
Materials handling and solid waste -...
67
Environmental Impact Assessment for the proposed Aluminium Pechiney smelter within the Coega Industrial Zone, Port Elizabeth, South Africa SPECIALIST STUDY: M ATERIALS HANDLING & SOLID WASTE September 2002 Prepared by Sanjeev Raghubir, Auntony Mukhwanazi, Sibbele Hietkamp Manufacturing and Materials Technology, CSIR P O Box 395 Pretoria 0001 Prepared for CSIR Environmentek Stellenbosch CSIR Report reference: ENV-S-C 2002-092(B) Manufacturing and Materials Technology
Transcript of Materials handling and solid waste -...
Environmental Impact Assessment for the proposed
Aluminium Pechiney smelter within the Coega Industrial Zone, Port Elizabeth, South Africa
SPECIALIST STUDY:
MATERIALS HANDLING & SOLID WASTE
September 2002
Prepared by
Sanjeev Raghubir, Auntony Mukhwanazi, Sibbele Hietkamp
Manufacturing and Materials Technology, CSIR P O Box 395
Pretoria 0001
Prepared for
CSIR Environmentek Stellenbosch
CSIR Report reference: ENV-S-C 2002-092(B)
Manufacturing and
Materials Technology

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA i
SUMMARY Aluminium Pechiney intends to construct and operate an aluminium smelter using its latest AP50 reduction technology at a site located within the Coega Industrial Development Zone (IDZ) near Port Elizabeth. Associated infrastructure will also be constructed at the proposed Port of Ngqura. The CSIR has been commissioned by Aluminium Pechiney to conduct an Environmental Impact Assessment (EIA) for the proposed smelter. Various specialist studies have been identified for the EIA, and this document presents the Materials Handling and Waste Management specialist study report. Impact of Materials Handling Fugitive emissions and spillages from the handling of materials are expected to be small due to the best practice materials handling systems which will be employed by Aluminium Pechiney at the Port of Ngqura and at the smelter. Spillages are expected to be cleaned up promptly according to stringent housekeeping procedures. The environmental impact arising from materials handling is therefore not expected to be significant. Impact of Waste Generation The smelter will generate approximately 27 630 tons of mixed solid waste per year which is approximately 57kg per ton aluminium produced. This is within the World Bank guideline of 40-60kg mixed solid waste per ton aluminium produced. Approximately 10 410 t/a will be disposed of at landfill sites, while the rest will be re-used or recycled. Therefore only 21.5 kg mixed solid waste per ton aluminium will be landfilled. There exists opportunities to re-use or recycle more waste streams thereby further reducing the waste going to landfill, but this needs further evaluation. The Aluminium Pechiney smelter will adopt a waste management strategy (WMS) that supports and is consistent with the Nelson Mandela Metro Integrated Waste Management plan (IWMP). The environmental impact arising
from waste generation is expected to have a low-medium significance due to the requirements for waste landfilling. Spent potlining (SPL) contributes a significant proportion to the total waste generated (25%), however, opportunities for reuse exist. SPLs will be stored in a temporary storage facility at the smelter site before being sent for processing. Potential SPL processing options include use in local cement or lime kilns, using the AUSMELT process or use in the Italian steel industry. However, it is recommended that a local solution is sought as this will prevent the long distance transportation and transboundary movement of hazardous waste. Contractual arrangements for the processing of the SPL need to be finalised before large volumes of SPL are generated (within 5 years of the smelter start-up). Aluminium Pechiney’s activities (e.g. construction, port infrastructure operations, smelter operations, etc.) are expected to be executed according to an internationally recognised environmental management system (EMS) such as ISO 14 000. The use of a wet scrubber for sulphur dioxide (SO 2) removal from the flue gases is not recommended, as this is not part of the best practicable environmental option (BPEO) internationally. Wet scrubbing leads to the generation of slurry waste requiring disposal and increased energy consumption. If required, reductions in SO2 emissions can instead be achieved by using raw materials (e.g. HFO) with low sulphur content or replacing HFO with gas. However this depen ds on the availability of low sulphur HFO in South Africa and the availability of gas in the PE region. The anticipated regulatory permits needed by Aluminium Pechiney from a material handling and waste management perspective are:

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA ii
• A waste disposal permit from the
Department of Water Affairs and Forestry (DWAF) for the storage of SPL for more than 3 months
• A Major Hazard Installation permit from the PE local authorities
• A Basel Convention permit from the national Department of Environmental Affairs and Tourism for transboundary movement of hazardous SPL waste (if the SPL is transported to Italy for processing).
The performance indicators calculated for the proposed smelter compare well with international guidelines (e.g. World Bank and the International Aluminium Institute), and other aluminium smelters using the AP18 and AP30 technologies. Aluminium Pechiney need to ensure that such performance is attained
during the smelter operation .
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA i
CONTENTS Summary ...................................................................................................................................................................................... i Contents........................................................................................................................................................................................ i List of Tables.............................................................................................................................................................................iii List of Figures............................................................................................................................................................................iv Definitions ....................................................................................................................................................................................v Abbreviations ...........................................................................................................................................................................viii Units Used ...............................................................................................................................................................................viii
1. INTRODUCTION............................................................................................................1
2. BACKGROUND..............................................................................................................1
2.1 Approach ..................................................................................................................2 2.2 Scope of the study...................................................................................................2
3. EXCLUSIONS.................................................................................................................4
4. REGULATORY REQUIREMENTS AND GUIDELINES..........................................4
4.1 South African legislation ......................................................................................4 4.2 Pechiney’s environmental guidelines ......................................................................6 4.3 International guidelines pertaining to aluminium smelters ......................................6
5. PROCESS DESCRIPTION...........................................................................................7
5.1 Technology review.................................................................................................11
6. MATERIALS HANDLING........................................................................................... 13
6.1 Materials handling at the Port of Ngqura ...............................................................13 6.2 Materials handling at the smelter...........................................................................14
7. WASTE GENERATION.............................................................................................. 14
7.1 Waste generation at the Ports of Ngqura and Port Elizabeth...............................14 7.2 Waste generation at the smelter during construction............................................15 7.3 Waste generation at the smelter during start-up...................................................16 7.4 Waste generation at the smelter during operation ................................................16 7.5 Waste generated at the smelter during up -set conditions ....................................19 7.6 Waste generated at the smelter during closure ....................................................20 7.7 Spent pot lining (SPL)............................................................................................20 7.8 Mass balance review.............................................................................................22 7.9 Waste management...............................................................................................23
8. IMPACTS OF MATERIAL HANDLING ................................................................... 24
8.1 Material handling at Port of Ngqura.......................................................................24 8.2 Material handling at the Aluminium Pechiney smelter..........................................25
9. IMPACTS OF SOLID WASTE GENERATION....................................................... 26
9.1 Waste generated at the smelter during construction ............................................26

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA ii
9.2 Waste generated at the smelter during operation.................................................26 9.3 Effluent Generation ................................................................................................27 9.4 Gaseous emissions................................................................................................27
10. RECOMMENDED MITIGATION MEASURES....................................................... 28
10.1 Material handling at the Ports and smelter............................................................28 10.2 Waste management during construction ...............................................................28 10.3 Waste minimisation at the smelter.........................................................................28 10.4 Waste recycling and re-use at the smelter............................................................29 10.5 Waste storage at the smelter.................................................................................29 10.6 Waste disposal.......................................................................................................30 10.7 Waste Management Strategy................................................................................31
10.7.1 Solid waste................................ ................................ ................................ . 31 10.7.2 Liquid effluent ............................................................................................ 31 10.7.3 Gaseous emissions...................................................................................... 31
10.8 Monitoring ..............................................................................................................32 10.9 Environmental Management System (EMS) .........................................................33
11. PERMITS REQUIRED................................................................................................ 33
12. CONCLUSIONS........................................................................................................... 34
13. REFERENCES............................................................................................................. 34
14. APPENDICES.............................................................................................................. 37
List of Appendices Appendix A: : Impact Assessment ......................................................................................................................................38
Appendix B: Aluminium Pechiney Smelter Waste Characterisation ............................................................................45
Appendix C: Waste Disposal Site Classification In Terms Of The South African Minimum
Requirements For Waste Disposal...........................................................................................................................49
Appendix D: Fluoride Input s And Outputs At The Pechiney Aluminium Smelter .................................................50
Appendix E: Sulphur Balance At Aluminium Pechiney Smelter .................................................................................51
Appendix F: Minimum Requirements For Waste Handling, Storage And Transportation....................................52
Appendix G: Extract From The Issues Trail In The Final Scoping Report, July 2002.........................................53
Appendix H: Performance Indicators For Aluminium Manufacturing........................................................................56

