Effect of Powder Contamination on Selective Laser Melted ...

1. IntroductionFriction stir welding (FSW) is a welding methodpatented by Thomas et al. [1] in 1991, developedmainly for welding aluminum and other light metals.During FSW, a rotating tool is pushed in-betweenthe plates to be welded and, as a result of the rota-tion, enough friction heat is formed for welding,then, by moving the tool along the edge of theplates a butt weld seam is formed. When weldingmetals the FSW tool consists basically of two parts[2]. One is the pin intruding between the plates theother is the shoulder smoothing the upper surface ofthe plates. There are several possible designs for thepin, usually containing grooves, which homogenizethe plastic flowing material and transport it behindthe tool. The pin generates the friction heat necessaryfor welding (Figure 1.) The role of the shoulder is tocontain the plastic material swirling around the pinin the seam region and by smoothing the seam toprovide an aesthetic surface [2]. Joined by FSW thecrystalline structure has been studied in detail in theseam and in its neighborhood [3]. Analysis was done
already for various metals [4]. Shearing processesarising under the effect of the rotating tool (pin +shoulder) associated plastic flow processes play adecisive role in the strength of the welded seam [5].Similar to metals the welded seam and weldingzone formed in polymers depends strongly on thedeveloping morphology, i.e. on the supermolecularstructure generated [6]. In the case of all weldingprocesses the temperature necessary for welding isat or above the melting range of the base material.This triggers melting and crystallization and vari-
54
Microscopic analysis of the morphology of seams in frictionstir welded polypropyleneZ. Kiss, T. Czigány*
Department of Polymer Engineering, Faculty of Mechanical Engineering, Budapest University of Technology andEconomics. M!egyetem rkp 3., H-1111 Budapest, Hungary
Received 19 April 2011; accepted in revised form 3 August 2011
Abstract. Supermolecular structure of welded seams prepared by friction stir welding (FSW) of polypropylene sheets hasbeen studied by optical and electron microscopy. It has been shown that in the central parts of the seam spherulitic struc-tures similar to that of the base material are formed, while at the borderline of the seam, a complex supermolecular structurecould be identified. Lower welding rotation speed resulted in a border transition zone of more complex feature than thehigher rotation speed during FSW. This was accompanied by reduced joint efficiency.
Keywords: processing technologies, morphology, polymer welding, polypropylene
eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62Available online at www.expresspolymlett.comDOI: 10.3144/expresspolymlett.2012.6
*Corresponding author, e-mail: [email protected]© BME-PT
Figure 1. Scheme of the principle of friction stir weldingfor metals

ous deformation processes in the molten and heataffected layers, respectively, similar to other poly-mer processing technologies [7, 8]. Various frictionwelding methods were adapted for polymeric mate-rials [6], and we have also dealt with the applicationpossibilities of FSW in polymers [9].Hot gas welding is an important and commonlyused joining method. We have studied [10] themicrostructure formed in the heat affected zone ofwelded polypropylene (PP) seams produced by thistechnique. The structure of the welded seam wasdivided into three main parts, starting from the basematerial toward the welded seam. The micro-spherulitic structure of the material essentially didnot change during welding. A plastic zone wasobserved at the border of the seam and the basematerial, wherein a sheared zone arose due to thewelding pressure, characterized by a cylindriticcrystalline morphology. Practically the innermostpart of the seam, defined as flow zone, consists ofthe additional material introduced. Mechanical andmorphological properties of welded seams made byhot gas welding between plastic plates have alsobeen studied by Balkan et al. [11]. In their workthey pointed out that the weldability of materials isclosely related to their rheological properties.Varga et al. [12] welded together " and #-crystal-lized PP sheets made of various types of polypropy-lene (homo, random and block copolymers, differ-ent melt flow index values) by vibration method.Starting from the base material (bulk) a partiallymelted, sheared zone consisting of deformedspherulites was observed, wherein the degree of #nucleation also changed under the effect of shear-ing. At the center of the seam a fluid melt channelwas observed which remained oriented during crys-tallization. The degree of orientation was so high athigh welding pressures that it deteriorated themechanical properties of the welded bond (the meltwas squeezed out from the seam). In the case ofsmaller compressive forces, however, a finespherulitic transition zone was observed betweenthe base material and the fully molten, sheared lay-ers, at the center of the seam, which improved themechanical properties of the welded joint.Schmachtenberg and Tüchert [13] investigated theseam of PP sheets welded by hot plate welding. Thecenterline of the welding was characterized by atranscrystalline structure. A structure similar to that
