Mathematical Programming Models and Solution Strategies...
208
1 Mathematical Programming Models and Solution Strategies for the Synthesis of Process Systems Ignacio E. Grossmann Center for Advanced Process Decision-making Dept of Chemical Engineering, Carnegie Mellon University Pittsburgh, PA 15213 PASI 2011 Angra do Reis, R.J., Brazil July 19-29, 2011
Transcript of Mathematical Programming Models and Solution Strategies...
1
Mathematical Programming Models and Solution Strategies for theSynthesis of Process Systems
Ignacio E. GrossmannCenter for Advanced Process Decision-making
Dept of Chemical Engineering,Carnegie Mellon University
Pittsburgh, PA 15213
PASI 2011Angra do Reis, R.J., Brazil
July 19-29, 2011

22
Sheppard, Socolow (2007)
- Sustainability and energy have recently emerged as key problems
Sustainability and Energy systems

33
Water scarcity
Design of Sustainable Processes requires Process Synthesis Techniques

4
Design: The creation of something in the mind.
Webster Dictionary
Design: a plan or drawing produced to show the look and function or workings of something before it is built or made
Oxford Dictionary
Design or Synthesis?
Synthesis: invention of new systems, configurations
Synthesis: the combination of components to form a connected whole
Oxford and Webster
Goal: Optimal Design

5
Major Areas: Process Systems Engineering
Oxygen
Air
Ethylene
Chlorine
Vinyl Chloride
Hydrogen Chloride
Ethylene Dichloride
Ethylene Dichloride
Water
Flash
Direct Chlorination
Oxychlorination
Low P
High P
Purge
Hydrogen Chloride
Design
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t+Nt-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t+Nt-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t+Nt-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t+k|t)
y(t+k|t)
w(t+k|t)
t-1 t+1 t+kt ......
N
u(t)
w(t)
u(t+k|t)
y(t+k|t)
y(t)
w(t+k|t)
t+N
Control
Operations
Plants MarketsDistribution
centers
SynthesisKey Problem

6
Process Synthesis
?
Phenomena to exploit?Equipment to implement?Interconnections?
Given inputs and desired outputs:
Inputs Outputs
The generation of process flowsheet alternatives(Rudd, Powers, Siirola, 1973)

7
Subsystems
- Heat exchanger network synthesis
- Separation systems: Distillation systems
- Reactor networks
- Reaction pathways
- Steam and Power plants
- Water networks, mass exchange networks
Process flowsheets
Basic representations
Basic methodologies

8
600
500
400
300
H1
H1 + H2
Min Heating 600KW
Min Cooling 2250kW
Composite Hot
C2
C1+C2
C1
Composite Cold
HRAT=20K PINCH!! (540-520)
Target min heating/min cooling
Pinch Analysis – Heat exchanger networks(Hohmann, Linnhoff)

9
A
BC
F
ABC
BC
BC-Azeo
Product Azeotrope
Mass BalanceDistillation Boundary
Distillation boundaries - Azeotropic Distillation
ABC
ABC
BC
AB
BC
A
B
B
Azeotrope
C
(Doherty, Perkins)

10
Attainable region - Reactor Networks(Glasser, Hildebrandt)
CSTR
PFR

11
• Evolutionary Search– Start with base case (Stephanopoulos, Westerberg)
• Systematic Generation– Means-Ends Analysis (Siirola, Powers)– Hierarchical decomposition (Douglas)
• Superstructure Optimization– NLP optimization (Sargent, Gaminibandara)– MINLP, Generalized Disjunctive Programming (Grossmann)
Subsystems and Process Flowsheets

12
Input-Output Level
Recycle System
Separation Synthesis
Heat Recovery
Batch vs Continuous
Hierarchical decompositionDouglas (1988)

13
Math Programming Approach to Process Synthesis
1. Develop a superstructure of alternative designs
2. Develop an NLP or (MINLP, GDP) model toselect topology and parameters of design
3. Solve NLP or (MINLP, GDP) model to extract optimumdesign embedded in superstructure
NLP = Nonlinear ProgrammingMINLP = Mixed-integer nonlinear programmingGBD = Generalized Disjunctive Programming

1414
Postulating superstructureCapturing all the alternativesUnderstanding implications for modeling
Model formulationPredicting performance: equationsCapturing logic: constraints
Solution algorithmExponential behavior due to combinatoricsOvercoming nonconvexities
Challenges
15
1
2
3
4
5
6
7
9
11
10
12
13
T1
T2
T3
T4
T5 T7
T8
T9
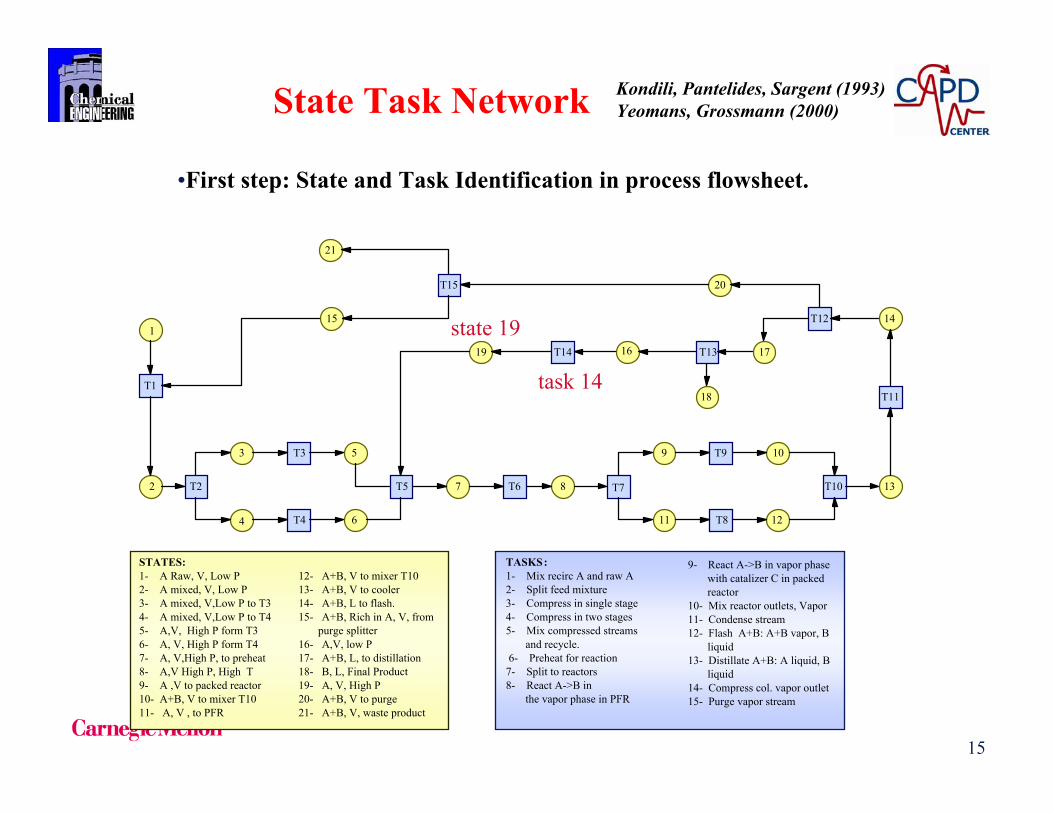
STATES: 1- A Raw, V, Low P 2- A mixed, V, Low P 3- A mixed, V,Low P to T3 4- A mixed, V,Low P to T4 5- A,V, High P form T3 6- A, V, High P form T4 7- A, V,High P, to preheat 8- A,V High P, High T 9- A ,V to packed reactor 10- A+B, V to mixer T10 11- A, V , to PFR
15 T12
T13
12- A+B, V to mixer T10 13- A+B, V to cooler 14- A+B, L to flash. 15- A+B, Rich in A, V, from purge splitter 16- A,V, low P 17- A+B, L, to distillation 18- B, L, Final Product 19- A, V, High P 20- A+B, V to purge 21- A+B, V, waste product
TASKS: 1- Mix recirc A and raw A 2- Split feed mixture 3- Compress in single stage 4- Compress in two stages 5- Mix compressed streams and recycle. 6- Preheat for reaction 7- Split to reactors 8- React A->B in the vapor phase in PFR
9- React A->B in vapor phase with catalizer C in packed reactor 10- Mix reactor outlets, Vapor 11- Condense stream 12- Flash A+B: A+B vapor, B liquid 13- Distillate A+B: A liquid, B liquid 14- Compress col. vapor outlet 15- Purge vapor stream
8T6 T10
T11
14
19
18
17T14 16
20
21
T15
state 19
task 14
State Task Network
•First step: State and Task Identification in process flowsheet.
Kondili, Pantelides, Sargent (1993)Yeomans, Grossmann (2000)

16
REACTOR 2:A-cat->B
COMPRESSOR 1
COMPRESSOR 2
FLASH
COLUMN
REACTOR 1:A-->B
PRE-HEATERCOOLER
FEED
PRODUCT
OTOE Assignment for STNPredetermined Equipment Assignment: One Task One Equipment

17
13
T11
141
2
3
4
5
6
7
9
11
10
12
T1
T2
T3
T4
T5 T7
T8
T9
20
T12
T13
8T6 T10
T1419
18
1716
15
21
T15
VTE Assignment for STN
Assignment left over for optimization: Variable Task Equipment

18
VTE:
Compress Recycle-or-Compress Feed
Equipment Tasks
Preheat feed to reactor-or-Cool reactor outlet-or-Vaporize recycle from distillation
React A-->B (liquid phase)-or-React A-cat->B in packedreactor (vapor phase)
1 stage 2 stage
state iequipment j
FEED
PRODUCT
State Equipment Network (SEN)
19
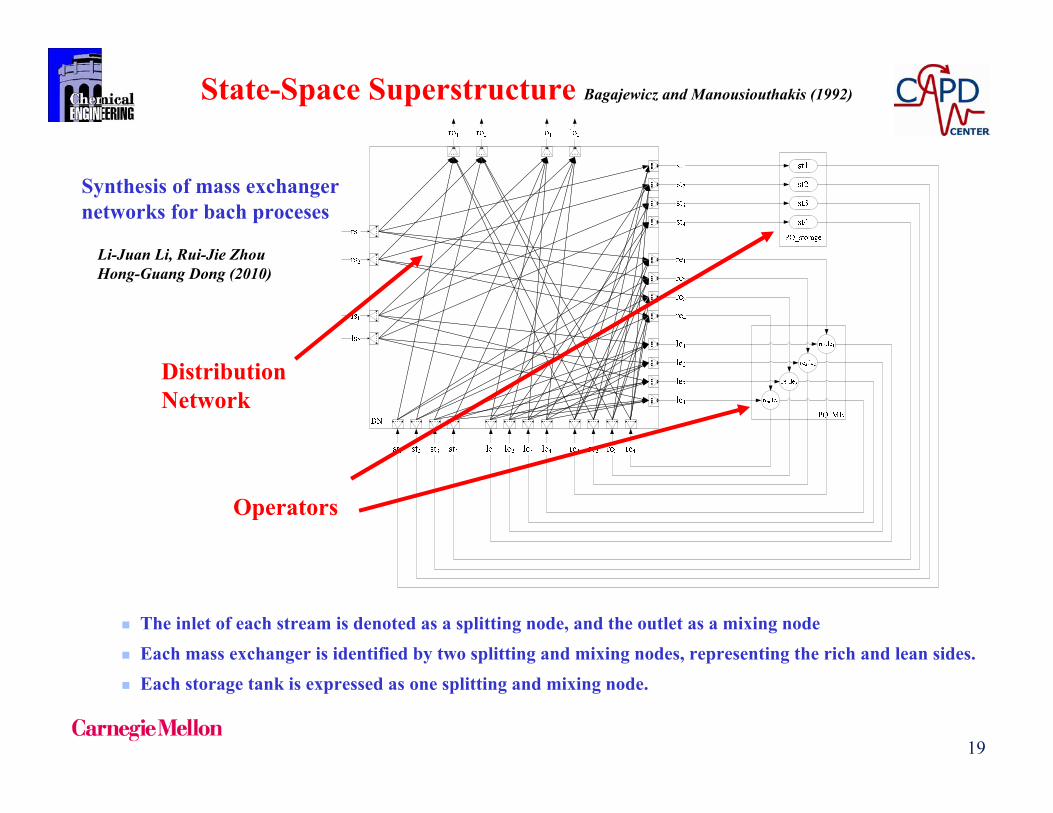
State-Space Superstructure Bagajewicz and Manousiouthakis (1992)
The inlet of each stream is denoted as a splitting node, and the outlet as a mixing node Each mass exchanger is identified by two splitting and mixing nodes, representing the rich and lean sides. Each storage tank is expressed as one splitting and mixing node.
Synthesis of mass exchanger networks for bach proceses
Li-Juan Li, Rui-Jie ZhouHong-Guang Dong (2010)
DistributionNetwork
Operators
2020
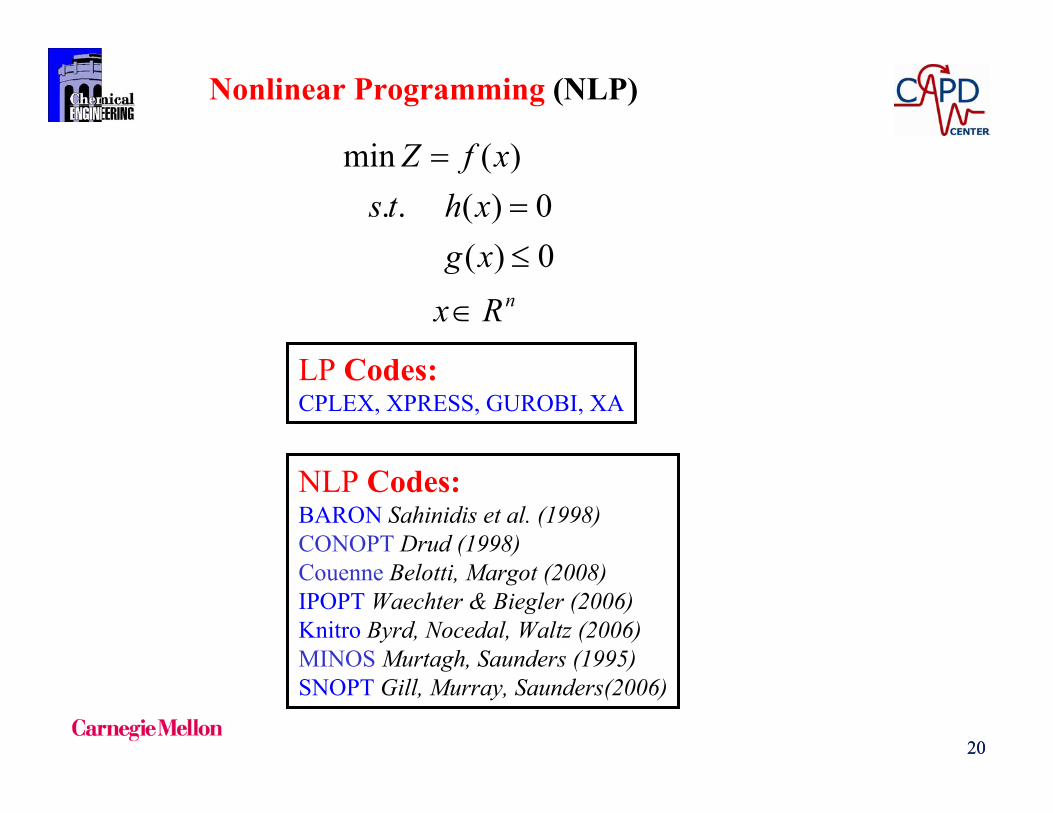
nRxxgx hts
xfZ
0)(0)( ..
)(min
Nonlinear Programming (NLP)
LP Codes:CPLEX, XPRESS, GUROBI, XA
NLP Codes:BARON Sahinidis et al. (1998)CONOPT Drud (1998)Couenne Belotti, Margot (2008)IPOPT Waechter & Biegler (2006)Knitro Byrd, Nocedal, Waltz (2006)MINOS Murtagh, Saunders (1995)SNOPT Gill, Murray, Saunders(2006)
2121
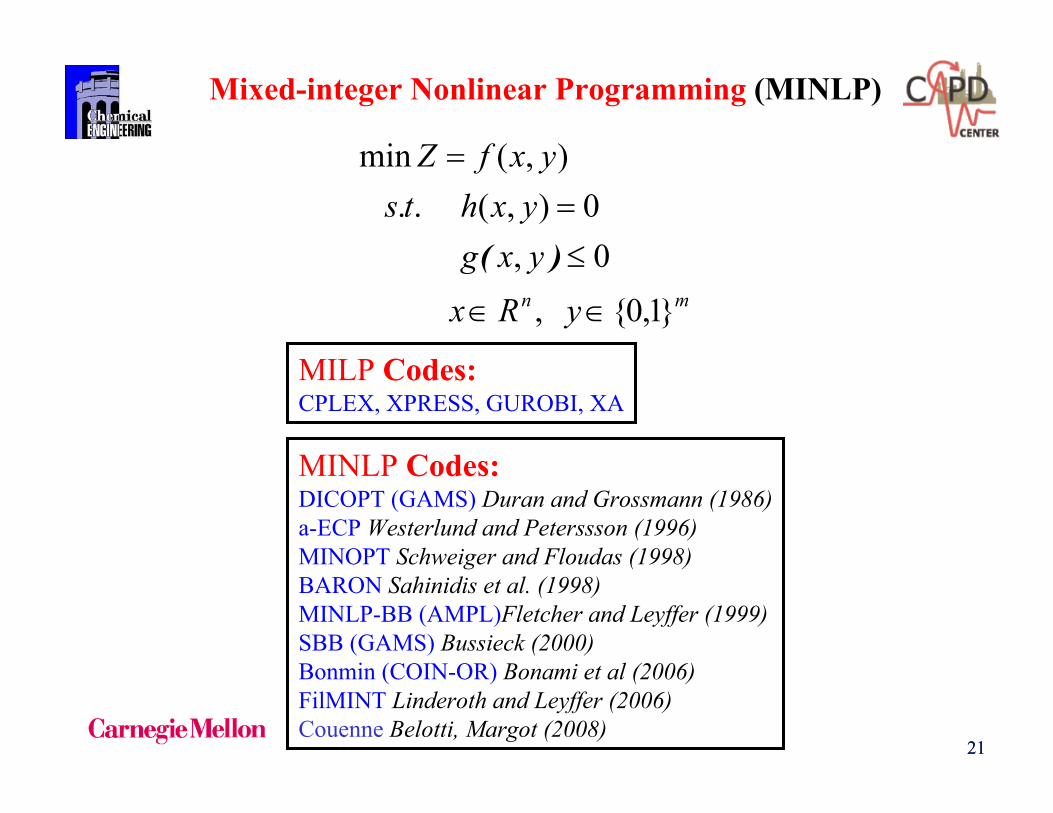
mn yRxyxgyx hts
yxfZ
1,0,0,
0),(..),(min
)(
Mixed-integer Nonlinear Programming (MINLP)
MILP Codes:CPLEX, XPRESS, GUROBI, XA
MINLP Codes:DICOPT (GAMS) Duran and Grossmann (1986)a-ECP Westerlund and Peterssson (1996)MINOPT Schweiger and Floudas (1998)BARON Sahinidis et al. (1998)MINLP-BB (AMPL)Fletcher and Leyffer (1999)SBB (GAMS) Bussieck (2000)Bonmin (COIN-OR) Bonami et al (2006)FilMINT Linderoth and Leyffer (2006)Couenne Belotti, Margot (2008)

2222
1
min
0
0
kk
jk
jkk
k jk
nk
jk
Z c f (x )
s.t. r(x )
Y
g (x ) k K j J
c γ
Ω Y true
x R , c RY true, false
Boolean Variables
Logic Propositions
Disjunctions
Generalized Disjunctive Programming (GDP)Raman, Grossmann (1994)
23
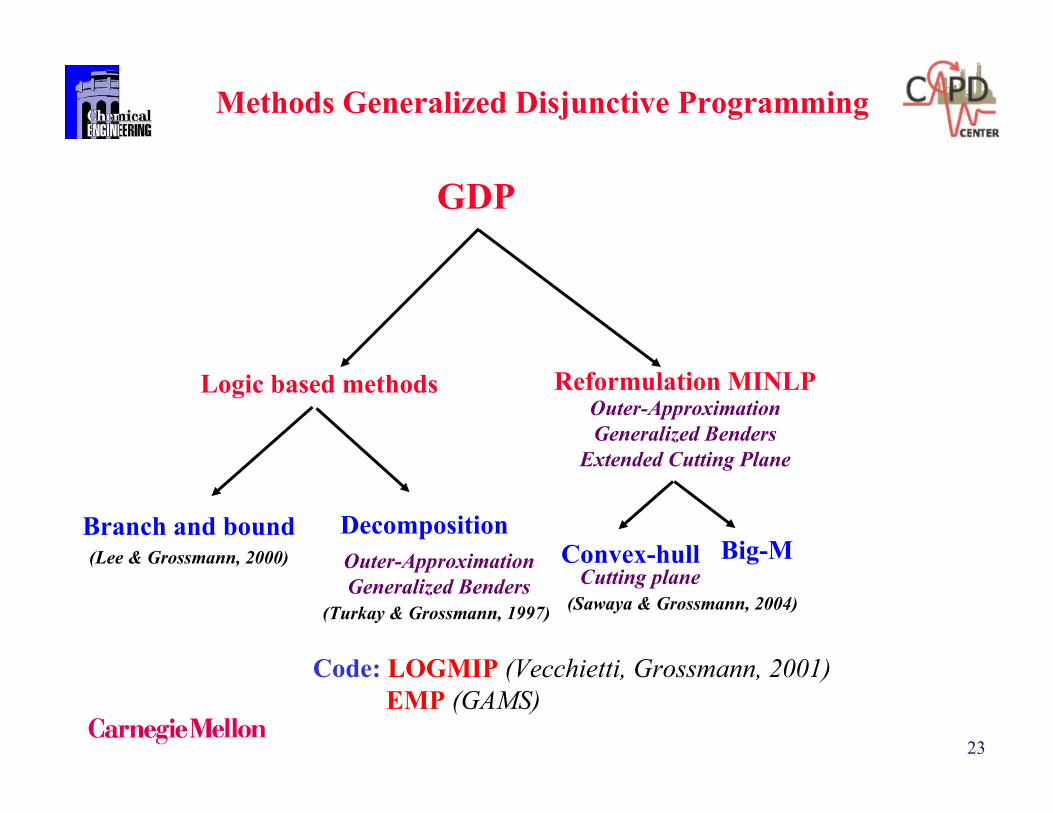
GDP
Logic based methods
Branch and bound(Lee & Grossmann, 2000)
DecompositionOuter-ApproximationGeneralized Benders
(Turkay & Grossmann, 1997)
Reformulation MINLPOuter-ApproximationGeneralized Benders
Extended Cutting Plane
Methods Generalized Disjunctive Programming
Convex-hull Big-MCutting plane
(Sawaya & Grossmann, 2004)
Code: LOGMIP (Vecchietti, Grossmann, 2001)EMP (GAMS)
2424
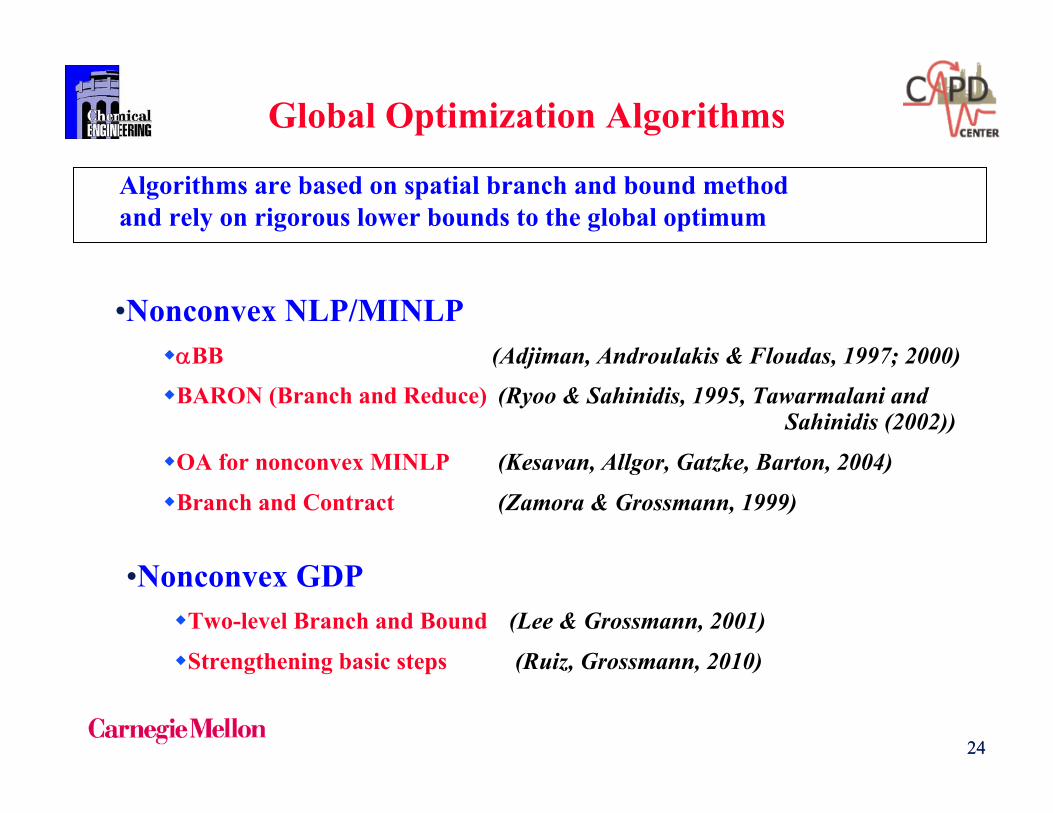
Global Optimization Algorithms
Algorithms are based on spatial branch and bound methodand rely on rigorous lower bounds to the global optimum
•Nonconvex NLP/MINLPBB (Adjiman, Androulakis & Floudas, 1997; 2000)
BARON (Branch and Reduce) (Ryoo & Sahinidis, 1995, Tawarmalani and Sahinidis (2002))
OA for nonconvex MINLP (Kesavan, Allgor, Gatzke, Barton, 2004)
Branch and Contract (Zamora & Grossmann, 1999)
•Nonconvex GDPTwo-level Branch and Bound (Lee & Grossmann, 2001)
Strengthening basic steps (Ruiz, Grossmann, 2010)
2525
Types of Models
Aggregated models High level representations => synthesis problem greatly simplifiedTransshipment model HENS/MENS (Papoulias, Grossmann, 1983; El-Halwagi, Maniousiouthakis, 1989)Distillation Sequences (Papalexandri, Pistikopoulos, 1996; Caballero, Grossmann, 1999)Reactor networks (Balakrishna, Biegler, 1992; Kravanja, Bedenik, Pahor, 2003)
Short cut modelsDetailed superstructures with cost optimization but simple performance modelsHENS: (Yee at al., 1990; Ciric and Floudas, 1991)Distillation sequences: (Aggrawal, and Floudas, 1990; Yeomans and Grossmann, 1998)Process flowsheets: (Kocis and Grossmann, 1989; Türkay and Grossmann, 1996; Lee et al, 2003)
Rigorous models Detailed superstructures with rigorous and complex modelsSynthesis of distillation sequences Bauer, Stichlmair (1996,1998), Smith and Pantelides (1995), Yeomans, Grossmann (2000), Barttfeld, Aguirre, Grossmann (2004), Caballero, Milan-Yanez ,Grossmann (2005)

