Métrica de Productividad
10
PÁGINA 1 DE 10 From shop floor to top floor, ASM Smart Software for Efficient Manufacturing PLATAFORMA GESTIÓN INTEGRAL DE PRODUCCIÓN GESTIÓN DE OPERACIONES MÉTRICA DE PRODUCTIVIDAD Avanzar hacia la excelencia operacional es clave para la mejora de la competitividad de una industria. Sin embargo, se requieren equipos de personas completamente informadas y comprometidas con la mejora continua para reaccionar rápidamente a partir de información en tiempo real y fiable. ASM, además de contar con una gran experiencia en Gestión, Control y Mejora de la Producción avalada implantando soluciones de Gestión de Operaciones durante más de 30 años, dispone de la mejor herramienta actual para la Gestión Integral de Producción, TrakSYS , para registrar datos de las operaciones y proporcionar información útil, fiable y en tiempo real, desde cualquier lugar y cuando se precise.
Transcript of Métrica de Productividad
PÁGINA 1 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
PLATAFORMA
GESTIÓN INTEGRAL DE PRODUCCIÓN
GESTIÓN DE OPERACIONES
MÉTRICA DE PRODUCTIVIDAD
Avanzar hacia la excelencia operacional es clave para la mejora de la competitividad
de una industria. Sin embargo, se requieren equipos de personas completamente
informadas y comprometidas con la mejora continua para reaccionar rápidamente a
partir de información en tiempo real y fiable.
ASM, además de contar con una gran experiencia en Gestión, Control y Mejora de la
Producción avalada implantando soluciones de Gestión de Operaciones durante más
de 30 años, dispone de la mejor herramienta actual para la Gestión Integral de
Producción, TrakSYS, para registrar datos de las operaciones y proporcionar
información útil, fiable y en tiempo real, desde cualquier lugar y cuando se precise.
PÁGINA 2 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
Toma de Decisiones de Mejora basadas en Métrica de Productividad
En general, los ingenieros, jefes o responsables de fabricación suelen estar implicados en nuevas tecnologías y en la mejora que proporcionan, mientras que el personal de dirección está interesado en el negocio y rentabilidad de la planta y para ello cuentan con una cantidad limitada de fondos. Estos dos diferentes puntos de vista suele crear situaciones confusas y malentendidos. Los siguientes casos resultarán muy familiares a muchos directores y responsables de producción:
Caso 1. Responsable Línea de Producción: ‘Otra vez el proyecto de mejora de la Línea no está en la lista de proyectos aprobados para el próximo año’, ‘Me parece imposible, no entiendo que criterios utiliza la dirección para aprobar los proyectos’. ‘En realidad creo que no se enteran de lo que pasa aquí abajo‘.
Caso 2. Director de producción: ‘La dirección me acaba de comunicar que el proyecto de monitorización de paradas y consumos de agua y energía de las líneas no se realizará, así que no entrará en la planificación de inversiones del próximo año’. ‘No puede ser, ¿cómo pueden rechazar un proyecto que intenta incorporar las nuevas tecnologías a la producción?’
¿Por qué estos casos son tan frecuentes? El criterio de la dirección es que las inversiones en nuevos equipos, mejoras, modificaciones, etc., tienen valor sólo si proporcionan un adecuado retorno financiero. En general, un proyecto será aprobado sólo si ofrece un retorno sobre la inversión del capital que justifique la decisión.
¿Cómo evitar estas situaciones? TrakSYS conjuntamente con la experiencia de ASM le ayudan a evitar estas situaciones ya que proporcionan la información adecuada para estudiar cuáles son las causas principales de pérdidas de productividad y estimar su coste determinando el ROI de la inversión antes de presentar el proyecto de mejora a la
dirección.
MÉTRICA DE PRODUCTIVIDAD, OEE
OEE, Eficiencia Global de Equipos es uno de los KPIs más importantes para la medida de la productividad. Indica
la eficiencia productiva global y agrupa las posibles causas de perdida de eficiencia en tres grupos. La métrica
OEE requiere una adecuada clasificación de las paradas. Estas deben agruparse orientadas a establecer la causa
raíz (root cause) de las pérdidas de eficiencia.
La métrica OEE se basa en clasificar las pérdidas de productividad en tres categorías: Disponibilidad, D,
Rendimiento, R y Calidad, Q.
