May | Jun 12 - Grain & Feed Milling Technology
52
A subscription magazine for the global flour & feed milling industries - first published in 1891 In this issue: • NIR in practice • Rice and contract terms • New weighing software for UK co-operative May - June 2012 • LC-MS/MS: The New Reference Method for Mycotoxin Analysis • Fast, reliable and flexible: the world of modern bulk weighing • Mould control in grain and feed preservation
-
Upload
perendale-publishers -
Category
Documents
-
view
244 -
download
2
description
The May June edition of Grain & feed Milling Technology magazine.
Transcript of May | Jun 12 - Grain & Feed Milling Technology
A subscription magazine for the global flour & feed milling industries - first published in 1891
In this issue:
• NIR in practice
• Rice and contract terms
• New weighing software for UK co-operative
May - June 2012
• LC-MS/MS:The New Reference Method for Mycotoxin Analysis
• Fast, reliable and flexible:
the world of modern bulk weighing
• Mould controlin grain and feed preservation


GRAIN &FEEDMILLINGTECHNOLOGY
Grain & Feed Milling Technology is published six times a year by Perendale Publishers Ltd of the United Kingdom.
All data is published in good faith, based on information received, and while every care is taken to prevent inaccuracies, the publish-
ers accept no liability for any errors or omissions or for the consequences of action taken on the basis of information published. ©Copyright 2011 Perendale Publishers Ltd. All rights reserved. No part of this publication may be reproduced in any form
or by any means without prior permission of the copyright owner.
volume: 123 number 3 issn no: 1466-3872
May - June 2012
Published by
Perendale Publishers Ltd7 St George’s Terrace, St James’ SquareCheltenham, Glos, GL50 3PTUnited KingdomTel: +44 1242 267700Fax: +44 1242 [email protected]
Publisher
Roger GilbertTel: +44 1242 267707 [email protected]
Editorial Manager
Alice NealTel: +44 1242 267707 [email protected]
Design and Page Layout
James TaylorTel: +44 1242 [email protected]
Circulation & Subscriptions Manager
Tuti TanTel: +44 1242 267707 [email protected]
International Marketing Team
Darren ParrisTel: +44 1242 [email protected]
Lee Bastin Tel: +44 1242 [email protected]
Latin America Marketing Team
Ivan MarquettiTel: +54 2352 [email protected]
Pablo Porcel de Peralta Tel: +54 2352 [email protected]
India Marketing Team
Assocom-India Pvt LtdTel: +91 47 [email protected]
Annual Subscription RatesInside UK: UK£70 Outside: US$140/ Euros110
More informationwww.gfmt.co.ukhttp://gfmt.blogspot.co.uk
News:Top-class grain cleaning within the smallest space 3Efficient baking without guar gum powder 4Alvan Blanch wins Queen’s Award for Enterprise 2012 5Romer Labs and IFP launch EnzymeFast® food analysis test kits 6EU compound feed production down by 0.3percent in 2011 7Solving the in-house waste problem 8Cimbria broadens its product range through acquisition of Italian enterprise SEA 9
Features:LC-MS/MS: The New Reference Method for Mycotoxin Analysis 10NIR in practice 14Mould Control in grain and feed preservation 18Rice and contract terms 22The world of modern bulk weighing 26New weighing software for UK co-operative 30Chronos BTH forges long-term partnership with Weston Milling 32
Commodities:Raw material outlook, by John Buckley 34
iNdustry eveNts Martin Thomson joins Schenck Process UK 4814th ICC Cereal and Bread Congress 45Alltech Symposium Review 46
iNdustry FacesISRMAX Asia: 44Dr Chad Risley Named AFIA Member of the Year 48Lallemand Animal Nutrition appoints Country Manager for New Zealand 48
GFMT is 121 years old this year!
As a reminder of days gone by and to acknowledge the transition that has taken place in publishing in recent times – for instance from print to digital – we will be reintroducing some images of the magazine throughout the remainder of the year that date back 50, 60 or more years. We pass on our best wishes to all those in our industry who have long memories and recall how things used to be, especially all those centenarians like ourselves.

Guest
- ED
ITO
R’S
OB
SER
VA
TIO
NS Guest editor - Roger Gilbert, Publisher
GFMT is pleased to inform readers and supporters - including our valued advertisers - that we have appointed a Perendale partner in India to reach
millers in an industry that provides flour and feed milling to a continental population base of 1.25 billion people.
Assocom-India Pvt Ltd, which publishers India’s only flour and baking journal called ‘Wheat Update’, has agreed to represent Perendale, and its publica-tions Grain and Feed Milling Technology magazine and International Milling Directory in particular in India by distributing copies of both titles to its 3000 paid reader-ship base. Wheat Update has within its circulation over 1000 of the country’s largest flour millers.
It is quite incredible that our readership in the Asia region will grow overnight by a significant amount. It’s such a major development that we will be printing the magazine in India for the first time for our Indian readers.
This compliments our developments in Latin America (400 million population), where we are translating selected editions of GFMT into Spanish and distributing them to key industry representatives and at major events that promote a milling focus within LA. We are also developing plans for greater distribution within China (1.35 billion population) where we cur-rently print.
Why do we consider population an important yard-stick when talking about milling industry readership? We can no longer talk in terms of reaching total mills as a measure of circulation - mill size and mill output vary dramatically between countries. Therefore, we see population as a guide measurement in global terms of world of milling. For example, this issue of GFMT, with the help of our partner Assocom-India Pvt Ltd, will reach an industry that represents 18% of the world’s total flour milling capacity.
Print vs digitalWe are aware that having a strong print circulation
remains central to the success of our titles, particularly in Asia, Africa and Latin America, while developing a large digital footprint to compliment the print magazine is more appropriate in the developed world - where access to the internet is being greatly improved all the
time as broadband connections are widened.
New news service for GFMT readers
I’m sure you will already know that GFMT is keen to pro-vide readers with useful, online, editorial-based services and particularly those that are mobile in operation suitable for smart phones and tablets.
First we focused on making our technical content easily assess-able to those looking for it on the web. We then established a lead-ing blog (The Global Miller) that continues to receive good reviews by providing a selection of useful news items on a daily basis that is complimented by a monthly GFMT e-Newsletter.
Now we are launching an additional service called ‘GFMT’s Global News Portal’: this is a reference site where we have collected a vast number of stories on milling-related topics from around the world and present them by subject matter and/or location. The stories come from over 200 hand-picked RSS feeds.
How many stories are we finding in that relate to milling from the 200-plus feeds? In the first few days of running the site we identified some 9000 available sto-ries. However, our scoring system – to ensure we only present ones that are of interest - has just over 2000.
This new service compliments our other information services and make it easier for those wanting to keep up-to-date on a regional or local basis to do so. We are ensuring news items from all our IMD listed companies are being ‘found’ and presented by this new service.
Roger GilbertPublisher
Roger Gilbert, Publisher OF GFMT
Nabim, supported by HGCA, announced the three farmer finalists for the
2012 Milling Wheat Challenge at the Cereals Event on June 13, 2012. Now in its third year, the aim of the Challenge is to find the country’s best milling wheat grower.
The 2012 finalists are:• Andrew Robinson, Heathcote
Farms Ltd, Toddington, Bedfordshire.
• Andrew Martin, Broadstream Farming, East Brabourne, Ashford, Kent.
• Mark Boyd, John Boyd Farms, Lenham, Maidstone, Kent.Martin Savage, nabim’s Trade Policy
Manager, said the standard of the entries was very high and the judges had a tough job selecting the finalists. “Each of these growers farm large areas with wheat as their main crop. All three are forward-thinking, very technically competent and consistently grow qual-ity crops of bread-making wheats.”
The finalists, together with leaders from the UK wheat supply chain, will attend a celebration dinner at the Ritz Hotel in London where the win-ner will be announced.
Editors Choice: nabim announces finalists in the search for the 2012 UK champion milling wheat grower
Grain&feed millinG technoloGy
2 | may - June 2012
PPLAPP available HERE
GFMT Global News Portal, highlightig industry and company news! Now available on your mobile.
PPLAPP
mob
ile.i
nter
nati
onal
mill
ing.
com

From February 27 – March 2, 2012, the new Bühler Vega High Performance
Grain Classif ier MTVA was presented to the specialist public at Ipack-Ima in Milan, Italy.
Whether wheat , rye, oats, rice, corn/maize, or barley – the new Performance Grain Classif ier MTVA promises an except iona l l eve l o f performance with minimized energy consumption and a very low space requirement. It owes this performance to its special screen
design and the high kinetic momentum acting upon the screen carrier. The outstanding separation of impurities ensures optimal results for further processing and storage of grain.
Amazing energy savingsT h e n ew B ü h l e r Ve g a Performance Grain Classifier MTVA convinces by its high throughput capacit ies and low energy consumption – up to 50 percent energy savings over comparable machines are
possible. But Vega is also distinguished in many other respects by its exemplary efficiency. The use of high-grade components results in long maintenance i n t e r v a l s . E v e n i n c o n t i n u o u s operation, this keeps maintenance costs low. You can also save time and money when changing its screens, with quick and easy screen changes being p o s s i b l e by o n e person.
Perfectly adaptable to specific needsDepending on the s p e c i f i c d e s i g n version, the new Vega Per formance Grain Classifier MTVA can be applied for cleaning or grading grain. A total of three different cleaner versions have been designed to process a wide range of grain varieties at throughput rates varying between 15 and 200 metric tons per hour. In the product inlet, an optional air-recycling aspirator separates low-density matter and fines from the accept material. The screens can be selected from the screen module to suit a wide range of requirements. A total screen area as high as 28 square meters is available thanks to the horizontal staggering of the screens.
More inforMation :www.buhlergroup.com.
Top-class grain cleaning within the smallest spacePremiere of the new Bühler Vega High Performance Grain Classifier MTVA at Ipack-Ima 2012 in Milan, Italy
SKF has launched new SE bearing housings. The housings are an upgrade
of the SNL housing series, which have been used in many industries for many years.
SKF claim the SE housing is a reliable, versatile solution for mounted bearing applications and is designed to meet the needs of customers across virtually all industrial and processing sectors. The housings, which range from size SE 507-606 to SE 532, are designed to exploit the full service life potential of the incorporated bearings, a n d s i g n i f i c a n t l y reduce maintenance costs and related downtime.
The new design makes it unlikely for the housing to become distorted by over-tightening the attachment bolts A grease guiding system, for relubrication from the side, applies grease directly to t he be ar i ng dur ing relubrication. This greases the bearing more reliably, making it possible to reduce grease quantit ies during relubrication.
C o m p a r e d t o S N L housings, the SE housing improves heat transfer from the bearing outer ring to the support surface, reducing the temperature in the bearing. This makes it possible to extend relubrication intervals whi le increas ing the service life of the bearing and lubricant.T h e se h i g h q u a l i t y housings provide improved rust protection that is in accordance with the C3 corrosivity class ( ISO 12944).
More inforMation:Website: www.skf.com
SKF launches new SE bearing housing series
News May - June 2012 NEWS
Grain&feed millinG technoloGy may - June 2012 | 3
THE GLOBAL LEADER
IN VALVES FOR DRY BULK SOLIDS
+44 (0) [email protected]
WEAR COMPENSATING SEALS
STAINLESS MATERIAL CONTACT
DUST TIGHT
ADJUSTABLE NYLON ROLLERS
VORTEXVALVESEUROPE.COM
CARBON OR STAINLESSUNIQUE FLOW DESIGN
DUST TIGHTCLEAN IN PLACE

Mühlenchemie has developed EMCEbest WA as an alternative to guar gum
powder – the new product ensures optimum water binding, stability and freshness in bread baking – a variant also permits ‘clean label’ formulations.
Because of the rising price and declining availability of guar gum powder, the baking industry is seeking alternatives to this raw material. This has led the flour improvement specialist Mühlenchemie to develop a new combination of active enzymatic ingredients. In the production of bread and bread rolls EMCEbest WA serves as an efficient replacement for guar gum powder for water absorption; it also ensures better stability of the dough during preparation and over four percent greater baked volume than guar gum powder. The variant EMCEbest WA Pure also makes it possible to offer ‘clean label’ products, since the enzymatic ingredients in this composition do not require E numbers.Guar gum powder is the best-known and most widely used hydrocolloid in the food industry. One of the main reasons for the success of this raw material is that it used to be fairly cheap. But the demand for guar is currently rising by leaps and bounds because of its increasing use in oil and natural gas production. To make manufacturers of bakery products less dependent on the supply of guar gum, Mühlenchemie’s applications technologists have now developed an additive that can be used as an economical and nevertheless high-quality alternative in the production of bread and rolls. In extensive tests a solution was found in the form of a combination of vegetable fibres, hydrocolloids
and enzymes that achieves much better stability in the Farinogram than guar gum powder at the same amount. Moreover, the new EMCEbest WA ensures pleasantly dry dough immediately af ter preparation and needs no additional swelling
time. Furthermore, baking trials with a usage level of one percent (flour basis) resulted in an increase in volume of over four percent compared to guar gum powder with normal proofing and over-proofing.For companies that wish to do without additives that have to be declared, Mühlenchemie offers the variant EMCEbest WA Pure. With the use of one percent EMCEbest WA Pure (flour basis), six to ten percent more water can be added that without additives, depending on the formulation. The dough is easy to process nevertheless, and do not become sticky. The Texture Analyser shows the resulting moistness as softness and elasticity of the crumb, which has an even texture. Products made with EMCEbest WA Pure also have up to four percent more volume than with guar gum powder.These positive effects were confirmed with both directly processed and over-fermented doughs for bread, rolls and baguettes, and also with heavy doughs for products containing dried fruit. EMCEbest WA Pure is therefore the ideal ingredient for ensuring stability, high volume yield, freshness and economy in the industrial production of goods from ‘clean label’ recipes.
More inforMation:Nicole Schulze, Marketing, Mühlenchemie GmbH & Co.
Email: nschulze @muehlenchemie.de Website: www.muehlenchemie.de
Efficient baking without guar gum powder
Satake helps Indonesian rice producers meet higher quality standards
As more Indonesian consumers choose quality over quantity, rice mills must supply high quality rice to remain competitive.
In March of this year, Satake entered into a contract with PT Lumbung Padi to supply rice milling machinery for PT Lumbung Padi’s new rice mill.
Indonesia is the world’s third largest producer of rice. In recent years, Indonesian consumers have developed a keen eye for the rice quality. State-of-the-art rice processing machinery is needed to produce high quality rice for the increasingly discerning Indonesian consumer.
Quality standardsIn order to meet the quality standards of their customers, the Indonesian company PT Lumbung Padi plans to construct a new rice mill in Surabaya in March 2013. PT Praba Group is the primary contractor in charge of design and construction work for this project. Satake received an order to outfit the rice milling facilities, signing the contract on March 29, 2012.
Satake was awarded the order based on its global reputation for excellence across the entire rice milling process, from receiving, drying and husking, to milling, grading, optical sort-ing and packing. While Satake has a long record of individual machine sales, this is the first time that Satake has supplied a complete, end-to-end milling line in Indonesia.
Drying machinesThe milling system to be supplied by Satake uses advanced drying machines instead of the sun-drying processes previ-ously used by PT Lumbung Padi. In addition, the grading section will feature state-of-the-art optical sorters; these two advancements will improve the quality of rice considerably.
The new mill will also be equipped with weighers at each stage to provide accurate data on yields and machine conditions, helping PT Lumbung optimize plant efficiency and profit.
Through its commitment to supplying the Indonesian rice industry with high-quality rice processing machinery, Satake will continue to help Indonesian rice producers satisfy their increasingly discerning customers.
INDUSTRY VIEW
NewsMay - June 2012
Grain&feed millinG technoloGy4 | may - June 2012

Al v a n B l a n c h Deve lopment Co Ltd, a manufacturer
o f p o s t - h a r v e s t c r o p processing equipment, has won a coveted Queen’s Award for Enterprise 2012 in the ‘International Trade – Outstanding Achievement’ categor y. The acco lade was given in recognition of a remarkable increase in export performance over recent years.
This is the company’s second Queen’s Award, following previous success in 2005 but this time it comes just as the company celebrates its 60th year of business.The award recognises Alvan B lanch’s achievement in increasing its overseas sales by 160 percent in a three year period, boosting total turnover to more than £10m. “As a progress ive UK exporter we are delighted to win this award,” says the company’s managing director, Andrew Blanch. “The Queen’s Award carries recognition worldwide because it is clearly something that is not handed out liberally.”Operating from Chelworth, near Malmesbury, Wiltshire, A l v a n B l a n c h e x p o r t s machines such as its grain dryers to over 90 countries in a l l seven cont inent s worldwide, with exports accounting for 80 percent of total sales. Recently, the company has seen dramatic growth in sa les to new markets l ike Canada and
Russia – both offering huge potential. Comprehend i n g t a r ge t export markets is a primary business function at Alvan Blanch. It takes full account of the commercial, cultural, agricultural and technological factors prevalent in the proposed market.“Managing the huge and diverse product line that is needed to offer this range of solutions to such a diversity of clients
is our greatest challenge and is also our greatest strength – it is only possible thanks to the flexibility and creativity of our very dedicated 90-strong workforce,” continues Mr Blanch.The company’s founder, Mr Alvan Blanch, won an OBE in 1969 to recognise his success in international trade, the legacy of which clearly continues to this day. “My father quickly recognised the potential that exporting offers – for growth and stability”, says Mr Blanch. “Rather than staying with a UK market that offered more than enough business to all our competitors in the 50s and 60s he was determined to export. The foundations of what we do today were all set by my father and I can say with complete certainty that it is as a direct result of his commitment to exporting that the business is not only still here but is growing through a period of general recession.”
More inforMation:http://www.alvanblanch.co.uk/
Alvan Blanch wins Queen’s Award for Enterprise 2012 in its 60th year of business
News May - June 2012
Hello Millers,
Did you know you can access up-to-date news via the Global Miller blog?
Updated every weekday by GFMT staff, the blog is the place to get in touch and share your thoughts on the latest milling goings on.
As well as news stories, our blog community gets the freshest show and event information and can take a look back through the GFMT archive at some of the most popular articles.
This month the Global Millers can’t get enough of…
It may have rained but Cereals UK was not a wash out. The Global Miller brought you all the news and none of the mud with a series of special reports blogged from the show. http://bit.ly/MS4N0l
You guys love shows so it was no surprise that several events stories were top hits this month. The Protein Innovation Conference preview proved popular. Did you go? Let us know.http://bit.ly/KwyMge
Meanwhile, news that ZCME had joined the Animal Framing Ukraine line-up also got you clicking buttons.http://bit.ly/Lc4lLE
On a sadder note, we heard that rice farmers in Fukushima, Japan are unable to sell their produce as it contains dangerous levels of radiation. At present it is unclear what impact this will have on the milling industry.http://bit.ly/JPimiz
The Canadian Wheat Board is to axe almost 75 percent of its staff after losing its monopoly over western wheat and barley sales. Over at General Mills, 850 jobs are set to go in a bid to cut costs.The Canadian Wheat Board - http://bit.ly/M7TPBn
General Mills - http://bit.ly/Kwz2M8
We would love to hear from you. Tell us what you think at
http://gfmt.blogspot.com
THE GLOBAL MILLERA blog dedicated for professionals - including nutritionists - in the transportation, storage and milling of grains, feedstuffs, rice and cereals, globally.
Grain&feed millinG technoloGy may - June 2012 | 5