2626
1
2
3
4
5
6
H1
H2
H3
H4
C2
C1
QFuel
R 1
R 2
R 3
R 4
R 5
Q LP
Q HP
2000
1800
1000
800
3600
2000
2000
3500
2000
2000
3500
3500
47009000
9000
2500
2500
2500
4500
3000
14500
18000
Q CW
4700
10500
11600
5600
Aggregate Model: Transshipment Model for Heat Flows
Unknowns:a) Utility loadsQFuel, QHP, QLP, QCW
b) Heat residuals:R1,…R5

2727
Known parameters: heat contents of hot stream i and cold stream j in interval kcm, cn unit costs of hot utility m and cold utility n
Variables: heat loads of hot utility m and cold utility nRk heat residual exiting interval k
,H Cik jkQ Q
,S Wm nQ Q
HikQ C
jkQ
SmQ W
nQ
Rk-1
Rk
Interval k
LP transshipment model
1
1
min
0, 0, 00
k k k k
S Wm m n n
m S n W
S W H Ck k m n ik jk
m S n W i H j C
S Wk m n
K
C c Q c Q
st R R Q Q Q Q
R Q QR R
Linear Program

28
Fcp (MW/C) Tin(C) Tout(C) H1 1 400 120 H2 2 340 120 C1 1.5 160 400 C2 1.3 100 250
420 400 340 180 120
400 380 320 160 100
H1
H2
int 1
int 2
int 3
int 4
C1
C2
250
H1 H2 C1 C2
30 90 240 360
60 160 60 280
320 120 440
117 78 195
Heat contents (MW)Temperature intervals (K)
Example: 2 hot/2 cold

29
min Z = Qs + Qw s.t. R1 - Qs = -30 R2 - R1 = -30 R3 - R2 = 123 Qw - R3 = 102 Qs , Qw , R1 , R2 , R3 ≥ 0
Qs = 60 MW, Qw = 225 MW,R1 = 30 MW, R2 = 0, R3 = 123 MWR2 = 0 => pinch point at 340-320C
LP Transshipment:

30
Synthesis of Heat Exchanger NetworksYee and Grossmann (1990)
H1
H1-C1
H2
H1-C1
H1-C2
H2-C1
H2-C2
H1-C2
H2-C1
H2-C2
Stage k=1 Stage k=2
C1
C2
temperature location
k=1
temperature location
k=2
temperature location
k=3
H1,1tH1,2t
C1,1tC1,2t
C1,3t
H1,3t
H2,1t
H2,2tC2,1t C2,2t C2,3t
H2,3t
S1
S1
CW
CW
Multiple stages with potential heat exchangers zijk = 0,1

31
MINLP Model for Superstructure Optimization of Heat Exchanger Network Synthesis Yee and Grossmann (1990)
H1
H1-C1
H2
H1-C1
H1-C2
H2-C1
H2-C2
H1-C2
H2-C1
H2-C2
Stage k=1 Stage k=2
C1
C2
temperature location
k=1
temperature location
k=2
temperature location
k=3
H1,1tH1,2t
C1,1tC1,2t
C1,3t
H1,3t
H2,1t
H2,2tC2,1t C2,2t C2,3t
H2,3t
S1
S1
CW
CW
Two-stage superstructure
Parameters TIN = inlet temperature of stream TOUT = outlet temperature of stream F = heat capacity flow rate U = overall heat transfer coefficient CCU = unit cost for cold utility CHU = unit cost of hot utility CF = fixed charge for exchangers C = area cost coefficient B = exponent for area cost NOK = total number of stages = upper bound for heat exchange = upper bound for temperature difference Variables dtijk = temperature approach for match (i,j) at temperature location k dtcui = temperature approach for the match of hot stream i and cold utility dthuj = temperature approach for the match of cold stream j and hot utility qijk = heat exchanged between hot process stream i and cold process stream j in stage k qcui = heat exchanged between hot stream i and cold utility qhuj = heat exchanged between hot utility and cold stream j ti,k = temperature of hot stream i at hot end of stage k tj,k = temperature of cold stream j at hot end of stage k zijk = binary variable to denote existence of match (i,j) in stage k zcui = binary variable to denote that cold utility exchanges heat with stream i zhuj = binary variable to denote that hot utility exchanges heat with stream j

32
AssumptionIsothermal mixing => linear constraints
tik tik+1
qijk
zijk=0,1
Procedure1. Solve MINLP assuming isothermal mixing2. If splitting streams, solve NLP on reduced final configuration
Rigorous if no stream splits
No. stages: max no. hot, no. cold

33
Overall heat balance for each stream
j j j ijk jk ST i HP
(TOUT - TIN ) F = q +qhu j CP
i i i ijk ik ST j CP
(TIN - TOUT ) F = q +qcu i HP
Heat balance at each stage
,i,k i,k+1 i ijkj CP
(t - t ) F = q i HP k ST
,j,k j,k+1 j ijkj HP
(t - t ) F = q j CP k ST
Feasibility of temperaturesti,k ti,k+1 kST, iHPtj,k tji,k+1 kST, jCPTOUTi ti,NOK+1 iHPTOUTj tj,1 jCP
Hot and cold utility load(ti,NOK+1 - TOUTi) Fi = qcui iHP(TOUTj - tj,1) Fj = qhuj jCP

34
Logical constraintsqijk - zijk 0 iHP, jCP, kSTqcui - zcui 0 iHPqhuj - zhuj 0 jCPzijk, zcui, zhuj = 0,1
Calculation of approach temperaturesdtijk ti,k - tj,k + (1 - zijk) kST, iHP, jCPdtijk+1 ti,k+1 - tj,k+1 + (1 - zijk) kST, iHP, jCPdtcui ti,NOK+1 - TOUTCU + (1 - zcui) iHP
dthui TOUTHU - tj,1 + (1 - zhuj) jCPdtijk EMAT
Objective functionChen approximation (1987)
LMTD ~ [(dtl*dt2)*(dtl+dt2)/2]1/3
, ,
1/31 1
min
... .[( )( )( ) / 2)]
i ji HP j CP
ij ijk i CU i i HU ji HP j CP k ST i HP j CP
ij ijk
i HP j CP k ST ijk ijk ijk ijk ijk
Z CCUqcu CHUqhu
CF z CF zcu CF zhu
C qetc
U dt dt dt dt
SYNHEAT: http://newton.cheme.cmu.edu/interfaces

35
*PROCESS STREAMS*
*HOT:TIIN.FX('1') = 480.00;TIOUT.FX('1') = 340.00;FCI('1') = 1.50;CFI('1') = 1.00;
TIIN.FX('2') = 420.00;TIOUT.FX('2') = 330.00;FCI('2') = 2.00;CFI('2') = 1.00;
*COLD:TJIN.FX('1') = 320.00;TJOUT.FX('1') = 410.00;FCJ('1') = 1.00;CFJ('1') = 1.00;
TJIN.FX('2') = 350.00;TJOUT.FX('2') = 460.00;FCJ('2') = 2.00;CFJ('2') = 1.00;
TMAPP = 10.00;
*UTILITIES*CFHU = 1.00;THUIN = 500.00;THUOUT = 500.00;CFCU = 1.00;TCUIN = 300.00;TCUOUT = 300.00;
**COSTS**UTILITIESHUCOST = 80.00;CUCOST = 20.00;
UNITC = 1000.00;ACOEFF = 20.00;HUCOEFF = 20.00;CUCOEFF = 20.00;

36
480.0 340.0
420.0 330.0
1.5
2.0
420.0 360.0
360.0
H 1
H 2
90.0 kW 90.0 kW
120.0 kW
11.0 m2
8.3 m2
23.9 m2
W
W
S
30.0 kW
60.0 kW
10.0 kW
320.0 410.0
350.0 460.0
1.0
2.0
455.0 410.0
C 1
C 2
Total Network Cost ($/yr) = 8962.60

37
320
340
360
380
400
420
440
460
480
0 50 100 150 200 250 300 350 400 450
T (K
)
Q (kW)
SYNHEAT: T-Q CURVE

38
Hot streams
Qa) Sensible heat
i i i iQ FCp TIN TOUT
Qb) Isothermal
condi iQ F
Qc) Sensible and latent heat
suph cond condi i i i i
subc condi i i
Q FCp TIN T F
FCp T TOUT
superheated
saturatedsubcooled
Cold streams
Qd) Sensible heat
j j j jQ FCp TOUT TIN
Qe) Isothermal
evapj jQ F
Qf) Sensible and latent heat
suph evap evapj j j j j
subc evapj j j
Q FCp TOUT T F
FCp T TIN
superheated
saturatedsubcooled
Set HPS1 Set HPS2 Set HPS3
Set CPS1 Set CPS2 Set CPS3
TIN
TIN
TIN
TIN
TIN
TIN
TOUT
TOUT
TOUT
TOUT
TOUT
TOUT
Extension to isothermal streams in the MINLP ModelPonce-Ortega, J.M., A. Jiménez and I.E. Grossmann (2008)
Different cases modeled with disjunctions

39
•Feasibility of Latent Heat Exchange
1 1, ,
, 1 , 1
, ,0 0
i k i k
cond condi k i i k i
i k i k
Y Y
t T t Tq q
, 0i kq
1,i kY1
,i kY
, 0i kq
3i HPS,i kt , 1i kt
Outlet temperature for hot stream
Example of disjunctive constraint

40
Ref: Bruno et al. (1998)
Superstructure for Utility Plants
41
Min Material costs (syngas, cooling water, demineralized water; IGCC)(energy requirement like heating and electricity are met internally)
s. t.
Logic constraints
Rigorous material and energy balances
Electricity demand met by gas turbine, HP steam turbine or both
Mechanical demands met either by electricity or by coupling with turbine shaft
If mechanical demand is met by turbine, exactly one turbine can be used.
Each turbine can contribute exactly one demand
Rating / Performance equations for equipments
MINLP Model for Utility section
STEAM: http://newton.cheme.cmu.edu/interfaces

42
Electricity: 500 MWMechanical Power No 1: 5 MWMechanical Power No 2: 15 MWHP Heating: 5 MWMP Heating: 20 MWLP Heating: 50 MW
Demands Pressure of Steam HeadersHP: 45 barMP: 20 barLP: 7 bar
62 process streams3 HP turbines (7 modes)2 MP turbines (3 modes)5 Headers (HP, MP, LP, Cond, Vac)1 Gas turbine (compressor, expander)3 Boilers (HP, MP, HRSG)4 Combustors (GT, Boilers)5 Liquid pumps2 Air blowers1 Deaerator
Superstructure
Non-convex MINLP problem Binary variables: 44Continuous variables: 1275Constraints: 1309
Modeled and solved using GAMS/DICOPT(Intel Core 2 Duo 2.4 GHz with 2 GB RAM)
Numerical Example for Utility Model

43
Operating cost = $307.27 Million/yr
Optimal Solution for Numerical Example

44
Carnegie Mellon
Water-using unit 1
Water-using unit 1
Water-using unit 2
Water-using unit 2
Water-using unit 3
Water-using unit 3
Raw Water Raw Water TreatmentRaw Water Treatment
Boiler Feedwatertreatment
Boiler Feedwatertreatment
Steam SystemSteam System
WastewaterBoiler Blowdown
SteamCondensate Losses
Boiler
Freshwater Wastewater
Cooling Tower
Cooling Tower Blowdown
Water Loss by Evaporation
Discharge
Wastewater TreatmentWastewater Treatment
StormWater
Other Uses(Housekeeping)
Other Uses(Housekeeping)
Wastewater
ConventionalSystem

45
Carnegie Mellon
• Given is: – a set of single/multiple water sources with/without contaminants, – a set of water-using, water pre-treatment, and wastewater
treatment operations, sinks and sources of water
• Synthesize an integrated process water network– interconnection of process and treatment units (reuse, recycle)– the flow rates and contaminants concentration of each stream– minimum total annual cost of water network
Approach: Global NLP or MINLP superstructure optimization model
Synthesis of Integrated Process Water Networks
Synthesis Integrated Process Water Networks• Pinch analysis and mathematical programming models• Reviews in Bagajewicz (2000), Ježowski (2008), Bagajewicz and Faria (2009), and Foo (2009).

46
Carnegie Mellon
Superstructure for water networks for water reuse, recycle, treatment, and with sinks/sources water
Freshwater
Process Unit
Treatment Unit
Sink
Source
Ahmetovic, Grossmann (2010)
Main features:- Multiple feeds- Source/Sink units- Local recycles- All possible interconnections
-Fixed and variable flows through process units

47
Precipitation
Total suspe. solids
Organiccomp.
HeavyMetals
Inorgan. salts
Organicnot BT
Heavymetals
Sedimentation
Filtration
Flotation
Ultrafiltration
Reverse Osmosis
IonicExchange
Evaporation
Adsortion Aerobic
Oxidation Anaerobic
Bio. Sulphate
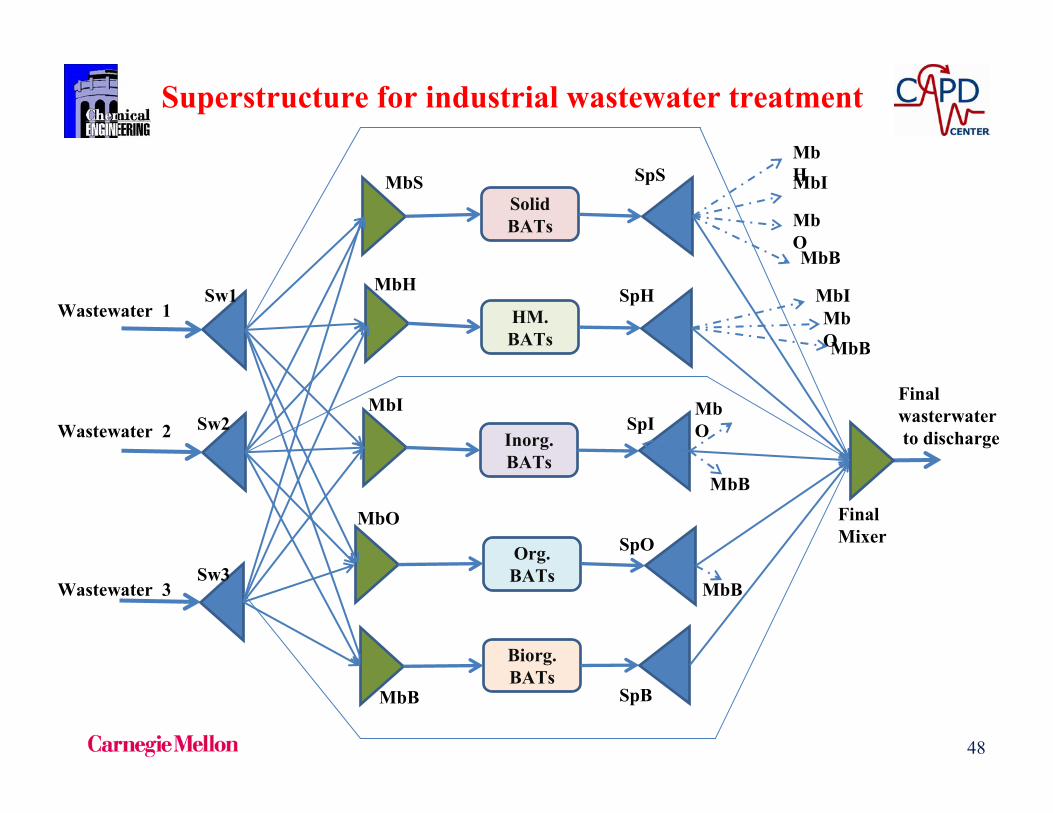
Industrial wastewater requires complex treatment networks
Sequential treatment has been chosen with 2-4 Best Available Technologies for the removal of each type of pollutant
Note on Treatment Units Galan, Grossmann (2011)
48
SolidBATs
HM. BATs
Inorg. BATs
Org. BATs
Biorg. BATs
MbS
MbH
MbI
MbO
MbB
SpS
SpB
SpO
SpI
SpH
Final Mixer
Wastewater 1
Wastewater 2
Wastewater 3Sw3
Sw1
Sw2Final wasterwaterto discharge
MbH
MbB
MbO
MbI
MbIMbOMbB
MbB
MbB
MbO
Superstructure for industrial wastewater treatment

49
Carnegie Mellon
Objective function: min Cost
Subject to:Splitter mass balances Mixer mass balances (bilinear)Process units mass balancesTreatment units mass balances Design constraints
Nonconvex NLP or MINLP
Optimization Model
0-1 variables for piping sections
Model can be solved to global optimality

50
Carnegie Mellon
SWsFITFIDFIPFIFFWTUt
tsDUd
dsPUp
psss
,,,
Splitter
linear SWsyFIFFIFyFIFss FIF
UssFIF
Ls
PUpSWsyFIPFIPyFIPpsps FIP
UpspsFIP
Lps ,
,, ,,,
DUdSWsyFIDFIDyFIDdsds FID
UdsdsFID
Lds ,
,, ,,,
TUtSWsyFITFITyFITtsts FIT
UtstsFIT
Lts ,
,, ,,,
0-1optional
bilinear if the flow treated as cont. variable
PUpFPFPFIPFTPFSPFPU
pp RPUp
pp
RppPUp
ppSWs
psTUt
ptSUr
prinp
,1
','
0,''
,',,,
jPUpxSPUFPxSPUFP
xWFIPxSTUFTPxSUFSPxPUFPU
outjp
RPUp
ppout
jp
RppPUp
pp
injs
SWsTUt
outjtpt
outjr
SUrpr
injp
inp
pp
,,,'
1'
,','
0,''
,'
,,,,,,
Mixer
bilinear
PUpFPUFPU outp
inp
jPUpxPUFPULPUxPUFPU outjp
outpjp
injp
inp ,10 ,
3,,
linear if flowrate is fixed
Process unit

51
Carnegie Mellon
TUt
outtt
TUt
outtts
SWss FTUOCHFTUICARCFWFWHZ min
Cost function linear in feedwater, concave in treatment unit, linear in operating cost, pipe section fixed charge (0-1)

52
Carnegie Mellon
Controlling complexity network
max
1'
0,''
1'
0,''
,,
,,,,
,,',',
,',',,
Nyy
yyyyy
yyyyy
yyyyyy
SUr PUpFSP
SUr TUtFST
SUrFSO
SUr DUdFSD
TUt DUdFTD
PUp DUdFPD
SWs DUdFID
TUt PUpFTP
TUtFTO
RTUt TUt
FT
RttTUt TUt
FTPUp TUt
FPT
RPUp PUp
FPOPUp
FP
RppPUp PUp
FPSWs
FIFSWs TUt
FITSWs PUp
FIP
prtr
rdrdtdpds
ptt
t
tt
t
tttp
PU
ppp
p
ppstsps
Limit number of 0-1 vars to Nmax number “removable” pipes
Can develop trade-off curve solving successive MINLPs
Cost
Nmax

53
Carnegie Mellon
Convexification of Non-convex functions
iLj
iUiiLj
ij
iUij
iUj
iLiiUj
ij
iLij
iUj
iUiiUj
ij
iUij
iLj
iLiiLj
ij
iLij
CFFCCFf
CFFCCFf
CFFCCFf
CFFCCFf
McCormick (1976 )
Under- and over-estimators ( Linear Inequalities )
FiL ≤ Fi ≤ FiU CjiL ≤ Cj
i ≤ CjiU
C
CL
FL
CU
FU
F
Underestimators
Overestimators
Bilinear term
Convex Envelopes for Bilinear Terms F*C
Underestimation of Concave functions
F
(FL)
FL
(FU)
FU
F
Underestimator
Concave term
iLiiLiU
iLiUiLi
FFFFFFFF
FiL ≤ Fi ≤ FiU
( Secant line )

54
Carnegie Mellon
bilinear terms for the treatment units and final mixing points
jxDUFDUxF
xTUFTUxSUFSULPUxWFW
injd
DUd
ind
outj
out
injt
TUt
intjtTU
outjr
SUr
outr
PUpjp
injs
SWss
,
,,,3
,, )1(10
Cut is redundant for original problem Non-redundant for relaxation problem
•The cut proposed by Karuppiah and Grossmann (2006) is incorporated to significantly improve the strength of the lower bound for the global optimum: contaminant flow balances for the overall water network system
•Tight bounds on the variables are expressed as general equationsobtained by physical inspection of the superstructure and using logic specifications
WATER: http://newton.cheme.cmu.edu/interfaces

