Metal Recovery by Ion Exchange and Electrowinninginfohouse.p2ric.org/ref/28/27845.pdf · Both ion...
23
Craig J. Brown Prosep Technologies Inc. 817 Brock Road S., Unit 7 Pickerhg, Ontario CanadaLlW 2L9 Both ion exchange and elmwinning are well established unit operations, each with its own individual strengths and applications. Ion exchange is a powerful tool for the processing of relatively dilute aqueous solutions in applications such as boiler feed water maJ.ceup, while electrowinning has traditionally been used to recover gross quantities of metals from concentrated soh tions. Despite the fact that new, high efficiency ion exchange and elecb.owinning technologies have recently become available, the extent of application of these technologies remains limited in waste recovery applications, largely because of the fundamental limitations of each individual process. By combining ion exchange and electrowinningprocesses, these resmctions can sometimes be overcome and the range of application considerably extended. ZL General Fw"W pwllsuh .. A fundamental understanding of the electrochemical principles behind the elecnowinning process is beneficial in appnciating how it can be applied to waste recovery and indeed to determine how it can be advantageously used in conjunction with an ion exchange system. 2.1 Electromotive Series The first step in de-g ifa metal can be electrolyticallyrecovered is to look at the electrochemicalreactions that occur at the cathode in an electrowinning cell. The degree to which each reaction will take place is governed by a number of factors, the most important of which is its position in the El&t"otive Series (Table 1). In the simplest of terms, metals with mox positive standard electrode potentials (ie. higher in the table) plate more easily than ones with less positive potentials. Particular attention must be paid to the potential with respect to hydrogen, as evolution of hydrogen gas is often the chief competing reaction. 2.2 Concentration The second factor in deciding which reaction will take place is the concentration of the competing reactants present The Nemst equation uses the standard electrode potential from the elecnomotive series and the concentration of the ion, to predict the a d potential (at the standard temperature). Resented at the Fourth Intermionai Forum on Elecmlysis in The Chemical Industry "Elecmchemical Technology For A Cleaner Environment", Fort Laudexdale, FL, November 10-15.1990.
Transcript of Metal Recovery by Ion Exchange and Electrowinninginfohouse.p2ric.org/ref/28/27845.pdf · Both ion...

. . . . . . ._ - ... ._ . . ... . ..- _ _ . . . .-
Craig J. Brown Prosep Technologies Inc.
817 Brock Road S., Unit 7 Pickerhg, Ontario CanadaLlW 2L9
Both ion exchange and elmwinning are well established unit operations, each with its own individual strengths and applications. Ion exchange is a powerful tool for the processing of relatively dilute aqueous solutions in applications such as boiler feed water maJ.ceup, while electrowinning has traditionally been used to recover gross quantities of metals from concentrated soh tions.
Despite the fact that new, high efficiency ion exchange and elecb.owinning technologies have recently become available, the extent of application of these technologies remains limited in waste recovery applications, largely because of the fundamental limitations of each individual process. By combining ion exchange and electrowinning processes, these resmctions can sometimes be overcome and the range of application considerably extended.
ZL General Fw"W pwllsuh . . A fundamental understanding of the electrochemical principles behind the elecnowinning process is beneficial in appnciating how it can be applied to waste recovery and indeed to determine how it can be advantageously used in conjunction with an ion exchange system.
2.1 Electromotive Series
The first step in de-g ifa metal can be electrolytically recovered is to look at the electrochemical reactions that occur at the cathode in an electrowinning cell.
The degree to which each reaction will take place is governed by a number of factors, the most important of which is its position in the El&t"otive Series (Table 1). In the simplest of terms, metals with mox positive standard electrode potentials (ie. higher in the table) plate more easily than ones with less positive potentials. Particular attention must be paid to the potential with respect to hydrogen, as evolution of hydrogen gas is often the chief competing reaction.
2.2 Concentration
The second factor in deciding which reaction will take place is the concentration of the competing reactants present The Nemst equation uses the standard electrode potential from the elecnomotive series and the concentration of the ion, to predict the a d potential (at the standard temperature).
Resented at the Fourth Intermionai Forum on Elecmlysis in The Chemical Industry "Elecmchemical Technology For A Cleaner Environment", Fort Laudexdale, FL, November 10-15.1990.

According to the Nernst equation, the potential for a given reaction, at a given metal Concentration '3 is:
:-I ..
E =E,+(O.O59/d X (IogC) (1) whcn. -
E = d o n potential in volts Eo C =metal cancentrationin molesfliter n =valence of metal
= standard reaction potential at 25C and 1M concentration
Thdorc, as one would expcct, decreasing the concentration of a species will make the plating potential morc negative and mort difficult to plate.
2 3 Overpotential
Simply stated, an ovapotential is an extra amount of voltage required for a reaction beyond the standard potential. The overpotential generally inaeases with increasing m n t density and dtcnases with increasing temperature. The hydrogen overpotential is also strongly depended on the cathode material. It is relatively high on zinc and low on nickel, for example. The hydrogen overpotential is of pareicularinterest when one is interested in e1m-g metals, because hydrogen evolution is usually the chief competing reaction. Hydrogen overpotential makes it possible to electrowin metals such as zinc, under conditions for which the calculated hydrogen potential is higher than the metal.
Electrowlnnlng . . While a wide variety of metals can be recovered from wastewater by electrowinning, copper, nickel and zinc are interesting because they pose some rather typical challenges, which apply for othcrmetals.
3.1 Copper Electrowinning
Of the base metals, copper is the easiest to eleccrowin because of its relatively high potential compared to hydrogen. If the copper and hydrogen ions are present in equal concentrations, then the plating out of copper metal (the least negative reaction) will take place almost exclusively.
cu* + 2e- --> c u m 2H+ + 2e- --> Hzg
AnockReaction
40.34 Volt (2) 4.00 Volt (3)
-1.229 Volt (4)
AS shown in reaction (4) k e acid is liberated at the anode as the copper depostion proceeds at the cathode. The acid can sometimes be recycled to the copper recovery process, be it an ore leach, as is sometimes practiced in the primary copper industry, or to an ion exchange system.