of the base material could be observed in the coarsespherulitic zone, which was attributed to the effectof slow cooling rate. The coarse spherulitic struc-ture was followed by a fine spherulitic layer causedby the high cooling rate. Streamlines formed in thesheared melt zone under the combined effect of fastcooling and shear. In contrast to the sheared meltzone spherulites melted only partially in the incom-pletely melted and sheared zone. The base materialdid not melt at all, within coarse spherulites couldbe observed.Evolving microstructures arising during the FSW ofmetals and during the various welding processes ofpolymeric structural materials play a prominent rolein determining the mechanical properties of thewelded joints. The supermolecular structure formedin the seam and in its neighborhood during FSWhas been scarcely studied. Very few publications areavailable on the application of the FSW method onpolymers, however Nelson [14] filed a patent in thisfield. Aydin [15] has dealt with the FSW of poly-mers. The seams exhibited high strength values prov-ing the applicability of FSW to polymeric structuralmaterials, but the shoulder rotating together withthe tool resulted in strongly degraded surface.Strand and coworkers [16] used a stationary shoeequipped with an ancillary heating instead of theshoulder rotating together with the tool. Onion-ringlike streamlines were observed on the cross sectionof the welded seams formed under the effect of meltflow. Comparing the microstructure of the weldedseams with the results of three point bending tests ithas been established that seams exhibiting spheruliticmicrostructure similar to that of the original basematerial (especially in the center of the seam) per-form best. Spherulitic structure appeared if the tooldiameter was large as compared to the plate thick-ness, at low feed rates. This can be explained by thefact that a higher peripheral speed resulting formthe large diameter increased the frictional heat evo-lution too. Decreasing feed rate also results in moreheat evolution. Arici and Sinmazçel$k [17] recog-nized the weaker mechanical properties, also pub-lished by Strand [16], were due to the weaker weld-ing roots. Therefore they prepared two seams onboth the lower and upper side of the plates. Usingdouble seams welded joints with strength identicalto the yield strength of the base material could beprepared. Rezugi et al. [18] have shown that the
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
55

surface of the welding tool and its rotation speedexerts a large influence on the welding temperatureand on the strength of the joint. A version of FSWdeveloped for point welding was studied by Biliciet al. [19] and by Arici and Mert [20]. Lap jointswere prepared and the effects of welding parame-ters were studied. Both articles observed that in thepreparation of point-welded seams the most impor-tant parameters were the penetration depth and thedwelling time used to preheat the part. During pre-heating the plates were touched by the rotating tool,resulting in heat evolution then, after a given timethe rotation was stopped and the welding tool waspushed in-between the plates.Having reviewed the literature it can be seen thatthe heat affected zone (HAZ) and morphologywithin play a decisive role in determining thestrength of the joint. The effect of FSW parameterson the mechanical properties of the welded joint hasbeen investigated by us [9] on friction stir weldedPP joints. The aim of this paper is to study super-molecular structure of seams prepared by frictionstir welding of PP sheets by optical and electronmicroscopy techniques.
2. Materials and methodsThe scheme of the FSW technology is shown inFigure 2. In contrast to the welding of metals,instead of the shoulder rotating together with thetool, we used a non-heated smoothing shoe made ofpolytetrafluoroethylene.In accordance with our preliminary experiments [9]a milling cutter of 8 mm in diameter with 8-toothwas used for welding of 10 mm thick extruded PPhomopolymer plates (PP-DWST of Simona, Kirn,Germany, crystal melt temperature: 160–165°C, den-sity: 0.905 g/cm3, modulus: 1400 MPa, Melt FlowIndex: 0.4 g/10 min, tensile strength: 25.6 MPa).