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA iii
List of Tables Table 1: Air Emissions And Liquid Effluent From Aluminium Smelting .....................................7
Table 2: Performance Indicators For Modern Aluminium Smelters, Including Mixed Solids Generation And Electricity Consumption [5]................................................7
Table 3: Main Inputs And Products For The Proposed Aluminium Pechiney Smelter..............8
Table 4: Comparison Of Pre-Bake Technology With Soderberg Technology.........................11
Table 5: Destination And Amounts Of Waste Generated At The Aluminium Pechiney Aluminium Smelter.................................................................................................16
Table 6: Aluminium Pechiney Smelter Effluent Characterisation [17].....................................17
Table 7: Predicted Emissions From The Proposed Aluminium Pechiney Smelter [5, 12, 27, 28, 29, 30]........................................................................................................18
Table 8: Monitoring Elements For Solid, Liquid And Gaseous Waste.....................................32
Table 9: List Of Permits Required Relating To Material Handling And Waste Management..........................................................................................................33
Table A1 – Impact Assessment Of Materials Handling At The Port Of Ngqura And The Alumin ium Pechiney Smelter – Before Mitigation.................................................40
Table A2 – Impact Assessment Of Materials Handling At The Port Of Ngqura And The Aluminium Pechiney Smelter – After Mitigation ....................................................41
Table A3 – Impact Assessment For The Aluminium Pechiney Smelter General Solid Waste Disposal – Before Mitigation.......................................................................42
Table A4 – Impact Assessment For The Aluminium Pechiney Smelter General Solid Waste Disposal – After Mitigation..........................................................................42
Table A5 – Impact Assessment For The Aluminium Pechiney Smelter Hazardous Waste Disposal – Before Mitigation.......................................................................43
Table A6 – Impact Assessment For The Aluminium Pechiney Smelter Hazardous Solid Waste Disposal – After Mitigation..........................................................................43
Table A7 – Impact Assessment For The Aluminium Pechiney Smelter Spl Storage And Processing.............................................................................................................44
Table B1: Destination Of Solid Waste Generated .................................................................45
Table B2: Carbon Department...............................................................................................46
Table B3: Electrolysis Department.........................................................................................47
Table B4: Casthouse 47
Table B5: Laboratory And Environmental Operations...........................................................47
Table B6: Maintenance...........................................................................................................48
Table B7: General Plant Operations......................................................................................48
Table B8: Medical Centre .......................................................................................................48
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA iv
Table C1: Classification System For Waste Disposal Sites.....................................................49
Table C2: Landfill Size Classes................................................................................................49
Table D1: Fluoride Inputs And Outputs At The Aluminium Pechiney Smelter ........................50
Table E1: Sulphur Mass Balance.............................................................................................51
Table F1: Minimum Requirements For Waste Handling, Storage And Transportation ...........52
Table H1: Performance Indicators For Aluminium Manufacturing [5, 27, 28, 29, 30]...........56
List of Figures
Figure 1: Schematic of the Aluminium Production Process [7]..................................................9
This report is to be cited as follows: Raghubir S, Mukhwanazi A and Hietkamp S. 2002. Specialist study: Materials Handling
and Solid Waste. In: Environmental Impact Assessment for the proposed Aluminium Pechiney Smelter within the Coega Industrial Zone, Port Elizabeth, South Africa. Specialist Studies Report, CSIR Report No. ENV-S-C 2002-092(B), Stellenbosch, South Africa.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA v
Definitions
Alternatives A possible course of action, in place of another, that would meet the same purpose and need (of proposal). Alternatives can refer to any of the following but are note limited hereto: alternative sites for development, alternative site layouts, alternative designs, alternative processes and materials. In Integrated Environmental Management the so-called “no go” alternative refers to the option of not allowing the development and may also require investigation in certain circumstances.
Alumina Alumina is the name given to the raw material, aluminium oxide (Al2O3), which is used in the smelting process to produce aluminium. It is a white powdery oxide produced through refining of bauxite.
Aluminium Aluminium (in metallic form) is a relatively lightweight metal which is highly corrosion resistant, an excellent thermal conductor, non-magnetic, non-toxic and highly workable. End uses of aluminium include building and construction materials, electrical products, packaging and containers, cooking utensils, the aeronautical, automotive industries and leisure goods industries. Aluminium is produced by a smelting process which separates the aluminium from alumina (aluminium oxide) through electrolytic reduction.
Anchor tenant Anchor tenants acts as catalysts for further investment (including improvements in local infrastructure and services) and as a magnet for other economic activities. They usually involve large-scale projects and in the construction and operational phases, present major employment and other economic opportunities for local enterprises
Anode An anode is the name given to a positive electrode in a reduction cell. The anode used in the aluminium industry provides the positive electrical contact. The anode block is consumed during the smelting process.
Assessment The process of collecting, organising, analysing, interpreting and communicating data that is relevant to some decision.
Baking furnace The anodes produced at the paste plant are baked at about 1100°C in an oil-fired furnace for several weeks in order to give them mechanical and conductivity properties.
Bath This is the name given to the electrolytic medium within the pot through which the electric current is passed in the aluminium smelting process. Bath is made up of cryolite, alumina and aluminium fluoride.
Bauxite Aluminium ore which is refined to produce alumina.
Butt crushing plant
At the butt crushing plant the spent anodes which are recovered from the potline are crushed in order for them to be used for the production of new anodes.
Casthouse Liquid aluminium which is extracted from the potline is transported to the casthouse where it is cast into aluminium ingots.
Cathode A cathode is the name given to the negative electrode in a reduction cell. The cathode used in the aluminium industry provides the negative electrical contact as well as serving as the lining of the pot in which the smelting process takes place.
Cementation Cementation is the process in which chemical precipitates (in the form of new crystals) form in the pores of a sediment or rock, binding the grains together.
Cryolite A mineral (sodium aluminium fluoride) which the main component of bath in the aluminium smelting process.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA vi
Dross The skimmings on the surface of the molten aluminium which are removed because they contain impurities which could affect the quality of the aluminium metal produced in the smelter.
Dry scrubbing The process whereby potential gaseous pollutants such as fluoride are attracted onto a solid substance and thereby removed from the air. An alternative approach is “wet scrubbing” but this has the disadvantage of producing additional liquid waste and may lead to corrosion.
Electrolysis When electricity is passed through a liquid solution of an ion or an electrolyte, a chemical reaction called electrolysis occurs. The energy from the electric current breaks chemical bonds. In the aluminium smelting process this enables the separation of aluminium from alumina (aluminium oxide).
Environment The biophysical, social, economic, cultural, political and historical context within which people live and within which development takes place.
Environmental impact
A change resulting from the effect of an activity on the environment, whether desirable or undesirable. Impacts may be the direct consequence of an organisation’s activities or may be indirectly caused by them.
Environmental impact assessment
An Environmental Impact Assessment (EIA) refers to the process of identifying, predicting and assessing the poten tial positive and negative social, economic and biophysical impacts of any proposed project, plan, programme or policy which requires authorisation of permission by law and which may significantly affect the environment. The EIA includes an evaluation of alternatives, as well as recommendations for appropriate mitigation measures for minimising or avoiding negative impacts, measures for enhancing the positive aspects of the proposal, and environmental management and monitoring measures.
Environmental issu e
A concern felt by one or more parties about some existing, potential or perceived environmental impact.
Fugitive emissions Emissions not caught by a capture system which are often due to equipment leaks, evaporative processes, and windblown disturbances .
Fume treatment centre
The fume treatment centre (FTC) extracts and recycles fluoride, poly-aromatic hydrocarbon containing tar and dust from emissions created by the anode baking process.
Gas treatment centre
The gas treatment centres have the primary role of recycling the fluoride and dust captured from the pots.
Hazardous Waste Waste that may, by circumstances of use, quantity, concentration or inherent physical, chemical or infectious characteristics, cause ill -health or increase mortality in humans, fauna and flora, or adversely affect the environment when improperly treated, stored, transported or disposed of.
Industrial Development Zone
An Industrial Development Zone is an area identified for industrial development. The aim is to attract domesti c and foreign investment into industrial and commercial parks by providing serviced industrial sites with purpose-built infrastructure.
Industrial waste The solid, liquid, gaseous waste or any combination thereof generated by industrial processes and manufacturing
Ingot Bars of aluminium metal which are produced as the final product of the primary aluminium smelting process.
Integrated environmental management
IEM provides an integrated approach for environmental assessment, management, and decision-making and to promote sustainable development and the equitable use of resources. Principles underlying IEM provide for a democratic, participatory, holistic, sustainable, equitable and accountable approach.
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA vii
Interested and affected parties
Individuals or groups concerned with or affected by an activity and its consequences. These include the authorities, local communities, investors, work force, consumers, environmental interest groups and the general public.
Key issue An issue raised during the Scoping process that has not received an adequate response and which requires further investigation before it can be resolved.
Liquid pitch Pitch is a heavy, sticky, tar-like by-product derived from the coking of coal. It is used as a binding agent for the petroleum coke in the anode blocks, prior to baking.
Listed activities Development actions that are likely to result in significant environmental impacts as identified by the Minister of Environmental Affairs and Tourism in terms of Section 21 of the Environment Conservation Act.
Megawatt A measure of power, equal to 1 000 kilowatts or 1 million Watts. This is the unit used to quantify the electricity required by a given system.
Mixed solid waste Solid waste that is not sorted into categories of materials
Negative impact A change that reduces the quality of the environment (for example, by reducing species diversity and the reproductive capacity of the ecosystem, by damaging health, or by causing nuisance).
Paste plant At the paste plant crushed petroleum coke and spent anode butts (the remainder of the anode which was not consumed in the potline) are mixed with liquid pitch to form an anode paste which is compacted into anode blocks prior to baking.
Petroleum coke Petroleum coke is the main carbon source for the anode blocks. It is imported from overseas and is made from oil derivatives, which are regarded as a by-product by oil refineries.
Pitch fume treatment centre
The pitch fume treatment centre (PFTC) treats PAH containing tar and dust emissions from the paste plant.
Positive impact
A change which improves the quality of life of affected people or the quality of the environment.
Pot The pot is the steel shell within which the aluminium smelting process takes place. Otherwise referred to as electrolytic reduction cells.
Potline Pots are electrically connected and arranged in long buildings called potrooms. Two potrooms constitute a potline.
Potlinings Potlinings consist of the refractory bricks that are used to insulate the steel shell of the pot (to contain the heat and prevent damage to the steel shell) and the carbon blocks that form the cathode.
Reduction Reduction is an electrochemical process that involves the transfer of electrons from one atom to another. Reduction forms part of the electrolysis process.
Relevant authority The environmental authority on national, provincial or local level entrusted in terms of the Constitution and in terms of the designation of powers in Notice No. R. 1184 of 5 September 1997 with the responsibility for granting approval to a proposal or allocating resources.
Rodding shop Newly manufactured anodes are attached to an electrical conducting stem in the rodding shop before being transported to the potline.
Scoping This refers to the process of determining the spatial and temporal boundaries (the extent) for the EIA and key issues to be addressed in an environmental assessment.
Smelting Aluminium smelting refers to the separation of aluminium from aluminium oxide.
Spent Potlinings The potlinings which have reached the end of their useful life and which need to be replaced and disposed of.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA viii
Waste An undesirable or superfluous by-product, emission, or residue of any process or activity which has been discarded, accumulated or stored for the purpose of discarding or processing. It may be gaseous, liquid or solid or any combination thereof and may originate from a residential, commercial or industrial area. This definition includes industrial waste water, sewage, radioactive substances, mining, metallurgical and power generation waste.
Abbreviations
A2O3 Alumina (Aluminium Oxide)
AP Aluminium Pechiney
CO2 Carbon dioxide
CDC Coega Development Corporation
CSIR Council for Scientific and Industrial Research
DEAT Department of Environmental Affairs and Tourism (National)
DEAE&T Department of Economic Affairs Environment & Tourism (Eastern Cape)
DSR Draft Scoping Report
EIA Environmental Impact Assessment
EIR Environmental Impact Report
FTC Fume Treatment Centre
GTC Gas Treatment Centre
I&AP Interested and Affected Party
IEM Integrated Environmental Management
IDZ Industrial Development Zone
KV Kilovolt
MW Megawatt
NMMM Nelson Mandela Metropolitan Municipality
PAH Poly-aromatic hydrocarbon
PFTC Pitch Fume Treatment Centre
PPP Public Participation Programme
POP Persistent Organic Pollutants
ROD Record of Decision
SEA Strategic Environmental Assessment
SMME Small, Medium and Micro Enterprises
SO2 Sulphur dioxide
SPL Spent potlining
Units Used
KG/ T AL Kilogram per tonne of aluminium produced
MWH/T AL Megawatt hours per tonne of aluminium produced
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 1
1. INTRODUCTION Aluminium Pechiney intends to construct and operate an aluminium smelter using its latest AP50 reduction technology at a site located within the Coega Industrial Development Zone (IDZ) near Port Elizabeth (PE). The CSIR has been commissioned by Aluminium Pechiney to conduct an Environmental Impact Assessment (EIA) for the proposed smelter. The EIA is required to meet the South African legislative requirements, as well as ensure that all necessary environmental permit applications are prepared and submitted. Various specialist studies have been identified for the EIA, and this document presents the Materials handling and solid waste specialist study report.
2. BACKGROUND The proposed Aluminium Pechiney smelter will employ the latest AP50 reduction technology, which means that the proposed smelter will have one potline with 336 AP50 cells. The smelter will have the capacity to produce approximately 485 000 tons of aluminium per year. A more detailed process description is provided in Section 5. The following major components are included in this Aluminium Pechiney project: [1]: 1 Electrolysis Potline with 336 AP50 cells in 2 potrooms 2 Gas Treatment Centres 1 Carbon Plant to produce the anodes including 1 Paste Plant and 2 Anode Baking
Furnaces 1 Fume Treatment Centre for the Anode Baking Furnaces 1 Anode Rodding Shop including Bath Recycling Plant 1 Casthouse designed to solidify the liquid aluminium produced by the potline Silos for raw material storage and associated bulk material handling facilities on site Spent potlining (SPL) temporary storage facility Associated support facilities (i.e. maintenance workshop, laboratory, administration building, employee amenities). The project will also include the associated port infrastructures (e.g. off-loading facilities, liquid pitch storage facility, aluminium ingot storage area) that will be constructed at the proposed Port of Ngqura. A closed conveyer belt will also be constructed to transfer raw material (alumina and petroleum coke) from the Port of Ngqura to the Aluminium Pechiney smelter site. The construction and commissioning of the plant is planned to begin in 2003, and it is envisaged that the plant will be operating at full capacity by the end of 2005.
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 2
2.1 Approach The approach adopted for this specialist study was to acquaint the specialists with the proposed aluminium manufacturing process through [2]:
• Attendance of the briefing meeting in Stellenbosch. • During the briefing meeting, Aluminium Pechiney representatives presented the
aluminium smelting process, the new AP50 technology, and answered related questions.
• A review of relevant information on the aluminium manufacturing process, particularly the materials handling and waste management components. This included the following types of information: Process documentation sourced from Aluminium Pechiney World Bank Pollution Prevention and Abatement Handbook on aluminium
smelting [5] Previous CSIR studies conducted for the aluminium industry, 2001
• Discussions with CSIR in -house metallurgical and environmental specialists on the aluminium smelting process and related materials handling and waste management issues.
• Discussions with regulators with respect to permits needed and the permit application process.
• Presentation of interim results to Aluminium Pechiney at CSIR in Pretoria The various types of information collected and processed were thereafter used to determine the potential environmental impacts relating to materials handling and waste management. These impacts are described and mitigating measures are presented. During the study relevant information and results was made available to the other specialist study teams. The Materials handling and solid waste specialist study was integrated with other studies such as the Traffic and transportation specialist study (Lamprecht & Jones, 2002), Water use and liquid waste study (De Souza & Mackintosh, 2002), and Air quality specialist studies (Zunckel et al, 2002). This was done through discussions with other specialists and cross-referencing in the final specialist study reports. 2.2 Scope of the study This study considers the environmental impacts associated with the handling of raw materials and products onto and off the site, as well as the waste products generated through the aluminium smelting and associated process [2]. In particular, the study:
• Provides a detailed examination of the chemical process used to smelt aluminium in terms of the potential risk to the environment under normal conditions, start-up and shut-down, maintenance operations, and upset plant conditions.
• Provides a comprehensive mass-balance to ensure that all waste streams have been identified and characterised in terms of quantities generated, composition and disposal options.
• Provides a clear summary of the amount of waste (solid, liquid or gas) produced for each ton of aluminium. If possible, compare this with international averages

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 3
(e.g. from the World Bank Pollution Prevention and Abatement Handbook) and results from the aluminium industry.
• Reviews the technology to be used (e.g. unit operations) in terms of the “best practicable environmental option” principle.
• Evaluates the environmental risks associated with the movement of materials associated with the manufacturing process, including inter alia: Transport of raw materials from the PE harbour to the site. Transport of raw materials from the proposed Port of Ngqura to the site. The handling of materials at the ports and at the smelter site.
• Evaluates the environmental risks associated with the storage of materials on-site. • Provides a detailed account of waste management opportunities and threats with
particular emphasis on any hazardous waste that are identified. This provides an overview of waste management within the Nelson Mandela Metropolitan Municipality and includes an evaluation of the various waste management options which may be available, in order to identify the best practicable environmental option.
• Provides a detailed review of national legislative requirements pertaining mainly to waste and effluents of the proposed smelter (e.g. Minimum Requirements for Waste Disposal as referred to in the Environmental Conservation Act (Act 73 of 1989), Major Hazardous Installations regulations of the Occupational Health and Safety Act (Act 85 of 1993), National Water Act (Act 36 of 1998), etc.)
• The specialist study identifies all permits required for waste management and materials handling on and off the Aluminium Pechiney site. Subsequently, the necessary permit application will be prepared, working together with the EIA Project Manager, Aluminium Pechiney and the relevant authority.
• Identifies international conventions and protocols to which South Africa is signatory and which are of relevance to this study and to the proposed development.
• Identifies and discuss any remedial and mitigation measures that could be employed to reduce any of the impacts identified through the above studies. This includes an evaluation of the potential for recycling and reuse of materials both by other industries and by small medium and micro enterprises (SMMEs).
• As far as possible, mitigation measures for minimising waste and for reducing the risk of spillages include process and technology related measures, as well as “good practice” guidelines for employees and for equipment maintenance.
• Provides and discusses potential monitoring and measuring plans that would be needed by Aluminium Pechiney to assist in managing the environmental impacts identified in the specialist study.
• Provides and discusses “sustainability indicators” for the Aluminium Pechiney smelter. This includes indicators such as solid waste produced per ton of aluminium. These sustainability indicators are compared to similar local and international operations where information was available.
The specialist study also takes into account the following:
• Impacts are described according to the convention presented in Appendix A. • Impacts are described both before and after the proposed mitigation and
management measures have been implemented. • All impacts are evaluated for the full-lifecycle of the proposed development,
including construction, operation, decommissioning and closure. The impact
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 4
evaluation also takes into consideration the cumulative effects associated with this and other facilities that are either developed or in the process of being developed in the region.
• The specialist study is subject to review by an independent party.
3. EXCLUSIONS This specialist study presents the solid waste generation, handling and disposal and liquid effluent and gaseous emissions from the proposed Aluminium Pechiney smelter, however only the impacts resulting from the solid waste management will be addressed. The impacts resulting from liquid effluent and gaseous emissions are addressed in the respective specialist studies. No solid waste was sampled and analysed during this specialist study. The quantities and compositions of waste materials were obtained from Aluminium Pechiney and other sources.
4. REGULATORY REQUIREMENTS AND GUIDELINES 4.1 South African legislation
There are various Acts and regulations that regulate environmental management in South Africa, as well as different by-laws that regulate industrial activity. The following are the key Acts against which this specialist study is evaluated:
• The National Environmental Management Act (NEMA), (Act 107 of 1998) • This Act forms the overarching framework for environmental management in
South Africa and incorporates, amongst others, the principles embodied in the White Paper on Integrated Pollution and Waste Management for South Africa (Jan. 2000), and the National Waste Management Strategy documents (Oct. 1999). The key principles include moving away from the “end- of- pipe” treatment approach towards the prevention of pollu tion and waste and avoiding environmental degradation. The Environmental Conservation Act, (Act 73 of 1989) Sections 21, 22 and 26 of this Act were promulgated in 1997, and make Environmental Impact Assessments a statutory requirement for specified new developments. Section 20 of this Act indicates that waste can only be disposed of at a waste disposal facility that has a permit issued by the Minister of Water Affairs and Forestry. Such a waste disposal facility must be in accordance with the Department’s Waste Management Series, “Minimum Requirements” documents [3].
• Regulations in terms of Section 24-28 stipulate the requirement for a permit from DWAF for temporary onsite storage of hazardous waste. This permit would be required for the temporary storage of SPLs on the Aluminium Pechiney smelter site.
• The National Water Act, (Act 36 of 1998) • This Act includes strict measures to protect water resources. The Act provides for
the protection of groundwater resources and has implications for waste storage, disposal and effluent discharge. Implications of the NWA for the Aluminium