Romer Labs, a leading global food-safety diagnostic company,
and Germany’s ifp Institut für Produktqualität are proud to announce the launch of a new product line for enzymatic food analysis, thereby expanding cooperation between the two companies.
The new product line EnzymeFast ® transfers t r ad i t iona l enz ymat ic methods to a microtitre p late k i t format – a s ign i f ic ant bene f i t in routine food analysis. Enzymatic food analysis is a basic method used for the measurement of compounds such as sugars, acids, alcohols and other metabolites in foods and beverages. The high specif icity of enzyme reactions allows for the analysis of food components in complex matrices.Enzymatic methods are par t icularly important for food production and quality assurance. Results give information on the nutrients, authenticity and hygienic status of foods. For example, levels of sugars are crucial for consumers suffering from intolerances and the presence of certain metabolites indicates a lack of hygiene during production. I t is a lso possible to detect whether food has been tampered with us ing enzymat ic methods.The EnzymeFast® microtitre plate test kits employ
highly purified and specific enzymes in a convenient and h i gh - t h roughpu t format that allows the rapid and economic testing of different kinds of foodstuff and beverages.EnzymeFast ® products have been developed by ifp and will be distributed e xc l u s i v e l y t h ro u g h
Romer Labs’ global sales network. The product line encompasses test kits for different types of sugars and the companies are in the final phase to add kits for alcohols and acids, too. Throughout the coming months, Romer Labs® and ifp will expand the product line continuously into other areas of enzymatic food analysis.
More inforMation:Elisabeth HammerRomer Labs Division Holding GmbH.Technopark 1, 3430 Tulln, AUSTRIA
Tel. +43 2272 6153310Email: elisabeth.hammer @romerlabs.comWebsite: www.romerlabs.com
Romer Labs and IFP launch EnzymeFast® food analysis test kits
by Marcel Ramseyer, Product Manager Grain Milling
Bühler has won the Gold Medal for the development of ‘Instant Maize Meal’ in the FoodTec Award 2012 at the German Agricultural Society.
Instant Maize Meal Instant Maize Meal is a dried, ready-to-consume type of maize that has been specifically developed for southern Africa. Instead of requiring the usual cooking time of thirty minutes, it takes no longer than two to five minutes to prepare this dish which tastes exactly the same as the conventional product.
Maize is the most widely grown grain throughout the world and a staple food for the populations living in vast areas of Africa. It is consumed up to three times a day – sometimes salty, occasionally sweetened, coming in the form of a porridge or kind of polenta and called ugali, mealie-meal, or mealie-pap, depending on the specific region.
Preparation not only requires lots of work and time, but also increasingly scarce and hard-to-gather firewood or expensive gas or electric power. Moreover, in the rapidly growing African cities, an increasing need is emerging for convenience food.
The problem with these products so far has been that they either had a dif-ferent taste than conventional grits or a colour and consistency that was not the same. Since consumers are fairly traditional as far as food is concerned, the new instant products were unable to gain acceptance in the marketplace.
This situation was known to the local Bühler staff and provided an ideal field for applying the corporate philosophy of not taking existing technologies as a basis for rolling out innovations, but the specific needs of a local population.
In 2008, Bühler started an accurate analysis of possible versions of quick-cook-ing maize grits, compared the requirements of African consumers with the technological possibilities, and started pilot-testing instant maize grits in Uzwil.
From 2010 onward, Bühler conducted tests in Uzwil together with custom-ers from southern Africa. The purpose was to adapt the existing process technology to achieve the desired end product properties. For example, a flaking roller mill usually applied for making oat flakes was retrofitted to allow maize to be processed. In very extensive experiments, production was tested on a commercial scale. It was found that the end product was indeed on a par with the conventional product in terms of appearance, taste, texture, and mouth feel.
In mid-2011, after patenting, Instant Maize was released as a process innovation for the market. The first plants will go into service toward the end of 2012.
The recognition from the German Agricultural Society goes to show the great potential that exists in optimising a staple food.
NewsMay - June 2012
Grain&feed millinG technoloGy6 | may - June 2012

In the wake of the 55th FEFAC Annual General Meeting on ‘EU CAP reform impact on
EU livestock and feed sector / EU food waste strategy’ on June 15, 2012 in Brussels, FEFAC members have provided final estimates for the compound feed production for the EU-271 in 2011. The total production estimate is now set at 151 mio. t, i.e. 0.3 percent below the figure for 2010. Cattle and pig feed have seen their production fall, respectively by -2.1 and -0.6 percent, whereas poultry feed increased by 1.1percent, thereby confirming its position of leading segment of compound feed slightly above pig feed.
The most important factors which weighed on the EU feed demand in 2011 were the still fragile economic situation of the pig sector and the high feed material costs. As regards ruminants, the severe drought on the first months led to a lower forage harvest during the spring cut but this was offset by the good autumnal weather conditions that favoured grass growth.E U M e m b e r countries recorded very heterogeneous performances, with some experiencing dramatic falls of their c o m p o u n d f e e d production such as Czech Republic (-14 %) or Denmark (-6.6%), where a s sever a l countries such as Germany, Poland and,
to a lesser extent, Italy, managed to buck the general market trend with positive growth around three percent, supported by a surprisingly quick recovery of pig farming activity.The high cereal prices over the last two years contributed to improve the competitive market position of industrial compound feed production vs. home mixing. However, this gain was offset to a certain extent by the development of alternative pig feeding strategies based on roughly grinded feed and liquid feeding.As a result, Germany’s position as leading EU country in terms of total compound feed production before France was strengthened, with Spain scoring third.1Greece, Malta and Luxembourg
excluded
Outlook for 2012FEFAC experts identified the following key drivers for the compound feed market in 2012:• On the livestock sector side,
the entry into application of the new cages standard for laying hens from 1 January 2012 and the new group-housing requirements for sows which may lead to a significant reduction in young sows replacement in certain producer regions; the development of the Schmallenberg virus in ruminant populations may also weigh on the demand;
• On the feed demand side, the high quotations for all feed materials, whether energy sources like cereals or protein sources like soybean meal, due to high Chinese demand
and seasonal drought in South America, will further affect the profitability of the livestock industry, in particular the pig farmers;
• On the supply side, the persisting problems on the trade of maize co-products (DDGs, Corn gluten feed) linked to asynchronous approval of not yet authorised GM events, despite the adoption of the technical solution last year.
As a consequence, FEFAC experts foresee a stabilisation in cattle feed production, a slight increase in poultry feed demand (+1 percent) offset by a reduction in the demand for layer feeds (-5 percent) and a further setback in pig feed production (-0.5percent). Overall, compound feed production is expected to remain stable vs. 2011.
EU compound feed production down by 0.3percent in 2011 no significant market trend expected in 2012 despite high quotations for major feed materials
INDUSTRIAL COMPOUND PRODUCTION
estimates (1 000 t )CATTLE PIGS POULTRY MILKREPLACERS OTHERS TOTAL
2010 2011 %TAV 2010 2011 %TAV 2010 2011 %TAV 2010 2011 %TAV 2010 2011 %TAV 2010 2011 %TAV
DE 6.120 6.342 3,6 9.405 9.934 5,6 5.581 5.711 2,3 150 152 1,3 763 723 -5,2 22.019 22.862 3,8FR 5.144 5.170 0,5 5.771 5.643 -2,2 8.626 8.624 0,0 385 357 -7,3 1.552 1.517 -2,3 21.478 21.311 -0,8IT 3.683 3.720 1,0 3.241 3.400 4,9 5.730 5.800 1,2 155 155 0,0 1.456 1.475 1,3 14.265 14.550 2,0
NL 3.433 3.451 0,5 5.863 5.734 -2,2 3.793 3.801 0,2 703 652 -7,3 527 496 -5,9 14.319 14.134 -1,3BE 1.182 1.244 5,2 3.666 3.653 -0,4 1.408 1.365 -3,1 42 39 -7,1 148 159 7,4 6.446 6.460 0,2UK 4.982 4.855 -2,5 1.617 1.647 1,9 6.600 6.460 -2,1 1 1 1.427 1.334 -6,5 14.627 14.297 -2,3IE 2.305 2.102 -8,8 580 650 12,1 448 513 14,5 6 6 0,0 398 353 -11,3 3.737 3.624 -3,0
DK 905 860 -5,0 2.887 2.648 -8,3 535 545 1,9 0 0 198 174 -12,1 4.525 4.227 -6,6ES 6.800 6.000 -11,8 8.884 8.550 -3,8 4.483 4.800 7,1 0 0 716 764 6,7 20.883 20.114 -3,7PT 750 720 -4,0 920 890 -3,3 1.420 1.420 0,0 0 0 278 255 -8,3 3.368 3.285 -2,5
AT 438 444 1,4 256 275 7,4 471 476 1,1 0 0 230 307 33,5 1.395 1.502 7,7SE 872 850 -2,5 385 350 -9,1 554 550 -0,7 1 1 0,0 149 145 -2,7 1.961 1.896 -3,3FI 616 610 -1,0 342 310 -9,4 291 300 3,1 0 0 101 100 -1,0 1.350 1.320 -2,2
CY 110 120 9,1 13 50 284,6 64 54 -15,6 1 1 0,0 108 103 -4,6 296 328 10,8CZ 469 448 -4,5 935 795 -15,0 993 887 -10,7 4 4 0,0 360 229 -36,4 2.761 2.363 -14,4EE 40 40 0,0 140 140 0,0 48 48 0,0 0 0 2 2 0,0 230 230 0,0
HU 505 530 5,0 1.490 1.410 -5,4 1.680 1.660 -1,2 : : 195 630 223,1 3.870 4.230 9,3
LV 52 52 0,0 90 90 0,0 169 169 0,0 0 0 30 30 0,0 341 341 0,0
LT 45 48 6,7 70 78 11,4 284 288 1,4 2 2 0,0 11 14 27,3 412 430 4,4PL 767 780 1,7 1.693 1.700 0,4 5.118 5.330 4,1 0 0 328 340 3,7 7.906 8.150 3,1SK 196 198 1,0 224 204 -8,9 231 226 -2,2 0 0 10 12 20,0 661 640 -3,2
SI 91 91 0,0 65 65 0,0 255 255 0,0 0 0 12 11 -8,3 423 422 -0,2BU 93 94 1,1 234 240 2,6 553 590 6,7 0 0 24 24 0,0 904 948 4,9RO 150 155 3,3 1.475 1.500 1,7 1.620 1.650 1,9 0 0 15 20 33,3 3.260 3.325 2,0
EUR 27 * 39.748 38.924 -2,1 50.246 49.956 -0,6 50.955 51.522 1,1 1.450 1.370 -5,5 9.038 9.217 2,0 151.437 150.989 -0,3
News May - June 2012 NEWS
Grain&feed millinG technoloGy may - June 2012 | 7

Typical in-house waste includes edge trims, shavings and of f-spec
sheets.
In-house waste can easily accumulate up to 30 percent of the tota l product ion , depending on the physical dimensions of the products to be made.If this amount of waste is not recycled immediately at the place where it is generated, this bulky foamed material would pi le up easi ly to a mountain. Recycling is a must in this business. Ef f icient recycling can save resources, energy and raw materials.A big challenge is post-consumer recycling of XPS sheets at the end of their lifecycle, once the material is removed from buildings dedicated to be demolished. Herbold is a dedicated partner to f ind solutions for this problem, since this pioneer in recycling of post-consumer waste streams has developed solutions for many other raw materials, for example: empty battery cases af ter having removed the lead, agricultural f i lm having been used as greenhouse film, bottle crates at the end of their lifetime circle: for all these problems Herbold Meckesheim GmbH has developed solutions as a pioneer in the recycling industry. Herbold Meckesheim GmbH operates a test center for end-of- l i fe plastics to demonstrate in production scale conditions new ways to bring plastics back to a new life.
Gentle recycling of XPS in-house waste Insulating boards for the outside insulation of buildings are very often made from XPS, a closed-pore rigid polystyrene foam. Due to its low water intake and high pressure-resistance it is highly appropriate for this application. The production of these insulating boards leads to a high amount of in-house waste: edge trims, scrap boards, sawdust and shavings have to be recycled and reintroduced into the production process.Herbold Meckesheim can supply a tried-and-tested, well-engineered solution: the Herbold pastcompactor.The Herbold plastcompactor transforms badly flowing foam material into an agglomerate with high bulk density that can directly be reintroduced into the production circuit.The extremely gentle processing has its origin in the principle of the procedure itself. The material is sintered between a fixed and a rotating disc. Contrary to reclaim extruders, the material does not melt, the impact of the process is beneath the melting point and the dwell time is only a fraction of seconds. A n o t h e r a d v a n t a g e i n compar ison to recyc l ing extruders is that the Herbold plastcompactor does not need to be pre-heated. Right from the beginning the machine is ready for production. Energ y consumpt ion i s considerably lower than with recycling extruders and no trained personnel are necessary: with a well-dimensioned silo upstream and downstream of the Herbold
plastcompactor, a completely automatic operation is possible. For the scrap boards Herbold has developed an ideal solution: an extra-large granulator with an integrated stacking magazine: once the magazine is filled, the granulator is fed automatically. The resulting ground material can then be used for feeding the plastcompactor.
Company profileH e r b o l d M e c k e s h e i m GmbH founded in 1995 in its current legal form, located in Meckesheim, Germany, works in the field of size-reduction technology in the four th generation. Its current two CEO’s are Werner Herbold and Karlheinz Herbold. The company employs 110 staff.Herbold Meckesheim GmbH is a leading manufacturer of machines for reduction and pulverization of plastics, as well as washing, separation and drying lines for mixed and contaminated waste plastics. The company headquarters is located in Meckesheim/southern Germany, near the city of Heidelberg.Herbold specialises in treatment of waste material from the plastics
processing industry, treatment of used, mixed and contaminated plastics, pulverization of plastics granules and scrap, and many more uses of their machines in waste treatment, raw material recovery and material sorting for various industrial processes. A major area is the production of wash ing sys tems for contaminated plastics. To test the machines with customer-specific material, Herbold operates a technical center.Due to the modular design of the Herbold systems, constant availability of common components, and f lexible access to multiple providers of Herbold’s ‘extended workbench’, the company can offer many of their machines and plants with astonishingly short delivery times.
Product portfolio:G r a n u l a t o r s , s p e c i a l granulators for pipes and profiles, in-line granulators for f i lms and edge strips, p u l v e r i z a t i o n p l a n t s , shredders, plastcompactors, HOG-shredders, screening systems, c lassi f iers , high-speed shredders , s ing le - shaft shredders, guillotines, h a m m e r m i l l s , w a s h i n g , separation and drying lines and components.The company also offers services and spare parts for its machines and similar machines of many competitive products.
More inforMation:Herbold Meckesheim GmbH
Tel: +49 62 269320 Fax: +49 62 26932495 Email: [email protected] Website: www.herbold.com
Solving the in-house waste problem
NewsMay - June 2012NEWS
Grain&feed millinG technoloGy8 | may - June 2012

Cimbria has reached an agreement with the group of owners
behind Italian company SEA to acquire one hundred percent of the shares in the company. SEA is a leader in the development and manufacture of sorting equipment for sorting grain, seeds and other industrial products by means of colour or resonance. SEA primarily sells its equipment in Europe.
With the acquisition of SEA, Cimbria’s range of mechanical sorting equipment will be supplemented by optical colour sorting and other electronic solutions, thus completing
Cimbria’s product line-up. Such an acquisition is very much in line with Cimbria’s strategy aimed at strengthening the company’s product and market posi t ion v ia organic and acquisitive initiatives. It is the company’s first acquisition since Axcel became the majority shareholder at Cimbria in August 2011.In 2011 SEA had a turnover of approximately DKK 70 million and a profit ratio of approximately 20 percent. The company expects to see growth in both sales and earnings this year. SEA has around 35 employees at its factory in Imola in northern Italy. SEA’s
technology has applications in several fields, including the food industry, recycling and seed corn. SEA’s hitherto owners will continue to look after the day-to-day management of the company.“With more than 40 years’ experience in the market, SEA is recognised today for its excellent quality in the field of optical sorting and other electronic sorting technologies, and the company represents a good fit in relation to Cimbria’s aim to supply high-quality products and full-line solutions within seed corn plants and other industrial products,” says Karsten Larsen, managing director of Cimbria. “At the same time, we’re convinced that in years to come SEA’s products will meet a growing demand driven by
stricter requirements in terms of quality and documentation within precision sorting,” concludes Karsten Larsen.“I’m convinced that we can develop and boost SEA’s activities signif icantly by becoming a member of the Cimbria group, for the benefit of both customers and suppliers,” says Antonio Uzzo, managing director of SEA and the company’s founder. “We now have the potential to grow and attract new customers by means of the strong market position of the combined company,” he adds.
More inforMation:Lars Nørgaard, Sales Director, Cimbra
Tel: +45 72 422420Email: [email protected]: www.cimbria.com
Cimbria broadens its product range through acquisition of Italian enterprise SEA
Supplier Focus: Wuxi General Corp
Wuxi General Corp Supply and Marketing has taken the lead in serving the fields of flour, rice, feed milling processing for more than
20 years. The corporation offers complete solutions to the industries, including engineering of turn-key projects as well as single machine and spare parts supply.
As food hygiene has become more and more important, a lot of stainless steel parts are now used in grain process-ing mills. Recently, we have undertaken many projects to change mild steel spouting and fittings to stainless steel spouting and fittings for many old flour mills. We have
finished several projects in Australia and New Zealand and now working on a project in the Philippines for a famous flour mill.
We have just launched a new generation roller mill made of cast iron, which is stronger than a welded structure. Some parts, such as the feed plate and discharge hopper, are made of stainless steel which is better for food hygiene.
Our company is always ready to supply you good Chinese grain processing machinery, spare parts and service.
More inforMation: www.miltec.cn
News May - June 2012 NEWS
Grain&feed millinG technoloGy may - June 2012 | 9

The analysis of mycotoxins has become an issue of global interest, in particular because most
countries already set up regulative limits or guideline levels for the tolerance of such contaminants in agricultur-al commodities and products.
Approximately 300 to 400 substances are recognised as mycotoxins, comprising a broad variety of chemical structures pro-duced by various mould species on many agricultural commodities and processed food and feed. Globalisation of the trade of agricultural products contributed significantly to the discussion about potential hazards involved and increased the awareness of mycotoxins. Safety awareness in food and feed production has also risen due to the simple fact that methods for testing residues and undesirable substances have become noticeably more sophisticated and available at all points of the supply chain.
Modern mycotoxin analysisThe most important target analytes are
aflatoxins, trichothecenes, zearalenone and its derivatives, fumonisins, ochratoxins, ergot alkaloids, and patulin (1). Various mycotox-ins may occur simultaneously, depending on environmental and substrate conditions. Considering this coincident production, it is very likely, that humans and animals are exposed to mixtures rather than to individual compounds. Recently, the natural occurrence of masked mycotoxins, where the toxin is conjugated, has been reported, requiring even more selective and sensitive detection principles (1,2,3).
So far most analytical methods deal with
single mycotoxins or mycotoxin classes, thus including a limited number of chemically related target analytes only. But as additive and synergistic effects have been observed concerning the health hazards posed by mycotoxins, efforts have been increased to search for multi-toxin methods for the simultaneous screening of different classes of mycotoxins.
High performance liquid chromatography (HPLC) and gas chromatography (GC) have traditionally been the favored choices for the analyst when sensitive, reliable results are required with minimum variability. The major disadvantage of mycotoxin analysis using GC is based on the necessity of deriva-tisation that can be time-consuming and prone to error, so that nowadays GC methods are used less frequently.
HPLC can be cou-pled with a variety of detectors, e.g. spectro-photometric (UV-Vis, diode array) detectors, refractometers (RI), fluo-rescence (FLD) detec-tors, electrochemical detectors, radioac-tivity detectors and mass spectrometers. Particularly the coupling of liquid chro-matography (LC) and mass spectrometry (MS) provided a great potential for the analysis of mycotoxins, as the need for pre- or post-column sample derivatisation was eliminated. Thus, no other technique in the area of instrumental analysis of environmental toxins developed so rapidly during the past 10 years.
Mass spectrometryThe technology of liquid chromatogra-
phy-mass spectrometry (LC/MS) opens the perspective of efficient spectrometric assays for routine laboratory settings, with high sample throughput. This technique, which in many cases utilises multi-mass spectrom-eter detectors, can be used to measure a wide range of potential analytes. It has no molecular mass limitations, a very straightfor-ward sample preparation, does not require chemical derivatisation and has, due to the rugged instrumentation, limited maintenance needs. Therefore, liquid chromatography/
mass spectrometry (LC/MS) and particularly LC coupled to tandem mass spectrometry (LC/MS/MS) have become very popular in mycotoxin analysis.
A liquid chromatography/tandem mass spectrometric method for the determina-tion and validation of 39 mycotoxins in wheat and maize was used for analys-ing A- and B-type trichothecenes and their metabolites, zearalenone and deriva-tives, fumonisins, enniatins, ergot alkaloids,
LC-MS/MS: The New Reference Method for Mycotoxin Analysis
by Dr Eva-Maria Binder Chief Scientific Officer, Erber Group, Austria
Grain&feed millinG technoloGy10 | may - June 2012
FEATURE

orchratoxins, aflatoxin, and moniliformin (1).
A multi-mycotoxin method for food and feed matrices based on liquid chromatog-raphy/electrospray ionization-tandem mass spectrometry (HPLC/ESI-MS/MS) covered the analysis of 186 fungal and bacterial metabolites. The method is based on a single extraction step using an acidified acetonitrile/water mixture followed by analysis of the diluted crude extract (13).
The development of LC/MS methods for mycotoxin determination is impeded to some extent by the chemical diversity of the ana-lytes and compromises that have to be made on the conditions of sample preparation (1).
Considering the wide range of polarities of the analytes the seemingly high selective MS/MS detection could lead incorrectly to the perception that matrix interferences could be eliminated effectively and quantita-tive results may be obtained without any clean-up and with very little chromatographic separation.
Unfortunately, co-eluting matrix compo-nents influence the ionization efficiency of the analyte positively or negatively, impairing the repeatability and accuracy of the ana-lytical method (1). As a consequence, only a few approaches describe the successful injec-tion of crude extracts, and the majority of publications depict a sample clean-up prior to liquid chromatography with solid-phase extraction (SPE) as the most efficient pro-
cedure, and in par-ticular the use of Mycosep® columns proved straightfor-ward and efficient (4,5,6,7,8,9).
Stable Isotope Dilution Assay
In order to overcome matrix effects and related quantification problems, external matrix calibration for each com-modity tested was recommended. This is extremely time-consuming and proved to be very impracti-cal under routine conditions, where one is confronted with a variety of matrices every day. As an alternative approach, the use of [stable] isotope labelled internal standards has been introduced recently (10). These sub-
Grain&feed millinG technoloGy may - June 2012 | 11
NEW! AgraStrip® + AgraVisionTM
Tel +43 2272 6153310 (AT)Tel +44 845 5192010 (UK)E-Mail [email protected]
Quantitative Strip Tests for
ß Aflatoxins ßDeoxynivalenol (DON) ß Fumonisins & ßGMOs
The AgraVision™ is a new robust handheld reader with printer!
Pressure SwitchRotary Vibrating Rod Capacitance Probe
BIN LEVELSwithout climbing!
Binmaster level [email protected] • www.binmaster.com
© 2012 BinMaster, Lincoln, Nebraska uSa
affordable. reliable. safe. Inventory management systems and bin level indicators
smartBob and eBob software

