
Mechanisms of Macrosegregation Formation Near … Mechanisms of Macrosegregation Formation near...
13
Mechanisms of Macrosegregation Formation near Fusion Boundary in Welds Made with Dissimilar Filler Metals Y. K. Yang, S. Kou Department of Materials Science and Engineering, University of Wisconsin, Madison, WI 53706, USA Keywords: Macrosegregation, Mechanism, Liquidus Temperature, Arc Welding, Convection Abstract Filler metals different from the base metal in composition, called dissimilar filler metals, are often used to reduce cracking or develop desired weld-metal properties. Macrosegregation can occur in welds made with dissimilar filler metals, called dissimilar-filler welds, and degrade the weld quality. Macrosegregation can occur near the fusion boundary even when the dissimilar filler metal mixes completely with the bulk weld pool. Two different mechanisms were proposed in the present study for such macrosegregation. One mechanism is for T LW < T LB and the other for T LW > T LB , where T LW is the liquidus temperature of the weld metal and T LB that of the base metal. These two different mechanisms can result in two distinctly different forms of macrosegregation. With T LW < T LB a filler-deficient beach can form along the fusion boundary and the beach is often discontinuous. Filler-deficient peninsulas and islands can also form and they are often roughly parallel to the fusion boundary. With T LW > T LB , on the other hand, a filler-deficient beach can form along the fusion boundary and the beach is often continuous and intruded by the weld metal. Filler-deficient peninsulas and islands can also form between weld- metal intrusions in random orientations with respect to the fusion boundary. Introduction In arc welding a filler metal different from the workpiece in composition, that is, a dissimilar filler metal, is often used to prevent cracking or develop desired physical or chemical properties of the weld metal. Houldcroft [1] showed that the bulk weld metal is essentially homogeneous, but many subsequently studies have shown that macrosegregation can exist near the fusion boundary of welds made with dissimilar filler metals [2-11] and degrade the weld quality [12-17]. Kou and Yang [18] have recently proposed two mechanisms, Mechanisms 1 and 2, for macrosegregation formation near the fusion boundary in dissimilar-filler welds. Although the filler metal mixes completely with the bulk weld pool, a layer of stagnant or laminar flow liquid base metal can still exist near the pool boundary [3] and solidify without complete mixing with the bulk weld pool into a filler-deficient zone near the fusion boundary. The mechanisms were verified with Al and Cu welds [18, 19]. Yang and Kou [20, 21] further proposed two mechanisms, Mechanisms 3 and 4, for macrosegregation in dissimilar-filler welds that is near the weld bottom well within the fusion boundary. The filler metal mixes only partially with the bulk weld pool and solidifies near the pool bottom into a filler-rich zone near the bottom of the resultant weld. 329 © 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A) www.asminternational.org
Transcript of Mechanisms of Macrosegregation Formation Near … Mechanisms of Macrosegregation Formation near...

1
Mechanisms of Macrosegregation Formation near Fusion Boundary in Welds Made with Dissimilar Filler Metals
Y. K. Yang, S. Kou Department of Materials Science and Engineering, University of Wisconsin, Madison, WI 53706, USA Keywords: Macrosegregation, Mechanism, Liquidus Temperature, Arc Welding, Convection
Abstract
Filler metals different from the base metal in composition, called dissimilar filler metals, are often used to reduce cracking or develop desired weld-metal properties. Macrosegregation can occur in welds made with dissimilar filler metals, called dissimilar-filler welds, and degrade the weld quality. Macrosegregation can occur near the fusion boundary even when the dissimilar filler metal mixes completely with the bulk weld pool. Two different mechanisms were proposed in the present study for such macrosegregation. One mechanism is for TLW < TLB and the other for TLW > TLB, where TLW is the liquidus temperature of the weld metal and TLB that of the base metal. These two different mechanisms can result in two distinctly different forms of macrosegregation. With TLW < TLB a filler-deficient beach can form along the fusion boundary and the beach is often discontinuous. Filler-deficient peninsulas and islands can also form and they are often roughly parallel to the fusion boundary. With TLW > TLB, on the other hand, a filler-deficient beach can form along the fusion boundary and the beach is often continuous and intruded by the weld metal. Filler-deficient peninsulas and islands can also form between weld-metal intrusions in random orientations with respect to the fusion boundary.
