Microstructure of I ron-Sulfur Alloyslibrary.aimehq.org/library/books/Journal of Metals 1956/Journal...
9
Microstructure of I ron-Sulfur Alloys The distribution of sulfur in iron was found to be dependent upon the time and temperature of the treatment as well as the chemical composition of the sulfide. With higher temperatures, the sulfide phase spreads more extensively between the iron grains. A complete network, however, does not form until approximately 1300°C (2372OF), at which temperature the dihedral angle approaches zero. Silicon has little effect on this change. Aluminum, oxygen, and manganese all modify the temperature of sulfide network formation to a higher value. The microstructures which result and have significance in relation to hot-shortness are discussed. by Alfred S. Keh and Lawrence H. Van Vlack S ULFIDE inclusions in steel were recognized by metallurgists before the turn of the century. Considerable attention has been paid to them, and numerous studies have been made on the working properties of steel as affected by them. It has been suggested that hot-shortness of steel is due to the presence of an enveloping liquid sulfide film at the grain boundaries of the steel in the range of the hot- working temperatures. However, several facts have been observed in commercial steels which do not seem to be completely consistent with this explana- tion: 1) the frequent absence of continuous films of sulfide as observed under the microscope, 2) the absence of hot-shortness in some high sulfur and resulfurized steels, and 3) the limitation of hot- shortness to a definite temperature range. The role that manganese plays in steel to eliminate hot- shortness is well known, but the theory behind it is still under question. Moreover, the effect of de- oxidizers such as aluminum and silicon, and the effect of oxygen are still not clearly known. In this study, the effect of heat treatments and of additions of manganese, aluminum, silicon, and oxygen upon the distribution of sulfide inclusions in iron was investigated. Both the as-cast and the heat treated structures were studied, using microscopic and autoradiographic techniques. Part of the results A. 5. KEH, Junior Member AIME, formerly Graduate Student, Dept. of Chemical and Metallurgical Engineering, University of Michigan, is now with Fundamental Research Laboratory, United States Steel Corp., Monroeville, Pa. L. H. VAN VLACK, Member AIME, is Associate Professor of Metallurgical Engineering, Univer- sity of Michigan, Ann Arbor, Mich. TP 4188E. Manuscript, Aug. 18, 1955. New York Meeting, Febru- ary 1956. - - 950-JOURNAL OF METALS, AUGUST 1956 , I I a+€ I t 600 I I I I rl I I 0 0.1 0.2 0.3 vY 10 20 30 40 50 SULPHUR- WEIGHT (%I Fig. 1-Fe-S diagram is plotted after Chipman9 and Rosen- qvist and Dunicz.lo were interpreted in terms of Smith's' concept of microstructure. Review of Literature Metallurgists used to consider sulfide inclusions as suspended particles. It was Wohrman2 who first pointed out that sulfide inclusions are soluble in liquid iron. Many observed facts may be understood on the basis of this concept of solubility. Wohrman found that small castings contain small inclusions, and larger castings contain larger ones. Also, inclu- sion sizes are smaller near the chilled surface. For the same size ingot, the average inclusion size in a given heat of steel depends upon the rate of solidi- fication. That is, with slow solidification, enough time for precipitation and agglomeration of these TRANSACTIONS AIME
-
Upload
nguyenkhanh -
Category
Documents
-
view
218 -
download
1
Transcript of Microstructure of I ron-Sulfur Alloyslibrary.aimehq.org/library/books/Journal of Metals 1956/Journal...

Microstructure of I ron-Sulfur Alloys
The distribution of sulfur in iron was found to be dependent upon the time and temperature of the treatment as well as the chemical composition of the sulfide. Wi th higher temperatures, the sulfide phase spreads more extensively between the iron grains. A complete network, however, does not form until approximately 1300°C (2372OF), a t which temperature the dihedral angle approaches zero. Silicon has little effect on this change. Aluminum, oxygen, and manganese all modify the temperature of sulfide network formation to a higher value. The microstructures which result and have significance in relation to hot-shortness are discussed.
by Alfred S. Keh and Lawrence H. Van Vlack
S ULFIDE inclusions in steel were recognized by metallurgists before the turn of the century.
Considerable attention has been paid to them, and numerous studies have been made on the working properties of steel as affected by them. It has been suggested that hot-shortness of steel is due to the presence of an enveloping liquid sulfide film at the grain boundaries of the steel in the range of the hot- working temperatures. However, several facts have been observed in commercial steels which do not seem to be completely consistent with this explana- tion: 1) the frequent absence of continuous films of sulfide as observed under the microscope, 2) the absence of hot-shortness in some high sulfur and resulfurized steels, and 3 ) the limitation of hot- shortness to a definite temperature range. The role that manganese plays in steel to eliminate hot- shortness is well known, but the theory behind it is still under question. Moreover, the effect of de- oxidizers such as aluminum and silicon, and the effect of oxygen are still not clearly known.
In this study, the effect of heat treatments and of additions of manganese, aluminum, silicon, and oxygen upon the distribution of sulfide inclusions in iron was investigated. Both the as-cast and the heat treated structures were studied, using microscopic and autoradiographic techniques. Part of the results
A. 5. KEH, Junior Member AIME, formerly Graduate Student, Dept. of Chemical and Metallurgical Engineering, University of Michigan, is now with Fundamental Research Laboratory, United States Steel Corp., Monroeville, Pa. L. H. V A N VLACK, Member AIME, is Associate Professor of Metallurgical Engineering, Univer- sity of Michigan, Ann Arbor, Mich.
TP 4188E. Manuscript, Aug. 18, 1955. New York Meeting, Febru- ary 1956.