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 5
Pechiney project will be addressed in the Water Use and Liquid Waste Management specialist study.
• The Air Pollution Prevention Act, (Act 45 of 1965) • This Act is concerned with emissions at stacks and specifies acceptable levels of
pollutants in the air. Scheduled processes are identified in the Act and the allowable emissions and ambient air quality guidelines are provided.
• The Occupational Health and Safety Act, (Act 85 of 1993) • The following regulations are based on this Act and are particularly relevant to the
chemical industry: Hazardous Chemical Substances Regulations (R1179, 25 Aug. 1995), which
identify hazardous chemicals, and how they should be controlled so as to ensure safe working conditions for employees.
Major Hazard Installation Regulations (R6077, 16 Jan. 1998), which sets out the responsibilities for the control of facilities that have, either permanently or temporarily, an installation or a quantity of a substance which can pose a significant risk of resulting in a major incident that could affect the health and safety of persons outside the premises, including the public. A risk assessment is required in order to determine whether or not the Aluminium Pechiney smelter site and the storage facilities at the Port of Ngqura are to be classified as Major Hazardous Installations. This risk assessment has been initiated by Aluminium Pechiney and results will be incorporated into the EIA process.
South African legislation on waste management is still undergoing change. While the Government’s key waste management objectives, i.e. moving away from fragmented and uncoordinated waste management to integrated waste management in order to reduce both the generation and the environmental impact of waste), are included in the legislation such as the National Environmental Management Act (Act 107 of 1998) and Environmental Conservation Act (Act 73 of 1988), the following are currently being written:
• A Draft Bill on Waste Management is being drawn up by the Department of Environmental Affairs and Tourism (DEAT): it includes among many other provisions substantial fines (as high as R5 million) for pollution offences. Potential new developments within the Bill include the use of Best Available Technology Not Entailing Excessive Cost (BATNEEC) instead of Best Practicable Environmental Option (BPEO); a requirement for Industry Waste Management Plans; a requirement for the company to have an Environmental Compliance Certificate and requirements for Import/Export of wastes via the Basel Convention.
• A new National Air Quality Management Bill is being developed by DEAT as part of the South African air law reform process. This act will replace the current Air Pollution Prevention Act, and it may impose emission standards similar to those currently prevailing in the European Union (EU).
• Revisions of the current Minimum Requirements Series of documents plus a new document that will cover auditing of waste facilities, staff minimum qualifications and training requirements.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 6
4.2 Pechiney’s environmental guidelines Pechiney have their own environmental policy [4] wherein it states that environmental protection, health and safety are key priorities in the company’s strategy and the Pechiney Continuous Improvement System (Box 1). Box 1: Pechiney is committed to applying and implementing the following guidelines throughout the Group: 1. To ensure transparency in issues concerning environmental protection, health and
safety, in particular by evaluating and publishing achievements and performances measured by selected indicators applicable to the Group’s activities;
2. To ensure regulatory compliance of operations and facilities, as well as compliance with the internal standards the Group is developing to align its p ractices.
3. To ensure continuous improvement of employees’ health and safety conditions and those of Group subcontractors;
4. To continue to reduce the environmental impact of the Group’s past, current and future activities as well as of its products, by limiting emissions and waste, optimising processes, managing the risk of accidents, remediation of any damage done, and developing partnerships with customers and suppliers.
5. To develop products that are more considerate of the environment by analysing their life cycles, from design to recycling.
6. To implement the best available and most economically viable technology in new investments and the best environmental practices throughout the Group.
7. To manage industrial risks through efficient identification and ranking procedures, as well as by the implementation of appropriate prevention and protection measures and their ongoing adaptation.
8. To organize a scientific health watch activity to detect and control new risks. To honour these commitments, Pechiney works with all concerned parties. The group promotes employee involvement at all levels and is introducing a risk management system for environmental protection, health and safety at is facilities. This system makes it possible to organise progress planning, achievement and continuous improvement, define each employee’s responsibilities, train the workforce and inform suppliers of the requirements of the Group’s business units. The Company also measures progress on a regular basis, conducts periodic audits to detect and correct deviations, and facilitates sharing best practices. Source: Pechiney (2001) 4.3 International guidelines pertaining to aluminium smelters According to the World Bank published Pollution Prevention and Abatement Handbook for aluminium manufactu ring [5], air emission and effluent guidelines are specified as presented in Table 1.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 7
Table 1: Air emissions and liquid effluent from aluminium smelting
Air emissions Liquid effluent *
PARAMETER MAXIMUM VALUE (mg/Nm3) PARAMETER
MAXIMUM VALUE (mg/l)
(except pH and temperature)
Particulate matter 30 pH 6 – 9
Hydrogen fluoride 1 TSS 50
Total fluoride 2 Fluoride 20
Volatile Organic Compounds (VOCs) 20 Aluminium 0.2
COD 150
Hydrocarbons 5 Temperature
increase =3°C higher than receiving body*
* The effluent should result in an increase no more than 3°C at the edge of the zone where initial mixing and dilution take place. Where no zone is defined, use 100 meters from the point of discharge.
It is further stated in the Handbook that modern smelters, using good industrial practices, are able to achieve the performance indicators as presented in Table 2 (all values are expressed on an annualised basis). Typical solid waste generation and electricity consumption figures are also presented in Table 2.
Table 2: Performance indicators for modern aluminium smelters, including mixed solids generation and electricity consumption [5]
PARAMETER POLLUTANT LOAD
(kg/t Al) Total particulates 1 Hydrogen fluoride 0.2 – 0.4 Total fluoride 0.3 – 0.6 Sulphur dioxide 1 1 Nitrogen oxides 0.5 CF4 0.1 Mixed solid waste 40-60 kg/t Al Electricity (Pre-bake technology) 14 MWh/t Al
5. PROCESS DESCRIPTION The main raw materials and other inputs that are used in the aluminium smelting process are presented in Table 3. The values and Notes provided are specific for the proposed Aluminium Pechiney plant at Coega [6]. The final product (aluminium ingots) from the
1 The SO2 emissions are given for aluminium smelters using dry and wet scrubbing abatement
technologies. However, the World Bank also does not require the installation of wet scrubbing processes as they result in significant increases in slurry wastes (Section 10.7.3).

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 8
proposed smelter is also presented in the table, and the Notes outline the modes of transport of the raw materials and products to and from the proposed Aluminium Pechiney site.
Table 3: Main inputs and products for the proposed Aluminium Pechiney smelter
RAW MATERIALS, OTHER INPUTS and
PRODUCT
AMOUNT (per year)
NOTES
Alumina 931 000 t
Imported to Port of Ngqura in dedicated ships as solid bulk fine material. Vacuum/suction unloaded at the Port then transported to sealed holding silos at Aluminium Pechiney by closed belt conveyer.
Calcined Petroleum coke
180 000 t
Imported to Port of Ngqura in dedicated ships as solid bulk. Vacuum/suction unloaded at the Port then transported to a coke storage shed at Aluminium Pechiney by closed belt conveyer.
Liquid pitch 38 000 t
Imported to Port of Ngqura as hot liquid bulk, and off loaded using a liquid pitch off-loading facility. Stored at the Port in a specialised storage vessel and transported to the Aluminium Pechiney site by road tanker.
Aluminium fluoride (AlF3)
8 800 t
Imported to PE or Port of Ngqura as break bulk (1 ton bulker bags or 25kg layer bags). Off loaded using General Cargo facilities and then transported to Aluminium Pechiney by truck for storage and use.
Heavy fuel oil (HFO) 31 800 t Stored at the PE Port in existing storage vessels. Transported to Aluminium Pechiney by tanker-truck.
Water 600 000 m3 Water supplied by Nelson Mandela Metropole Municipality from the Nooigedacht water treatment works.
Electricity 860 MW From Eskom by means of dedicated powerlines.
Aluminium ingots (final product)
485 000 t Aluminium ingots transported to the harbour by specialised trucks, and exported by ship.
A schematic of the aluminium production process as will be employed by Aluminium Pechiney is presented as Figure 1 [7]. The schematic shows the various flows of materials associated with the aluminium production process.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 9
Figure 1: Schematic of the aluminium production process [7]
The 3 major process components of the proposed Aluminium Pechiney smelter are [7]:
• the electrolysis Potline with 336 AP50 cells in 2 halls, • a Carbon Plant and Anode Rodding Shop for anode production, and • a Casthouse to solidify the liquid aluminium produced by the Potline into ingots.
The Potline The smelting process uses electrical energy and carbon to break the bonds between aluminium (Al) and oxygen (O2) in the alumina (Al2O3) in order to produce liquid aluminium.
2Al2O3 + 3C ? 4Al + 3CO2
This process occurs in large steel containers called reduction pots, which are arranged in long buildings called potrooms. Two potrooms constitute a potline. The potline proposed for the Coega IDZ would consist of 2 elongated potrooms measuring 1200m x 30m. Each room would house a line of 168 pots in two groups of 84 pots, electrically connected. There would be 336 pots in total in the potline. Each pot represents one large electrolytic cell. They are lined with carbon blocks and refractory bricks to insulate the pots and contain the heat. This potlining also forms the positive contact (the cathode) for the electric current which is passed through a molten “bath” of sodium aluminium fluoride (cryolite), alumina and aluminium fluoride in the pots. Carbon anodes (made of petroleum coke and pitch) are used to conduct electricity into the pots. The anode block is consumed during the smelting process. The heat generated by passing the electric current through the cell maintains the bath in liquid form at about 950°C.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 10
A steel-reinforced structure supports the overall pot including the anodes, cathode shell, a hooding system and the alumina supply hopper. The supply hopper automatically feeds fluoride-enriched alumina from the Gas Treatment Centre (GTC) into the pots where it is dissolved in the molten cryolite. Liquid aluminium is tapped periodically from the pots by vacuum suction and transferred to the Casthouse and holding furnaces in refractory lined steel crucibles. Associated with the potline are two Gas Treatment Centres (GTC's) positioned between the potrooms to receive emissions from the pots. In addition to carbon dioxide (CO2), emissions consist primarily of fluoride, sulphur dioxide and dust. The GTC’s are dry scrubbing units, having the primary role of recycling almost all the fluoride and dust captured from the pots. The dry scrubbing system is not efficient for SO2 abatement. Alumina is used as a scrubbing agent to extract the fluoride from the emissions. The ‘fluorinated alumina’ is then directed into the pots. The Carbon Plant and Anode Rodding Shop The carbon anodes are gradually consumed during the smelting process. The expected life of an anode is approximately 640 to 770 hours, so they are replaced on a rotating schedule. Due to this high demand for anodes, they would be manufactured on site in a carbon plant by a 3-stage process: Paste plant - Green (unbaked) anodes would be produced by crushing petroleum coke and spent anode butts (the remainder of the anode which was not consumed in the Potline) then mixing it with liquid pitch to form an anode paste and compacting the paste into anode blocks. Baking furnace - The anodes are baked at about 1100°C in an oil-fired furnace for several weeks in order to give them mechanical and conductivity properties; Rodding shop - Anodes are then attached to electrical conducting rods in the rodding house and transported to the Potline. Associated with the anode-baking furnace is a fume treatment centre (FTC) to extract and recycle fluoride, poly-aromatic hydrocarbon (PAH) containing tar and dust from emissions created by the anode baking process. This is a dry scrubbing unit, also utilising raw alumina as the scrubbing agent with the resultant ‘enriched alumina’ being recycled into the pots resulting in PAH destruction. There is also a pitch fume treatment centre (PFTC) associated with the paste plant. This is a dry scrubbing unit that treats PAH containing tar and dust emissions from the paste plant, using particulate coke as the scrubbing agent. This ‘enriched coke’ is recycled into the paste plant.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 11
5.1 Technology review The 1997/1998 Action Plans of the Oslo and Paris Conventions for the prevention of marine pollution calls for the adoption of best available techniques (BAT) and best environmental practice (BEP) to reduce or eliminate pollution sources from the aluminium sector. For aluminium smelting, BAT includes [9]:
a. Closed pre-bake pots, designed for high collection efficiency for fumes and minimal opening of enclosures during operation;
b. Point feeding of aluminium oxide, intermittently to the centre line of the cell; c. Efficient computer process control to control bath composition and limit anode
effects; d. Pot exhaust gas cleaning by adsorption of fluorides on aluminium oxide, removal of
particles and recycling of aluminium oxide to the pots; Careful and efficient operation and maintenance; Monitoring of emission of air pollutants, by frequent sampling or continuous measurements.
For Anode producing, BAT includes [8]:
a. Fume scrubbers installed at tanks for molten pitch, with the recovered tar from scrubbers recycled or used as fuel.
b. Cooling of air exhaust containing tar fumes, followed by demister or fabric filter coated with petrol coke to separate tar.
c. Residues and dust from anode butts cleaning to be recycled. d. Petroleum coke dust and tar recovered in air pollution control equipment to be
recycled or used as fuel. e. Tar, petrol coke, Al2O3 and other wastes from the gas cleaning to be recycled or
used as raw material and fuel. The World Bank Pollution Prevention and Abatement handbook for aluminium manufacturing [5] also lists a few key production and control practices that would lead to compliance with emission guidelines. This includes the preference for Pre-bake processes for aluminium smelting as opposed to the Soderberg technology. This is due to the associated reduced atmospheric emissions and energy efficiency of the pre -bake technology as shown in Table 4. According to the Oslo and Paris Conventions, Pre -bake technology is BAT for aluminium electrolysis.
Table 4: Comparison of Pre -bake technology with Soderberg technology
TECHNOLOGY GAS COLLECTION
EFFICIENCY ENERGY CONSUMPTION
(MWh/t Al)
Pre-bake 98% 14
Soderberg 90% 17.5
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 12
These BAT are inherently included in the Aluminium Pechiney process design, will be employed in the proposed smelter. Other BAT features that are inherent to the Aluminium Pechiney smelter design include: Process emission monitoring by on-line real-time analysers at the Potrooms and Dry
Scrubbers Water emissions Increased undercover handling of process materials contributing to reduced stormwater
contamination Reduced footprint of sealed and roofed areas contributing to reduced stormwater
contamination Closed circuit water cooling systems for metal casting, anode production and
compressed air systems Application of dry scrubbing emission control systems in place of wet scrubbers Solid waste Reduced rate of Spent Potlining generation per ton of aluminium produced through
enhanced economies of scale Maximisation of Pot life leading to further reduction in SPL generation Maximisation of furnace refractory life leading to minimisation of refractory brick waste Total internal recycling of consumed anode butts Total internal recycling of Bath products Full recycling of fluoride emissions captured by Dry Scrubbing systems Material handling Application of BAT for raw materials unloading at Port - Vacuum Unloaders Direct feeding of alumina to pots through Hyper Dense Phase pneumatic system Enhanced integrated plant layout minimising transport distances of raw materials and
intermediate products Application of fully enclosed pneumatic systems for internal transport of alumina and
bath products Covered conveyor systems for materials handling - minimising wind losses, waste
generation and groundwater / stormwater contamination risks All transfer points of conveyors and pneumatic systems served by dust filters to control
dust and material losses Management systems Application of Corporate standard for ISO 14000 EMS Multi-year EHS Action Plans Corporate Continuous Improvement System integrating Environment, Health and Safety
policies Corporate greenhouse reduction commitment under the Partnership for Climate Action
programme Others Minimisation of smelter footprint requiring lower land surface area The Aluminium Pechiney smelter is based on the latest Pechiney prebake reduction technology (AP50 electrolytic pots) that uses the Hall-Heroult process to produce aluminium. The smelter is made up of 1 Electrolysis Potline with 336 AP50 cells. It is reported [4] that the AP50 electrolysis technology will make it possible to lower investment costs by approximately 15% compared with the AP30 technology. In addition to the BAT already employed, there are also potential environmental benefits of the new AP50 technology, such as reduced greenhouse gas emissions and solid waste generated. It is claimed by

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 13
Aluminium Pechiney [10] that the perfluorinated carbons release will be approx. 0.014 kg/t Al as opposed to the World Bank guideline of 0.1 kg/t Al produced. These environmental benefits need to be verified during the operation of the smelter. Aluminium Pechiney technology includes the use of dry scrubbing systems that uses alumina as the adsorbent for the gaseous emissions from the reduction pots and anode baking furnace. This allows for the recycling of fluorides within the system and reduces the gaseous emissions from the smelter. Particulates are removed in a bag-filter. This treatment technology is recommended by the World Bank [5] as well as the Oslo and Paris Commissions [9]. The equipment employed by the project for material handling at the Port of Ngqura and on the Aluminium Pechiney smelter site will incorporate best practice integrated emission control systems within their designs [11]. The prime system elements employed for dry and/or dusty materials are dust filters and enclosure (closed systems). National pollutant inventory emission factors now adopted in several coun tries provide an estimate of total dust emissions arising from best practice materials handling systems as employed by this project. Overall dust emissions from all materials handling processes can therefore be estimated to be in the order of 0.01 kg/ton.
6. MATERIALS HANDLING The handling of materials for this PAS 2005 project is addressed by reviewing material handling at the Port of Ngqura and at the Aluminium Pechiney smelter site.
6.1 Materials handling at the Port of Ngqura As indicated previously, the materials handling facilities employed by the project incorporate best practice integrated emission control systems within their design, employing dust filters and closed systems. In Table 3, it is noted that the main raw materials (alumina and petroleum coke) are off loaded at the proposed Port of Ngqura using specialised vacuum unloading equipment. These raw materials are transferred to the smelter site by a closed conveyor belt with dust filters located on each transfer point. The liquid pitch is also off loaded at the proposed Port of Ngqura, and stored in a specialised heated storage tank at the Port. Pumping is used as a method of off loading to ensure safe operation. The pitch is subsequently transported to the smelter in insulated tanker trucks. The number of truckloads to the smelter will be 5 truckloads per day with a 24 t/truck load The aluminium fluoride and heavy fuel oil (HFO) will be transported initially from the Port Elizabeth harbour to the smelter site by trucks. The number of truckloads to the plant will be 6 truckloads per day with a 24 t/truck load [12]. The final product (ingots) will also be transported by truck to the Port of Ngqura. The number of truckloads to the harbour will be 56 truckloads per day with a 24 t/truck load [12]. The impacts of the raw material and product transportation are being dealt with in the Traffic and Transportation specialist study [13].

