
MICROENCAPSULATION BY SOLVENT …...MICROENCAPSULATION BY SOLVENT EVAPORATION ... ... 3
Maximizing the Production of Enriched Solvent Containing 81± 1(SE) wt% MeOH in
a Packed Distillation Column via Manipulation of Reboiler Heat Duty and
Tower Temperature
Prepared by
Pipe Dreams Distillation Services
For
Phones-For-All
Team Members
Kristin Ellis Breanna Lee
Jasmine Jones
October 5, 2016
1
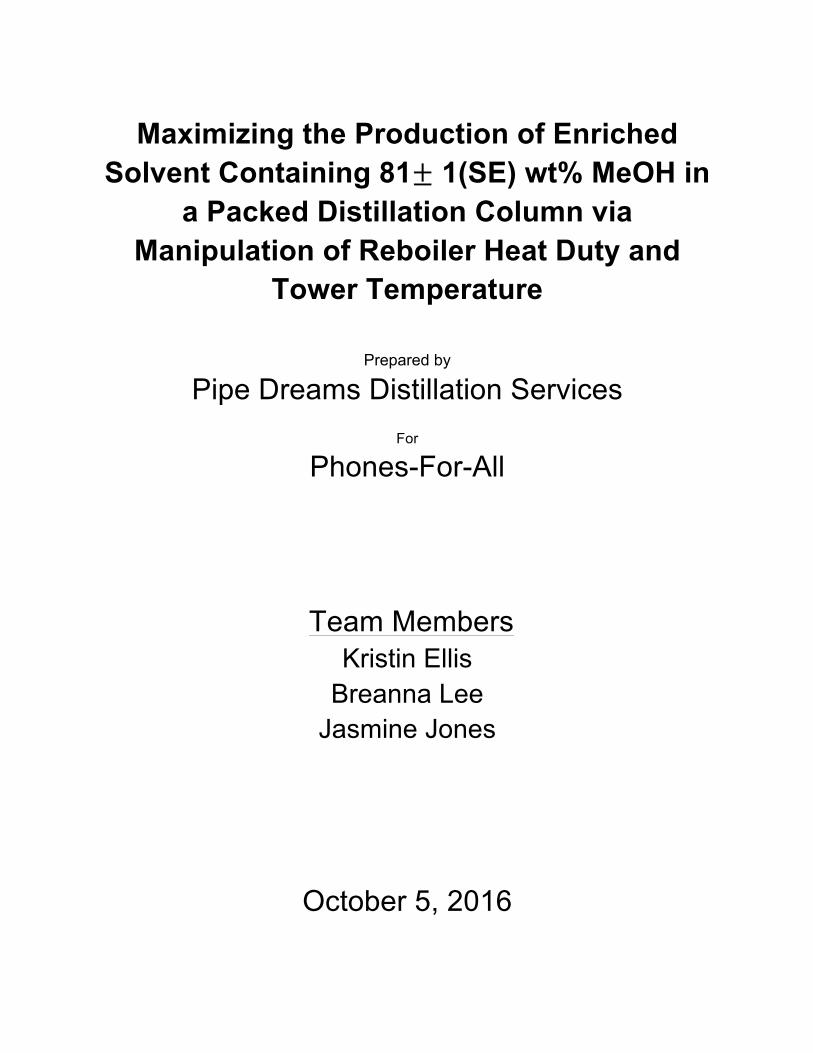
Figure1. Graph of Reboiler Heat Duty vs. MeOH Wt%
Summary Background During micro-fabrication of micro-assemblies, the utilization of a solvent is crucial for the application of flux and the removal of contaminants. Micro-assemblies are a component in microsystems, which perform sensing and actuation in electronics. It is important that micro-assemblies are void of imperfections to ensure proper operation; therefore solvent quality must be upheld. Purpose Recycling solvents in industry is advantageous both economically and environmentally. Mitigating the purchase of new solvent and paying for waste disposal reduce costs. The reduction of waste also has a direct positive effect on the environment, by eliminating potential hazardous chemicals from entering the atmosphere and nearby ecosystem. Design In this experiment, a packed distillation column was used to facilitate the purification of recycled methanol solvent. The reflux ratio and reboiler heat duty of a packed distillation column were manipulated in order to achieve a desired methanol solvent purity of 81±1 (SE) wt% at a maximized production rate. The feed flow rate was held constant at 38 degrees below the bubble point to limit the scope. VLE data was used to determine a target temperature for the top of the column, which corresponded to the desired distillate composition. Reflux ratio varied accordingly to control this temperature. At this point, the reboiler heat duty was varied to determine an optimal value for maximizing production of the solvent.
