouswire feeder.
W000382134
W000382135(with integratedgas fl owmeter)
Option
PROMIG 341GL
MOTOR GENERATORCOMPATIBLE
THREE-PHASE
3 ph
Cellulosic
WITH YOUR
REGISTRATION1YEARFREE
WARRANTY
YEARS2
TIG LIFT
WITH YOUR
REGISTRATION1YEARFREE
WARRANTY
YEARS1

Antireto
ur pare-flamme
FOURNI
16
2012
-686
Flame equipment
CUTTING BLOWPIPESIRIOCOPTA new handlethat changes everything.
CUTTING CARRIAGE PYROTOME SEPortable multi-process self propelledcarriage to carry out straight cuttingor V-chamfered cutting.
Features:■ Balance weight compass. ■ Cutting manual valve.■ Swivel turet. ■ Lateral guiding.■ Second set. ■ 2 meter long rail.
HEATING BLOWPIPE FLAMOXAL M100 (without nozzle)■ Fuel gas: Acetylene or Ethylene, Propylene / Propane.■ Flow rate: 1 000 to 10 000 l/h.■ Length: 1 130 mm.■ Applications: shrinkage heat, heat treatment,
descaling, pre-heating and forming.
Nozzles for FLAMOXAL M100
Part N°
W000278660
2010
-640
Designation Part N°
Basic equipment(fi t out for oxycutting without blowpipe)
W000138864
Blowpipe G1 multigas W000164839
0950
-30
2010
-287
2010
-370
Different nozzles for FLAMOXALM100 are available. According fl owrate,type of gas, simple fl ame or multifl ame.
SAF-FRO can provide a wide range of equipment foroxy-gas welding & cutting : Gas regulator, cutting,heating & welding blowpipes such as the new SIRIOCOPT.And of course a full range of security devices,as the SECURTOP fl ash back arrestors.
Benefi ts :■ More maneuverability thanks
to the free rotation of the connections.
■ More safety with easy coupling on integrated and protected quick connections. Possibility to use QUICKMATIC II with FLASHBACK ARRESTOR.
■ More comfort with an ergonomic design to facilitate preemption.
Features:■ Cutting capability : from
0 to 300 mm (G1 and IC);0 to 150 mm (H1F).
■ Length : from 500 to1 200 mm.
■ Angle of head : 90° or 120°.■ Cutting nozzle : G1, IC or
H1F available in propane and acetylene.
GAS PRESSURE REGULATOR Armoured pressure regulator MANOBLOC 4 suitable for on site works:■ Metallic armour and rubber protection.■ Safety valve.■ Technology with membrane/valve.■ Captive screw.■ Weight = 1.950 kg.
Standards
EN ISO 2503
EN 13918
2012
-251
GasPressure (in bar) Flowrate
Nm3/hInlet
connection Part N°Inlet Outlet
Oxygen 200 10 30 NF-F W000371322
Acetylene 25 1,5 5 NF-H W000371335
Consult us for references
Consult us

0876
-071
17
Flame equipment and accessories
QUICK-CONNECT COUPLINGQUICKMATIC II self-sealing:Allowing quick connectionsbetween gas hoses.
Quick connect coupling (rings included).Kit fuel gas + oxygen.
TUYAUX DE GAZTuyaux caoutchouc simples
PROTECTION Googles PILOT - Shade N° 6Black and fl exible PVC Framein one part, round eyepiece,Ø 50 mm, anti-scratch processing.
Gloves UNIVERSELLeather palm for better protection and fl exibility.■ Palm, forfi nger, and thumb in premium quality leather.■ Briddle in premium quality leather on the top of the thumb and at fi nger base.■ Back and cuff made of butt leather with 1.3 mm thickness.■ Cuff artery protected by premium quality leather.■ Total glove length : 350 mm.■ Suitable for handling metallic parts until 50 °C.
Electronic Welding helmet CHAMELEON 3 V0■ Suitable for all arc welding processes■ Variable shade from 9-13 DIN
Standards
EN 561
EN ISO 7289
Standards
EN 166
EN 175
Part N°
W000011017
Part N°
W000276910
Part N°Shade N° 6
W000011048
Part N° - Size 10
W000380518
FLASH BACK ARRESTORSSECURTOP 662
Assembly between hoses(rings included).
Hoses Ø 6,3 and 10 mm.
Standards
EN 730-1
Standards
EN ISO 3821
Standards
EN 420
Gas Part N°
Oxygen + Acetylene kit W000290926
Gas Color Ø MaximumService pressure Ring Part N°
Acetylene Red10 x 16 mm 20 bar 40 m
W000010068
Oxygen Blue W000010069
41XX4X
EN 407
2032
EN 388
2016
-286
0947
-89
2014
-607
2010
-403
2004
-430
2004
-431
2010
-398
Standards
Helmet
CE EN 175
Cell
CE EN 379

