Metal Rolling
22
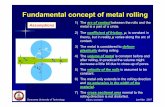
Chapter 13 Rolling of Metals
description
Pipe Manufacturing Pic. can teach you a lot on how they are maid.Please don't forget to thkn's me when you are done with downloading this ".ppt" file.
Transcript of Metal Rolling

Chapter 13
Rolling of Metals

This chapter describes Flat rolling Shape rollingProduction of seamless tubing & pipe
Rolling – process of reducing the thickness of a long work piece
Plates – having thickness greater than 6mmSheets – generally less than 6mm thick
Introduction

Flat Rolling ProcessFlat Rolling

Flat Rolling Process• Metal strip enters the roll gap
• The strip is reduced in size by the metal rolls
• The velocity of the strip is increased the metal strip is reduced in size
• Factors affecting Rolling Process
– Frictional Forces
– Roll Force and Power Requirement

Frictional Forces
Friction Forces acting on strip forces• Max Draft • h0-hf = µ2RRoll Force• F= W0.L.Yavg
• L=" sqrt{R(ho-hf)}

Flat-Rolling PracticeFlat-Rolling Practice• Hot rolling
– The initial break down of an ingot – Continuously cast slab– Structure may be brittle– Converts the cast structure to a wrought structure
• Finer grains• Enhanced ductility
– Reduction in defects• Continuous Casting
– Is replacing traditional methods– Faster & better
Product of the first hot-rolling operation - Bloom or slab – Square cross section of 150mm (6in) on one side– Processed father by shape rolling
• I-beams• Railroad rails

Flat-Rolling Practice Cont'd• Billets – smaller than blooms and rolled into bars and rods• Cold rolling
– carried out at room temperature– Produces sheet and strip metal– Better surface finish – less scale
• Pack rolling – when two or more layers of metal are rolled together
Changes in grain structure during hot-rolling

Defects in Rolled Plates & SheetsDefects in Rolled Plates & Sheets• Undesirable
– Degrade surface appearance– Adversely affect the strength
• Sheet metal defects include:– Scale, Rust, Scratches, Gouges, Pits, & Cracks– May be caused by impurities and inclusions
• Wavy edges – result of roll bending • Alligatoring – complex phenomenon

Other CharacteristicsOther Characteristics
• Residual stresses – produces:
– Compressive residual stresses on the surfaces
– Tensile stresses in the middle
• Tolerances
– Cold-rolled sheets: (+/- ) 0.1mm – 0.35mm
– Tolerances much greater for hot-rolled plates
• Surface roughness
– Cold rolling can produce a very fine finish
– Hot rolling & sand have the same range of surface finish
• Gauge numbers – the thickness of a sheet is identified by a gauge number

Schematic Illustration of Various Roll arrangementsSchematic Illustration of Various Roll arrangements

Schematic Illustration of various roll arrangements : (a) two-high; (b) three-high; (c) four-high; (d) cluster mill

Shape-Rolling OperationsShape-Rolling Operations
• Various shapes can be produced by shape rolling
– Bars
– Channels
– I-beams
– Railroad rails
• Roll-pass design requires considerable experience in order to avoid external and internal defects

Stages in Shape Rolling of an H-section part. Various other structural sections such as channels and I-beams, are rolled by this kind of process.

Ring RollingRing Rolling• A thick ring is expanded into a large diameter ring
– The ring is placed between the two rolls – One of which is driven– The thickness is reduced by bringing the rolls together
• The ring shaped blank my be produced by:\– Cutting from plate– Piercing– Cutting from a thick walled pipe
Various shapes can be produced by shaped rolls• Typical applications of ring rolling:
– Large rings for rockets– Gearwheel rims– Ball-bearing and roller-bearing races
• Can be carried out at room temperature• Has short production time• Close dimensional tolerances

RING ROLLINGRING ROLLING
(a) Schematic illustration of Ring-rolling operation. Thickness reduction results in an increase in the part diameter.
(b) Examples of cross-sections that can be formed by ring-rolling

Thread RollingThread Rolling• Cold-forming process
• Straight or tapered threads are formed on round rods by passing the pipe though dies
• Typical products include
– Screws
– Bolts

Thread Rolling Cont'dThread Rolling Cont'd
• Threads are rolled in the soft condition
• Threads may then be heat treated, and subjected to final machining or grinding
• Uncommon or special-purpose threads are machined

Production of Seamless Pipe & Tubing• Rotary tube piercing (Mannesmann process)
– Hot-working process
– Produces long thick-walled seamless pipe
– Carried out by using an arrangement of rotating rolls
• Tensile stresses develop at the center of the bar when it is subjected to compressive forces

Continuous Casting & Integrated Mills & MinimillsContinuous Casting & Integrated Mills & Minimills• Continuous casting
– Advantages
• Highly automated
• Reduces product cost
• Companies are converting over to this type of casting

Continuous Casting & Integrated Mills & Minimills Cont'dContinuous Casting & Integrated Mills & Minimills Cont'd
Integrated Mills utilize everything from the production of hot metal to the casting and rolling of the finished product
Minimills
– Scrap metal is melted
– Cast continuously
– Rolled directly into specific lines of products
– Each minimill produces one kind of rolled product
• Rod
• Bar
• Structural steel

Spray Casting : In spray casting the molten metal is sprayed over a rotating mandrel to produce seamless tubing and pipe

THE ENDTHE END