Introduction
In arc welding a filler metal different from the workpiece in composition, that is, a dissimilar filler metal, is often used to prevent cracking or develop desired physical or chemical properties of the weld metal. Houldcroft [1] showed that the bulk weld metal is essentially homogeneous, but many subsequently studies have shown that macrosegregation can exist near the fusion boundary of welds made with dissimilar filler metals [2-11] and degrade the weld quality [12-17].
Kou and Yang [18] have recently proposed two mechanisms, Mechanisms 1 and 2, for macrosegregation formation near the fusion boundary in dissimilar-filler welds. Although the filler metal mixes completely with the bulk weld pool, a layer of stagnant or laminar flow liquid base metal can still exist near the pool boundary [3] and solidify without complete mixing with the bulk weld pool into a filler-deficient zone near the fusion boundary. The mechanisms were verified with Al and Cu welds [18, 19].
Yang and Kou [20, 21] further proposed two mechanisms, Mechanisms 3 and 4, for macrosegregation in dissimilar-filler welds that is near the weld bottom well within the fusion boundary. The filler metal mixes only partially with the bulk weld pool and solidifies near the pool bottom into a filler-rich zone near the bottom of the resultant weld.
Page 1 of 12
329© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

2
In the present study Mechanisms 1 and 2 are explained with the help of illustrations different from those in Kou and Yang [18]. In the companion paper [22] these mechanisms are verified with dissimilar-filler welds different from those presented previously [18, 19].
Results and Discussion Welding without a Dissimilar Filler Metal
Figure 1 shows a weld pool in arc welding without a dissimilar filler metal. If the workpiece is an alloy with a liquidus temperature TL, it is welded either without a filler metal or with one made of the same alloy. If the workpiece is a pure metal with a melting point Tm, it is welded either without a filler metal or with one made of the same pure metal. The leading portion is the portion of the weld pool boundary (before point a) where the base metal melts completely, that is, the melting front of the weld pool. The trailing portion, on the other hand, is the portion of the weld pool boundary (behind point a) where the liquid metal in the weld pool begins to solidify, that is, the solidification front of the weld pool.
Figure 1 Isothermal pool boundary in welding without dissimilar filler. Longitudinal weld pool cross-section. TL: liquidus temperature of an alloy, Tm: melting point of a pure metal.
In arc welding the melting front is at the liquidus temperature of the base metal TLB and
the solidification front at the liquidus temperature of the weld metal TLW, except in some special situations where undercooling of the weld metal can be significant [23]. Because of weaker convection near the weld pool boundary, a stagnant or laminar-flow layer of liquid base metal can exist along the leading portion of the weld pool boundary as shown in Figure 1. Since this layer is the liquid base metal, it begins to solidify at TLB. Thus, the trailing portion of the weld pool boundary is at TLW except near the fusion boundary (between points a and b), where it switches to TLB because of the presence of the liquid layer. The layer solidifies into a beach of the base metal composition.
Thus, in welding without a dissimilar filler metal, the weld metal and the base metal are identical in composition. Thus, TLW = TLB = TL if the workpiece is an alloy and TLW = TLB = Tm if it is a pure metal. In either case the trailing portion of the weld pool boundary is isothermal all the way to the fusion boundary, and there is no macrosegregation because the resultant beach and the bulk weld metal are identical in composition.