55
Carnegie Mellon
Unit Flow rate (t/h) Discharge load(kg/h)
Maximum inletconcentration (ppm)
A B A BPU1 40 1 1.5 0 0PU2 50 1 1 50 50
Unit % Removal for contaminant
IC (Investment cost coefficient)
OC (Operating cost coefficient)
α
A BTU1 95 0 16800 1 0.7TU2 0 95 12600 0.0067 0.7
Data of process units.
Data of treatment units.
The objective of this example is to:- solve NLP and MINLP water network problems -compare results obtained with/without allowed recycle around process units- illustrate how the complexity of the water networks can be controlled
Example 1
56
Carnegie Mellon
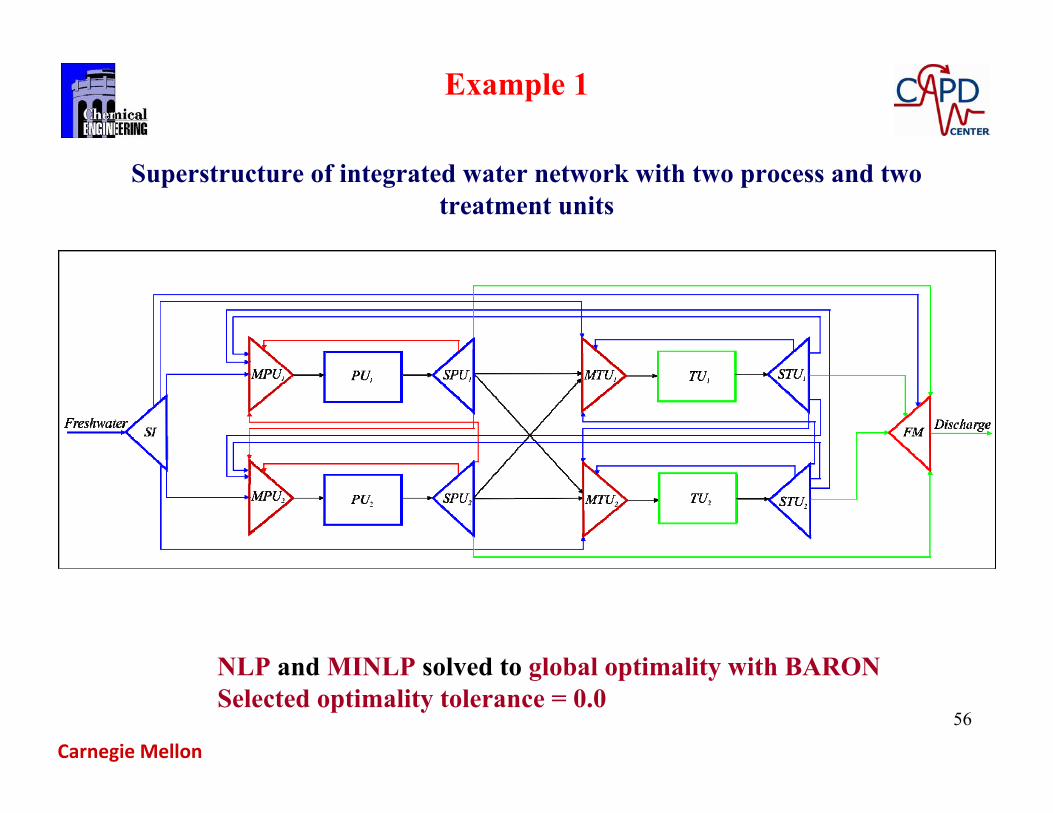
Superstructure of integrated water network with two process and two treatment units
Example 1
NLP and MINLP solved to global optimality with BARONSelected optimality tolerance = 0.0

57
Carnegie Mellon
Continuous
variables
Discrete
variables
Constraints CPU time
(s)
55 - 44 < 0.5
57* - 44 < 1.0
75 20 85 < 3.6
79*
77**
22
20
89
85
< 2.5
13.2*Option with local recycles. **Variable flowrates in process units.
Model statistics and computational results for Example 1

58
Carnegie Mellon
Without recycle With recycleFreshwater cost $320000 $320000Investment cost on treatment units $37440 $33585.3Operating costs for treatment units $238723.6 $230431.6Total cost $596163.6 $584016.9
Without recycle With recycleFreshwater cost $320000 $320000Investment cost on pipes $540.69 $546.3Operating cost for pumping water $10056.26 $9427.84Investment cost on treatment units $37440.01 $33585.32Operating costs for treatment units $238723.59 $230431.64Total cost $606760.55 $593991.1
Case 1 (NLP): Objective function: cost of water, investment cost on treatment units and operating cost for treatment units
Case 2 (MINLP): Objective function: cost of water, investment cost on treatment units, operating cost for treatment units, investment cost on pipes, operating cost for pumping water through pipes
Example 1
2% saving with recycle

59
Carnegie Mellon
Optimal solution for the NLP and MINLP problem without local recycle
8 “removable connections”
Optimal solution for the NLP and MINLP problem with local recycle9 “removable connections”

60
Carnegie Mellon
Pareto-optimal solutions for minimum cost and minimum number of removable connections

61
Carnegie Mellon
Objective of this example: show that proposed model can be used to establish trade-off complexity vs cost of water network
Unit Flow rate (t/h) Discharge load(kg/h)
Maximum inletconcentration (ppm)
A B C A B CPU 1 40 1 1.5 1 0 0 0PU 2 50 1 1 1 50 50 50PU 3 60 1 1 1 50 50 50PU 4 70 2 2 2 50 50 50PU 5 80 1 1 0 25 25 25
Unit Removal ratio (%) IC (Investment cost coefficient)
OC (Operating cost coefficient)
α
A B CTU 1 95 0 0 16800 1 0.7TU 2 0 0 95 9500 0.04 0.7TU 3 0 95 0 12600 0.0067 0.7
Data for process units
Data for treatment units
Example 2

62
Carnegie Mellon
Superstructure of the integrated water network
MINLP: 72 0-1 vars, 233 cont var, 251 constroptcr=0.01 197.5 CPUsec

63
Carnegie Mellon
Cost of water network for different number ofremovable piping connections
Example 2
Note: reduction 7 pipe segments => 28 % increase in cost

64
Carnegie Mellon
Optimal design of the simplified water network with 13 removable connections

65
Carnegie Mellon
Large scale water network problem4 feeds, 6 process units, 4 treatment units, 3 contaminants
NLP: 232 variables, 121 constraints BARON: 2 secs
Optimal FreshwaterConsumption
40 t/hvs
390 t/hconventional

Advantage Simultaneous vs SequentialLeads to total lower cost and higher overall conversion
Energy &water cost (simultaneous)
66
Energy &water cost (sequential)
Total cost (sequential)
Cost
Overall conversion
raw material cost
Total cost (simultaneous)
Simultaneous heat and water flowsheet optimization
Flowsheets with recycle

HEAT TARGETING
PROCESS FLOWSHEET
WATER TARGETING
Cold streams
Hot streams
MUC*
*MUC – minimum utility consumption
Hot utility
Cold utility
MUC*Water streams
Wastewater
Freshwater
Utility networks
PROCESS STRUCTURE
WN STRUCTURE HEN STRUCTURE
PROCESS FLOWSHEET WITH HEN AND WN67
Strategy for simultaneous optimizationDuran, Grossmann (1986) Yang, Grossmann (2011)

68
Carnegie Mellon
T (K)500
400
300
Q (kW)
Qs = 35H1
Qw = 145H1
500
400
300
Qs = 10H1
Qw = 120H1
(a) Pinch candidate H1 (b) Pinch candidate H2
(c) Pinch candidate C1 (d) Pinch candidate C2
500
400
300
Qs = -110C1
Qw = 0C1
500
400
300
Qs = - 80C2
Qw = 30C2
Target Minimum Utility CostPinch Location Method Duran, Grosmann (1986)
Basic idea: Assume pinch occurs at every inlet and determine maximum heating

69
Carnegie Mellon
m i n C = f(x) + cSQS + cWQW s . t . h(x) = 0 g(x) 0
Q S fj max 0, t j
out - Tp - Tmin j =
n C - max 0, t j
in - T p - T min
- F i max 0, Ti
in -Tp - max 0, Tiout -Tp
i =
n H
Q W = Q S + Fi Ti
in - Tiout - f j t j
out - t jin
j=
nC
i=
nH
Q S , Q W 0, Fi 0 i = 1... n H, fj
0 j = 1... n C x Rn
p P
where Tp, p P Pinch Candidate
Heat balance above pinch point for heating utility
Total heat balance for cooling utility
LP targeting model (parametric in flows, temperatures)
Min obj plus cost heating and cooling
Heatintegrationconstraints

70
Carnegie Mellon
PRODUCT D
FEEDA, B
inert C
H C
H
H
A+B DREACTOR
FLASH
steam
PURGEC1
C3
H1, H2*C2
H3C
*H1 superheat to dew point H2 dew point to supercool
3 hot process streams 3 cold process streams
Example Simultaneous Optimizationand Heat Integration
Optimize operating conditions of flowsheet while integratinghot and cold streams to minimize utility cost

71
Carnegie Mellon
ECONOMIC Expenses (x 106 $ / yr): Feedstock 22.6717 26.4166 Capital investment 3.7596 3.9108 Electricity compress 2.3774 2.4871 Heating utility 2.8244 14.4586 Cooling utility 0.7900 0.7247 Earnings (x 106 $ / yr): Product 41.5300 41.5300 Purge 4.5169 6.8242 Generated steam 5.6407 9.7441 Annual Profit 19.2645 90% HIGHER! 10.1005 TECHNICAL Overall conversion A 81.68 75.13 [ % ] Pressure reactor 12.10 13.87 [atm] Conversion per pass 30.43 37.53 [ % ] Temp. inlet reactor 450.00 450.00 [ K ] Temp. outlet reactor 502.65 450.00 [ K ] Steam generated 10119.12 17479.60 [ kW ] Pressure in flash 9.10 10.87 [atm] Temperature flash 320.00 339.88 [ K ] Purge rate 9.66 19.66 [ % ] Power compressors 11353.60 11877.44 [ kW ] Heating utility 1684.27 8622.04 [ kW ] Cooling utility 10632.04 9752.77 [ kW ] Total heat exchanged 31962.20 28720.61 [ kW ]
Simultaneous Sequential
Higher profit
Higher conversion

72
Carnegie Mellon
200
300
500
700
10,000 20,000 30,000 40,000 H (kW)5,0002,000
T (K)
Q = 1, 684H
DTmin = 15 K
inlet H1
HOT
COLDpinch
(502.7, 487.7)
pinch (383.7, 368.7)
inlet C2Qc = 10, 632
SIMULTANEOUS
(Total Heat exchanged = 31, 962 kW)
200
300
500
700
10,000 20,000 30,000 40,000 H (kW)5,0002,000
T (K)
Q = 8, 622H
DTmin = 15 K
HOT
COLD
pinch (363.1, 348.1)
inlet H2
Qc = 9, 753
SEQUENTIAL
(Total Heat exchanged = 28, 720 kW)
Simultaneous optimizationLower heating
Sequential optimizationHigher heating
73
Carnegie Mellon
outin
kj
pkpj
ij
piin
pout
iout
pin
kinout
ij
kj
insi
ik
outmi
iUji
kUjk
outmi
ik
pkpiPUpjCGainFLCLossF
piPUpPFpkPUpPF
sksiSUsjCC
skSUsFF
mkMUmjCFCF
mkMUmFF
out
in
in
,,,)()(
,,
,,
,
,,
,s.t.
,
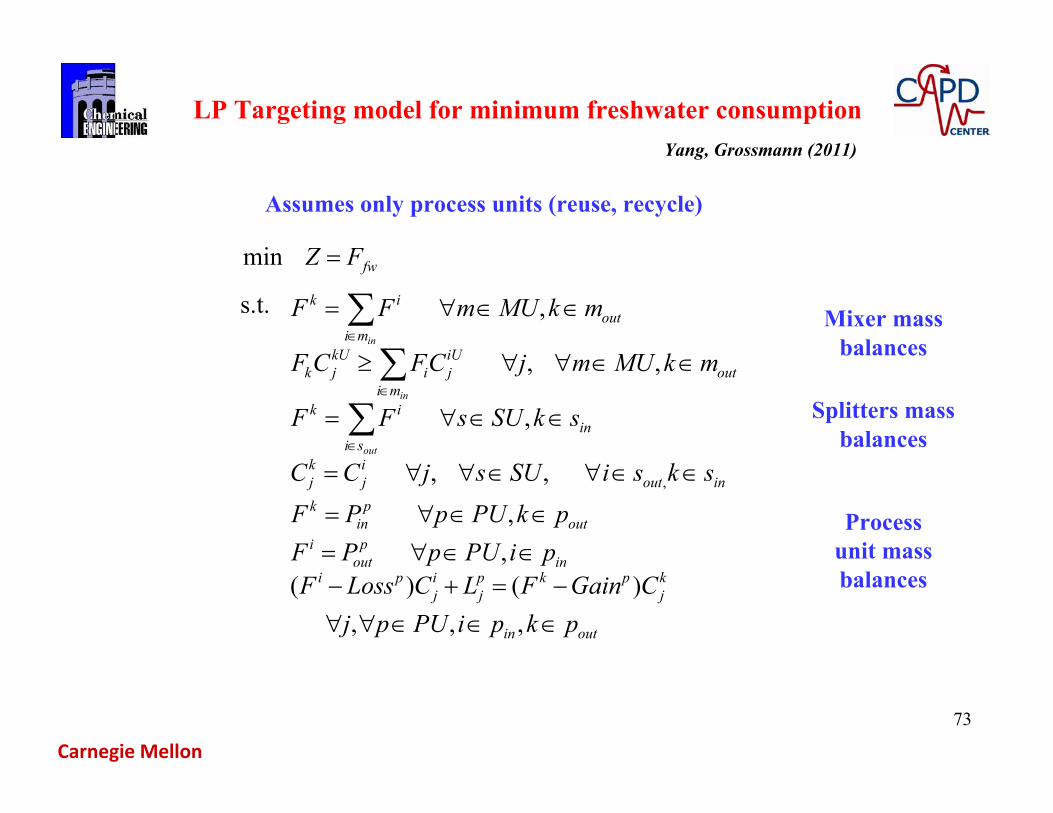
fwFZ min
Splitters mass balances
Process unit mass balances
Mixer mass balances
LP Targeting model for minimum freshwater consumption
Assumes only process units (reuse, recycle)
Yang, Grossmann (2011)

74
Carnegie Mellon
VvUuXxFWvg
QQugvuxg
vuxh
FWcQcQcvuxF
WNCH
HEN
P
fwCUj
jC
jC
HUi
iH
iH
,,0),(
0),,( 0),,(
0),,( s.t.
),,(.min
Process flowsheet constraints
Heat targeting constraints
Water targeting constraints
Design parametersP, V, T, F
Heat integration parametersFi, Ti
in, Tiout
Water integration parameters
Simultaneous optimization, heat and water integration
Utility cost Freshwater cost

75
Carnegie Mellon
+ cooling system+ steam system
Freshwater requirement
Heating requirement
Cooling requirement
methanol synthesis from syngas
Simultaneous optimization, heat and water integration

76
SEQUENTIAL SIMULTANEOUS
Profit (1000 $/yr) 62,695 73,416Investment cost (1000 $) 1,891 1,174Operating costs and parameters
electricity (KW) 6.59 1.84freshwater (kmol/s) 202.4 162.5
heating utility (10^9 KJ/yr) 0.29 0cooling utility (10^9 KJ/yr) 67.3 72.7
Steam generated (10^9 kJ/yr) 2448 1965overall conversion 0.23 0.29
Material flowrate (10^6 kmol/yr)feedstock 48.04 37.13
product 10.89 10.89byproduct 9.95 4.41
17% improvement in profit
* Solved with BARON
Sequential vs simultaneous comparison
77
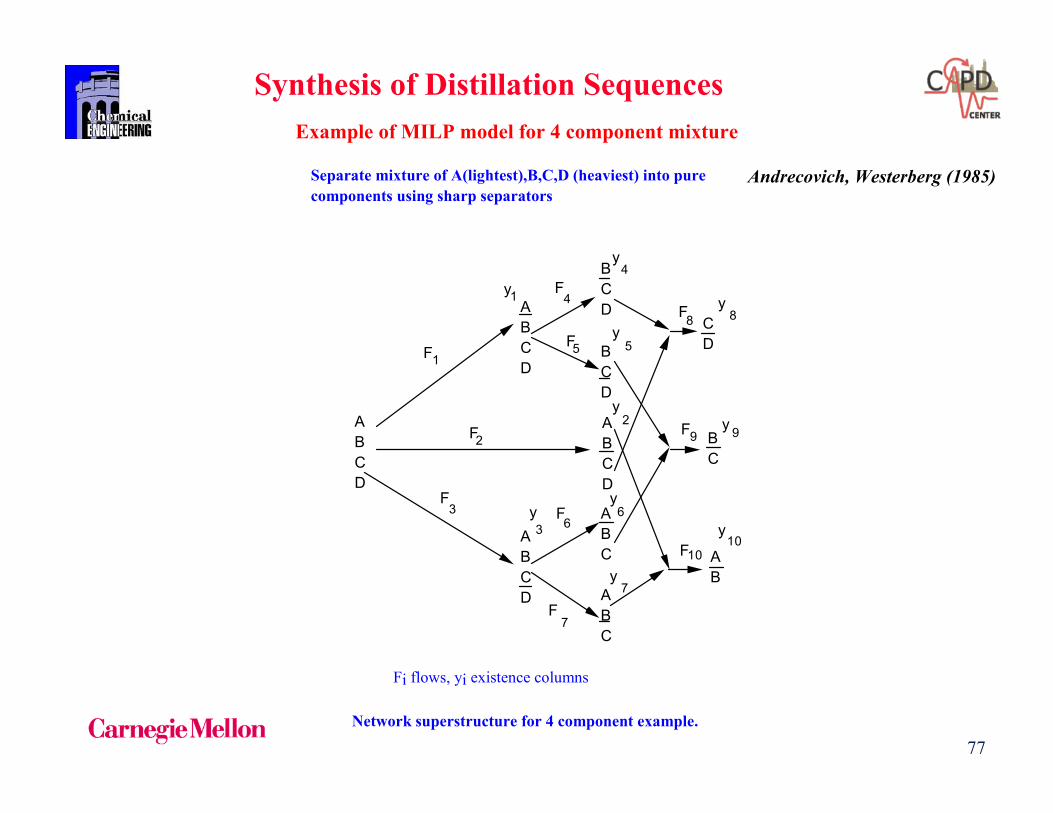
Example of MILP model for 4 component mixture
Separate mixture of A(lightest),B,C,D (heaviest) into pure components using sharp separators
A B C D
A B C D
A B C D
A B C D
B C D
B C D
A B C
A B C
C D
B C
A B
1
2
3
4
5
6
7
8
9
10F
F
FF
F
F
FF
F
F
1
3
8
9
10
4
5
2
6
7
y
y
y
y
y
y
y
y
y
y
Fi flows, yi existence columns Network superstructure for 4 component example.
Synthesis of Distillation Sequences
Andrecovich, Westerberg (1985)

78
Data for example problem a) Initial field FTOT = 1000 kgmol/hr Composition (mole fraction) A 0.15 B 0.3 C 0.35 D 0.2 b) Economic data and heat duty coefficients Investment cost Heat duty k Separator k, fixed, k, variable coefficients, Kk 1 A/BCD 145 0.42 0.028 2 AB/CD 52 0.12 0.042 3 ABC/D 76 0.25 0.054 4 A/BC 25 0.78 0.024 5 AB/C 44 0.11 0.039 6 B/CD 38 0.14 0.040 7 BC/D 66 0.21 0.047 8 A/B 112 0.39 0.022 9 B/C 37 0.08 0.036 10 C/D 58 0.19 0.044 Cost of utilities: Cooling water CC = 1.3 (103$hr/106kJyr) Steam CH = 34 (103$hr/106kJyr)

79
Split fractions in superstructure (using initial compositions)
1A = 0.15 6
A = 0.188
1BCD = 0.85 6
BC = 0.812
2A B = 0.45 7
A B = 0.5625
2CD = 0.55 7
C = 0.44
3A BC = 0.8 8
C = 0.636
3D = 0.2 8
D = 0.364
4B = 0.353 9
B = 0.462
4CD = 0.647 9
C = 0.538
5BC = 0.765 1 0
A = 0.333
5D = 0.235 1 0
B = 0.667
Assume perfect recoveries

80
MILP model
Initial node in network F1 + F2 + F3 = 1000 (1) For the remaining nodes in the network, mass balances for each intermediate product. Based on the recovery fractions, the mass balance for each intermediate product is as follows:
a) Intermediate (BCD) which is produced in column 1, and directedto columns 4 and 5, F4 + F5 - 0.85 F1 = 0 (2) b) Intermediate (ABC) which is produced in column 3, and directedto columns 6 and 7, F6 + F7 -0.8 F3 = 0 (3) c) Intermediate (AB) which is produced in columns 2 and 7, anddirected to column 10, F10 - 0.45 F2 - 0.563 F7 = 0 (4) d) Intermediate (BC) which is produced in columns 5 and 6, anddirected to column 9, F9 - 0.765 F5 - 0.812 F6 = 0 (5) e) Intermediate (CD) which is produced in columns 2 and 4, anddirected to column 8, F8 - 0.55 F2 - 0.647 F4 = 0 (6)

81
Relating flows to the binary variables y: Fk - 1000 yk ¡ Ü 0 , Fk ¡ Ý 0 , yk = 0,1 , k = 1,...10 (7) Heat duties of condensers and reboliers, continuous variables Qk , k = 1, ...10, Qk = Kk Fk , k = 1,...10 (8) where the parameters Kk are given in Table. Objective function, minimization of the sum of the costs in the 10columns.
min C = (ky k + kFk) + (34 + 1.3) Σk=1
10QkΣ
k=1
10
cost coefficients k , k , are given in Table.
0
Uyk

82
Optimal separation sequence
A B C D C
D
A BA
B C D
1000
450
550$3,308,000/yr
Second best solution. Make y2 = y8 = y10 = 1 infeasible y2 + y8 + y10 ? 2 Second best sequence
A B C D
B C D
C D
A B C D
1000850 550 $3,927,000/yr

83
Input
FeedEthane C2H6
Propane C3H8Butane C4H10
Naphtha C8~C12
RXN System
PyrolysisFurnaces
Components
MixtureHydrogen H2Fuel gas CH4
Acetylene C2H2Ethylene C2H4Ethane C2H6MAPD C3H4
Propylene C3H6Propane C3H8
C4 MixtureC5 Mixture
C6+ Mixture
Separation
SeparationTasks
RecycleEthane C2H6Propane C3H8
Output
Hydrogen H2
Fuel gas CH4
C5 Mixture
Ethylene C2H4
Propylene C3H6
C4 Mixture
C6+ Mixture
Olefin Separation System (BP)
Goal: Synthesize optimal separation system(Lee, Foral, Logsdon, Grossmann, 2003)

84
Process Superstructure
A/BCDEFGH
ABCDEFGH
STATES TASKS
AB/CDEFGH
ABCD/CDEFGH
ABCDEF/CDEFGH
ABCDEF/EFGH
ABCD/EFGH
ABCDEF/GH
ABCDEFG/H
ABCDEFG
BCDEFGH
NON-SHARP
A/BCDEFG
AB/CDEFG
ABCD/CDEFG
ABCDEF/CDEFG
ABCDEF/EFG
ABCD/EFG
ABCDEF/G
B/CDEFGH
BCD/EFGH
BCD/CDEFGH
BCDEF/CDEFGH
BCDEF/EFGH
BCDEF/GH
BCDEFG/H
ABCDEF
BCDEFG
CDEFGH
A/BCDEF
AB/CDEF
ABCD/CDEF
ABCD/EF
BCDEF/G
B/CDEFG
BCD/CDEFG
BCDEF/CDEFG
BCDEF/EFG
BCD/EFG
CDEFG/H
CD/EFGH
CDEF/EFGH
CDEF/GH
BCDEF
CDEFG
ABCD
AB
BCD
EFG
CDEF
EFGH
GH
EF
CD
A
B
C
D
F
E
G
H
CD/EFG
CDEF/EFG
CDEF/G
B/CDEF
BCD/CDEF
BCD/EF
A/BCD
AB/CD
CD/EF
EF/GH
EFG/H
B/CD
EF/GG/H
E/F
C/D
A/B
H2
CH4C2H4
C3H6C2H6
C3H8C4
C525 states53 separation task
Feed
85
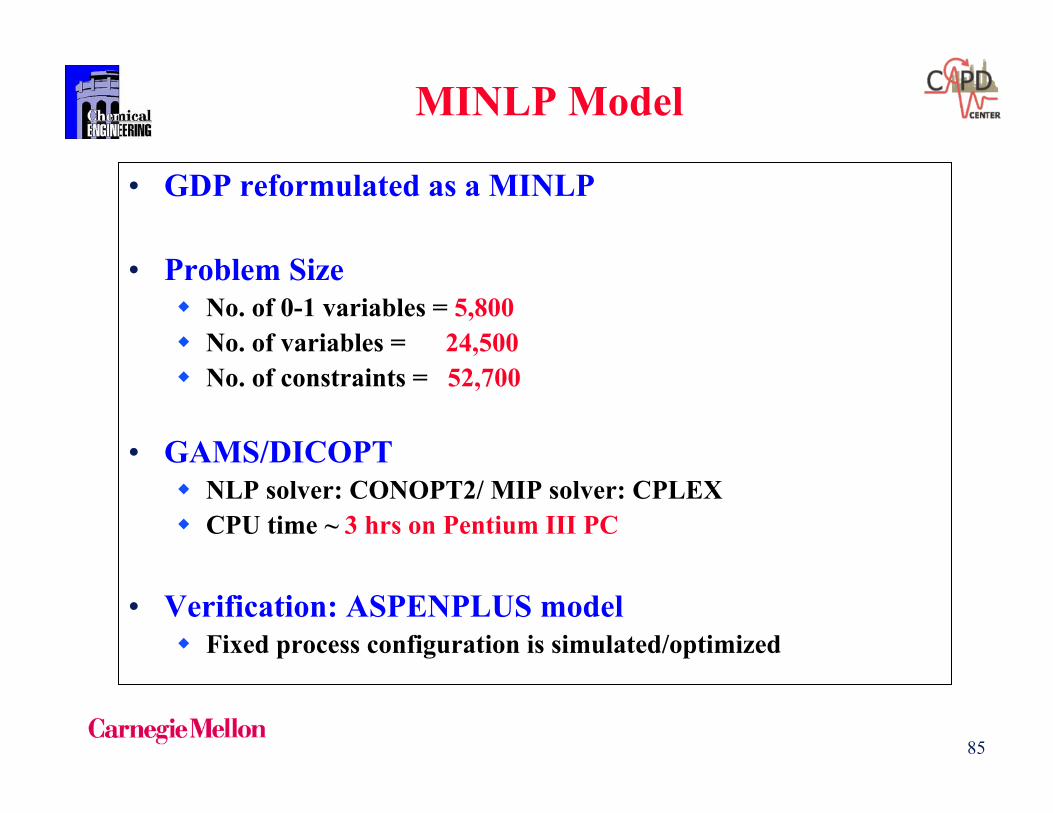
MINLP Model
• GDP reformulated as a MINLP
• Problem Size No. of 0-1 variables = 5,800 No. of variables = 24,500 No. of constraints = 52,700
• GAMS/DICOPT NLP solver: CONOPT2/ MIP solver: CPLEX CPU time ~ 3 hrs on Pentium III PC
• Verification: ASPENPLUS model Fixed process configuration is simulated/optimized