Results The experiment has shown that maintaining the top of column temperature at 155 °F with a reboiler heat duty of 321 ± 9.7 BTU/min is the most favorable condition to achieve the objective. Figure 1 displays methanol solvent weight percent as a function of the reboiler heat duty at a constant top of column temperature of 155 °F, with a varying reflux ratio.
2
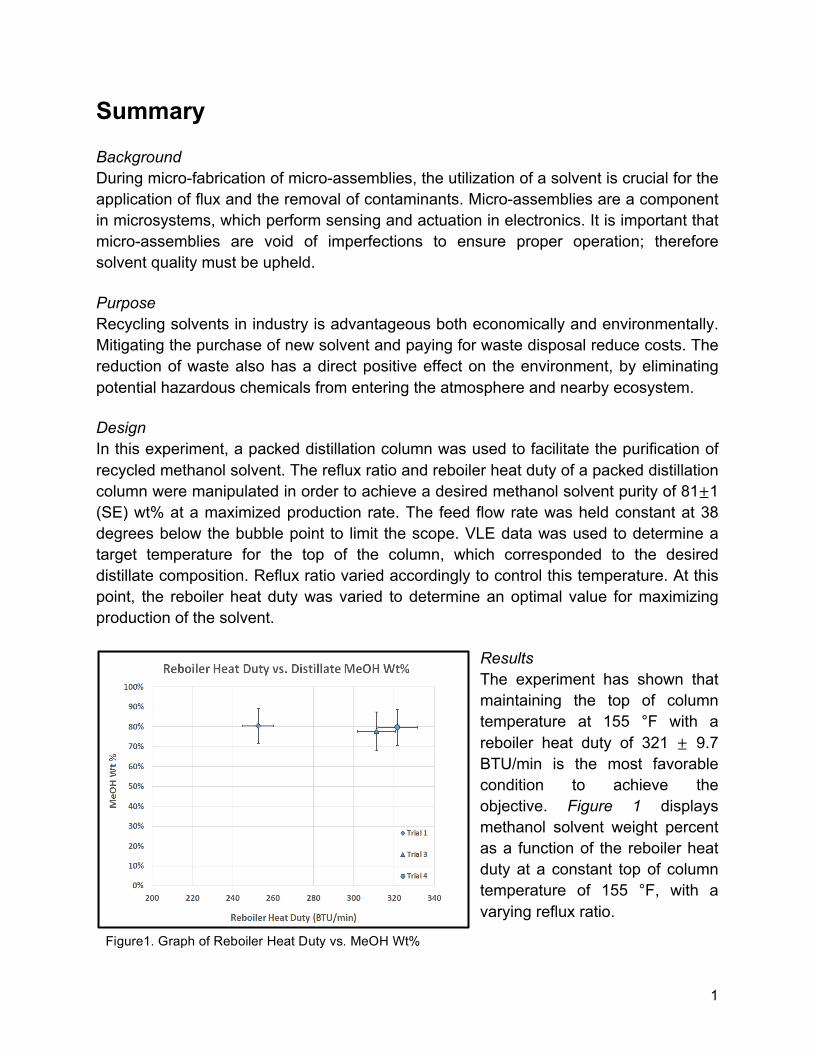
Figure2. Graph of Reboiler Heat Duty vs. MeOH Production
Figure 2 displays the methanol production as a function of the reboiler heat duty. At 321 ± 9.7 BTU/min, the corresponding MeOH distillate composition was (8000 ± 10) x 10!! weight%, which did not meet the target composition specification. Recommendations Because of concerns with the confidence limits, more tests are needed to confirm that the 321 ± 9.7 BTU/min is the overall optimal value for the system in place. Varying the top of column temperature, seeking to reach the target distillate composition consistently, and running the experiment at several reboiler heat duty values to develop a more credible trend with more data can achieve this.