Page 2 of 12
330© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org
3
Welding with TLW < TLB and Complete Mixing throughout Weld Pool
Two factors in dissimilar-filler welding will be considered. First, the liquidus temperature of the weld metal TLW can differ significantly from that of the base metal TLB. TLW can be either below or above that of the base metal TLB, depending on the composition of the filler metal relative to that of the base metal. Second, since TLW ≠ TLB, the stagnant or laminar-flow layer of liquid base metal along the pool boundary begins to solidify near the fusion boundary at TLB – not TLW as the bulk weld pool. The layer can solidify into a filler-deficient beach along the fusion boundary because of no or partial mixing with the bulk weld pool, into which the filler metal is added and well mixed. Based on these two factors, two mechanisms will be proposed for fusion-boundary macrosegregation in dissimilar-filler welds, one for the case of TLW < TLB and the other TLW > TLB.
Consider first the case in which the filler metal makes TLW < TLB. Figure 2 shows the longitudinal cross-section of the weld pool near its bottom. For convenience of discussion, a phase diagram similar to the Al-rich side of the binary Al-Cu phase diagram is shown as an example (Fig. 2a) to illustrate the compositions of the base metal (CB), filler metal (CF) and weld metal (CW) relative to each other. The liquidus line slopes down from the melting point of the pure metal Tm as in most alloy systems. Since the filler metal contains more solute than the base metal, the weld metal also contains more solute than the base metal. Thus, the liquidus temperature of the weld metal TLW is below that of the base metal TLB.
Consider the special case where mixing between the filler metal and the melted base metal is assumed complete throughout the weld pool (Fig. 2c). Since the liquid weld metal is homogeneous at CW throughout the weld pool, the entire pool boundary should be at TLW according to the phase diagram. In reality, however, the melting front of the pool boundary is still at TLB because this is the temperature at which the base metal melts completely. Solid-state diffusion (on the order of 10-8 cm2/s) is too slow for the solute in the weld pool to diffuse into the solid base metal along the leading portion of the pool boundary to change its composition from CB to CW in order to melt completely at TLW.
Thus, with complete weld pool mixing and TLW < TLB, the filler metal causes the solidification front to shift backward (opposite to the welding direction) from TLB to TLW. The mushy zone is the region of solid plus liquid between TLW and the eutectic temperature TE. The weld metal of the resultant weld is homogeneous macroscopically. Microsegregation still exists across the microscopic scale of the dendrite-arm (or cell) spacing of the weld metal.
Complete mixing in the weld pool all the way to the pool boundary is unlikely. According to fluid mechanics [24], the velocity of a moving liquid is zero at a stationary solid wall. Thus, near the weld pool boundary convection is weakened, and a stagnant or laminar-flow layer of liquid base metal can exist [3]. However, this layer can be very thin and even nearly discontinuous because of turbulent and unsteady weld pool convection [23]. Macrosegregation Mechanism for TLW < TLB