' ) . 3.2 Nicker Erectrowinning
Thc reactions fa electrowinning of nickel from a sulfate media are as follows: .
cathode
Ni* + 2er ---> Nim -0.25 Volt (5) 2H+ + % ---> H2g t0.00 Volt (6)
anode
' /
(4) H20 ---> l/202+W ++2e- -1.229 Volt
At the standard conditions of 1M metal concentrations (mi*] = 58.7 g L W+I = 1 &I, the evolution of hydrogen gas will be much p r e f d because of the 0.25 volt difference in potential. HOWCVCG if the concentration of hydrogen ion is reduced substantially (ie. the pH is raised), nickel plating can be made more favourable.
h n n equation (l), at a pH of 4.0 (m+] = O.OOO1 N), and a nickel concentration of 10 g/L,
Em+] = & + (O.O59/n) X (log C) = 0.0 + (0.059/1) X (log 0.0001) = -0.236 volts
EWi*]= & + (O.O59/n) X (log C) = -0.25 + (0.0591/2) X (log 10/58.7) = -0.272 volts
with the elevated pH, nickel plating is possible because the potential is only 0.036 volts less than the potential for hydrogen evolution.
In sulfate media, the primary anode reaction is electrolyis of water to produce oxygen gas and hydrogen ion. Thus, in a batch electrowinning operation the acid concentration will increase (ie. the pH will drop) as the electrowinning process proceeds. In the case of nickel electrowinning, metal deposition may be ktitiated but will quickly yield to hydrogen production as the pH of the solution drops. For this reason it is usually necessary to provide some means of controlling the pH of the solution.
'
3 3 Zinc Electrowinning
Zinc electrowinning is much more difficult than copper because of zinc's position relative to hydrogen evolution on the electromotive series. In fact, at first glance it would seem impossible to plate Zinc because it requires 0.76 mofc volts than the evolution of hydrogen. The high owrpotential for evolving hydrogen from a zinc cathode is the reason why we are able to plate zinc. The potential required for evolving hydrogen on zinc metal is appmlrimately 1 volt higher than on platinum, so that at a zinc cathode the voltage for plating zinc is about the same as the voltage for evolving hydrogen.
One of the major problems with zinc electrowinning is the need for an exmmely pure zinc s~lution. The reason for this is that most contaminant metals such as iron, nickel or copper have lower hydrogen overpotentials than zinc metal. These contaminant metals plate on the cathode and "I in very small quantities they can provide sites for the evolution of hydrogen gas. This
: ,J

~ . . . . . . . . ~ . . . . . .
Cvohtion of hycbrogen requires electrons which can be provided by the redissolution of M c metal off ofthe cathode; In some cases it requires only ppb of a contaminant metal to completely ndissolve au entire zinc cathode. These difficulties are aggravated when one attempts to cktmwin *from dilute solution as the zinc potential is reduced according to the Nemst U p t i O l l .
TABLE 1 : ELECTROMOTIVE SERIES
Standard Electrode Potentials (V)
Electrode Reaction Eo, Volts @ 25°C
.. s 2 a = + 2e- H2@ + W + + k - Au+ c c 2 c l + 2e- l/202 + 2H+ +2e- Pd* + 2e- A% + e- Fe- + e- cut + e- cu* + 2e-
2H+ + 2e-
Pb* + 24%- sn- + 2e- Mo* + 2e- Ni* + 2e- co* + 2e- a* + 2e- Fe* + 2e- zncc + 2e- Mn* + 26- Al- + 3e-
Na+ + e- M P + *-
H2
Pb Sn Mo Ni co cd Fe zn Mn AI Mg Na
+2.01 +1.78 +1.69 +1.36 +1.23 4.99 4.80 4.77 4.52 4.34
4.00
-0.13 -0.14 -0.20 -0.25 -0.28 -0.40 -0.44 -0.76 -1.19 -1.66 -2.36 -2.7 1
4.1 Concentration Polarization
staadard electrowinning cells utilize a basic design comprising alternating flat sheet cathodes and anodes. As metal is plated onto the cathode, the stagnant liquid film adjacent to the cathode s d z e tends to become depleted in metal. The current density, which determines the rate of metal