3
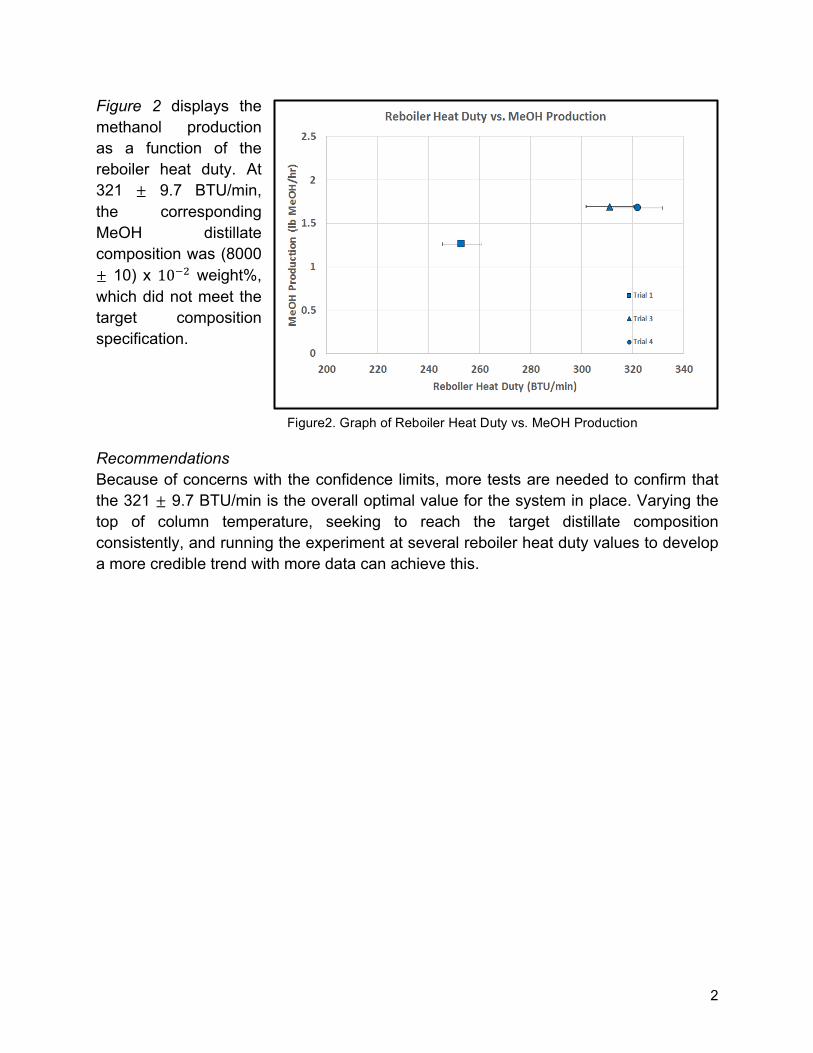
Figure3.Flow Meter vs. Vapor Velocity1
Introduction Phones-for-All, a cell-phone manufacturing company, has tasked New Pipe Dreams Distillation with maximizing the purity of methanol, a recycled solvent used in the application of flux and removal of contaminants from micro-assemblies. The goal is to maximize production while attaining a distillate composition of 81±1 (SE) wt% MeOH. A packed distillation column will be used to facilitate the separation. Successful separation will yield substantial cost reductions for Phones-for-All. More importantly, this process utilizes green engineering practices through the reutilization of resources. Recycling MeOH for solvent use opposed to using strictly regulated CFCs directly benefits the environment by reducing the potential for ozone depletion.
Theory The Packed Distillation Unit (PDU) contains a distillation column with steel packing to increase efficiency of the unit. Unlike in a tray distillation column where the vapor-liquid contact is stage-wise, in a packed column, the contact between phases is continuous. Vapor flows upward, whereas liquid flows downward. The gas and liquid boundary layers interface on the packing, maximizing the area for mass transfer to take place, which increases the rate of mass transfer. As a result, increased separation is produced. Because the packing is already in place, Pipe Dreams Distillation Services has limited the focus of the study. During experimentation two independent variables, reboiler heat duty and reflux ratio, will be accessed to determine the effects on distillate composition and the quantity of solvent produced. Reflux Ratio The reflux ratio is the ratio between the distillate flow rate and the reflux flow rate. Theoretically, solvent distillate recovery is maximized at operation near total reflux. However, from Figure 3, one can deduce that at higher reflux ratios, flow parameters will also increase. Therefore, a phenomenon, known as weeping, may occur within the column, which involves an excessive liquid rate. This produces a sharp drop in differential pressure across the column and poor
4
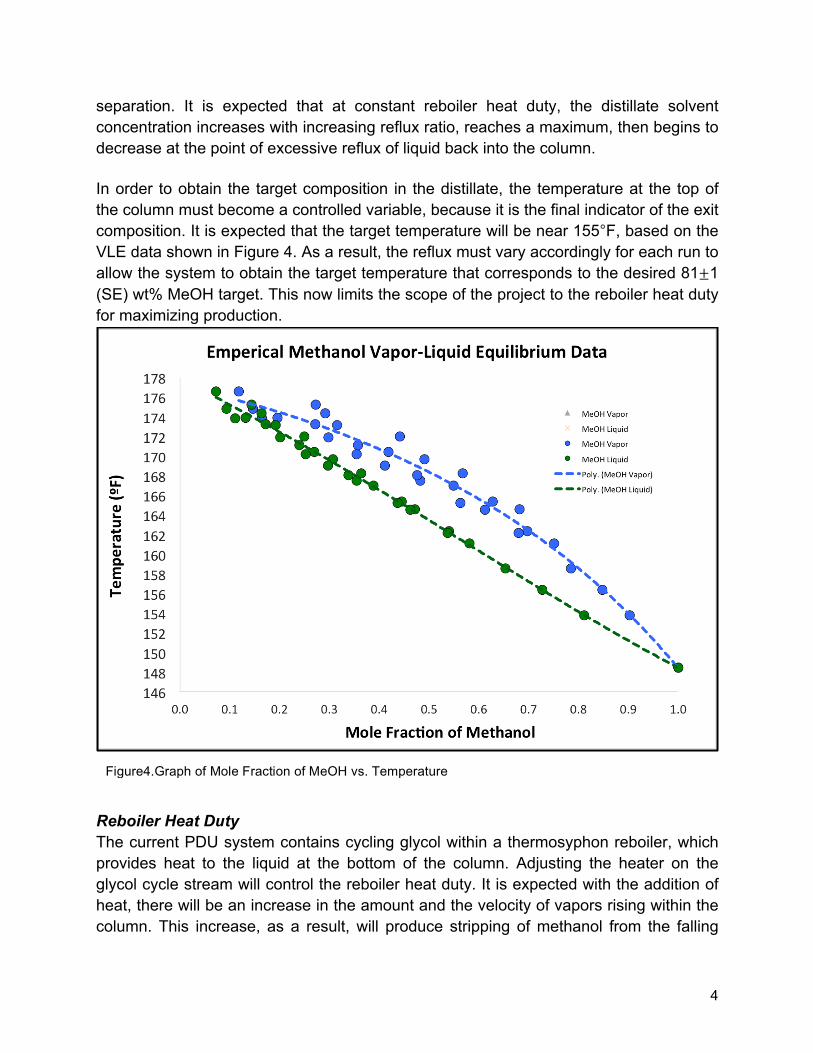
Figure4.Graph of Mole Fraction of MeOH vs. Temperature
separation. It is expected that at constant reboiler heat duty, the distillate solvent concentration increases with increasing reflux ratio, reaches a maximum, then begins to decrease at the point of excessive reflux of liquid back into the column. In order to obtain the target composition in the distillate, the temperature at the top of the column must become a controlled variable, because it is the final indicator of the exit composition. It is expected that the target temperature will be near 155°F, based on the VLE data shown in Figure 4. As a result, the reflux must vary accordingly for each run to allow the system to obtain the target temperature that corresponds to the desired 81±1 (SE) wt% MeOH target. This now limits the scope of the project to the reboiler heat duty for maximizing production.