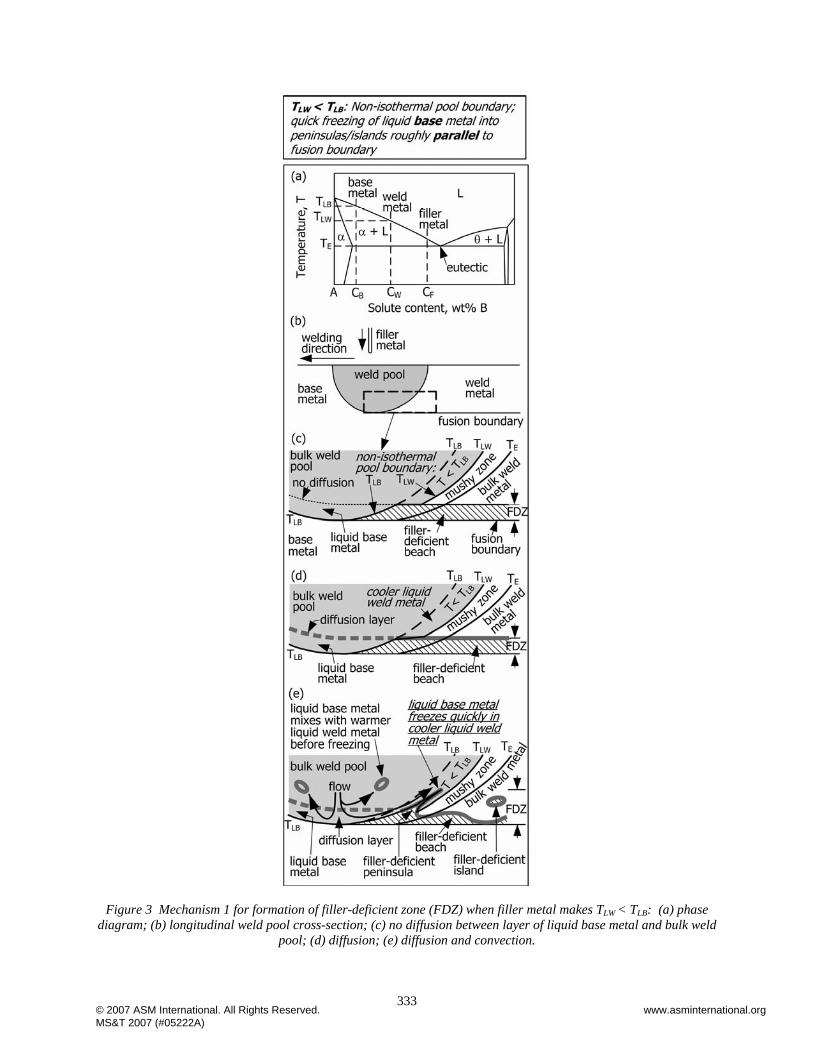
Figure 3 show the mechanism proposed for the formation of the filler-deficient zone
(FDZ) in arc welding when the filler metal makes TLW < TLB. The FDZ is the region in the weld metal where the contribution from the filler metal is less than in the bulk weld metal. As mentioned previously (Fig. 1), a stagnant or laminar-flow layer of liquid metal exists along the
Page 3 of 12
331© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

4
leading portion of the weld pool boundary because of weakened convection there. Consider first the case of no diffusion between the layer of liquid base metal at the pool boundary and the bulk weld pool (Fig. 3c). As expected, the bulk weld pool begins solidification at TLW. However, the layer of liquid base metal begins solidification at TLB. In other words, the trailing portion of the pool boundary, i.e., the solidification front, is no longer isothermal as in welding without a dissimilar filler metal (Fig. 1). The liquid weld metal immediately ahead of the TLW solidification front is below TLB because TLW < TLB. The layer of liquid base metal near the pool boundary solidifies and forms along the fusion boundary a filler-deficient beach of the base-metal composition, that is, the so-called “unmixed zone” [3]. The layer of liquid base metal and hence the resultant beach may vary in thickness along the fusion boundary. This can occur if, for instance, the heat input fluctuates during welding or the temperature gradient normal to the pool boundary varies along the pool boundary.
Figure 2 Complete mixing throughout weld pool in welding with a dissimilar filler metal that makes TLW < TLB: (a) phase diagram; (b) weld pool; (c) weld pool bottom. (b) (c) vertical longitudinal cross-section of weld pool.
Page 4 of 12
332© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org
5
Figure 3 Mechanism 1 for formation of filler-deficient zone (FDZ) when filler metal makes TLW < TLB: (a) phase diagram; (b) longitudinal weld pool cross-section; (c) no diffusion between layer of liquid base metal and bulk weld
pool; (d) diffusion; (e) diffusion and convection.
Page 5 of 12
333© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

6
Consider next the case of diffusion between the bulk weld pool and the layer of liquid
base metal near the pool boundary (Fig. 3d). A diffusion layer with a composition gradient exists between the two liquids. As in the previous case of no diffusion, the layer of the liquid base metal solidifies into a filler-deficient beach of the base-metal composition, that is, the unmixed zone. However, a composition gradient now exists across the interface between the beach and the bulk weld metal of the resultant weld.
If diffusion penetrates all the way through the layer of liquid base metal near the pool boundary because the layer is thin or because liquid diffusion of the solute species is fast or both, a composition gradient can extend across the entire thickness of the liquid layer. The resultant filler-deficient beach will not have an “unmixed zone” in the beach. Again, the beach may be nonuniform in thickness along the fusion boundary due to, for instance, heat input fluctuations during welding or variations in the normal temperature gradient along the pool boundary.