'*-). deposition, must not exceed the rate at which m d ions W e through this film to the cathode. If the ament density is MO high, the concentration ofmetal ions in the Nm will be excessively depleted, producing a condition hown as "concentration polarization". This results in an adverse effect on the current &ciency as well as the quality of the deposit, as a result of hydrogen cYolll¶ioIL
concentration polarization tends to promote the growth of minute surface imperfections in the deposit in the following "x The mass transfer to the tips of these imperfections pmtruding into or through the diffusion film is grcatly improved compared with smooth parts of the cathode. The low concentraa 'on polarization at these tips compared with the rest ofthe cathode disturbs the unifarmity of the current distribution and results in increased current density on these ~ c c t i o n s . The end result is production of a burnt, powdery andor dendritic depost.
The allowable or critical current density is detexmined by two pMcipal factors:
1. the Concentration of metal ions in the bulk of the solution
2. the thickness of the film.
With conventional elemowinning designs employing flat plate electrodes, the "um allowable current density for high quality deposits is impracticably low below a concentmion of about 10 g/L, The rule of thumb for conventional copper electrowinning (refemxi to as the "capability index" is a cuxrent density (in amp@ or ma/cm2) of about 0.5 to 0.7 times the copper concentration in 6 1 . 2 . for example, at a concentration of [Cu] = 10 g/r, the current density Should be l e s ~ than 5-7 Wed (ASF).
4.2 Cell Designs
That an basically two different design approaches to extending the operating concentration range of the elecmwinning process. The first approach accepts the fact that low current densities must be employed at low concentrations and counteracts this by using cathodes with high effective surface areas such as porous beds of conductive particles3 or fibre#. The second approach seeks to incnasC the allowable current density by reducing the thickness of the diffusion film.
A major practical consideration in the selection of a novel cell design is the form in which the final metallic product is obtained. Designs employing flat plate cathodes produce an easily harvested sheet of metal, which is marketable. High surface area cathode designs on the other hand usually produce a metal product which must be further processed to achieve marketability. This is a serious limitation to the high surface area approach, particularly where larger quantities of metal are hvolvcd. In addition, the complexity of any particular cell design and the anticipated problems associatai with its operation must be seriously weighed against its relative advantages in puformaIlce.
One way of decreasing the cathode film thickness is to agitate the electrolyte by "dam gthe solution at a high velocity past the cathode, parallel to the ~urfac&~. Published data on this cell design; indicates that a capability index of approximately 1.1 can be achieved at copper concclltrations below 10 i$L at 21OC . This is approximately twice that possible with no applied agitation.

4.3 High Efficiency kir Agitation
Anathet well h o w agitation technique is air agitation. A development program at Kennecott cbppr thatwrtcnded through the 1970's yielded a patented electiowinning cell &Sign based upon a new high efficiency air agitation (HEAA) s c h d . A uniform curtain of fine air bubbles is dirtcted across the face of the cathode which reduces the thickness of the diffusion layer of liquid adjacent to the cathode anddramarically inneases the rate of mass transport to the cathode fromthe bulk liquid. This allows deposition of metal at cumnt densities which are high in relation to the =tal concentration, while producing metal of excellent purity and mechanical hte&ty. Extensive testing on h k a t a y and pdot plant scale indicated that this cell design could increase the clcctmwhnhgcapabBy index to 3-5. Most of this work was conducted on capper clecaowinning applications at metal concentrations in excess of 10 &. Etdmade a detailed cOmpariSOn of various agitation schemes including the electrolyte recircnlation method and a well designed air agitation system. Assuming one wanted a *-fold hxcas~ b y e l c c u o l y t c ~ 'on would be about 10 times higher than for air sparging. He therefore conchded that the most effective approach was air agitation. Ettel's expeximentd work at mC0, utilizinp a similar air @tation scheme to K e ~ e ~ ~ t t ' s , yielded comparable results.
It should be noted that sknple air sparging of the bulk electrolyte, as is commonly done in tlectroplating baths for example, while avoiding gross stratification of the electrolyte, is not effective in reducing concentration pol-on, as the diffusion layer is not affected appreciably.
mass rransfer over natural convection, he calculates that the power required for agitation
4.4 The Recowin@ Electrowinning System
In 1985, Em-Tec obtained an exclusive license from KeMeCott for the high efficiency air agitation technology as applied to waste recovery applications This technology was then combined with a number of other design features yielding a packaged electrowinning cell design d e d Recowin. In addition to the high dciency air agitation technique, this system is characterized by the following:
e Cathode size
Most Commernal * electrowinning cells used in the primary metals industry employ "standard" cathodes measuring approximately lm x lm. Given the much smaller size of effluent applications, it was felt that s d e r cathodes, which if necessary could be re"ved by hand without the aid of a crane, would be more appropriate. The Recowin cell was designed to yield metal sheets measuring approximately 24" x 24" (60 cm x 60 cm).
* close anode/cath& spacing.
Conventional cells typically employ cathodebode spacing of about 5 cm (2 inch). This was reduced to about 2.5 cm (1 inch). Closer anode to cathode spacing reduces the "IR" voltage drop across the cell, resulting in lower energy consumption and improves atation. It also allows for a reduction in the overall size of the cell for a given cathode area nquircment.