Reboiler Heat Duty The current PDU system contains cycling glycol within a thermosyphon reboiler, which provides heat to the liquid at the bottom of the column. Adjusting the heater on the glycol cycle stream will control the reboiler heat duty. It is expected with the addition of heat, there will be an increase in the amount and the velocity of vapors rising within the column. This increase, as a result, will produce stripping of methanol from the falling

5
Figure 5. Reflux Ratio vs. Theoretical Stages4
liquid, which would generate more products. However, there are concerns for increasing the heat duty. Flooding is caused by increased entrainment, which is a condition when liquid is carried up the column by vapor. The increased vapor rate prevents the downward flow of liquid, which is necessary to attain separation. Because flooding also increases the column differential pressure, higher reboiler heat duties are expected to produce inefficient separation. Figure 2 displays the relationship between vapor velocity and column flow parameters, which includes liquid flow rate and kinetic energies of the vapors2. This indicates that flooding should be avoided to obtain desired solvent concentration. The empirical equation below is typically used to determine the differential pressure indicative of flooding:
𝛥𝑃𝑓𝑙𝑜𝑜𝑑 = 0.115𝐹𝑝0.7 (1) Where 𝐹!is the packing factor. However, for packing factors greater than 60, the flooding pressure drop can be considered at 2.0 in 𝐻!𝑂/𝑓𝑡 4. Another disadvantage of increasing the reboiler heat duty is excessive energy consumption. This can lead to substantial operating costs. Because Pipe Dreams Distillation strives to implement green engineering practices, caution is taken by operating at a lower reboiler heat duty range within safety limits. While maintaining an optimal pressure drop and consistent top of column temperature, production is expected to increase with increasing reboiler heat duty, capping at safety constraints on the column. Other Process Considerations The process fluid contains all polar compounds, therefore this system will be considered ideal. Raoult’s Law and Dalton’s Law will be combined to determine the bubble point of the feed (See Appendix - Sample Calculations). The feed temperature will be set 38� below the bubble point to ensure subcooled liquid conditions.