- -
950-JOURNAL OF METALS, AUGUST 1956
, I
I a + € I
t 600 I I I I r l I I
0 0.1 0.2 0.3 v Y 10 20 30 40 50 SULPHUR- WEIGHT ( % I
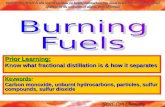
Fig. 1-Fe-S diagram is plotted after Chipman9 and Rosen- qvist and Dunicz.lo
were interpreted in terms of Smith's' concept of microstructure.
Review of Literature Metallurgists used to consider sulfide inclusions as
suspended particles. It was Wohrman2 who first pointed out that sulfide inclusions are soluble in liquid iron. Many observed facts may be understood on the basis of this concept of solubility. Wohrman found that small castings contain small inclusions, and larger castings contain larger ones. Also, inclu- sion sizes are smaller near the chilled surface. For the same size ingot, the average inclusion size in a given heat of steel depends upon the rate of solidi- fication. That is, with slow solidification, enough time for precipitation and agglomeration of these
TRANSACTIONS A IME

inclusions is available. These findings were later confirmed by Sims and Lillieqvist."
Although the fact that sulfide inclusions are soluble in liquid iron has been accepted for some time, their solubility in solid iron was generally considered to be negligible. Ziegler4 was one of the first to propose that most types of inclusions may be dissolved in y- iron to some extent, and precipitate upon cooling at the grain boundaries, thus producing a network of inclusions. Wohrman did not accept this idea, and showed evidence that sulfide inclusions sometimes cross the grain boundaries of iron. However, his observations were on grains of a-iron, which differ appreciably from the primary iron grains at the first stage of solidification. The fact that iron sulfide tends to form a continuous network at the grain boundaries of the primary iron crystals or in the dendritic fillings was accepted by many, including Sims and Lillieqvist, Benedicks and Lofquist,hnd others, after Ziegler's investigations.
The effect of deoxidizers upon the structure of sulfide inclusions in iron was studied by Sims, Saller, and Boulger,hnd by Crafts and his co-workers.', The former group found three types of sulfide inclu- sions in cast steel. Type I, a globular form, was con- sidered to be characteristic of silicon-killed steel; type I1 eutectic sulfide was typical in steels de- oxidized with small amounts of aluminum, zir- conium, or titanium; and type I11 angular sulfide was found in steels containing residual amounts of aluminum and zirconium. Crafts and his associates suggested a classification of oxide and sulfide inclu- sions into five different types; i.e., silicate, eutectic, galaxy, alumina, and peritectic types. Different mechanisms of inclusion formation due to deoxida- tion were postulated by the Sims and Crafts groups. The first group assumed that oxygen lowered the solubility of sulfur in the molten metal so that the sulfide would precipitate last in the eutectic form. If there were an excess of aluminum, they con- tended, the compositions of the sulfides would under- go a change, and aluminum sulfide would form and combine with the Fe-Mn sulfide. They concluded that the solubility of this complex sulfide decreased, and that it precipitated earlier than in the case of type I1 sulfides. This resulted in angular type 111 sulfides. The Crafts group explained the formation of various types of inclusions by different schemes of precipitation based upon a series of schematic solidification diagrams, and supported their inter- pretations on the basis of micrographic analyses.
The Fe-S equilibrium relationships are summa- rized in Fig. 1. This diagram is a composite based upon the standard Fe-S diagram in the Metals Handbook," and upon the work of Rosenqvist and Dunicz,'' in which they show the range of solid solu- bility of sulfur in iron.
The ternary relationships between iron, manga- nese, and sulfur have been quite widely examined. Two studies, by Vogel and Hotop," and by Wentrup," show an extension of the miscibility gap from the manganese sulfide side across the diagram almost to the iron sulfide boundary, Fig. 2. They differ somewhat in that Wentrup extends the immiscible region beyond the eutectic line between the primary iron and the primary MnS phases.
The Fe-Si-S diagram and the Fe-AI-S diagram are generally similar to the Fe-Mn-S diagram, al- though their details have not been worked as com- pletely, Vogel and co-workers.", *'
Fig. 2-Fe-Mn-FeS-MnS diagram is plotted after Vogel and Hotop."
Hilty and Crafts" have made the most recent con- tribution to the Fe-0-S system, and show a misci- biIity gap extending from the Fe-0 side well into the three component regions. Outside of this, there is a typical ternary eutectic system. More recently, Hilty and Crafts'" have shown that the addition of manganese to the Fe-0-S system probably extends the miscibility gap completely across the diagram from the metal oxide side to the metal sulfide side.
Van Vlack" pointed out that the shape of iron sulfide inclusions within iron might be interpreted on the basis of Smith's1 analysis of microstructure. At 1300°C, the sulfide liquid spread between most of the iron grains, indicating that the energy of the liquid iron interface had decreased to one half or less of the intergranular energy of iron. If oxygen was present with the sulfur in the liquid, the rela- tive interfacial energy at 1300" did not drop to less than one half. Therefore, the liquid did not spread completely between the iron grains. This was attri- buted in part to the fact that oxygen-free liquid is richer in iron than the oxygen-containing liquid at 1300°C.
Experimental Procedures Vacuum-melted iron (Ferrovac E) in the form of
Yz in. diam cold-drawn rods was used in this inves- tigation. Its analysis was given as 0.005 pct C, 0.0037 pct 0, and 0.00008 pct N. The sulfur, ST; aluminum; silicon; and manganese were of chemical purity, 99' pct.