Now consider the case of diffusion plus convection (Fig. 3e). The liquid weld metal in the region immediately ahead of the solidification is below TLB. So, if the liquid base metal in the layer nearby is carried into this cooler region by convection, it can begin freezing quickly without much mixing with the liquid weld metal. Convection is better able to carry the liquid base metal into the cooler region if it has a velocity component essentially parallel to the fusion boundary and opposite to the welding direction.
Depending on the strength of convection and the width of the cooler region, filler-deficient peninsulas or even islands can form. In some cases an island shown in a weld transverse micrograph may, in fact, be the transverse cross-section of a peninsula nearby. The peninsulas tend to be roughly parallel to the fusion boundary because of the direction of convection that is needed to carry the liquid base metal into the cooler region ahead of the mushy zone. The islands can also be roughly parallel to the fusion boundary unless they happen to rotate before the surrounding liquid in the cooler region solidifies. A composition gradient can exist at the interface between the bulk weld metal and the FDZ.
The more a filler metal lowers TLW below TLB, the wider the cooler region ahead of the solidification front becomes and thus the more room is available for the liquid base metal to enter and solidify quickly without much mixing with the liquid weld metal. Thus, the larger the temperature difference (TLB – TLW) is, the greater the chance for a thicker FDZ to form. However, the actual thickness of the FDZ also depends on the direction and strength of weld pool convection.
Macrosegregation Mechanism for TLW > TLB
Figure 4 shows the longitudinal cross-section of the weld pool near its bottom, again with a eutectic phase diagram included as an example to show the compositions of the base metal, filler metal and weld metal relative to each other (Fig. 4a). Since the filler metal contains less solute than the base metal, the weld metal also contains less solute than the base metal. Thus, the liquidus temperature of the weld metal TLW is above that of the base metal TLB.
Consider the special case where mixing between the filler metal and the melted base metal is assumed complete in the bulk the weld pool (Fig. 4c). Since the liquid weld metal is homogeneous at CW in the bulk weld pool, the boundary of the bulk weld pool should be at TLW according to the phase diagram. However, since TLW > TLB, the base metal between TLW and TLB is above its liquidus temperature TLB and thus must melt completely. As such, outside the bulk
Page 6 of 12
334© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

7
weld pool a stagnant or laminar-flow layer of liquid base metal has to exist regardless of weld pool convection. This is also consistent with the aforementioned fact that the melting front should be at TLB. To make the solid base metal along the leading portion of the pool boundary change its composition from CB to CW in order to melt completely at TLW, the solute will have to diffuse out of the solid metal and into the weld pool through the liquid layer, which is too slow to happen during welding. Thus, complete mixing throughout the entire weld pool is not possible with TLW > TLB.
Figure 4 Complete mixing throughout weld pool impossible if dissimilar filler metal makes TLW > TLB: (a) phase diagram; (b) weld pool; (c) pool bottom. (b) (c) longitudinal cross-section of weld pool.
Therefore, a filler metal making TLW > TLB causes the bulk solidification front to shift
forward (in the welding direction) from TLB to TLW and a layer of liquid base metal to exist along the pool boundary, regardless of how strong convection in the weld pool is. This liquid layer is outside the bulk weld pool. The thickness of the layer increases with increasing temperature difference (TLW – TLB). This is different from the case of TLW < TLB, where the thickness of the layer of liquid base metal along the pool boundary decreases with increasing convection in the weld pool.