OEE = D x R x Q
D Parada Planificadas y No planificas sean cual sea la causa
R Disminución de velocidad nominal y aumento de tiempo de ciclo + microparadas
Q Unidades NO Conformes
PÁGINA 3 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
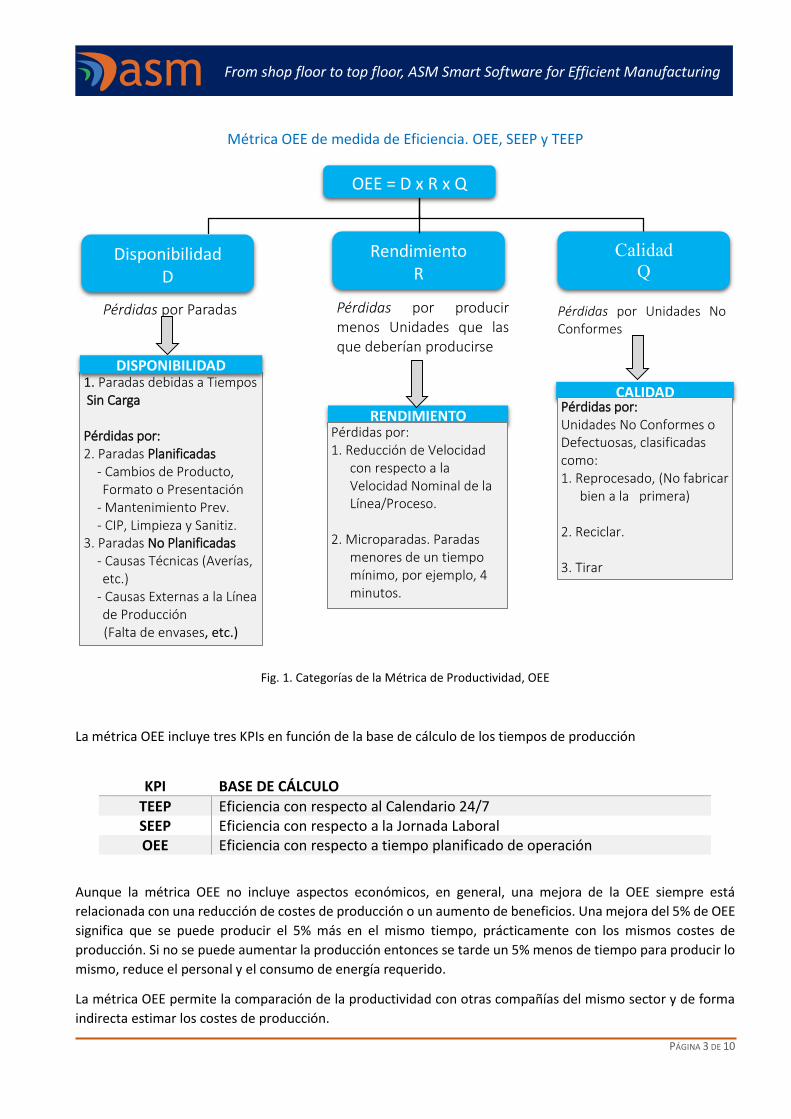
Métrica OEE de medida de Eficiencia. OEE, SEEP y TEEP
Fig. 1. Categorías de la Métrica de Productividad, OEE
La métrica OEE incluye tres KPIs en función de la base de cálculo de los tiempos de producción
Aunque la métrica OEE no incluye aspectos económicos, en general, una mejora de la OEE siempre está
relacionada con una reducción de costes de producción o un aumento de beneficios. Una mejora del 5% de OEE
significa que se puede producir el 5% más en el mismo tiempo, prácticamente con los mismos costes de
producción. Si no se puede aumentar la producción entonces se tarde un 5% menos de tiempo para producir lo
mismo, reduce el personal y el consumo de energía requerido.
La métrica OEE permite la comparación de la productividad con otras compañías del mismo sector y de forma
indirecta estimar los costes de producción.
KPI BASE DE CÁLCULO
TEEP Eficiencia con respecto al Calendario 24/7 SEEP Eficiencia con respecto a la Jornada Laboral OEE Eficiencia con respecto a tiempo planificado de operación
Pérdidas por Paradas Pérdidas por producir menos Unidades que las que deberían producirse
Pérdidas por Unidades No Conformes
1. Paradas debidas a Tiempos Sin Carga Pérdidas por: 2. Paradas Planificadas - Cambios de Producto,
Formato o Presentación - Mantenimiento Prev. - CIP, Limpieza y Sanitiz. 3. Paradas No Planificadas - Causas Técnicas (Averías,
etc.) - Causas Externas a la Línea
de Producción (Falta de envases, etc.)
