Metal Casting and Forming ALL manufacturing starts here!
47
Metal Casting and Forming ALL manufacturing starts here!
-
Upload
bethany-hodges -
Category
Documents
-
view
230 -
download
3
Transcript of Metal Casting and Forming ALL manufacturing starts here!

Metal Casting and Forming
ALL manufacturing starts here!

What is Metal Casting?
• When liquid metal is poured into a mold, then solidifies and takes the form of the mold.
• Iron, steel, aluminum, brass, bronze, magnesium, and zinc are all metals that can be casted.
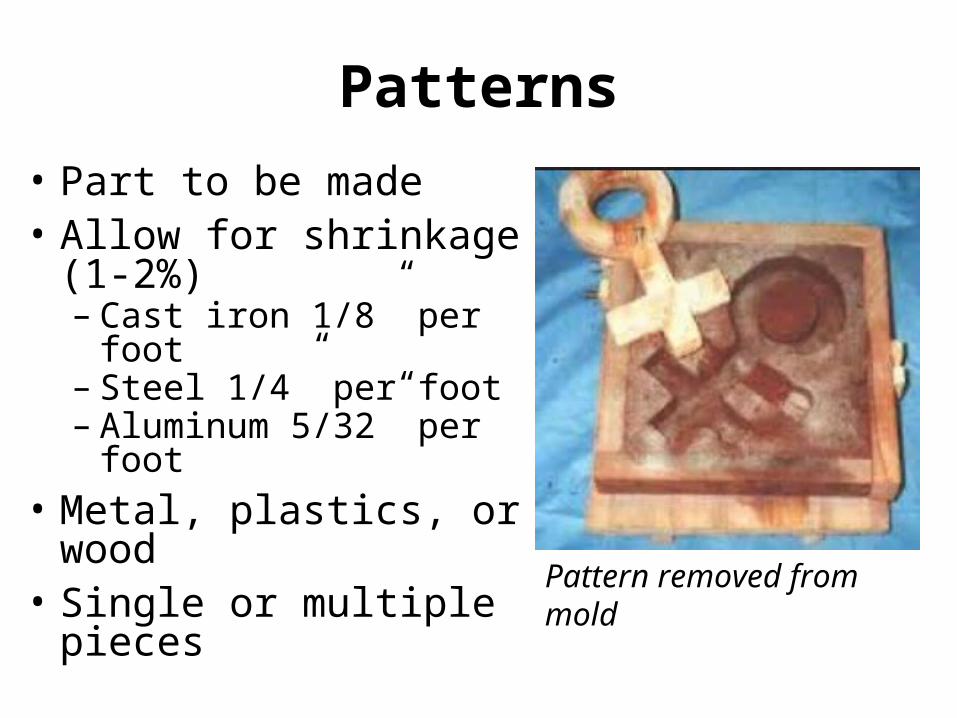
Patterns• Part to be made• Allow for shrinkage (1-2%)– Cast iron 1/8” per foot– Steel 1/4” per foot– Aluminum 5/32” per foot
• Metal, plastics, or wood• Single or multiple pieces
Pattern removed from mold

Patterns cont.• Draft to allow removal from the mold (2-3*)• Commonly oversized for machinability
Ice cube trays have draft angles.