Page 7 of 12
335© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

8
Figure 5 show the mechanism proposed for the formation of the filler-deficient zone when the filler metal makes TLW > TLB, again with a eutectic phase diagram included (Fig. 5a). As mentioned previously, the solidification front of the bulk weld metal shifts forward to ahead of the TLB isotherm. As in the previous case of TLW < TLB, the layer of liquid base metal at the pool boundary begins to solidify at TLB into a filler-deficient beach, without (Fig. 5c) or with (Fig. 5d) a diffusion layer on the bulk-weld-metal side of the FDZ. If the heat input fluctuates during welding, the beach will not be uniform in thickness along the resultant fusion boundary. As in the case of TLW < TLB, if diffusion penetrates all the way through the layer of liquid metal because the liquid layer is thin or liquid diffusion of the solute species is fast or both, a composition gradient extends across the entire thickness of the FDZ, and an unmixed base metal no longer exists.
The layer of the liquid base metal near the pool boundary is below TLW. Consequently, if the liquid weld metal nearby is driven by convection toward the pool boundary, it can immediately enter this cooler region and begins to freeze quickly without much mixing with the liquid base metal (Fig. 5e). This also means that the liquid base metal in the cooler region can solidify without much mixing with the liquid weld metal. Again, a composition gradient can exist at the interface between the bulk weld metal and the FDZ.
It is easier for a beach to be continuous along the fusion boundary and for peninsulas or islands to form near the fusion boundary when TLW > TLB (Fig. 5e) than when TLW < TLB (Fig. 3e). With TLW < TLB the layer of liquid base metal along the pool boundary can be very thin and discontinuous due to weld pool convection. Furthermore, the cooler weld-metal region ahead of the solidification front is away from the layer of liquid base metal along the fusion boundary. Thus, convection needs to have a significant velocity component essentially parallel to the pool boundary and opposite to the welding direction. With TLW > TLB, on the other hand, a continuous layer of liquid base metal exists along the leading portion of the pool boundary regardless of weld pool convection. Furthermore, the cooler base-metal layer along the pool boundary is immediately next to the liquid weld metal. Thus, convection can be in any direction as long as it has a velocity component normal to the pool boundary – just enough to push the liquid weld metal into the base-metal layer next to the pool boundary.
Since the liquid weld metal can enter the layer of cooler liquid base metal near the pool boundary in many different directions and form intrusions therein, the space formed between the intrusions can have random shapes and orientations. Consequently, the liquid base metal left in the space can solidify into randomly oriented peninsulas or islands. This is different from the case of TLW < TLB, where the peninsulas and islands are often roughly parallel to the fusion boundary.
The more a filler metal raises TLW above TLB, the thicker the cooler region near the pool boundary can become and thus the greater the chance is for the liquid weld metal to enter and freeze quickly without much mixing with the liquid base metal. Thus, with a large temperature difference (TLW – TLB), a thicker FDZ is likely to exist. As in the case of TLW < TLB, the actual thickness of the FDZ can be affected significantly by weld pool convection during welding.
Page 8 of 12
336© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

9
Figure 5 Mechanism 2 for formation of filler-deficient zone (FDZ) when filler metal makes TLW > TLB: (a) phase diagram; (b) longitudinal weld pool cross-section; (c) no diffusion between layer of liquid base metal and bulk weld
pool; (d) diffusion; (e) diffusion and convection.
Page 9 of 12
337© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

10
Conclusions
The conclusions are as follows:
1. Mechanism 1 has been proposed for macrosegregation near the fusion boundary in welds made with dissimilar filler metals that make TLW < TLB. The stagnant or laminar flow layer of liquid base metal along the pool boundary can solidify near the fusion boundary into an often discontinuous filler-deficient beach along the fusion boundary. The region of liquid weld metal immediately ahead of the bulk solidification front (TLW) is below TLB, and the liquid base metal swept in here from the liquid base-metal layer by convection can begins to freeze quickly into filler-deficient peninsulas or islands. These peninsulas or islands often tend to be roughly parallel to the fusion boundary because the direction of the convection that sweeps the liquid base metal in here.
2. Mechanism 2 has been proposed for macrosegregation near the fusion boundary in welds made with dissimilar filler metals that make TLW > TLB. The layer of liquid base metal is below TLW and the liquid weld metal pushed in here from the bulk weld pool by convection can begin to freeze quickly into weld-metal intrusions. Meanwhile, the liquid base metal left in the space between the intrusions can solidify into filler-deficient peninsulas or islands of random orientations.