DISPONIBILIDAD
RENDIMIENTO (PERFORMANCE) Pérdidas por:
1. Reducción de Velocidad con respecto a la Velocidad Nominal de la Línea/Proceso.
2. Microparadas. Paradas
menores de un tiempo mínimo, por ejemplo, 4 minutos.
CALIDAD Pérdidas por: Unidades No Conformes o Defectuosas, clasificadas como: 1. Reprocesado, (No fabricar
bien a la primera) 2. Reciclar. 3. Tirar
D R Q
D x R
Rendimiento
R
Calidad
Q Disponibilidad
D
OEE = D x R x Q
PÁGINA 4 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
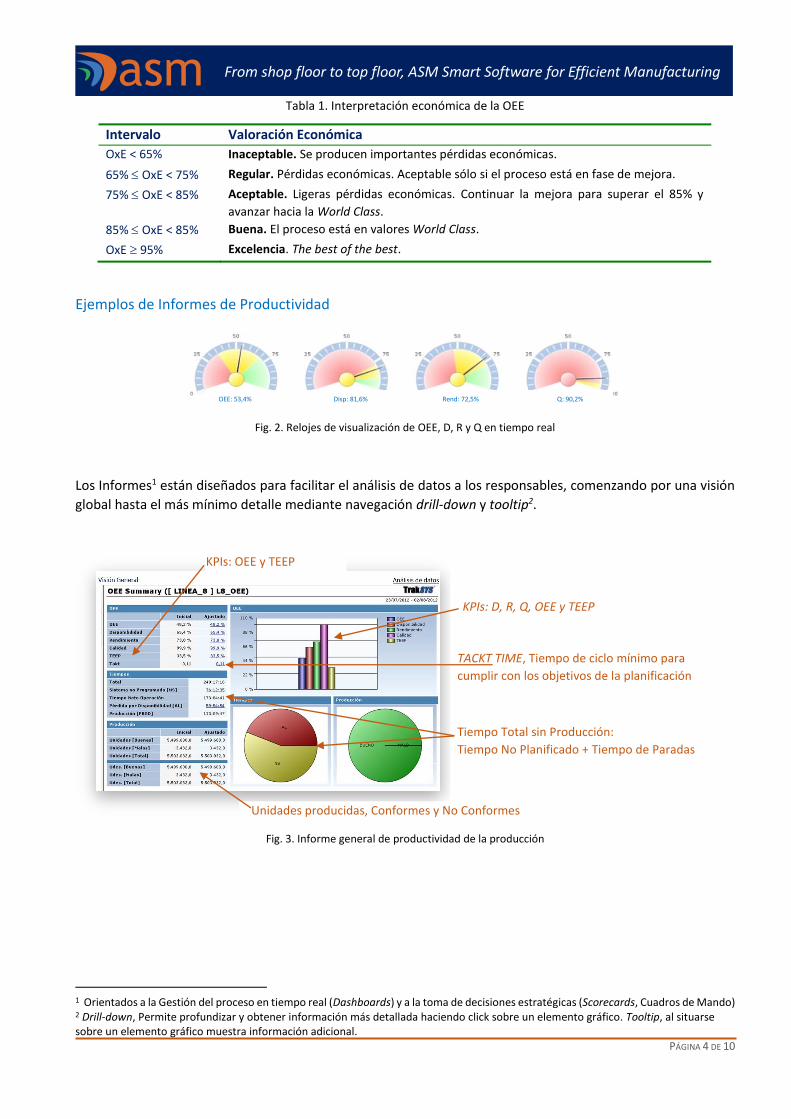
Tabla 1. Interpretación económica de la OEE
Ejemplos de Informes de Productividad
Fig. 2. Relojes de visualización de OEE, D, R y Q en tiempo real
Los Informes1 están diseñados para facilitar el análisis de datos a los responsables, comenzando por una visión
global hasta el más mínimo detalle mediante navegación drill-down y tooltip2.