8686
Total cost: 110.82 MM$/yr
ABCDEFGH
AB
CDEFGH
EF
CD
B
A
D
C
E
F
H
G
A/B
CH4
C2H4
C3H6
C2H6
C3H8
C4
C5
H2
EFGH
Cold Box
Deethanizer
Dephlegmator
100F480Psig
83F160Psig
-141F900Psig
-41F160Psig
84F190Psig
169F160Psig
DE
EF
CD
123F140Psig
99F140Psig
GHGH
Depropanizer
C3Splitter
226F160Psig
compressor
heater
cooler
valve
480Psig
74F170Psig
72F140Psig
480Psig-31F140Psig
-51F140Psig
214F170Psig
109F140Psig
FG
Debutanizer
236F140Psig
238F140Psig
AB
CD
900Psig
Chemical Absorber
410 Mkwh/yr
valve
compressor
pump
pump
MINLP optimal solution
Dephlegmator first process7 separation units
1 dephlegmator1 absorber4 distillation columns1 cold box1 heat exchange
20M$/yr cost saving

8787
Optimal Feedtray Location
Sargent & Gaminibandara (1976)
NLP VMP: Variable-Metric Projection
ifNLP Formulation
Min costst MESH eqtns
FfLoci
i

8888
1
.
.
L1 V2
L2 V3
L3 V4
LN-1
1
2
3
N
N-1
N-2
VN
VN-1LN-
2
VN-2LN-
3
B
D1
.
.
L1 V2
L2 V3
L3 V4
LN-1
1
2
3
N
N-1
N-2
VN
VN-1LN-
2
VN-2LN-
3
B
D
LocizLocizFf
Ff
z
i
ii
Locii
Locii
1,00-
1if
Optimal Feedtray Location (Cont)
MINLP FormulationMin cost
st MESH eqtns
Viswanathan & Grossmann (1990)
MINLP DICOPT: AP-Outer Approximation-ER
F
Remark: MINLP solves as relaxed NLP!
Feed tray composition tends to match composition of feed
iz

8989
Optimization of Number of Trays
Discrete variables: Number of trays, feed tray location.Continuous variables: reflux ratio, heat loads, exchanger areas, column diameter.
No liquid on tray
No vapor on tray
Existing trays
Vapor Flow
Liquid Flow
Viswanathan & Grossmann (1993)
Zero flows- Discontinuities appear, convergence difficulties.Redundant equations are solved- Increases CPU time.
Non-existing tray
Non-existing tray
1=mzr
1=nzb
1,0=izb
MINLP => Numbertrays
1,0=izr

90
Optimal Design Columns with Multiple Feeds
60
59
F 2
F1
ri
1
(0.15, 0.85)
F 3
(0.5, 0.5)
(0.85, 0.15)
2
Separation Methanol - Water with 3 Feeds
MINLP modelVirial/UNIQUAC
115 0-1 binary variables
1683 continuous variables
1919 constraints
700,000 alternatives!
Air Products & Chemicals
Solved with DICOPT on a HP 9000/730 (5 major iterations, 45 min)
Optimal solution
Number of trays = 53
Feed location: Feed 1 Tray 4Feed 2 Tray 6Feed 3 Tray 12
Viswanthan & Grossmann (1993)

9191
Disjunctive Programming Model
Permanent trays:Feed, reboiler, condenser Conditional trays:Intermediate trays mightbe selected or not.
Conditional trays
Permanent trays
Trays not allowed to “disappear” from column:
VLE mass transfer if selected.No VLE, trivial mass/energy balance if not selected
-OR-VLE NOT VLE(tray bypass)
Disjunction
Yeomans & Grossmann (2000)

9292
Condenser Tray(permanent)
Rectification Trays(conditional)
Feed Tray(permanent)
Stripping Trays(conditional)
Reboiler Tray(permanent)Heavy Product
Feed
LightProduct
-OR-
-OR-
-OR-
-OR-
Vapor Flow
Liquid Flow
Equilibrium Stage
Non-equilibrium Stage
Single Column GDP Model
•Permanent and conditional trays:MESH equations for condenser,
reboiler and feed traysMass & energy balances for
rectification and stripping trays.
•Conditional trays only:Apply VLE constraints (Yn=True)
or not (Yn=False)Use disjunctions as modeling tool.

9393
Example GDP
GDP FormulationMixture: Methanol/Ethanol/water
Feed Flow= 10 mol/sec
Feed composition= 0.2/0.2/0.6
P = 1.01 bar
Product Specification: products composition reversible model
Upper bound No. Trays: 60
Ideal/Wilson models
Methanol/ethanol/water - GDP: fixed tray location Preprocessing Phase: NLP tray-by-tray Models
Continuous Variables 1597 Constraints 1544 Total CPU time (s) 1.12
Model Description
Continuous Variables 2933 Binary Variables 60 Constraints 2862 Nonlinear nonzero elements 5656 Number of iterations 10 NLP CPU time (s) 9.14 MILP CPU time (s) 16.97 Total CPU time (s) 401
Optimal Solution Total number of trays 41 Feed tray 20 Column diameter (m) 0.51 Condenser duty (KJ/s) 387.4 Reboiler duty (KJ/s) 386.5 Objective value ($/yr) 117,600
GAMS PIII, 667 MHz. with 256 MB of RAM.
CONOPT2 NLP subproblems/ CPLEX MILP subproblems.
Used Logic-based OA
94
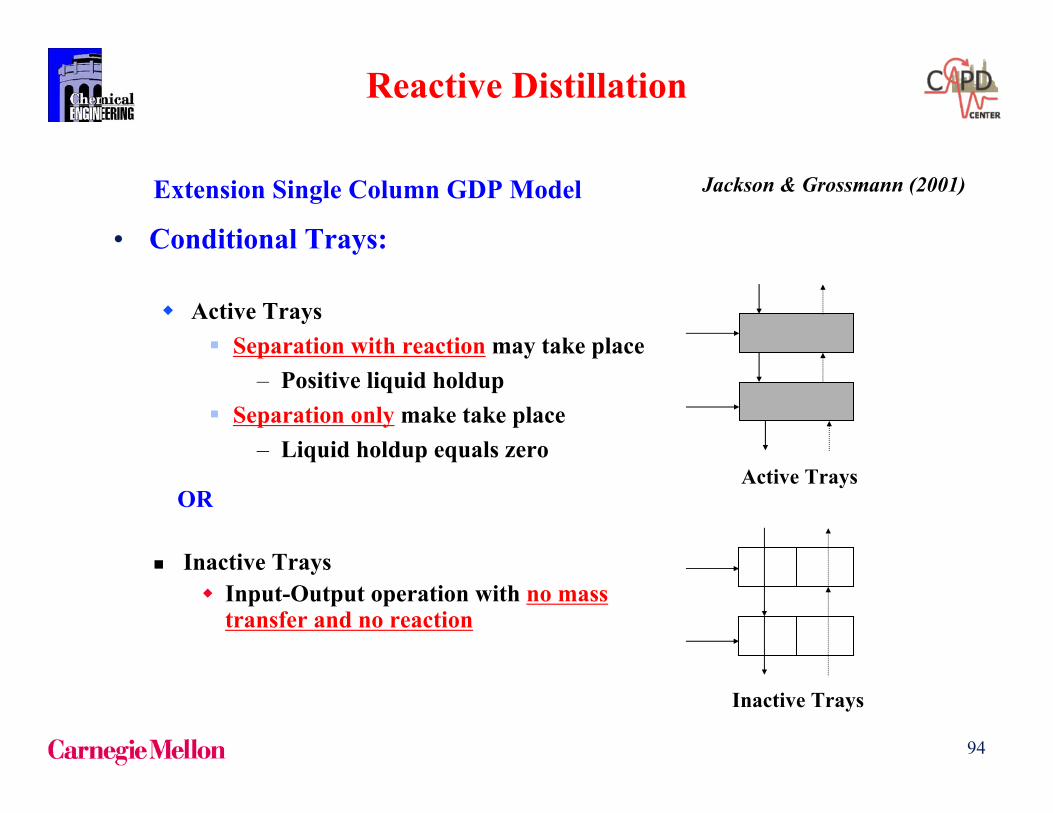
Reactive Distillation
• Conditional Trays:
Active Trays Separation with reaction may take place
– Positive liquid holdup Separation only make take place
– Liquid holdup equals zeroActive Trays
Inactive Trays
Inactive Trays Input-Output operation with no mass
transfer and no reaction
Extension Single Column GDP Model Jackson & Grossmann (2001)
OR

95
Example: Metathesis of Pentene
• Annualized Cost: $1.167x106 per year• Design/Operating Parameters:
21 Trays; 5 Feeds Column Diameter = 3.8ft Column Height = 107ft Boilup = 0.374 Reflux = 0.811 Reboiler Duty = 153 kW Condenser Duty = 984 kW
• Reaction Zone: Trays 1 – 18 Total Liquid Holdup = 752 ft3
90% Conversion of Pentene
11.1 C5H10
8.0 C5H10
69.5 C5H10
12.0 C5H10
19.5 C5H10
2.8 C5H10
53.7 C4H8
0.004 C6H12
9.3 C5H10
0.25 C4H8
53.9 C6H12
14
65
11
7
126841052 HCHCHC Conversion of 2-cis-pentene into 2-cis-butene and 3-cis-hexene:
GDP Model: 25 discrete variables731 continuous variables730 constraints

96
Superstructure Representation Suitable for zeotropic and azeotropic mixtures General and automatically generated Includes thermodynamic information Embeds many possible alternative designs
Synthesis of complex distillation systems
Mariana Barttfeld, Pio Aguirre/INGAR
Solution Procedure–Decomposition algorithm (decision levels)
•First level: selection of sections •Second level: selection of trays in existent sections
–Initialization phase: reversible sequence approximation –Robust and effective solutions
Superstructure Formulation GDP formulation

97
ABCD
ABCD
ABCD
A | BCD
AB | CD
ABC | D
ABCD
BCD
ABC
BCD
ABC
BCD
ABC
B | CD
BC | D
A | BC
AB | C
CD
CD
BC
BC
AB
AB
AB
BC
CD C | D
B | C
A | B
C
D
B
C
A
B
B
D
A
C
A
D
Pure Product State
Intermediate Product State
Initial State
Mixer / Splitter
Separation Task
Sharp separation 4 components
State Task NetworkAndrecovich, Westerberg (1985)

98
ABCD
A | BCD -or-
AB | CD -or-
ABC | D
B | CD -or-
BC | D -or-
A | BC -or-
AB | C -or-
C | D
A | B -or- B | C -or- C | D
S3
S1
S2
S4
S5
S6
S7
S8
S9
S10
S11
S12
S13
S14
S15
S16
S17
S18
TASKS
S16- AB, BC, CD S17- A, B, C S18- B, C, D
S1- A, AB, ABC S2- BCD, CD, D S3- ABC S4- BCD, CD S5- AB
S6- CD S7- BCD, CD, ABC S8- A S9- D S10- CD, D, BC, C
S11- B, BC, A, AB, C S12- CD, BC S13- BC, AB S14- C, D S15- A, B C
STATE DEFINITION
Sharp separation 4 components
State Equipment Network (SEN)Kravanja et al (1995)

9999
ABCD
ABC
BCD
AB
BC
CD
A
B
C
D
States
Tasks
STN Representation(4 Component Zeotropic Mixture)
B C
C D
A B
A B C
B C D
A
A B C D
B
C
D
Sargent-Gaminibandara Superstructure(4 Component Zeotropic Mixture)
Superstructure for Complex Distillation Rigorous Model
Generated with the State-Task-Network (STN) (Sargent, 1998)

100100
B C
C D
A B
A B C
B C D
A
A B C D
B C
B
C
B
C
D
States
Tasks
ABCD
BCD
ABC
AB
BC
CD
A
B
C
D
BC
RDSM-based STN Representation
(4 Component Zeotropic Mixture)
Avoid mixing intermediates
Based on the Reversible Distillation Sequence Model (RDSM) (Fonyo, 1974)Motivated by thermodynamic initialization scheme
Automatically generated with the State-Task-Representation (STN)Contains 2NC-1-1 columns and NC-1 level
Superstructure Zeotropic MixturesBartfeld, Aguirre, Grossmann (2004)

101101
ABC
ABC
BC
AB
BC
A
B
B
Azeotrope
C
A
BC
F
ABC
BC
BC-Azeo
Product Azeotrope
Mass BalanceDistillation Boundary
ABC
BC
ABC
AB
BC
C
A
B
Azeo
B
Azeo
States
Tasks
RDSM-based STN Representation(4 Component Azeotropic Mixture)
RDSM-based STN cannot be defined a prioriComposition diagram neededAzeotrope recycled
Modification for Azeotropic Mixtures

102102
B C
A B C
B C D3
6
1
5
2
A
A B C D
B C
B
C
B
C
D
6
5B C
B C
C
A
A B C D
D
B
B C D3
6
5
B C
A B C
A
A B C DB C
C
D
B2
1
B C
C D
A B
A B C
B C D
A
A B C D
B C
B
CB
C
D
1
2
3
4
5
6
7
Mapping to Specific Designs

103103
section s+1
section s Selection of sections ConfigurationIf section selectedYs = TrueIf section not selected Ys = False
Discrete Decisions
Two hierarchical levels1. Selection sections2. Selection Trays
104104
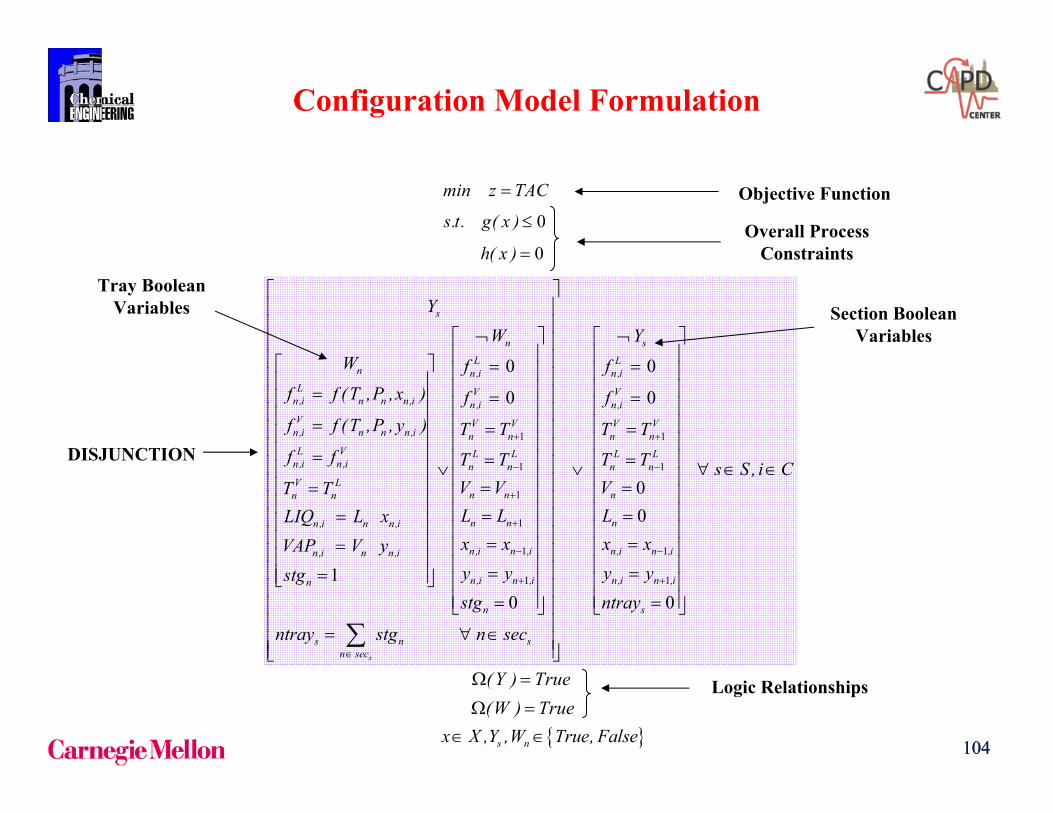
1
1
1
1
1
1
0
0
10
s
nL
n n,iL V
n,i n n n,i n ,iV V V
n,i n n n,i n nL V L L
n,i n ,i n nV L
n nn n
n nn,i n n,i
n ,i n ,in ,i n n,i
n ,i n ,in
n
YW
W ff f (T ,P ,x ) ff f (T ,P , y ) T Tf f T T
V VT TL LLIQ L xx xVAP V yy ystgstg
1
1
1
1
0
0
00
0
s
sL
n,i
Vn,i
V Vn nL L
n n
n
n
n,i n ,i
n ,i n ,i
s
s n sn sec
Y
f
f
T T
T TVLx xy yntray
ntray stg n sec
s S , i C
min z TAC
0s.t. g( x )
0h( x )
(Y ) True
(W ) True
s nx X ,Y ,W True, False
Objective Function
Overall Process Constraints
Logic Relationships
Section Boolean Variables
Tray Boolean Variables
DISJUNCTION
Configuration Model Formulation

105
Detailed Cost Functions
dep
CinvTAC CopT
Annual Cost
agua vaporagua con vap
Qc QhCop C CCp T H
Operating Cost
Cinv Ccol Ctray Creb Ccond 1 066 0 802. .
colCcol k nt Dcol htray
1 55.trayCtray k nt Dcol htray
0 65.rebCreb k Areb
0 65.condCcond k Acond
Investment Cost
Column Cost
Tray costs
Condenser Cost
Reboiler cost
nDcol Dtray
0 50 5 ..vapor
n d n i n,ii
T RDtray k V PM y
p

106
Solution Strategy
GDP Section
Problem
-Selection of Sections-MILP
Problem
-Selection of Trays-MILP
Problem
Reduced NLPProblem
-Initialization Phase-NLP
Problems
GDP Tray
Problem
Preprocessing
Phase
Algorithm Cycle
Fixed MaxNumber Trays
Fixed NumberSections
Aggregate NLPNLP fixed max number trays
107
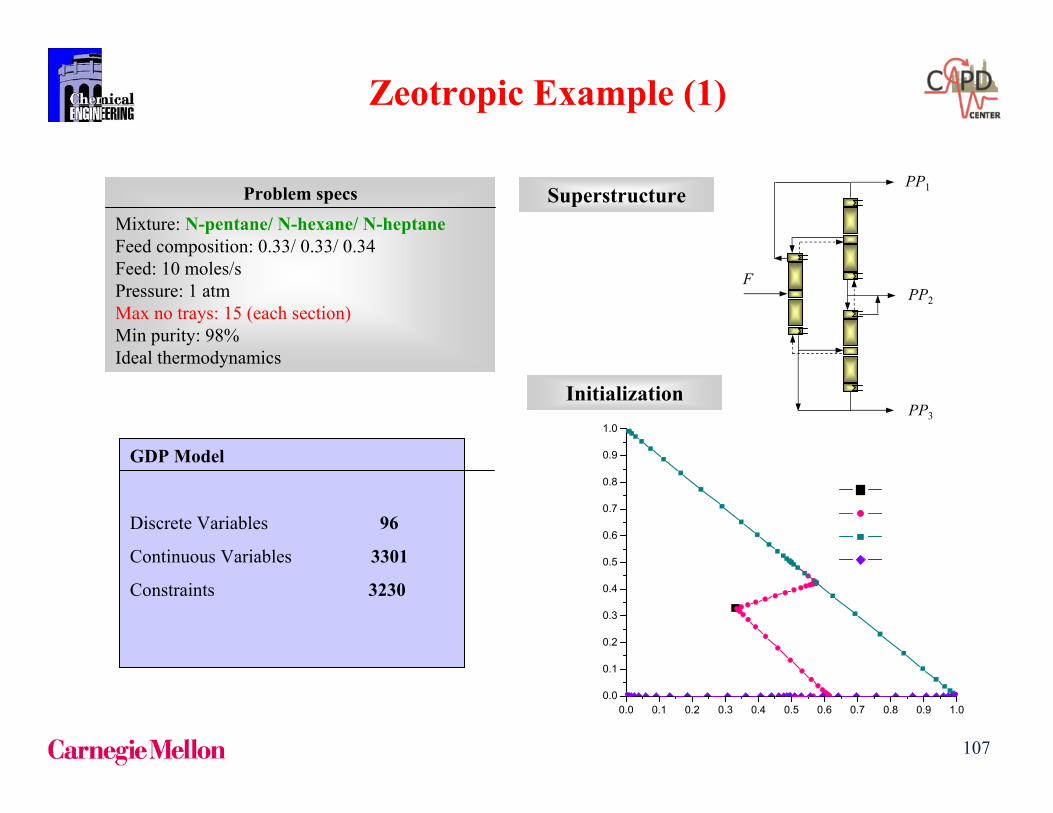
Problem specsMixture: N-pentane/ N-hexane/ N-heptaneFeed composition: 0.33/ 0.33/ 0.34Feed: 10 moles/sPressure: 1 atmMax no trays: 15 (each section)Min purity: 98%Ideal thermodynamics
SuperstructurePP1
PP2
F
PP3
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.00.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Initialization
Zeotropic Example (1)
GDP Model
Discrete Variables 96
Continuous Variables 3301
Constraints 3230