..... __ - . - . . . . -. . . .. _. .. . .. .
/ . . . .. .
Metal is deposited on permanent stainless steel cathode ”blanks” fram which it can be easiiy saripptd. To ensure that the metal deposit is easily strippable and does not envelope the carhode making removal impossible, a technique called cwent shadowing is used to p d u d y reduce the ament density at the outer edges of the cathode plate. This prevents capper deposition on the last two inches of the cathode border and e l i ”es the need for nonanductive edge strips. This technique also avoids the poduction of dendrites which oftm occur^ at the juncture of the edge-strips.
spedal treatment of the cathode blank surface with parting agents is g c n d y not required. Removal of metal fromcathodes can be &ne on aindividual basis by manually lifting each cathode from the cell, ur a crane can be employed to s~dtaneously m o v e the entire cathode inventory for more efficient, high production processing.
V Anodes,
A patented lead/calcim alloylo is employed for the anodes for sulfate systems. This nsults in the production of a very high purity deposit. The excellent physical characteristics of this alloy extend anode life considerably. Anodes are soldered to the copper crossbars to ensm fault k e electrical contact. Since occlusion of anode corrosion products is a majar contributor to cathode lead impurities, the use of these mare stable anodes results in the production of purercopper11.
Iridium oxide coated titanium anodes (eg. DSA) ur other more exotic planar anodes can also be employed in the cell. The relatively high current densities employed with the Recowin cell makes such exotic anode materials more economical.
e Concentration propurtional current control
As discussed above, the limiting current density is proportional to the metal concentration by operating as close as possible to the in the electrolyte. Capital costs can be “zed
limiting cumnt density at all times. With concentration proportional current control, the cumnt density is automatically varied on a real-time basis in proportion to the metal concentcarion, which is continuously monitored with a suitable analyzer.
. . .
white the performance improvements with this system are substantial, the design remains fairly simple, yields deposits which can be readily harvested and marketed and maintains a basic s i d k k y to the traditional design, upon which a wealth of practical experience and data have been aocmnulatedovermany yearsofCQmmerclal *’ scaleoperation.
h s t al l of the data published by the Kemecott and INCO workers on air agitation w q g pertained to primary production of copper from relatively concentrated (eg. [CUI = 50 g/L) solut~ons. EceTec later published data confirming that equivalent performance improvements could be obtained with a Recowin cell at concentrations in the [CUI = 0.1-10 g/L =gelz. The limiting current density of the Recowin cell is compared to a conventional cell with no applied agitation and a cell with electrolyte circulation in Figure 1.
2 shows a commercial Recowin cell designed for treating dilute solutions. This Unit 11 cathodes each containing 56 dm2(6 fi2) for a total of 616 dmZ(132 fi2) of cathode
arw,

- .'-I s L h A a m s
Alttrough ion exchange has long been accepted as a standard method of purifying water, it's *w in w e s i n g mctals from wastewaters has ody nccntly been tapped.
Sol
Ion exchange resins can be described simply as solid, insoluble acids or bases which are capable of d g into chemical d o n s in the same way as their mineral or organic acid analogs. Although xIX4nY pmxsscs exist for metal rtcovcry by exchange of anionic complexes on anion exchangers (CS chromates) cation exchangers are of considerably mon significance in this context
Cation exchangers exchange metallic cations such as copper for hydrogen ions. For example, passing a dilute copper sulfate solution through a cation exchange resin bed in the k h l y regenerated hydrogen form (RH) will yield a dilute sulfuric acid solution.
Basic Principle of Ion Exchange
U p exhaustion the resin must be regenerated. Strong acids such as hydrochloric or sulftrric are usually employed. Regeneration of a cation resin in the copper form yields a concenpated coppet &ate SoiutiOn. Usually an excess of acid is required, so that the recovered copper sulfate solution will be acidic.
It is also possible to employ ion exchange to convert a salt from one form to the next For example, the coppcrvalucs from adilute copper chloride or copper nitrate stream can be treated by an ion exchange unit which is regenerated with sulfuric acid to yield a more concentrated copper surfate solution. This facilitates ultimate recovery of the metal by elecaowinning, as the anodic &on on chloride or nitrate during electrolysis is usually considered undesirable.
It is noteworthy that unlike other separation processes such as evaporation and reverse osmosis, that nmovc the water from the polluting species, ion exchange like elmwinning, moves the pollutant h m t k watet, Since the offending pollutant is often present in low concentrations, ion cxcharrgeis;fiequentymare~entin treatinglargeflowsofdilutehazardous wastesaam~than
O p u h g costs a r e b a s e d d y antheamountofthe pollutant to be xatesaffiiody capitalcasts
&cause of the extremely high surface areas of ion exchange resins, the process is not mass transfer limited to the same extent as a conventional elemwinning system. This means that ion exchange is more efficient in treating dilute solutions than electrowinning.
Another significant featurc of the ion exchange process is that like electrowinning, different metals can be T#xweTed in varying degrees of preference, so that it has the ability to separate orplnify as wdl as conccnnaze pollutants. I p g p l e r a l , t h e : a f f i n i t y o f c a t i a n s f o r ~ o ~ e ~ ~ ~ ~ ~
WittLiUCSCi&gValUl&&& number. ~ k Z l i i t s n i a t i y e g acidnsinswitk 8%
t. 3

. * .. I
s i .
5.2 Recoflo@ Ion Exchange
One of the moa significant advances in ion exchange techology over the past wenv years has been the development of the Recoflo s i b m M i ~ u c c h a u ~ ~ . The compact Recoflo system, which employs beds of fine particle resins only&2hclxesi~ght, has been shown to be capable of mating and producing surpiisingly concentrated solutions. For example, a system has recently becn commissioned for recovery of nickeL -u,soluhmcontainingsrcombindme 'ijF4!S4ot@*aZrcrft#Vd hf- ammining up; topl.3~ @L.? In addition, by employing a rapid (ie. typically 1-5 minuttS), c o u n ~ ~ e n c r a u m technique, t h e R w f l o m r c q * W - t h a t the stokhie-oEacid.orcau&d. A large number of Recoflo ion exchange systems have bttninstalledforrrcwcryofmctalsaltsandacidsfromel~plating,an~gandpickling wastcsl4J5. The Recoflo system has overcome many of the limitations of the ion exchange p e s s in waste recovery applications.