Castings
• Castings: Parts made using casting process• Molds or Patterns used to make castings can
be made of one or more pieces.
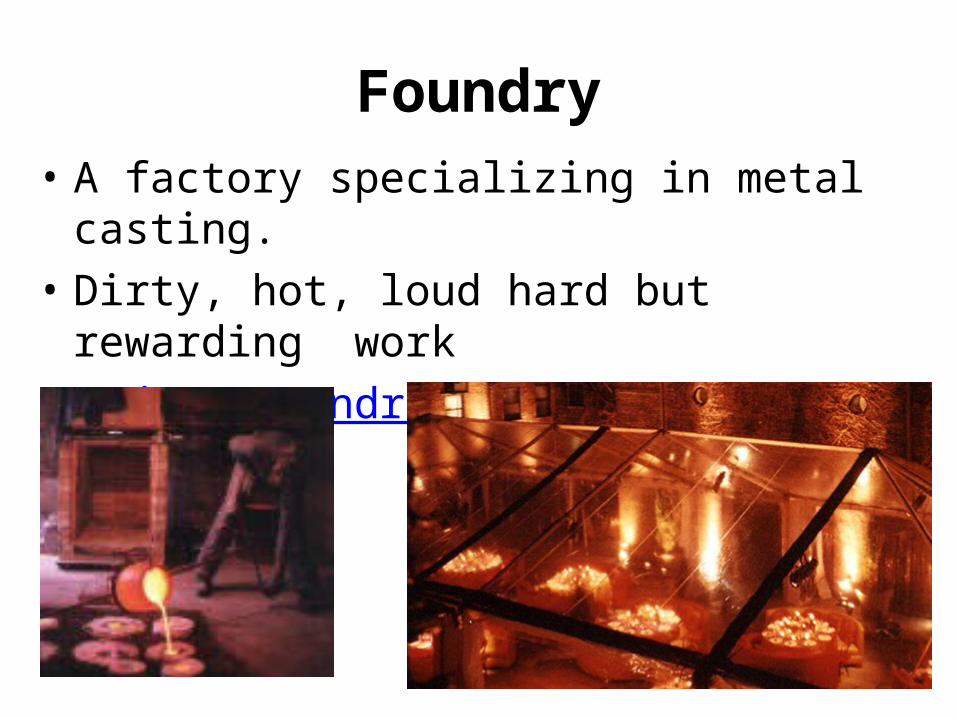
Foundry• A factory specializing in metal casting.• Dirty, hot, loud hard but rewarding work• Modern Foundry Video

Different Casting Processes
1. Green Sand Casting2. Permanent & Die Casting3. Investment (Wax & Foam) 4. Continuous 5. Centrifugal

Sand Casting• Pattern is formed into a sand cast. • Liquid metal is poured into the sand cast.• A sand cast is a ONE time use casting• Mold is destroyed to remove casting/part

Sand Casting • Produce castings of virtually any size and weight. • Common for prototyping & low volume production.

Sand Mold • Section view of mold showing spru, runner and
gating system, risers (feeders), cores and pattern draft.

Permanent Mold Casting• Mold is made of iron or steel• Molds are good for multiple uses• Used when poring large quantities of identical parts

Permanent Mold Casting Advantages: Consistent, Precise, tighter tolerancesDisadvantages: very expensive to produce molds

Permanent Die Casting• Similar to permanent mold casting except that
the metal is forced into the mold under pressure• Large quantity production.

Investment Casting (Lost Wax)• Over 1,000 year old technology • Pattern is made of wax.• A ceramic shell is built around the wax pattern.• Wax pattern is melted out of the shell.• Molten metal is poured into the shell.• Investment Casting Video • Investment Casting Video 2

Styrofoam pattern is coated with a refractory material and dry sand is compacted around pattern.
Investment Casting (Lost Foam)
Metal is poured onto the foam & instantly vaporized.
No draft required

Continuous Casting• Used to make large steel fixtures (iron plates, beams)• Metal is melted in hopper & gravity fed • Metal taken as needed• Unused metal recycled into hopper

Centrifugal Casting• Used to produce objects
with large holes such as cast iron drain pipe
• Mold is spun ~ 1000 RPM • Impurities gravitate to the
inside surface • Impurities machined off

Modern Foundry Processes• Engineering• Mold Making• Melting • Checking Gas Levels• Pouring• Shakeout• Degating• Heat Treating • Surface Cleaning• Finishing• Secondary Machining• Quality Control

Engineering• The best castings start with precise engineering • CAD software: concept to prototyping• Maximize production, minimize production cost• Maximize efficiency, consistency• Minimize waste
Design Engineering Video

Producing the Mold• Fine sand is compressed tightly around pattern• Course sand used as fill

Producing the Mold

Melting Metal• Solid metal is placed into crucible (melting pot)
Ceramic bowl that that withstands extreme temps.
• Crucible is placed in furnace • Slowly heated until metal is liquefied• Poured into mold.