6
Figure6. Packed Distillation Schematic1
Experimental System Studied A pilot scale packed distillation column was used to study the separation of alcohols and water mixture. The distillation column consisted of Pro-Pak stainless steel packing; the stainless steel packing used has great strength and wettability. The packing is important in this experiment because the packing increases the surface area, and the increase in surface area help with creating a larger number of theoretical stages. A large number of theoretical plates provide better separation. Better separation supports the main objective of creating a distillate with a methanol composition of 81±1 (SE) wt%. The flow rate and reboiler heat duty will be manipulated individually to see the effect that each of the independent variables has on the dependent variables.
Apparatus/ Equipment Used The PDU distillation column 3’’ in diameter is used. It is constructed of Type 304 stainless steel. Inside the column, there are two packed sections that are 3’0’’ high. In each one of these sections there is 2’8’’ of PROPAK 0.24 of stainless steel packing. In addition to the distillation column, the unit consists of the reboiler, pump back reflux system, and total condenser, which is in Figure (3). This unit along with the distillation column was used to run the initial experiment. In order to control the temperature, level, and flow rates during the experiment, the Honeywell Experion PKS control system was used.
Methods of Chemical Analysis Pipe Dreams conducted a two-part study on Phones for All’s packed distillation tower. The first main objective was to achieve desired composition of MeOH in the distillate stream. The second was to produce as much distillate at this concentration as possible. Based on empirical VLE data, shown in Figure 4 the desired composition required for Phones for All resulted in an estimated tower temperature of 155°F. This tower temperature is the manipulated variable that controls the composition of the distillate.
7
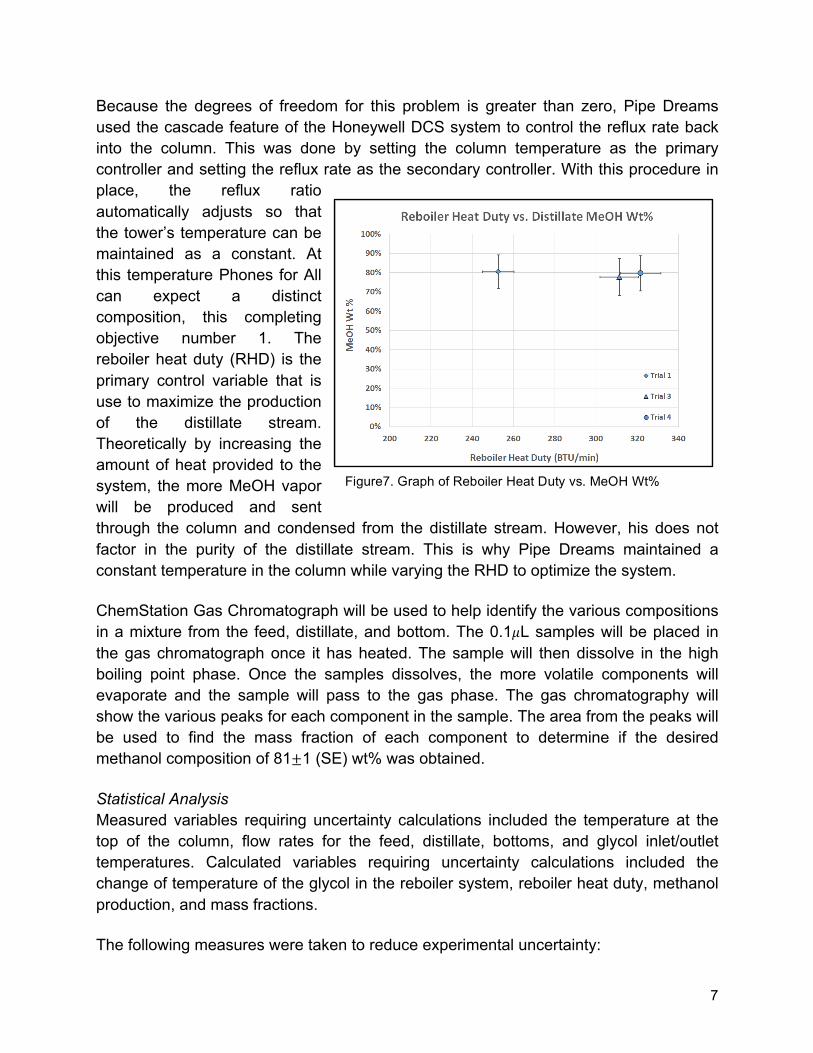
Because the degrees of freedom for this problem is greater than zero, Pipe Dreams used the cascade feature of the Honeywell DCS system to control the reflux rate back into the column. This was done by setting the column temperature as the primary controller and setting the reflux rate as the secondary controller. With this procedure in place, the reflux ratio automatically adjusts so that the tower’s temperature can be maintained as a constant. At this temperature Phones for All can expect a distinct composition, this completing objective number 1. The reboiler heat duty (RHD) is the primary control variable that is use to maximize the production of the distillate stream. Theoretically by increasing the amount of heat provided to the system, the more MeOH vapor will be produced and sent through the column and condensed from the distillate stream. However, his does not factor in the purity of the distillate stream. This is why Pipe Dreams maintained a constant temperature in the column while varying the RHD to optimize the system. ChemStation Gas Chromatograph will be used to help identify the various compositions in a mixture from the feed, distillate, and bottom. The 0.1𝜇L samples will be placed in the gas chromatograph once it has heated. The sample will then dissolve in the high boiling point phase. Once the samples dissolves, the more volatile components will evaporate and the sample will pass to the gas phase. The gas chromatography will show the various peaks for each component in the sample. The area from the peaks will be used to find the mass fraction of each component to determine if the desired methanol composition of 81±1 (SE) wt% was obtained. Statistical Analysis Measured variables requiring uncertainty calculations included the temperature at the top of the column, flow rates for the feed, distillate, bottoms, and glycol inlet/outlet temperatures. Calculated variables requiring uncertainty calculations included the change of temperature of the glycol in the reboiler system, reboiler heat duty, methanol production, and mass fractions. The following measures were taken to reduce experimental uncertainty:
Figure7. Graph of Reboiler Heat Duty vs. MeOH Wt%

8