Fig. 3. Informe general de productividad de la producción
1 Orientados a la Gestión del proceso en tiempo real (Dashboards) y a la toma de decisiones estratégicas (Scorecards, Cuadros de Mando) 2 Drill-down, Permite profundizar y obtener información más detallada haciendo click sobre un elemento gráfico. Tooltip, al situarse sobre un elemento gráfico muestra información adicional.
OEE: 53,4% Disp: 81,6% Rend: 72,5% Q: 90,2%
Intervalo Valoración Económica
OxE < 65% Inaceptable. Se producen importantes pérdidas económicas.
65% OxE < 75% Regular. Pérdidas económicas. Aceptable sólo si el proceso está en fase de mejora.
75% OxE < 85% Aceptable. Ligeras pérdidas económicas. Continuar la mejora para superar el 85% y
avanzar hacia la World Class.
85% OxE < 85% Buena. El proceso está en valores World Class.
OxE 95% Excelencia. The best of the best.
KPIs: OEE y TEEP
TACKT TIME, Tiempo de ciclo mínimo para
cumplir con los objetivos de la planificación
Tiempo Total sin Producción:
Tiempo No Planificado + Tiempo de Paradas
KPIs: D, R, Q, OEE y TEEP
Unidades producidas, Conformes y No Conformes
PÁGINA 5 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
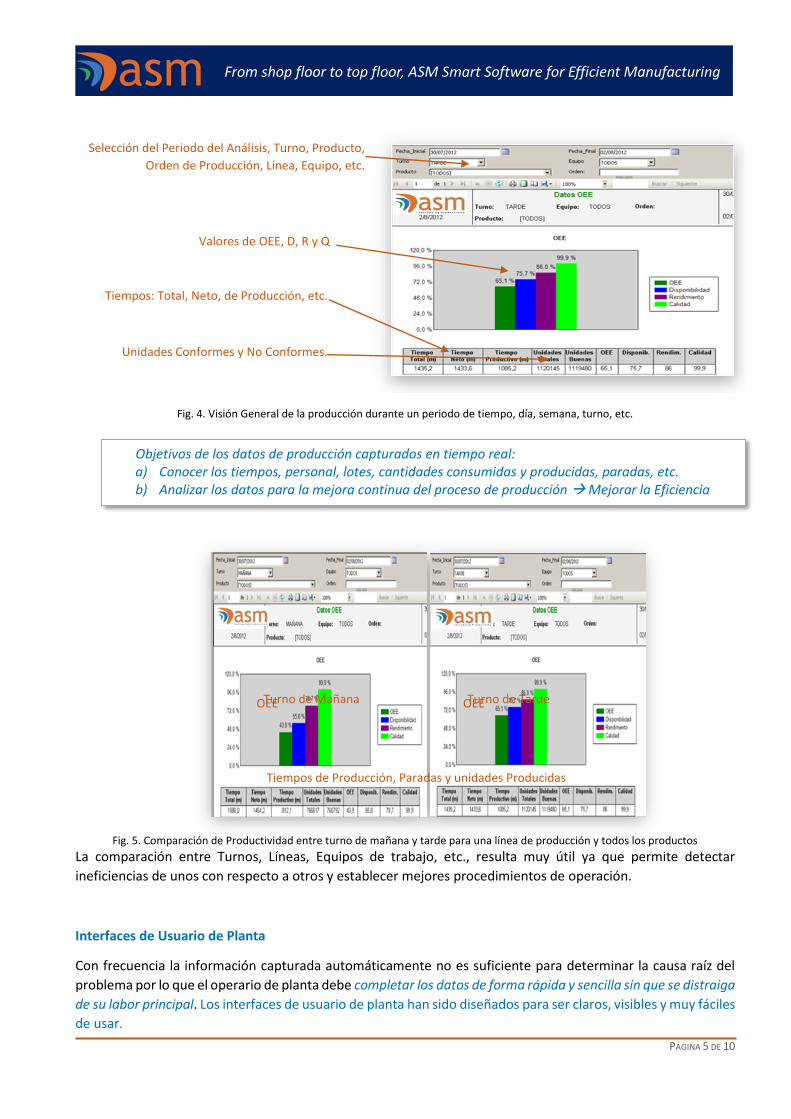
Fig. 4. Visión General de la producción durante un periodo de tiempo, día, semana, turno, etc.