108
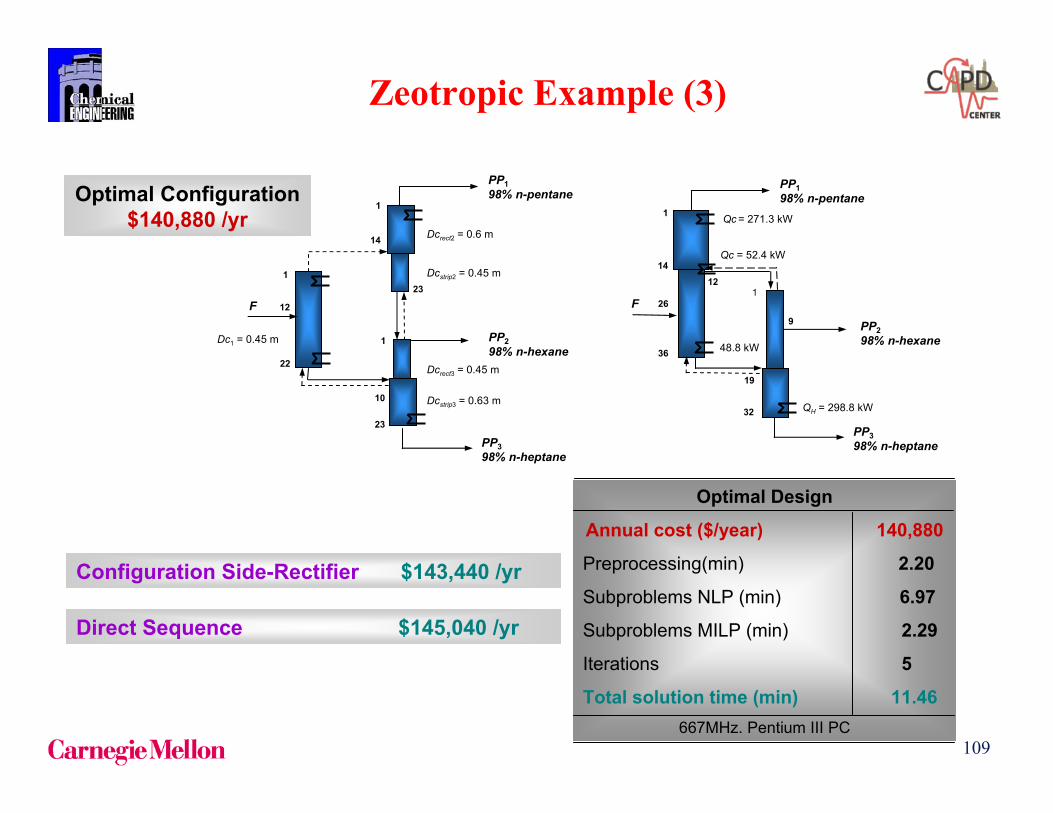
Optimal Configuration$140,880 /yr
Optimal Design
Annual cost ($/year) 140,880
Preprocessing(min) 2.20
Subproblems NLP (min) 6.97
Subproblems MILP (min) 2.29
Iterations 5
Total solution time (min) 11.46667MHz. Pentium III PC
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.00.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Mol
e Fr
actio
nn-
pent
ane
Mole Fraction n-hexane
FeedCol 1 (tray 1 to 14)Col 1 (tray 15 to 34)Col 2 (tray 1 al 9)Col 2 (tray 10 al 32)
PP398% n-heptane
36
9
32
PP298% n-hexane
26
19
PP198% n-pentane
F
Qc = 52.4 kW
QH = 298.8 kW
48.8 kW
1
11 12
14
Qc = 271.3 kW
PP398% n-heptane
12
23
PP298% n-hexane
10
PP198% n-pentane
F
1
22
Dc1 = 0.45 m
Dcrect2 = 0.6 m
Dcstrip2 = 0.45 m
1
14
23
1
Dcstrip3 = 0.63 m
Dcrect3 = 0.45 m
Zeotropic Example (2)
All sections selected
109
Optimal Configuration$140,880 /yr
Optimal Design
Annual cost ($/year) 140,880
Preprocessing(min) 2.20
Subproblems NLP (min) 6.97
Subproblems MILP (min) 2.29
Iterations 5
Total solution time (min) 11.46667MHz. Pentium III PC
PP398% n-heptane
36
9
32
PP298% n-hexane
26
19
PP198% n-pentane
F
Qc = 52.4 kW
QH = 298.8 kW
48.8 kW
1
11 12
14
Qc = 271.3 kW
PP398% n-heptane
12
23
PP298% n-hexane
10
PP198% n-pentane
F
1
22
Dc1 = 0.45 m
Dcrect2 = 0.6 m
Dcstrip2 = 0.45 m
1
14
23
1
Dcstrip3 = 0.63 m
Dcrect3 = 0.45 m
Configuration Side-Rectifier $143,440 /yr
Direct Sequence $145,040 /yr
Zeotropic Example (3)

110110
Problem Specs
Mixture: Methanol/ Ethanol/ WaterFeed composition: 0.5/ 0.3/ 0.2Feed: 10 moles/sPressure: 1 atmMax no. trays: 20 (per section)Min purity: 95%Ideal/Wilson models
F
methanol
ehtanol
Azeotrope
Water
ethanol
Superstructure
Initialization
GDP Model
Discrete Variables 210
Continuous Variables 9025
Constraints 8996
Bartfeld, Aguirre, Grossmann (2004)
Azeotropic Example

111111
Product Specifications 95%Optimal Configuration $318,400 /yr
Optimal Solution
Annual Cost ($/year) 318,400
Preprocessing (min) 6.05
Subproblems NLP (min) 36.3
Subproblems MILP (min) 3.70
Iterations 3
Total Solution Time (min) 46.01667MHz. Pentium III PC
Profiles Optimal Configuration
F
PP6 = 1.292 mole/sec95% Water
PP1 = 5.158 mole/sec95% Methanol
PP4 = 0.836 mole/sec95% Ethanol
39
38
35
PP5 = 2.376 mole/secAzeotrope
622 kW
260 kW
200 kW
4 out of 10 sections deleted
Azeotropic Example

• STATES: Intensive and extensive physical and chemical properties of a stream.
* Quantitative (composition, temperature)* Qualitative (phase, components present)
• TASKS: Physical or chemical transformations between adjacent states (momentum, heat and mass transfer operations).
* Permanent- Valid throughout flowsheet.* Conditional- May not exist for a given flowsheet.
• EQUIPMENT: Physical device that executes a task (design equations and parameters)
* Permanent or Conditional.
Yeomans, Grossmann (2000)
Elements for Flowsheet Superstructures

State Task Network
• First step: State and Task Identification in process flowsheet.
1
2
3
4
5
6
7
9
11
10
12
13
T1
T2
T3
T4
T5 T7
T8
T9
STATES: 1- A Raw, V, Low P 2- A mixed, V, Low P 3- A mixed, V,Low P to T3 4- A mixed, V,Low P to T4 5- A,V, High P form T3 6- A, V, High P form T4 7- A, V,High P, to preheat 8- A,V High P, High T 9- A ,V to packed reactor 10- A+B, V to mixer T10 11- A, V , to PFR
15 T12
T13
12- A+B, V to mixer T10 13- A+B, V to cooler 14- A+B, L to flash. 15- A+B, Rich in A, V, from purge splitter 16- A,V, low P 17- A+B, L, to distillation 18- B, L, Final Product 19- A, V, High P 20- A+B, V to purge 21- A+B, V, waste product
TASKS: 1- Mix recirc A and raw A 2- Split feed mixture 3- Compress in single stage 4- Compress in two stages 5- Mix compressed streams and recycle. 6- Preheat for reaction 7- Split to reactors 8- React A->B in the vapor phase in PFR
9- React A->B in vapor phase with catalizer C in packed reactor 10- Mix reactor outlets, Vapor 11- Condense stream 12- Flash A+B: A+B vapor, B liquid 13- Distillate A+B: A liquid, B liquid 14- Compress col. vapor outlet 15- Purge vapor stream
8T6 T10
T11
14
19
18
17T14 16
20
21
T15
state 19
task 14

OTOE Assignment for STN
• Predetermined Equipment Assignment: One Task One Equipment
REACTOR 2:A-cat->B
COMPRESSOR 1
COMPRESSOR 2
FLASH
COLUMN
REACTOR 1:A-->B
PRE-HEATERCOOLER
FEED
PRODUCT

VTE Assignment for STN
• Assignment left over for optimization: Variable Task Equipment
13
T11
141
2
3
4
5
6
7
9
11
10
12
T1
T2
T3
T4
T5 T7
T8
T9
20
T12
T13
8T6 T10
T1419
18
1716
15
21
T15

State Equipment Network (SEN)
VTE:
Compress Recycle-or-Compress Feed
Equipment Tasks
Preheat feed to reactor-or-Cool reactor outlet-or-Vaporize recycle from distillation
React A-->B (liquid phase)-or-React A-cat->B in packedreactor (vapor phase)
1 stage 2 stage
state iequipment j
FEED
PRODUCT

GDP Model for State Task Network / OTOE
• Boolean Variable Yt:
* True- Task exists, task and equipment equations apply
* False- Equipment does not exist. A subset of variables is set to zero.
min cttT sxs
sS
s. t. gt(dj' ,zt ,xs ,xs' ) 0ct f (dj' ,zt )
j'Qt , t TP
sIt , s'Ot
Ytgt(dj' ,zt ,xs ,xs' ) 0
ct f (dj' ,zt )
j'Qt
sIt ,s'Ot
Ytdj' zt 0xs xs' 0
j'Qt
sIt ,s'Ot
tTC
(Y ) True
d D, z Z, x X Yt True, False
Conditional Task (TC)
PermanentTask (TP)
REACTOR 2:A-cat->B
COMPRESSOR 1
COMPRESSOR 2
FLASH
COLUMN
REACTOR 1:A-->B
PRE-HEATER COOLER
FEED
PRODUCT

GDP Model for SEN
• Boolean Uj for equipment existence.
• Boolean Variable Vjt:* True- Apply design
equations for task t.* False- Do not apply design
equations for task t.min cjt
tT
jE s xs
sS
s. t.
t Bj
Vjt
ptj(dj , zt , xs ,xs' ) 0c jt f (dj , zt )
j EP
tBj
Uj
V jt
ptj (d j , zt , xs , xs' ) 0ctj f (dj , zt )
Uj
zt dj 0xs xs' 0
jEC
(V ,U) True
d D, z Z, x X, Vjt True, False,Uj True, False
PermanentEquipment
(EP)
Conditional Equipment (EC)

Theoretical Properties
• Model comparison (STN vs. SEN):
* One Task - One Equipment assignments lead to simpler disjunctive models
* SEN is equivalent to STN / OTOE if each equipment is allowed to perform only one task, provided same tasks appear in both
* STN / VTE leads to different model than SEN. The same problem and same assignment (VTE) generate physically different superstructures
* No model is inherently tighter than the other.

120
Flowsheet Synthesis: MINLP Approach (OTOE)HDA process: 13 0-1 variables, 723 variables, 719 constraints DICOPT: 7.5 secs
Methane Purge
Hydrogen Feed
Toluene Feed
Methane Purge
Methane Purge
Benzene Product
Diphenyl Byproduct
Toluene
Membrane #1
Furnace
Adiabatic Reactor
Isothermal Reactor
Quench Membrane #2Flash
#1
Flash #2
Flash #3
Benzene Column
Toluene Column
Stabilizing Column
Absorber
Hydrogen Recycle
Toluene Recycle
LEGEND FOR INTERCONNECTION NODES
Single choice stream splitter
Multiple choice stream splitter
Single choice stream mixer
Multiple choice stream mixer
192 embedded flowsheets
13 bin. var. 672 cont. var. 678 constr.

121
Hydrogen Feed
Toluene Feed
Methane Purge
Methane Purge
Benzene Product
Diphenyl Byproduct
Furnace
Adiabatic Reactor
QuenchFlash
#1
Benzene Column
Toluene Column
Stabilizing Column
Hydrogen Recycle
Toluene Recycle
PROFIT = 4.814 M$/yr
Potential Problems:1. Zero flows2. Large dimensionality
--- DICOPT: Log File:Major Major Objective CPUtime Itera- Evaluation SolverStep Iter Function (Sec) tions ErrorsNLP 1 5750.63780 1.81 2490 0 snoptMIP 1 3312.01424 0.33 443 0 cplexNLP 2 4057.62731< 1.59 2038 0 snoptMIP 2 2227.55081 0.33 713 0 cplexNLP 3 4047.47058 3.50 2222 0 snopt
--- DICOPT: Terminating...--- DICOPT: Stopped on NLP worsening
Profit= 4.057M$/yr
122122
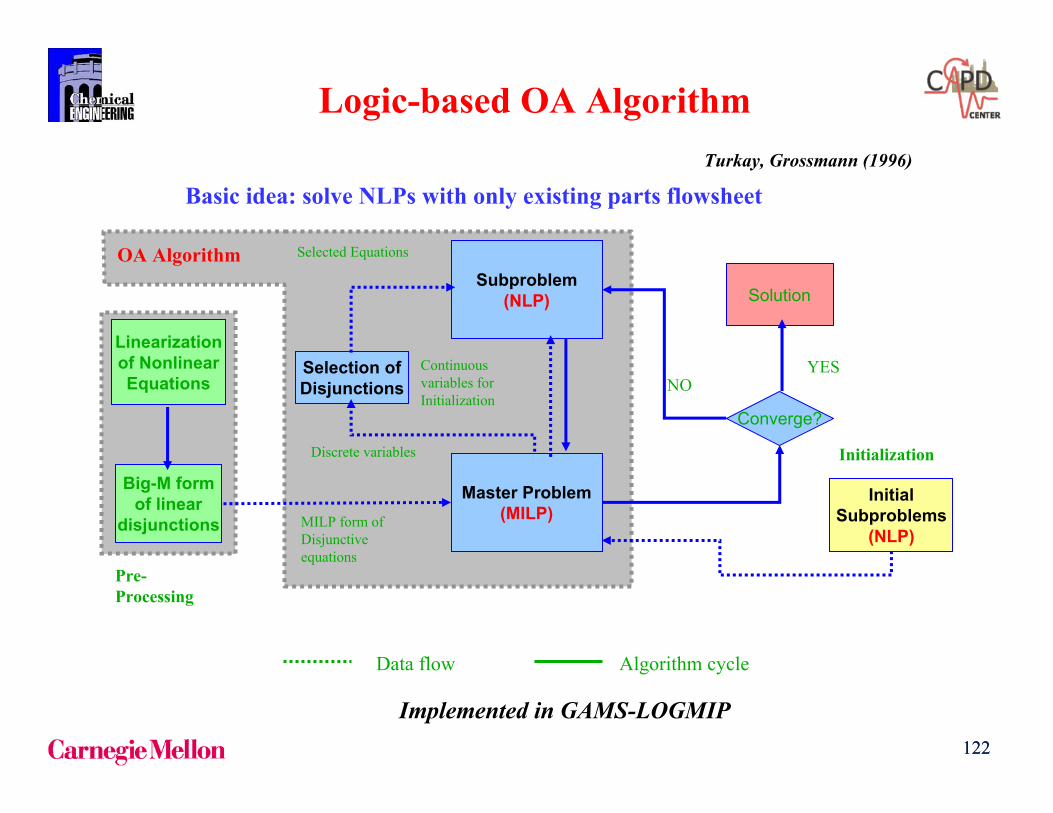
Logic-based OA Algorithm
Master Problem(MILP)
Subproblem(NLP)
Selection ofDisjunctions
Converge?
Solution
InitialSubproblems
(NLP)
Linearizationof NonlinearEquations
Big-M formof linear
disjunctions
Pre-Processing
MILP form ofDisjunctiveequations
Continuousvariables forInitialization
Discrete variables
Selected Equations
YESNO
Initialization
OA Algorithm
Data flow Algorithm cycle
Implemented in GAMS-LOGMIP
Turkay, Grossmann (1996)
Basic idea: solve NLPs with only existing parts flowsheet

123
Pby
1
2
3
4 5 6
7 8
9
10
1112 13
14
15
16
171819
A + B C
90% pure C
Š1,000 ton/day
Feed 1 (cheap)
Feed 2 (exp.)
high conv, high cost
low conv, low costP, conv ?
Example Superstructure Process Flowsheet
To apply Logic-based OA we require NLP subproblems to cover all units
Remark. Fewest number subproblems: set covering problem
(OTOE)

124
Pby
1
4 5 6
7 8
10
1112 13
14
15
171819
A + B C
90% pure C
1,000 ton/day
Feed 1 (cheap)
low conv, low cost
P=15MPa conv=27.6% /pass
Subproblem 1 (NLP): $859,000/yr
Pby
2
3
7 8
9
1112 13
14
15
16
A + B C
90% pure C
1,000 ton/dayFeed 2 (exp.)
high conv, high cost
P=11MPa conv=33.2% /pass
Subproblem 2 (NLP): $1,575,000/yr
All units covered => MILP Master 1: $1,868,000/yr

125
Pby
2 4 5 6
7 8
9
1112 13
14
15
16
A + B C
90% pure C
1,000 ton/dayFeed 2 (exp.)
high conv, high cost
P=13.8MPa conv=30.1% /pass
Subproblem 3 (NLP): $1,794,000/yr
MILP Master 2: $1,741,000/yr (with integer cut)
Since $1,741,000/yr < $1,794,000/yr STOP!

126126
Superstructure Vinyl Chloride Monomer (Turkay & Grossmann, 1997)
Oxygen
Air
Ethylene
Chlorine
Vinyl Chloride
Hydrogen Chloride
Ethylene Dichloride
Ethylene Dichloride
Water
Flash
Direct Chlorination
Oxychlorination
Low P
High P
Purge
Hydrogen Chloride
Process Flowsheet Synthesis
Major options:Direct Chlorination vs. OxychlorinationAir vs. OxygenPressure PyrolisisSeparation sequenceOptimization with discontinuous cost models:
- Multiple size regions- Pressure, temperature factors
Cost
Size

127
Optimal Solution (CPU-time: 3.8min)
Oxygen
Ethylene
Chlorine
Vinyl Chloride
Hydrogen Chloride
Ethylene Dichloride
Water
Flash
Direct Chlorination
Oxychlorination
High P
Purge
Profit=$75.3 million/yr
Item Flowsheet 1 Flowsheet 2 Master Pr. 1 Flowsheet 3 Master Pr. 2
Binary var. 162 168 259 168 259 Continuous var. 879 883 1715 883 1822
Constraints 699 703 1750 703 1858 Profit ($M/yr) 27.678 75.283 82.763 71.809 65.262
Major Iterations 3 3 N/A 3 N/A CPU time (sec) 88.00 64.99 8.24 53.76 13.21

128
Carnegie Mellon
US Energy Sources
Biomass emerging as important renewable

129
Carnegie Mellon
Process Design Challenges in BioethanolEnergy consumption corn-based process level:
Water consumption corn based - process level:
Author (year) Energy consumption (Btu/gal)
Pimentel (2001) 75,118
Keeney and DeLuca(1992)
48,470
Wang et al. (1999) 40,850
Shapouri et al. (2002) 51,779
Wang et al (2007) 38,323
Author (year) Water consumption( gal/gal ethanol)
Gallager (2005) First plants
11
Philips (1998) 5.8
MATP (2008) Old plants in 2006
4.6
MATP (2008) New plants
3.4

130
Carnegie Mellon
Proposed Design Strategyfor Energy and Water Optimization
Energy optimizationIssue: fermentation reactions at modest temperatures
Multieffect distillation followed by heat integration process streams
=> No source of heat at high temperature as in petrochemicals
Water optimizationIssue: cost contribution is currently still very small
(freshwater contribution < 0. 1%)
=> Total cost optimization is unlikely to promote water conservation
Optimal process water networks for minimum energy consumption

131
Carnegie Mellon
Energy Optimization of Corn-based BioethanolPeschel, Martin, Karuppiah, Grossmann, Zullo, Martinson (2007)
60 M gallon /yr plant
Equipment cost = M$ 18.4 Steam cost = M$ 21/yr Prod. cost = 1.50 $/gal

132132
Required operations
Ethanol purificationSolids drying
Molecular Sieves vs Corn GritsMechanical press before/after Beer column
Superstructure of a Bio-ethanol Plant

133133
Alternatives for Energy Reduction
HeatHeat IntegrationIntegration processprocess streamsstreams::
MultieffectMultieffect columnscolumns::
Low Pressurecolumn
High Pressurecolumn
GDP model comprises mass, energy balances, design equations (short cut)2,922 variables (2 Boolean) 2,231 constraints

134134
60 M gallon /yr plant
Ethanol losses : 0.5%
Optimized Structure
Equipment cost = M$ 20.7 Steam cost = M$ 7.1/yr (-66%) Prod. cost = 1.28 $/gal
HeatHeat IntegrationIntegration andandMultieffectMultieffect ColumnsColumns
Reduction from $1.50/gal (base case) to $1.28/gal !

135135
Energy Profiles in Multieffect ColumnsBeer Column
Rectification Column
Single columnSingle column
Single columnSingle column
Triple effect columnTriple effect column
Double effect columnDouble effect column

136
Carnegie Mellon
Remarks
Current ethanol from corn and sugar cane and biodiesel from vegetable oilscompete with the food chain.
U.S. Government policies support the production of lignocellulosic basedbiofuels and the reuse of wastes and new sources (algae)

137
Carnegie Mellon
Cellulosic Switchgrass and Microalgae highest yield (gal/acre)
Note: Switchgrass almost 3 times yield than Corn

138
Carnegie Mellon
Challenge:
Many alternative flowsheets
b) Hydrolysis Process (fermentation)
WastewaterPower-Heat
BiomassPretreatment
Cellulosic Hydrolysis
SugarFermentation
EthanolRecovery
Electricity
Feed Ethanol
a) Thermochemical Process (gasification)
Power-HeatGasification Gas clean-up
Fermentationor Catalytic
EthanolRecovery
Electricity
Feed Ethanol
Lignocellulosic Bioethanol

139
Carnegie Mellon
Superstructure Thermochemical Bioethanol
Process Design Alternatives:
GasificationIndirect Low pressureDirect high Pressure
Reforming.Steam reformingPartial oxidation
CO/H2 adjustmentWGSRBypassMembrane/PSA
Sour gases removal:MEAPSAMembrane
SynthesisFermentation
RectificationAdsorption Corn gritsMolecular sievesPervaporation
CatalyticDirect SequenceIndirect sequence
Ethanol via gasification
-Martin, M. Grossmann, I. E (2010) Aiche J. Submitted
Gasification Reforming Clean upCO/H2 Adj. Sour gases removal
Fermentation
Catalysis
Martin, Grossmann (2010)

140
Carnegie Mellon
Superstructure
Gasifier 1 Gasifier 2
Partialoxidation
Steam reforming
Partialoxidation
Steam reforming
Catalysis Fermentation Catalysis Fermentation Catalysis Fermentation Catalysis Fermentation
Problem
Subproblem
(A) (B) (C) (D) (E) (F) (G) (H)
Solution Strategy Energy Optimization
Decomposition of GDP in 8 subproblemsDecision levels: Gasifier
Removal HCsReaction of Syn Gas
Heat integration and economic evaluation

141
Carnegie Mellon
Ethanol: $0.81 /gal (no H2 credits)$ 0.42/gal (H2 credits)
Optimal Design of Lignocellulosic Ethanol Plant
Low cost is due to H2 productionEach NLP subproblem: 7000 eqs., 8000 var~25 min to solve
$67.5 Million/yr
1,996 Btu/gal (< 1/10th of corn!)

142
Carnegie Mellon
Superstructure Biothanol via Hydrolysis
Dilute acid
AFEX
Hydrolysis and Fermentation
Rectification
Adsorption
Molecular sieves
Pervaporation

143
Carnegie Mellon
Optimal Flowsheet
$48 Million/yr vs. $67.5 Million/yr (gasification)

144
Carnegie Mellon
Orange: Energy consumed after superstrucure optimization with heat integration. Red: Energy consumed after the contribution of lignin Blue: Cooling water requirements after heat integration
Impact of Lignin

145145145
Bioethanol Plant: no water managementAhmetovic, Martin, Grossmann (2009)

146
Carnegie Mellon
Freshwater
Dist. Colums.
Fermentor
Washing
Discharge
Solids removal
Organics removal
Optimal Water Network: Corn Ethanol
TDS removal
-Ahmetović , E., Martin, M. Grossmann, (2009) I&ECR. 2010, 49, 7972–7982
Gal. Water/Gal. Ethanol = 1.5
1.5 vs 3.4
Reduction freshwaterfrom 9.07 to 1.17!