● Flow meter readings for the feed, distillate, and bottoms were corrected through the use of formulas provided by Phones-for-All. See appendix.
● In determining the flow rates for material balances, an overall mean was
developed for each run. The ISO GUM quadrature equation (see below) was then used to compute standard uncertainty including random and bias error. The random error is derived using the standard error, based on the number of data points at a given run at a constant set of conditions.
(5) ● Uncertainty developed in the calculation of reboiler heat duty derives from
standard uncertainty with glycol temperatures and glycol flow. The glycol flow meter contains and 3% uncertainty at a full scale of 6 GPH. The glycol temperatures contain a +0.06 ∘F 𝛥𝑇bias, a 0.07∘F standard uncertainty, in addition to standard error. Once again, the quadrature equation is used to develop standard uncertainty. In this case, an Excel propagation macro is used to determine the standard uncertainty for the reboiler heat duty. A t-value was then computed using the Excel TINV function at degrees of freedom corresponding to the number of data points for a given run in order to determine the expanded uncertainty. This is repeated for each data point to create confidence limits. The goal is to achieve a 95% confidence interval.
● Glycol properties, specific heat capacity and specific gravity, will contribute to
standard in the reboiler heat duty calculation as well. The appropriate values must be interpolated according to vol%. A standard error is determined and used as uncertainty to be propagated into the reboiler heat duty calculation.
● For a given run, once the system has reached steady state, at least 3 samples
will be taken. From those samples, the GC will be used to determine weight fractions 3 times per sample. This generates random error, which is accounted for by calculating the standard error and using it in the quadrature formula. For composition profiles, confidence limits were being established in a similar manner. While using the GC, respective component response factors are used to calibrate weight fractions. The PDU operating manual provided uncertainty information for the response factors, and the standard error was used to determine standard uncertainty for the areas for each component. The propagation macro was then used to determine the standard uncertainty for the

9
Figure 8. Graph of Reboiler Heat Duty vs. MeOH Wt%
composition. Derivatives and degrees of freedom were found, leading to a t-value and the expanded uncertainty.
● The graphs generated received error bars based on the expanded uncertainty
calculations.
Results
As shown in Figure 8 to the left, each trial represents a different heat duty load on the reboiler, while on the y-axis the corresponding mass fraction of MeOH in the distillate stream is shown. The goal specification that was provided by Phones- for- all was 81 ± 1(SE) wt% MeOH; furthermore, the two trials that fell the closest to this ideal range were Trials 1 and 3.
The next factor that Pipe Dreams studied was maximizing the production of Methanol in the distillate stream at this desired composition. The amount of distillate produced depended on both the amount of vapor off the top of the tower (determined by the RHD) and the amount of distillate that was being recycled back into the system. This recycle stream is known as “reflux.” While increasing the amount of reflux does increase the purity of Methanol in the distillate stream, it consequently lowers the amount of distillate that is being pumped to the storage tank. Figure 9 to the right, displays the various reboiler heat duties
Figure 9. Graph of Reboiler Heat Duty vs. MeOH Production
Figure8. Tower Temperature vs. MeOH Wt%

10
Table 1. Reboiler Heat Duty Temperatures Comparison
graphed versus the mass flow rate of MeOH that is going to storage. Theoretically, there should be a positive relationship between the reboiler heat
duty and the distillate flow rate. The results of the disregarded trial 2 showed that the reboiler heat duty with an inlet glycol temperature of 210°F produced the highest distillate flow rate to storage. However, this can be attributed to the inadvertent recycling of the distillate tank contents back into the feed stream. Table 1 gives the final results of Pipe Dreams experiment on the packed distillation tower.
