
Metallurgical Failure Analysis
2
Metallurgical Failure Analysis - Forensic Engineering Metallurgical failure analysis and metal corrosion testing services provided by Metallurgical Technologies, Inc. can help minimize and eliminate the undesirable aspects of unexpected down time in the chemical industry. We specialize inrapid response. When the root cause of the metallurgical failure is identified, results are communicated immedia tely. Recommendations can be made to help prevent future unscheduled events. Metallurgical Failure analysis of cracked stainless steel heat exchanger tubes Two cracked 316L stainless steel tubes from a sodium hydroxide heat exchanger were analyzed to determine the cause of cracking. The tubes are 0.750-in. OD x 18 gage specified SA-249, Type 316L. Both tubes exhibit circumferential cracks near the end where they are expanded into the tube sheet. One of the cracks was opened to examine the fracture surface topography. The opened crack surface was examined at various magnifications using a scanning electron microscope (SEM) as detailed here. The surface appears brittle with several axial crack branches intersecting the circumferential crack plane. The crack surface exhibited several localized regions of shallow intergranular progression along the ID. The depth of intergranular cracking was only two or three grains deep along the ID. The rest of the surface is mainly transgranular, a characteristic of caustic stress corrosion cracking. An axial cross-section was taken through the end of the crack and prepared for metallurgical failure analysis to investigate the crack morphology and surrounding microstructure. The crack opening is at the ID surface in a small pit within a zone of shallow intergranular corrosion.
-
Upload
shuaib-kunnekkattu -
Category
Documents
-
view
41 -
download
2
Transcript of Metallurgical Failure Analysis
5/17/2018 Metallurgical Failure Analysis - slidepdf.com
http://slidepdf.com/reader/full/metallurgical-failure-analysis 1/3
Metallurgical Failure Analysis - Forensic Engineering
Metallurgical failure analysis and metal corrosion testing services provided by Metallurgical Technologies, Inc. can help minimize and eliminate theundesirable aspects of unexpected down time in the chemical industry. We specialize in rapid response. When the root cause of themetallurgical failure is identified, results are communicated immediately. Recommendations can be made to help prevent future unscheduledevents.
Metallurgical Failure analysis of cracked stainless steel heat exchanger tubes
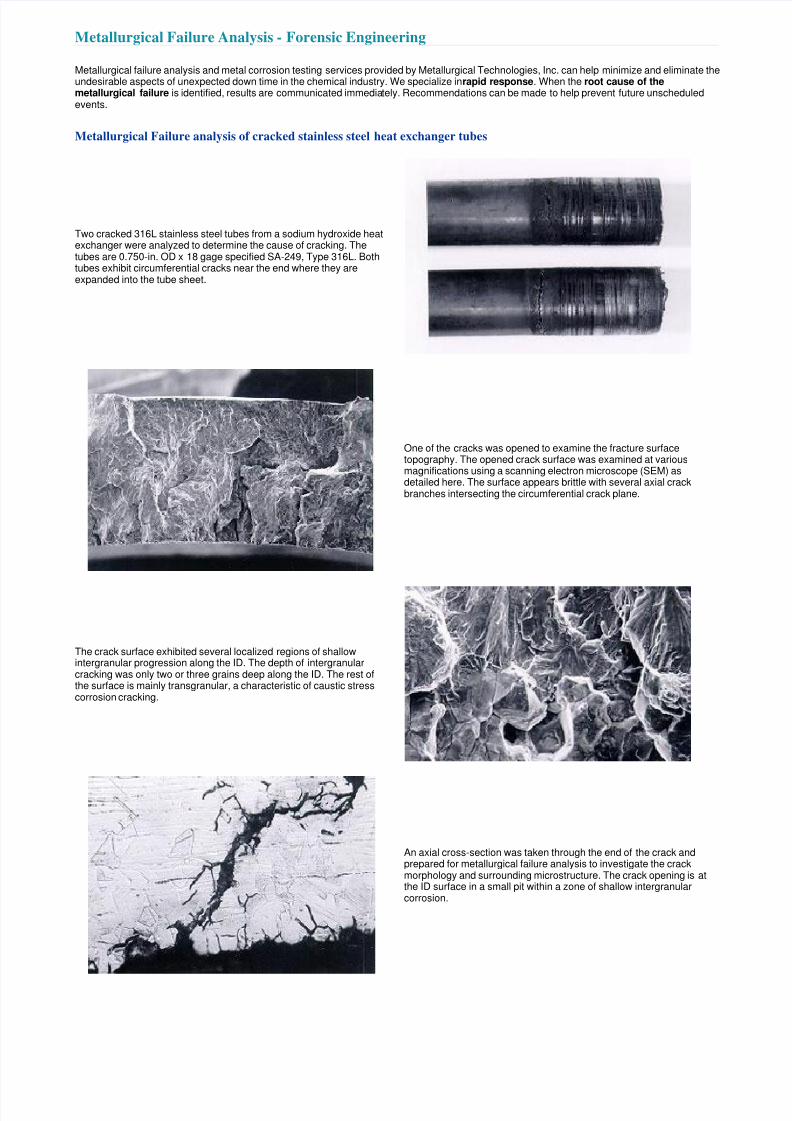
Two cracked 316L stainless steel tubes from a sodium hydroxide heatexchanger were analyzed to determine the cause of cracking. Thetubes are 0.750-in. OD x 18 gage specified SA-249, Type 316L. Bothtubes exhibit circumferential cracks near the end where they areexpanded into the tube sheet.