Fig. &Furnace ar- rangement for melt- ing iron alloys is illustrated: 1 ) gas outlet, 2) rubber stopper, 3) Pyrex tube, 4) gas inlet, 5) induction coil, 6) specimen (iron capsule), 7) Alundum thimbles, 8) Fiber- frax, 9 ) porcelain sleeve, and 10) firebrick.
TRANSACTIONS AlME AUGUST 1956, JOURNAL QF METALS951
4 :, ...- j,, - 2 -- - el.-

Fig. 4-Micrograph shows fine disper- Fig. 5-Micrograph shows fine disper- sion of iron sulfide with 0.05 pct 5, as- sion of iron sulfide with 0.12 pct S, as- cast. XSOO. Area reduced approxi- cast. X500. Area reduced approxi- mately 35 pct for reproduction. mately 35 pct for reproduction.
Fig. 7-Micrograph shows globular and Fig. &Micrograph shows cell wall intergranular sulfide inclusion with 0.42 structure of iron sulfide with 0.80 pct pct S, as-cast. X250. Area reduced ap- S, as-cast., X250. Area reduced ap- proximately 35 pct for reproduction. proximately 35 pct for reproduction.
Fig. 10-Micrograph shows nonequilib- Fig. 11-Micrograph shows equilibrium rium sulfide structure a t 850°C. Speci- structure of iron sulfide a t 850°C. men contuined 0.80 pc t S, and was Specimen contained 0.80 pct S, and was heated a t 850°C for 135 hr, then heated a t 850°C for 1000 hr, then quenched. X250. Area reduced ap- quenched. X250. Area reduced ap- proximately 35 pct for reproduction. proximately 35 pct for reproduction.
Fig. 13-Micrograph shows sulfide in- Fig. 14-Micrograph shows sulfide in- clusions a t iron grain boundaries. Speci- clusions a t iron grain boundaries. Speci- men contained 0.50 pct S, and was men, containing 0.17 pct S, was heated heated a t 1050°C for 50 hr, then a t 1050°C for 50 hr, quenched, then quenched. X2000. Area reduced ap- etched in 5 pct nital. X1000. Area re- proximately 35 pct for reproduction. duced approximately 35 pct for repro-
duction.
Fig. &Micrograph shows globular sul- fide inclusions plus fine sulfide disper- sion with 0.17 pct S, as-cast. X500. Area reduced approximately 35 pct for reproduction.
Fig. 9-Micrograph shows segregation of iron sulfide a t grain boundaries in a slow cooled ingot. Specimen contained 0.40 pct S, as-cast. X250. Area re- duced approximately 35 pct for re- production.
Fig. 12-Micrograph shows angular iron sulfide structure. Specimen contained 0.80 pct 5. and was heated a t 950°C for 140 hr, then quenched. X500. Area reduced approximately 35 pct for repro- duction.
Fig. 15-Micrograph shows sulfide in- clusions a t iron grain boundaries. Speci- men contained 0.80 pct S, and was heated a t 1050°C for 50 hr, then quenched. X250. Area reduced approxi- mately 35 pct for reproduction.
952-JOURNAL OF METALS, AUGUST 1956 TRANSACTIONS AlME

In certain samples, the radioactive isotope of sul- fur, S ' , was used. This isotope has a half-life of 87.1 days, with a ,@ radiation of 0.166 mev, and was obtained in two different forms with different levels of specific activity. The low activity form was ele- mental and was produced in the nuclear reactor through the reaction Sg"(n,y)S3j. It has a specific activity of approximately 0.3 microcuries per g of sulfur. The high activity form was produced by the reaction Cl" (n,p) S", and was dissolved in benzene, which had to be removed by evaporation before use. It had a specific activity of 3530 microcuries per g. Both types of sulfur were obtained from the Oak Ridge National Laboratory. Iron sulfide was pre- pared from the sulfur before melting into the alloy. In this manner sulfur was not lost by volatilization during melting. When the high activity S" was used, it was diluted with the nonactive sulfur by a factor of 70 to 1. This mixture gave an activity of 50 microcuries per g (= 11 disintegration per hr per p 3 ) , which was considered suitable for autoradio- graphic work by Towe, Gomberg, and Freeman."
Additions were made to the Ferrovac iron by drilling holes and inserting alloys into the ends of 3% in. bars. These holes were plugged shut. Then the iron capsule was melted in an induction furnace with the arrangement shown in Fig. 3. All the melt- ings were done in purified argon atmosphere which was passed over titanium chips at 1800°F as an oxygen getter.
Specimens for heat treatment were cut from the full cross section of the small ingots, and were heated in vacuum-sealed tubes. The heat treating time varied from 15 min to 1000 hr, depending upon the temperature involved.
The specimens for radioactive tracer work were prepared in a manner similar to that for metal- lographic work, except that the Bakelite mounts were thinner and cured at a higher temperature and pressure. The surface disintegration count was obtained by means of a gas flow counter. The strip- ping film technique was used in this investigation. The detailed procedures were described by TowelS and Yukawa.'Vt includes coating the specimen with a thin layer of plastic, putting on the stripping film, exposing it in the dark to the ,&3 rays from the sulfur, and then developing it. This process has an inherent high resolution characteristic because the emulsion of the film is very thin and in close contact with the specimen.