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 14
6.2 Materials handling at the smelter The silo storage of raw materials and intermediate products (e.g. bath) are enclosed and operated under negative pressure provided by dust filters. The on-site transport of material relates mainly to the transport of alumina, bath and molten aluminium. Pneumatic transfer technology is employed under negative pressure for most transport and movement of alumina and bath products within the process. This includes the transfer of alumina from the plant silos through to continuous feeding of the pots in the Electrolysis Department (Potline) via the Gas Treatment Centres. The molten aluminium is siphoned off regularly from the reduction pots into refractory lined steel crucibles. These crucibles are transported to the Casthouse (over a short distance on specialised trolleys) where the aluminium is emptied into holding furnaces before being cast into metal ingots. Certain waste streams such as the spent anodes are also transported onsite from the reduction pots to the Anode Rodding Shop for recycling within the process. The off-site handling and transportation of solid waste is dealt with in Section 7.9.
7. WASTE GENERATION Various forms of waste (solid, gaseous and liquid) will be generated by the PAS 2005 project. This specialist study focuses only on the potential environmental impacts due to solid waste generation and management. The gaseous and liquid waste streams are quantified in this chapter, however, the potential environmental impacts due to the release of gaseous and liquid waste are addressed in the Air quality (Zunckel et al, 2002) and Water use and liquid waste (De Souza & Mackintosh , 2002) specialist studies respectively. 7.1 Waste generation at the Ports of Ngqura and Port Elizabeth The waste management issues at the Port of Ngqura are related mainly to waste generation during the construction phase, and fugitive emissions and spilla ges during the commissioning and operation phases. Waste management issues at the Port Elizabeth harbour are related to the handling and potential spillages of aluminium fluoride and heavy fuel oil. Construction phase Waste that is generated during the construction of the associated Port infrastructures (e.g. off-loading facilities, liquid pitch storage facility and aluminium ingot storage area) at the proposed Port of Ngqura is generally referred to as building rubble and consists of waste cement, wood off-cuts and scrap metal. Some of this waste can be reused directly (e.g. wood off-cuts as firewood), recycled (e.g. scrap metal) or reused after processing (e.g. concrete scraps and waste cement), but the remaining unusable waste must be disposed of at a permitted waste disposal facility. Other waste that will be generated during the
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 15
construction phase is general food waste from the canteen, and general industrial waste. These waste streams will be transported off-site and disposed of at a general waste disposal site. Operational phase Fugitive emissions may be released during the operation phase through the following activities; ship offloading, conveyer belt operation and truck loading. Spillages may result from accidents at the port and from upset conditions. Vacuum off-loaders are employed for discharge of alumina and petroleum coke shipments. Conveyors onto which the material will be loaded are fully enclosed to minimise wind losses; i.e. the conveyor system is roofed and fitted with sidewalls. All transfer points, where materials are either loaded onto the conveyor or deposited into the silos, are fitted with dust suppression systems. These systems suppress dust by means of specialised equipment and filters. Therefore, the loss of fugitive material is expected to be minimal (0.001% of material handled) [11]. Accidental spillages of solid raw materials may occur. These will be cleaned up and transported to the smelter for possible use e.g. aluminium fluoride. If the spillage is severely contaminated and not usable, it will be discarded as industrial waste. Spilt pitch will solidify below 100°C and can then be easily cleaned up and sent to the smelter for use. If HFO would be spilled on a concrete surface, it can be removed, if HFO would be spilled on soil, the contaminated soil need to be removed and transported to an H:h site. 7.2 Waste generation at the smelter during construction The main waste produced during the Aluminium Pechiney smelter site construction, are [14]:
• Concrete waste • Refractory mate rial waste • Used packaging such as plastic bags, paper, cardboard, etc. • Scrap iron such as concrete bars, steel pieces • Electrical wire waste • Wood from formwork waste or pallets • Oil from engines
The general and industrial waste (Class G) will be disposed of at the general waste disposal site in PE. Small amounts of hazardous waste may also be generated including lining paste, refractory binder and paint. This waste will be disposed of at the permitted hazardous waste disposal site in PE. Oil waste that is generated during the construction phase will be transported to an oil recycling company. It is envisaged that the company appointed to construct the smelter and the port facilities will operate in accordance with an Environmental Management System (EMS), and that a local waste management company will be contracted to manage all waste generated on site during this phase.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 16
7.3 Waste generation at the smelter during start-up The general operation of an aluminium smelter allows for the relining of electrolytic pots on a statistical average of 5 - 6 years. With the proposed number of pots being used (336), there will be a cyclical replacement programme of re-starting pots. Therefore any additional waste generated during the commissioning phase (mainly gaseous and solid waste) is not significantly different from the normal process and is already averaged into the waste generated during the normal operation of the plant. This means that the expected amount of waste during the commissioning of the smelter is already accounted for in the expected waste quantities described in section 7.4 and detailed in Appendix B. 7.4 Waste generation at the smelter during operation Solid waste The solid waste streams that are expected from the proposed Aluminium Pechiney smelter are listed and characterised in Appendix B [15]. The waste streams are characterised in terms of the following:
• Waste description, • Waste source (e.g. Carbon plant, potline), • Quantities generated, • Waste composition, • Waste classification, and • Disposal options.
Table 5 represents a summary of the waste characterisation in Appendix B. The total amount of waste that will be disposed of at different waste disposal sites, the amount of waste that will be stored, and the amount of waste that will be recycled externally are presented for the proposed smelter. The South African Minimum Requirements classification system for disposal sites has been used [3]. This classification system is described in Appendix C.
Table 5: Destination and amounts of waste generated at the Aluminium Pechiney
Aluminium smelter
DESTINATION AMOUNT (t/a)
% OF TOTAL
DESTINATION
Industrial waste disposal site – Class G 6 380 23.1 Arlington or Koedoeskloof
General Landfill Hazardous waste disposal site – Class H:h 4 000 14.5 PE Regional Waste
Management Facility Hazardous waste disposal site – Class H:H
30 0.1 PE Regional Waste Management Facility
Externally re-cycled 17 220 62.3 Re-cycling sites around South Africa
TOTAL SOLID WASTE 27 630 100

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 17
Table 5 shows that the total amount of solid waste generated by the proposed smelter is 27 630 tons per year. This amounts to 57 kg waste generated per ton aluminium produced, which is comparable to the World Bank guideline of 40-60 kg waste/t Al [5]. Table 5 also shows that most of the waste (17 220 t/a or 62%) will be recycled or re-used externally, and will therefore not end up in waste disposal sites. The actual amount of waste landfilled is 10 410 t/a, or 21.5 kg waste/t Al. Apart from the waste streams described in Appendix B, there are numerous other waste streams that are recycled within the smelter for re-use (e.g. bath, spent anode butts and spilt alumina). The recycling is inherent to the aluminium production process. Table 5 also shows the destinations of the waste streams [16]. This is further discussed in Section 7.9. A major component of the waste generated (approx. 25%) is the spent pot lining (SPL) which amounts to an approximate average of 7 000 t/a and which is to be externally recycled. The pot linings in aluminium smelters need rep lacement after an average of 5 to 6 years operation. Therefore the amount of SPL waste is not expected to be 7 000 t/a for the first 5-6 years of operation of the smelter. This means that for the first 5-6 years of operation of the Aluminium Pechiney smelter, the total waste generated will be less than 27 630 tons per year. Conversely, due to the extended cyclic generation of SPL, some subsequent years may have a higher rate of solid waste generation. The SPL waste is further discussed in Section 7.4. Liqu id effluent The main liquid effluent streams that will be generated at the Aluminium Pechiney smelter are blowdown cooling water, stormwater from the site and domestic wastewater. These effluent streams are quantified and described in Table 6 for the proposed smelter. The impacts of the effluent generated at the Aluminium Pechiney smelter are dealt with in the Water use and liquid waste management specialist study [17].
Table 6: Aluminium Pechiney smelter effluent characterisation [17]
NO. EFFLUENT STREAM QUANTITY (m3/month) DESCRIPTION
1 Blowdown cooling water (Casthouse + Compressor) 25 000 Wastewater from the cooling
system
2 Stormwater Varies
according to rainfall
Fluoride contaminated storm water
3 Domestic wastewater 6 700 Sewage effluent generated on the plant
Atmospheric emissions According to the World Bank Pollution Prevention and Abatement Handbook [5], gaseous emissions from aluminium smelters include dust, gaseous and particulate fluorides, sulphur

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 18
dioxide (SO2), carbon dioxide, polynuclear aromatic hydrocarbons (PAHs), tars, and perfluorinated carbons (PFCs). The main atmospheric emissions from the Aluminium Pechiney smelter are expected to be fluorides (gaseous and particulate), SO2 and dust emissions. Table 7 presents a list of pollutants emitted from the smelter and the expected release rates [5, 10, 18]. The fluoride and SO2 emissions are further discussed in Section 7.8. The impacts due to atmospheric emission are being dealt with in the Air quality specialist study [14].
Table 7: Predicted emissions from the proposed Aluminium Pechiney smelter [5, 12, 27, 28, 29, 30]
PARAMETER & UNIT
WORLD BANK
GUIDELINE VALUE
ALUMINIUM INDUSTRY
SUSTAINABLE DEVELOPMENT
REPORT
AP 18 TECHNOLOGY
AP 30 TECHNOLOGY
AP 50 TECHNOLOGY
Raw material – Alumina (t)
886 000 1 300 000 931 000
Product - Aluminium (t)
457 500 650 000 485 000
Aluminium produced (t Al/ t Al2O 3) *
0.53 0.52 0.50 0.52
Plant area (hectares)
99 80
Physical footprint (ha/t Al)
0.00015 0.00016
Electricity consumptio n (MWh/t Al)
14 15 13.4 14.8 ~ 14
Mixed solid waste (kg/t Al)
40-60 60 56
Total particulates (kg/t Al)
1 1.3 1.1
Total fluoride (kg/t Al)
0.3 – 0.6 0.5 – 1 0.5 – 0.7 0.77 0.6
Sulphur dioxide (kg/t Al) **
1 19 20.3 28***
Nitrogen oxides 0.5 0.43
Perfluorinated carbons - CF4
(kg/t Al) 0.1 0.026 0.014
CO2 (kg/t Al) 1223 1500 CO (kg/t Al) 44.4 81
Tar (kg/t Al) 0.04 0.006
* The World Bank guidelines are presented, except for Aluminium Produced which shows the theoretical conversion of alumina to aluminium.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 19
** Sulphur dioxide emission guideline is presented for aluminium smelters using dry and wet scrubbing abatement technology.
*** The higher SO2 release value for the Aluminium Pechiney smelter is due to the use of HFO, use of a conservative S content and not using a wet scrubbing system
Other substances Other substances that are potentially released from aluminium smelters are persistent organic pollutants (POPs) which includes dioxins and furanes. It must be noted that the release of dioxins and furanes from Aluminum smelters has nowhere in the world been proven to pose health risks. In addition, there is no information available on emissions figures and hence dioxins and furanes have not been considered to be of relevance in this study.
7.5 Waste generated at the smelter during up-set conditions Up-set or abnormal conditions occur at all processing plants. In some cases these up-set conditions do not have impacts on the environment although off-spec products may result in more dross formation. In other cases these conditions result in emissions into the environment. Up -set conditions are not expected to last for long periods. The plant up-set is corrected as soon as possible to limit product losses as well as emissions to the environment. Up-set conditions that result in emissions to the environment must be reported to the relevant authorities. The up-set conditions expected for the Aluminium Pechiney smelter are mainly spillages from the transport of raw materials and by-product, and the uncontrolled release of gaseous emissions (e.g. due to malfunctioning gas cleaning equipment). The spillages of raw material and product during transportation and the environmental impacts are discussed in Section 7.1. Failure of gas cleaning (abatement) equipment refers to failures in the Gas Treatment Centres (GTCs) and the Fume Treatment Centre (FTC) which will result in the uncontrolled and additional releases of gaseous pollutants (e.g. dust and fluorides) [11]. The impacts of these are dealt with in the Air Quality specialist study [19]. During normal operations, the Gas Treatment Centre has an extremely high operating up-time (approaching 100%) due to the modular designs and redundancy capacity of the component equipment (i.e. if one module fails, the gas can be diverted to another module for treatment due to extra treatment capacity). However, extreme plant wide events such as loss of electrical power or compressed air can impact the operation. These periods can be measured in minutes since they impact adversely on all plant operations. Backup systems for the plant services are provided [11]. The FTC operates on a similar basis to the GTCs, being reliant on the same plant services. However, the functioning of the FTC is more complex and integrated with anode baking furnace operations. With the Baking Furnace being a process with a high thermal inertia (it retains heat and does not cool off immediately after shut down), potentially explosive