The welding cutting depth was 9.6 mm, the feedingrate was 60 mm/min. Two rotation speed valueswere selected for the morphological study: A lowerstrength (welded at a rotation speed of 2000 rota-tions per minute (rpm)) and the maximum tensilestrength welded joints (welded at 3000 rpm) werecompared. The efficiency factors of the joints are thetensile strengths of the welded joints as comparedto the tensile strength of the base material. The effi-ciency factors of PP plates at the two investigatedrotations were 54.9±5.7% at 2000 rpm and 86±2.6%at 3000 rpm (relative to the tensile strength of thebase material, 25 MPa).The crystalline structure was investigated usingcrossed polarizer (linear polarizer, analyzer andfirst order !-plate between the polarizers (locateddiagonally)) in transmission mode in an OlympusBX 51 (Tokyo, Japan) optical microscope. For thisabout 10 µm thick slices were cut from the seamusing a Bright 5040 microtome (Huntingdon, Cam-bridgeshire, United Kingdom) and 3–5 %m slicesusing a Leica EM UC6 ultramicrotome (Vienna,Austria) with an FC7 cryochamber (Vienna, Aus-tria). Several smaller slices were prepared to studythe welded seam: some cut from the center of theseam, others from the base material and from theborderline between the two zones.A JEOL JSM-6380LA (Tokyo, Japan) type electronmicroscope was also used for the study of the crys-talline structure. In order to visualize the supermol-ecular structure chemical etching was used [21].The etchant was 0.7 m/m% potassium perman-ganate dissolved in a 2:1 mixture of sulfuric acidand phosphoric acid. The acidic medium etches firstthe amorphous part of the surface of the specimensimmersed into the etchant, thus the residual crys-talline parts (here the spherulites) protrude from thesurface and become observable. Only suggestedvalues are available for the etching time, so theetching time was selected to be 4 hours based onpreliminary experiments. After etching the sampleswere first rinsed with diluted sulfuric acid (7:1water: sulfuric acid) then with hydrogen peroxideand finally with distilled water. Before etching thecross sections of the seams were polished.In our optical and electron microscopic studies thePP seams were observed in the cross section asshown in Figure 3. The welded seam meets the basematerial along the line defined by the outer perime-
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
56
Figure 2. Scheme of the principle of friction stir weldingfor polymers

ter of the tool (borderlines). The borderlines on theboth sides of the seam can be distinguished basedon the relation between the peripheral speed of thetool and the welding direction. Where the directionof the peripheral speed of the tool is identical withthe welding direction it is called the advancing sideof the weld, while if the two directions are opposite,it is called the retreating side of the weld. In ourstudies no significant differences were found betweenthe advancing and retreating sides of the weld. It isexplained by the fact that assuming 2000 and3000 rpm rotation speeds and 8 mm diameter toolthe peripheral speed is 837 and 1256 mm/s respec-tively. Comparing these values with the feed rate of1 mm/s, the difference coming from the rotationdirection is negligible between the two sides of theseam. In our optical and electron microscopic stud-ies special care has been taken to investigate thecrystalline structure at the immediate neighborhood
of the borderlines. To support the understanding ofthe results the position of the sample cut-offs isindicated in the, magnified inset in Figure 3.
3. Results and discussionOptical microscopySpherulitic structure can be observed in the sectionsshown in Figure 4. No difference was found betweenthe lower and upper parts of the cross sections (i.e.between the lower and upper sides of the plate). Thespherulites were distributed homogeneously overthe cross sections and in the central zone of theseam (Figure 4a). The crystalline structure is verysimilar to the spherulitic structure of the base mate-rial (see Figure 4b). At higher magnification (200&)a !-plate was also used in the optical microscope.The spherulites of the base material (25–30 %m) arelarger than those found in the seam (10–20 %m).The reduced spherulite diameter may likely be due to‘memory effect’. The heat development in FSWwas not sufficient to erase the ‘prehistory’ of theextruded sheet. The residual self nuclei initiated thecrystallization yielding spherulites with reducedmean diameter compared to the base sheet [22].Nonetheless, similar spherulite sizes in the centre ofthe seam and in the base material suggest that therelated cooling conditions were also comparable.As no major differences were found in the super-molecular structure in the central regions of theseam in follow-up studies we concentrated on sam-ples taken from the transition zone (on the border-line between the base material and the seam (Fig-
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
57
Figure 3. Build-up of the seam produced by FSW. Note:The blue region is the inset represents the heataffected zone (HAZ).
Figure 4. Optical micrograph with crossed polarizer a) From the center of the seam, b) From the base material. Note: insetimages were made by additional use of !-plate.