3. In either mechanism, the filler-deficient zone containing the filler-deficient beach, peninsulas and islands can be thicker with a larger difference between TLW and TLB, but the actual thickness can be significantly affected by the direction and strength of weld pool convection.
4. A beach is more likely to be continuous along the fusion boundary, and peninsulas or islands are more likely to exist near the fusion boundary when TLW > TLB than when TLW < TLB. This is because, when TLW > TLB, a layer of cooler liquid base metal always exists along the pool boundary regardless of weld pool convection and is immediately next to the liquid weld metal for its quick freezing. When TLW < TLB, however, the layer can be very thin and discontinues because of weld pool convection and is away from the region of cooler liquid weld metal ahead of the TLW solidification front.
Acknowledgments
This work was supported by National Science Foundation under Grant Nos. DMR-
0455484. They are grateful to Mr. Bruce Albrecht and Mr. Todd Holverson of Miller Electric Manufacturing Company, Appleton, WI for donating the welding equipment (including Invision 456P power source, and XR-M wire feeder and gun).
References
[1] R. T. Houldcroft: “Dilution and uniformity in aluminum alloy weld beads,” British Welding Journal, Vol 1: 468-472, 1954. [2] W. F. Savage and E. S. Szekeres: “A mechanism for crack formation in HY-80 steel weldments,” Welding Journal, Vol 46: 94s-96s, 1967.
Page 10 of 12
338© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

11
[3] W. F. Savage, E. F. Nippes and E. S. Szekeres: “A study of fusion boundary phenomena in a low alloy steel,” Welding Journal, Vol 55: 260s-268s, 1976. [4] D. S. Duvall and W. A. Owczarski: “Fusion-line composition gradients in an arc-welded alloy,” Welding Journal, Vol 47: 115s-120s, 1968. [5] L. P. Karjalainen: “Weld fusion boundary structures in aluminum and Al-Zn-Mg alloy,” Z. Metallkde., Vol 70: 686-689, 1979. [6] T. Doody: “Intermediate mixed zones in dissimilar metal welds for sour service,” Welding Journal, Vol 61: 55-60, 1992. [7] A. A. Omar: “Effects of welding parameters on hard zone formation at dissimilar metal welds,” Welding Journal, Vol 67: 86s-93s, 1998. [8] J. C. Lippold, and W. F. Savage: “Solidification of austenitic stainless steel weldments: Part 2 - The effect of alloy composition on ferrite morphology,” Welding Journal, Vol 59: 48s-58s, 1980. [9] W. A. Baeslack III, J. C. Lippold, and W. F. Savage: “Unmixed zone formation in austenitic stainless steel weldments,” Welding Journal, Vol 58: 168s-176s, 1979. [10] F. Ornath, J. Soudry, B. Z, Weiss, I. and Minkoff: “Weld pool segregation during the welding of low alloy steels with austenitic electrodes,” Welding Journal, Vol 60: 227s-230s, 1991. [11] S. K. Albert, T. P. S. Gills, A. K. Tyagi, S. L. Mannan, S. D. Kulkarni, and P. Rodriguez: “Soft zone formation in dissimilar welds between two Cr-Mo steels,” Welding Journal, Vol 66: 135s-142s, 1997. [12] G. E. Linnert: Welding Metallurgy, Vol. 2. American Welding Society, Miami, 1967. [13] W. F. Savage, E. F. Nippes, and E. S. Szekeres: “Hydrogen induced cold cracking in a low alloy steel,” Welding Journal, Vol 55: 276s-283s, 1976. [14] M. D. Rowe, T. W. Nelson, and J. C. Lippold: “Hydrogen-induced cracking along the fusion boundary of dissimilar metal welds,” Welding Journal, Vol 78: 31s-37s, 1999. [15] K. G. Kent: Metals and Materials, “Weldable Al-Zn-Mg alloys,” Vol 4: 429-440, 1970. [16] H. Cordier, M. Schippers, and I. Polmear: “Microstructure and intercrystalline fracture in a weldable aluminum-zinc-magnesium alloy,” Z. Metallkde, Vol 68: 280-284, 1977. [17] M. Pirner, and H. Bichsel, “Corrosion resistance of welded joints in AlZnMg,” Metall, Vol 29: 275-280, 1975.