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 20
secondary emissions (unburnt pitch fumes) continue to evolve when plant services, and subsequently the baking process, are interrupted. Fuel supply is provided on a fail-safe design, ensuring further heating is cut off in such circumstances. In order to ensure continued safety of the process and people, a bypass design is incorporated in the FTC ductwork system that allows a natural convective draught to be provided to the Baking Furnace by the stack if the FTC operation is also interrupted by failure of plant services. During these periods visible emissions can be observed from the stack due to inadequate combustion conditions and by-pass of the FTC fabric filters [11]. Other baking furnace events can also adversely impact on normal operation of the FTC, such as high outlet temperatures and the occurrence of internal ductwork fires. In order to preserve the safety of the FTC and fabric filters, the draught by-pass system is also engaged under such conditions. Designs are incorporated in the FTC system to efficiently rectify these up-set conditions in the shortest possible time. Visible emissions from the stack can similarly be observed for the duration of the FTC downtime. The smelter up-set conditions relating to malfunctioning abatement systems (GTCs and FTC) is given in terms of the operating up-time. It is expected that the operating up-time for the abatement equipment at the Aluminium Pechiney smelter will be close to 100%. The environmental impacts resulting from these smelter upset conditions are addressed in the Air quality specialist study [19]. 7.6 Waste generated at the smelter during closure The expected lifetime of the plant is expected to be approximately 30 - 40 years. After this period, and based on Aluminium Pechiney’s experience the following options exist for the plant facilities [10]:
• Extension of the lifespan of the smelter through technology upgrades • Alternative use of the buildings and facilities by other industries • De-commission plant removing structures and full site rehabilitation
If the last option is employed then all process material on the site must be disposed of. All unused raw materials, by-products (e.g. bath) and intermediate products (e.g. anodes) should be given or sold to other aluminium smelters for use, and stored waste products must be re-used, recycled or disposed of. All unused structures may need to be demolished, and the building rubble would need to be removed off the site and disposed of in an environmentally acceptable manner. 7.7 Spent pot lining (SPL) The steel shell of the reduction cell or ‘pot’ is lined with refractory bricks (to insulate the steel shell and prevent damage), and carbon blocks (which forms the cathode). The refractory bricks and carbon blocks are therefore referred to as the potlining. During the lifetime of the pot, the continuous flow of molten bath and cryolite cause some compounds to diffuse (soak) into the potlining. This causes the potlining to distort, and eventually leads to failure.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 21
Therefore, the potlining needs to be replaced on average every 5-6 years. The waste potlining is then referred to as spent potlining (SPL) and must be disposed of. Typical contaminants of the SPLs are fluoride, cyanide and carbonaceous compounds and therefore SPLs are classified as hazardous waste. Hydrogen, methane and hydrogen cyanide can be released if the SPL comes into contact with water. Therefore if the SPL waste is disposed of or stored inappropriately, it may lead to the contamination of groundwater and/or surface water. Aluminium Pechiney will on average replace approximately 7 000 tons per year [15] of SPLs. Therefore a final destination for the accumulated SPLs will be required. Aluminium Pechiney have indicated that the SPLs will be stored in a temporary storage facility at the smelter before being sent to a final destination for processing. Pechiney has extensive experience in handling SPLs, and the design of the storage facility will include measures to address safety concerns and environmental risks (e.g. water tight and well ventilated). The facility will ensure that the SPL is stored under the following conditions [20]:
• Protection of the environment from the pollutants (e.g. CN, F, Al, Fe) contained in the SPL.
• Protection of human health from small amounts of degassing gasses from SPL (e.g. combustion gasses – hydrogen, methane, acetylene and ammonia)
• Separate storage of all SPL cuts (1st cut is carbon fraction and 2nd cut is the refractory fraction), and of specialised treated quantities (e.g. crushed SPL).
• Removal of the stored SPL under the principle of ‘first-in-first-out’. For the final destination of the SPL, four recycling or re-use options are being considered:
• Re-use of SPL in the cement industry [21] Extensive test work has been done by Aluminium Pechiney and Ciment D’Origny in France, to use the refractory part of the SPL as feed material in a cement kiln. Provided that the overall sodium and fluoride balance in the kiln is managed, the product quality and the emissions from the plant are not affected. The addition of refractory SPL is now a routine operation at Lumbres Origny plant since 1997 and at Martres Tolozane Lafarge plant since 1999.
• ALCOA Australia AUSMELT process [22]. A vitreous slag is produced by this pyro -metallurgical treatment that can be used for road making and concrete production. Hydrogen fluoride gas is released, cooled, filtered and passed through a reactor to produce aluminium fluoride. The aluminium fluoride is recycled into the aluminium smelting process. Operational development of a 12 000 ton per year SPL treatment facility commenced in 1998 in Australia.
• Re-use of SPL in electric steel furnaces [21] The carbonaceous part of SPLs is used to replace fluorspar in electric steel furnaces. It is claimed that selected fractions of the refractory SPL can also be used.
• Reuse of silicon carbide in ferrochrome plants. The landfilling of SPL without treatment was done in the past at many smelters but has been progressively replaced with other options, as the release of cyanide and the gradual
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 22
uncontrolled leaching of fluoride are not within legislative guidelines of most countries, including South Africa [21]. This is not an option that Aluminium Pechiney will consider. In South Africa test work has been done using the refractory and carbonaceous fractions of SPL at a few cement kilns. Preliminary results from a cement kiln showed no increased emissions, and the product quality remained unchanged. Certain cement and lime kiln operators are already set up and permitted to process spent pot lining, and are currently in the process of processing SPL from other aluminium smelter in South Africa [23]. Aluminium Pechiney has extensive experience in technical assistance to cement factories and other industries recycling SPL. It has been indicated that if no acceptable local options are available, a potential option for the Aluminium Pechiney SPL will be to transport it to Italy for processing in the steel industry. This will require a permit in accordance with the Basel Convention for Transboundary Movement of Hazardous Waste. The economic and environmental feasibility of this option needs to be assessed by Aluminium Pechiney before being implemented. 7.8 Mass balance review A mass balance approach was adopted to account for the major inputs and outputs of fluoride and sulphur. These compounds were chosen as they form a significant part of the gaseous emissions and fluoride is also a significant contaminant in the solid waste and liquid effluent from the smelter. The mass balance approach was used to determine the final destination (e.g. solid waste and gaseous emission) of fluoride and sulphur. The major inputs and outputs of fluoride and sulphur are presented as Appendices D and E respectively. The various fluoride inputs and outputs for the aluminium manufacturing process are presented in Appendix D. Due to the uncertainties in the fluoride content of the various waste streams generated, an accurate mass balance of fluoride is not possible. The assumptions made for the fluoride content of certain waste streams (e.g. dross, SPL) in Appendix D need to be verified by Aluminium Pechiney during the operation of the smelter through a sampling and analysis program so that a more accurate mass balance can be made. The total amount of fluoride entering the process is approximately 5 280 tons per year, which is based on the AlF 3 used. Fluoride leaving the process is calculated to be between 3 422 and 7 637 tons per year. This is based on fluoride outputs of atmospheric fluoride emissions, fluorinated refractories (SPL), dross, bath, anode shot-blast and fluorinated waste from the plant. The difference in the input and output values is largely due to the assumptions made and the uncertainties in the fluoride content of the waste streams. Appendix E presents the sulphur balance for the proposed smelter. The presented numbers are based on the calculated conversion of sulphur to sulphur dioxide. A conservative approach was adopted that assumed that all the sulphur in the raw materials is converted to

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 23
sulphur dioxide. From the Table E1 in Appendix E it can be seen that the expected total amount of SO 2 released is 13322 t/a or 27.5 kgSO2/t Al expressed as a ratio to aluminium produced. 7.9 Waste management It is the expectation that the Aluminium Pechiney smelter will establish a Waste Management System (WMS) for the waste streams generated at the proposed smelter. It is envisaged that such a system will provide for the recording of the quantities and compositions of waste steams, the source of the waste stream, and the final destination. This will also promote the separation of waste streams at the source. Waste streams can be separated as general industrial waste, fluorinated waste, metal scrap, used oil and cardboard paper, and specifically as hazardous and non-hazardous waste. Aluminium Pechiney have indicated that the smelter will be serviced by a waste management contracting company that will be responsible for the off-site removal of waste streams to the final destinations (e.g. waste disposal sites, recycling centres, cement kilns). It must be noted that even though the waste contractin g company is responsible for the transportation of the waste, Aluminium Pechiney will still remain responsible for the environmentally acceptable recycling and disposal of the waste. From Table 5, it can be seen that approximately 6 380 t/a industrial general waste and 4 030 t/a hazardous waste will be transported to the respective permitted waste disposal sites in PE. The remaining waste (17 220 t/a) will be transported to various recycling or re-use centres located in PE or other parts of South Africa. This includes approx. 7 000 t/a SPL. It is assumed that there will be approximately 9 trucks per day transporting waste off the Pechiney site with carrying capacities of 10 and 15 tons per truck. It is further assumed that:
• 2 trucks a day will transport general waste to the general waste disposal sites • 2 trucks a day will transport hazardous waste to a hazardous waste disposal site • 5 trucks a day will transport re -useable and recyclable waste to various centres in
PE or South Africa (e.g. cement or lime plants, dross recycling plant). The general waste disposal sites that will be used are the Arlington General Landfill and Koedoeskloof Low Hazardous and General Landfill which are both permitted by DWAF and operated by the Municipality [16]. It is expected that by the time the smelter starts generating hazardous waste, the current Aloes High Hazardous landfill will no longer be operating. Instead, a regional hazardous waste management facility would be operational to cater for the Nelson Mandela Metropole and the Coega IDZ . The Environmental Impact Assessment (EIA) for this regional hazardous waste management facility has been initiated, and site location is currently being determined. Table F1 in Appendix F presents the regulatory minimum requirements for waste handling, storage and transportation [3].

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 24
8. IMPACTS OF MATERIAL HANDLING 8.1 Material handling at Port of Ngqura Construction phase The impacts due to materials handing during the construction phase of the Port of Ngqura relate mainly to the transportation of construction material and equipment to and from the construction site. These impacts are addressed in the Traffic and Transportation specialist study [13]. Operation phase The potential environmental impacts due to materials handling during the Port of Ngqura operations are related to fugitive releases and spillages from off-loading of ships, the conveyor belt system operation, the loading of the trucks and road transport of the raw materials to the smelter. The environmental impacts associated to these activities are due to waste and noise generation. The latter is discussed in the Noise Specialist Study while the waste generation is discussed below. Fugitive releases are maintained at low levels through the inclusion of mechanisms to reduce and capture dust. These include the enclosed conveyor belts, bag filters, specialised truck fittings, etc. National pollutant inventory emission factors, now adopted in several countries, provide an estimate of total dust emissions arising from best practice materials handling systems as employed by the proposed Aluminium Pechiney smelter. Overall dust emissions from all materials handling processes can therefore be estimated to be in the order of 0.01 kg/ton (0.001% of material handled) [11]. The total amount of material (alumina and petroleum coke) handled by the suction unloading system will be 1 111 000 t/year, therefore the fugitive emissions would be approximately 11.1 t/year. To put it into context, this represent less than 4% of the dust emissions from the proposed smelter. The environmental risks associated with deposition of these fugitive emissions and spillages into the water in the port are addressed in the Discharges to the marine environment specialist study. The behaviour of the raw materials in seawater is given below:
Alumina: It is very stable as it is practically insoluble in seawater. Alumina will sink if spilt into the sea as the density is much higher than that of water. Petroleum coke: Petroleum coke is stable in seawater and it will probably sink in seawater. It is made from petroleum so it contains practically no ash or heavy metals. Liquid pitch: Liquid pitch will arrive at the port as a heated viscous liquid. It would solidify quickly in seawater and it will float on the surface. Liquid pitch contains lower molecular weight hydrocarbons (some are (poly) aromatic). Although these chemicals have a low water solubility some are quite toxic.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 25
Aluminium fluoride: Aluminium fluoride will sink and accumulate at the bottom of the port. It is not very soluble however it will gradually dissolve and may cause local effects. Over time it will hydrolyse in the sea and the aluminium will precipitate as aluminium oxide and the fluoride will precipitate as calcium fluoride. The concentrations of these elements will then reach the same concentration as what is present in seawater.
The spillage of raw materials on the ground at the port will be cleared up as quickly as possible to mitigate against environmental impacts. However, this would not be possible for spillages directly into the sea. This would only happen if the ducting on the suction/vacuum unloaders would rupture. In such an event, alumina or petroleum coke would be spilt into the harbour, but this would happen for a very short time, as operators would notice the upset condition immediately and the unloader would be switched off. It is likely that not more than 500 kg of the raw material would be spilt into the harbour. In such an event, the releases of Fe3+, Ti4+ and V5+ heavy metals would be 28g, 12g and 3g respectively. Based on the above, the impacts due to materials handling at the Port are expected to have a low significance, however these are addressed in detail in the Discharges to the marine environment specialist study. 8.2 Material handling at the Aluminium Pechiney smelter Construction phase The impacts due to materials handing during the construction phase of the Aluminium Pechiney smelter relate mainly to the transportation of construction material and equipment to and from the co nstruction site. These impacts are addressed in the Traffic and Transportation specialist study [13]. Operation phase The potential environmental impacts due to materials handling during the smelter operations are related to the transport of raw materials, by-products, waste streams and aluminium product at the smelter. These are addressed in the Traffic and Transportation specialist study [13]. Other environmental impacts associated to these activities are due to potential for marine pollution of dust and spillages and this is discussed below. As indicated previously, the fugitive dust releases are maintained at low levels through the inclusion of mechanisms to reduce and capture dust. Overall dust emissions from all materials handling processes can also be estimated to be in the order of 0.01 kg/ton (0.001% of material handled) [11]. The impacts due to materials handling at the smelter are therefore expected to have a low significance. Tables A1 and A2 in Appendix A represents the impact tables for materials handling at the port and smelter before and after mitigations. The impacts were determined in terms of the quantities of material released.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 26
9. IMPACTS OF SOLID WASTE GENERATION 9.1 Waste generated at the smelter during construction The industrial, general, and hazardous waste generated during the construction phase of the Port of Ngqura and the smelter will be disposed off at the respective waste disposal sites. The amounts of these waste types are not expected to be significant, and their impacts to the environment can be minimised through management of the waste disposal sites. Re-useable and recyclable waste (e.g. scrap metal, used oil) will be sent to recycling centres preferably in Port Elizabeth otherwise in other parts of the country. The amounts of these waste types are also not expected to be significant. The largest component of construction waste is the moved earth and generated rubble, and the environmental risk of these waste streams is low, so they may be used on site to construct landscape features. 9.2 Waste generated at the smelter during operation Waste streams that cannot be reused or recycled are classified as industrial and hazardous waste (approx. 10410 ton/year – refer to Table 5), will be disposed of at permitted waste disposal sites in Port Elizabeth [16] as discussed in Section 7.9. The impacts related to the disposal of solid waste at waste disposal sites are discussed in this specialist study in terms of the total volume of waste disposed and the capacity of the waste disposal site (airspace). Industrial solid waste Approximately 6 380 tons of industrial waste will be generated by the smelter per year, and this waste will be disposed of at the either the Arlington or Koedoeskloof General Landfill. Compared to the industrial waste generated by the Nelson Mandela Metropole (1500 t/day or 547 500 t/year), the general waste generated by the Aluminium Pechiney smelter would be very small (1.2%). According to the draft Integrated Waste Management Plan (IWMP) for the Nelson Mandela Metro, there is sufficient airspace (disposal capacity) at the Arlington disposal site (approx. 65 years) and Koedoeskloof disposal site (approx. 25 years). Therefore, the smelter waste is not expected to impact on the life on the landfill sites significantly. However, there are plans within the draft IWMP to reduce the amount of general waste disposed of at landfills by 90% by 2015. This would be achieved mainly through composting of organic material, and implementing a Material Recovery Facility that will support an Eco-industrial Park. The Aluminium Pechiney smelter general waste would then represent 12% of the waste being disposed of at the landfill sites. Hazardous solid waste The hazardous waste generated by the smelter will be approximately 4 030 t/year. With the closure of the Aloes Hazardous Waste Landfill site in the near future, the disposal of the smelter hazardous waste could be a potential concern. However, an EIA has been initiated for the development of a new regional hazardous waste management facility to service the