Melting Temperatures
• LEAD 700*F• ALUMINUM 1200*F• BRASS 1500*F• COPPER 2000*F• STEEL 2500*F
•Aluminum is typically poured at 1350*F

Checking Gas Levels• Gas levels: specific to alloy & pattern complexity• Quality Control: sample is taken and density is measured• Porosity: Air pockets formed in metal
High gas levels Low gas levels
• Low viscosity • More porosity• Weaker casting
• More viscous• Less porosity• Stronger casting

Altering Gas Levels
Too High Too Low
• Argon or nitrogen is bubbled into metal
• Introduced at the bottom
• Bubbles rise and catch hydrogen
• Bubbles rise to top
• Potatoes are added • Adds gas to metal • New sample taken

Pouring• Metal is poured into mold to solidify• Some molds require 4-5 pours• 1-2% shrinkage common
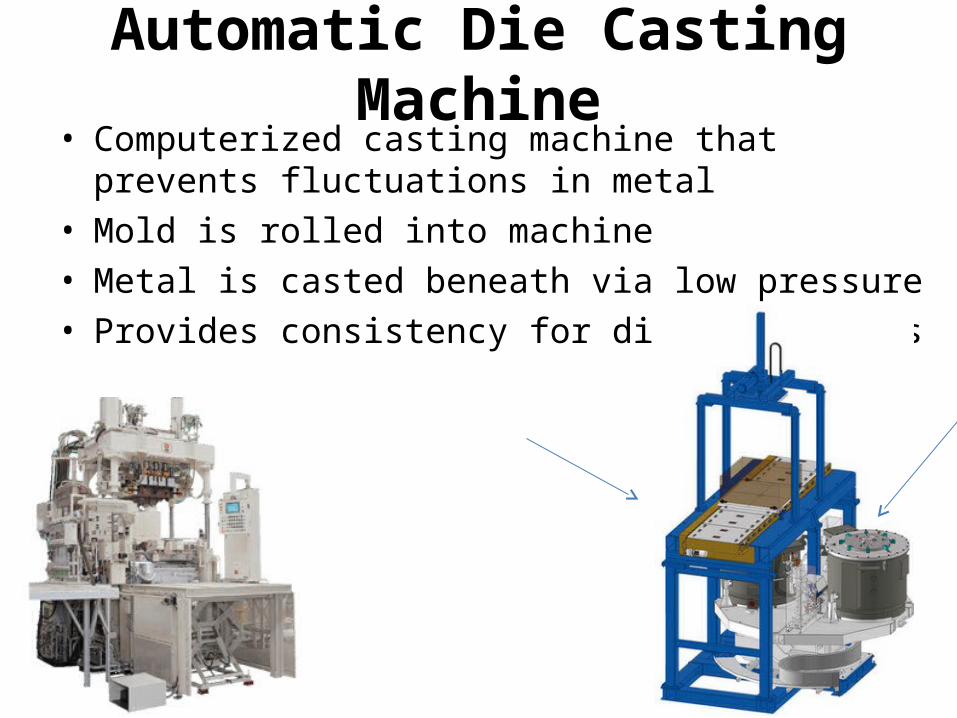
Automatic Die Casting Machine• Computerized casting machine that prevents fluctuations
in metal • Mold is rolled into machine• Metal is casted beneath via low pressure • Provides consistency for difficult molds

Shakeout
• Solidified metal component is then removed from its mold via shaking or tumbling
• Frees the casting from the sand• Runners and gates are still attached• Allows sand to be reclaimed and reused• Lowers foundry production cost• Old days sand went to landfill!

Shakeout Machine

Degating• Spru, runners, gates, and risers are removed• Torches, bandsaws, ceramic cutoff blades, sledge hammers• Specialized knockoff machinery used if design permits • Gating system (sprue, runner, gate) may equal 50% of a poor.– Gating components must be remelted as salvage.– Important economic consideration

Heat Treating • Part baked in large oven at a controlled
temperature and time interval • Changes molecular grain for more strength• Heat Treated part is then quenched in bath– Adds strength to casting
• Not all parts are heat treated

Surface Cleaning• Casting is blasted with tiny steel bb’s• Removes any sand or debris• May be used to achieve a particular rough finish

Finishing• The final step in the process usually involves grinding
and sanding• Achieve dimensional accuracies, shape & finish.• These steps are done prior to any final machining.