2 Berthiller, F., Dall’Asta, C., Schuhmacher, R., Lemmens, M., Adam, G., Krska, A.R. 2005. Masked mycotoxins: Determination of a deoxynivalenol glucoside in artificially and naturally contaminated wheat by liquid chromatography-tandem mass spectrometry. J. Agr. Food Chem. 53, 9, pp. 3421-3425.
3 Schneweis, I., Meyer, K., Engelhardt, G., Bauer, J. 2002. Occurrence of zearalenone-4-β-D-glucopyranoside in wheat. J. Agric. Food Chem. 50 (6), pp. 1736-1738.
4 Biancardi, A., Gasparini, M., Dall’Asta, C., Marchelli, R. 2005. A rapid multiresidual determination of
type A and type B trichothecenes in wheat flour by HPLC-ESI-MS. Food Additives and Contaminants, 22 (3), pp. 251-2585 Berthiller, F., Schuhmacher, R., Buttinger, G., Krska, R. 2005b. Rapid simultaneous determination of major type A- and B-trichothecenes as well as zearalenone in maize by high performance liquid chromatography-tandem mass
spectrometry. J. Chromatog. A, 1062, 2, pp. 209-216.6 Biselli, S., Hummert, C. 2005. Development of a multicomponent method for Fusarium toxins using LC-MS/MS and its application during a survey for the content of T-2 toxin and deoxynivalenol in various feed and food samples. Food Add. Contam. 22 (8), pp. 752-760.7 Tanaka, H., Takino, M., Sugita-Konishi, Y., Tanaka, T. 2006. Development
of a liquid chromatography/time-of-flight mass spectrometric method for the
simultaneous determination of trichothecenes, zearalenone and aflatoxins in foodstuffs. Rapid Commun. Mass Spectrom. 20 (9), pp. 1422-1428.
8 Milanez, T.V., Valente-Soares, L.M. 2006. Gas chromatography - Mass spectrometry determination of trichothecene mycotoxins in commercial corn harvested in the State of São Paulo, Brazil. Journal of the Brazilian Chemical Society, 17 (2), pp. 412-416.
9 Klötzel, M., Gutsche, B., Lauber, U., Humpf, H.-U. 2005. Determination of 12 Type A and B Trichothecenes in Cereals by Liquid Chromatography- Electrospray Ionization Tandem Mass Spectrometry. J. Chromatog. 53, 8904-8910.
10 Häubl, G., Berthiller, F., Krska, R., Schuhmacher, R. 2005. Sitability of a 13C isotope labeled internal standard for the determination of the mycotoxin Deoxynivalenol by LC-MS/MS without clean-up. Anal. Bioanal. Chem. 384 (3), pp. 692-696.
11 Häubl, G., Berthiller, F., Rechthaler, J., Jaunecker, G., Binder, E.M., Krska, R., Schuhmacher, R. 2006. Characterisation and application of isotope-substituted (13C15)-deoxynivalenol (DON) as an internal standard for the determination of DON. Food Add. Contam. In print.
12 Sakairi, M., Kato, Y. 1998. Multi-atmospheric pressure ionization interface for liquid chromatography-mass spectrometry. J. Chromatography A, 794, 391-406.
13 Vishwanath, V., Sulyhok, M., Labuda, R., Bicker, W., Krska, R. (2009) Anal. Bioanal. Chem. 395:1355–1372.
The same analyses without considering the internal standard resulted in R2=0.9974 and a recovery rate of 76 percent +/- 1.9 percent , underlining the successful compensation for losses due to sample preparation and ion suppression effects by isotope labeled internal standards (10,11).
ConclusionsDirect coupling between a liquid phase
separation technique such as liquid chroma-tography and mass spectrometry has been recognised as a powerful tool for analysis of highly complex mixtures.
The main advantages include low detection lim-its, the ability to generate structural information, the requirement of minimal sam-ple treatment and the pos-sibility to cover a wide range of analytes differing in their polarities.
Depending on the applied interface technique a wide range of organic compounds can be detected and flows up to 1.5ml/min can be handled (12).
Despite their high sensitivity and selectivity, LC/MS/MS instruments are limited to some extent due to matrix-induced differences in ionization efficiencies and signal intensities between calibrants and analytes. Ion suppression/enhancement due to matrix compounds entering the mass spectrometer together with the analytes limit also rug-gedness and accuracy and pose a potential source of systematic errors.
Stable isotope labelled internal stand-ards have been proven to overcome these problems as well as to compensate also for fluctuations in sample preparation, e.g. extraction and clean-up. Numerous LC/MS/MS methods for the determination of myco-toxins have been developed and published in recent years, however so far only a few were based on stable isotope labeled ana-lytes, mainly due to their limited availability and quality.
Only recently calibrants of thoroughly [13C]-labeled mycotoxins have been intro-duced thus opening a broad field of applica-tions and improvement in mycotoxin analy-sis. Thus in particular the development of unified multi-toxin methods being suitable for the determination of many types of analyte/matrix combinations poses a great challenge for the future.
References:1 Sulyok, M., Berthiller, F., Krska., R., Schuhmacher, R. 2006.
Development and validation of a liquid chromatography/tandem mass spectrometric method for the determination of 39 mycotoxins in wheat and maize. Rapid Commun. Mass Spectrom. 20, 2649-2659.
stances are not present in real world samples but have identical properties to the analytes.
Internal standards are substances which are highly similar to the analytical target sub-stances, i.e. their molecular structure should be as close as possible to the target analyte, while the molecular weight has to be differ-ent. Within the analytical process, internal standards are added to both, the calibration solutions and analytical samples, and by comparing the peak area ratio of internal standard and analyte, the concentration of the analyte can be determined.
Ideal internal standards are isotope-marked molecules of a respective target analyte, which are usually prepared via organic synthesis by exchanging some of the hydrogen atoms by deuterium, or by exchanging carbon [12C] atoms by [13C]. Physico-chemical proper-ties of such substances, and especially their ionization potential is very similar to or nearly the same as of their naturally occurring target
analytes, but because of their higher molecular weight (due to the incorporated isotopes) dis-tinction between internal standard and target analyte is possible.
Variations during sample preparation and clean-up as well as during ionization are compensated so that methods with espe-cially high analytical accuracy and precision can be developed. Optimally, these isotope labeled analogues must have a large enough mass difference to nullify the effect of natural abundance heavy isotopes in the analyte. This mass difference will depend generally on the molecular weight of the analyte itself, in case of molecules with a molecular weight range of 200 to 500, a minimum of three extra mass units might be required.
Isotope labelled standards supplied by Biopure are fully labelled thus providing an optimum mass unit difference between labeled standard and target analyte. For example, the [13C15]-DON standard, which is available as liquid calibrant (25mgl-1) was thoroughly characterised by Häubl et al.(9) with regard to purity and isotope distribu-tion and substitution, the latter being close to 99 percent. Fortification experiments with maize proved the excellent suitability of [13C15]-DON as internal standard indicating a correlation coefficient (R2) of 0.9977 and a recovery rate of 101 percent +/- 2.4 percent.
“Direct coupling between a liquid phase separation technique such as liquid chromatography and mass spectrometry has been recognised as a powerful tool for analysis of highly complex mixtures”
Grain&feed millinG technoloGy12 | may - June 2012
FEATURE
Grain&feed millinG technoloGy may - June 2012 | 13
RIDA®QUICK Fumonisin RQS
RIDA®QUICK Aflatoxin RQS
RIDA®QUICK DON
New!
RIDA®QUICK Zearalenon RQS
RIDA®QUICK SCANMycotoxin Check
• Objective• Quantitative• Precise• Fast
R-Biopharm Rhône Ltd. Block 10 Todd CampusWest of Scotland Science ParkAcre Road, Glasgow Scotland G20 0XA
R-Biopharm Rhône Ltd.

NIR spectroscopy is an analyti-cal technique that allows a rapid, non-destructive determi-
nation of a sample’s properties. It is used in various industries for identify-ing compounds and chemical structures which can then be accurately related to the nutritional, chemical and physical properties of the material.
How does it work?Traditional ‘wet chemistry’ facilitates a
greater level of understanding about the make-up of different materials. However, this technique requires heavy investment of time and money.
Organic molecules absorb infrared radia-tion at an energy that is characteristic of their composition. Every chemical compound is characterised by one of six types of molecular vibration; symmetrical stretching, asymmetrical stretching, scissoring, rocking, wagging or twisting. Each of these types of vibration absorbs light energy at a different frequency.
NIR spectroscopy measures the absorp-tion of light energy shone at a material in order to produce a spectra. The resulting spectra can then be compared to other spectra of known materials to identify it.
In practice, a sample of material is placed
on the reading pane of an NIR spectrometer, which will then take the measurement and produce a spectra file.
NIR analysis is very quick and simple, meaning that individuals operating the equip-ment do not need any special qualifications. Another benefit to NIR analysis is that there are no hazardous chemicals involved, allowing analysis to be carried out at vari-ous stages of production. And since NIR is non-destructive, it is perfect for use in plant breeding and raw material quality control since the sample can be used again.
Understanding NIRAnalysis of chemical compounds has rap-
idly evolved over the last century, but there are still many parameters measured which are not true compounds. For example, crude fibre is the material which remains after the action of acid and alkali on a sample of feed. There is no such compound in nature. Whereas reference chemistry on such com-pounds is not reliable, alternative techniques such as NIR remain pure.
Scanning a sample using NIR will only produce a spectra file. This then needs to be compared to a database of other spectra files of known substances in order to correctly determine the components in the material. Calibration databases are expensive to create in terms of both time and financial invest-ment. Thus, a market in which the licensing of spectra databases for reference purposes has developed.
Licensing a set of calibrations cuts out the need for massive financial investment and eliminates any time delay in obtaining results since the predicted data is imme-diately available. Once an NIR machine is set up with calibrations, the technique for carrying out analysis is relatively simple and thus can be carried out by any member of staff, not necessarily a highly skilled techni-cian. The results of NIR analysis are available instantly, allowing important decisions about quality control to be taken immediately. The future of NIR capability will allow fur-ther flexibility for analysis.
Who uses NIR?Sample analysis can be carried out in the
following three ways. Firstly, by an agreed standard method such as protein analysis (Dumas or kjeldahl). Secondly, by empirical methods such as those employed for oil or crude fibre analysis. Finally, there are subjec-tive methods based on experience such as taste or smell, but these subjective methods are not an accurate measure for quality con-trol purposes. Traditionally, quality control is carried out through wet chemistry analysis, but since this method is slow and expensive, alternatives such as NIR spectroscopy have been sought out.
NIR can be used across a wide range of industries. Animal feed and ingredients, flour and milling, wet and dried forage, animal pro-teins, pet food, aqua feed and plant breeding companies all utilise NIR analysis.
NIR in the pet food industryNIR is a proven technique used by pet
food manufacturers for the rapid, on-site multi-component analysis of raw materials and pet foods. Samples of pet food require little or no preparation, making NIR a quick, clean and chemical-free way of analysing for key quality parameters such as protein, oil, fibre, ash, moisture and even starch gelatinisation.
An NIR system is ideal for rapid analysis and it lowers the cost of achieving quality because it allows increased testing frequency at no extra cost. Analysis using NIR technol-ogy is employed by 90 percent of UK-based pet food manufacturers.
As part of the Premier Pet Nutrition complete pet nutrition package, pet food and raw material NIR calibration factors are provided. The NIR calibration factors help pet food brands to constantly improve standards for product quality, conformity, assurance and safety.
The impact NIR can have on a pet food manufacturers business is illustrated by one of Premier Nutrition’s clients who saved €100,000 in one year by using NIR as part of a complete pet nutrition package.
NIR IN PRACTICE
by Chris Piotrowski, Director, Aunir, UK
Companies are faced with increasing levels of costs associated with quality control1. Using near infrared (NIR) spectroscopy as a quality control method can help reduce such costs. But what is NIR, how does it work in practice, and most importantly, how do companies employ NIR to help their quality control processes?
Grain&feed millinG technoloGy14 | may - June 2012
FEATURE

Grain&feed millinG technoloGy may - June 2012 | 15
SIMPLE
ACCURATE
wITh no oPERAToR
InfLUEnCECoST SAvIng
fAST
infraneo_GB_190x132mm.indd 1 18/06/2012 09:41:26
Hygiene, Health and Safety
Wheat and the Screenroom
Mill Processes and Performance
Product Handling, Storage and Distribution
Flour
Power and Automation
Flour Milling Management
Course Fees 2011-12
The cost per module is: £310 (+ VAT at 20% where applicable)
includes postage, textbook and exam registration
nabim Members: £210 per module (a discount of £100)
Non-UK Companies: £260 per module (a discount of £50)
An indispensable tool for developing the knowledge and
competence of flour millers and their colleagues.
A clear presentation of the industry and process, in 7 modules.
Dedicated tutor support given to every student, providing
professional guidance throughout the course year.
To enrol or find out more, contact:
nabim 21 Arlington Street London SW1A 1RN UK Tel: +44 (0)20 7493 2521 Fax: +44 (0)20 7493 6785 email: [email protected] www.nabim.org.uk
Flour Milling Training Internationally recognised distance learning programme
Developed for millers by industry professionals
Studied every year by hundreds of millers worldwide
Seven Steps to Success

solubility. The service allows monitoring of cereal quality, anticipating any variation, and assisting with decisions on dosing of additives such as feed enzymes. Adding an enzyme to the feed, for example, will maximise productivity and uniform-ity even when the cereal quality var-ies between batches and seasons. NIR spectroscopy is used by over 50 percent of animal feed manufacturers worldwide, confirming the value that can be gained from NIR in commercial applications. 1 If you are not profiting from Quality Control,
Sampling and Analysis, why do any of it? Steven Tayfield, May 2012. Published in Feed Compounder, May 2012, p. 28-29.
Premier Pet Nutrition also uses NIR innovatively at its own factory to test every incoming micro-ingredient (for example, vitamins, minerals, and nutraceu-ticals) to ensure identity and conformity. This adds another level of assurance in the final premix product.
NIR in determining corn qualityFeed represents around 70 percent
of the cost of production of monogas-tric animals globally. Sourcing low cost ingredients is important for the economic success of companies involved in animal production, as is the quality of these ingredients. Ingredient quality will impact animal performance and consequently production costs. Cereals such as corn, sorghum and wheat are generally the major ingredients in animal feed formula-tions and so their quality will have a direct effect on animal performance.
The Corn Quality Service is a service provided by AB Vista, in association with Aunir. The service allows customers to automatically predict the quality of corn used in their feeds by determining the cereal composition and quality param-eters such as vitreousness and protein
Grain&feed millinG technoloGy16 | may - June 2012
FEATURE

a widespread application, however, this is not an efficient way to tackle the problem as they damage the nutritional quality of feeds.
These toxin binders, which usually contain different types of clay minerals, are not that efficient and may even compromise nutrient digestibility.
Moreover, mycotoxin contaminated feeds can impair the animals’ health and productivity due to loss of appetite, feed refusal, allergic reac-tions, reproductive failure, suppression of the immune system and even mortality.
Contamination by moulds and consequently, the production of mycotoxins, can be greatly reduced by using organic acids as inhibitors. Organic acids effectively inhibit the growth of moulds, yeast and bacteria in different types of feedstuffs and prevent recontamination after
Moulds are ubiquitous and unavoida-ble contaminants in all animal feeds. Virtually all animal feeds contain
moulds and viable mould spores which continue to pose a threat to grain quality.
Moulds are fungi which are distinguished by the formation of mycelium (a network of filaments or threads), or by spore masses. Conditions that favour moulds include moisture levels higher than 12 percent, warm tempera-tures, the presence of oxygen, and prolonged storage time.
Many moulds are toxigenic and produce mycotoxins, a secondary metabolite created by moulds that is toxic to organisms other than the mould itself. The growth of moulds and produc-tion of mycotoxins by these moulds in feed ingredients can cause significant eco-nomic losses. They consume valuable feed nutrients such as vitamins and amino acids and they convert energy into water and CO2 and can cause temperature increase as a result of their carbohydrate metabolism (see below)
C6H12O6 + 6O2 => 6 CO2 + 6 H2O + Heat
Mould growth depletes the nutri-ent density and affects feed palat-ability and consequently decreases feed intake. They cause lipid oxidation and pigment deterioration and are detrimental to animal health, perform-ance and reproduction. The most frequently found mycotoxins are afla-toxins and ochratoxin produced by Aspergillus, the latter are also produced by Penicillium and zearalenone and trichothecenes produced by Fusarium moulds.
Toxin binders vs. organic acids
Animal feed is susceptible to mould growth. The microbiological quality of feed is a comparatively unexplored area but is receiving more attention due to the recognition of mycotoxins as a widespread economic threat.
The use of toxin binders in feed is
production of the compound feed. This extends shelf life, maintains nutritional value, and prevents formation of mycotoxins.
Mould and moistureDevelopment of moulds in feed depends on
the interaction of several factors, including the presence of spores, the availability of nutrients, storage time, temperature and moisture. Water activity, i.e. the presence of free water, is the most important factor in the growth of moulds. Indeed, microbial spoilage of food and feeds occurs at different levels of moisture and the water activity (a
w) concept describes the water available for microbial growth.
Most feed mills optimise or maximise mois-ture levels during feed production to compen-sate for losses that occur during grinding, pellet-
ing and cooling processes. Moreover, a sufficient moisture level reduces the energy usage during the pelleting process and results in better pellet quality.
The drawback of increasing mois-ture levels is that increasing levels of free water creates ideal conditions for rapid mould growth and the devel-opment of mycotoxins. Moulds and yeast grow at a
w > 0.75 and aw > 0.85 respectively.
Products that protect feeds against mould growth and at the same time lower the aw are based on calcium or sodium propionate. Propionic acid is reacted with calcium or sodium to produce a salt with high propionic acid level, 76-78 percent depending on the salt form. The acid is completely buffered, has a good solubility, is safe to use and easy to handle. Their efficiency in shelf life extension when used in feeds is dose related and can be easily demonstrated by an in vitro accelerated method, increasing mois-ture content and storage temperature, by measuring the CO2 production over time. An efficient preservative effect is obtained up to the moment that CO2 production starts to increase (Figure 1).
MOULD CONTROL
in grain and feed preservation
by André Meeusen, application manager and Yvonne van der Horst, technical manager, Kemira ChemSolutions b.v., The Netherlands
Fig 1: Assessing the activity of Kemira Mould Control SP1 (calcium propionate) using a CO2 test on mash
feed. (Kemira ChemSolutions, Tiel, The Netherlands).
Fig 2: Aspergillus niger growth inhibition efficacies of organic acids on ground whole wheat grains.
Grain&feed millinG technoloGy18 | may - June 2012
FEATURE