ure 3)). 5–10 %m thick slices were cut by microtomefrom the advancing and retreating sides of the seamfor the study.Figure 5a shows the borderline appearing at theadvancing side of the welded seam prepared at arotation speed of 2000 rpm. At the left and rightsides of the borderline the sperulitic structures ofthe seam and of the base material are similar, butbetween the two a transition zone of 400–500 %mwidth can be observed. Figure 5b and 5c show ahighlighted part of the transition zone, indicatingthe recognized supermolecular structural layers.From right to left these are as follows:B: Original spherulitic structure of the base (bulk)material (average spherulite size is 25–30 %m).
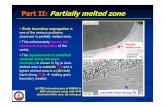
Touter: Sheared zone of distorted spherulitic struc-ture produced by the peripheral speed of the weld-ing tool. Although this layer is located near to theadvancing tool, the temperature developed duringwelding softened the PP and ‘smeared’ along themantle of the tool. A flow zone of the base materialbeing located near to the movement of the tool.Here the polymer completely melted under theeffect of the locally high temperature, flows andcrystallizes in form of cylindrites along the shearrate direction. The cylindritic crystallization is dueto the fact that shear aligned PP chains cannot relaxowing to the fast cooling of this zone. The cylin-dritic structure is induced by row-nuclei (a specialversion of self-nucleation) [22].
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
58
Figure 5. Optical micrographs of the border region between the seam (produced at 2000 rpm) and the base material in trans-mission mode using crossed polarizers. a) Spherulitic structure of the seam and of the base (bulk) material, b),c) Supermolecular structure developed in the border region. Notes: pictures b) and c) display the transitions zone(also referred to skin-core structure) of the FSW seam along with the designations introduced. Frames b) and c)were taken using a polarizer the plane of which was diagonal and parallel to the oriented structure of the seam,respectively.

T: This line represents the movement of the toolmantle. It is practically the initial borderline betweenthe seam and the base material.Tinner: A flow zone of the seam developed similar tothat of Touter, but on the seam side. Accordingly, thishas the same cylindritic structure. Toward to thebase (bulk) material a highly distorted spheruliticlayer can be resolved. Its formation is controlled bytwo effects: heat subtraction toward to the bulk, andcrystallization affected by self-nucleation.S: Inside the seam (S) again spherulites are formed.To sum up, this is some kind of skin-core structure,often found in injection molded PP items [7]. Slowcooling in the central part of the welding seam(‘core’) results in spherulitic crystallization. By con-trast, in the ‘skin’ the formation of the supermolec-ular structure is due to interplay between cooling,molecular alignment/relaxation and crystallizationmarkedly influenced by the latter. This kind skin-core structure (similar to that observed in injectionmolded specimens) provides the slow cooling nec-essary for the spherulitic crystallization. After weld-ing while in the ‘skin’ regular spherulites cannotdevelop because of the more intense heat with-drawal (the heat diffusing towards the base mate-rial), in the central part of the seam (in the ‘core’) thecrystallization goes on undisturbed.In the case of the welded joint prepared at 3000 rpmthe width of the transition zone between the basematerial and the seam was about 200–300 %m, muchnarrower than in case of at 2000 rpm. The fasterrotation speed of the tool results in higher tempera-ture associated with reduced melt viscosity. Conse-quently, the shearing conditions are different.
Because of the higher temperature the time formolecular relaxation is longer. The width of theseam is controlled by the interplay of the above twoparameters.Figure 6 shows a cryomicrotomed specimen fromthe welded joint prepared at 3000 rpm. Using thecryomicrotome only very narrow slice could bemade (about 300 %m width), but even here thedecreasing size of the spherulites of the base mate-rial towards the seam can be observed. The cylin-dritic structure developed along a straight linedescribed by the side line of the mantle of the tool(outer perimeter of the tool). The same straight bor-derline can be observed in the SEM micrographstoo.
Electron microscopic studies on etched samplesIn order to study the crystalline structure of theseam and of the base material etched samples werealso prepared and studied afterwards by SEM. Theadvantage of the method compared to opticalmicroscopy is that the seam needs not be dividedinto several parts to cut slices form it, as the etchedsample can be placed as a whole into the sampleholder of the SEM. Further advantages are thehigher magnification and the depth of field.Figure 7 shows the micrographs of the seam (Fig-ure 7a) and of the base material (Figure 7b) withimproved contrast for better visibility. One can seethat the spherulites of the seam are somewhatsmaller (10–20 µm diameter) than those of the basematerial (25–30 µm), this difference could beobserved on the optical micrographs too. Thespherulites in the seam are not only smaller, but,
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
59
Figure 6. The border region between the seam and the base material at 3000 rpm. a) On a specimen prepared by cryomicro-tome, b) SEM micrograph of an etched specimen.