, _ . . . . .
Monovalent Cations H+
Table 2: Relative Affinities of Various Ions For Strong Aad Cation Exchanger (8%DVB)16
1.0 Na+ m+ IC+
1.5 1.95 2.5
A@ I 7.6 1 - - I
Divalent Cations 2.35 2.5 2.55 2.7 2.8 2.9 2.95 3.0 3.9 7.2 7.5
Hgn Pb"
Table 3: Selectivity Coefficients KMCaof Iminodiacetate Chelating Resins for Various Metals17
Ion I pH=4 f;e+++ CU-
A!r Ni* a* FC++ Mn* zn+* Al-
2,300
57 15
17
' 6.7 4.0 1.2
pH=2
>43,000 >8,100 4,600 3,200 620 190 120 120 50 20
?%:E
page 10

B d y speaking, applications of the combined ion exchangdelmwinning approach fall into one Ofthefollowing’categorics:
“oval of c o r ” fiom elemwinning electrolytes by ion exchange. pm-conccntration of dilute metal streams by ion exchange, followed by elW*g of mtalfiomtheionexchaagceluate selective recovery of a particular metal fiom a solution containing other unwanted or non- toxic metals or chemicals, followed by electrowinning of the desired metal from the ion cxcbange eluate. COllVerSioIl of chloride or nitrate metal salts to sulfates, followed by electrowinning of the ML?tal fiom the sulfate elecmlyte.
Following arc some typical ion cxchang~ekctcowinning applications:
6.1 Brass Pickling
IciroaineiManufaaunn ’ g&qm~maaufms brass radiator tanks and fittings at its Trenton MO facility. As part of the cleaning process, the brass components are pickled in a ‘Mew solution containing a mixture of S n l f i a i C a c k L a n d h y b g e n , ~ ~ m e bright dip bath builds up in dissolved capper and zinc. The annual dissolution of metals was estimated as about l0,OOO kg, 65% of which was copper.
L.
.,>
The ion exchange unit is an b T e c MU@ acid purification unit which employs the acid ntafiiation @ciple to rpove the fne sulfuric acid and peroxide from the conta”tcd pickle liquor, which typically contains about 2 9 j $ E ~ % x e a c i d m n & p e r o x i & i s ~ ~ h APw- * a n c L r c q u z l d h ~ p i 6 k l e t a n k The deacidified copper sulfate, zinc sulfate containing . . ‘byproduct‘solution from the APU is then k t e d to a conventional ‘parallel plate’ d where the copper is recovemi. When the copper in the solution is ~ w ~ ~ ~ i ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ -2irrC
The recovered copper is retumeci to the brass supplier in the form of 150 Ib. slabs, for credit as NO. 1 grade electrolytic copper scrap. No effort is made at this instalhion to recover the Zinc values.
~ c l a i r n e d for the system, in addition to the value of the recovered copper, nAuaiw&- -
page 11