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 27
Coege IDZ and PE Region. This regional Waste Management Facility is being designed to cater for the waste disposal needs of the region in the future (next 100 years) and it is likely that this facility will be designed to accommodate the hazardous waste from the smelter and other development options within the Coega IDZ and PE Region [16]. Therefore, the hazardous waste generated by the smelter is not expected to have a significant impact on the life of the Waste Management Facility. SPL storage and processing As indicated in Section 7.7, it is planned that the spent potlining (SPL) will be stored at the smelter site in a temporary storage facility before being sent for processing. Based on the design of the storage facility (water tight, well ventilated, etc.), the impacts of storing SPL are expected to be of a low significance. The processing of SPL waste (either in cement or lime kilns, using the AUSMELT process or in the steel industry) has a potential positive effect, as such processing will reduce the amount of SPL (hazardous waste) being stored in South Africa. This reduces the potential environmental risks due to groundwater and surface water contamination from SPL storage which cannot be eliminated altogether. Medical waste disposal According to the Minimum Requirements for the handling, classification and disposal of hazardous waste, medical waste must be incinerated. The amount of medical waste generated by the Aluminium Pechiney smelter is expected to be very small, as Aluminium Pechiney will operate a small clinic at the smelter to administer first-aid to injured staff. The medical waste will be management according to the regulations and it is likely that it will be incinerated at the proposed waste management facility for the Coega IDZ and PE Region. The impact tables for Aluminium Pechiney solid waste disposal and storage, before and after mitigation, are shown as Tables A3 to A7 in Appendix A. As indicated in Section 7.5, the solid waste generation and gaseous emissions during start-up and up-set conditions have already been included in the overall waste generated by the Pechiney Aluminium smelter, and the impacts are therefore taken into account in the above assessment of significance. 9.3 Effluent Generation The potential impacts relating to effluent generation from the Aluminium Pechiney smelter are dealt with in the Water use and liquid waste management specialist study [17]. 9.4 Gaseous emissions The potential impacts relating to gaseous emissions from the Pech iney Aluminium smelter are dealt with in the Air quality specialist study [19].
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 28
10. RECOMMENDED MITIGATION MEASURES 10.1 Material handling at the Ports and smelter Spilt raw materials at the Ports and the smelter can be easily managed through appropriate house-keeping procedures and staff training. The fugitive and upset condition dust emissions can be managed by ensuring that the equipment used is maintained in a good operational state. This can be ensured by employing a rigorous maintenance programme. From Section 8 it is seen that the impacts due to the handling of materials by Aluminium Pechiney will have a low significance. This is largely due to the systems and processes that will be in place to reduce the amount of fugitive emissions, and to handle spillages in an environmentally acceptable manner. It is recommended that potential impacts can be mitigated through the following principles:
• all spillages (especially fluorinated material) must be cleared up as quickly as possible
• uncontaminated spillages must be recycled • contaminated spillages must be disposed off in the correct manner • spillage incidents must be reported and captured in a central database for
reporting. 10.2 Waste management during construction Waste will be generated during the construction phase of the Aluminium Pechiney infrastructure at the Port of Ngqura and the smelter. The following waste management hierarchy can be adopted by the construction activities to mitigate environmental impacts:
• minimises the generation of waste • re-use the waste during construction • re-use or recycle waste streams by other users at other locations • dispose unusable waste streams at permitted waste disposal facilities
It is envisaged that the company appointed to construct the port facilities and the smelter will operate in accordance with an Environmental Management System (EMS), and that a local waste management company will be contracted to manage all waste generated on site during this phase. 10.3 Waste minimisation at the smelter Improved housekeeping, process op timisation and correct operating practices on the smelter site can, in general, achieve the minimisation of all types of waste at the Aluminium Pechiney smelter, however for most waste streams the scope is limited with the exception of spent pot liners. The minimisation of solid waste can be primarily achieved by extending the life of the pot linings. This can be realised by applying correct operating procedures to ensure that the pots
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 29
and potlining do not fail before the scheduled replacement time. The pot life is also of economical importance and must be optimised as far as possible. 10.4 Waste recycling and re -use at the smelter As indicated in Section 7.4, there are a number of waste streams that are recycled and re-used in the process (e.g. bath, spent anode butts and spilt raw materials) [24]. This is inherent to the aluminium production process. In addition to this, Table 5 shows that most of the solid waste leaving the smelter (approx. 62%) is externally recycled or re-used (e.g. dross, SPL). However, there also exists the potential to re -use or recycle other waste streams (Appendix B) which will further reduce the amount of waste being disposed. This will comply with the proposed IWMP for the Nelson Mandela Metro. It is therefore recommended that investigations into the reuse or recycling of these waste streams be initiated so that measures can be implemented when the smelter is operational. The final options for the recycling or re -use of other waste streams are very much dependant on developing these options within the local and SA context, e.g. the bake ovens refractory bricks waste stream is potentially recyclable, but this needs to be developed locally once operations commence; also the carbon shot blasting waste is potentially reusable in the cement industry. In this context Aluminium Pechiney have indicated that they commend the IWMP for the Nelson Mandela Metro in proposing the establishment of a Materials Recovery Facility and associated Eco-industrial Park. Aluminum Pechiney will support the initiative by providing technical assistance where relevant, and by providing the Materials Recovery Facility with re -useable waste streams, thereby reducing the amount of waste landfilled. 10.5 Waste storage at the smelter The spent pot linings (SPL) will be temporarily stored at a storage facility at the Aluminium Pechiney smelter before final disposal. It is envisaged that the design of the storage facility will address safety concerns and environmental risks. According to the Minimum Requirements for the handling, classification and disposal of hazardous waste, the storage facility will be classified as a hazardous waste site and a permit will be required from the Department of Water Affairs and Forestry if the SPL are stored there for longer than 90 days [3]. The permit application process must therefore be initiated. It is recommended that a management system be developed for the SPL storage facility. Such a system is expected to include operating procedures for handling SPL, as well as a recording system that details the amount of SPL stored in the facility, the amount of SPL entering and leaving the facility, and the average length of stay of SPL in the facility. Three options for the recycling or re-use of SPL were discussed in Section 7.7. The favoured and recommended option is to use the SPLs in local (South African) cement and lime kilns as a raw material and fuel substitutes. This option is recommended because there is no additional waste generation as is the case in the AUSMELT process, and the SPL will be a source of fuel as well as become part of the product.
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 30
Tests have been conducted to assess the impacts of adding the SPLs to cement and lime kilns in South Africa. According to the preliminary test results no additional emissions were measured, and the quality of the product (cement or lime) was unchanged. Several cement and lime kilns are permitted in South Africa to process SPL waste [23]. It is recommended that contractual arrangements for the processing of the SPL be finalised before large volumes of SPL are generated (within 5 years of the smelter start-up). 10.6 Waste disposal Aluminium Pechiney have indicated that they welcome and support the proposed IWMP for the Nelson Mandela Metro, wherein it is proposed that waste to landfill will be decreased by 90% by 2015. Aluminium Pechiney will adopt a similar trend (reducing waste to landfill) by identifying and realising opportunities to recycle or re -use waste streams (e.g. refractory bricks and carbon shot blasting). It is expected that a reputable waste contracting company be contracted to remove waste from the Aluminium Pechiney smelter site. Waste will be removed of site and transported to waste disposal sites or recycling centres. It must be noted that even-though the waste is removed and disposed of by a waste contracting company; Aluminium Pechiney is still responsible for the environmentally acceptable management of the waste. This is in accordance with duty of care and polluter-pays principles of the NEMA. As stipulated by the Minimum Requirements for Waste Disposal [3], all waste must be disposed of at a permitted waste disposal site. It is therefore Aluminium Pechiney’s responsibility to ensure that the waste is transported and disposed of at permitted waste disposal sites. The disposal of waste at H:h and H:H Class landfill sites is more expensive than disposal at an Industrial waste disposal site (Class G). This is mainly due to the additional measures taken at the H:h and H:H Class sites to reduce the environmental impacts (e.g. leachate management systems). It would therefore be in Aluminium Pechiney’s interest to initiate a program to correctly classify their waste streams. This is done through a sampling and analysis program of the waste generated. Leaching tests such as toxicity characteristic leaching procedure (TCLP) would then be needed to classify and/or de-list waste streams. This must be done in accordance with the Minimum Requirements for Waste Disposal published by DWAF [3]. Waste streams that are currently being disposed of at H:h and H:H Class landfill sites can also be treated so that they may delist for disposal at a General Waste Disposal site. One treatment option that can be investigated is the cementation of fluoride containing waste streams.
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 31
10.7 Waste Management Strategy 10.7.1 Solid waste It is recommended that Pechiney develop and implement a Waste Management Strategy (WMS) for the smelter. Such a strategy must be consistent with the Nelson Mandela Metro Integrated Waste Management Plan (IWMP) [21] which seeks to encourage waste separation and recycling. The IWMP is described as a holistic approach to manage the function components of waste so that it adheres to the best health, environmental, economical and engineering practices. The functional components are:
• Generation • Separation • Storage and collection • Transfer and transportation • Recycling (Transformation and reuse) • Disposal/destruction
The WMS for the smelter can adopt a hierarchical approach to waste management at the smelter, and the following hierarchy is proposed:
Minimising waste generation through process or operation changes Re-using and recycling waste streams at the smelter Re-using and recycling waste streams at other centres Waste treatment Waste disposal
Other elements of the WMS may include separating waste streams at source, maintaining records of waste generated and leaving the smelter site, procedures for managing waste streams at the smelter various departments, etc. 10.7.2 Liquid effluent Mitigation measures for effluent generation are dealt with in the Water resource management specialist study [17]. 10.7.3 Gaseous emissions The first priority for gaseous emissions is to comply with regulatory targets. It is becoming good practice in many industries to express emissions as a ratio to the product manufactured, and to publish such ratios in environmental reports. These ratios are used as performance indicators. The Aluminium Pechiney smelter SO 2 emissions of approximately 28 kg SO2 per ton of aluminium produced [18] is higher than other aluminium smelters that have publicised SO2 emissions at, or below 1 kg/ton of aluminium produced [25]. The main reason for the difference in performance is the different scrubbing process used. Pechiney proposes the use of a dry scrubber that uses the actual raw material fo r the process (alumina) as the
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 32
scrubbing agent. This dry scrubbing approach is very efficient in the removal and re -use of fluoride, but it does not remove SO2 from the flue gas. Some aluminium smelters use wet scrubbing which is efficient in SO2 removal but less efficient in fluoride removal. The plants with the smallest emissions use both wet and dry scrubbing processes in series. For overall environmental performance it is important to evaluate the scrubbing processes holistically. The dry scrubbing process uses the alumina as the scrubbing agent, and the scrubbed fluoride is returned to the smelter pots, with the alumina, as an important component of the smelting process. Thus there is no additional use of chemicals, and all the materials are returned to the process. The wet scrubbing process requires additional water and chemicals for scrubbing. The process leads to the generation of a waste solution containing gypsum and calcium fluoride that needs to be disposed of at a landfill or into the sea. Therefore a decrease in air pollution is exchanged for an increase in liquid effluent and solid waste. Additional energy is also required for a two-stage process. Currently very few smelters in the world use both wet and dry scrubbing processes [26]. The World Bank also does not require the installation of these two scrubbing processes [5]. It is therefore not recommended that Pechiney install an additional wet scrubber. A potential option for the Pechiney Aluminium smelter to reduce SO2 emissions is to use raw materials (e.g. HFO) with low sulphur content or replacing HFO with gas. However this depends on the availability of low sulphur HFO in South Africa and the availability of gas in the PE region. 10.8 Monitoring It is recommended that the Aluminium Pechiney smelter adopt a monitoring program that seeks to determine the overall releases from the smelter. The proposed monitoring elements are given in Table 8.
Table 8: Monitoring elements for solid, liquid and gaseous waste
WASTE TYPE MONITORING ELEMENTS
Solid
Measuring the amounts and key contaminants of waste streams, and capturing these details along with the sources and destinations of the waste in a central database. Conducting leaching tests (e.g. TCLP) on the waste streams to determine the waste classification in terms of the Minimum Requirements for the handling, classification and disposal of hazardous waste [3]
Liquid
Measuring the amounts of liquid effluent generated by the smelter, and determining the concentrations of the key contaminants (e.g. fluoride). These details are provided in the Water resource management specialist study.
Gaseous
Measuring the gaseous emission volumes, and the key contaminants (e.g. SO2, particulates, fluoride) released from the GTCs, FTC, roof vents and Casthouse. This is addressed in the Air quality specialist study.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 33
Once these releases have been measured, Aluminium Pechiney can compare these actual values (per ton of aluminium produced) with the performance indicators of the World Bank and other aluminium smelters as a benchmarking exercise. This will highlight areas that may need improvements. Table H1 in Appendix H presents the performance indicators related to materials handling and waste management with some of the comparison values. 10.9 Environmental Management System (EMS) An environmental management system will seek to manage the environmental impacts of the Pechiney Aluminium smelter activities. It is therefore recommended that the smelter develop and implement a recognised EMS that is in accordance to the Pechiney Environmental Policy (Section 4.2) to ensure on-going management of environmental impacts and continuous improvement. This is very relevant during the operational phase of the smelter, however the construction and closure activities must also be executed in accordance with an EMS.
11. PERMITS REQUIRED It is also the intention of this specialist study to identify regulatory permits needed by Aluminium Pechiney for the proposed developments relating to material handling and solid waste management. Tab le 9 presents a list of permits required. Permits required for gaseous emissions and liquid effluent discharge are identified in the air quality specialist study and in the water use and liquid waste management specialist study. Table 9: List of permits required relating to material handling and waste management
NO. PERMIT REQUIRED
DETAILS GOVERNMENT DEPARTMENT
LEGISLATION & SECTION IN
THE ACT
1 Waste Disposal Site permit
If a waste is held at a storage site for a period exceeding three months, the site automatically qualifies as a Waste Disposal Site, and must be registered as such and meet all the requirements of a disposal site.
Department of Water Affairs and Forestry
Environment Conservation Act (Act 73 of 1989), Section 20
2 Major Hazard Installation (MHI)
Application for permission to construct and operate any installation which may be a major hazard installation. A risk assessment, as outlined in the MHI regulations, must be completed in order to determine whether the proposed smelter is a MHI.
Department of Labour
Occupational Health and Safety Act (Act 85 of 1993), Section 43
3 Basel Convention permit
Permit from the transboundary movement of hazardous SPL waste.
Department of Environmental Affairs and Tourism
No legislation at present