147
Carnegie Mellon
Industrial Average
Industrial Goal
a- Superstrucure opt.b- Supers. + HENc- Supers. + HEN + Mult. d- Supers. + HEN + Mult (opt. reflux ratio)
Evolution of Water Consumption
Synergy with Heat Recovery

148
Carnegie Mellon -Martin, M. , Ahmetović, E., Grossmann, I. E (2010) I&ECR ASAP
Cellulosic Bioethanol via Gasification
Freshwater
Wastewater
Gasifier
Washing Solids removal
Organics removal
Optimal Water Network: Lignocellulosic Ethanol
Gal. Water/Gal. Ethanol = 4.2

149
Carnegie Mellon
Optimal Water Network: Lignocellulosic Ethanol
Cellulosic Bioethanol via HydrolisisGal. Water/Gal. Ethanol = 1.7

150
Carnegie Mellon
Table Summary of results [6-10]
A C BD F E
[6] Martín, M., Grossmann, I.E. (2011) AIChE J. DOI: 10.1002/aic.12544[7] Martín, M., Grossmann, I.E. Energy optimization of Hydrogen production from biomass. Rev. Submited to Comp. Chem. Eng.[8] Martín, M., Grossmann, I.E. Energy optimization of lignocellulosic bioethanol production via Hydrolysis to be submitted AIChE J.[9] Martín, M., Grossmann, I.E. Process optimization of FT‐ Diesel production from biomass. To be submitted[10] Martín, M., Grossmann, I.E. Process optimization bioDiesel production from cooking oil and Algae. To be submitted
(*) kg instead of gal

151
Sequential Modular Simulators Equation Based Simulators
Equipment libraries data bases Component property data basesProperties estimation
Numerical methods specifically developed for each process unit.Including Flash calculations in all the streams.
There is no difference between equations. The complete system is represented and solved by a set of equations without taking into account where they come from.
Rigid Input-output structure: Lack of flexibility. Convergence of recycles based on fixed point or quasi-Newton (Broyden) methods.
Initialization methods specifically design for each unit.
In general, no specific initialization methods.
Very flexible. Almost any specification possible. Quadratic Convergence(Newton based methods for solving equations).
Very robust and reliable. Faster, and more flexible but less robust and reliable
Disjunctive Representation with Implicit ModelsCaballero, Odjo, Grossmann (2007)
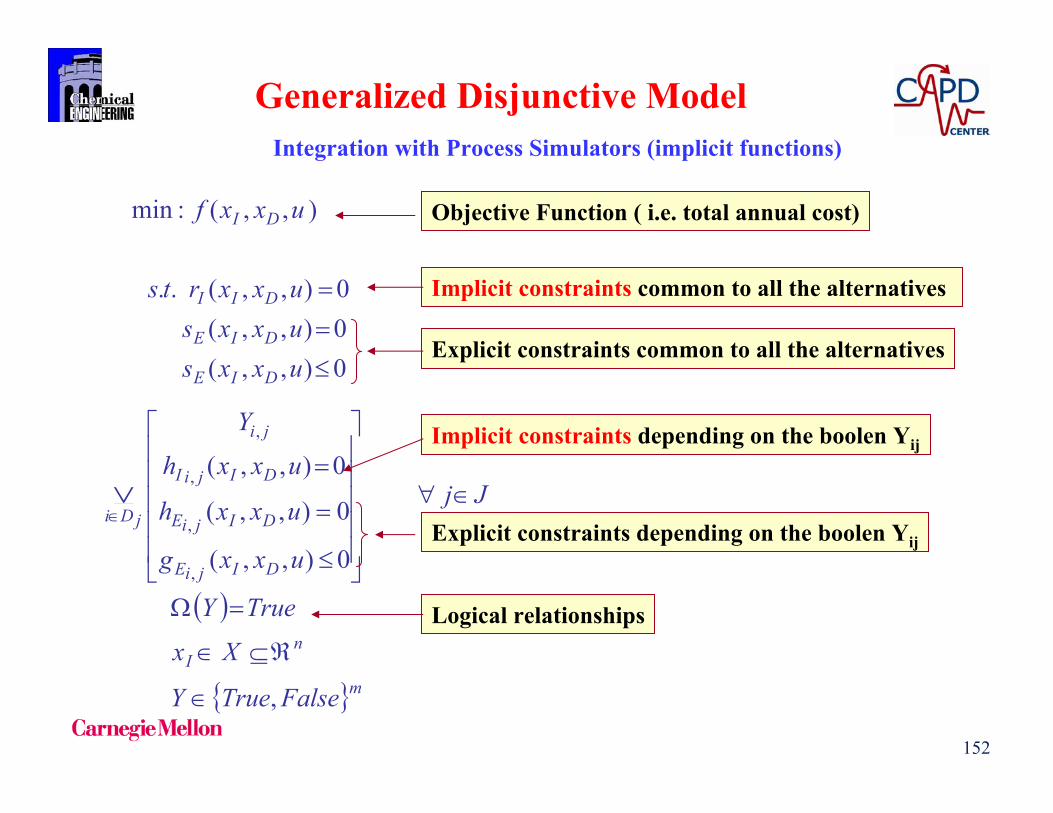
152
),,(:min uxxf DI
Jj
uxxg
uxxh
uxxh
Y
DIjiE
DIjiE
DIjiI
ji
jDi
0),,(
0),,(
0),,(
,
,
,
,
m
nI
FalseTrueY
Xx
TrueY
,
0),,(0),,(0),,(..
uxxsuxxsuxxrts
DIE
DIE
DII
Generalized Disjunctive Model
Objective Function ( i.e. total annual cost)
Implicit constraints common to all the alternatives
Implicit constraints depending on the boolen Yij
Logical relationships
Explicit constraints common to all the alternatives
Explicit constraints depending on the boolen Yij
Integration with Process Simulators (implicit functions)

153
),,(:min uxxf DI
Jj
uxxguxxhuxxh
Y
DIE
DIE
DII
ji
jDi
0),,(0),,(0),,(
,
m
nI
FalseTrueY
Xx
TrueY
,
0),,(0),,(0),,(..
uxxsuxxsuxxrts
DIE
DIE
DII xI Independent variables: Specifications or degrees of freedom in the modular process simulator (or any other third party program). The user has a complete control over these variables.
xD Dependent variables. They can only be read. Their value depend on the xI variables.
u variables that must be fixed. The user has only an indirect control of these variables (i.e. trays in a column).
Disjunctive Representation

154
Algorithms
Regular and Disjunctive Branch and Bound (Gupta & Ravindran,1985; Lee & Grossmann,2000)
Solve series of NLP problems in a tree search (no Master needed)
Outer Approximation –MINLP reformulation- (Duran and Grossmann,)Logic Based Outer Approximation (Turkay & Grossmann, 1996)Modeling and Decomposition (Kocis & Grossmann, 1989)
LP-NLP Based Branch and Bound (Quesada and Grossmann, 1992)Logic LP-NLP Based Branch and Bound
-Iterate between NLPs and Master (MILP) problems.-In Outer Approximation the Master is solved to optimality in each major iteration.-In LP-NLP based branch and bound the an NLP problem is solved when an Integer solution is found in the tree search of Master problems, all open nodes in the Master are then updated.

155
Solution Algorithms
Step 1. In the process simulator:
If the topology is fixed:
Select the independent variables (specifications). Chose a set of variables that makes that the simulation converges easily. -Difficult constraints or difficult specifications should be donethrough external constraints-.
If the topology is variable: (not all the units necessarily exist in a feasible flowsheet)
It is necessary to study of each unit in order to prevent unexpected behavior, i.e. Lack of convergence due to zero flows. If possible select the variables that minimizes (or avoid) thoseproblems.
In some situations it would be necessary especial algorithms . For process synthesis a good option are the “logic based algorithms”(Turkay and Grossmann, 1996), (Kocis and Grossmann, 1989)

156
Step 2. a. In the disjunctions there are no implicit equations:
Reformulate to MINLP using Big M or Convex Hull.
b. In the disjunctions there are implicit equations, but they do not affect the topologyReformulate to MINLP using a Big M reformulation.
c. In the disjunctions there are implicit equations that modify the topologySolve each of the fixed topology NLP subproblems, or the ‘main’ subproblem
and perform sub-lagrangian optimizations of the other units. (Logic Based Algorithms)
Solve the following NLP (r-MINLP).
0),,(0),,(0),,(..
),,(:min
uxxsuxxruxxrts
uxxf
DIE
DIE
DII
DIIx
0),,,(
0),,,(
,,*
,,*
jiDIjiE
jiDIjiE
yuxxg
yuxxh
100
ybAy
Implicit equations (i.e. process simulator)
Big M, convex hull reformulation or fixed topology sub-problem
Algebraic representation of logical equations, in terms of binary variables

157
Step 3. Generate (if necessary) the following Master MILP Problem
)(min 4321,,ssssT
sIx
)(]),(,[]),(,[ kII
kID
kIIx
kID
kI xxuxxxfuxxxf
2
11
)(]),(,[]),(,[
)(]),(,[
sxxuxxxsuxxxs
sxxuxxxrkIIIDIEIxIDIE
kII
kID
kIEIx
T
4,,
,*
,*
3,,
,*
2
],),(,[],),(,[
],),(,[
syyxxyuxxxgyuxxxg
syyxxyuxxxh
kjiji
kIIk
jikID
kIEIx
kji
kID
kIE
kjiji
kIIk
jikID
kIEIx
T
my
bAy
1,0
0
Notes:MILP only depends on xI and slacks.
xD is a function of xI. The linearization is done using the chain rule through the flowsheet or the implicit equations.
),( uxx IID
I
D
DIIx xd
xdxf
xff
k = 1, 2….K

158
Practical Implementation
Flowsheet simulated and converged in HYSYS.Plant 3.2
All algorithms BB, OA, LP-NLP_BB were implemented in MATLAB 7.1.
All the steps: generation and solving Masters and NLPs problems are controlled from MATLAB.
Auxiliary NLP and MILP solvers external to process simulator:MATLAB-TOMLAB (SNOPT 7, CONOPT 3, CPLEX 10)
Communication between MATLAB and HYSYS through ActiveX (Windows COM)
All other implicit equations (all but those in the process simulator) were developed as functions in MATLAB.

159
MATLAB HYSYS
Set up HYSYS Flowsheet.Start from a converged flowsheet
(external constraints can be violated)
Set up communicationMATLAB – HYSYS
(Windows COM)
Choose Algorithm (BB, OA, LP-NLP_BB)Set up initial NLP(s): (MINLP reformulations…)
Solve NLPsMATLAB-TOMLAB
(conopt3, snopt7)
xI variables
xD variables
HYSYS or other third party program or moduleDerivatives
Generate Master MILP
Solve Master ProblemMATLAB-TOMLAB
(CPLEX )

160
Example 1 Three heat exchangers network (Adapted from Turkay and Grossmann, 1996)
HYSYS Flowsheet
226.9 ºC
266.9 ºC
76.85 ºC
66.85 ºC
CostInvestmentutilitiesCost :min
5025
46500600
2510
150001500
101
30002750 6.0
3,
6.0
2,
6.0
1,
j
jj
j
j
jj
j
j
jj
j
A
ACI
Y
A
ACI
Y
A
ACI
Y
Some Data
Stream Tin (K) Tout (K) Cost ($/kW-year)Hot 500 340Cold 350 560Cooling W 323 363 20Heating V 557 557 80
Heat Exchanger U (kW/ m2 K)E-101 1.5E-102 0.5E-103 1.0
10_1 wateroutHotStreamT TT
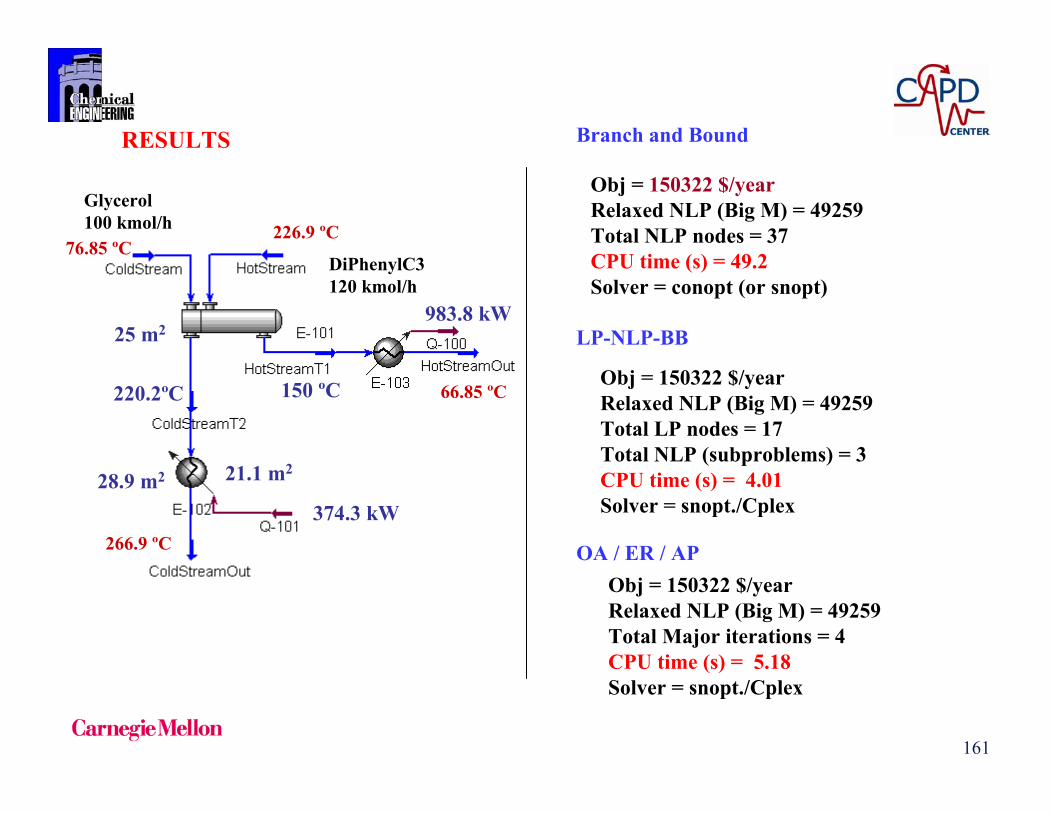
161
RESULTS
226.9 ºC
266.9 ºC
76.85 ºC
66.85 ºC
983.8 kW
374.3 kW
150 ºC220.2ºC
25 m2
28.9 m2 21.1 m2
Branch and Bound
Obj = 150322 $/yearRelaxed NLP (Big M) = 49259 Total NLP nodes = 37CPU time (s) = 49.2 Solver = conopt (or snopt)
LP-NLP-BB
Obj = 150322 $/yearRelaxed NLP (Big M) = 49259 Total LP nodes = 17Total NLP (subproblems) = 3CPU time (s) = 4.01Solver = snopt./Cplex
OA / ER / APObj = 150322 $/yearRelaxed NLP (Big M) = 49259 Total Major iterations = 4CPU time (s) = 5.18Solver = snopt./Cplex
Glycerol 100 kmol/h
DiPhenylC3120 kmol/h

162
100010)(
,,,
10010)(
,,,
_
101)(
,,,
AACCostTTTTfA
HeadFixed
AACCostTTTTfA
PipeMultiple
AACCostTTTTfA
PipeDouble
FHFH
outC
inC
outH
inH
MPMP
outC
inC
outH
inH
DPDP
outC
inC
outH
inH
Example 2. DME Plant
WaterCostCostACCost
UTTTTAA
WaterHE
CostACCost
UTTTTAA
CoolerAir
UtilityAir
TS
WWout
Win
sout
sin
UtilityAir
Air
AirAir
outAir
ins
outs
in
_)(
,,,,
_
0)(
,,,,
VaporCostCostACCost
UTTTTAA
HeadFloating
VaporCostCostACCost
UTTTTAA
ReboilerKettle
UtilityAir
FH
WR
outV
ins
outs
in
Utility
Kettle
AirR
outV
ins
outs
in
_)(
,,,,)(,,,,
261.5 kmol/h1.01 bar25 ºCxMeOH = 0.8xWater = 0.2
137.3 kmol/hxMeOH =0.995
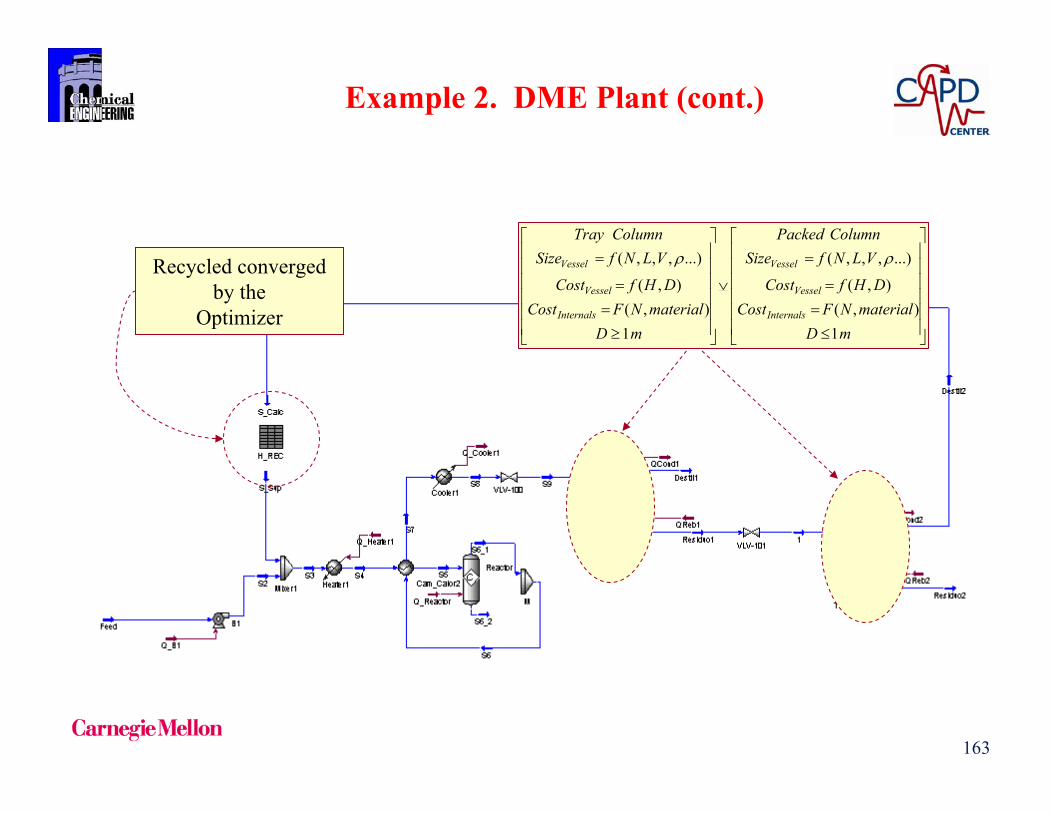
163
mDmaterialNFCost
DHfCost
VLNfSizeColumnPacked
mDmaterialNFCost
DHfCost
VLNfSizeColumnTray
Internals
Vessel
Vessel
Internals
Vessel
Vessel
1),(
),(
...),,,(
1),(
),(
...),,,( Recycled converged by the
Optimizer
Example 2. DME Plant (cont.)

164
Optimal Solution
Air 374.6 m2
M P 16.6 m2
FH 46.4 m2
FH 37.8 m2
FH 10.8 m2
Kettle 54.6 m2
Packed
Tray18.2 m2
6.344 kW
2.99 kW
4668 kW944 kW
2609 kW
1735 kW
3090 kWD = 0.93 mH = 8.4 m D = 2.94 m
H = 11.07 mN = 21 trays
10 m x 0.72 m
4549 kW
159.8 ºC48.62ºC260ºC
366ºC
281ºC
81.7ºC10.5 bar 173.3 kmol/h DME
x =0.995
1.1 bar15.5 bar65.7 ºC147.8 kmol/h
Water
TAC = 1.002x106 $/year
261.5 kmol/h1.01 bar25 ºCxMeOH = 0.8xWater = 0.2
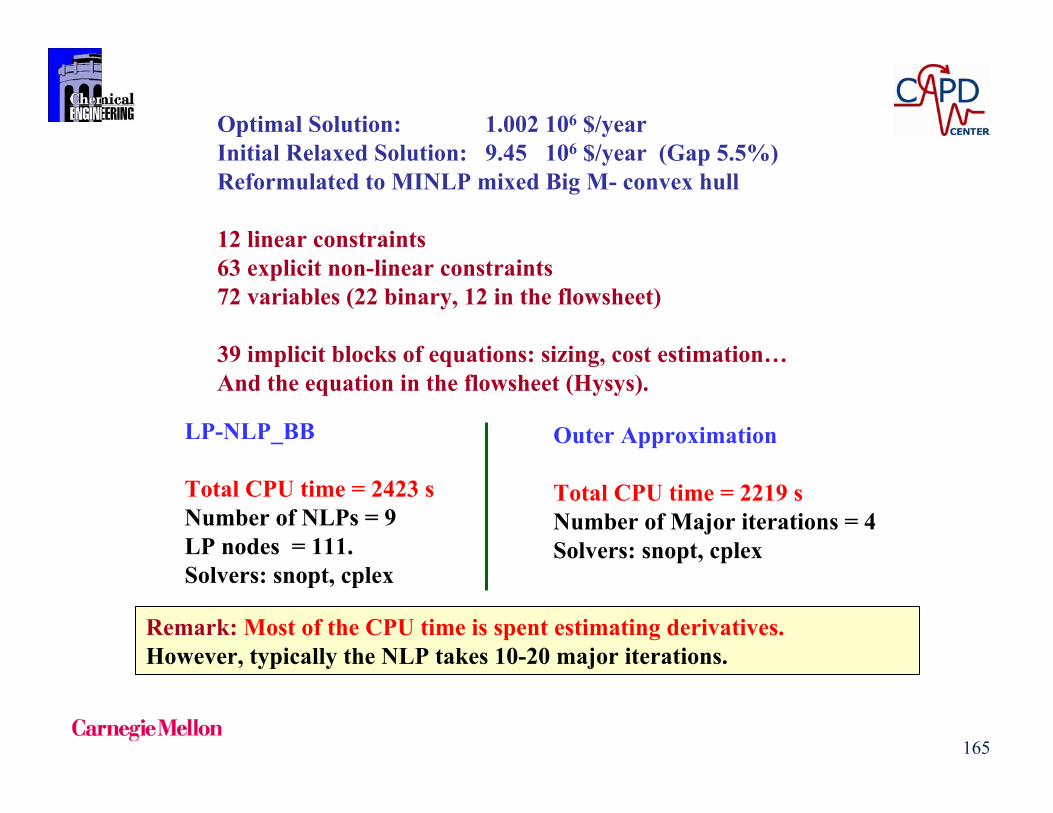
165
Optimal Solution: 1.002 106 $/year Initial Relaxed Solution: 9.45 106 $/year (Gap 5.5%)Reformulated to MINLP mixed Big M- convex hull
12 linear constraints63 explicit non-linear constraints72 variables (22 binary, 12 in the flowsheet)
39 implicit blocks of equations: sizing, cost estimation…And the equation in the flowsheet (Hysys).
LP-NLP_BB
Total CPU time = 2423 sNumber of NLPs = 9LP nodes = 111.Solvers: snopt, cplex
Outer Approximation
Total CPU time = 2219 sNumber of Major iterations = 4Solvers: snopt, cplex
Remark: Most of the CPU time is spent estimating derivatives.However, typically the NLP takes 10-20 major iterations.