An MU (acid pudlcation unit) is install&o~the@cle taaks, providing a continualbletx! of de- &= coppa and zinc byproduct solution to extend the5 We. A Gxchange unit (M-1) rccavczsooppctandzjnchmtherinsewatcxs. The APU byproduct and ion exchange eluates are sent to the coppcreIectrowinning system.
The c o p p a w system is equipped with two fced tanks and operated batch wise. Feed solution from the APU and IX-1 units is collected in tank T1, while solution collected the previous day is d m h c d through the cell and the second tank "2. The concentmion in the cell is contindy monitond by a c o l ~ t c r which reduces the current density as the ancentmion is reduced. At the end ofthe day, when the copper concentmion reaches [Cu] = 1 g/L, the batch is sent to tank "3. The zinc does not plate out in the copper electrowinning cell.
As noted in Section 3 . 3 ~ z i n q ~ v v i ~ i u g ~ ~ I y susceptible to contaminants such as copper. Tests mded that as little as 2 mg/L Cu caused a dark powdery deposit from a [zn] = 1 g/L solution. Alwdof [CUI = 1 mg/L was thdaetargctai forzinc electrowinning: WhiIe the standard technique for purification of zinc eIectrolytes in large scale electrolytic zinc refineries is zinc dust cementation, this method was felt to be too c u " e for this operation. conscqUentiy au ion, exchange technique milking coppa SelectivcchelalingrcSinS waschosen.
strong aud m o n
AcidiczinC.sulf8ttso~~nconrrcining[~] = t g/L is firsr mixed i " Y w i t t p h c hydroxide s l u u y p r o d u c e d f t k z i n c d m ~ g system, This incxeases the zinc concentration Somwhat, while neutralizing some of the fke acidity in the solution. The solution is then transferred to tank T4 when the pH is further raised by addition of sodium hydroxide to the
level for operation of the chelating ion exchange resin in the sccond ion exchange unit DCU-2. The solution ispasscdthrough IX-Zto ~ov~thcrtsidual coppercontamhation to a level~fless than [CUI = 1 m&. The purified zinc sulfate/sodium sulfate solution is mIIected in tank T5.
The copper loaded onto IX-2 is eluted with sulfuric acid and the recovered copper sulfate solution is sent back to tank T1 or T2 for copper electrowinning.
The zinc sulfate solution in tankUiscontindy recirculatecthu& th~zincclccrrowinniugcell while additions of sodium hydroxide are added as req- to maintain the pH in the range 2-3. The zinc concentration is maintained at about [Zn] =log& on ah cmthuous a i s . The overflow from T5, containing residual zinc values, is sent to tank T6.
The solution hT6isneuualizedwith sodium hydroxideto pmipitateour&ezincas Zinc ~hybxicklkzhchtydroxideslurry h T 6 isconcentratdwitir.raith.atcsoss-flovcn rnicrofiltration unit (CEELthe! sodium snlfgte fiItrate being discharged to was= Tht-concentratcd zinc hydroxide ~durryktcansfcr~&€2om~T6wl3whaeit is recycled backthrough thezincelectrowinning *.$ sysuu. *
page 12
-_I_ . - - . . " ~ ..... . ,.-.. .... ..... . . . ... . ... .
. . . . . .
c *. , _ . I "
/
~ ~ ~ z ~ ~ b o ~ ~ S ~ ~ ~ w ~ ~ ~ ~ ~ ~ ~ - . msf.
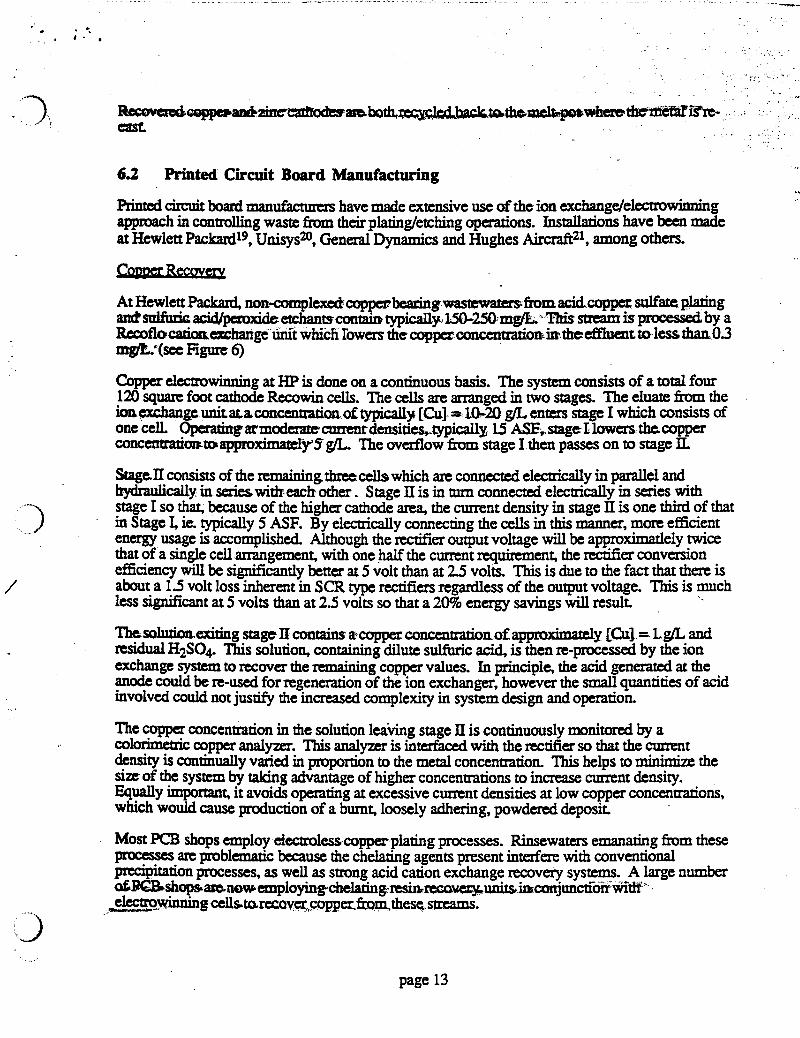
62 Printed Circuit Board Manufacturing
printed circuit board manufacnnns have made extensive use of the ion exchange/elra"nning approach in controlling waste from theirplating/etching operations. Installatons have been made at Hewlett Packardlg, Unisysm, General Dynamics and Hughes Aircraft2', among others.
..
Qa=k=y
Copper electrowinning at HP is done on a continuous basis. The system consists of a total four 120 square foot cathode Recowin cells. The cells are arranged in two stages. The eluate from the iolsexchangeunitataconccnaationof~y [a] = 1040 g/L enms stage I which consists of one cell. O p e r a t i n g a r m o d ~ c u n r c n t d c n s i ~ ~ i c a l l ~ 15 ASF,stageIlawersthe.coppcr conccntmtimmappro~ly5g/L. The overflow from stage I then passes on to stage IL
Stagdl consists of the remainingthree.cellswhich are connected electrically in parallel and hydrauiidy in serieswittr esicfr other. Stage II is in turn c ~ ~ t c t e d eIectrically in series with stage I so that, because of the higher cathode area, the current density in stage II is one third of that in Stage I, ie. typically 5 ME By electrically connecting the cells in this manner, mort efficient energy usage is accomplished. Although the rectifier output voltage will be approximarley twice that of a Single cell anangement, with one half the current requiremen& the rtcrifier conversion effciency will be significantly better at 5 volt than at 25 volts. This is due to the fact that there is about a 1.5 volt loss inherent in SCR type re" regardless of the output voltage. This is much less Significant at 5 volts than at 2.5 volts so that a 20% energy savings will result
residual H2SO4. This solution, containing dilute sulfuric acid, is then re-processed by the ion exchange system to recover the remaining copper values. In principle, the acid generated at the anode could be re-used for regeneration of the ion exchanger, however the small quantities of acid involved could not justify the inmased complexity in system design and operation.
The copper concentration in the Solution Ieaihg stage II is continuously monitored by a colorimetric copper analyzer. This adyzer is interfaced with the rectifier so that the current density is continually varied in propordon to the metal concentration. This helps to "ke the
of the system by taking advantage of higher concentrations to increase cuxrent density. Equally @atant, it avoids operating at excessive current densities at low copper concentrations, which would cause production of a burnt, loosely adhering, powdered deposit
Most PCB shops employ dccb;olessco~crplating processes. Rinsewaters emanating from these processes m pmblematic because the chelating agents present interfere with conventional Precipitation processes, as well as strong acid cation exchange recovery systems. A large number ~ ~ ~ s h ~ a e c ~ ~ e m p l o y i n 9 . c h e l a t i a , g ~ ~ u ~ u ~ ~ ~ ~ ~ ~ w i ~ -
~solution.wtitingsm~IIcontainsa.cappez:co~~o~o€,approximately L a 1 = L a and
page 13