Results and Discussion
Distribution of Sulfur in Iron-As-Cast Struc- tures: In the as-cast specimens, the iron sulfide ap- peared in two different forms depending on the sulfur content and the rate of cooling after melting. Up to 0.17 pct S, the inclusions were essentially in the globular form. This is shown in Figs. 4 to 6. The smallest sulfide particles that could be observed under the microscope had diameters in the order of 0.25 p. As the sulfur content in the ingot was in- creased, intergranular iron sulfide was observed as shown in Fig. 7. With still more sulfur in the melt, a cellwall structure of iron sulfide was obtained as shown in Fig. 8. In addition, globular sulfides still could be found inside the grains. In the slow cooled ingot, the segregation of sulfide inclusions to the grain boundary was more pronounced than in the quickly cooled ingots. Compare Fig. 9 with Fig. 7.
The formation of these two structures of iron sulfide in iron can probably be explained by the
Fig. 1 &Micrograph shows discontinuous sulfide network. Specimen contained 0.80 pct S, and was heated a t 1200°C for 3 hr, then quenched. X250. ..- Area reduced ap- proximately 35 pct for reproduction.
Fig. 17-Micrograph shows continuous sulfide network. Specimen contained 0.80 pct 5, and was heated a t 1300°C for 1 hr, then quenched. X250. Area reduced ap- proximately 35 pct for reproduction.
- - -. . - Fig. 18-Micrograph shows iron sulfide film between austen- i te grains. Specimen contained 0.05 pct 5, and was heated a t 1300°C for 3 hr, then quenched. X250. Area reduced approximately 35 pct for reproduction.
1
Fig. 19-Autoradio- --- -------- - -- - - ---,
graph shows iron sulfide film between austenite grains after 18 hr exposure. Specimen contained 0.05 pct S, and was heated a t 1 300°C
/+" for 3 hr, then quenched. X250. Area reduced ap- proximately 35 pct t for reproduction.
Fe-S phase diagram. Small amounts of sulfur in solid solution may be dissolved by 8-iron. The fine dispersion may be due to precipitation after solidi- fication as the solubility of the sulfur decreased with temperature. With larger amounts of sulfur or with fast cooling, the sulfur becomes concentrated in the dendritic fillings between the primary crystals of iron. Thus the cellwall structure is formed.
Effect of Heat Treatment: The primary aim of heat treatment was to obtain the equilibrium struc- ture of sulfide inclusions with respect to iron at various temperatures. As Smith1 pointed out, an equilibrium microstructure between phase and grain surfaces is approached when their surface tensions geometrically balance each other at the points and along the lines where they meet. In attaining this equilibrium structure at a definite temperature, heating time is an important factor. As expected, it was found that less time was required to approach this equilibrium structure at the higher tempera-
TRANSACTIONS A lME AUGUST 1956, JOURNAL OF M E T A L S 9 5 3

Fig. 20-Micrograph shows iron sulfide f i lm a t austenite grain boundaries. Spec- imen contained 0.12 pct S, and was heated a t 1300°C for 3 hr, then quenched. X250. Area reduced approxi- mately 35 pct for reproduction.
Fig. 21-Autoradiograph shows iron sul- Fig. 22-Autoradiograph shows iron sul- fide f i lm a t austenite grain boundaries fide f i lm a t austenite grain boundaries after 0.5 hr exposure. Specimen con- after 18 hr exposure. Specimen con- tained 0.12 pct 5, and was heated a t tained 0.12 pct S, and was heated a t 1300°C for 3 hr, then quenched. X250. 1300°C for 3 hr, then quenched. X250. Area reduced approximately 35 pct for Area reduced approximately 35 pct for reproduction. reproduction.
tures. Also, a liquid sulfide phase approached equi- librium much more readily than did a solid one, apparently because of the higher mobility and dif- fusion rate within the liquid. Fig. 10 shows a non- equilibrium sulfide structure at 850°C after 135 hr in the furnace. The intergranular sulfide pattern still remained from the as-cast structure. However, after 1000 hr, both the iron grains and the sulfide inclusions appeared to approach their equilibrium shapes, as shown in Fig. 11. Also, there were fewer but larger globular sulfides within the iron grains after the longer time. For lower sulfur contents which had no intergranular sulfide, shorter times were required for heat treating because less re- arrangement was necessary.
Not only is annealing time a factor in developing the equilibrium structure, but cooling time is a factor in preserving the equilibrium structure. Speci- mens were quenched in water or mercury after annealing in order to preserve their original struc- ture. This method worked quite satisfactorily ex- cept for the extremely high temperatures where the solubility of iron in the liquid sulfide was quite high. During the process of quenching from the higher temperatures, some iron precipitated out of the sulfide-rich phase before solidification.
The equilibrium structure between a-iron and solid sulfide is shown in Fig. 11. It is apparent that under such conditions the sulfide did not spread between the iron grains, but rather developed a dihedral angle (FeS vs a/a) of approximately 100".
After 140 hr at 950°C, the sulfur was observed to have a smaller dihedral angle, 30' to 60°, between the iron grains, Fig. 12. This difference is due par- tially to the higher temperature and partially to the difference in phase compositions, since at this tem- perature the iron is in the y form.
Above 988°C the sulfide was present as a liquid rather than as a solid phase. With this change a marked difference occurred in the distribution of the sulfide in the Fe-S microstructure. The average dihedral angle of the liquid sulfide iron interface was about 30°, Figs. 13 to 15, at 1050°C. The varia- tion in sulfur contents resulted only in differences in size and number of inclusions. The distributions and shapes were very similar inasmuch as sulfide particles tend to remain at the grain corners.
Still smaller dihedral angles were observed at 1200" and 1300°C. In the former case, the average (FeS vs y/y) dihedral angle was about 20°, while in the latter it was almost zero, Figs. 16 and 17.