PRESTOJET 24CDesigned for excellent quality cuts and reliability,with high tolerance to the variation of the supply voltage.
■ Unequalled quality cut on 24 mm thickness.
■ Easy to use and powerful.
■ Digital parameter display.
■ 3 cutting modes:cutting - grid - gouging.
■ Generator compatible.
■ Automatic restart.
■ Arc striking without HF.
■ Autolink system (207-440 Vtree-phase). Automatic settingof power supply.
2010
-617
18
Manual Plasma Cutting
NERTAJET 50 Work of high qualityand precision withcontact cutting.
■ Multi-voltagethree-phase.
■ Intensive work(100% duty cycle).
■ Well suited forstainless steelsand light alloyswith Ar/H2 up to 50 mm.
■ Plasma gouging.
■ Manual or automatic applications.
■ Assistance gas use possible to improve quality cuttingin large thickness.
■ Water cooled torches.
■ Chopper (secondary power transitions) technology.
From the PRESTOJET 8K, a single phase portable unit with integrated compressor,a highly portable unit that cuts up to 8mm, to the NERTAJET 50, a high performance chopper, multi gas machine that cuts up to 50 mm of steel.
2011
-440
2007
-280
Technical specifi cations
PRESTOJET 40C
PRESTOJET24C
NERTAJET50
Technology Inverter Inverter Chopper
Maximum thickness 40 mm 20 mm 50 mm
Primary powersupply (3 phase) 400 V 230/400 V
230/400/415/440 V
Maximumconsumption 40 A 21.2-23.3 A 60 A (415 V)
Cutting intensity 120 A 65 A 150 A
Dimensions(L x W x H)
720 x 310x 430 mm
435 x 235x 380 mm
1170 x 710x 1200 mm
Weight 35 kg 25 kg 260 kg
Plasma cutting installations
SAF-FRO has a complete Manual Plasma cutting rangefor all applications.
PRESTOJET 40CHeavy duty portable cutting unit inverter technology.
■ Quality cut, up to 40 mm,
■ Contact cut, distance cut, plasma gouging.
■ Blow back start, no HF interference.
■ Grid cutting capability.
2012
-550