. .
... , . ...... . .
1 .
A schematic of the system installed at Hughes Aircraft in Orangeburg, SC is shown in Figure 7. Capper containing waste concentrates from various processes including eleEaoless*coppez plating, x&rkacidrackcstr ip .andn~us ~~acidbathsartsegregated,andcollectcd~~~holding tan&. ~amtcntso€th~tankspqthe$owly bledinmtheequalizatian Wfecding the nca~ctyqstem. Dilute coppcrcontainmgkwaters, includbgchelated saam~mfeddirectly intotheequalization tank, MerpRadjustxnentm fl=3,themixeddihte streamisfedthrough filters-Wthechelatingion exchangc:units. Although two IX units are installed, one Unit can handle the entire lOO*gallon perminute flow. The extra unit is there for redundancy and an extra measure of &uent quality assurance. The effluent from the IX units is monitored by a colouimetric coppet analyzer which initiates regeneration at a breakthrough level of [Cu] = fm& The pH of effluent is given a final trim befan discharge.
The eluates are then processed in a batch type Recowin electrowinning system where the copper is reduced h m 10-20 g& to about 1 g/L utilizing concentration ppomonal current control. The spent electrowinning electrolyte is ftd back through the ion exchange Units to nxoverrtsidual coppet.
ElyTR comglexed electroless copper solutions pose a special problem even for chelating resinS because of the VQY stable nature of the EDTAhopper complex. A patented processz which involves pIletreatment with excess iron sulfate followed by ion exchange treatment has been employed by General Dynamics in Pomona, CA to handle such solutions, The iron ties up the EDTA, whilea specialchelating resin is employed which recovers copper in preference to ferric ions. lEecbppervaluesintheIX eluatearerechimedby electrowinning.
AS alluded to above, ion exchange can be used to convext a nitrate or chloride sait of copper to sulfate. It is much easier to electrowin copper h m a sulfate solution than h m a chloride ur nitme. This technique has been used at Unisys, Salt Lake City.
Unisys utilizes a nimc acid strip to strip metal from boards. This nimc acid solution builds up in lead and copper, An M U was installed to extend the life of the bath. The copperhead nitrate solution is first treated with sulfiaic acid to precipitate out the lead values. The residual copper niPate solution is then blended with the acid cob= sulfate rinsewater and fed to a smng acid cation exchange unit to ncowr copper values. %e copper sulfate IX eluates arc then sekt to an e b w i n u i n g system. A similar approach could be employed to reclaim the copper values h m spent cupric chloride copper etchants.
cation exchange unit to ncowr copper values. %e copper sulfate IX eluates arc then sekt to an e b w i n u i n g system. A similar approach could be employed to reclaim the copper values h m spent cupric chloride copper etchants.
Both Watts-type electrolytic nickel and electroless nickel plating processes are used extensively in PCB production. Strong acid acid cation resin based systems are extensively applied for recovery of nickel values from Watts rinsewaters23. In many plating operations, the nickel salt solution recovered from the ion exchange unit can be recycled directly back to the plating bath. There is a reluctance to recycle chemicals in many electronic operations because of the high value of the product and the perceived risk in using reclaimed material. In such cases, electrowinning of the nickcl value from the ion exchange eluate may be a prefexred route. This was the method chosen by Wewlett Packard.
Noncomplexed nickel bearing wastewaters h m the Watts nickel plating rinse stations are treated by a Recoflo strong acid ion exchangeprimary unit to lower the metal concentration from 200-300 mg/L to less than 1 mg/L (see Figure 8). The f luent from this unit is combinedwith the chelated ~ 1 e s s nickel rinsewaters and diluted bath dumps. Mer pH adjustment, the wastewater is then passCd through a chelating IX polisher unit which bnaks the nickel complexes and selectively ncova the nickel Erom a high background of sodium ions, thereby lowering the nickel to a final
page 14

hmkacsk- mllatt h x x l the polisher is quite dilute (Wl] = 3-4 gL) and is ncydai
llickeIclu3rowiImixlg~ to the fiixd to the primsry unit. Theduatcfimn the primary unit at mi] =23-30 g/L flows to the
Watbnof the nickel streams fiomthe copper streams is impcant as the presence of low levels of copPct=n"rnaa '011 in the nickel elecmlyte was found to interfen with the nickel electrowinning, advaselyaffectingtheniclteldcposit.
u h n m a u C c " i o n ion exchange/electrowiMing systems have been recently installed in the metal f?niching industry furncovay of metals from dilute efEluent streams. By employing the latest IX andEFv~tecbnology, mtrals such as copper, nickel and zinc can be reduced to excnmely low levels whilencovaing the metal in a solid farm which can be readily recycled arre-sol&
Gwen the increasingly tight restrictions on discharge of liquid waste as well as disposal of hazardous solid wastes, the IX,/EW approach is bound to see mort widespread application in the nearfuture.
page 15