Top of Tower Temperature: 155°F
Reboiler Heat Duty
Temperature (°F)
206 210 214 216
Distillate Mass Fraction 0.805 0.816 0.787 0.797
Reflux Ratio 1.857 0.719 1.974 2.087
Distillate Flow Rate (lb/hr) 1.569 2.727 2.148 2.109
Methanol Flow Rate
(lb MeOH/hr) 1.264 2.224 1.691 1.680

11
Discussion The maximum production of solvent purity for MeOH at 81±(SE) was indeed reached by varying the glycol heater and letting the reflux ratio cascade in order to obtain the top of the column temperature of 155°F. Through experimentation, the glycol heater being set to 210°F gave the highest distillate flow rate of 2.73!"
!! as well as the desired distillate
purity for MeOH with a mass fraction of 81.6%. As seen above in Table 1, a top of the column temperature of 155°F and a glycol heater temperature of 206°F yield a distillate purity for MeOH with a mass fraction of 80.5%, but the distillate flow was 1.57 !"
!!. At a
temperature of 216°F, it is seen that the desired solvent purity was a mass fraction of 79.7%, and the distillate flow rate was 2.11!"
!!.
Ideally more distillate will be created when more heat is put into a column, but the conclusion from above states different. So, this observation caused the team to take a further look into probable sources of experimental errors, and two errors that came to mind are as follows: Gas Chromatography (GC) and Distillate being Fed into the Feed. The first experimental error that could have affected the conclusion is the gas chromatography. It was observed that when different operators placed the sample inside of the GC more peaks appeared and sometimes the retention times were a bit different from usual runs. In order to reduce errors with the GC, one operator was used per day, and the operator followed the pre-injection steps located in the GC techniques manual. The second experimental error was the issue with the distillate being fed back into the feed tank on the day that the glycol heater was set to 210°F, and the optimal top of the column temperature was also found. On the day that the glycol heater was run at 210°F, there was a mole fraction of 55% of methanol in the feed as opposed to 38% on the day that the glycol heater was run at 216°F. The mole fraction in the feed being so high influenced the high mole fraction of methanol in the distillate as well. Due to time, the glycol heater at 210°Fwas not rerun, but moving forward, the run should be completed with mole fraction of feed for methanol around 38% to see if in fact it yields the maximum production of methanol at the solvent purity of 81± 1(SE). After this new run at 210°F is completed, the results should show that the optimal conditions to reach the goal set by Phones-For-All would be an inlet glycol temp of 216°F, producing the high highest output in!"
!! from each trial. The experimental error is due to
the distillate being fed into the feed, and checking the feed compositions before starting a run for the experimental day can reduce it.
12
Based on the experiment, there is no reliable evidence to support that the desired purity and maximum production of methanol was achieved at 210°F. As stated above, the temperature of the glycol heater at 206°F showed that it did yield the desired solvent purity for methanol, but it did not produce the maximum production of methanol. However, the glycol heater temperature at 216°F gave the maximum production, but it is not the desired target for purity. In conclusion, if maximum production of methanol at a solvent purity lower than desired is the preference then the temperature of 216°F is the best choice. If the solvent purity is the main focus, but the production of methanol is less then pick the temperature at 206°F.