19
Notes
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________

20
Notes
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________

© A
ir Li
qui
de
Wel
din
g -
07/2
017
- P
LDB
115
15 -
Cré
dit
pho
tos
: Fo
tolia
Air
Liqu
ide
Wel
ding
res
erve
s th
e rig
ht t
o m
odify
its
prod
ucts
with
out
prio
r no
tice.
The
info
rmat
ion
cont
aine
d in
thi
s do
cum
ent
is d
esig
ned
to h
elp
the
user
in t
he c
hoic
eof
pro
duct
. Th
e us
er s
houl
d ch
eck
that
the
pro
duct
cho
sen
is s
uite
d to
the
app
licat
ion.
Contacts pour tout autre pays :Air Liquide Welding Export Department Italy Loc. Casalmenini,337010 - RIVOLI-VERONESE (VR)Tel.: +39 045 82 91 511- Fax: +39 045 82 91 536
Air Liquide Welding Export Department France 25, boulevard de la PaixCS 30003 Cergy Saint-Christophe95895 CERGY-PONTOISE CEDEX - FranceTel.: +33 1 34 21 33 33
www.saf-fro.com
ContactsBELGIUMAIR LIQUIDE WELDING BELGIUM SAZ.I. West Grijpen - Grijpenlaan 5 - 3300 TIENENTel.: +32 16 80 48 20 - Fax: +32 16 78 29 22
CHINAHANGZHOU SAF OERLIKON Weld. Cut.Shanghai Commercial Branch - Rm 1108 Pine City Hotel 777 Zhao Jia Bang Lu - SHANGHAI 200032 Tel.: +86 21 64 43 89 69 - Fax: +86 21 64 43 58 97
CZECH REPUBLIC AIR LIQUIDE CZ S.R.O. - Welding and CuttingPodnikatelská 565 - Areál SVUM - 190 11 PRAHA 9 - BúchoviceTel.: +420 274 023 163 - Fax: +420 274 023 233
FRANCEAIR LIQUIDE WELDING FRANCE25, boulevard de la Paix - CS 30003 Cergy Saint-Christophe95895 CERGY-PONTOISE CedexTel.: +33 1 34 21 33 33
GERMANYOERLIKON SCHWEISSTECHNIK GmbHIndustriestrasse 12 - D-67304 EISENBERG/PFALZTel.: +49 6351 4760 - Fax: +49 6351 476 335
HUNGARY see address in Romania
ITALYFRO-AIR LIQUIDE WELDING ITALIA S.p.ALoc. Casalmenini, 3 - 37010 RIVOLI-VERONESE (VR)Tel.: +39 045 82 91 511 - Fax: +39 045 82 91 536
LUXEMBOURGAIR LIQUIDE WELDING LUXEMBOURG S.A.5 rue de la Déportation - BP 1385 - L-1415 LUXEMBOURGTel.: +352 48 54 56 - Fax: +352 48 54 57
MALAYSIASAF-OERLIKON MALAYSIA SDN BHDNo 10, Jalan TPP 5/1Taman Perindustrian Puchong - 47100 PUCHONG, SELANGORTel.: +603 8060 8638 - Fax: +603 8061 620
NETHERLANDSAIR LIQUIDE WELDING NETHERLANDSVan de Reijtstraat 43 - 4814 NE BredaTel.: +31 76 541 00 80 - Fax: +31 76 541 58 96
POLANDAIR LIQUIDE WELDING POLSKA - SP. Z.o.oUL. Porcelanowa 10 - 40-246 KATOWICETel.: +48 32 609 04 50 - Fax: +48 32 609 04 60
PORTUGALAIR LIQUIDE SOLDADURA LDARua Dr. António Loureiro Borges, 4-2° ArquiparqueMirafl ores - 1495-131 ALGÉSTel: +351 21 41 64 900 - Fax: +351 21 41 69 40
ROMANIADUCTILAleea Industriilor Nr 1 - 120224 BuzauTel.: +40 238 722 058 - Fax: +40 238 716 861
RUSSIAAIR LIQUIDE WELDING17 Vorontsovskaya Str. - 109147 MOSCOW Tel.: +7 495 641 28 98 - Fax: +7 495 641 28 91
SCANDINAVIAOERLIKON SKANDINAVIEN ABStarrvägen 100 - 232 61 ARLÖVTel.: +46 (0)40 670 15 00 - Fax: +46 (0)40 670 15 01
SLOVAKIAAIR LIQUIDE WELDING CENTRAL EUROPE S.R.O.Hlohovecká 6 - 951 41 NITRA - LUŽIANKYTel.: +421 37 692 4610 - Fax: +421 37 651 28 04
SPAINOERLIKON SOLDADURA SAPoligono Industrial la Noria Carretera de Castellon Km-15,500 - 50730 El Burgo de Ebro - ZARAGOZATel.: +34 976 10 47 00 - Fax: +34 976 10 42 67
SWITZERLANDOERLIKON SCHWEISSTECHNIK AG Mandachstrasse 54 - CH 8155 NIEDERHASLI Tel.:+41 44 3076 111 - Fax: +41 44 3076 112
THAILANDEAIR LIQUIDE WELDING THAILAND Co. Ltd.40 Moo 6 - Ramindra Road Km 9.5KHANNAYAO, BANGKOK 10230Tel.: +66 29 43 2250 - Fax: +66 29 43 2256
UAEAIR LIQUIDE WELDING MIDDLE EAST FZEJebel Ali free zone warehouse No. FZS1AH05P.O. BOX 18734 - Jebel Ali - DUBAITel.: +971(0)48861606 - Fax: +971(0)48861608
U. K.AIR LIQUIDE WELDING LtdLow March / London Road - DAVENTRY - Northants NN11 4SDTel.: +44 1 327 70 55 11 - Fax: +44 1 327 70 13 10


