Fig. 5. Comparación de Productividad entre turno de mañana y tarde para una línea de producción y todos los productos
La comparación entre Turnos, Líneas, Equipos de trabajo, etc., resulta muy útil ya que permite detectar
ineficiencias de unos con respecto a otros y establecer mejores procedimientos de operación.
Interfaces de Usuario de Planta
Con frecuencia la información capturada automáticamente no es suficiente para determinar la causa raíz del
problema por lo que el operario de planta debe completar los datos de forma rápida y sencilla sin que se distraiga
de su labor principal. Los interfaces de usuario de planta han sido diseñados para ser claros, visibles y muy fáciles
de usar.
Turno de Mañana Turno de Tarde
Tiempos de Producción, Paradas y unidades Producidas
Selección del Periodo del Análisis, Turno, Producto,
Orden de Producción, Línea, Equipo, etc.
Valores de OEE, D, R y Q
Tiempos: Total, Neto, de Producción, etc.
Unidades Conformes y No Conformes.
Objetivos de los datos de producción capturados en tiempo real: a) Conocer los tiempos, personal, lotes, cantidades consumidas y producidas, paradas, etc. b) Analizar los datos para la mejora continua del proceso de producción Mejorar la Eficiencia
OEE OEE

PÁGINA 6 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
Fig. 6. Interfaces de usuario de introducción de datos con información útil, fáciles de usar
TURNO MAÑANA. LÍNEA XXXX
61,312,9
8,3
7,3
5,25,0
Tiempo de Funcionamiento
Paradas Planificadas
Tiempo de Reprocesado
Tiempo No Planificado
Averías
Faltas de Material
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
Paradas Planificadas
Tiempo de Reprocesado
Tiempo No Planificado
Averías Faltas de Material
El Operario puede completar fácil y rápidamente los datos de producción,
lotes, causas de parada, eventos, etc. y cualquier otra información útil para el
análisis posterior
Los informes de estado de una orden de producción muestran la producción
planificada frente a la real y estiman el tiempo de finalización según la acción correctora
PÁGINA 7 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
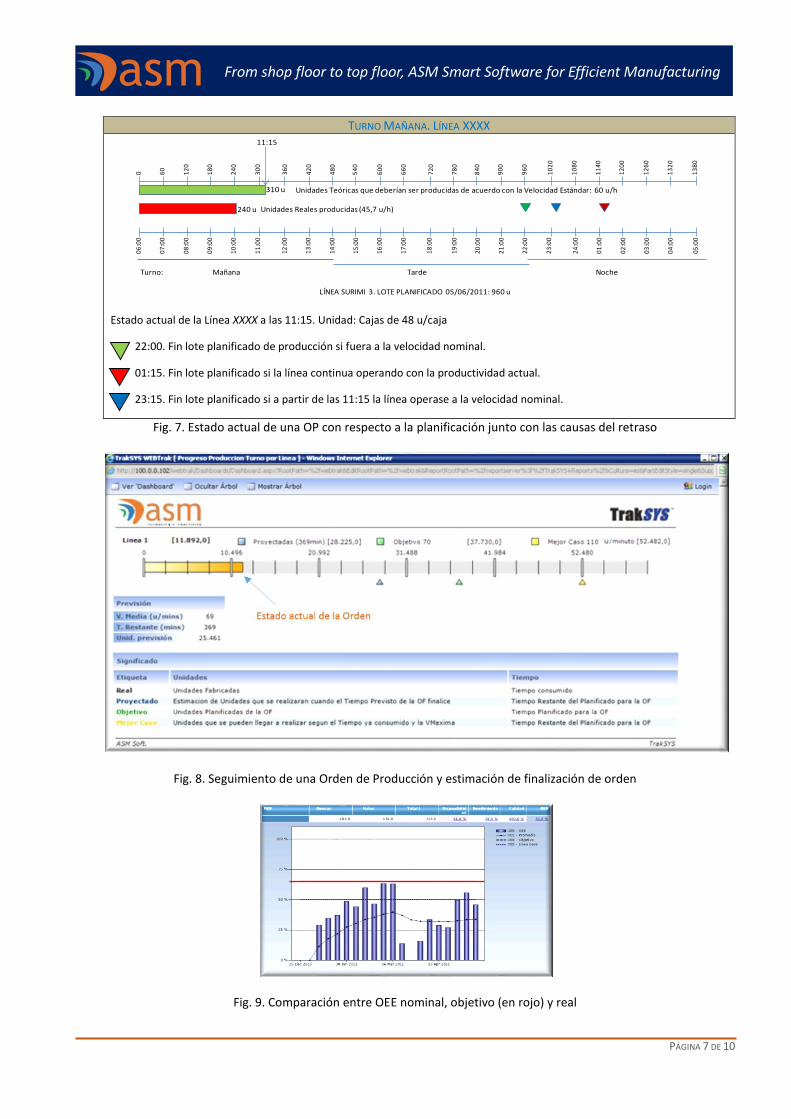
Fig. 7. Estado actual de una OP con respecto a la planificación junto con las causas del retraso
Fig. 8. Seguimiento de una Orden de Producción y estimación de finalización de orden
Fig. 9. Comparación entre OEE nominal, objetivo (en rojo) y real
TURNO MAÑANA. LÍNEA XXXX
Estado actual de la Línea XXXX a las 11:15. Unidad: Cajas de 48 u/caja
22:00. Fin lote planificado de producción si fuera a la velocidad nominal.