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 34
12. CONCLUSIONS The proposed Aluminium Pechiney smelter will employ best practice materials handling systems, therefore the fugitive dust emissions from all material handling processes is expected to be small (0.01 kg/ton material handled). If spillages due to the handling of materials at the Port of Ngqura and at the smelter are cleaned up promptly according to stringent housekeeping procedures then the environmental impacts arising from materials handling is therefore not expected to be significant. Aluminium Pechiney are expected to develop and implement a waste management strategy (WMS) that is consistent with the IWMP for the Nelson Mandela Metro. The WMS will be based on minimising waste generated by the smelter operations, and supports recycling and re-using waste streams that can be potentially recycled or re-used. Currently the expected environmental impacts due to waste generation have a low-medium significance due to the low volume of waste requiring disposal by landfill. This significance will be reduced if more waste is recycled or re-used and reduced amounts are landfilled. The SPL from the smelter is the largest waste stream and contractual arrangements between Aluminium Pechiney and SPL processing companies (e.g. cement kiln operators) need to be finalised for the processing thereof before large amounts of SPL waste is generated (i.e. within 5 years of the smelter start-up). An additional wet scrubber for SO2 removal is not recommended, as this is not part of the best practical environmental option (BPEO) internationally. Reductions in SO2 emissions can instead be achieved by using raw materials (e.g. HFO) with low sulphur content or replacing HFO with gas. However this depends on the availability of low sulphur HFO in South Africa and the availability of gas in the PE region. Aluminium Pechiney’s operations at Coega are expected to be executed according to an environmental management system (EMS). This includes the Port of Ngqura and smelter activities. Other activities that are associated with Aluminium Pechiney must also be executed according to an EMS (e.g. construction, future upgrades, etc.)
13. REFERENCES
1 Aluminium Pechiney, October 2001. PAS 2005 Project: Preliminary information based on AP50 reduction technology. Confidential
2 CSIR February 2002, S Raghubir. Project proposal: Materials handling and waste management specialist stuffy for EIA for proposed aluminium smelter at Coega.
3 Department of Water Affairs and Forestry (DWAF), 1998. Minimum Requirements for the Handling, Classification and Disposal of Hazardous Waste, 2nd ed. DWAF, Pretoria, South Africa.
4 Pechiney. 2001. Environment, Health & Safety Report. Pechiney, France.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 35
5 World Bank, 1998. Pollution Prevention and Abatement Handbook.
6 Aluminium Pechiney, March 2002. PAS 2005: Smelter project description document.
7 CSIR. 2002a. Environmental Impact Assessment: Proposed establishment of an aluminium smelter within the Coega Industrial Development Zone, Port Elizabeth, South Africa. Final Scoping Report. CSIR Report No. ENV-S-C-2002-070. Stellensbosch. http://smelter.csir.co.za
8 PARCOM, 1992. PARCOM Recommendation 92/1 on best available techniques for plants producing anodes and for new electrolysis installations in the primary aluminium industry.
9 PARCOM, 1994. PARCOM Recommendations 94/1 on Best Available Techniques for Aluminium Electrolysis Plants, Oslo and Paris Conventions for the Prevention of Marine Pollution, 16th Joint Meeting of the Oslo and Paris Commissions, Karlsrona, 13-17 June 1994.
10 Warren Brooks, 2002. Aluminium Pechiney. Personal communication
11 Warren Brooks, June 2002. Emissions from up-set conditions.
12 Aluminium Pechiney, March 2002. PAS 2005 Project: Road traffic evaluation specification. Confidential.
13 Lamprech t T and Jones D. 2002. Specialist study: Traffic and Transportation. In: Environmental Impact Assessment for the proposed Aluminium Pechiney smelter within the Coega Industrial Zone, Port Elizabeth, South Africa. Specialist Studies Report. CSIR Report No. ENV-S-C 2002-092(B), Stellenbosch, South Africa.
14 Aluminium Pechiney, March 2002. PAS 2005 Project: Infrastructure and utilities: Requirements. Confidential
15 Warren Brooks, June 2002. PAS 2005 Project: Waste generation details. Confidential
16 Felton, V. 2002. Nelson Mandela Metropolitan Municipalit. Personal communication.
17 De Souza P and Mackintosh G. 2002. Specialist study: Water Use and Liquid Waste. In: Environmental Impact Assessment for the proposed Aluminium Pechiney smelter within the Coega Industrial Zone, Port Elizabeth, South Africa. Specialist Studies Report. CSIR Report No. ENV-S-C 2002-092(B), Stellenbosch, South Africa.
18 Aluminium Pechiney, May 2002. Data for air emission modelling.
19 Zunckel, M., Haffejee, R., Hong, Y. & Oosthu izen, R. 2002. Specialist study: Air quality. In: Environmental Impact Assessment for the proposed Aluminium Pechiney smelter within the Coega Industrial Development Zone, Port Elizabeth, South Africa. Specialist Studies Report. CSIR Report No. ENV-S-D-2002-092(B), Stellenbosch.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 36
20 Aluminium Pechiney, March 2002. PAS 2005 Project, Reduction, spent lining storage and treatment: process specification. Confidential
21 Trondheim, Norway, 1999. The 18th International course on process metallurgy of aluminium
22 J. Skeen, July 2002. AUSMELT Agent. Personal communication.
23 N. Jorgensen, May 2002. PPC. Personal communication.
24 Aluminium Pechiney, March 2002. PAS 2005 Project: Preliminary material balance
25 Hydro Aluminium, Norway.
26 OSPAR 1997. Oslo and Paris Commissions, 1997. Description of existing techniques and best available techniques in the Aluminium Electrolysis Industry.
27 CSIR, September 2000. S Raghubir and S Hietkamp. Materials handling and waste management specialist study for Hillside Aluminium expansion EIA, CSIR Report No.: 86DD/ HT255
28 The aluminium industry’s sustainable development report, International Aluminium Institute, London, http://www.world -aluminium.org
29 Tomago Aluminium Company facts file, May 2002. Supplied by W Brooks,
30 Tomago Aluminium Company Annual Environment Report, 2001. Tomago Aluminium Company.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 37
14. APPENDICES Appendix A: Impact Assessment
Table A1: Impact assessment of materials handling at the Port of Ngqura and the
Aluminium Pechiney smelter site Table A2: Impact assessment of Aluminium Pechiney smelter solid waste
disposal Table A3: Impact assessment of Aluminium Pechiney smelter spent potlining
(SPL) storage Appendix B: Pechiney Aluminium waste characterisation
Table B1: Destination of solid waste generated Table B2: Carbon department Table B3: Electrolysis department Table B4: Casthouse Table B5: Laboratory and Environmental Operations Table B6: Maintenance Table B7: General Plant Operations Table B8: Medical Centre
Appendix C: Waste disposal site classification in terms of the South African Minimum Requirements for Waste disposal
Table C1: Classification system for waste disposal sites Table C2: Landfill size classes
Appendix D: Fluoride inputs and outputs at the Pechiney Aluminium smelter
Table D1: Fluoride inputs and outputs at the Aluminium Pechiney smelter Appendix E: Sulphur balance at Pechiney Aluminium
Table E1: Sulphur balance
Appendix F: Minimum Requirements for waste handling, storage and transportation
Table F1: Minimum Requirements for waste handling, storage and transportation Appendix G: Performance indicators for aluminium manufacturing
Table G1: Performance indicators for aluminium manufacturing
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 38
APPENDIX A: IMPACT ASSESSMENT The impacts are described in terms of the following criteria, and the definitions thereof are presented. Extent Local, where the impact will extend only as far as the activity. Site , where the impact will extend to the site and the immediate surroundings. Region, where the impact will extend to the province. National, where the impact will be national. Duration Indicate whether the lifetime of the impact will be: Short term (eg. 0 -5 years), Medium term (eg. 5 -15 years), Long term where the impact will cease after the operational life of the activity, Permanent where mitigation either by natural process or human intervention will not occur in such a way or in such a time span that the impact can be considered transient. Intensity Establish whether the impact is destructive or benign and is indicated as: Low, where the impact affects the environment in such a way that natural, cultural and social functions and processes are not affected. Medium, where the affected environment is altered but natural, cultural and social functions and processes continue albeit in a modified way. High , where natural, cultural and social functions or processes are altered to the extent that it will temporarily or permanently cease. Probability of Occurrence Describes the likelihood of the impact actually occurring as: Low, where the possibility of the impact materialising is very low, either because of design or historic experience. Medium, where there is a distinct possibility that the impact will occur, or High , where it is most likely that the impact will occur. Legal requirements Identify and list specific legislation and permit requirements which potentially could be infringed upon by the proposed project. Provide reference to the procedures required to obtain permits. Determination of significance Low, where an occurrence would not have an influence on the decision Medium, where it should have an influence on the decision unless it is mitigated.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 39
High , where it would influence the decision regardless of any possible mitigation. Status of the impact A description as to whether the impact will be positive (a benefit), negative (a cost), or neutral. Confidence A statement of the confidence in the assessment of the significance of the impact based on available information and specialist knowledge.
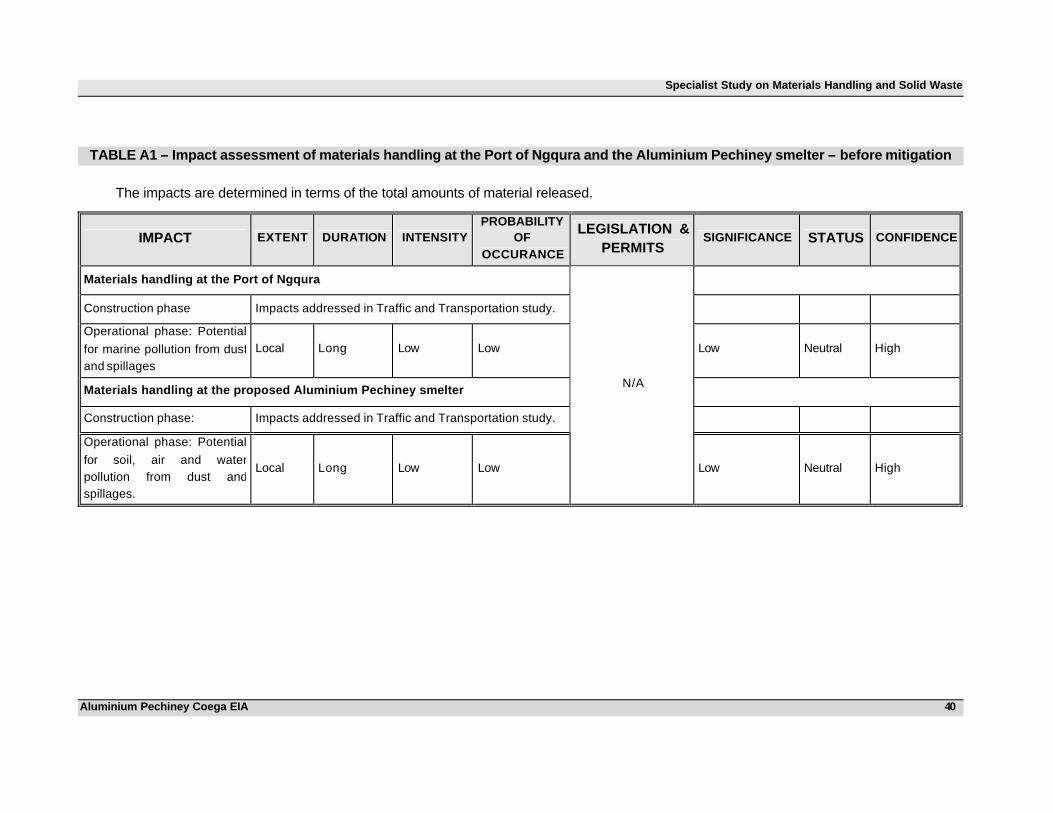
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 40
TABLE A1 – Impact assessment of materials handling at the Port of Ngqura and the Aluminium Pechiney smelter – before mitigation
The impacts are determined in terms of the total amounts of material released.
IMPACT EXTENT DURATION INTENSITY PROBABILITY
OF OCCURANCE
LEGISLATION & PERMITS
SIGNIFICANCE STATUS CONFIDENCE
Materials handling at the Port of Ngqura
Construction phase Impacts addressed in Traffic and Transportation study.
Operational phase: Potential for marine pollution from dust and spillages
Local Long Low Low Low Neutral High
Materials handling at the proposed Aluminium Pechiney smelter
Construction phase: Impacts addressed in Traffic and Transportation study.
Operational phase: Potential for soil, air and water pollution from dust and spillages.
Local Long Low Low
N/A
Low Neutral High

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 41
TABLE A2 – Impact assessment of materials handling at the Port of Ngqura and the Aluminium Pechiney smelter – after mitigation
IMPACT EXTENT DURATION INTENSITY PROBABILITY
OF OCCURANCE
LEGISLATION & PERMITS
SIGNIFICANCE STATUS CONFIDENCE
Materials handling at the Port of Ngqura
Operational phase: Potential for marine pollution from dust and spillages
Local Long Low Low Low Neutral High
Materials handling at the proposed Aluminium Pechiney smelter
Operational phase: Potential for soil, air and water pollution from dust and spillages.
Local Long Low Low
N/A
Low Neutral High
Dust emissions and spillages for the PAS 2005 project are expected to be low and well controlled, therefore impacts before and, more so, after mitigations (Section 10.1) are expected to be low.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 42
TABLE A3 – Impact assessment for the Aluminium Pechiney smelter General solid waste disposal – before mitigation The impacts are determined in terms of the impacts of the Aluminium Pechiney waste on the airspace (capacity) and planned life of the waste disposal sites.
IMPACT EXTENT DURATION INTENSITY PROBABILITY
OF OCCURANCE
LEGISLATION & PERMITS
SIGNIFICANCE STATUS CONFIDENCE
General solid waste disposal
Reduction in spare landfill capacity due to General solid waste disposal
Regional Long Medium High (waste will be landfilled)
Minimum Requirements for the Disposal of Waste, RSA DWAF.
Low Neutral High
TABLE A4 – Impact assessment for the Aluminium Pechiney smelter General solid waste disposal – after mitigation
IMPACT EXTENT DURATION INTENSITY PROBABILITY
OF OCCURANCE
LEGISLATION & PERMITS
SIGNIFICANCE STATUS CONFIDENCE
General solid waste disposal
Reduction in spare landfill capacity due to General solid waste disposal
Regional Long Low High
Minimum Requirements for the Disposal of Waste, RSA DWAF.
Low Neutral High

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 43
TABLE A5 – Impact assessment for the Aluminium Pechiney smelter Hazardous and Medical waste disposal – before mitigation
The impacts are determined in terms of the impacts of the Aluminium Pechiney waste on the airspace (capacity) and planned life of the waste disposal sites.
IMPACT EXTENT DURATION INTENSITY PROBABILITY
OF OCCURANCE
LEGISLATION & PERMITS
SIGNIFICANCE STATUS CONFIDENCE
Hazardous and medical solid waste disposal
Reduction in spare landfill capacity due to Hazardous and medical solid waste disposal
Regional Long Low High
Minimum Requirements for the Disposal of Waste, RSA DWAF.
Low Neutral High
TABLE A6 – Impact assessment for the Aluminium Pechiney smelter Hazardous and Medical solid waste disposal – after mitigation
IMPACT EXTENT DURATION INTENSITY PROBABILITY
OF OCCURANCE
LEGISLATION & PERMITS
SIGNIFICANCE STATUS CONFIDENCE
Hazardous and medical solid waste disposal
Reduction in spare landfill capacity due to Hazardous and medical solid waste disposal
Regional Long Low High
Minimum Requirements for the Disposal of Waste, RSA DWAF.
Low Neutral High

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 44
TABLE A7 – Impact assessment for the Aluminium Pechiney smelter SPL storage and processing The impacts are determined by reviewing the SPL management from a waste management perspective where waste re-use or recycling is preferred to waste storage.
IMPACT EXTENT DURATION INTENSITY PROBABILITY
OF OCCURANCE
LEGISLATION & PERMITS
SIGNIFICANCE STATUS CONFIDENCE
SPL storage
Potential leaching of contaminants to soil and water resources.
Local Short
Low (no groundwater resources identified)
Low (SPLs wll be stored in enclosed buildings with concrete floors)
Waste Disposal Site Permit, Minimum Requirements for the Handling, Classification and Disposal Hazardous Waste, DWAF
Low Neutral Medium
SPL processing (re -use or recycling)
Minimisation of hazardous waste disposed of to landfill.
Regional Long Low High Low Positive Medium
Since the storage of SPLs will be longer than 3 months, the storage facility is classified as a waste disposal site and a permit is required from DWAF. The facility must also comply with the guidelines of the Minimum Requirements for the Handling, Classification and Disposal Hazardous Waste [3]. No additional mitigation is required if AP store SPLs in well-ventilated but enclosed building with a concrete floor. The Status of the SPL processing a Positive as this reduces the amount of waste that is stored.
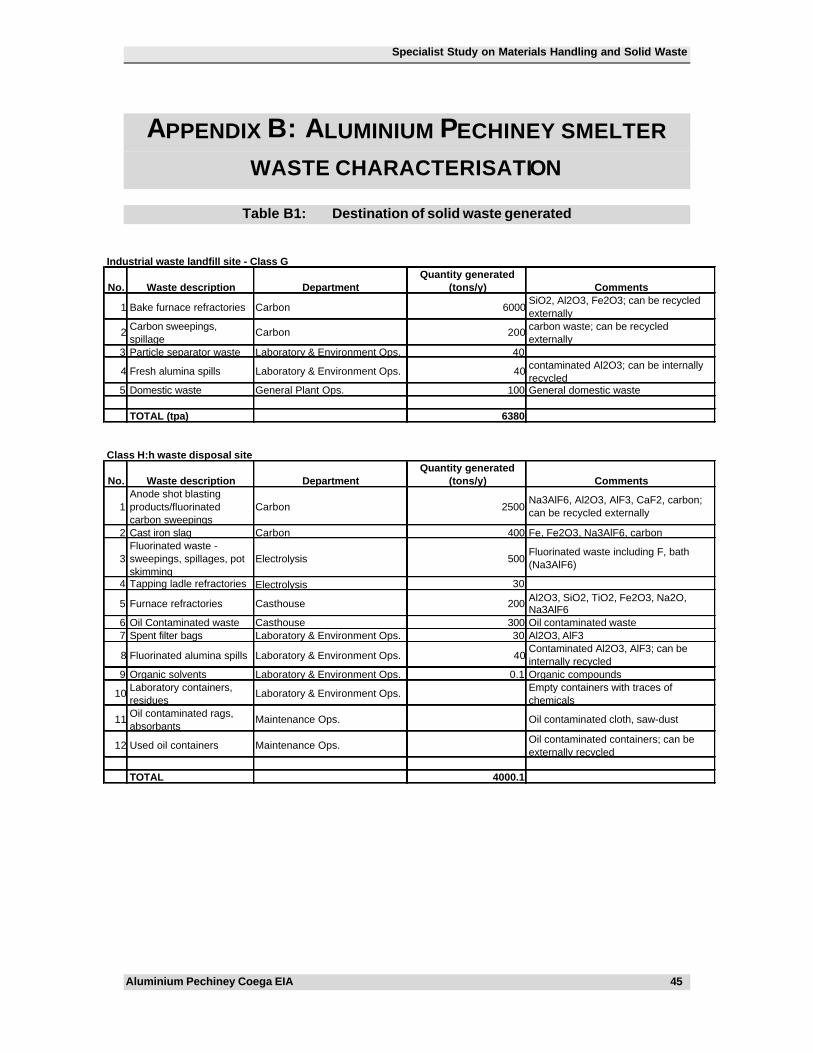
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 45
APPENDIX B: ALUMINIUM PECHINEY SMELTER
WASTE CHARACTERISATION
Table B1: Destination of solid waste generated
Industrial waste landfill site - Class G
No. Waste description DepartmentQuantity generated
(tons/y) Comments
1 Bake furnace refractories Carbon 6000SiO2, Al2O3, Fe2O3; can be recycled externally
2 Carbon sweepings, spillage
Carbon 200 carbon waste; can be recycled externally
3 Particle separator waste Laboratory & Environment Ops. 40
4 Fresh alumina spills Laboratory & Environment Ops. 40 contaminated Al2O3; can be internally recycled
5 Domestic waste General Plant Ops. 100 General domestic waste
TOTAL (tpa) 6380
Class H:h waste disposal site
No. Waste description DepartmentQuantity generated
(tons/y) Comments
1Anode shot blasting products/fluorinated carbon sweepings
Carbon 2500Na3AlF6, Al2O3, AlF3, CaF2, carbon; can be recycled externally
2 Cast iron slag Carbon 400 Fe, Fe2O3, Na3AlF6, carbon
3Fluorinated waste - sweepings, spillages, pot skimming
Electrolysis 500Fluorinated waste including F, bath (Na3AlF6)
4 Tapping ladle refractories Electrolysis 30
5 Furnace refractories Casthouse 200 Al2O3, SiO2, TiO2, Fe2O3, Na2O, Na3AlF6
6 Oil Contaminated waste Casthouse 300 Oil contaminated waste7 Spent filter bags Laboratory & Environment Ops. 30 Al2O3, AlF3
8 Fluorinated alumina spills Laboratory & Environment Ops. 40Contaminated Al2O3, AlF3; can be internally recycled
9 Organic solvents Laboratory & Environment Ops. 0.1 Organic compounds
10 Laboratory containers, residues
Laboratory & Environment Ops. Empty containers with traces of chemicals
11 Oil contaminated rags, absorbants
Maintenance Ops. Oil contaminated cloth, saw-dust
12 Used oil containers Maintenance Ops. Oil contaminated containers; can be externally recycled
TOTAL 4000.1