Quality Control • CNC equipment for precision gauging• Parts are x-rayed for imperfections (Internal cracks, Porosity)
X-Ray MachineX-Ray Photograph

Secondary Machining• Parts are machined using precise CNC
equipment.• Some foundries machine parts in house &
some sub-contract machine shops • Secondary Machining Video

Tooling Up• Flask• Molding Board • Bottom Board • Rammer • Riddle • Trowel • Slick• Sprue Pin• Riser Pin

Lance Pyrometer
• Tool used to identify molten metal temperature.
• Different types of metal poor better at different temperatures.
• Aluminum – 1450*F

Ingots
• Ingot: a solid piece of metal that has been formed into a particular shape (such as a brick) so that it is easy to handle or stored
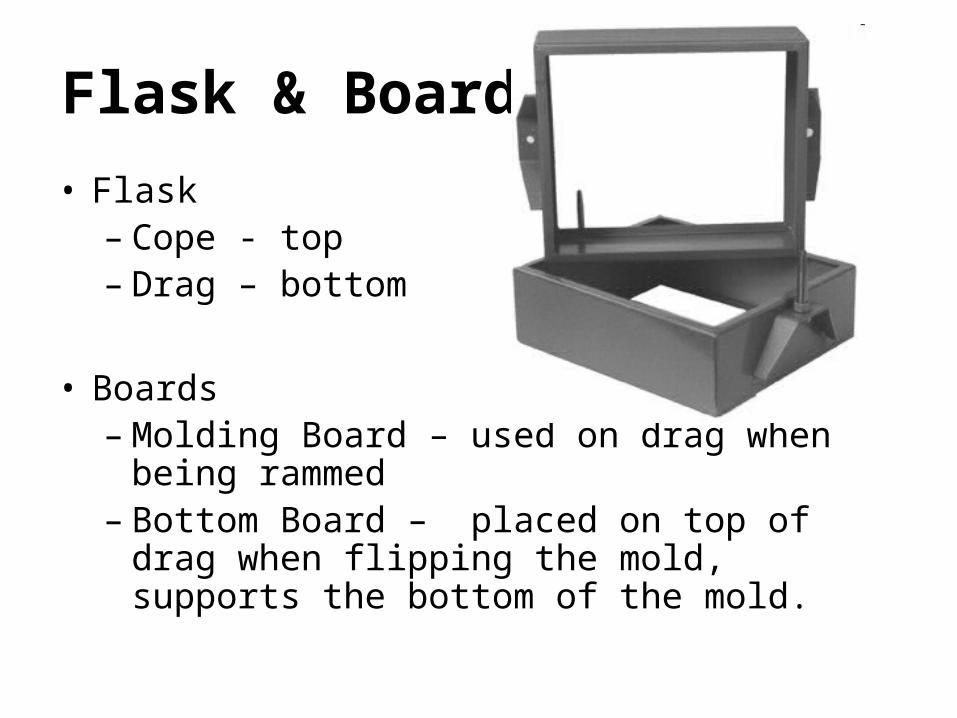
Flask & Boards
• Flask– Cope - top– Drag – bottom
• Boards– Molding Board – used on drag when being
rammed– Bottom Board – placed on top of drag when
flipping the mold, supports the bottom of the mold.