01:15. Fin lote planificado si la línea continua operando con la productividad actual.
23:15. Fin lote planificado si a partir de las 11:15 la línea operase a la velocidad nominal.
06
:00
07
:00
08
:00
09
:00
10
:00
11
:00
12
:00
13
:00
14
:00
15
:00
16
:00
17
:00
18
:00
20
:00
21
:00
22
:00
23
:00
24
:00
01
:00
02
:00
03
:00
04
:00
05
:00
0 60
12
0
18
0
24
0
30
0
36
0
42
0
48
0
54
0
60
0
66
0
72
0
78
0
84
0
90
0
96
0
10
20
10
80
11
40
12
00
12
60
13
20
310 u
240 u
11:15
19
:00
13
80
Unidades Teóricas que deberían ser producidas de acuerdo con la Velocidad Estándar: 60 u/h
Unidades Reales producidas (45,7 u/h)
Turno: Mañana Tarde Noche
LÍNEA SURIMI 3. LOTE PLANIFICADO 05/06/2011: 960 u
PÁGINA 8 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
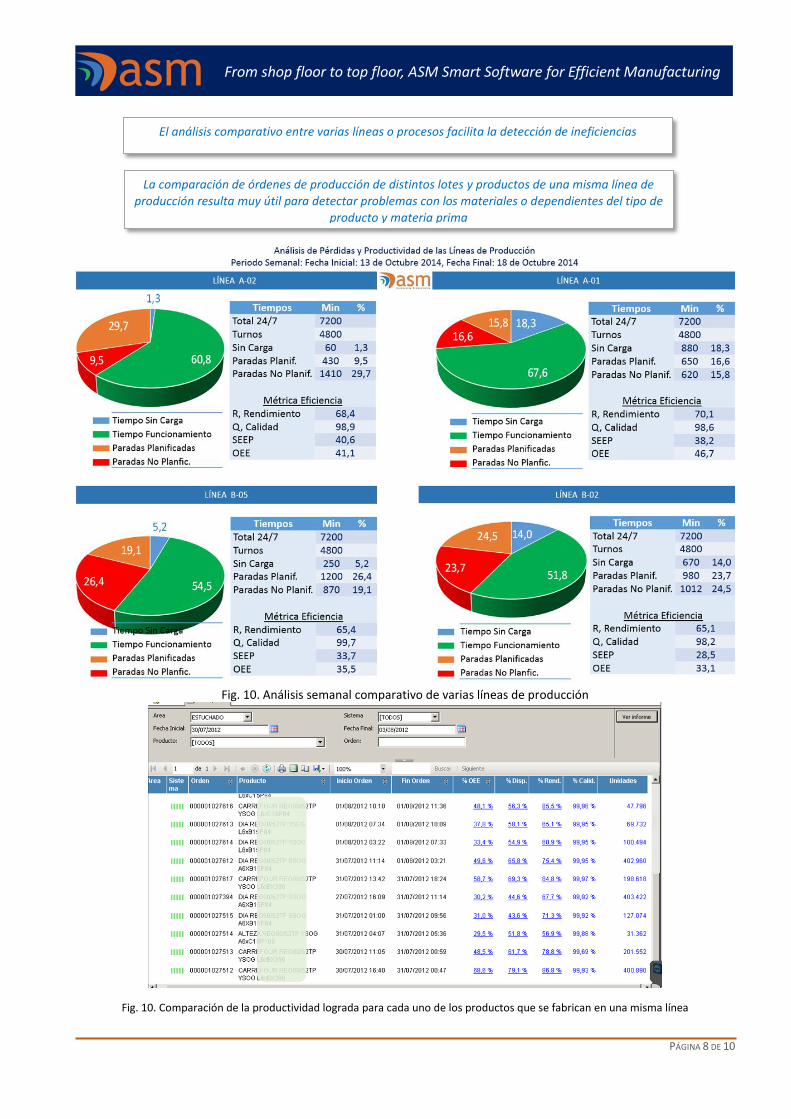
Fig. 10. Análisis semanal comparativo de varias líneas de producción
Fig. 10. Comparación de la productividad lograda para cada uno de los productos que se fabrican en una misma línea
El análisis comparativo entre varias líneas o procesos facilita la detección de ineficiencias