with respect to their regularity, they are much morefragmented. This can be attributed to the mixing-shearing effect of the welding tool.When studying etched samples we have concen-trated on the borderline between the seam and ofthe base material, investigating the transition zonesobserved by optical microscopy. Figure 8 showsthat at 3000 rpm the spherulitic structure of the basematerial changes suddenly. When moving towardsthe center of the seam the spherulitic structure canagain be observed after about a 40 µm distance butthe size is smaller and the regularity is lower than inthe case of the base material.Similarly to our optical microscopic studies also inthe SEM micrographs streamlines can be observedat 2000 rpm at the borderline of the seam and of thebase material (Figure 3). At these parts the melt wasexposed to strong shearing during welding, so the
polymer crystallized in a layered form, along cer-tain lines, corresponding to the streamlines. The
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
60
Figure 7. SEM micrographs after 4 hours etching: a) From the seam, b) From the base material
Figure 8. Borderline of the base material and of the seam at3000 rpm
Figure 9. The borderline between the base material and the seam at 2000 rpm. a) Regularity caused by the flow, b) Thereare no spherulites in the region exposed to flow.

phenomenon shown in Figure 9a can also beobserved by naked eye both at the retreating and atthe advancing flow borderlines. Figure 9b showsthe small spherulites characteristic of the seam atthe borderline of the strongly sheared region withgreater magnification, together with the crystallizedlayer formed along the streamlines produced by thetool. The layer sheared under the effect of flowdeveloped because of the lower degree of meltingdue to the lower rotation speed, as here, because ofthe lower temperature the melt strength of polypropy-lene was higher. Consequently the homogeneity ofthe seam was lower, reflected by the lower weldstrength.
4. ConclusionsSupermolecular structure of polyproplyene seamsprepared by friction stir welding has been studiedby optical and electron microscopy. One lower(welding at a rotation speed of 2000 rpm) and themaximum tensile strength welded joints (welded at3000 rpm) were compared.It has been observed both in optical microscopicand in electron microscopic studies that at the cen-ter of the seam spherulitic structure similar to thatof the base material. However, the average diameterof the spherulites (10–20 %m) is only about half ofthan the base material (25–30 %m). The spheruliticstructure, observed in the central part of the seam, isdue to the relatively slow cooling rate in the centralpart of the seam. In the samples welded with lowrotation speed a transition zone of 400–500 %mwidth was observed (Figure 5b) at the border of thebase material and the seam. The width of this transi-tion zone reduced to about half (200–300 %m) inFSW with high rotation speed. Several supermolec-ular structures were identified in the transitionzone, and at the outer perimeter of the tool (in theside line of the mantle) a straight borderline wasobserved. The related structure was cylindritic ordistorted aligned spherulitic when PP crystallizedfrom the melt. Distorted spherulites were formedunder shear stresses in the heat affected zone (HAZ– Figure 5b) where the PP became ‘softer’. It wasfound that the smaller the overall width of the seamand the less complex its morphology are, the betterthe joint efficiency of the FSW weld is.
AcknowledgementsThis work is connected to the scientific program of the‘Development of quality-oriented and harmonized R+D+Istrategy and functional model at BME’ project. This projectis supported by the New Széchenyi Plan (Project ID:TÁMOP-4.2.1/B-09/1/KMR-2010-0002).