Grain handling systems that you can truly rely onCargotec’s land-based Siwertell ship unloaders and loaders are designed to suit each terminal’s specific
requirements. Siwertell systems use unique enclosed screw conveyor technology to ensure that dry bulk cargo
operations are environment-friendly and efficient.
Let the dry bulk handling experts design a custom-made answer to your particular needs.
Siwertell grain ship unloader at Rizhao Port, China
SIWERTELL IS A CARGOTEC BRANDwww.cargotec.com • www.siwertell.com
Grain preservationAnimal feeds generally contain mould spores
which originate from raw materials used. The three genera of moulds - Aspergillus, Penicillium and Fusarium cause most cases of mycotoxin contamination in many grains and their byprod-ucts and in vegetable proteins. Their optimal growth is mostly influenced by temperature and this determines their global presence.
Aspergillus and Penicillium species will grow better in warmer-tropical climates whereas Fusarium moulds prefer cooler temperate cli-mates. Moulds are obligate aerobe and their proliferation can thus be controlled by oxygen free storage, such as silage.
They consume carbohydrates and provoke fat hydrolysis leading to nutritionally low qual-ity grains. Organic acids are known in the feed industry as an effective and affordable tool to control mould growth in grains and their byproducts during transport and storage.
Anaerobic preservation of grains usually applies when moisture is very high, from 25 – 45 percent. Grains are crimped before ensiling with formic acid based products.
Aerobic preservation is usually done with whole grains with moisture content between 15 – 25 percent. Typically, blends of different acids or acids with other active compounds are used, with propionic acid being the principle active component. The level of propionic acid needed under local conditions depends on kernel quality, initial mould counts, storage con-ditions and time.
Straight vs. buffered acidsThe mechanism of inhibition of growth
of moulds by organic acids is generally not considered a pH phenomenon. It is the propi-onate ion or radical (CH3CH3COO-) that is the
active mould inhib-iting ingredient in propionic acid, so attempts have been made to use salts of propionic acid to overcome the odour and corro-sion problems.
To enter into the mould cell, the acids have to pass a double barrier, the cell membrane and the outer cell wall of these moulds. Inside the moulds the organic acids
dissociate decreasing the intracellular pH and compromising the cell metabolism. The three-dimensional structure and the lipophilic charac-ter of propionic acid seems to play an important role for the acids to pass through this double barrier.
Kemira has developed several mould con-trol products containing appropriately buffered acids avoiding the typical drawbacks of straight acids. The organic acids in the liquid Kemira Mould Control product range are buffered with ammonium or sodium, ensuring reduced corrosivity and volatility and a long lasting pres-ervation effect.
Ammonium buffering has the advantage of delivering a proton H+ supporting a more effec-tive mould inhibitory effect. The inclusion of a lipophilic compound assures a better surface contact with grains and an easier penetration into meals and feeds. It will also improve the water binding capacity of feed materials and lower the water activity of feeds. This extends the shelf life, maintains the nutritional quality, and prevents the formation of mycotoxins in feeds and feedstuffs.
Formic acid based mould inhibitor Traditionally propionic acid is used against
mould and mycotoxins formation. The relative shelf life depends to a great extent on the pro-pionic acid content. Indeed, the lowest survival rates for Fusarium spp. and Aspergillus niger were achieved with the highest actual propionic acid contribution, irrespective of the type of mould inhibitors tested.
As the leading global producer of formic acid-based products for the animal feed industry, Kemira has developed a new liquid mould inhibi-tor for grain preservation based on formic and propionic acid with an excellent ammonium-sodium buffering system to minimise volatility and corrosivity and ensuring proper handling properties. It is activated by lipophilic com-pounds. Formic acid does not have this lipophilic characteristic but it contains the highest antimi-crobial properties as this is the smallest molecule of all the organic acids and has a > 60 percent higher number of active organic radicals per kilogram of pure substance.
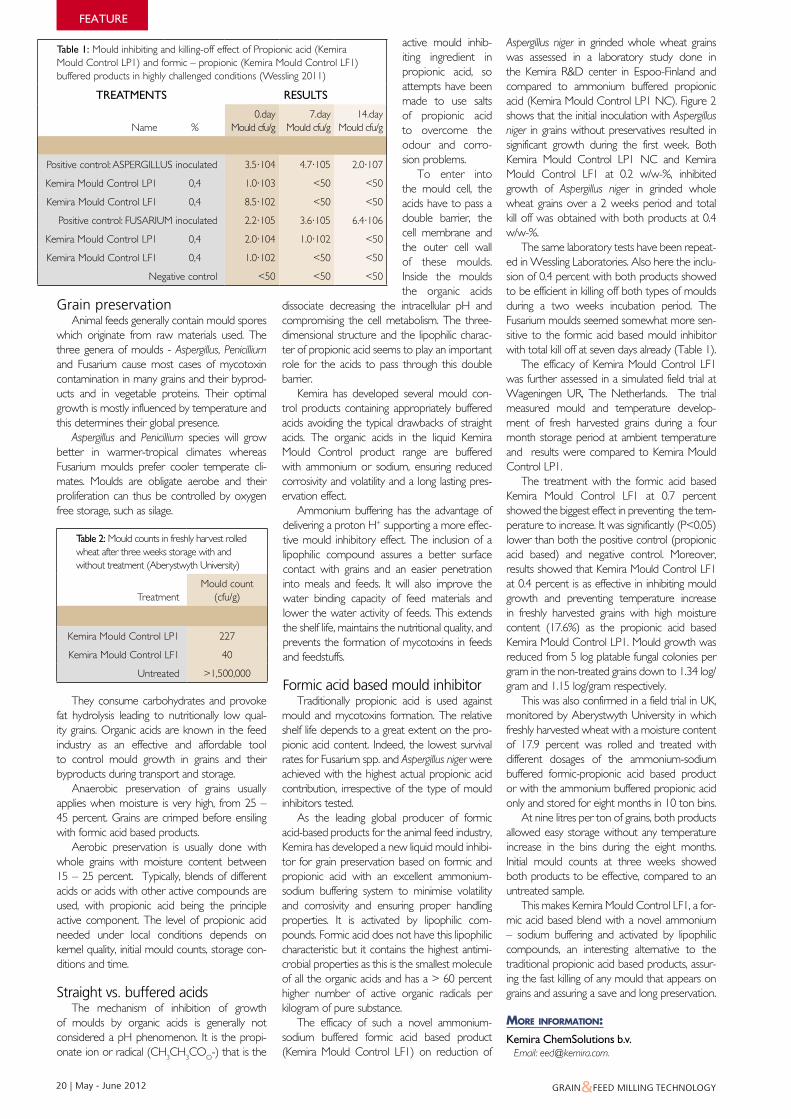
The efficacy of such a novel ammonium-sodium buffered formic acid based product (Kemira Mould Control LF1) on reduction of
Aspergillus niger in grinded whole wheat grains was assessed in a laboratory study done in the Kemira R&D center in Espoo-Finland and compared to ammonium buffered propionic acid (Kemira Mould Control LP1 NC). Figure 2 shows that the initial inoculation with Aspergillus niger in grains without preservatives resulted in significant growth during the first week. Both Kemira Mould Control LP1 NC and Kemira Mould Control LF1 at 0.2 w/w-%, inhibited growth of Aspergillus niger in grinded whole wheat grains over a 2 weeks period and total kill off was obtained with both products at 0.4 w/w-%.
The same laboratory tests have been repeat-ed in Wessling Laboratories. Also here the inclu-sion of 0.4 percent with both products showed to be efficient in killing off both types of moulds during a two weeks incubation period. The Fusarium moulds seemed somewhat more sen-sitive to the formic acid based mould inhibitor with total kill off at seven days already (Table 1).
The efficacy of Kemira Mould Control LF1 was further assessed in a simulated field trial at Wageningen UR, The Netherlands. The trial measured mould and temperature develop-ment of fresh harvested grains during a four month storage period at ambient temperature and results were compared to Kemira Mould Control LP1.
The treatment with the formic acid based Kemira Mould Control LF1 at 0.7 percent showed the biggest effect in preventing the tem-perature to increase. It was significantly (P<0.05) lower than both the positive control (propionic acid based) and negative control. Moreover, results showed that Kemira Mould Control LF1 at 0.4 percent is as effective in inhibiting mould growth and preventing temperature increase in freshly harvested grains with high moisture content (17.6%) as the propionic acid based Kemira Mould Control LP1. Mould growth was reduced from 5 log platable fungal colonies per gram in the non-treated grains down to 1.34 log/gram and 1.15 log/gram respectively.
This was also confirmed in a field trial in UK, monitored by Aberystwyth University in which freshly harvested wheat with a moisture content of 17.9 percent was rolled and treated with different dosages of the ammonium-sodium buffered formic-propionic acid based product or with the ammonium buffered propionic acid only and stored for eight months in 10 ton bins.
At nine litres per ton of grains, both products allowed easy storage without any temperature increase in the bins during the eight months. Initial mould counts at three weeks showed both products to be effective, compared to an untreated sample.
This makes Kemira Mould Control LF1, a for-mic acid based blend with a novel ammonium – sodium buffering and activated by lipophilic compounds, an interesting alternative to the traditional propionic acid based products, assur-ing the fast killing of any mould that appears on grains and assuring a save and long preservation.
More inforMation:Kemira ChemSolutions b.v.
Email: [email protected].
Table 1: Mould inhibiting and killing-off effect of Propionic acid (Kemira Mould Control LP1) and formic – propionic (Kemira Mould Control LF1) buffered products in highly challenged conditions (Wessling 2011)
TREATMENTS RESULTS
Name %0.day
Mould cfu/g7.day
Mould cfu/g14.day
Mould cfu/g
Positive control: ASPERGILLUS inoculated 3.5∙104 4.7∙105 2.0∙107
Kemira Mould Control LP1 0,4 1.0∙103 <50 <50
Kemira Mould Control LF1 0,4 8.5∙102 <50 <50
Positive control: FUSARIUM inoculated 2.2∙105 3.6∙105 6.4∙106
Kemira Mould Control LP1 0,4 2.0∙104 1.0∙102 <50
Kemira Mould Control LF1 0,4 1.0∙102 <50 <50
Negative control <50 <50 <50
Table 2: Mould counts in freshly harvest rolled wheat after three weeks storage with and without treatment (Aberystwyth University)
TreatmentMould count
(cfu/g)
Kemira Mould Control LP1 227
Kemira Mould Control LF1 40
Untreated >1,500,000
Grain&feed millinG technoloGy20 | may - June 2012
FEATURE


Rice contracts may be negotiated and agreed up to twelve months or more ahead of the time for
shipment. This means buyers and sellers have taken a view on what the forward market price will be when the time comes for the contract to be performed. It is expected that every contract will be fulfilled on the terms agreed irrespective of any rise or fall in the market price.
Most transactions start with either an email or telephone call between sellers and buyers by one of them making an offer, with an acceptance of that offer and their agreement on the price. When these three elements, offer, acceptance and price, are agreed a contract is made.
However, as Groucho Marx said, a verbal contract is not worth the paper it’s written on. Clearly it is not good business practice to leave the arrangements for fulfilling a complex transaction to a telephone call or to an email exchange. So the parties, or their brokers, will follow up a deal with a written contract confirmation. This confirmation of the contract should identify key terms such as price, the delivery or shipment period and detailed quality specifications.
Letters of creditAlong with the price and quality terms,
the time for delivery or shipment is probably the most important factor which traders will bear in mind when negotiating a deal. Any stipulation as to time for performance is generally thought to be at the heart of a contract and it is not unusual to hear the comment ‘time is of the essence’.
Likewise, payment for the goods is obvi-ously crucial and generally speaking it will depend upon the relationship between sell-ers and buyers as to whether any credit terms are agreed. Countries have witnessed
tectonic shifts in their economies where prices have dramatically risen or fallen; never-theless by the time of performance contracts still have to be fulfilled. Letters of credit are mostly used to secure payment for goods. When letters of credit are not opened in time or their terms are not in accordance with banking or contract requirements it is a breach of the contract and will probably give rise to a dispute. Gafta contracts contain instructions on how the documents repre-
senting the goods should be tendered and how payment should be made, with useful codes of practice to give guidance.
Specification factorsClear, quality specifications are crucial
and based on a number of factors. For sellers it is the anticipated harvest or what is available for that season’s shipments. For buyers it is the needs of their customer or final consumer, not forgetting the legislation
Rice and contract terms
by Pamela Kirby Johnson OBE, Director General, The Grain and Feed Trade Association (Gafta)
GTAS STANDARD
International Standard of Best Practice(Chapter 65 ISO)
Modules of Codes of Practice
Bulk Storage
Gafta Approved Analysts
TransportAnalysis &
TestingBrokerage
Trading & Merchanting
Fumigation & Pest Control
Twice Yearly Ring
Tests
Gafta Approved Superinten
dents
Contract Negotiation
Gafta Fumigators
Gafta Methods
of Analysis No. 130
Gafta Sampling Rules No.
124
All Gafta Contracts & Arbitration Rules No.
125
Gafta Qualified
Arbitrators
Inspection & Sampling
Modules of Codes of Practice
Grain&feed millinG technoloGy22 | may - June 2012
FEATURE

buyers have to comply with in the country of destination on import, which will often differ from that of the exporting country.
Most rice is described simply in contracts as either Basmati, Long, Fragrant, Paddy, Husked, Milled, Parboiled or Glutinous Rice. Some rice crops are handled and trans-ported in vast bulk tonnages and that implies that the harvest from one producer is similar enough to that from any other, to be sold via a common grading and distribu-tion system. On the other hand depending on the rice variety or origin, for some rice it will be neces-sary to maintain its identity, for it to be segregated and labelled specific to origin or quality.
Depending on the origin or rice variety, the parties will negotiate the classification of rice and the quality specifica-tions on each and every transaction, concentrating on moisture content and maximum percentages of foreign or damaged grains which must not be present. Moreover, in accordance with the Gafta terms there is an over-riding requirement that the rice is guaranteed to be in good condition and of satisfactory quality at the time of shipment, with the promise that the goods must be fit for all purposes for which goods of the kind in question are commonly supplied, that is for human consumption.
During the negotiation of a contract buy-ers may also seek additional guarantees with regard to limits of undesirable substances or pesticides levels depending on their own national legislation in the country of import.
The GM issueGenetically Modified (GM) rice poses
a major issue for many countries, be they exporters or importers. For example, in
the European Union it is unlawful to import rice of a GM event that the European Food Standards Agency has not approved. There have been cases where rice has been checked by customs officials when imported, seized and in some cases destroyed if com-prising wholly or partially an unapproved GM event. Currently for feed imports there is an EU low level presence tolerance of 0.1 percent, but this does not apply to food. At the time of writing this article representation
is being made to the European Commission to adopt this ‘technical solution’ for food. Unfortunately, many countries’ citizens still react adversely to GMO and it becomes a political and emotive issue. Our representa-tion on this matter is that decisions and approval processes should be based on sci-ence based policies and evidence.
The Gafta standardMany of the other contract terms will not
be the subject of detailed discussion by the parties at the time of negotiation as they rely on the knowledge that they will be covered by the appropriate Gafta standard contract terms. Whether the buyers and sellers are specialists in milling or food processing, together with the shippers, exporters and
importers, they are all traders of the vast movement in rice being transported around the globe, and who rely on the standard Gafta CIF or FOB contracts. These standard terms will give instructions to the buyers and sellers on the next steps in fulfilling the trans-action and provide protection in certain cir-cumstances. They will also show who carries the risks and responsibilities for the goods at any given time. Good contract terms will alleviate many risks parties face and this is a
reason so many companies incorporate in their contract confirmations reference to the Gafta standard terms and conditions.
Gafta contract forms provide continuity of purpose and operational consistency of the way trade is customarily done and com-plement the essential elements of the trade by setting down the means and methods by which a contract is to be performed by the parties. These standard contracts provide a framework on which the parties may rely to supply rice from country of origin to country of consumption. When choosing to incorpo-rate a Gafta form of contract in their own individual contract terms, the parties should have uppermost in minds the means and mode of transport and choose a contract appropriate for the carriage of goods by sea,
“Rice contracts may be negotiated and agreed up
to twelve months or more ahead of the time for
shipment. This means buyers and sellers have taken a
view on what the forward market price will be when
the time comes for the contract to be performed”
Grain&feed millinG technoloGy may - June 2012 | 23
www.denis.fr
store, handle and clean your grain to grow your harvest value
Since 1855
FRANCE
Bin SweepZero Entry
FEATURE

cedure to facilitate the parties in settling their differences to find a resolution and reach a settlement.
All the contracts’ clauses provide a wide range of measures to ensure the smooth trade from origin to destination. The standard contracts Gafta provides are the standard terms which are almost entirely in place for commercial, financial and legal purposes, to be adopted by two parties, a willing buyer and a willing seller, to form the basis of their individual transactions.
However, there are additional demands made outside of the contract terms by con-sumers and retailers who need assurances on the safety of their food. For these purposes GTAS, the Gafta Trade Assurance Scheme, was introduced to help demonstrate an all year round good practice and due diligence for food safety. GTAS aims to provide, within one complete HACCP based trading scheme, the best professional practices which are designed to maintain consumer confidence for the delivery of safe food.
Future challengesLooking to the future, there are emerging
issues where parties need to have assurance on the social conditions in countries of origin and also in relation to the environment. Environmental challenges are many and var-ied, and consumers are keen to know that they are supplied from sustainable sources. When any future biotechnology, social and environmental demands are made the mecha-nism needed by the trade on how to meet the challenges can be addressed within the framework of the Gafta Trade Assurance Scheme. In essence GTAS is the standard of best practice for all trade operations.
The theory of comparative advantage, common sense and experience all tell us trade is good for economic growth. Trade helps all areas of major concern today, including social and environmental standards. The association started over 130 years ago with the aim to promote free trade internationally and this still applies today with Gafta continuing to seek an ever better trading environment.
Otherwise, if a party fails to fulfill his obliga-tions they will be in breach of the contract terms.
If a party is in breach of the contract the default clause comes into play and provides the formula to compensate the innocent party for that failure. Depending on the precise nature of the breach damages are calculated on the basis of the difference between the contract price and the market price, on the day of default, on the mean contract quantity. The intention being to put the innocent party in the financial position they would have enjoyed had the contract been fulfilled.
Beyond contractsTo accompany contracts there are a
number of useful rules, guides and codes of practice. Incorporated into the contracts are weighing rules so that goods are weighed by the same methods worldwide and likewise there are rules for taking and testing samples which apply both at load ports at origin and discharge ports.
There will of course be difficulties and dis-putes from time to time and the most popular method chosen by parties for the settlement of their disputes is through arbitration. When parties enter into a contract incorporating a reference to the terms and conditions of a Gafta contract form they have agreed that their disputes will be heard and determined by arbitrators in accordance with the Gafta Arbitration Rules. The object of arbitration is to obtain the fair resolution of disputes by an impartial tribunal comprising commercial people who will deal with the case without
unnecessary delay or expense.
Arbitrators have to be familiar with the operations in the com-modity markets; have knowledge of the basic principles of contracts and; also understand the legal principles underly-ing contracts, carriage and insurance contracts and letters of credit. Arbitrators are acting in a judicial capacity to ensure that they meet the basic requirements of justice and must act with fairness and impartiality towards both the parties.
MediationAlthough not
often used, media-tion is an alter-native dispute resolution pro-
by road or rail, in bulk or bags, or in contain-ers, as the situation warrants.
A trader will need to know where he stands either on having to deliver the goods or being in a position to receive the goods. What happens if ships do not arrive on time due to shipping vagaries? Then the contract terms allow the possibility of an extension of time to be claimed for a few days, with payment of allowances to compensate for the delay. But then any breach of an obliga-tion regarding shipment and delivery means a breach of a condition of the contract, which could give rise to the innocent party having the right to reject.
‘Force majeure’: unforeseen circumstances
The agricultural trade has felt the impact more than most of changing weather pat-terns. We have witnessed droughts, fire and floods, in various countries in just a few years. These major changes to what is thought to be traditional weather patterns have resulted in loss of crops and variations in quality. What happens then when there is an impediment to shipping such as strikes, floods or fire often referred to as ‘force majeure’? In those circumstances the contract will allow a period of time for the impediment to end and for the parties to continue with the fulfillment of the contract.
On occasion contracts may have to be cancelled where a government imposes an export ban, and where there is no fault in those circumstances by the exporter, there would be no breach of the contract.
About the author:Pamela Kirby Johnson OBE is Director General of Gafta, The Grain and Feed Trade Association, which represents international trade in agricultural products and general produce. She is responsible for the four Gafta offices, in London, Beijing, Kiev and Geneva. Mrs. Kirby Johnson through her representation of Gafta at many international forums and training programmes is widely recognised as an expert on a variety of trade issues, which include quality assurance, standards of best practice for all trade operations, contractual and dispute resolution issues, in promoting Gafta’s prime aim for an free and open market.
Mrs. Kirby Johnson was made an OBE in 2002. She is also the Secretary of the International Federation of Essential Oils and Aroma Trades and Director of the Federation of Commodity Associations.
More inforMation:Pamela Kirby Johnson OBE, Director General, Gafta Tel: +44 2078 149666Fax: +44 2078 148383Website: www.gafta.com
Grain&feed millinG technoloGy24 | may - June 2012
FEATURE
Grain&feed millinG technoloGy may - June 2012 | 25
Hydronix sensors include:
• Digital technology with precise linear output• Wide moisture measurement range• Suitable for chutes, silos, mixers or conveyors• Choice of measurement modes• Not affected by dust or colour• Different installation options• Temperature stable
Hydro-Mix VII
Using an exising and proven design, the latest in the Hydro-Probe range of sensors has been designed to measure moisture in organic materials. Incorporating the same measurement modes that the Hydro-Mix VII is already using successfully in the grain industry, the new Hydro-Probe provides even greater moisture accuracy than ever before in a flow of organic materials.
Hydro-Probe
Hydronix digital, microwave moisture sensors provide accurate and cost effective moisture measurement and control in feed meals and pellets, grain, cereal and pulses.
Hydronix Moisture Sensors
Save You Money
GFMT half page vertical 90 x 270 plus 3mm bleed not left.indd 1 10/05/2012 09:57:19Westeel: International 2012 Grain & Feed Milling Techniques: 90 mm x 270 mm" CMYK, Jan-Feb/2012
Publication
Our grain storage systems come with six continents of experience.Westeel offers a full line of professionally engineered grain storage products and systems for international sale – all backed by Westeel’s superior service and product support.
Commercial Grain Storage Bins (up to 674,000 �bushels/18,343 tonnes)On-Farm Grain Storage Bins (starting from �2,390 bushels/65 tonnes)Aeration Systems �Bin Unload and Grain Handling Systems �Systems Engineering and Design �
westeel.com
P.O. Box 792, 450 Desautels Street Winnipeg, Manitoba, Canada R3C 2N5 Tel: (204) 233-7133 Fax: (204) 235-0796 [email protected]
Management Systems Registered to ISO 9001:2008. MF21589-0112
EuropeAsia
North America
21589 Westeel International 2012 G&FMT.indd 1 1/11/12 5:03:02 PM
FEATURE