The zero dihedral angle indicates that the energy of the liquid iron interface had decreased to ap- proximately one half of the intergranular energy of iron. As such, the sulfide liquid had a tendency to spread between and completely envelop the iron grains. The hot-shortness of steel is frequently inter- preted as resulting from such a mechanism. It may be observed, however, that while the sulfide film formed a rather complete network around the grains, the network in Fig. 17 was not 100 pct complete.
Autoradiographic examinations were made to
Fig. 23-Autoradiograph shows iron sul- Fig. 2 b M i c r o g r a p h shows chain-type fide f i lm a t austenite grain boundaries structure of iron sulfide. Specimen, Fig. 25-Micrograph shows sulfur in after 50 hr exposure. Specimen con- containing 0.12 pct S, was heated a t solid solution of iron. Specimen, con- tained 0.12 pct 5, and was heated a t 1300°C for 3 hr, furnace cooled, heated taining 0.05 pct S, was heated a t 1300°C for 3 hr, then quenched. X250. a t 1050°C for 1 hr, then quenched. 1300°C for 10 hr, then quenched. X5W. Area reduced approximately 35 pct for X250. Area reduced approximately 35 Area reduced approximately 35 pct for reproduction. pct for reproduction. reproduction.
954-JOURNAL OF METALS, AUGUST 1956 TRANSACTIONS AlME

Fig. 2GAutoradiograph shows sulfur in Fig. 27-Autoradiograph shows back- Fig. 28-Dendritic sulfide structure con- solid solution of iron after 5 hr ex- ground activity of control specimen tained 0.42 pct S, 0.94 pct Si, as-cast. posure. Specimen, containing 0.05 pct without SZ after 5 hr exposure. X500. X250. Area reduced approximately 35 S, was heated a t 1300°C for 10 hr, then Area reduced approximately 35 pct for pct for reproduction. quenched. X5OO. Area reduced ap- reproduction. proximately 35 pct for reproduction.
ascertain whether the film had simply diminished to a submicroscopic dimension or was actually dis- continuous. Fig. 18 is a micrograph of an iron sample containing 0.05 pct S, part of which was S". It was annealed at 1300°C for 3 hr and quenched in mer- cury. The dark triangle at the lower left corner of the picture is a crack, at the end of which extended a film of iron sulfide presumably lying along the austensite grain boundary in the iron. It is discon- tinuous in two places. Fig. 19 shows the autoradio- graph of the same area exposed for 18 hr. It indi- cates very distinctly the concentration of activity over the iron sulfide, with gaps lying between.
Fig. 20 represents the micrograph of a sample of 0.10 pct S alloy, with the same heat treatment as the previous case. The austenite grains were sepa- rated by iron sulfide. Figs. 21 to 23 are the cor- responding autoradiographs with exposure times of %, 18, and 50 hr, respectively. The 1/2 hr exposure showed evidence of more activity above the sulfide film, about 1 p, than did the 50 hr exposure along the boundary where the film was not observed microscopically. Thus, it might be possible to infer that if the film were truly continuous, although of a submicroscopic width, the restricted part of the film would have to be narrower than the observed part by a factor of at least 100 to 1. It is logical to assume that if the film is continuous, it is thinner than 0.01 p or IOOA.
In concluding this part of the discussion on the equilibrium structure of iron sulfide in iron, it should be pointed out that the change of the dihedral angle of the liquid-sulfide phase in the iron boundaries is
not due to temperature change alone. The change of composition of the sulfur-rich liquid along the liquidus is another variable.
In addition to the globular, angular, and film- type sulfide distributions, a chain-type sulfide struc- ture can also be obtained by heat treatment. Fig. 24 shows such a structure in a specimen with 0.12 pct S, annealed 3 hr at 1300°C, cooled down to 1050°C in the furnace, and held there for 1 hr before quench- ing. It might logically be concluded that a con- tinuous film existed at the high temperature, but with the reduction in temperature and the conse- quent change in dihedral angle the film broke up into a chain-like structure, as observed in Fig. 24. It is to be noticed that each individual sulfide inclu- sion at the grain boundary assumed the equilibrium geometric shape after a relatively short time at 1050°C. The coalescence would not be complete without a much longer holding at that temperature.
Direct evidence of the solubility of sulfur in a solid iron was observed by autoradiographic means. An as-cast specimen with 0.05 pct S" had a distribu- tion of fine globular sulfides, as shown in Fig. 4. After heat treating at 1300°C for 10 hr and quench- ing in mercury, no sulfide was found as such, as shown in Fig. 25. However, its autoradiograph has a uniformly distributed activity much higher than the background in the control specimen, Figs. 26 and 27. The surface activity counts of this and the control specimens also indicated a difference. There- fore, it is concluded in this case that sulfur went into solid solution in -piron at 1300°C, as showri by other means by Rosenqvist and Dunicz in 1952.
Fig. 29-Micrograph shows intergranu- lar sulfide distribution. Specimen, con- taining 0.16 pct S and 0.39 pct Si, was heated a t 105OoC for 100 hr, quenched, then etched with 2 pct nital. X250. Area reduced approximately 35 pct for reproduction.
Fig. 30-Micrograph shows intergranu- Fig. 31-Micrograph shows chain-type lar sulfide distribution. Specimen, con- sulfide structure. Specimen, containing taining 0.16 pct S and 0.39 pct Si, was 0.17 pct S and 0.27 pct Al, was heated heated a t 1200°C for 15 hr, quenched, at 1300°C for 3 hr, then quenched. and etched with 2 pct nital. X500. X1000. Area reduced approximately 35 Area reduced approximately 35 pct for pct for reproduction. reproduction.