References [1] Thomas W. M., Nicholas E. D., Needham J. C., Murch
M. G., Temple-Smith P., Dawes C. J.: Friction stir buttwelding. G.B. Patent 9125978.8, Great Britain (1991).
[2] Mishra R. S., Ma Z. Y.: Friction stir welding and pro-cessing. Materials Science and Engineering, 50, 1–78(2005).DOI: 10.1016/j.mser.2005.07.001
[3] Fonda R. W., Bingert J. F., Colligan K. J.: Develop-ment of grain structure during friction stir welding.Scripta Materiala, 51, 243–248 (2004). DOI: 10.1016/j.scriptamat.2004.04.017
[4] Fujii H., Sun Y., Kato, H., Nakata K.: Investigation ofwelding parameter dependent microstructure andmechanical properties in friction stir welded pure Tijoints. Materials Science and Engineering A, 527,3386–3391 (2010).DOI: 10.1016/j.msea.2010.02.023
[5] Hamilton C., Dymek S., Blicharski M.: A model ofmaterial flow during friction stir welding. MaterialsCharacterization, 59, 1206–1214 (2008). DOI: 10.1016/j.matchar.2007.10.002
[6] Patham B., Foss P. H.: Thermoplastic vibration weld-ing: Review of process phenomenology and process-ing–structure–property interrelationships. PolymerEngineering and Science, 51, 1–22 (2011). DOI: 10.1002/pen.21784
[7] Karger-Kocsis J., Friedrich K.: Effect of skin-coremorphology on fatigue crack propagation in injectionmoulded polypropylene homopolymer. InternationalJournal of Fatigue, 11, 161–168 (1989). DOI: 10.1016/0142-1123(89)90435-0
[8] Wang L., Yang W., Huang L., Yang B., Sun N., YangM-B.: Effect of thermal gradient field with phasechange on crystal morphologies of HDPE DuringGAIM process. Plastics, Rubber and Composites, 39,385–391 (2010).DOI: 10.1179/174328910X12777566997450
[9] Kiss Z., Czigány T.: Applicability of friction stir weld-ing in polymeric materials. Periodica Polytechnica,Ser.Mech.Eng., 51, 15–18 (2007).DOI: 10.3311/pp.me.2007-1.02
[10] Marczis B., Czigány T.: Interrelationships betweenwelding parameters of hot-gas welded polypropylene.Polymer Engineering and Science, 46, 1173–1181(2006).DOI: 10.1002/pen.20570
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
61

[11] Balkan O., Demirer H., Ezde'ir A., Yıldırım H.:Effects of welding procedures on mechanical and mor-phological properties of hot gas butt welded PE, PP,and PVC sheets. Polymer Engineering and Science,48, 732–746 (2008).DOI: 10.1002/pen.21014
[12] Varga J., Ehrenstein G. W., Schlarb A. K.: Vibrationwelding of alpha and beta isotactic polypropylenes:Mechanical properties and structure. Express PolymerLetters, 2, 148–156 (2008).DOI: 10.3144/expresspolymlett.2008.20
[13] Schmachtenberg E., Tüchert C.: Long-term propertiesof butt-welded poly(propylene). MacromolecularMaterials and Engineering, 288, 291–300 (2003). DOI: 10.1002/mame.200390024
[14] Nelson T. M.: Friction stir welding of polymeric mate-rials. U.S. Patent 6811632, USA (2004).
[15] Aydin M.: Effects of welding parameters and pre-heat-ing on the friction stir welding of UHMW-polyethyl-ene. Polymer-Plastics Technology and Engineering,49, 595–601 (2010).DOI: 10.1080/03602551003664503
[16] Strand S. R.: Effects of friction stir welding on poly-mer microstructure. MSc Thesis, Department ofMechanical Engineering, Brigham Young University(2004).
[17] Arici A., Sinmazçel$k T.: Effects of double passes ofthe tool on friction stir welding of polyethylene. Jour-nal of Materials Science, 40, 3313–3316 (2005).DOI: 10.1007/s10853-005-2709-x
[18] Rezgui M. A., Ayadi M., Cheouat A., Hamrouni K.,Zghal A., Bejaoui S.: Application of Taguchi approachto optimize friction stir welding parameters of polyeth-ylene. EPJ Web of Conferences, 6, 07003/1–07003/8(2010).DOI: 10.1051/epjconf/20100607003
[19] Bilici M. K., Yükler A. (., Kurtulmu' M.: The opti-mization of welding parameters for friction stir spotwelding of high density polyethylene sheets. Materialsand Design, 32, 4074–4079 (2011). DOI: 10.1016/j.matdes.2011.03.014
[20] Arici A., Mert S.: Friction stir spot welding of poly -propylene. Journal of Reinforced Plastics and Com-posites, 27, 2001–2004 (2008).DOI: 10.1177/0731684408089134
[21] Olley R. H., Bassett D. C.: An improved permanganicetchant for polyolefines. Polymer, 23, 1707–1710(1982).DOI: 10.1016/0032-3861(82)90110-0
[22] Varga J.: Supermolecular structure of isotactic poly -propylene. Journal of Materials Science, 27, 2557–2579 (1992).DOI: 10.1007/BF00540671
Kiss and Czigány – eXPRESS Polymer Letters Vol.6, No.1 (2012) 54–62
62