Bulk weighers are designed for continuous weighing of bulk material. The fast, reliable and
flexible systems can provide an accuracy of 0.1 percent or better. Features of the computerised control system can include colour display, menu driven operation, a wide variety of printer options, programmable keys to operate other equipment, power-loss protection, manual backup controls, self-diagnostic and self-trimming.
Systems can also incorporate a RFID tag reader for automatic programming of rail cars and can interface with central control PLCs. The unit can be linked to a host computer and can also be used to update an existing weighing system.
Installation of factory-assembled sys-tems is simple and quick. Intersystems
factory-assembled bulk weighers are available from 1,000-100,000 BPH (2600 MTPH) and are prewired, preplumbed and preconfigured.
En-masse conveyor characteristics
Designed to be totally enclosed, the en-masse conveyor is equipped with roller chain and polyethylene flights that move inside and convey the material. Conveyors can be stainless steel, painted or galvanized housing. A variety of side and bottom abrasive resistant steel liners can be easily removed and replaced.
These conveyors can be installed with intermediate discharges for applications where you are going over more than one drop point. The electrically oper-ated intermediate discharge diverts the material into a selected bin. Loading can
be made at any point on the conveyor. Unloading is done through the intermedi-ate discharge gates or at the end of the conveyor.
Intersystems en-masse conveyors are very adaptable and may be configured in a series of horizontal and/or inclined segments (up to 90 degree incline) with conveying capacity available from 20 to 1500 MTPH.
Self-cleaning conveyorsThe Intersystems Kleen-Drag conveyor
features en-masse capacity with cleanout that is superior to the typical round bot-tom or screw conveyor. This self-cleaning en-masse conveyor is designed especially to prevent ‘pockets’ of material inside the conveyor where an intermediate discharge is required. When changing materials (type, sort, grade), the conveyor
Fast, reliable and flexible: the world of modern bulk weighing
by Ray Vrtiska, Vice President, Bulk Material Handling Sales Intersystems, USAPh
oto
cour
tesy
of
Inte
rsys
tem
sIntersystems self-cleaning Kleen-Drag conveyor
Grain&feed millinG technoloGy26 | may - June 2012
FEATURE
helps to avoid partial mixing of current and subsequent materials.
The conveyor is equipped with self-cleaning, flush-mount intermedi-ate gates to eliminate mate-rial nests as well as polyethylene flights to minimize carry-over. The tail section has a rounded shape that follows the path of the moving flights, providing a full sweep of the conveyor.
Enclosed belt conveyorsEnclosed belt conveyors
require significantly less horse-power than a drag or screw conveyor. The increasing need to move materials in larger vol-umes and at faster rates makes reduced horsepower very ben-eficial. The enclosed design con-tains the dust emissions inside of the conveyor, eliminates cleanup of spillage around the conveying equipment and protects workers from moving parts. Conventional belts have been used for many years to move a variety of com-modities, but they were never totally enclosed. Now you can enjoy the existing benefits of belt con-veying plus improved sanitation in their operation.
The material is loaded onto the upper (working) section of the belt and moves along the conveyor. The lower section of
the belt is for return (empty). Thus, the belt is both a carrier (carrying the materi-als) and traction (traction transmitting) ele-
ment. Material loads through one or more inlets located on the conveyor. Unloading of the conveyor can be made at the end of
the conveyor in the drive section (stand-ard), in the middle of the conveyor, or with intermediate discharges. The enclosed belt
Phot
o co
urte
sy o
f In
ters
yste
ms The newest products
in Intersystems material handling line are distributors (pictured), micro ingredient systems and bolted bins
Grain&feed millinG technoloGy may - June 2012 | 27
VIGAN Engineering s.a. • Rue de l’Industrie, 16 • B-1400 Nivelles (Belgium)Phone : +32 67 89 50 41 • Fax : +32 67 89 50 60 • Web : www.vigan.com • E-mail : [email protected]
VIGAN manufactures dry agribulk materials handling systems:
• Portable pneumatic conveyors or grain pumps (100 - 250 tph);
• Pneumatic Continuous barge & Ship Unloaders (160 - 800 tph);
• Mechanical Continuous Ship Unloaders (up to 1,500 tph);
• Mechanical loaders (up to 1,200 tph).
as well as complete storage systems in ports and the agricultural industries.
From project design to complete turnkey bulk handling solutionsand port terminals with mechanical and/or pneumatic
reliable and cost effective equipment.
PYEONGTAEK PORTSouth Korea1 NIV 400 tphOn rails with cable reels
LATTAKIA PORTSyria 2 Mobile T200 2 x 250 tph
SWINOUJSCIEPoland (BUNGE GROUP)1 Loader 600 tph
An affiliate company of VAN DE WIELE group.
Latest references
Visit our web
site
www.vigan.com
Ann A5 victam 0212.indd 1 21/02/12 15:37:04
FEATURE

cars, tubs, bulk-bags and other methods, avoiding dust and spilling of material. Standard construction for the truck probe stand, mast and boom is heavy carbon steel and all are equipped with a rug-ged hydraulic power unit. An automatic control system provides comfortable and quick sampling and transports the samples to the collection point for further clas-sification.
Intersystems’ compartmentalised or core model probe assures uniformity of representative samples.
Gentle handling Bucket elevators are designed for gen-
tle material handling while carrying grain and other materials in a vertical direc-tion. Bucket elevator assembly includes head, boot and elevator legs constructed of stainless steel, painted or galvanized housing. Material is passed through the boot hopper to the elevator buckets or is taken out of the bottom of the boot by the elevator buckets and carried up to the head section to discharge the buckets. Material is fed to the boot with the help of a conveyor or by gravity flow. In the elevator head, there is a rotating drum with buckets. The material transportation, primarily, is performed by buckets which are fixed to the elevator belt that is mov-ing up inside the elevator legs.
Each Intersystems bucket elevator is equipped with NFPA compliant explosion panels on the top of the head as well as with a break mechanism to eliminate return movement of the elevator belt.
More inforMation:Intersystems9575 N 109th AveOmaha, NE 68142 USA
Tel: +1 800 2281483 Email: [email protected] Website: www.intersystems.net
pass gate, service platforms and standard screens for corn, wheat and soybeans. A high-capacity internal by-pass saves the cost of building an external by-pass and saves height in installation.
The Intersystems 40,000 BPH Gravity Screener with a 60,000 BPH internal by-pass was developed in response to an industry demand for larger screening capacity and higher capacity throughput.
Sample selectionThe process of extracting a sample and
moving it to the collection cabinet can be performed automatically and fully control-led by the operator through the control
system. In-l ine automatic
samplers provide repre-sentative sampling grain and any other free flow-ing material including liquid from gravity flow or from the discharge section of an enclosed-belt conveyor. Sampling is performed automati-cally at regular inter-vals or on command of the operator and the required amount of product is passed into a container for collecting samples. Excess sample is returned to the mate-rial stream.
Depending on the product characteris-tics and application,
Intersystems can supply various models of crosscut and gravity samplers for opera-tion in-stream with different slopes and capacities.
Truck probes allow for representative and repeatable sampling from trucks, rail
can be designed for inclines or reversing applications.
The Intersystems wayThe Intersystems enclosed belt con-
veyor offers a solution to the problems of dust emissions and spillage that exist with most conventional belt conveyors. Commodities are conveyed on a totally enclosed belt that runs on ‘spools’ and then returns on a slider bottom made of anti-static UHMW. Any carry-over of material is pulled back to the tail where a unique tail design reloads the material back onto the moving belt. The conveyors are equipped with spiral wing pulleys that
reload carryover material back onto the top belt to eliminate build-up in the tail section.
Intersystems belt conveyors provide a carrying capacity up to 2,600 MTPH. Along the entire length of the housing, as well as at grain dust outlets, special reels support the belt and shape it as necessary for moving the mate-rial without carryover. Belts can be PVC, rubber or food grade.
Gravity screeners feature a lined internal by-pass, manual or electric control for the by-
“Each Intersystems bucket elevator is equipped with NFPA compliant explosion panels on the top of the head as well as with a break mechanism to eliminate return movement of the elevator belt”
Largest bulk weigher to leave
Intersystems’ Omaha, Nebraska
USA facility: 70,000 bushels per hour/87,360 cubic
feet per hour.
Phot
o co
urte
sy o
f In
ters
yste
ms
Grain&feed millinG technoloGy28 | may - June 2012
FEATURE

Grain&feed millinG technoloGy may - June 2012 | 29

Following increased demand for wheat tonnage and with a growing membership, the Mereworth, Kent
based co-operative Weald Granary has installed a Precia-Molen GeneSYS™ Enterprise Software system as part of an on-going development programme.
Owned by a membership of local farm-ers, Weald Granary is a non-profit making organisation functioning as a grain drying, cleaning, handling and marketing facility. Serving Kent, Sussex, Surrey and Essex, the facility is one of a number of co-operative stores in the UK and Scotland and is part of the Openfield Store Network (OSN).
Weald Granary chose the Precia-Molen GeneSYS™ Enterprise Software because it met four criteria:
To bring the entire vehicle unloading operation, including contract validation, sampling, laboratory testing, weighing and discharge on two Precia-Molen weighbridges under the control of a single PC network.
To be fast enough to cope with the increased traffic in ‘harvest time’ and ensure that they have all been tested and accepted for delivery.
Flexible enough to adapt to any future needs of Weald Granary, allowing new commodities to be added to the database if necessary.
To be fully supported with technical back-up and updates.
John Smith, Managing Director, Weald Granary, says, “The installation of the GeneSYS™ Enterprise System is proving an important part of our ongoing site expansion and development program here at Weald Granary. We increased storage capacity at the Mereworth site by 26 percent for harvest 2010 with no additional staffing requirement.”
With the impressive facilities currently handling approximately 100,000 tonnes per annum from 192 farmers alongside an annual projected growth of 4-5,000 tonnes from a projected 10-12 new members, the Precia-Molen GeneSYS™ Enterprise system has changed the fundamental time resource completely, throughout the stores, adminis-tration, marketing and stock control of the products.
A smooth transitionCurrently employing seven HGV staff
and five store personnel, the Weald Granary team are supplemented by casual staff in harvest time (8-10 weeks); At its peak 3,500 tonnes per day is delivered in from farmer members to the facility with each member requiring quality confirmation and weight data from the granary.
For the Weald Granary project, Precia-Molen installed one surface mounted weighbridge-type VS400, capacity 50,000kg, one RFID reader, ticket printer and a dialogue display. This has smoothly accom-modated the transition to phase eight, providing total farm management through the integration of the weighing system with the stock management system, allowing the farmers easy access to their data through the web portal.
An assurance schemeOne of the key features of the GeneSYS™
Enterprise system is that it maintains the traceability of assured combinable crops after they have left the farm, which complies fully with TASCC guidelines. TASCC was devel-oped because farmers and end users wanted to be sure that crops of grain, oil seeds and pulses were treated responsibly once they left the farm.
That includes wheat processed by flour millers and malting barley for the brewers and distillers in the drinks industry. It also provides independent verification that the trade is meeting food safety laws. The scheme is audited and certified by an inde-pendent certification body, in accordance with the internationally recognised standard EN45011.
This means that the certification body
is itself independently assessed every year to ensure that the standard is imple-mented and administered consistently and fairly. The scheme is made up of a Scheme Manual and four codes of practice (Storage, Haulage, Merchants and Testing Facilities).
The Storage Scheme is operated to a joint scheme with the Grain and Feed Trade Association (GAFTA) covering combinable crops and feed materials.
Weald Granary, United Kingdom
New weighing software for UK co-operative
Grain&feed millinG technoloGy30 | may - June 2012
CASE STUDY

An achievementSince the installation, the software has
provided an expandable system which has provided many benefits including: increased overall efficiency; decreased paperwork and decreased management of paperwork; and remote access to the system.
Mr Smith says, “The IT platform has provided customers and farmer members with all the information they require at the time they want it. It has reduced data entry and double handling of data freeing up staff to focus on other tasks.”
A simple and effective systemGaining access to the site is through a one-
way system which directs the driver to the incoming weighbridge where the driver gains access by receiving a card from the Precia-Molen automatic card dispenser.
The driver enters the relevant information including reference number, vehicle registra-tion, and contractor code and commodity type. The GeneSYS™Enterprise System then retrieves the contract details from the data-base and checks that the transaction is valid.
Should there be a query on a load, the system incorporates a search facility (truck/member/quality), which allows the operator to quickly interrogate the database ensur-ing minimal time delays. Having already un-sheeted the load, a sample is drawn off by a remotely operated vacuum spear sampler adjacent to the weighbridge and sent to the on-site laboratory for sampling.
By the time the sample arrives at the labo-ratory, the GeneSYS™ LIMS module labora-tory Information Management System will already have printed off a sample document with a checklist of the quality tests required for this load. The results of each test are keyed in by laboratory staff and automatically checked against the pass/fail criteria.
If the sample passes all the quality tests, the driver is given permission to unload. If the sample fails for any reason, the vehicle is put on ‘waiting’ status and the test details are flagged up on the screen. This allows staff to contact the supplier to inform them the load has been rejected, or to negotiate acceptance below contract specification.
Having received a ‘pass’ the driver then moves forward to transfer his load into the appropriate silo. When he has completed his delivery the driver, draws away from this area and proceeds to the site exit via the outgoing weighbridge.
Any incoming load, dry or wet, can be dealt with effectively as the load can be calculated as a dry net weight through weight loss calculations within the GeneSYS™ Enterprise System (through algorithms). Through its database, the system will automatically calculate the moisture con-tent in any grain type and subsequently provide data on the parameters of pro-
tein, (for example, Hagburg-suitability for dough in bread making), specific weight and screenings (cleanli-ness).
Outgoing deliveries of grain are handled by the partnership with DHL with trucks entering the one- way system passing onto the incoming weigh-bridge and then to the appropri-ate silo for load-ing. Exiting the site, they move onto the outgo-ing weighbridge for sampling and weighing of the load.
Here again a sample is then drawn off by a remotely operated vacuum spear sam-pler adjacent to the weighbridge and sent to the on-site laboratory for sam-pling. The results obtained from the outgoing load are then retained by the GeneSYS™ Enterprise System which can be remotely accessed by OSN to check the quality param-eters of each individual load if required.
At Weald Granary, Mr Smith says, “The site operation is a lot more organised and less stress-ful now with staff having easy access to all the informa-tion they require to carry out their job roles.”
Brabender® GmbH & Co. KGE-Mail: [email protected] · www.brabender.com
Made in
Germany
Kernelyzer-F (NIR) and Farinograph®-AT
How to measure quality:
In our technology – for highest requirements.
247-1007 • Brabender • Anz. 90x270 mm • Stand 25.03.2011 • englisch
This is not only a contribution to the technical quality of our products but also our implicit service orientation. Our technically trained service team takes care for a long term smooth function of our instruments.
Our service for you:
Advantageous maintenance contracts All-embracing customer support Various calibration fl ours
In our service – for optimum satisfaction of our customers.In our service – for optimum
… where quality is measured.
Anz_Support_GB_90x270_ks0.indd 1 25.03.2011 10:22:03 Uhr
More inforMation:Precia-Molen UK Ltd
Tel: 01527 590320Fax: 01527 590301Email: [email protected] Website: www.preciamolen.com
Grain&feed millinG technoloGy may - June 2012 | 31
CASE STUDY

Chronos BTH’s special working partnership with leading Australasian milling specialists Weston Milling is
going from strength to strength.
Following extensive trials and two-year technical collaboration, eight CHRONO-BAGTM OML BF Series open-mouth bagging have been shipped to Weston’s flour mills in Sydney, Australia and Auckland, New Zealand.
This is part of a major upgrade program for Weston involving their five mills in Australia and three in New Zealand. When completed, the overall bagging project, val-ued at over six million euro, will include not only the integrated bagging lines, but also palletisers and stretch hooders. The Weston project incorporates a combination of OML-1030 BF single spout lines, OML-2060 BF dual spout lines and OML-3090 BF triple spout lines.
A century of milling heritageWeston Milling is one of the oldest and
largest cereal processors in New Zealand and Australia, with a proud milling heritage dating back over 100 years. It operates at the heart of the agricultural industry with activities that stretch from ‘paddock to plate’.
Weston Milling has a strong reputation and tradition of quality. The company is committed to be the leading cereal con-version business in Australasia by fulfilling customers’ needs through the supply of reliable, high quality products and services. The company engenders the same ideology for flour milling, which has proved successful for thousands of years.
As a result, Weston Milling has excep-tionally high expectations from its milling plant equipment and this investment with Chronos BTH is the first major change in bag packaging equipment at the mills since the mid-1980s. Craig Gough, divisional engi-neering manager, Weston Milling, is clear on his company’s philosophy, “we certainly don’t make decisions to upgrade our plants lightly and only expect to change-out critical equipment every 25 years or so. We have gone through a dedicated and exhaustive decision process over the past two years to evaluate the best technical solution available on today’s market.
“A critical blend of factors including reliability, performance, future proof capa-bilities and support, both local and remote. Technical merit is considered first and then cost. We are prepared to pay a premium for the best technical solution for Weston’s
requirements. Ultimately Chronos BTH was selected from a shortlist of four international companies. Chronos BTH personnel have been very professional in understanding our requirements and the extensive trials carried out at their plant in Holland were extremely successful.”
Beyond baggingThe extensive project has gone beyond
the bagging lines to encompass a complete redesign of Weston’s bag styles and types. Joint collaboration has also seen the evolu-tion of Chronos BTH’s new and highly inno-vative BlockTop™ bag closing technique for flour and other food related industries. This provides a very strong, yet easy to open seal arrangement at the top of the bags.
Robbert van den Biggelaar, sales direc-tor, Chronos BTH, has worked closely with Weston personnel throughout the project and is extremely positive about the part-nership, “This has been a challenging, yet highly rewarding two way experience for our engineers and other team members. In parallel Paul Woosley and his team from our exclusive agent in the region, Australian Prime Fibre Pty Ltd. (APF), have played a pivotal role throughout the project.
“We are delighted to have met or exceeded all Weston’s criteria and their input to the project has been invaluable. Their decision process and strategy dovetail perfectly with our philosophy of ensuring we design and develop the world’s most techni-cally advanced, high-reliability bag packag-ing equipment. It is very reassuring and encouraging to be working with a company that recognises the importance of technical endeavour and expertise,” says Mr van den Biggelaar.
The filling processThe OML BF features highly effective,
dust controlled ‘bottom-up’ filling tech-niques. Chronos BTH has pioneered devel-opments in this type of filling for dusty powdered products such as flour and this proprietary technique ensures high accu-
Strength, quality experienceChronos BTH forges long-term partnership with Weston Milling
every 25 years or so. We have gone through a dedicated and exhaustive decision process over the past two years to evaluate the best technical solution available on today’s market.
A critical blend of factors is reviewed in this decision process including reliability, performance, future proof capabilities and support, both local and remote. Technical merit is considered first and then cost. We are prepared to pay a premium for the best technical solution for Weston’s requirements. Ultimately Chronos BTH were selected from a shortlist of four international companies. Chronos BTH personnel have been very professional in understanding our requirements and the extensive trials carried out at their plant in Holland were extremely successful.”
The extensive project has gone beyond the bagging lines to encompass a complete redesign of Weston’s bag styles and types. Joint collaboration has also seen the evolution of Chronos BTH’s new and highly innovative BlockTop™ bag closing technique for flour and other food related industries. This provides a very strong, yet easy to open seal arrangement at the top of the bags.
Chronos BTH’s Sales Director Robbert van den Biggelaar has worked closely with Weston personnel throughout the project and is extremely positive about the partnership. “This has been a challenging, yet highly rewarding two way experience for our engineers and other team members. In parallel Paul Woosley and his team from our exclusive agent in the region, Australian Prime Fibre Pty Ltd. (APF), have played a pivotal role throughout the project. We are delighted to have met or exceeded all Weston’s criteria and their input to the project has
As a result Weston Milling have exceptionally high expectations from their milling plant equipment and this investment with Chronos BTH is the first major change in bag packaging equipment at the mills since the mid 1980s. Their Divisional Engineering Manager Craig Gough is clear on his company’s philosophy: “We certainly don’t make decisions to upgrade our plants lightly and only expect to change-out critical equipment
We have gone through a dedicated and exhaustive decision process over the past two years to evaluate the best technical solution available on today’s market.
The OML BF bagging lines feature Bottom-up filling techniques to minimise dust
Another key advantage of the OML BF product range is its cost effective, modular design, offering the capability of 1, 2 or 3 filling heads per line with corresponding bagging speeds of 300, 600
or 900 bags per hour. Depending on customers’ current and future requirements, lines can be built with redundant filling head frames allowing highly cost effective future proof upgradeability.
The bagging lines are a critical part of the Weston operations and as Craig Gough concludes: “Our mills operate almost continually throughout the year and therefore technical support is a very important part of the overall project. We are looking forward to the bagging line installs together with the palletisers and stretch hooders.”
Facts & figures
Merger and acquisitions by PREMIER TECH have combined the companies Chronos Richardson (established in 1881), BTH, Richard Simon, Howe Richardson, FORBERG into today’s Chronos BTH, bringing together more than a century of technical innovation, application experience and expertise. Today Chronos BTH has modern, state-of-the art production facilities in the Netherlands and Italy, supported by skilled engineering teams focusing on innovative research and development programmes. Experienced sales and service
been invaluable. Their decision process and strategy dovetail perfectly with our philosophy of ensuring we des ign and
develop the world’s most technically advanced, high-reliability bag packaging equipment. It is very reassuring and encouraging to be working with a company who recognise the importance of technical endeavour and expertise.”
The OML BF features highly effective, dust controlled “Bottom-up” filling techniques. Chronos BTH have pioneered developments in this type of filling for dusty powdered products such as flour and this proprietary technique ensures high accuracy, whilst also bringing important reductions in bag costs. At the start of the filling process an empty bag is automatically placed on the filling spout. The filling spout moves to the filling position then moves progressively down the bag during the filling cycle. This controlled process, which maintains a minimum distance between the filling point of the vertical screw and the product in the bag, significantly minimises dust emission and reduces product aeration. The vertical screw is frequency / servo control driven, allowing all powdery products to be filled hygienically, accurately and quickly.
Their decision process and strategy dovetail perfectly with our philosophy of ensuring we design and develop the world’s most technically advanced, high-reliability bag packaging equipment.
chrOnOSBth.cOM
The Weston Milling project involves palletisers and stretch hooders
OML-1030 BF single spout bagging line ready for despatch to Auckland
Another key advantage of the OML BF product range is its cost effective, modular design, offering the capability of 1, 2 or 3 filling heads per line with corresponding bagging speeds of 300, 600 or 900 bags per hour.
The OML BF bagging lines feature Bottom-up filling techniques to
minimise dust
OML-1030 BF single spout bagging line ready for despatch to Auckland
Grain&feed millinG technoloGy32 | may - June 2012
CASE STUDY