Sand Charactoristics • Sand grit is determined just like sand paper • Fine sand will give a smooth finish• Rough sand will give a rough finish • Sand is 6% moisture – don’t let it dry out • Shovel – Used to mix & move sand • Riddle find sand around mold! • Sand allows gas to escape to

Slick, Sprue Pin, Riser Pin
• Slick – Another tool used to flatten face of the mold.• Sprue Pin – Tapered wood or metal pin used to form
sprue hole• Riser Pin – Wood or metal pin used to form overflow

Vent Wire, Molder’s Bellow, Bulb Sponge
• Vent Wire - Small holes in mold to allow for gas escape. • Bellow - Tool used to blow excess sand from the mold cavity • Bulb Sponge – Smoothens the edges of the pattern to prevent loose
sand from entering mold.
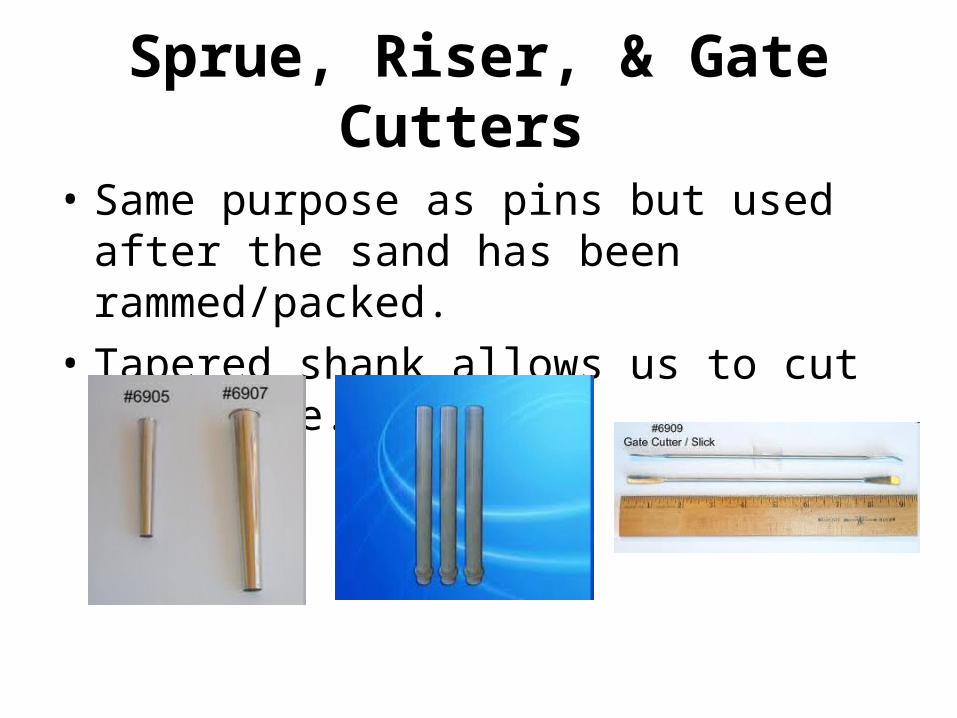
Sprue, Riser, & Gate Cutters
• Same purpose as pins but used after the sand has been rammed/packed.
• Tapered shank allows us to cut & extrude.

Parting Compound • Sprinkled around pattern for easy mold
extraction • Baby powder or fine gritt sand may be used

Hot Tips
• Finish molding before you starting the furnace! – Safety & Attention to detail
• Keep sand covered or in a sealed container when not in use!
• Avoid melting aluminum cans! – Cans are coated with vinyl for protection – Best results are obtained from clean metal
• DO NOT stir molten metal, this adds gas!• Always skim slag before pouring!

Safety• PPE: GLASSES, FACE SHIELD, SPATS, COAT, GLOVES! • ALWAYS PRE-HEAT METAL !• NEVER ADD LIQUID OR MOISTURE!• PLACE HOT CASTINGS IN A SAFE PLACE! • NEVER SET CRUCIABLE ON CONCRETE! • NEVER LOOK DIRECTLY OVER MELTING POT!• KEEP AREA CLEAN! • DON’T RUSH! • ALWAYS POUR WITH A PARTNER! • AVOID MOLDING NEAR EDGES OF FLASK! • NEVER LEAVE THE ROOM! • INSTRUCTOR MUST BE PRESENT!

A look at Local Foundries
• Eck Industries– http://www.eckindustries.com/
• Wisconsin Aluminum Foundry– http://www.wafco.com/drysand.htm
• Bremer Manufacturing– http://www.bremermfg.com/