TRANSACTIONS AlME AUGUST 1956, JOURNAL OF M E T A L S 9 5 5

- Fig. 32-Micrograph shows globular du- plex sulfide inclu- sions plus fine sulfide dispersion. Speci- men, containing 0.18 pct S and 0.10 pct Mn, was heated a t 950°C for 135 hr, then quenched.
' X500. Area reduced approximately 35 pct for reproduction.
- - - - - - Fig. 33-Micrograph I I - shows angular du-
' -. - plex sulfide inclu- i*
sions a t iron grain boundaries. Speci- men, containing 0.18 pct S and 0.10 pct Mn, was heated a t 1 300°C for 5 hr, then quenched. X1000. Area reduced approximately 35 pct for reproduction.
e Fig. 34-Micrograph
shows angular sulfide
i inclusions. Specimen, . containing 0.44 pct
0 8 . S and 0.54 pct Mn, . . * ' ' was heated a t '. . . d
1300°C for 5 hr, a then quenched. X250. .
* - , Area reduced ap- 0 5 ~roximately 35 pct
- n . . I
. . - . . . for reproduction. t . * ' 'h ., - :--
- -A ---- - -. -x- Fig. 35-Micrograph ! shows discontinuous
film of duplex sul-
/ >.
fide ot iron grain
-- boundaries. Speci- men, containing 0.44
1 pct S and 0.54 pct
,P -.i Mn, was heated a t 1400°C for 3 hr,
' then quenched. X250.
-7' - Area reduced ap-
v proximately 35 pct for reproduction.
Effect of Alloy Additions upon the Sulfur Distri- bution in Iron-Silicon Additions: Silicon additions up to 1.0 pct into the Fe-S alloys caused no major changes in the sulfide distribution, Figs. 28 to 30. A few minor changes could be observed as a direct result of the silicon upon the ferrite-austenite trans- formation temperature.
Aluminum Additions: The main observed effect with aluminum additions may be seen in Fig. 31. The sulfide did not form a continuous film at the boundaries at 1300°C as did the aluminum-free alloy. Compare Figs. 17 and 31. Instead, a chain- type structure was formed with individual sulfide particles having dihedral angles between the iron grains of between 20' and 30". This change was apparently the result of the alteration of the com- position liquid suliide phase rather than from a formation of a separate aluminum sulfide phase.
Manganese Additions: The effect of manganese additions upon the structure and distribution of sulfide inclusions in iron depended considerably upon the relative amounts of manganese and sulfur.
In alloys of low manganese to sulfur ratios, 0.10 pct Mn and 0.18 pct S, both the as-cast and heat treated structures had inclusions of duplex phases, FeS and (Mn,Fe)S. After annealing at 950°C and below, the inclusions, as shown in Fig. 32, were globular and generally within the former austepite grains. As the temperature was increased further, a greater number of sulfide inclusions were observed to assume triangular and lenticular shapes, Fig. 33, indicating that they were present as a liquid within grain boundaries. At 1300°C, the dihedral angle was noticeably larger than in the manganese-free speci- mens at the same temperature.
Higher manganese to sulfur ratios showed the effect of manganese upon the solubility of sulfur in solid iron by furnishing a larger number of inclu- sions fox the same sulfur content and heat treat- ments than in the manganese-free samples. A major difference was observed at the higher temperatures where the sulfide phase still seemed to be solid, Fig. 34. The inclusions had high dihedral angles between the adjacent iron grains and tended to exist as globular-like inclusions in the grain boundaries. At 1400°C, however, they had started to melt, form- ing a boundary network, Fig. 35.
Oxygen Additions: The addition of small amounts of oxygen to the Fe-S alloy produced an oxide- sulfide eutectic along with the sulfide phase, Fig. 36. The distribution of inclusions in the as-cast speci- mens was essentially intergranular. The effect of heat treatment in changing the sulfide distribution was very similar to the oxygen-free cases. There was no noticeable change in the dihedral angles of the sulfide phase in iron because of the presence of the small amount of oxygen at temperatures up to about 1100°C. At 1300°C, the sulfide inclusions in an oxygen-free specimen had an average dihedral angle of practically zero. With oxygen, the dihedral angles were finite, as shown in Fig. 37. Therefore, oxygen tends to modify the liquid-iron interfacial energy slightly. While this modification was not noticeable at lower temperatures where the dihedral angle was finite, it was conspicuous in the micro- structure as the relative energy between the liquid/ iron and iron/iron interfaces came close to the value of one half at 1300°C.
Manganese and Oxygen Additions: When both manganese and oxygen were added to the Fe-S alloys, the segregation of the sulfide and oxide phases persisted in subsequent heat treatments, Fig. 38, up to 1300°C. At higher temperatures, Fig. 39, a one phase grain boundary film formed.
Discussion of Microstructural Changes-The changes observed in the microstructure of the sul- fide inclusions are all in accord with the general concept of interfacial energy. The microstructure ap- proaches geometric equilibrium as the total energies of the Fe-Fe and iron sulfide interfaces are reduced. This energy reduction may be achieved through various steps or different means. The pertinent facts previously mentioned will be discussed further.
Given time, the sulfide inclusions are found at the grain boundaries and grain corners. The grain cor- ners are -favored because they offer the greatest reduction in area of the higher energy Fe-Fe inter- face by the minimum amount of the lower energy iron sulfide interfacial area. This tendency for in-
956-JOURNAL OF METALS, AUGUST 1956 TRANSACTIONS AlME

clusion formation at the corners may be observed repeatedly in the foregoing micrographs. Within the grains, the isotropic sulfide inclusions will sphe- roidize initially into a form of minimum surface area. With time, they tend to diffuse by solution and redeposition toward the lower energy positions at the grain boundaries or in the larger spheroids. This effect becomes apparent by the appearance of fewer but larger inclusions after annealing, Figs. 10 and 11.