racy, whilst also bringing important reduc-tions in bag costs.
At the start of the filling process, an empty bag is automatically placed on the filling spout. The filling spout moves to the filling position then moves progressively down the bag during the filling cycle. This controlled process, which maintains a mini-mum distance between the filling point of the vertical screw and the product in the bag significantly minimises dust emission and reduces product aeration. The vertical screw is frequency / servo control driven, allowing all powdery products to be filled hygienically, accurately and quickly.
Another key advantage of the OML BF product range is its cost effective, modular design, offering the capability of one, two or three filling heads per line with correspond-ing bagging speeds of 300, 600 or 900 bags per hour. Depending on customers’ current and future requirements, lines can be built with redundant filling head frames allowing highly cost effective future proof upgrade-ability.
The bagging lines are a critical part of the Weston operations and as Craig Gough concludes, “our mills operate almost con-tinually throughout the year and therefore technical support is a very important part of the overall project. We are looking forward to the bagging line installs together with the palletisers and stretch hooders.”
Facts and figuresMerger and acquisitions by Premier Tech
have combined the companies Chronos Richardson (established in 1881), BTH, Richard Simon, Howe Richardson, Forberg into today’s Chronos BTH, bringing togeth-er more than a century of technical innova-tion, application experience and exper-tise. Today Chronos BTH has modern, state-of-the art production facilities in the Netherlands and Italy, supported by skilled engineering teams focusing on innovative research and development programmes.
Experienced sales and service offices in the Netherlands, Germany, Italy, United Kingdom and France help provide high-tech, valued added products and compre-hensive customer services.
Chronos BTH, together with its Premier Tech Chronos sister companies in the Americas and Asia, is one of the world’s leading manufacturers of packag-ing solutions in the field of Industrial Flexible Packaging. With production facil-ities in Canada, the USA, Thailand, India and China, the company group is active in more than 50 countries, supported by a long established network of Customer Service Specialists.
Chronos BTH is a single point of con-tact for all of its customers’ packaging and material handling needs. Each piece of equipment is designed, manufactured and integrated in-house. Chronos BTH is rec-ognised worldwide for its customised and innovative weighing, bagging, baling, palletis-ing and load securing solutions for a broad spectrum of industries. It offers manual, semi-automatic, fully automated or turnkey solutions for bagging a diverse range of bulk materials in the food, feed, chemicals, min-erals and horticulture industries. Its bagging portfolio includes open-mouth bagging sys-tems, valve bagging systems, horizontal and vertical FFS systems as well as filling systems for flexible and rigid containers.
Another key advantage of the OML BF product range is its cost effective, modular design, offering the capability of 1, 2 or 3 filling heads per line with corresponding bagging speeds of 300, 600
or 900 bags per hour. Depending on customers’ current and future requirements, lines can be built with redundant filling head frames allowing highly cost effective future proof upgradeability.
The bagging lines are a critical part of the Weston operations and as Craig Gough concludes: “Our mills operate almost continually throughout the year and therefore technical support is a very important part of the overall project. We are looking forward to the bagging line installs together with the palletisers and stretch hooders.”
Facts & figures
Merger and acquisitions by PREMIER TECH have combined the companies Chronos Richardson (established in 1881), BTH, Richard Simon, Howe Richardson, FORBERG into today’s Chronos BTH, bringing together more than a century of technical innovation, application experience and expertise. Today Chronos BTH has modern, state-of-the art production facilities in the Netherlands and Italy, supported by skilled engineering teams focusing on innovative research and development programmes. Experienced sales and service
been invaluable. Their decision process and strategy dovetail perfectly with our philosophy of ensuring we des ign and
develop the world’s most technically advanced, high-reliability bag packaging equipment. It is very reassuring and encouraging to be working with a company who recognise the importance of technical endeavour and expertise.”
The OML BF features highly effective, dust controlled “Bottom-up” filling techniques. Chronos BTH have pioneered developments in this type of filling for dusty powdered products such as flour and this proprietary technique ensures high accuracy, whilst also bringing important reductions in bag costs. At the start of the filling process an empty bag is automatically placed on the filling spout. The filling spout moves to the filling position then moves progressively down the bag during the filling cycle. This controlled process, which maintains a minimum distance between the filling point of the vertical screw and the product in the bag, significantly minimises dust emission and reduces product aeration. The vertical screw is frequency / servo control driven, allowing all powdery products to be filled hygienically, accurately and quickly.
Their decision process and strategy dovetail perfectly with our philosophy of ensuring we design and develop the world’s most technically advanced, high-reliability bag packaging equipment.
chrOnOSBth.cOM
The Weston Milling project involves palletisers and stretch hooders
OML-1030 BF single spout bagging line ready for despatch to Auckland
Another key advantage of the OML BF product range is its cost effective, modular design, offering the capability of 1, 2 or 3 filling heads per line with corresponding bagging speeds of 300, 600 or 900 bags per hour.
The Weston Milling project involves palletisers and stretch hooders
Grain&feed millinG technoloGy may - June 2012 | 33
Tel +44 (0) 1476 566301 Fax +44 (0) 1476 590145Email [email protected] Web www.mogensen.co.uk
A Division of Grantham Engineering (Established 1946)Mogensen Harlaxton Road, Grantham, Lincolnshire, England NG31 7SF
Providing Materials Handling Solutionsfor over 50 years
Feeders | Sizers | Spreaders | SeparatorsConveyors | Screens | Compactors
RIDA®QUICK Fumonisin RQS
RIDA®QUICK Aflatoxin RQS
RIDA®QUICK DON
New!
RIDA®QUICK Zearalenon RQS
RIDA®QUICK SCANMycotoxin Check
• Objective• Quantitative• Precise• Fast
R-Biopharm Rhône Ltd. Block 10 Todd CampusWest of Scotland Science ParkAcre Road, Glasgow Scotland G20 0XA
R-Biopharm Rhône Ltd.
CASE STUDY

GLOBAL GRAIN & FEED MARKETS
Every issue GFMT’s market analyst John Buckley reviews world trading conditions which are impacting the full range of
commodities used in food and feed production. His observations will inf luence your decision-making.
Global consumption
of wheat is
expected to fall
back too next
season, by about
8m tonnes, as
various countries
use more maize
(assuming the big
maize crop does
come through as
planned). However,
world wheat stocks
will decline by
about 9m tonnes to
188m
MARKET dynamics are swinging firmly toward 2012 crop and demand prospects - and what a mixed bag the preliminary estimates present!
If all goes to plan, feed consumers could be cheering an 86m-tonne recovery in world coarse grain (mainly maize) production, two thirds of that coming from within the USA. That would be quite some rebound after the past season’s 45m tonne crop decline. It would not only leave plenty of room for expanding coarse grain consumption around the globe. It would also allow for some significant replenishment of rock-bottom stocks, removing much of justification for the past year’s record maize costs. Indeed some pundits are already talking of a possible return to the sort of maize prices markets grew used to over the last decade or two – perhaps 25% cheaper than present levels!
But will there be surprises on the demand side of the ledger too? Will China, for example, reveal a far larger than expected feed raw material deficit as many analysts have been forecasting, mopping up some of these extra supplies? Will cheaper maize prices also stir demand from other importers large and small? And just how much maize will be fed to livestock or used for ethanol fuel within the USA itself? In these uncertain economic times, opinions differ on these factors too, especially on the feeding prospects.
Wheat output, in contrast, is expected to drop next season by 17m tonnes on weather-reduced planted/harvested acreage. But with stocks of 197m tonnes to carry in from 2011/12 - and wheat feeding to livestock likely to decline too (as consumers switch back to maize) - does a crop fall of this size really matter that much in the grand scheme of things?
Further forward in 2012/13 consumers are also promised perhaps 35m tonnes more soyabean production after this season’s 19m tonne drop, the bulk coming from Latin America where drought robbed farmers of a similar amount this year. Will that increase (if it comes off), mean lower soya costs eventually, as distant futures markets suggest? Or will the world’s mega-buyer, China, step in on a larger scale in this market too, keeping soya prices frisky? Either way, soya costs will be freer to stay firm
in the absence of competition with very little overall supply growth expected for the alternative oilseeds that make up almost two thirds of world production.
Mother nature, as always, will have the final say on crop yields and production which, as last year showed, could look quite different to the forecasts once the last combines have come to rest. Right now, the biggest producer, the USA, is getting mostly favourable weather for possible record yields and earlier harvests. Europe has been severely challenged by winter frosts and droughts yet abundant rain might yet rescue decent crops in most member states. Further east there are dark mutterings about drought re-emerging in the former Soviet Union – not on the devastating 2010 scale but maybe enough to trim yields and current (already much lower than last year) wheat crop forecasts. China (the world largest wheat producer and consumer) also has some dyness issues while Argentine wheat farmers are cutting back sowings due to disappointing returns and government interference in their export market. Canada has sown 11% more, Australia maybe 4-5% less wheat but both might have better quality if they avoid last year’s untimely rains – which would be good news for millers..
Overall, if pundits like the US Agriculture Department are right, 2012/13 may well shape up as a much better supplied year for maize and soyabeans and an adequate one for wheat. That will certainly offer less justification for hiking feed costs – or even keeping them as high as they are now.
Taking into account the improving supply forecasts, the US grain markets have been dropping since our last review and have recently traded close to the
‘Between-crops,’ consumershope for big feed grain recovery
Grain&feed millinG technoloGy34 | may - June 2012

COMMODITIES
lows of last December. Although wheat supplies are seen edging down (rather than up like maize and soyabeans) next season, Chicago wheat futures have actually seen the biggest dip, trading close to two year lows (with export prices for US hard wheats already down to those levels). Given the ongoing massive world wheat supply, this might seem a long overdue reaction with some distance yet to go.
Cheaper wheat has been hastened by a reversal in maize prices as traders start to believe that a massive, record US crop of the latter grain really is possible, given expanded sowing plans, early planting and currently ideal weather. As pointed our in earlier reviews, tight old crop markets have forced US maize prices to trade for many months at highly unusual premiums to wheat (even hard red winter wheat with its higher nutritional value). This phenomenon has sustained even the more abundantly supplied soft wheat markets at prices that would normally be considered out of synch with the loose fundamentals.
The notable exception to the latter has been Western Europe, where last year’s (and likely this year’s too) weather-reduced crop and lack of supplies from the Black Sea countries has kept wheat prices up on their own merits and above the world market (led by the US, Canada, Argentina, Australia). Indeed in some of the EU northern regions, especially Germany, feed wheat has been scare enough to sell at higher prices than milling wheat. Paradoxically, even
while this has been going on, some better supplied member states (notably the UK) have been able to sell feed wheat to the USA. This underlines the global nature of the 21st Century commodity market, albeit with some help from rock-bottom ocean freight costs earlier in the year.
The past couple of months have also seen a marked increase in pessimism over the Euro-zone’s debt crisis and its potential to spread contagion to broader global markets. As we go to press the burning issue has shifted from if to when Greece might be forced out of the EZ, to the impact on Italian, Spanish and Portuguese debt, Spanish bank solvency, global economic activity etc etc. Along with signs of faltering Chinese growth and wavering US economic data, this has been a tremendous drag on all the markets – stocks, financials, energy - even the supposedly more ‘fire-proof’ agricultural commodities with their assumed solid demand as food staples.
At this stage it is hard to divine which is having – or will have - the greater impact on grain and feed markets – the potential for lost physical demand for commodities, the decline in liquidity of banks and hedge funds who speculated in agric futures from 2008/09 onward and have lost money on reversals and their other numerous bad bets, or the sheer negativity of ’sentiment.’ Whichever combination of these, the picture
is one of uncertainty, nervousness and – despite the overall bias toward depressed raw material markets – a continuing outlook for price volatility across the grain and feed sector.
Main commodity highlights since our last reviewWheat supplies not quite so flush after all?
The past season saw the biggest world wheat crop ever as farmers responded to strong prices with larger sowings (+1.5%) and yields recovered from the series of weather events that slashed output around the globe in 2010. Most of that crop recovery was in the former Soviet Union although India the EU, Canada, Australia, China and several smaller producers grew larger crops too, offset only partially by a few declines in countries like Argentina and Iran. Consumption also expanded to record high levels, mainly because so much more wheat was used in animal feeds to replace tight and expensive maize – in Europe, the USA, Asia, China, the CIS and others. Just how much more has been hotly debated over the past year but it does now seem the feed total was much larger than originally thought. In its latest appraisal, the USDA estimates feeding reached 146.7m tonnes – a rise of 31.3m or 5%. That’s almost 10m tonnes more than forecast in April and results in total wheat demand matching
Grain&feed millinG technoloGy may - June 2012 | 35
The QUICK CONNECT® pull-ring makes the acclaimed Jacob modular pipe system even more economical
for installation. In new plants for animal feed, pharmaceuticals, chemicals, food, glass,
semi conductors or environmental techno logy as well as for upgrading existing layouts
user-friendly system installation becomes precise and easy due to the great versati-lity of mass-produced pipe components.
• Straight welded, lipped-end pipes and components.• ø 60 mm to ø 800 mm in a standard range.• Up to ø 400 mm normally dispatched immediately from stock.• Larger than ø 350 mm also available with fl ange connection.• Powder coated steel or hot-dipped galvanised steel as well as
stainless steel.• 1 - 3 mm wall thicknesses.• Larger diameters / special requirements upon request.• Shock-explosion certifi ed pipes and components available.
Original Quality to a Modular Design
... Follow the leader in bulk goods handling, dust-extraction and ventilation plants
EUROPE’S NO. 1 IN MODULAR PIPEWORK SYSTEMS – Used in all industrial sectors
Fr. Jacob Söhne GmbH & Co. KG Germany
Phone +49 (0)571 95580www.jacob-pipesystems.eu
Request a
catalogue!
Hotline
+49 (0)571 95580 or at
www.jacob-pipesystems.eu
512431Grain_Feed_190x58_gb_4c.indd 1 21.05.12 08:58

• To what extent will EU winter wheat crops affected by the Jan/Feb freeze and the March drought recover amid recent plentiful rain?
• Summer weather in the Northern Hemisphere where most of the world’s wheat is grown – yields nearly always affect crop size more than shifts in sown acreage.
• A big US crop with plenty of hard red winter variety and improving spring wheat prospects will help hold down breadwheat prices globally.
• How far will wheat consumption in feeds decline world-wide if the US, other major producers produce bumper maize crops?.
• India is likely to export far more wheat than expected earlier in the year, competition for more traditional exporters and helping to fill some of the ‘Black Sea’ supply gap.
• Progress of sowings in key quality bread wheat supplier Australia and pre-harvest weather there – will it improve after after two years of rain-damaged crops?
• The price of maize – it has been supporting wheat in the face of burdensome stocks for over a year.
Maize leads coarse grain comeback–but the crop isn’t grown yet
The USDA’s first 2012/13 supply/demand forecasts dealt a body blow to maize bulls, predicting the US crop would rocket by 62m tonnes to a new record 376m. Even with a 23m tonne jump in US domestic use (mainly in the feed sector) and a 4.5m tonne increase in exports, that would still raise carryover stocks to more than double this season’s tight ending level at about 48m tones. The US maize crop – which has gone in early on a massive 96m acres – possibly more – still needs to be proved. Weather has been mostly benign so far. As we go to press, there are some concerns about possible hotter drier forecasts as crops approach early pollination which works better under cooler, damper conditions but such talk is par for the course at this time of the year. World corn supplies will also be boosted by bigger crops in Argentina (+3.5m tonnes), Canada (+1.9m), former Soviet countries (+1.5m), South Africa (+1.5m) and China (+1.9m). In total, world corn output could increase by 75m tonnes, putting it about 25m tonnes ahead of world consumption (despite a 54m tonne increase in the latter).
What issues might interfere with this prognosis for ample supplies and, logically, lower corn costs? Apart from US and European weather in the coming summer months, we need to keep an eye on demand developments. After the USA, the main area of demand growth for maize in the coming year will be China, seen adding 12m tonnes to its consumption which at 200m tonnes would be 7m tonnes ahead of local output. China has already emerged as the main growth factor in 2011/12 demand, importing 5m tonnes compared with less than 1m in 2010/11 and very
of a reversal to higher levels as weather shifts begin the question some of the more liberal crop estimates. Chief areas of concern are Russia and Ukraine – possible drought losses on top of quite severe winterkill (mainly in Ukraine), the EU – worse than expected winterkill and an earlier drought, the effect of which might be partly reversed by a ‘Monsoon’ spring - and lastly the US southern/central Plains where the top might be shaved off hard red winter yields by a spell of hot dry weather.
At this stage, potential losses to the 678m world crop scenario are not necessarily large – maybe 5m or 10m tonnes – but enough to constrain the complacency that was emerging about 2012/13 supplies. The reaction from markets has been exaggerated partly by the fact that the bellwether Chicago wheat futures contract had been heavily sold by speculators who, suddenly realising their exposure to weather shifts, greater than expected old crop demand or rallies in maize
and soya, rushed to cover some of their ‘short’ position. This has recently recouped some of the losses in US prices and pushed European prices a little higher too. A weak euro has also played in to firmer EU milling wheat prices but that could reverse if the Euro-zone does get its act together.
Wheat is still plentiful as witnessed by the competition for ‘non-routine’ import orders from the big Middle East buyers and other milling wheat consumers. Not only are further countries like Canada and the US competing for Arab business; so are distant suppliers like
Argentina and Australia, able to take advantage of still unusually low ocean freight rates. Even the former Soviet countries, supposedly concerned about approaching crop setbacks and ‘over-selling’ their remaining 2011 supplies, seem to be keen to remain in the contest for ‘opportunity’ custom, rather than end up with too much old crop stock at harvest time. On top of that, India has record stocks – four times and more its target level for state reserves. With yet another bumper harvest on the way, it could easily add 10m tonnes or much more to the global export mix, without jeopardising its own food security/inflation containment plans.
Despite this apparent plenty, wheat prices will probably not drop much more until the Northern Hemisphere harvest picture clears – for both wheat and maize. Until the US and other big suppliers prove their forecast large corn crops, the risk remains that wheat could again be in more demand than usual for the feed industry.
KEY FACTORS IN THE MONTHS AHEAD• How far will ‘Black Sea’ regional wheat crops
decline this summer?
production. World carryover stocks this June 30 will not increase by 12.6m tonnes as expected earlier but remain about the same as last year. Yet at 197m tonnes, these are still huge by any measurement, equal to 28.4% of consumption or almost 15 weeks’ supplies.
The USDA has recently released its first take on 2012/13 world grain balances and they make interesting reading. As other analysts like the International Grains Council have been forecasting, the USDA expects 2012 wheat output to decline, by about 2.5% or 17m tonnes
to some 678m. This assumes a 22m tonne reversal for Russia, Ukraine and Kazkhstan combined and declines of 5.4m tonnes for the EU, 3.5m for Australia, 2m for Argentina, offset only partly by a 6.7m increase for the USA, plus 4.1m for India, 2.1m for China and 1.74m more for Canada.
Global consumption of wheat is expected to fall back too next season, by about 8m tonnes, as various countries use more maize (assuming the big maize crop does come through as planned). However, world wheat stocks will decline by about 9m tonnes to 188m.
Taking these preliminary figures at face value, there is nothing overtly bullish for prices. Exporters like the USA, Australia, Canada, India – even Russia – would still have relatively big crops. Some exporters – chiefly the US, Australia, India and the former Soviets also carry in comfortable or in some cases (India and the US) larger than normal stocks.
These early pointers to ongoing adequacy of supply combined with weakening maize prices (maize strength has been the main support for wheat this season) and negative events in the world economy to drive down wheat prices to their lowest levels of the year during May. However, as we go to press that trend is at risk
Grain&feed millinG technoloGy36 | may - June 2012