One of the cracks was opened to examine the fracture surfacetopography. The opened crack surface was examined at variousmagnifications using a scanning electron microscope (SEM) asdetailed here. The surface appears brittle with several axial crackbranches intersecting the circumferential crack plane.
The crack surface exhibited several localized regions of shallowintergranular progression along the ID. The depth of intergranularcracking was only two or three grains deep along the ID. The rest ofthe surface is mainly transgranular, a characteristic of caustic stresscorrosion cracking.
An axial cross-section was taken through the end of the crack andprepared for metallurgical failure analysis to investigate the crackmorphology and surrounding microstructure. The crack opening is atthe ID surface in a small pit within a zone of shallow intergranularcorrosion.

5/17/2018 Metallurgical Failure Analysis - slidepdf.com
http://slidepdf.com/reader/full/metallurgical-failure-analysis 2/3
The middle and tip of the crack are transgranular and exhibit multiplecrack branches indicative of stress corrosion cracking (SCC).
CONCLUSIONS:
Results indicate the tubes cracked circumferential from the ID surface at the top of a tube sheet expansion due to caustic st ress corrosion cracking(SCC). The circumferential cracks initiated in small patches of intergranular corrosion in the ID surface. The main cracks were transgranular withmultiple branches which are characteristics of stress corrosion cracking in austenitic stainless steel. Reported temperatures indicate the tube wallis within the temperature range of susceptibility to caustic SCC. Residual stresses from the expansion process resulted in tensile stresses on thetube ID slightly above the upper edge of the expansion transition.
Higher nickel alloys such as Inconel 600 or 690 exhibit superior resistance to caustic SCC (stress corrosion cracking) at expected operatingtemperatures and should be considered as alternate tubing materials.
Forensic examination of a failed component can prevent recurring failures, help with preventive detection, and suggest remedies. If you have acomponent failure that you would like investigated, just take a moment to fill in ourinformation request form and we'll gladly give you anestimate.
Abstract
The shell and tube heat exchanger failed before 5 years of operation. The failure was caused by pits on the tube outside surface
developing until its perforation. Inside the Cu-DHP tubes in soft temper a cooling agent circulated to cool down industrial water at the
shell side from 16 to 4 °C. The cooled water was hard, rich in chloride ions with relatively low sulphate ions concentration and pH ranging
from 4 to 7. The leaking tubes were subject to standard metallographic examination, hardness measurement, scanning electron
microscopy and X-ray energy dispersion analysis. It was found that the tube damage was caused by erosion – corrosion induced by two
factors: disturbed flow of water containing suspended solid particles and chemical composition of water rich in chlorides that resulted in
loss of stability of protective cuprous oxide layer.
This paper discussed the impacts of shock and vibration testing on heat pipes; it showed the performance
of experimental results of heat pipes with various axial accelerations and incline angles in consumer product
reliability testing. We utilized the vibration and shock machine and adopted related parameters for
experiment, such as basic shock at 40g in a 2.5 ms half-sine wave, random vibrations frequency from 5 to
100 Hz and different incline angle with 10, 30, and 45respectively. The final data of temperature and
thermal resistance were discussed and compared with each other. The results showed that when the vibration
is applied from 1.0g to 1.5g, the generated additional force result in the increase of thermal resistance slightly,
and the average increase about 5~30. Besides, the extra force from instant impact has no clear influence
on the temperature and thermal resistance in shock testing.
After a series experiment in this study, we should take more concern in vibration test in reliability. Further
investigation will be performed on the performance of various heat pipes and random vibration. The finalstudy will provide useful information for product failure analysis and further benefit the improvement in
thermal dissipation design.

5/17/2018 Metallurgical Failure Analysis - slidepdf.com
http://slidepdf.com/reader/full/metallurgical-failure-analysis 3/3


