Page 11 of 12
339© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org
12
[18] S. Kou and Y. K. Yang: Fusion-Boundary Macrosegregation in Dissimilar-Filler Welds, Welding Journal, in press, 2007. [19] Y. K. Yang and S. Kou: Fusion-Boundary Macrosegregation in Dissimilar-Filler Al-Cu Welds, Welding Journal, in press, 2007. [20] Y. K. Yang and S. Kou: Weld-Bottom Macrosegregation in Dissimilar-Filler Welds, Welding Journal, in press, 2007. [21] Y. K. Yang and S. Kou: Macrosegregation in Cu-30Ni Welds Made with Dissimilar Filler Metals, Science and Technology of Welding and Joining, in press, 2007. [22] Y. K. Yang and S. Kou: Evidence of Macrosegregation along Fusion Boundary in Welds Made with Dissimilar Filler Metals, Proceedings of Materials Science and Technology 2007 Conference, Detroit, MI, September 16-20, 2007. [23] S. Kou: Welding Metallurgy, 2nd ed., Wiley, New York, NY, 2003, p. 97 and p.247. [24] S. Kou: Transport Phenomena and Materials Processing, John Wiley and Sons, New York, NY, 1996, pp. 57-60.
Page 12 of 12
340© 2007 ASM International. All Rights Reserved. MS&T 2007 (#05222A)
www.asminternational.org

ASM International is the society for materials engineers and scientists, a worldwide network dedicated to advancing industry, technology, and applications of metals and materials. ASM International, Materials Park, Ohio, USA www.asminternational.org
This publication is copyright © ASM International®. All rights reserved.
Publication title Product code MS&T 2007 CD 05222A
To order products from ASM International:
Online Visit www.asminternational.org/bookstore
Telephone 1-800-336-5152 (US) or 1-440-338-5151 (Outside US) Fax 1-440-338-4634
Mail Customer Service, ASM International 9639 Kinsman Rd, Materials Park, Ohio 44073-0002, USA
Email [email protected]
In Europe
American Technical Publishers Ltd. 27-29 Knowl Piece, Wilbury Way, Hitchin Hertfordshire SG4 0SX, United Kingdom Telephone: 01462 437933 (account holders), 01462 431525 (credit card) www.ameritech.co.uk
In Japan Neutrino Inc. Takahashi Bldg., 44-3 Fuda 1-chome, Chofu-Shi, Tokyo 182 Japan Telephone: 81 (0) 424 84 5550
Terms of Use. This publication is being made available in PDF format as a benefit to members and customers of ASM International. You may download and print a copy of this publication for your personal use only. Other use and distribution is prohibited without the express written permission of ASM International. No warranties, express or implied, including, without limitation, warranties of merchantability or fitness for a particular purpose, are given in connection with this publication. Although this information is believed to be accurate by ASM, ASM cannot guarantee that favorable results will be obtained from the use of this publication alone. This publication is intended for use by persons having technical skill, at their sole discretion and risk. Since the conditions of product or material use are outside of ASM's control, ASM assumes no liability or obligation in connection with any use of this information. As with any material, evaluation of the material under end-use conditions prior to specification is essential. Therefore, specific testing under actual conditions is recommended. Nothing contained in this publication shall be construed as a grant of any right of manufacture, sale, use, or reproduction, in connection with any method, process, apparatus, product, composition, or system, whether or not covered by letters patent, copyright, or trademark, and nothing contained in this publication shall be construed as a defense against any alleged infringement of letters patent, copyright, or trademark, or as a defense against liability for such infringement.


