If the pre-existing intergranular film is subjected to conditions favoring larger dihedral angles, the film will break up into a chain structure of numer- ous smaller inclusions, Fig. 24, each in a lenticular shape with the appropriate dihedral angle.
Among the alloying elements investigated, man- ganese addition gave the most pronounced modifica- tion upon the microstructures. It serves as an energy modifier of the iron sulfide-liquid interface. A larger addition of manganese makes the sulfide a solid phase immediately below steelmaking temperature, and produces equiaxed inclusions.
When more than one component exists in the sulfide phase, it would be natural to expect that the rate of attaining geometric equilibrium would be altered. Manganese and oxygen additions showed evidences of retarding the rate. Presumably this results from the change in sulfide stability.
Practical Considerations-In steelmaking prac- tice, certain phenomena of hot shortness may be explained in terms of the microstructural changes hitherto observed.
A steel such as the enameling sheet grade with very low manganese to sulfur ratio can be safely rolled at a temperature just below the hot-shortness range. This is due to the fact that the iron sulfide liquid formed during cooling through the hot-short- ness range tends to break down from the network film into a harmless form of separated particles by virtue of the finite dihedral angle between the iron
Fig. 3bMicrograph shows intergranular sulfide structure with oxide-bearing eutectic. Specimen contained 0.5 pct S and 0.2 pct 0, as- cost. X1000. Area reduced approxi- mately 35 pct for reproduction.
Fig. 37-Micrograph shows discontinuous oxy-sulfide films a t iron grain bound- aries. Specimen, containing 0.5 pct S and 0.2 pct 0, was heated a t 1300°C for 3 hr, then quenched. X250. Area reduced ap- proximately 35 pct for reproduction.
Fig. 38-Micrograph shows angular and globular eutectic structures of sulfides and oxides. Speci- men, containing 0.19 pct 5 , 0 2 5 pct Mn, and 0.1 pct 0, was heated a t 1300°C for 5 hr, then quenched. X1000. Area reduced ap- proximately 35 pct for reproduction. -
grains at this lower temperature. In many other steels, with the presence of con- Fig. 39-Micr0grqh
' 7 siderable manganese in the liquid sulfide, the fore- $ ~ , ~ ~ $ &:d- going action is accentuated and can be noticed at sulfide inclusions.
. higher temperatures. Furthermore, manganese addi- specimen, $;
tions give a more refractory sulfide, and a large ing 0.19 S, 0.25 dihedral angle of the solid is available at steel roll- pct Mn, and 0.1 pct ing temperatures. 0, was heated a t
1400°C for 3 hr, Summary then quenched. X250.
Experimental melts of iron and iron sulfide were Area reduced ap-
made. Their structures were studied, with special ~ ~ ~ e ~ ~ ~ ~ c : ~ ~ t ,
emphasis paid to effect of heat treatment. A variety of sulfide distributions were found in
the as-cast structures, depending upon the sulfur content and cooling rate.
Heat treatments modified the distribution of sulfide inclusions according to the interfacial energy con- cept of microstructure.
Silicon, aluminum, manganese, and oxygen addi- tions to the Fe-S alloys made certain modifications upon the microstructures, particularly after heat treatments. Among them, manganese had the most pronounced effect.
Certain phenomena of hot shortness may be ex- plained in terms of the microstructure.
Acknowledgment Part of the work in this study was done under
the support of, or in conjunction with, U. S. Army Ordnance Corps Contract No. DA-20-018-ORD-
12150, and the University of Michigan Phoenix Project No. 83.
This paper is based on a portion of a thesis by A. S. Keh submitted, in partial fulfillment of the requirements for the degree of Doctor of Philosophy, to the Dept. of Chemical and Metallurgical Engi- neering, University of Michigan.
References I C. S . Smith: Grains. Phases and Interfaces: An Interpretation
of Microstructure. Trans. AIME (1948) 1'78, pp. 15-51. a C. R. Wohrman: Inclusions in Iron. (1928) Cleveland ASST. a C. E. Sims and G. A. Lillieqvist: Inclusions--Their Effect. Solu-
bility and Control in Cast Steel. Trans. AIME (1932) 100, pp. 154- 195
M. Ziegler: Sur le Crystallization du Fer Alpha. R h u e de Metal- lurgie MEmoires (1911) vol. 8, p. 655.
6 C. Benedicks and H. Lofquist: Nonmetallic Inclusions in Iron and Steel. 11931) New York. John Wilev & Sons Inc.
0 C!: E. sir& H. ~ . S a l l e r , and-Fr W. ~ 0 u l g e r : ~ ~ f f e c t s of Various Deoxidizers on the Structures of Sulphide Inclusions. Trans. American Foundry Soc. (1949) fi7, pp. 233-248.
TRANSACTIONS AlME AUGUST 1956, JOURNAL OF MEfALS-957

7 W. Crafts, J. L. Egan, and W. D. Forgeng: Formation of Inclu- sions in Steel Castings.
W. Crafts and D. C. Hilty: Sulphide and Oxide Formation in Steel. AIME Electric Furnace Steel Proceedings (1953) 11, p. 121.