166
Perform flowsheet synthesis using models from process simulators
Motivation
Black box models• No access to the original code• In some cases significant CPU
computation time is required• Usually derivatives are not available
In modular process simulators:• No derivative information available
• Usually perturbation does not provide accurate values due to the noise
introduced by the model
Rigorous Flowsheet Optimization using Process Simulators and Surrogate Models
Caballero, Grossmann (2008)

167
Kriging Interpolation:
( ) ( ) ( )y x f x Z x
Usually f(x) = μ ( ) 0E Z x
Kriging assumes that errors are not independent but a function of x
2cov ( ), ( ) ( , )i j i jZ Z x x R x x2 = Process Variance
, ,1
, exp
0; 0 2
ld P
i j l i l j ll
l lP
R x x x x Spatial correlation function : No Euclidean
Include adjustable parametersDue to these parameters it is not sensitive to the units of measurements
(a non interpolation version is easy to implement as well)
1new Ty x r R y 1
-1 222 -1-1
(1 )( ) 1T
new TTs x
r R rr R r1 R 1
The final predictor for the new point (xnew, ynew)
Standard error predicted by the interpolator
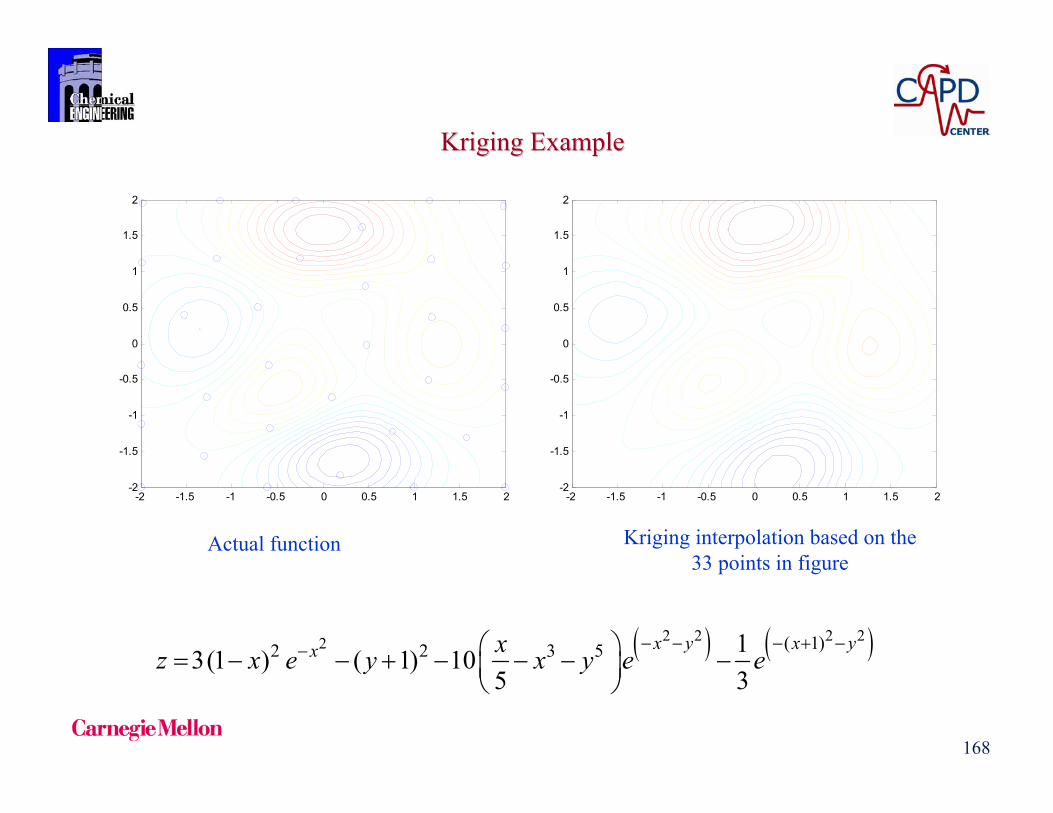
168
KrigingKriging ExampleExample
-2 -1.5 -1 -0.5 0 0.5 1 1.5 2-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
-2 -1.5 -1 -0.5 0 0.5 1 1.5 2-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
2 2 2 22 ( 1)2 2 3 5 13(1 ) ( 1) 105 3
x y x yx xz x e y x y e e
Actual function Kriging interpolation based on the 33 points in figure

169
-2-1
01
2
-2-1
0
12
-10
-5
0
5
10
-2-1
01
2
-2-1
0
12
-10
-5
0
5
10
-2-1
01
2
-2-1
0
12
-10
-5
0
5
10
KrigingKriging ExampleExample
Actual function Kriging interpolation
Errors predicted by the kriging

170
-2-1
01
2
-2
-10
12
-10
-5
0
5
10
-2-1
01
2
-2
-10
12
-10
-5
0
5
10
2 2 2 22 ( 1)2 2 3 5 13(1 ) ( 1) 105 3
x y x yx xz x e y x y e e
( , )z x yx
Analytical ( , )z x yx
Calculated by kriging

171
Algorithm
1. Select unit operation(s) to be substituted by a metamodel2. Bounds on variables (as tight as possible)3. Sampling
Latin Hypercube sampling, Hammersley, Halton o Sobol
The sampling must be done to preserve the uniformity of the distribution and avoid ‘correlation’.
,max min i ji j
d di,j = distance between sample points i and j
4. Generate kriging model Adjust parameters using an available NLP solver (SNOPT, CONOPT)
5. Validate kriging model : Cross validation
6. Optimization using the kriging metamodel instead of the selected unit operations(Using any NLP solver available i.e. SNOPT, CONOPT, KNITRO)
7. Refinement stage (optional):
8. Re-sampling and recalibration9. Repeat from point 6 until convergence

172
Example: phtalic anhydride from o-xylene
2 8 10 2 6 4 2 2o-xylene phthalic anhydride
2 8 10 4 2 3 2 2o-xylene
2 8 10 2 2o-xylene
( 1) 3 3 ( )
( 2) 7.5 4 4
( 3) 10 8 5
maleic anhydride
R O C H H O C H CO O
R O C H C H O CO H O
R O C H CO H O
Min : Total annual cost = Fixed + variable costs(compressor, pump, heater, cooler, reactor, flash, column)
s.t. cost and sizing equationsph. Anhydride > 0.99 (molar fraction)
Plug flow reactor substituted by krigingmetamodels
Number of sample points = 71 Convergence in two major iterationsTotal CPU time = 169.9 s. ; SOLVER = SNOPT7
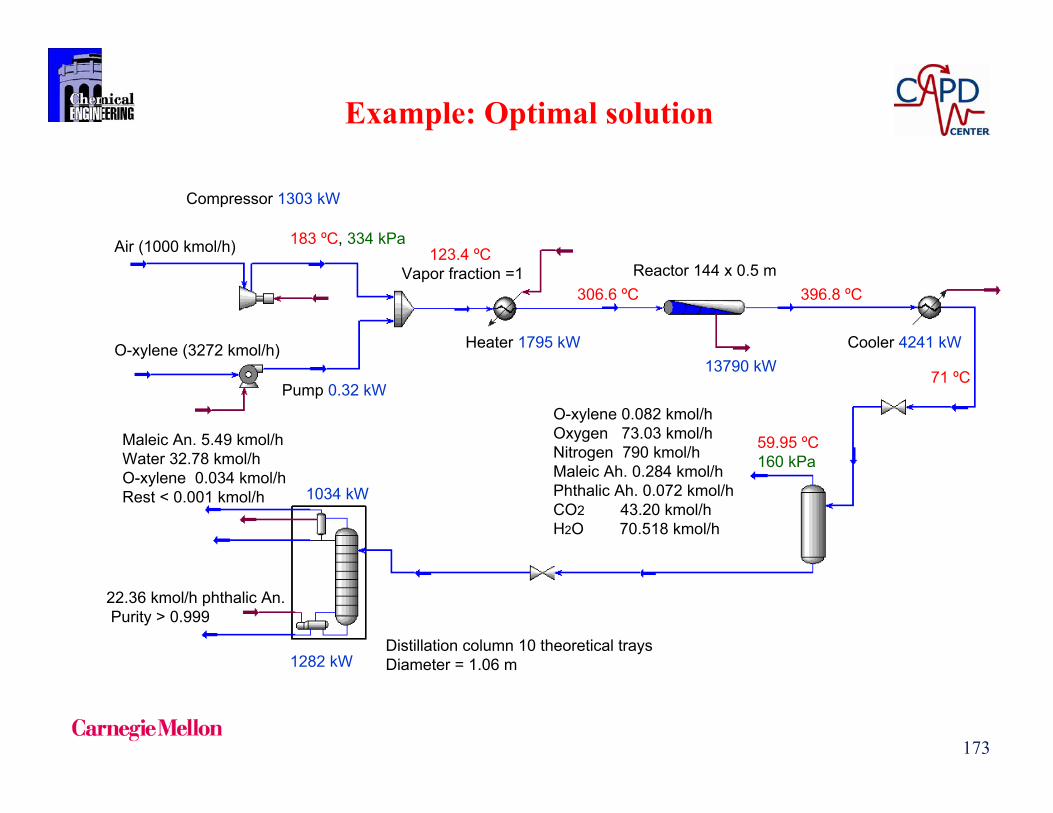
173
Air (1000 kmol/h)
O-xylene (3272 kmol/h)
Compressor 1303 kW
Pump 0.32 kW
183 ºC, 334 kPa123.4 ºC
Vapor fraction =1
Heater 1795 kW
306.6 ºC 396.8 ºCReactor 144 x 0.5 m
Cooler 4241 kW13790 kW
71 ºC
59.95 ºC160 kPa
O-xylene 0.082 kmol/hOxygen 73.03 kmol/hNitrogen 790 kmol/hMaleic Ah. 0.284 kmol/hPhthalic Ah. 0.072 kmol/hCO2 43.20 kmol/hH2O 70.518 kmol/h
Distillation column 10 theoretical traysDiameter = 1.06 m1282 kW
1034 kW
Maleic An. 5.49 kmol/hWater 32.78 kmol/hO-xylene 0.034 kmol/hRest < 0.001 kmol/h
22.36 kmol/h phthalic An.Purity > 0.999
Example: Optimal solution

174
Introduction & Motivation
The whole picture:
June 19, 2011 174
Solution
Design specifications
Unit variable analysis
Sets IS, DS
IS bounds
DS data generation
Data fitting
Surrogate model
Superstructure generation
Process design statement
DS space samples
Superstructure model
Complete superstructure model
Solver
Detailed unit models
Standard surrogate forms
Surrogate formulation
Process superstructure
IS space sampling
IS bounds update
Surrogate Model Generation
Superstructure Modeling
Surrogate Model Design .
Is space samplesHigh level
modeling
Results
Reformulation
IS Bounds initialization
Model solution
Henao, Maravelias (2010)

175
Synthesis of methanol in a fixed bed multi‐tube reactor:Reactions
Reactor model:o Adiabatic operation,o Total radial mix,o No axial diffusion,o Pressure drop as per Ergun,o Real mixture thermodynamics.
Motivation
)()(3
222
222
WGSHCOOHCOMSROHMeOHHCO
Dt = Tube internal diameterNt = Number of tubes
LR
TI, PI, FIxi]I, Fi]I
TO, PO, FO, xi]O, Fi]O
TFTO, PFTO, FFTOTFTI, PFTI, FFTI
rj – reaction rateh – molar enthalpyν – molar volumeμ - viscosity
R
FTFT
Rs
NC
iii
sppp
ppp
s
LP
dLdP
AsvF
vMx
DDdL
dP
,
Hydraulics
1
3
2
Rewhere
75.1Re
115011000
1
4
42
2
ttR
ttR
Rt
tR
DNAs
DN
LDNV
Geometry
NCi
dLdF
NCiLdAs
dFradVdF
FTi
R
iNR
jjij
R
i
,...,10
,...,1,1
Balances Mass
FTFTR
R
hFddLqhFddLq
balances Energy
NCivFFCNRjTCCfr
ii
NCj
,...,1/,...,1),,...,( 1
Kinetics
TTUq FT transferHeat
NCi
FFx
FF
FFx
FF
xFF
FT
FTiFTi
NC
iFTiFT
ii
NC
ii
ii
,...,1,, 11
relations
NC
NC
FTNCFTFTFTFT
NC
xxPTfxxPTfv
xxPTfhxxPTfh
,...,,,,...,,,
,...,,,,...,,,
1
1
1
1
propertiestransport and Thermo

176
Motivation
What we really need is a mapping: f: inputs outputs
2530
3540
4550
150
200
250
300150
200
250
300
350
PIN(bar)
Outlet temperatureature Vs. inlet Pressure-Temperature
TIN(°C)
T OU
T(°C
)
2530
3540
4550
150
200
250
3000
10
20
30
40
50
PIN(bar)
Outlet pressure Vs. inlet Pressure-Temperature
TIN(°C)
PO
UT(b
ar)
2530
3540
4550
150
200
250
300900
950
1000
1050
1100
1150
PIN(bar)
Outlet molar flow of CO Vs. inlet Pressure-Temperature
TIN(°C)
F CO(k
mol
/hr)
2530
3540
4550
150
200
250
3000
0.005
0.01
0.015
0.02
0.025
0.03
PIN(bar)
Outlet molar flow of H2O Vs. inlet Pressure-Temperature
TIN(°C)
F H2O
(km
ol/h
r)
2530
3540
4550
150
200
250
3005000
5200
5400
5600
5800
6000
PIN(bar)
Outlet molar flow of H2 Vs. inlet Pressure-Temperature
TIN(°C)
F H2(k
mol
/hr)
Our approach: Replace complex unit models with surrogate models,relating only necessary variables while enforcing the same constraints

177
Surrogate Model Design
Firstprinciples unit model:IUM: Independent variable set (degrees of freedom),DUM: Dependent variable set,CUM: Connecting variable set (variables appearing in any other part of the problem),FUM: Fixed variable set (design specifications),
IUM
CUM
DUM
CUMFUM
Implicit unit model mapping(simulation)
Surrogate unit model:Enforce constraints between independent and connecting dependent variables
IS: Independent variable set,DS: Dependent variable set,
UMUMS F\II
UMUMUMUMS I\CDCD
ISDimensionally reduced surrogate model mapping
DS

178
Surrogate Model Design
Fixed (FUM) and connecting (CUM) variables are given from problem are givenThere are multiple choices for independent (IUM) variablesStructurally non‐singular model: perfect matching between dependent variables and equations†
Var1 Var2 Var3 Var4 Var5 Var6 Var7 Var8
Eq1 Eq2 Eq3 Eq4 Eq5
Unit model bipartite representation
† Bunus P. Fritzson P. Sim Tran Soc Mod & Sim Int 2004; 80: 321
Matching problem:J: Set of variables,K: Set of equations,A: Variable‐equation incidence matrix,xjk : Variable‐equation matching variablesyj : Selection binaries defining IUMwj : Selection preference coefficients
Since FUM IUM yj = 1, jFUMSelection preferences to reduce number of surrogate variables; include connecting (CUM) in IUM
J
K
A
A
j
k
,,yx
yx
x
s.t.
yw
jjk
jj,kk:
jk
j,kj:jk
Jjjj
10
1
1
max
UMUMS
UMUMS
I\CDF\II
UMUMUMS
UMUMS
ICCD
FII
UMC jwj 1

179
Surrogate Model Design
Var1 Var2 Var3 Var4 Var5 Var6 Var7 Var8
Eq1 Eq2 Eq3 Eq4 Eq5
Perfect matching between eqs. and DUM variables
Fixed (FUM) and connecting (CUM) variables are given from problem are givenThere are multiple choices for independent (IUM) variablesStructurally non‐singular model: perfect matching between dependent variables and equations†
† Bunus P. Fritzson P. Sim Tran Soc Mod & Sim Int 2004; 80: 321
Matching problem:J: Set of variables,K: Set of equations,A: Variable‐equation incidence matrix,xjk : Variable‐equation matching variablesyj : Selection binaries defining IUMwj : Selection preference coefficients
Since FUM IUM yj = 1, jFUMSelection preferences to reduce number of surrogate variables; include connecting (CUM) in IUM
J
K
A
A
j
k
,,yx
yx
x
s.t.
yw
jjk
jj,kk:
jk
j,kj:jk
Jjjj
10
1
1
max
UMUMS
UMUMS
I\CDF\II
UMUMUMS
UMUMS
ICCD
FII
UMC jwj 1

180
Surrogate Model Design: Example
Optimal design and operation of a homogeneous CSTR with fixed feed and ΔP
C
C
C
RR
C
RR
R
C
R
C
cc,OOOO
cc,OOOh
O
cc,IIIh
I
Oc,Oc,O
c,Oc
c,Oc,Oc,Ic
c,Ic,I
cc,OOr
ORI
cc,OOR
cc,II
c,Or
rr,cRc,I
O
CSTR
RRocObj
x,PT
x,PTh
x,PTh
c
xC
FFxFFx
rC,Tr
PPΔP
FhQFh
cFrνVFTT
ts
QVF
O
O
I
,f
,f
,f
micsThermodyna
,,
,f
sexpression Additional
balanceEnergy
,balances Mass
model detailedCSTR
0...f..
,,fmax
problemon optimizatiCSTR
rr
max
*,
Fc,ITI PI
Fc,OTO POVR
PR
ORRcc,III
RR,OcO
Rcc,III
TVPΔF,PTQVFT
PΔF,PT
,,,,,,,
,,
*
CUM
UM
CUM
IC
F
ORS
R,Oc
TVQF
,,*
IDS

181
Surrogate Model Formulations
We assume FUM =Ø, General considerations for IUM , CUM
Incorporate linear equations of the original unit models:
O
M
SC
O
M
S
M
SS
SU
SU
CU
Mixers Stream
I
I
OI
uscssc,s
Tus'
us's
s
sc,s
sc,s
s'u
,P,TFT
s'u
PP
cuFF
u
u
uu
,f
mapping bleMultivaria
,min
sexpression Additional
,
balances Mass
,s'
''
I1
IN O
O
I
S
S
O
I
S
S
S
SU
U
CS
SU
Splitters Stream
O
u
us's
s's
u
u
s's',u
c,s's',uc,s
s'
su
TTPP
u
cs'
su
ξ
FξF
u
,
sexpression Additional
,
,
1
balances Mass
IO1
ON
CPT
O
CPT
SC
SC
O
I
CPT
CPT
SS
U
SU
S
SU
CU
TurbinesPumpssCompressor
I
I
OI
u
s'u
,εΔP,P,TFW
,εΔP,P,TFT
s'
suPΔPP
cuFF
u
uuscssc,s
Wuu
uuscssc,s
Tus's'
u
u
s'us
sc,s
sc,s
u
u
uu
,,
,f
,f
mapping bleMultivaria
,
sexpression Additional
,
balances Mass
,
'' W
I O
W
I
O

182
Surrogate Model Formulations
FV
SC
O
FV
SC
O
I
FV
FV
SS
U
CS
U
S
SU
CU
Vessels Flash
I
I
OI
u,QPΔ,P,TFT
cos'
u,QPΔ,P,TFF
s'
su
TTPPP
cuFF
uuscsc,s
Tuu
1uuuscsc,s
Fc,s',uc,s'
u
u
sc,s
sc,s
u
u
uu
,,f
\,,f
mapping bleMultivaria
,
sexpression Additional
,
balances Mass
s
s
s'u
s'us
''
O
EV
SC
O
I
EV
EV
SS
SU
S
SU
CU
Valves Expansion
I
OI
uus
cssc,sT
us's'
u
us'us
sc,s
sc,s
s'u
PΔ,P,TFT
s'
su
PPΔP
cuFF
u
uu
,,f
mapping bleMultivaria
,
sexpression Additional
,
balances Mass
,
''
HC
SC
O
I
HC
HC
SS
U
S
SU
CU
Coolers-Heaters
I
OI
uPΔT,P,TFQ
s'
su
TTPPΔP
cuFF
uuscssc,s
Quu
u
us'u
s'us
sc,s
sc,s
u
uu
,,,f
mapping bleMultivaria
,
sexpression Additional
,
balances Mass
''
I O
Q
I O
Q
I O1
O2
We assume FUM =Ø, General considerations for IUM , CUM
Incorporate linear equations of the original unit models:
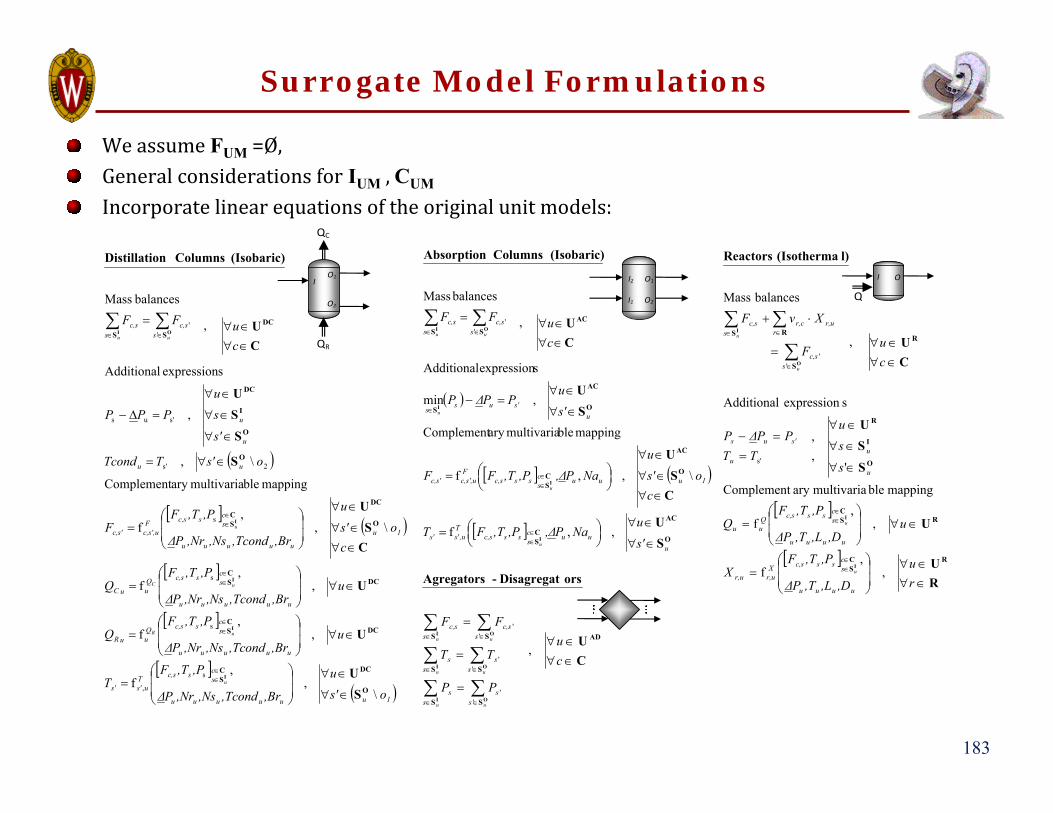
183
Surrogate Model Formulations
O
AC
SC
O
AC
SC
O
AC
S
AC
SS
SU
CS
U
SU
CU
(Isobaric) Columns Absorption
I
I
I
OI
uuus
cssc,sT
,uss'
1uuuscssc,s
Fc,s',uc,s'
us'us
s
sc,s
sc,s
s'u
NaPΔ,,P,TFT
cos'
uNaPΔ,,P,TFF
s'u
PPΔP
cuFF
u
u
u
uu
,,f
\,,f
mapping blemultivariaary Complement
,min
sexpression Additional
,
balances Mass
'
''
1uuuuuu
scsc,sT
us's'
uuuuu
scsc,sQ
uuR
uuuuu
scsc,sQ
uuC
1u
uuuuu
scsc,sF
c,s',uc,s'
uu
u
u
sc,s
sc,s
os'u
,Br,Tcond,Ns,NrPΔ
,P,TFT
u,Br,Tcond,Ns,NrPΔ
,P,TFQ
u,Br,Tcond,Ns,NrPΔ
,P,TFQ
cos'
u
,Br,Tcond,Ns,NrPΔ
,P,TFF
os'TTcond
s'
su
PPP
cuFF
u
uR
uC
u
uu
\,
,f
,,
f
,,
f
\,,
f
mapping blemultivariaary Complement
\,
,
sexpression Additional
,
balances Mass
s
,
s
s
s
2s'
s'us
''
O
DCSC
DCSC
DCSC
O
DC
SC
O
O
I
DC
DC
SS
SU
U
U
CS
U
S
S
SU
CU
(Isobaric) ColumnsonDistillati
I
I
I
I
OI
QR
QC
I O1
O2
O1
O2
I2
I1
RU
U
S
SU
CU
l)(Isotherma Reactors
RSC
RSC
O
I
R
R
S
RS
I
I
O
I
ru
,D,L,TPΔ
,P,TFX
u,D,L,TPΔ
,P,TFQ
s
su
TTPPΔP
cu
F
XνF
uuuu
scssc,sX
r,ur,u
uuuu
scssc,sQ
uu
u
uu
s'us
sc,s
rr,ur,c
sc,s
u
u
u
u
,,
f
,,
f
mapping blemultivariaary Complement
',,
sexpression Additional
,
balances Mass
s'
''
Q
I O
CU
orsDisagregat-Agregators
AD
SS
SS
SS
OI
OI
OI
cu
PP
TT
FF
uu
uu
uu
ss
ss
ss
ss
sc,s
sc,s
,
''
''
''
We assume FUM =Ø, General considerations for IUM , CUM
Incorporate linear equations of the original unit models:

184
Data Generation and Training
The framework can be used with any fitting methodLinear models: fit split fraction, extend of reaction, etc.Shortcut methods: fit key parameters
We use artificial neural network (ANN) surrogates:Simple structure and excellent fitting capabilities.Reformulation propertiesNetwork with a total of K layers
Formulation:u0: network inputuK: network output
function activation layer f vectorbias layer
matrix weight layer output ayer where
,...,1,f
kkk
klKk
k
k
k
k
kkkkk
bWu
buWu 1
u10
u20
…
un00
w1,11
…
w2,11
wn1,11
w1,21
w2,21
wn1,21
w1,n01
w2,n01
wn1,n01
b11
b21
bn11
f()
f()
f()
u11
u21
un11
…
w1,12
…
w2,12
wn2,12
w1,22
w2,22
wn2,22
w1,n12
w2,n12
wn2,n12
b12
b22
bn22
f()
f()
f()
u12
u22
un22
…
…
…u1K-1
u2K-1
…
un(k-1)K-1
w1,1K
…
w2,1K
wnK,1K
w1,2K
w2,2K
wnK,2K
w1,n(K-1)K
w2,n(K-1)K
W2n(K-1),nKK
b1K
b2K
Bn(K)K
f()
f()
f()
u1K
u2K
Un(K)K
Layer 1 Layer 2 Layer K
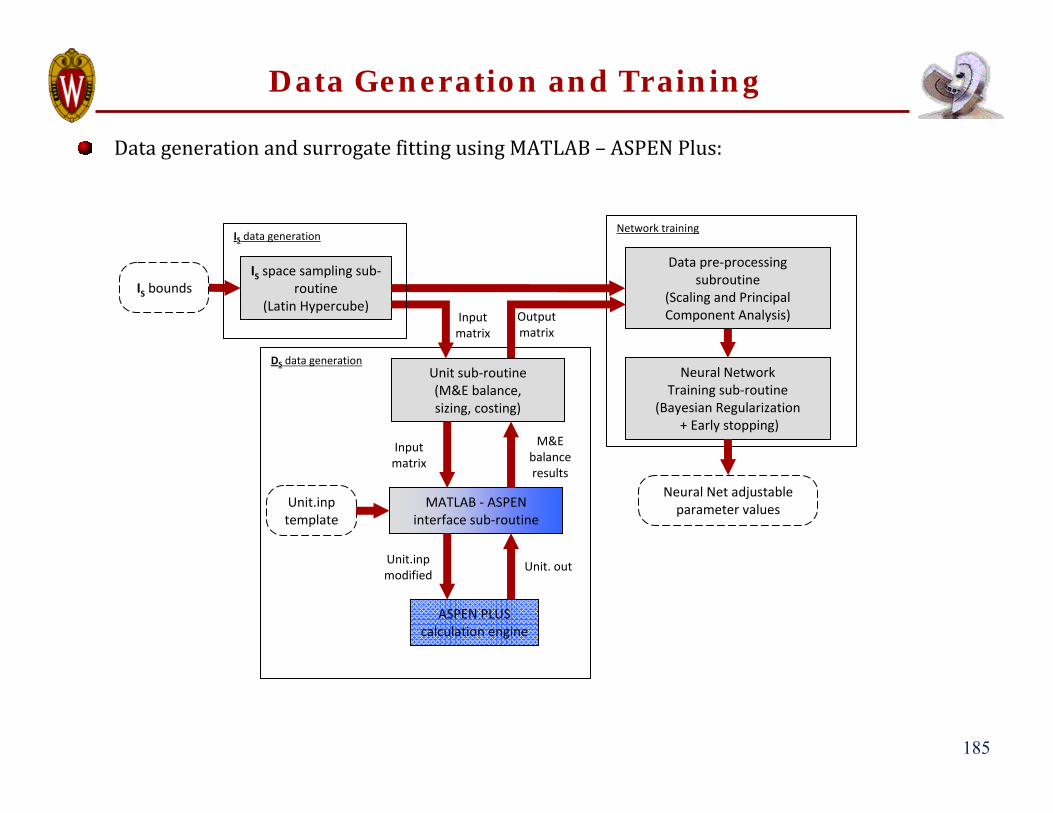
185
Network training
Data Generation and Training
Data generation and surrogate fitting using MATLAB – ASPEN Plus:
Unit.inpmodified
Unit. out
Inputmatrix
IS bounds
Neural Net adjustable parameter values
Outputmatrix
Inputmatrix
M&E balance results
DS data generation
Data pre‐processing subroutine
(Scaling and Principal Component Analysis)
MATLAB ‐ ASPEN interface sub‐routine
ASPEN PLUS calculation engine
Unit.inptemplate
IS space sampling sub‐routine
(Latin Hypercube)
Neural Network Training sub‐routine
(Bayesian Regularization+ Early stopping)
Unit sub‐routine(M&E balance, sizing, costing)
IS data generation

186
Optimum design and operation of a homogeneous CSTR,Production of Maleic Anhydride,
Fixed feed Fc,I ,TI, PI and pressure drop P,Objective: Find VR and TO maximizing profit
Variable analysis:
Data Generation and Training: Example 1
Fc,ITI PI
Fc,OTO POVR
PR
ORRCcIc,II
RROc*,O
RCcIc,II
T,V,PΔ,F,P,TQ,V,F,T
PΔ,F,P,T
UM
UM
UM
IC
F ORS
R,Oc
TVQF
,,*
IDS
OHCOOHCOHCOOOHC
OHCOOHCOHC
22266
222324
22324266
365.743
225.4
Original model: |IUM|+|DUM|= 45, |FUM|= 9Surrogate model: |IS|+|DS|= 4
Surrogate: ANN with 2 hidden layers, 5 neurons each
0
20
40
400500600700
800900
-2
0
2
4
6
8
TO[K]VR[m3]
Original modelSurrogate model
FAM]O [kmol/h]Optimum values:• TO[K] = 670• VR[m3] = 40
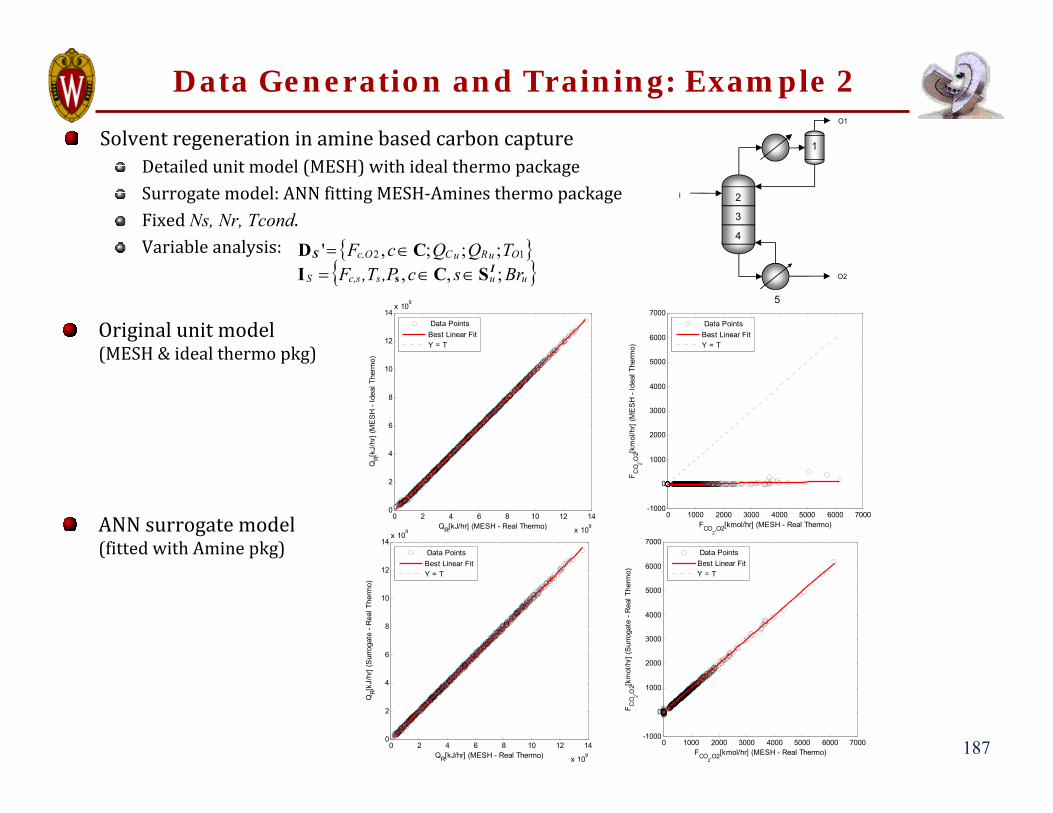
187
Data Generation and Training: Example 2
Solvent regeneration in amine based carbon captureDetailed unit model (MESH) with ideal thermo packageSurrogate model: ANN fitting MESH‐Amines thermo packageFixed Ns, Nr, Tcond.Variable analysis:
uusc,sS
OuRuCc,O
Brsc,P,TFTQQcF
;,,;;;,' 12
IS
SCICD
s
1
2
3
4
5
I
O1
O2
Original unit model(MESH & ideal thermo pkg)
ANN surrogate model(fitted with Amine pkg)
0 1000 2000 3000 4000 5000 6000 7000-1000
0
1000
2000
3000
4000
5000
6000
7000
FCO2,O2[kmol/hr] (MESH - Real Thermo)
F CO 2,O
2[km
ol/h
r] (S
urro
gate
- R
eal T
herm
o)
Data PointsBest Linear FitY = T
0 2 4 6 8 10 12 14
x 109
0
2
4
6
8
10
12
14x 109
QR[kJ/hr] (MESH - Real Thermo)
QR[k
J/hr
] (S
urro
gate
- R
eal T
herm
o)
Data PointsBest Linear FitY = T
0 1000 2000 3000 4000 5000 6000 7000-1000
0
1000
2000
3000
4000
5000
6000
7000
FCO2,O2[kmol/hr] (MESH - Real Thermo)
F CO 2,O
2[km
ol/h
r] (M
ES
H -
Idea
l The
rmo)
Data PointsBest Linear FitY = T
0 2 4 6 8 10 12 14
x 109
0
2
4
6
8
10
12
14x 109
QR[kJ/hr] (MESH - Real Thermo)
QR[k
J/hr
] (M
ES
H -
Idea
l The
rmo)
Data PointsBest Linear FitY = T

188
High-level Formulation Approach
Generate superstructure (engineering judgment, artificial intelligence, evolutionary design)Choose method to activate/de‐activate unit models
Math programming with equilibrium constraints (Biegler et al.)Disjunctive programming (Grossmann et al.)
Reformulate into a mathematical programStandard methods can be used for linear equationsReformulation of nonlinear equations (mapping) is challenging (Stubbs & Merhotra, Grossmann et al.)
ANN reformulationNo variable transformationNo binaries in nonlinear eqstanh(0) = 0
JJ
JJJ
J
jjxg
jUx
cxx
cxgY
j
jj
jj
jjj
jj
j
j
j
j
j
j
,1,0,0
,0
,
0
C
S
SC
SC
U
ψ
SC
ψψ
ψψ
u
OPCCC
sc
PTF
Y
OPCPTCC
PTFgPTFhY
uu
u
u
s
s
sc
u
uCOPuu
usssCCuu
uscssscu
uscssscu
u
u
u
u
0,0000
0
,,
0,,,0,,, ,
,
,
ff
1,0
)tanh(
00)tanh()(
1
111
111
yyy
yY
fY
kkk
kkkk
kk
k
k
kkkk
kkk
UuLbuWv
vu
vu
buWvvvu

189189
What next for Process Synthesis and Design?
Three major issues:
1. Uncertainty:Theory is available (stochastic programming, robust optimization, flexibility analysis)Major issue: computational
2. Process intensificationLimited cases process flowsheets, microsytemsMajor issue: represenations
3. Nonlinear process modelsTo support process synthesis with complex modelsMajor issue: convergence

190
Process Intensification:Original Methyl Acetate Flowsheet
Water
Acetic Acid
Azeo
MethanolCatalyst
MethylAcetate
Solvent
Solvent/Entrainer
Water
HeaviesWater
Siirola (1988)

191
ExtractiveDistillation
Task F
DistillationTask G
ReactiveDistillation
Task EReactionTask AReactive
DistillationTask B
DistillationTasks
C and D
Acetic Acid
Catalyst
Methanol
Methyl Acetate
Water
Process IntensificationSingle Column Methyl Acetate Process

S S
ABC
Mixing CrystallizationReaction Drying
1 2 3 4
ABC
S
Unit 1 Unit 2 Unit 3 Unit 4 Unit 5Cast Iron
w/ AgitatorStainless Steel
w/ AgitatorCast IronJacketed
Stainless SteelJacketed w/ Agitator
TrayDryer
More than 100 alternatives: each requires nonlinear optimization
Equipment
Tasks
Synthesis Multiproduct Batch Plant(Lee, Grossmann, 2000)

p
j
N
iLii
Piii
PTt
itjij
Piti
T
t
jj
M
jj
EQ
j
HTn
NiQBn
MjNiptyptTtNiSBVts
CSCN
1
1
,...,1
,...,1;,...,1,...,1;,...,1..
COSTmin
Synthesis Multiproduct Batch Plant
Tt
jjptyptpty
VVY
Jj
itj
T
ititj
T
tj
tj
t
',0'
Objective function
Process time
Disjunction forTask Assignments
Nonconvexfunctions
Sizing
Demand
Horizon time
Nonconvex GDP Model
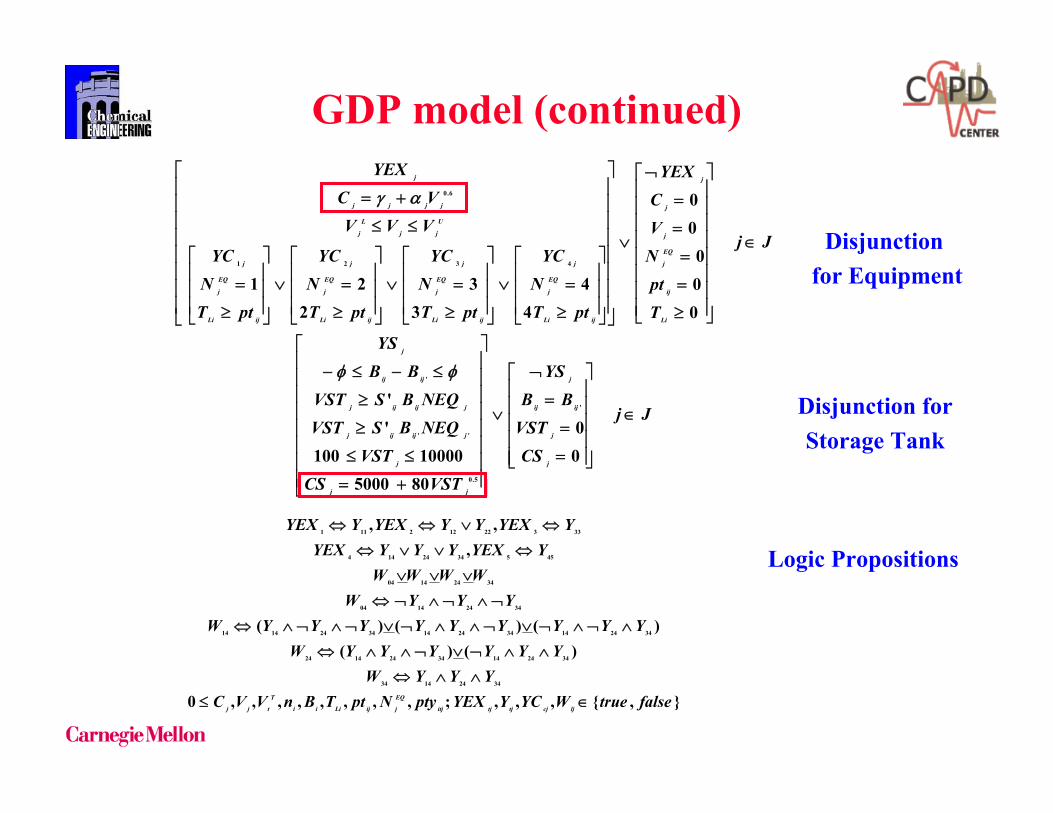
,,,,;,,,,,,,,0
)()()()()(
,,,
34241434
34241434241424
34241434241434241414
34241404
34241404
4553424144
33322122111
falsetrueWYCYYEXptyNptTBnVVCYYYW
YYYYYYWYYYYYYYYYW
YYYWWWWW
YYEXYYYYEXYYEXYYYEXYYEX
ljcjtjtjitj
EQ
jijLiii
T
tjj
Jj
CSVST
BBYS
VSTCSVST
NEQBSVSTNEQBSVST
BBYS
Jj
Tpt
NVC
YEX
ptTN
YC
ptTN
YC
ptTN
YC
ptTN
YC
VVVVC
YEX
j
j
ijij
j
jj
j
jijijj
jijijj
ijij
j
Li
ij
EQ
j
j
j
j
ijLi
EQ
j
j
ijLi
EQ
j
j
ijLi
EQ
j
j
ijLi
EQ
j
j
U
jj
L
j
jjjj
j
00
80500010000100
''
000
00
44
33
221
'
5.0
''
'
4321
6.0
Disjunction for Equipment
Disjunction forStorage Tank
Logic Propositions
GDP model (continued)

Proposed Algorithm for Nonconvex GDP
Nonconvex MINLPStep 0
ZU
OA (Viswanathan and Grossmann, 1990)
BoundContraction
New Bound
Step 1 (Zamora and Grossmann, 1999)
BB with Y’sUpdate ZL
Spatial BB
When solution is Integral
Update ZU
Stop whenZL ZU
Add Integer Cut
Fixed Y’s
Step 2
Step 3
(Lee and Grossmann, 2000)
(Quesada and Grossmann, 1995)

• Procedure (Lee and Grossmann, 1999) Relaxed NLP problem is solved. Check Infeasibility of each term.
• Branching Rule Select a term with Minimum Infeasibility
first. Logic Inference – fixes additional Boolean
Variables.
• Lower Bound is updated
• When all the Boolean variables are fixed and the relaxation gap is nonzero: switch to Spatial Branch and Bound.
Step 2: Disjunctive Branch and Bound
NLP
NLPNLP
Fix a termin disjunction
Convex hullremaining terms
Yj Yj
ZL

• Fixed Boolean Variables: Convex NLP Check the relaxation gap of each
underestimator function. Select the constraint with maximum
gap. Branch on a variable which causes the
maximum gap. Bisection Rule: Feasible region is
divided into 2 subregions. If the gap is small enough, an upper
bound is updated.
• Return to Step 2 with: Updated Global Upper Bound Feasibility Cut, Z < GUB Integer Cut for the chosen set of Y’s
Step 3: Spatial Branch and Bound
Nonconvex Objective Function f
x
GLB
Initial Region
Subregion 1 Subregion 2
0f2f
1f
Quesada and Grossmann (1995)

Upper Bound Solution
• Use 4 Stages (6 units) without Storage Tank
j = 1 j = 4 j = 5
Mixing Reaction
ABC
V1 = 4,842 L V2 = 2,881 L V4 = 2,469 L V5 = 8,071 L
DryingCrystallization
ABC
j = 2
2
8
4
9
A 243 batches, 4.5hrs
2
4
3
12
B 260 batches, 6hrs
7
4
9
3
C 372 batches, 9hrs 6000 hrs
1093 hrs 1562 hrs 3345 hrs
Cost = $ 277,928 (by GAMS/DICOPT++)

S
Mixing Reaction Storage Tank
ABC
j = 2 j = 3 j = 5V2 = 4,309 L VST2 = 4,800 L V3 = 3,600 L V5 = 11,753 L
DryingCrystallization
ABC
9 12 3
Global optimal cost = $ 264,887 (5% improvement) 3 Stages + 1 storage tank (5 units)
167 batches, 9hrs
184 batches, 12 hrs
255 batches, 9hrs
10
4
A 250 batches, 5hrs
6
3
B 293 batches, 3hrs
11
9
C 418 batches, 5.5hrs 6000 hrs
Storage 1503 hrs 2202 hrs 2295 hrs
Optimal Solution: Multiproduct Batch Plant

Environmentally Conscious Design and Planning of Hydrogen Supply Chains for Vehicle Use
Guillén-Gosálbez, Mele and Grossmann (2009)
Objective: Develop a framework for the design of infrastructures for producing and delivering H2
Cover the entire supply chain (holistic view of the system)
Include environmental concerns along with traditional economic criteria
Develop an efficient solution method
Motivation• Motivation for the adoption of hydrogen:
Reduces well-to-wheel GHG gases emissions (Hugo et al., 2006)
• Major obstacle to achieve the hydrogen transition (Jensen and Ross, 2000)
Developing an efficient infrastructure for producing and delivering hydrogen
Basis: case study by A. Almansoori and N. Shah (2006) in UK

Design of SCs for hydrogen production
Problem statement
• Given are: Demand of hydrogen Investment and operating costs Available technologies and potential locations (i.e., grids) GHG emissions associated with the SC operation
• The task is to determine the optimal SC configuration
• In order to minimize cost and environmental impact
?
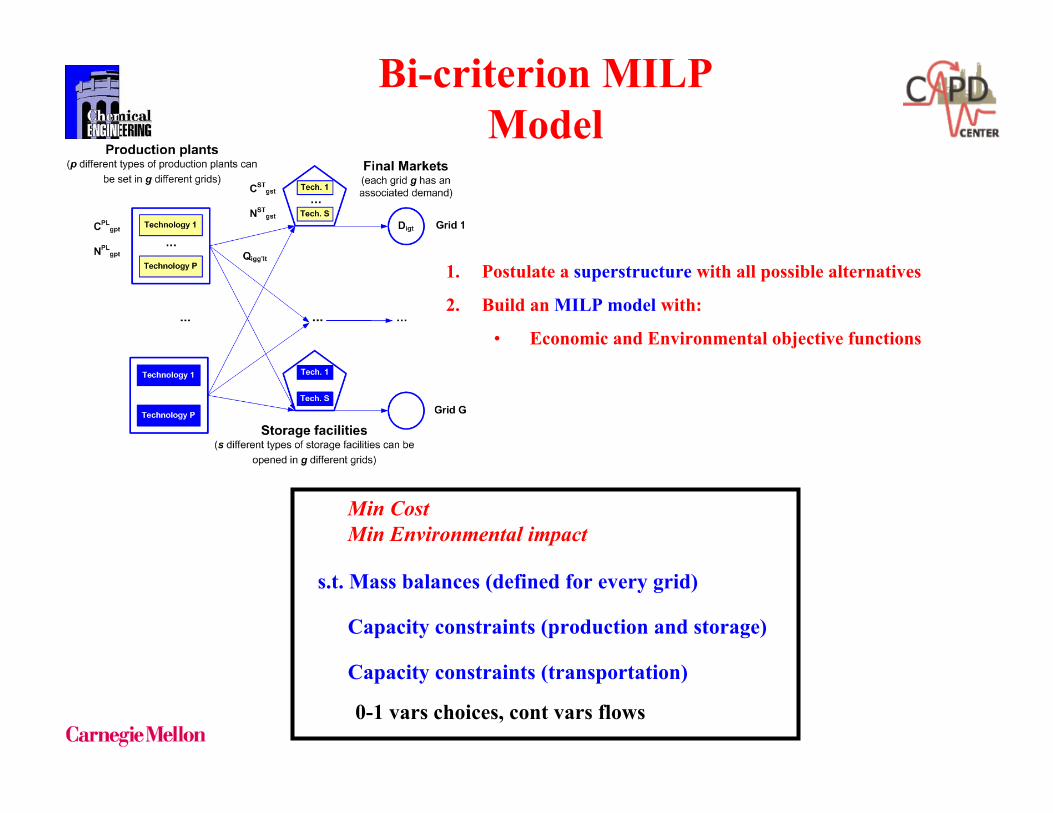
Bi-criterion MILP Model
1. Postulate a superstructure with all possible alternatives
2. Build an MILP model with:
• Economic and Environmental objective functions
s.t. Mass balances (defined for every grid)
Capacity constraints (production and storage)
Capacity constraints (transportation)
Min CostMin Environmental impact
0-1 vars choices, cont vars flows

Life Cycle Analysis-LCA (ISO 14040 series on LCA)
Life Cycle Analysis-LCA (ISO 14040 series on LCA)
Objective strategy to evaluate the environmental loadsassociated with a product, process or activity
Objective strategy to evaluate the environmental loadsassociated with a product, process or activity
by quantifying energy and materials used and waste released
by quantifying energy and materials used and waste released
It includes the ENTIRE LIFE CYCLE of the productIt includes the ENTIRE LIFE CYCLE of the product
to evaluate opportunities to do improvements
to evaluate opportunities to do improvements
Combine LCA with optimization tools(Azapagic et al., 1999, Mele et al., 2005,Hugo and Pistikopoulos, 2005)
Environmental aspects based on LCA (Eco-Indicator 99)

2. Translate emissions into damage (damage to human health caused by climate change)
• Human health: DALYs (Disability Adjusted Life Years)
Damage factors translate life cycle inventory into impact
Transportation tasks
Production (raw materials, energyconsumption and direct emissions)
1. Calculate the GHG emissions (Life Cycle Inventory: analysis from the cradle to the grave)
Storage (compression of hydrogen)
Environmental damage assessment: Global warming

Environmental Impact
Cost
Bi-criterion MILP with economic and environmental concerns
Pareto-optimal solutions: Epsilon constraint methodSolve a set of single objective problems for different values of ε
Solution strategy: Epsilon constraint

Environmental improvements are achieved through technological and topological changes
• Replace steam reforming by biomass• Do not use compressed gaseous
hydrogen (too expensive)
Pareto set of alternative solutions

Extreme solutions
MINIMUM COST: more centralized network (economies of scale)
MINIMUM IMPACT: more decentralized network (reduces transportation emissions)
Decentralized networks decrease the environmental impact

208208
Concluding Remarks
1. Process synthesis: challenging problem that lies at heart of design and that is key to address sustainability problems
2. Process synthesis has greatly advanced in representationsand optimization methodologies
3. Advances in mixed-integer/disjunctive programming have provided a powerful framework for addressing synthesis problems
4. Many problems can be effectively addressedHENs, Water networks, steam and power plants, separations systemsProcess flowsheets
5. Challenges: uncertainty, process intensification, nonliner modeling