13
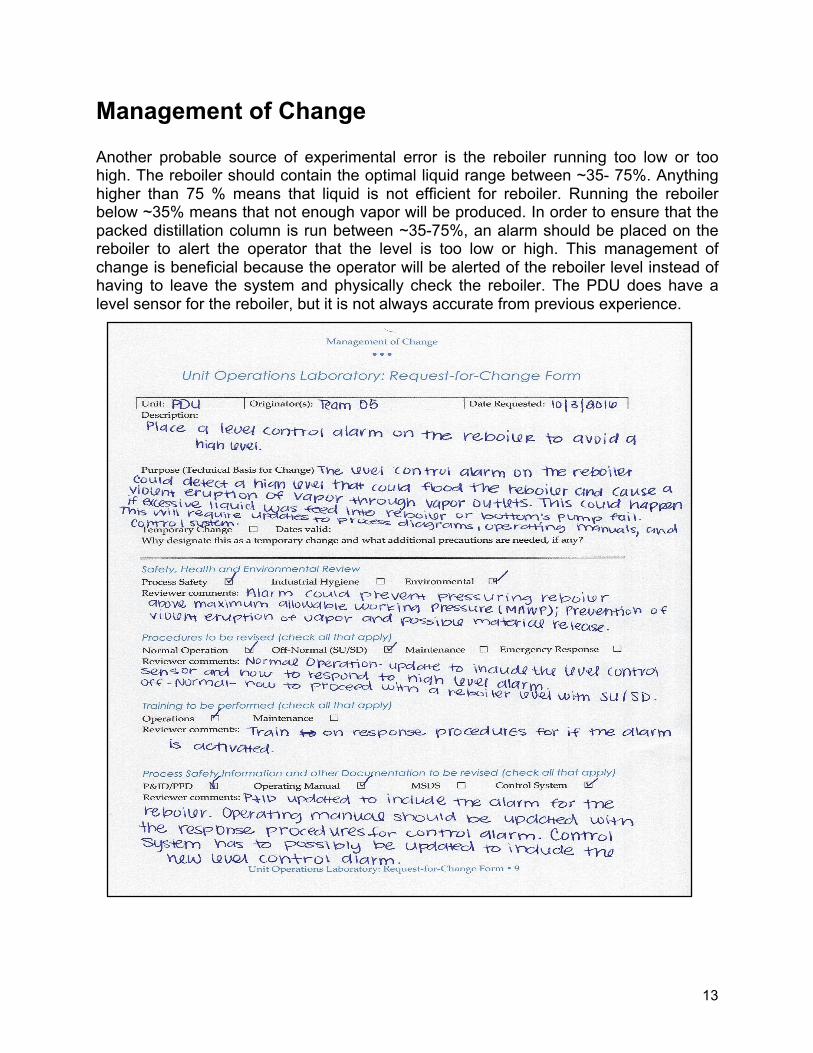
Management of Change Another probable source of experimental error is the reboiler running too low or too high. The reboiler should contain the optimal liquid range between ~35- 75%. Anything higher than 75 % means that liquid is not efficient for reboiler. Running the reboiler below ~35% means that not enough vapor will be produced. In order to ensure that the packed distillation column is run between ~35-75%, an alarm should be placed on the reboiler to alert the operator that the level is too low or high. This management of change is beneficial because the operator will be alerted of the reboiler level instead of having to leave the system and physically check the reboiler. The PDU does have a level sensor for the reboiler, but it is not always accurate from previous experience.

14
Nomenclature PDU: Packed Distillation Unit [-] MeOH: Methanol [-] Wt%: Weight percent [-] xi : Weight percent, mass fraction [-] ni : Mole fraction [-] 𝑅!"#: Minimum reflux ratio [-] Reflux Ratio: Flow of reflux ÷ flow of distillate out [-] Reflux: Portion of the distillate flow recycled back into the top of the column [gph] RHD: Reboiler Heat Duty [BTU/min] D: Distillate flow rate: vapor from the top of the tower that has been condensed [gph] F: Feed flow rate [gph] B: Bottoms flow rate [gph] RFi : Response factor [-] SE: Standard error [wt% MeOH] 𝑁 : Ideal plates [-] 𝐻𝐸𝑇𝑃: Height equivalent of a theoretical tray [feet] 𝛥𝑃𝑓𝑙𝑜𝑜𝑑: Differential pressure indicative of flooding [inches of water/ft of packing] 𝑍: Required height of packing [feet] DOF: Degrees of freedom [-]
15
Literature Cited
1. "Distillation." (n.d.): n. pag. University of Florida. Unit Operations Lab. Web. 12 Aug. 2016. <http://www.che.ufl.edu/unit-ops-lab/experiments/Distillation/Distillation-theory.pdf>.
2. Fair, J. “Distillation” Handbook of Separation Process Technology. Rousseau, R.
USA: Wiley-Interscience, 1987. Pages 229-339.
3. Geankopolis, C.J. Transport Processes and Separation Process Principles. USA: Prentice Hall, 2003.
4. McCabe, Warren L., and Julian Smith C. "Gas Absorption." Unit Operations of
Chemical Engineering. 7e ed. New York: McGraw-Hill, 2014. 573. Print.
5. Toups, H. Workshop Day 2.

16
Reporting Responsibilities
Final Report Deliverable Lead Author
Introduction, Summary, Theory
Breanna Lee
Results Kristin Ellis
Discussion Jasmine Jones
Experimental All members contributed
Management of Change
Kristin Ellis, Jasmine Jones

17
Appendix
● Calculations
● Management of Change Document
Microsoft Excel Worksheet(code)


