. c I -
.. . :. .
- ,*e
RefeFences I. W. W. Harvey, M. R Randlett, K. L Bangerskis, "Exploratory Development &Air-
CoppcrElccmrcfining'' J. Metals, July 1978.
. .. ..
. :-'I ...
. ..
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
G.M. cook, "Improvement of Copper Electrowinning Plant Design" AI- Symposium
G. M Cook, 'The Direct Elecuowinning Process", Chexical Engineering February 21, 1983.
series. 173, VOL 74, p. ~0,1978
B. Fleet, S. Das Gupta, U.S. Patent 4,108,754.
Stewart, Weet, U.S. Patent 4,139,429.
V. A. Ettel, A. S. Gendron, B. V. T U "Electrowinning Coppes at High Current Densities" Metallurgical Transactions B Volume 6B, March 1975.
G.C. Cushnie, Electroplating Wastewater Pollution Control Technology, 1985, Noyes Publications, Park Ridge, New Jersey, P.209
W. W. Harvey, M. R. Randlett, K. L. Bangerskis, U. S. Patent 3,875,041, April 1, 1975.
V. A. Ettel, A. S. Gendron, B. V. Tilak, "Electrowinning Copper at Egh Current Densities" Metallurgical Transactions B Volume 6B, March 1975.
A.G. Hood EX, et al, U. S. Patent 3,859,185, Jan. 7, 1975.
G. Egget, D. Naden, "Developments in Anodes For Pure Copper Electrowinning Fhm Solvent Extraction produced Electrolytes" Hydrometallurgy, 1 (1975) 123-137.
C. Brown, "Recovexy of Metals From Effluents by High Efficiency Air Agitation Electrowinning", Proc.73rd Technical Conference of Axucxican E l ~ p l a t d s Society, Philadelphia, PA, June 1986.
C. J. Brown, G. Bauer, C. Hughes, "Metal Recovery from Electrogalvanizing Process St"", Proc. AESF Sixth Continuous Steel Smp Coating Symposim May 8-10, 1990, Pittsburgh, PA
-
14. a. Bmwn, "Acid and metals recovery by Recoflo short bed ion exchange", in Separation Processes in Hydrometallurgy, ed. G. A. Davies, Ellis Horwood, Chichester, p.379 (1987)
15.
16.
17.
C. J. Brown, "Productivity improvements through recovery of pickle liquors with the APU process", Iron and Steel Engineer, January 1990.
Diamond Shamrock Chemical Company, "Duolite Ion-Exchange Manual", 1969.
Rohm and Haas, "Amberlite IRC 718 Product Bulletin'', May 1988
page 16

'7 18.
19.
20.
21,
22.
23.
L C Egide, W. M. Robertson, "Copper Recovery From A Brass Bright Dipping, Solutioa", Pollution Enginccxing, March, 1984.
M. Wak, "Ion Exchange + Electrowinning = Recovery at Hewlett Packad'', Pfating and SurEaceFinishing, April, 1988, -A
D. nttbemr, T. Wilson, ~ ~ o n o m i c a l Envirnonmentat compliance at unisys~*, PXZ. j,
L. G. S e L. A. Gitenberg, "Optimized Wastewater Treatment For a Printed Circuit Board Facility", Plating and Surface Finishing, 77; 4,38, (A@ 1990)
Fall Meeting, IPC-Tp-744, W b e r U-26,1988, Anaheim, CA
C. J. Brown, M. J. Dejak, U.S. Patent 4,666,683 (1987)
C. J. Brown, "A Better Way to Recover Nickel", Products F~shing, August 1988.
page 17

. .. . . . . . . . - . . .. . . . . . . .. . . .. . . .
Current Oensi tg (AIdmZ)
6
S
4
3
2
1
a
FIGURE 1 : ELECTROWlNNlNG CELL PERFORMANCE

FIGURE 2: RECOWIN ELECTROWINNING UNIT

FIGURE 3: RECOFLO ION EXCHANGE COPPER RECOVERY UNIT

. . . - .. .. .-.. . I.. . _.. . ~ . . , . . ~ ._._ ~ . . . . . . .
7
WATER
ELECTROWINNING
FIGURE 4: MODINE It
H2
IFG - COPPER RECOVERY
-I Eff Ibent
FIGURE 5: YKK - Cu & Zn RECOVERY
F I 12n(OH)2 I Recycle I I
4
I &

. .. ‘.__ . . . . _ _ . .. . .. .-. . ..__ . .
[CUI = 150-250 mg/L
t i Colorimeter
[CUI = io- u] = 1 g/L
Stage I Stage II
FIGURE 6: HEWLETT PACKARD =
1 COPPER RECOVERY
FIGURE 7: HUGHES AIRCRAFT = COPPER RECOVERY

Electroless Nickel Bath & Rinses Watts Nickel R l n s e s
[Nil = 200-300 mg/L
Elec tr ow i n n i n g
FIGURE 8: HEWLETT PACKARD - NICKEL RECOVERY