La comparación de órdenes de producción de distintos lotes y productos de una misma línea de
producción resulta muy útil para detectar problemas con los materiales o dependientes del tipo de
producto y materia prima
PÁGINA 9 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
Paneles de Información situados en las Líneas de Producción
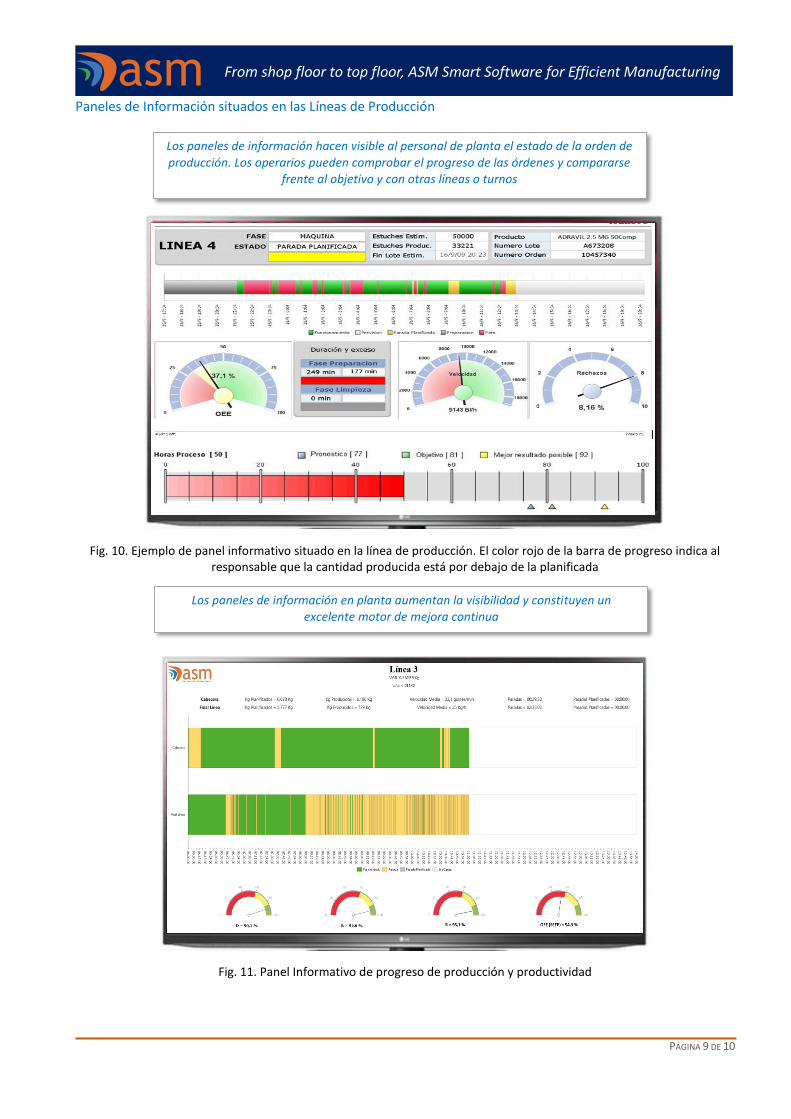
Fig. 10. Ejemplo de panel informativo situado en la línea de producción. El color rojo de la barra de progreso indica al responsable que la cantidad producida está por debajo de la planificada
Fig. 11. Panel Informativo de progreso de producción y productividad
Los paneles de información hacen visible al personal de planta el estado de la orden de
producción. Los operarios pueden comprobar el progreso de las órdenes y compararse frente al objetivo y con otras líneas o turnos
Los paneles de información en planta aumentan la visibilidad y constituyen un excelente motor de mejora continua
PÁGINA 10 DE 10
From shop floor to top floor, ASM Smart Software for Efficient Manufacturing