Uncoated Fine Paper Corrugated Bags & CoatingsEurope & International
Reap the Benefi ts!Customised industrial bags for quick fi lling and reliable protection of your fi lling goods.
www.mondigroup.com
SOLUTIONS.FOR YOUR SUCCESS.
AutomotiveIndustry
ChemicalIndustry
Farming &Agriculture
Industry
Food IndustryBuilding &Construction
Industry
Industrial Paper & Packaging
Industry
Office &Printing Paper
Industry
Pet Food Industry
Photographic & Graphic Industry
Toiletries &HygieneIndustry
OthersCreative Industry
Medical &Pharmaceutical
Industry
HouseholdIndustry
Hygienic
closure techniques
Window for presenting
the fi lling good attractively
and simple dosage
Compact
dimensionsSuitable for
food contactCompostable
bags with
biodegradable fi lm
Reliable
protection through
sealable valves
1
3
2
54
6
IB_Muehle_Mischfutter_297x210_+3mm_E.indd 1 21.04.11 18:07
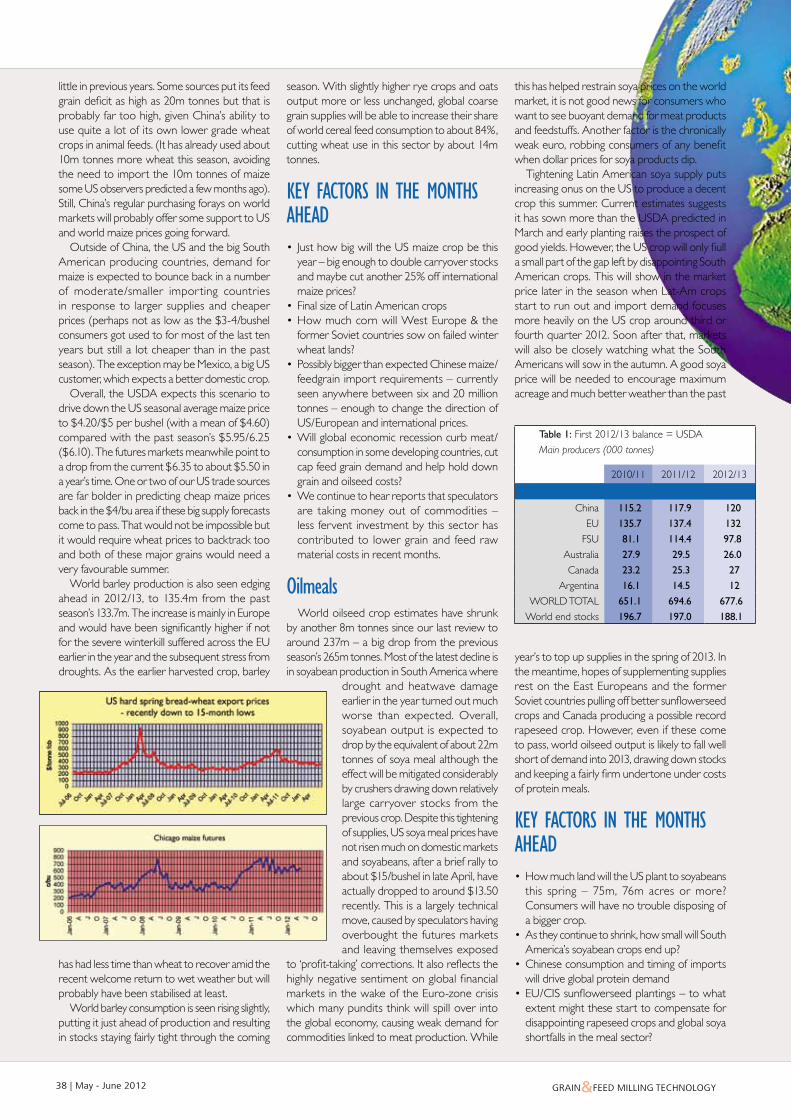
this has helped restrain soya prices on the world market, it is not good news for consumers who want to see buoyant demand for meat products and feedstuffs. Another factor is the chronically weak euro, robbing consumers of any benefit when dollar prices for soya products dip.
Tightening Latin American soya supply puts increasing onus on the US to produce a decent crop this summer. Current estimates suggests it has sown more than the USDA predicted in March and early planting raises the prospect of good yields. However, the US crop will only fiull a small part of the gap left by disappointing South American crops. This will show in the market price later in the season when Lat-Am crops start to run out and import demand focuses more heavily on the US crop around third or fourth quarter 2012. Soon after that, markets will also be closely watching what the South Americans will sow in the autumn. A good soya price will be needed to encourage maximum acreage and much better weather than the past
year’s to top up supplies in the spring of 2013. In the meantime, hopes of supplementing supplies rest on the East Europeans and the former Soviet countries pulling off better sunflowerseed crops and Canada producing a possible record rapeseed crop. However, even if these come to pass, world oilseed output is likely to fall well short of demand into 2013, drawing down stocks and keeping a fairly firm undertone under costs of protein meals.
KEY FACTORS IN THE MONTHS AHEAD • How much land will the US plant to soyabeans
this spring – 75m, 76m acres or more? Consumers will have no trouble disposing of a bigger crop.
• As they continue to shrink, how small will South America’s soyabean crops end up?
• Chinese consumption and timing of imports will drive global protein demand
• EU/CIS sunflowerseed plantings – to what extent might these start to compensate for disappointing rapeseed crops and global soya shortfalls in the meal sector?
season. With slightly higher rye crops and oats output more or less unchanged, global coarse grain supplies will be able to increase their share of world cereal feed consumption to about 84%, cutting wheat use in this sector by about 14m tonnes.
KEY FACTORS IN THE MONTHS AHEAD• Just how big will the US maize crop be this
year – big enough to double carryover stocks and maybe cut another 25% off international maize prices?
• Final size of Latin American crops• How much corn will West Europe & the
former Soviet countries sow on failed winter wheat lands?
• Possibly bigger than expected Chinese maize/feedgrain import requirements – currently seen anywhere between six and 20 million tonnes – enough to change the direction of US/European and international prices.
• Will global economic recession curb meat/consumption in some developing countries, cut cap feed grain demand and help hold down grain and oilseed costs?
• We continue to hear reports that speculators are taking money out of commodities – less fervent investment by this sector has contributed to lower grain and feed raw material costs in recent months.
OilmealsWorld oilseed crop estimates have shrunk
by another 8m tonnes since our last review to around 237m – a big drop from the previous season’s 265m tonnes. Most of the latest decline is in soyabean production in South America where
drought and heatwave damage earlier in the year turned out much worse than expected. Overall, soyabean output is expected to drop by the equivalent of about 22m tonnes of soya meal although the effect will be mitigated considerably by crushers drawing down relatively large carryover stocks from the previous crop. Despite this tightening of supplies, US soya meal prices have not risen much on domestic markets and soyabeans, after a brief rally to about $15/bushel in late April, have actually dropped to around $13.50 recently. This is a largely technical move, caused by speculators having overbought the futures markets and leaving themselves exposed
to ‘profit-taking’ corrections. It also reflects the highly negative sentiment on global financial markets in the wake of the Euro-zone crisis which many pundits think will spill over into the global economy, causing weak demand for commodities linked to meat production. While
little in previous years. Some sources put its feed grain deficit as high as 20m tonnes but that is probably far too high, given China’s ability to use quite a lot of its own lower grade wheat crops in animal feeds. (It has already used about 10m tonnes more wheat this season, avoiding the need to import the 10m tonnes of maize some US observers predicted a few months ago). Still, China’s regular purchasing forays on world markets will probably offer some support to US and world maize prices going forward.
Outside of China, the US and the big South American producing countries, demand for maize is expected to bounce back in a number of moderate/smaller importing countries in response to larger supplies and cheaper prices (perhaps not as low as the $3-4/bushel consumers got used to for most of the last ten years but still a lot cheaper than in the past season). The exception may be Mexico, a big US customer, which expects a better domestic crop.
Overall, the USDA expects this scenario to drive down the US seasonal average maize price to $4.20/$5 per bushel (with a mean of $4.60) compared with the past season’s $5.95/6.25 ($6.10). The futures markets meanwhile point to a drop from the current $6.35 to about $5.50 in a year’s time. One or two of our US trade sources are far bolder in predicting cheap maize prices back in the $4/bu area if these big supply forecasts come to pass. That would not be impossible but it would require wheat prices to backtrack too and both of these major grains would need a very favourable summer.
World barley production is also seen edging ahead in 2012/13, to 135.4m from the past season’s 133.7m. The increase is mainly in Europe and would have been significantly higher if not for the severe winterkill suffered across the EU earlier in the year and the subsequent stress from droughts. As the earlier harvested crop, barley
has had less time than wheat to recover amid the recent welcome return to wet weather but will probably have been stabilised at least.
World barley consumption is seen rising slightly, putting it just ahead of production and resulting in stocks staying fairly tight through the coming
Table 1: First 2012/13 balance = USDA
Main producers (000 tonnes)
2010/11 2011/12 2012/13
China 115.2 117.9 120
EU 135.7 137.4 132
FSU 81.1 114.4 97.8
Australia 27.9 29.5 26.0
Canada 23.2 25.3 27
Argentina 16.1 14.5 12
WORLD TOTAL 651.1 694.6 677.6
World end stocks 196.7 197.0 188.1
Grain&feed millinG technoloGy38 | may - June 2012


Classified section
Grain&feed millinG technoloGy40 | may - June 2012
Analysis
• Automation Products, Inc.
Block 10 Todd CampusWest of Scotland Science ParkAcre Road, GlasgowScotland G20 0XATel: +44 141 945 [email protected]
Competence in Food and Feed AnalysisR-Biopharm Rhône Ltd,Unit 3.06 Kelvin Campus, West of Scotland Science Park,Maryhill Road, Glasgow, G20 0SP ScotlandTel: +44 (0) 141 9452924 Fax: +44 (0) 141 [email protected], www.r-biopharmrhone.com
BiopharmRhoneClass.indd 1 31/03/2010 15:36AgraStrip® + AgraVisionTM
www.romerlabs.com
Quantitative Strip Tests for
ß Aflatoxins ß Deoxynivalenol (DON) ß Fumonisins & ß GMOs NEW!
• Systech Instruments Ltd
Animal Health & Nutrition
• Alicorp SA
CENZONE TECH INC.2110 Low Chaparral DriveSan MarcosCA92069 USATel: 760 736 9901Fax: 760 736 9958Web: www.cenzone.comE-mail: [email protected]
• Danisco Animal Nutrition• Noack - Group of Companies• Papillon Agricultural Products, Inc
Bulk Handling
• Croston Engineering Ltd
Bulk Storage
Croston Engineering LtdTarvin MillBarrow Lane,TarvinChesterCH3 8JFTel: 01829 741119Fax: 01829 741169E-mail: [email protected]: http://www.croston-engineering.co.uk
BULK STORAGE, HANDLING, ANDPROCESS ENGINEERS FOR THE ANIMAL FEED, GRAIN, FLOUR, BAKERY, HUMAN AND PET FOODS INDUSTRIES
Maximumbulk
storage
Silo Construction & Engineering
www.sce.be+32(0)51 723128
SCE
• Schmidt-Seeger GmbH• Silos Cordoba S.L
www.symaga.com
Ctra. Arenas de San Juan, Km 2.30013210 Villarta de San Juan - SpainTel: +34 926 64 05 40 Fax: +34 926 64 02 94Email: [email protected]
SILO INSTALATIONS ...... TO COVER YOUR MARKET NEEDS
Symaga_class.indd 1 03/11/2010 10:37
• Teta Engineering Inc.
Conveyors
• Anderson International Corp• Amandus Kahl
• Blo-Tech Ltd• Cargotec Sweden AB• Clyde Materials Handling Ltd• Dynamic Air Inc
Elevator Buckets
St. Louis, Missouri USAT:+1 314 739 9191•F:+1 314 739 5880
www.tapcoinc.com
ELEVATOR BUCKETS & BOLTS
STYLE CC-XD (XTREME DUTY)Polyethylene Elevator Bucket
®
AquafeedClassified40_2x40mFINALrevsd 2/23/10 12:35 AM Page 2
Elevator & Conveyor Components
Material Handling & Electronic Components for all Applications
•HazardMonitors•LevelControls
•ElevatorBuckets&Bolts•Belts&Fasteners
•ForgedChains&Sprockets
www.go4b.com
Equipment for sale
Condex (UK) Ltd
“Turner” Flaking Rolls 30 ins complete with drive.
Large flaking roller by “Damman & Croes”
Belgium complete with two x 30kw
motors,rollers 24 ins diameter x50 ins wide very heavy duty
FOR
SALE
For more information Tel: 01453 826016
HANDLING TECHNIQUES
CL_Handling_techniques.indd 1 22/09/2011 13:54
Extruders
Almex b.v., Verlengde Ooyerhoekseweg 29 7207 BJ Zutphen, The Netherlands
Tel. +31 (0)575 572666e-mail [email protected], www.almex.nl
www.extruder.nl / www.expander.nl
• Anderson International Corp• Amandus Kahl• Andritz Feed & Biofuel• Brabender• Clextral• Dinnissen BV• Extru-Tech Inc• Jiangsu Muyang Group Co Ltd.
Feed processing
WWW.OTTEVANGER.COM
CRAFTMANSHIP IN THE ANIMAL FEED AND FOOD PROCESSING INDUSTRY

Classified section
Grain&feed millinG technoloGy may - June 2012 | 41
Recruitment
• AGRI-Associates• Agribusiness Recruiters
Rolls
• Andritz Feed & Biofuel BV• Kay Jay Chill Rolls Pvt Ltd
• Millson Engineering Limited• Muench-Edelstahl GmbH
Silos
Tel: +86 546 8313068Email: [email protected]
www.silo86.com
Grain Silo Manufacturing
Yingchun Group
Shangdong_class.indd 1 29/03/2011 11:20
Valves
• TekPro Ltd• Wallace & Associates Inc.• Younglove Construction LLC
Packaging
• Arodo BVBA
A C l o n d a l k i n C o m p a n y
FLEXIBLE PACKAGING
For more information, please call Tim Stallard: +44 (0) 7805 092067www.cbpackaging.com
CB Packaging is a market leader of multi-walled paper sacks. With over 50 years of experience, we offer solutions for a wide range of industries, including animal feeds, pet food, seeds, milk powder, flour and root crops.
Process control
• Converteam UK Ltd• Datastor Systems Ltd• KSE Protech BV• RED-BERG s.r.l.
Intake and Inline measurement of
moisture, protein, temperature,
structure, ash, fat, fibre, starch and
colour. Recipe management and
traceability records.
®
For maximum control and efficiency call:
01473 829188
www.suffolk-automation.co.uk
Analysis
& Control
Flour improver
• Alicorp SA• Dr Eckel GmbH
Ein Unternehmen der Stern-Wywiol GruppeA member of the Stern-Wywiol Gruppe
• Flour improvers• Enzymes• Baking premixes• Advice on applicationsKurt-Fischer-Strasse 55, D-22926 AhrensburgTel.: + 49 (0) 4102 / 202 001, Fax: [email protected]
www.muehlenchemie.de
Grinder hammers
John Staniar & Co.
Grinder Screens
John Staniar & Co.
Level measurement
Mill Design & Installation
www.buhlergroup.com
Buhler AGCH – 9240Uzwil, SwitzerlandT: +41 71 955 11 11F: +41 71 955 66 11E: [email protected]
Buhler Class ad_GFMT10.indd 1 11/12/2009 09:07
Other
IMD 21
COM
ING
SO
ON
21st
EventsAPRIL
13th - 14th June 12 *3rd Food Protein innovation Conference, Amsterdam, NetherlandsContact: Bridge2Food, Jan van Eijcklaan 2, 3723 BC Bilthoven, The Netherlands
Tel: +31 302 252060Email: [email protected]: www.bridge2food.com/Food-
Protein-innovation-Conference-Bridge2Food-2012.asp
25th - 28th June 12 *Institute of Food Technologists Annual Meeting and Food Expo, Las Vegas,NV,USAContact: IFT, 221 N. LaSalle St. Suite 300, Chicago, IL 60601-1291,USA.
Tel: +1 3127 828424Fax: +1 3127 820045Email: [email protected]: www.ift.org
28th - 30th June 12 *3rd China International Modern Agricultural Exhibition, China International Exhibition CenterContact: Becky Chen, Rm723,No1 Guoyingyuan, Nanxiaojie,Xizhimen, Beijing 100035, China
Tel: +86 1058 561530Fax: +86 1058 561246Email: [email protected]: www.cimae.com.cn
4th - 6th July 12 *INDO LIVESTOCK 2012 EXPO & FORUM, Jakarta Convention Center, IndonesiaContact: Didit Siswodwiatmoko or Devi Ardiatne, Jl. Kelapa Sawit XIV Blok M1 No. 10, Kompleks Billy & Moon, Pondok Kelapa, Jakarta 13450, Indonesia
Tel: +62 218 644756 ext : 118 & 123Fax: +62 218 650963Email: [email protected]: www.indolivestock.com
12th - 13th July 12 *5th China International Agribusiness Summit 2012, Crowne Plaza Beijing Zhongguancun ChinaContact: Doris Shi, 14F, 390 Panyu Road Shanghai China 200052
Tel: +86 2152 588005 ext. 8560Fax: +86 2152 588011Email: [email protected]: www.duxes-events.com/agri5
22nd - 25th July 12 *The International Association for Food Protection, 2012 Annual Meeting, IAFP 2012, Rhode Island Convention Center.Providence Rhode Island,USAContact: International Association for Food Protection, 6200 Aurora Avenue, Suite 200W Des Moines, IA 50322-2864 USA.
Tel: +1 5152 763344Email: [email protected]: www.foodprotection.org/events/iafp-
annual-meeting
25th - 26th July 12 *Into Myanmar: Agri Trade, Investments & Infrastructure Global Summit 2012, Sedona Hotel Yangon, No. 1 Kaba Aye Pagoda Road, Yankin Township, Yangon, MyanmarContact: Ms Reema Raj, Magenta Global Pte Ltd, 20 Kallang Avenue, Level 2, Pico Creative Centre, Singapore 339411
Tel: +65 63 912530Fax: +65 63 923592Email: [email protected]: www.magenta-global.com.sg
/myanmaragritrade2012
6th - 9th August 12 • *14th ICC Cereal and Bread Congress, Beijing International Convention Center. Beijing, ChinaContact: Anita Habershuber, Event Management. ICC - International Association for Cereal Science and Technology. General Secretariat., Marxergasse 2 1030 Vienna, Austria.
Tel: +43 17 077202 7551Fax: +43 17 077204Email: [email protected]: www.icc.or.at/14th_ICC_CBC.pdf
29th - 31st August 12 • *ISRMAX Asia 2012, Bangkok, ThailandContact: Geetika Malhotra Asudani, Pixie Consulting Solutions Ltd., #923/9, Urban Estate, Karnal, Haryana, India
Tel: +91 9991 705003Fax: +91 1842 231050Email: [email protected]: www.isrmaxasia.com
9th - 11th September 12 *All Things Baking, Houston,TX,USAEmail: [email protected]: http://allthingsbaking2012.com
16th - 21st September 12 *IBA 2012 International Trade Fair : World Market For Baking, Munich,GermanyContact: German bakers Confederation, Neustadtische Kirchstr. 7a 10117 Berlin, Germany.Tel: +49 0302 064550Fax: +49 0302 0645540Email: [email protected]: www.german-bakers.org
23rd - 25th September 12 *VIV China 2012, Beijing, ChinaContact: Anneke van Rooijen, Postbus 8800, 3503 RV, Utrecht, HollandTel: +31 302 952772Email: [email protected]: www.vivchina.nl/en/Bezoeker.aspx
25th - 25th September 12 *Powder Containment, The Wolfson Centre for Bulk Solids Handling Technology, University of Greenwich, Central Avenue, Chatham Maritime, Kent, ME4 4TB, UKContact: Caroline Chapman, The Wolfson Centre for Bulk Solids Handling Technology, University of Greenwich, Central Avenue, Chatham Maritime, Kent, ME4 4TB, UK
Tel: +44 2083 318646Fax: +44 2083 318647Email: [email protected]: www.bulksolids.com
30th September 12 - 3rd October 12 *2012 AACC International Annual Meeting, Westin Diplomat Hotel. Hollywood, FL, USAContact: Rhonda Wilkie. AACC Headquarters., 3340 Pilot Knob Road St Paul. MN 55121-2097, USA.
Tel: +1 6514 547250Fax: +1 6514 540766Email: [email protected]: www.aaccnet.org/meetings/default.asp
6th - 8th October 12 *16th FoodAgro Kenya 2012, KICC, Nairobi, KenyaContact: Natasha Parek, Monarch Office Tower, Level 25, P.O.Box-333840, Sheikh Zayed Road, Dubai - UAE
Tel: +971 43 721421Fax: +971 43 721422Email: [email protected]: www.expogr.com
25th - 26th October 12 *The Protein Summit 2012, Amsterdam, NetherlandsContact: Bridge2Food, Jan van Eijcklaan 2, 3723 BC Bilthoven, The Netherlands
Tel: +31 302 252060Email: [email protected]: www.bridge2food.com/Protein-Summit-
Bridge2Food-2012.asp
30th October 12 - 2nd November 12 *AgroExpoSiberia, Novosibirsk Expo CentreSiberia, RussiaContact: Nadja Mazko, Landfriedstraße 1a, D-69117 Heidelberg, GermanyTel: +49 6221 135715Fax: +49 6221 135723Email: [email protected]: www.ifw-expo.com
* See our magazine at this show
• More information available
Grain&feed millinG technoloGy42 | may - June 2012
Events
Grain&feed millinG technoloGy may - June 2012 | 43
Get involved at the 11th GLOBALG.A.P. SUMMIT 2012 in Madrid! Meet and network with top international retailers, food service experts and producers.
• Sustainability across all agricultural sectors• Effi cient supply chain solutions• More information for consumers
6 - 8 November 2012 I Madrid, SpainFor more information on GLOBALG.A.P.‘s SUMMIT 2012 visit www.summit2012.org!
The 11th GLOBALG.A.P. Conference
SUMMIT2012GLOBALG.A.P.
6 - 8 November I Madrid, Spain
GLOBALG.A.P. is a leading global certifi cation program whose mission is to bring farmers and retailers together to produce and market safe food to protect scarce resources and build a sustain-able future.