0 J. Chipman: Fe-S Iron-Sulphur. Metals Handbook. (1948) p. 1215. Cleveland. ASM.
' 0 T. Rosenqvist and B. L. Dunicz: Solid Solubility of Sulphur in Iron. Trans. AIME (1952) 194, p. 604; JOURNAL OF METALS (June 1952). . "R. Vogel and W. Hotop: Das Zustands schaubild Eisen-Eisen-
sulfid-Mangansulfid-Mangan. Archiv fur Eisahuttenwesen (1937) 11 n 41-54 - - , r . - - - - .
1ZH. Wentrup: Die Bildung von Eisenschlussen in Stahl. Tech. Mitt. Krupp (1937) 5 , pp. 131-152.
DR. Vogel, C. Uschinski, and U. Theune: Das System Eisen- Eisensulfid-Eisensilizid. Archiv fur dm Eisenhiittenwesen (1941) 14 . 0. 455 , .. . - . . .
14R. Vogel and F. Hillen: Das Zustandsschaubild Eisen-Eisen- sulfid-Aluminiumsulfid-Aluminium. Archiv fiir das Eisenhiltten- wesm (1942) 16, p. 551.
IsD. C. Hilty and W. Crafts: Liquid Surface of the Fe-S-0 Sys- tem. Trans. AIME (1952) 194, p. 1307: JOURNAL OF METALS (Decem- ber 1952).
16 D. C. Hilty and W. Crafts: Manganese Modification of F e S - 0 System. Trans. AIME (1954) 200. D. 959; JOURNAL OF METALS (Sep- . . tember 1954).
17 L. H. Van Vlack: Intergranular Energy of Iron and Some Iron Alloys. Trans. AIME (1951) 191, p. 251; JOURNAL OF METALS (March 19.51) ----, . * G. C. Towe. H. J. Gomberg, and J. W. Freeman: High Resolu- tion Autoradiography. Technical Note No. 3209 NACA (July 1954).
13 S, Yukawa: Grain Boundary Diffusion in the Copper-Bismuth and Copper-Nickel Systems. Ph.D. Thesis, University of Michigan I 1 9.W) ~ - - - -, . *B. S. Lement. B. L. Averbach, and M. Cohen: Further Study of
Microstructural Changes on Tempering Iron-Carbon Alloys. Trans. ASM (1955) 47, D. 291.
Dlscnssion of this paper sent (2 copies) to AIME by Oct. 1. 1956 will appear in AIME Transacttons Vol. 209, 1957, and in JOURNAL OF METALS. May 1957.
Technical Note
Recrystallization of Zone-Melted Aluminum
~ by A. W. Demmler, J r
gave no data as to the percentage reduction or time required. Their material was found to be practically non-work hardening at room temperature, but after 96 pct cold work at a low temperature and storage in liquid nitrogen it was found to recrystallize to coarse grains in less than 3 hr at 20°C.
Recently, a study was made of the room tempera- ture recrystallization characteristics of zone-melted aluminum. An ingot 14 in. in length, with a Y s x Y 4
in. cross section, was made in an extremely high purity graphite boat under an atmosphere of dried commercial argon. It was made by first passing the molten zone along the ingot of 99.99+ pct A1 15 times. At this point, the most impure 3 in. (the end toward which the eutectic forming impurities mi- grated) were replaced with more of the original starting material, and 15 more traverses were made. Each traverse of the zone along the ingot required approximately 3 hr.
Three ingots were prepared in this identical fashion and the chemical analyses were made spec- trographically on two of these ingots, rather than on the one used in this investigation. The analyses were made at 1 in. intervals along the ingot, in duplicate. Over the purest 5 in. of the ingot, which were most important in this investigation, there was found an average composition of <0.00004 pct Cu, <0.0003 pct Fe, <0.0001 pct Si, and <0.0001 pct
ECENTLY, Chaudron,' Mon ta r i~ l ,~ and their co- Euteclics R Peri tectics
Mg. In addition, the following elements were not detected spectrographically even in the more im- pure end of the bar: manganese, zinc, nickel, chro- mium, titanium, vanadium, lead, tin, boron, beryl- lium, bismuth, gallium, zirconium, cadmium, anti- mony, cobalt, and molybdenum.
The original ingot was given several cold reduc- tions, with intermediate anneals in order to refine the grains. Owing to the extreme length resulting and the ease of deforming the material plastically, it was cut into eight equal lengths and identified as shown in Fig. 1, with the highest numbered section at the purer end (that enriched with peritectic formers). Section 6 was used in the exploratory work and was found to be of exceptionally high purity, giving more rapid rates of room temperature recrystallization than any previous aluminum studied at the Alcoa Research Laboratories.
This fact suggested that the entire midsection of the ingot might be of very high purity. Accordingly, section 4 was chosen for the next study. A portion of it was rolled to cold reductions of 10, 25, 40, 60, 75, and 90 pct at room temperature, and the re- crystallization of each specimen was followed by X-ray pinhole transmission photographs. The other portion received the same treatment, except that both the specimens and the rolls were maintained at 160°F in the Drocess of rolling. The latter or ti on - was retarded in its recrystallization as compared to
A. W. DEMMLER, JR., Junior Member AIME, is Research h i - the former, probably due to the stress relief effect neer, Physical Metallurgy Division, Alcoa Research Laboratories, of the warm rolling. ~ ~ t h of these portions of the Aluminum Company of America, New Kensington, Pa.
TN 344L Manuscript, Oct. 31, 1955. fourth section were found to recrystallize a t a con- siderably slower rate than did the sixth section.
958-JOURNAL OF METALS, AUGUST 1956 TRANSACTIONS AiME
workers published the results of their studies 1 , on zone-refined aluminum. They found their mate- rial to be capable of recrystallization at -50°C, but Fig. 1-Position of various sections in the original ingot.
4 2 5 3 6 7 8