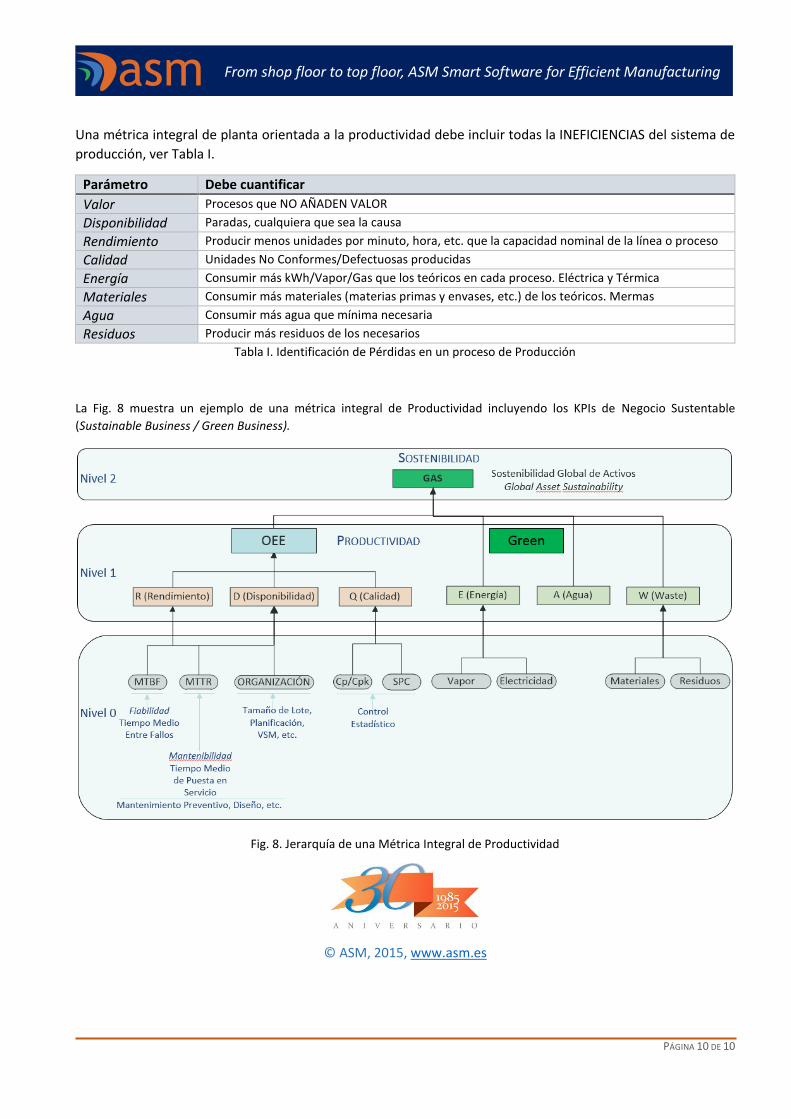
Una métrica integral de planta orientada a la productividad debe incluir todas la INEFICIENCIAS del sistema de
producción, ver Tabla I.
Parámetro Debe cuantificar
Valor Procesos que NO AÑADEN VALOR
Disponibilidad Paradas, cualquiera que sea la causa
Rendimiento Producir menos unidades por minuto, hora, etc. que la capacidad nominal de la línea o proceso
Calidad Unidades No Conformes/Defectuosas producidas
Energía Consumir más kWh/Vapor/Gas que los teóricos en cada proceso. Eléctrica y Térmica
Materiales Consumir más materiales (materias primas y envases, etc.) de los teóricos. Mermas
Agua Consumir más agua que mínima necesaria
Residuos Producir más residuos de los necesarios
Tabla I. Identificación de Pérdidas en un proceso de Producción
La Fig. 8 muestra un ejemplo de una métrica integral de Productividad incluyendo los KPIs de Negocio Sustentable
(Sustainable Business / Green Business).
Fig. 8. Jerarquía de una Métrica Integral de Productividad
© ASM, 2015, www.asm.es