Events Preview
With Asia producing over 90 percent of world rice, it
occupies the most prominent position in world rice industry. ISRMAX Asia in Bangkok, Thailand will act as a gateway for the world rice market and also at the same time play a key role in showcasing the Asian rice industry to the world.
Building upon the success of ISRMAX in India, Pixie Consulting Solutions Limited joins hands with IMPACT Exhibition Management Co. Ltd to create one of the largest platforms to address the growing needs and requirements of the global rice, sugar and agriculture industry. The event will bring together people and companies from all
walks connected with the rice, sugar and agriculture industry. In particular, milling technologies, infrastructure companies, buyers, traders, brokers, institutes, asso-ciations, government bodies and industry experts.
Mr Vishal Rai Gupta, Chairman/ Managing Director, Pixie Consulting Solutions Ltd, explains more about the event.
Who is ISRMAX aimed at?The event is aimed to cater
to the rice, grain and sugar industries.
What are the themes of ISRMAX?
The theme of the event is to create a B2B platform for exhibi-tors and participants related to agriculture industry. We wish to
bring in the buyers and sellers from the rice, grain and sugar industries together under one roof.
What can participants expect to see and do?
The participants coming as exhibitors will be able to display their product range and share information with the trade spe-cific visitors.
With so many industry shows, why should people attend ISRMAX?
After an extensive research we decided to correlate the three themes under one banner. We believe that the rice, grain and sugar agriculture industries are correlated for manufactures of plant machinery, the packag-ing industry, co-generation and fabricators.
What has been the biggest success so far?
This is a new concept and is bringing prosperous results so far. We have an in-house, fully trained marketing and advertising team working round the clock. We have achieved tremendous results so far and hope and wish to make this show a success.
ISRMAX Asia: ‘Focused approach on the entire value chain from pre-harvest to post-harvest’
Grain&feed millinG technoloGy44 | may - June 2012

The 14th ICC Cereal and Bread Congress will be jointly held by ICC
and CCOA. Under the theme of ‘Science and Technology Innovation for Healthy Cereals and Oils’, the objectives of the congress are: to present the state of worldwide knowledge on seven topics including grain storage and cereal processing;
• to build a forum for science and technology exchange and a platform for exhibition of achievements;
• to bring together worldwide participants in the field of cereals and oils to foster intellectual knowledge and integrate the international network;
• to encourage and stimulate the dialogue between academic sides and industries to accelerate the commercialisation of research findings.
Here, Dr Helmut Glattes, former Secretary General/CEO ICC, explains the ICC history.
Technical and industrial con-gresses were first organised dur-ing the ‘World Exhibitions’, in the mid-19th century. This new kind of exhibition allowed a country to present its industrial, cultural, and scientific achievements to a broad audience.
At the 5th World Exhibition, Vienna, 1873, as many as 12 dif-ferent congresses were held on topics such as medicine, metrol-ogy, cultural science etc. For the first time, the programme also featured inventions related to our field. New milling machines and milling products were displayed including the purifier invented by the Austrian Ignaz Paur and grain cleaning machines from the United States. The flour presented at this exhibition in 1873 was among the brightest of that time.
The independent history of the
International Cereal and Bread Congress itself, with which ICC has been inseparably linked since 1955, started about 70 years ago and has since developed its own dynamic and structure.
Highlights from recent years include:
In 1996, the 10th congress, was held in Porto Carras, Greece under the theme, ‘Cereals ´96 The Source and the Future of Civiliation’.
This congress was notable because it was the first time in the history of the Bread Congresses that a holiday resort was selected as congress venue. Apart from see-ing the latest technology applied in practice, the 800 participants also had the chance to go on sightsee-ing tours to the Greek landscape.
The 11th congress took place on Australia’s Gold Coast in 2000. The congress, which was run in conjunc-tion with the 50th Australian Cereal Chemistry Conference, was only the second of its kind to be held outside of Europe and the first in the southern hemisphere.
The congress included poster sessions and exhibitions in one room, joint lunches and happy hours at the end of the day. This brought the participants together closer than expected and encour-aged them to communicate inten-sively.
In 2004 the congress came to UK shores. At a time when cereal science communities around the world are reducing in size because of economic pressures, it was pleasing that nearly 300 par-ticipants from 38 different coun-tries were attracted to Harrogate, Yorkshire.
The theme ‘Using Cereal Science and Technology for the Benefit of consumers’, defined the ‘consumer’ as anyone who received or bought a product, including knowledge, for their use. This definition meant everyone involved in the grain chain became a potential consumer. The mix of activities reflected the theme in every aspect and provided a comprehensive review of scientific and technical knowledge.
14th ICC Cereal and Bread CongressBeijing International Convention Center, Beijing, China
Events Preview
Grain&feed millinG technoloGy may - June 2012 | 45
THE 7TH INDONESIA’S NO.1 LIVESTOCK, FEED, DAIRY AND FISHERIES
INDUSTRY SHOW
4 - 6 July 2012Jakarta Convention Center | Jakarta - Indonesia
Supported by
Media Partners
"Food Education Campaign"
ORGANISED BY Seminar
Directorate General of Livestock and Animal Health, Ministry of
Agriculture, Republic of Indonesia
Hosted by
Official Regional Publication
www.sdticampaign.com | www.indolivestock.com
Official Local Publication
The Second International Seminar on Animal Industry, Jakarta Convention Centre, 5 - 6 July 2012. Registration info at http://fapet.ipb.ac.id/~isaior C.P.: Dr. Despal (+6281381992708)
SEMINAR INFO Visitor Information
C
M
Y
CM
MY
CY
CMY
K
gfmt.pdf 1 5/8/12 10:10 AM
Senior-level executives and milling operatives won’t want to miss the IAOM Conference. It will keep you ahead of the game with sessions in:
Technical Operations | Employee Management Product Protection | Faciility Management
10100 W. 87th Street, Suite 306Overland Park, KS 66212 USAP: +1-913-338-3377 | F: [email protected]
www.iaom.info
Register Early to Save!
Discover the latest technologies and business solutions at the IAOM Expo!
IAOM 116th Annual Conference & Expo
May 7-11, 2012
THE DAVENPORT HOTEL & TOWER AND THE SPOKANE CONVENTION CENTER
SPOKANE, WASHINGTON USA
Photo by Ben Tobin/Spokane CVB

The Alltech 28th Annual International Symposium hosted nearly 3,000
delegates from 72 countries in Lexington, Kentucky, May 20-23, 2012. Those unable to attend could keep up with the latest happenings through live broadcasts and watch recorded seminars on the Alltech Ag Network and read blogs posts and interviews at www.alltech.com/blog.
The Great DebateThe Great Debate hosted
a panel of four of the sharpest minds representing all corners of the agriculture and food ecosys-tem. The debate cut through the hyperbole to get to the heart of what really matters when trying to feed a population of 9 billion people by 2050.
Hot topics included: Feeding nine billion people; Is Africa the new Brazil? What are the impli-cations of the African land grab? What’s next for biofuels?
Other topics included: Water - the fight for natural resources; protecting the rainforests; edu-cating urbanites about agricul-ture; dealing with groups hostile to agriculture; solutions to obes-ity; organic labels; malnutrition; what ‘local’ really means; what does the future hold for the four year-olds of today’s world.
Future food supply Tom Arnold, CEO, of
Concern Worldwide; Sean Rickard, senior lecturer in busi-ness economics, Cranfield University, UK; Dr Marcus Vinicius Pratini de Moraes, Former Minister of Agriculture and Food Supply of Brazil; and Tom Dorr, CEO of the U.S. Grains Council in Washington DC, USA each took to the stage
to discuss their ideas on what the future of agriculture and food supply will look like.
‘Food is back’The Great Debate experts
unanimously agreed that world hunger has declined dramati-cally over the past two decades. Arnold summed it up by saying, “In 1969 the world had about three billion people and about 25 percent of those three billion people were hungry. By 2004, the world had 6.3 billion people and 13 percent of that popu-lation were hungry.” Rickard agreed and explained that a key driver of meeting world food demand was the ability to get science and farmers together.
Arnold used the phrase ‘food is back’. He talked about how a large proportion of the world’s population has moved out of poverty.
Rickard referred to some pol-icies as ‘mad policies’ such as the Common Agricultural Policy in the EU and stressed the need to move towards smarter policies that consider the implications.
Pratini de Moraes addressed the need to move away from protectionism and trade rules that effectively end up costing agriculture and consumers mil-lions of dollars and eventually have a disproportionate effect on the availability of food.
Dorr suggested that the world should appreciate the fact that agriculture delivers 7.6 tril-lion meals a year and suggested that agriculture may be where the information technology industry was at in the 80s.
Commenting on the debate, Alltech Vice President, Aidan Connolly, summarised the key messages delivered, “modern agriculture needs to continue to embrace technology, innovation
and place an emphasis on education. We must recognize that we are going to face critical issues, particularly with regard to water shortages, and focus on the need for transparency.”
Feeding the nine billionThe Symposium concluded
with the pledge for continuous innovation in order to meet the agricultural challenge of feeding nine billion people by 2050. The Symposium highlighted the wide range of solutions available to society to meet this challenge.
Dr Ronan Power, vice presi-dent nutrigenomics, Alltech, began the closing session by providing a glimpse of a future where combating disease starts from the cell up. He used the analogy of a hydroelectric power plant to explain the mitochon-dria, which he referred to as the powerhouse of the human body. Human beings are living longer and as a result encountering dis-ease challenges of a mitochon-drial origin such as Alzheimer’s disease and diabetes.
He explained that, “energy comes at a cost and there are harmful emissions like mito-chondrial emissions or reactive oxygen species.” Dr Power said that biomarkers required to map changes in this area can now be identified. He said that the era of everyone having their own ‘doctor or laboratory on a chip’ is fast approaching.
The importance of Chinese culture
Dr Mark Lyons, vice presi-dent of Alltech, followed with an insightful overview on doing business in China, the largest feed market at 175 million tonnes per annum.
He explained the importance of Chinese culture and how
every single day Chinese people live out 5,000 years of history but are looking forward and not back. Agriculture is top priority for government as it contributes 10.9 percent of GDP in China and employs 39.5 percent of the labor force.
“China will be the largest economy in the world. It is only a question of when,” said Lyons.
He posed the question of how China is going to feed itself and the global implications of this for the agriculture and food industry. Food safety and food security are major issues while food cost is still a major driver for consumers. He concluded by saying, “China is the new New York, if you can make it there you can make it anywhere.”
Building a megabrandChief Marketing Officer of
Alltech, Catherine Keogh pre-sented on what it takes to build a megabrand and how the agriculture industry can tell its story to the consumer in a rapidly changing world. She said that agricultural brands and the industry as a whole need to consider the audience and how it can multiply these story telling opportunities and how the industry can win “the war of words and images.”
Keogh emphasised that suc-cessful companies will thrive on the basis of their stories. She said, “stories are how people connect, are what people remember, are how people learn and are what people share.”
Smart peopleFounder and President
of Alltech, Dr Pearse Lyons wrapped up the largest Alltech Symposium ever saying, “agri-culture needs more and more innovators. Surround yourselves with smart people, build small teams and this week we sur-rounded ourselves with 3,000 smart people”.
More inforMation:Christina Lombard, Communications Manager Europe and Asia, Alltech
Tel: +48 694 462 110Email: [email protected]: www.alltech.com
Events ReviewAlltech Symposium Review
46 | may - June 2012 Grain&feed millinG technoloGy

Beiji
ngBe
ijing
Beiji
ngwww.viv.net
September 23 - 25, 2012
VIVChina2012
Register now for
free entrance!
Your portal to China’s Feed to Meat trade
Beijing, China

PEO
PLE
Dr Chad Risley was recently named the
American Feed Industry Association’s 2012 Members of the Year. AFIA’s Member of the Year award is given to an individual who exhibited amazing support in helping the association achieve its
goals and objectives over the previous year. Dr Risley received the honour because of his work and dedication to the feed industry, which was bestowed during the recent annual meeting of AFIA’s Board of Directors.
Dr Risley is the general manager of Lucta U.S.A. Inc., where he is responsible for the day to day operations for Lucta U.S.A.’s three visions: feed additives, fragrances and flavors. Despite his commitment to Lucta, Dr Risley has always found the time to be an active member of AFIA.Dr Risley chaired AFIA’s Ingredient Approval and Definition Committee (IADC) from 2009-2010. Demonstrating his dedication to AFIA and his commitment to a successful feed ingredient industry, he volunteered
to chair the IADC for a second term, when the chair elect was unable to fulfill the roll. Dr Risley is also the IADC liaison for the AFIA Sustainability Initiative, leading the ‘Embracing Innovation’ work group.He was instrumental in leading the IADC in the completion of the Guide to the Ingredient Approval Process in the United States. The guide, which is in the final stage of review, was created to help the feed industry better understand the options for feed ingredient approval processes in the U.S. and can be used as a tool to determine which path best suits the new ingredient being developed. Showing yet his further support for AFIA, Dr Risley serves as a member of the Board of Directors. He is a member of the AFIA Nutrition Committee and serves on the non-ruminant subcommittee. When the Nutrition Council was evolving into a committee and member interest group, he chaired a redesign task force and accepted the role of chair in charge of implementing the plan. He volunteered to serve on AFIA’s newly established work groups for the Food Safety Modernization Act (FSMA), is a member of the Government Action Team and of the member interest groups for equine, international trade, pet food, purchasing and ingredient suppliers and quality.For his untiring efforts, support and strong leadership in finalising this important guide for AFIA and his leadership of the Ingredient Approval and Definition Committee, it is fitting that Dr Risley be this year’s recipient of the AFIA Member of the Year Award.
Martin Thomson has joined Schenck Process UK to become Director of the Light Industries International
Business Segment. Based at the Head Office in Doncaster, Martin is responsible for the sales development of the complete portfolio of products and services of the Schenck Process Group for the UK and Ireland in the key market sectors of Food, Plastics, Chemicals and Pharmaceuticals.
Martin Thomson is a graduate Engineer with an MSc in Bulk Powder Materials
Handling and was previously Sales Director of Kemutec. His extensive experience with major blue chip clients in the provision of innovative
process solutions will be of great benefit in his new role and he brings a wealth of knowledge to Schenck Process at an exciting time for the company.
Schenck Process UK acquired Clyde Materials Handling in February 2011 and together with the previous acquisition of Redler, the com-pany can now offer a comprehensive package of products and services for the weighing, feeding, movement and monitoring of bulk materials in a production facility. With UK based design and manufacturing facili-ties and a nationwide network of service engineers, Schenck Process can provide a unique range of services to the market.
Martin will be leading the UK and International Sales and Proposal team to further strengthen existing relationships and to gain new business in the developing sectors of the food, plastics, chemical and pharmaceutical industries with a range of new products for vacuum conveying systems and air filtration.
Martin Thomson joins Schenck Process UK to Head the Light Industries Sales team
INDUSTRY FACES
Martin Thomson
Dr Chad Risley Named AFIA Member of the Year
Dr Risley (middle) with Bill Barr and Joel Newman
Lallemand Animal Nutrition has announced that it has appointed Alun Faulkner as Country Manager, New
Zealand.
Alun will succeed Chris Whalley, the managing direc tor and founder of Lallemand’s New Zealand subsidiary, Vitec Nutrition, ahead of Chris Whalley’s planned retirement from full time employment later this year. Chris will continue to be
closely involved with the Vitec Nutrition business on a part-time basis providing nutritional and technical support to a number of key accounts.
Alun joins Lallemand from his current position as National Technical Services Manager for Viterra New Zealand, a role he has held since 2008. Alun holds a Masters in Poultry Science from the University of Natal and previously worked for seven years as a Nutritionist and Technical Manager for the integrated poultry producer Tegel Foods prior to the sale and transfer in 2008 of its ruminant and third party monogastric feed milling business to Viterra.Commenting on the announcement, Tim Pollock, Lallemand’s Regional Director for Australia, New Zealand and the UK, said, “Alun’s in depth nutritional expertise and knowledge of the New Zealand ruminant and monogastric markets will be invaluable to our feed industry and stock feed customers as we continue to develop our feed additive and forage product portfolio across New Zealand and the Pacific”.
Lallemand Animal Nutrition appoints Country Manager for New Zealand
Alun Faulkner
INDUSTRY FACESGrain&feed millinG technoloGy48 | may - June 2012


Innovations for a better world.
Vega – efficient cleaning, high throughput rate, and low energy consumption.
With its new solution for cleaning and classifying of wheat, rye, oat, rice, maize,
and barley Bühler combines several advantages in a single machine: a high
throughput rate, a compact and robust design as well as an easy exchange of
sieves. Furthermore, the machine has a considerably lower energy consumption
than comparable solutions on the market. For further information please visit
www.buhlergroup.com/vega
Vega – High Capacity
Grain Classifier.
Strong performance: Efficient sieve
motion and high accuracy in classifying
allow for excellent output on small
footprint.
Maximum flexibility: Product flow
and types of sieves are adaptable
for accurate processing of different
sorts of grain. Three machine sizes for
capacities from 15 t / h up to 200 t / h
are available – all with or without
aspirator.
Easy operation and maintenance:
Sieves can be exchanged quickly by
one single person thanks to access on
two sides of the sieve module.
Low energy consumption: Innovative
machine features reduce energy needs
by 50 % compared to similar machines.
Bühler AG, Grain Milling, CH-9240 Uzwil, Switzerland, T +41 71 955 11 11, F +41 71 955 66 11
[email protected], www.buhlergroup.com
BUH_GP_Inserat_MTVA_A4.indd 1 05.04.2012 09:31:16