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 46
Table B2: Carbon department
Class H:H waste disposal site and Encapsulation
No. Waste description DepartmentQuantity generated
(tons/y) Comments1 Solidified pitch Carbon 30 See composition in Carbon
2 Spent batteries Maintenance Ops. Cd, Ni, Pb, Li; can be externally recycled
TOTAL (tpa) 30
Reused or re-cycled externally
No. Waste description DepartmentQuantity generated
(tons/y) Comments
1Spent pot lining - carbon, refractories, silicon carbide side slabs
Electrolysis 7000 External treatment / recycled
2 Cracked anodes Electrolysis 1000 Internal/external recycle3 Spent cathode bars Electrolysis External recycle4 Dross Casthouse 6000 Al, Al2O34 Used lubricants Maintenance Ops. 20 Used oils to external recycler5 Scrap steel Maintenance Ops. 2000 Scrap metal to recyclers
6 Oily washdown water Maintenance Ops. 200 Oil contaminated water for external treatment
7Industrial waste (timber, packaging, paper)
General Plant Ops. 1000 Uncontaminated timber, packaging and paper; can be recycled externally
TOTAL (tpa) 17220
Waste incinerated
No. Waste description DepartmentQuantity generated
(tons/y) Comments1 Health care waste Medical centre Small amounts Incineration and ash H:H landfill
No. Waste descriptionQuantity generated
(tons/y)Composition Classification Disposal option
1Bake furnace refractories
6000 SiO2, Al2O3, Fe2O3 IndustrialIndustrial landfill site (Class G) or External recycle
2Anode shot blasting products/flourinated carbon sweepings
2500 Na3AlF6, Al2O3, AlF3, CaF2, carbon H:hLandfil (Class H:h) or External recycle
3Carbon sweepings, spillage
200 Carbon waste IndustrialIndustrial landfill site (Class G) or External recycle
4 Solidified pitch 30
Benz(a)pyrene, dibenzothiopene, phenanthrene, anthracene, benzaquinolines, carbazole, floueanthene, pyrene, benzanthracene,chrysene, benzo (e)perylene, indenopyrene. 83.4% waste material with a high boiling temperature & non-dagerous constituents
H:H Landfill (Class H:H)
5 Cast iron slag 400 Fe, Fe2O3, Na3AlF6, carbon H:h Landfill (Class H:h)
TOTAL (tpa) 9130
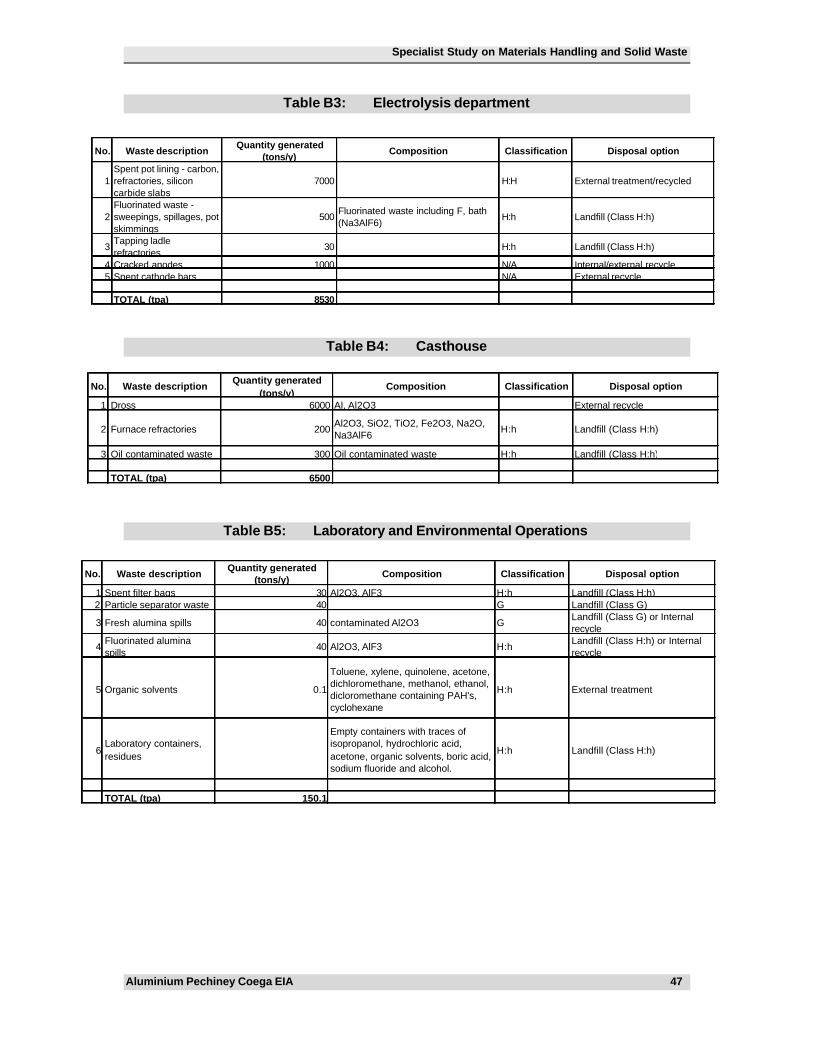
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 47
Table B3: Electrolysis department
Table B4: Casthouse
Table B5: Laboratory and Environmental Operations
No. Waste descriptionQuantity generated
(tons/y)Composition Classification Disposal option
1 Spent filter bags 30 Al2O3, AlF3 H:h Landfill (Class H:h)2 Particle separator waste 40 G Landfill (Class G)
3 Fresh alumina spills 40 contaminated Al2O3 GLandfill (Class G) or Internal recycle
4Fluorinated alumina spills
40 Al2O3, AlF3 H:hLandfill (Class H:h) or Internal recycle
5 Organic solvents 0.1
Toluene, xylene, quinolene, acetone, dichloromethane, methanol, ethanol, dicloromethane containing PAH's, cyclohexane
H:h External treatment
6Laboratory containers, residues
Empty containers with traces of isopropanol, hydrochloric acid, acetone, organic solvents, boric acid, sodium fluoride and alcohol.
H:h Landfill (Class H:h)
TOTAL (tpa) 150.1
No. Waste descriptionQuantity generated
(tons/y)Composition Classification Disposal option
1Spent pot lining - carbon, refractories, silicon carbide slabs
7000 H:H External treatment/recycled
2Fluorinated waste - sweepings, spillages, pot skimmings
500Fluorinated waste including F, bath (Na3AlF6)
H:h Landfill (Class H:h)
3Tapping ladle refractories
30 H:h Landfill (Class H:h)
4 Cracked anodes 1000 N/A Internal/external recycle5 Spent cathode bars N/A External recycle
TOTAL (tpa) 8530
No. Waste descriptionQuantity generated
(tons/y)Composition Classification Disposal option
1 Dross 6000 Al, Al2O3 External recycle
2 Furnace refractories 200Al2O3, SiO2, TiO2, Fe2O3, Na2O, Na3AlF6
H:h Landfill (Class H:h)
3 Oil contaminated waste 300 Oil contaminated waste H:h Landfill (Class H:h)
TOTAL (tpa) 6500

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 48
Table B6: Maintenance
Table B7: General Plant Operations
Table B8: Medical Centre
No. Waste descriptionQuantity generated
(tons/y)Composition Classification Disposal option
1 Used lubricants 20 Used oil External reprocessing2 Scrap steel 2000 Scrap metal External recycle
3Oil contaminated rags, absorbants
Oil contaminated cloth, saw-dust H:h Landfill (Class H:h)
4 Oily washdown water 200 Oil contaminated water H:h External treatment 5 Used oil containers Oil contaminated containers H:h External recycle
6 Spent batteries Landfill (Class H:H) / External recycle
TOTAL (tpa) 2220
No. Waste descriptionQuantity generated
(tons/y)Composition Classification Disposal option
1 Domestic waste 100 General domestic waste Industrial Industrial landfill site (Class G)
2Industrial waste (packaging, timber, paper)
1000 Uncontaminated timber, packaging and paper
Industrial External recycle / Industrial landfill site (Class G)
TOTAL (tpa) 1100
No. Waste descriptionQuantity generated
(tons/y)Composition Classification Disposal option
1 Health care waste Small amounts 2 or 3 times per year
Health care waste Health care waste
External Incineration and ash H:H landfill
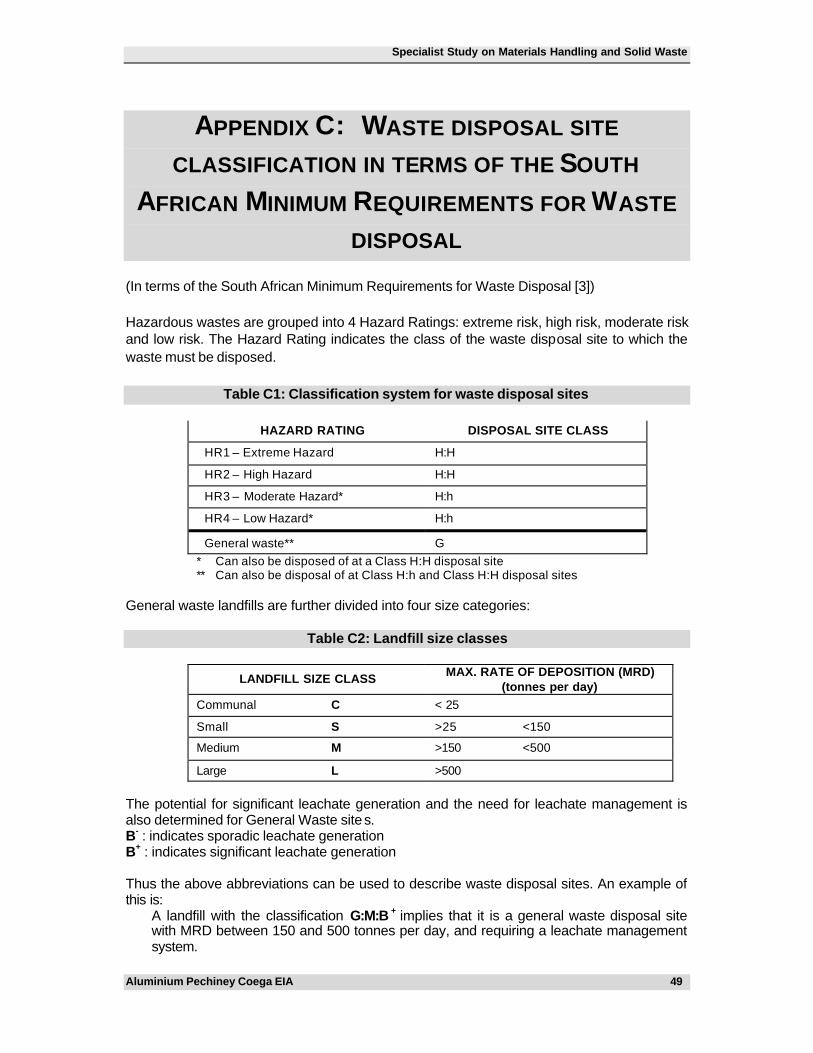
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 49
APPENDIX C: WASTE DISPOSAL SITE
CLASSIFICATION IN TERMS OF THE SOUTH
AFRICAN MINIMUM REQUIREMENTS FOR WASTE
DISPOSAL (In terms of the South African Minimum Requirements for Waste Disposal [3]) Hazardous wastes are grouped into 4 Hazard Ratings: extreme risk, high risk, moderate risk and low risk. The Hazard Rating indicates the class of the waste disposal site to which the waste must be disposed.
Table C1: Classification system for waste disposal sites
HAZARD RATING DISPOSAL SITE CLASS
HR1 – Extreme Hazard H:H
HR2 – High Hazard H:H
HR3 – Moderate Hazard* H:h
HR4 – Low Hazard* H:h
General waste** G * Can also be disposed of at a Class H:H disposal site ** Can also be disposal of at Class H:h and Class H:H disposal sites
General waste landfills are further divided into four size categories:
Table C2: Landfill size classes
LANDFILL SIZE CLASS MAX. RATE OF DEPOSITION (MRD) (tonnes per day)
Communal C < 25
Small S >25 <150
Medium M >150 <500
Large L >500
The potential for significant leachate generation and the need for leachate management is also determined for General Waste sites. B- : indicates sporadic leachate generation B+ : indicates significant leachate generation Thus the above abbreviations can be used to describe waste disposal sites. An example of this is:
A landfill with the classification G:M:B + implies that it is a general waste disposal site with MRD between 150 and 500 tonnes per day, and requiring a leachate management system.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 50
APPENDIX D: FLUORIDE INPUTS AND OUTPUTS AT
THE PECHINEY ALUMINIUM SMELTER
Table D1: Fluoride inputs and outputs at the Aluminium Pechiney smelter
AMOUNT (t/year)
FLUORIDE CONTENT
(%)
FLUORIDE (t/year)
TOTALS (t/year)
Fluoride input (t/a) 5 280
Aluminium fluoride (AlF3) 1 8 800 61 5 280
Fluoride outputs (t/a) 3 422 – 7 637
Emissions (Fg+Fp) 2 291
Spent pot lining 3 7 000 5 – 20 350 – 1400
Anode shot-blast 4 2 500 20 – 30 500 – 750
Other fluorinated waste from plant 5
540 15 – 30 81 – 216
Dross 6 6 000 3 – 8 180 – 480
Bath sold (50% F) 7 4 000 45 – 55 1600 – 2400
Fluoride storage variations (t/a)
Cathode impregnation 8 21 000 2 – 8 420 – 2100
Notes Aluminium fluoride (ATF) quantity is based on the smelter’s annual average
consumption. Fluoride content is 61%. Total fluoride emissions (Fg+Fp) are approx. 0.6kg/t Al, or 291 tons per year [12]. SPL amount is approx. 7 000 t/year. The fluoride content varies between 5% and 20%
[10]. Fluoride content of the anode shot blast varies between 20% and 30%. This assumption
is based on the fluoride content in the Bath of approx. 50%, and 50% of the anode shot blast is made up of Bath.
Fluorinated waste amounts to approx. 540 t/year and a fluoride content of 15% is assumed [10].
Dross generation is 6 000 t/a. The fluoride content of 5% is a reasonable assumption [10].
Approximately 4 000 tons of Bath is assumed to be generated per year. The fluoride content is estimated to be between 15% and 30%.
It takes approximately 3 years for the new cathodes to reach the maximum level of fluoride impregnation.
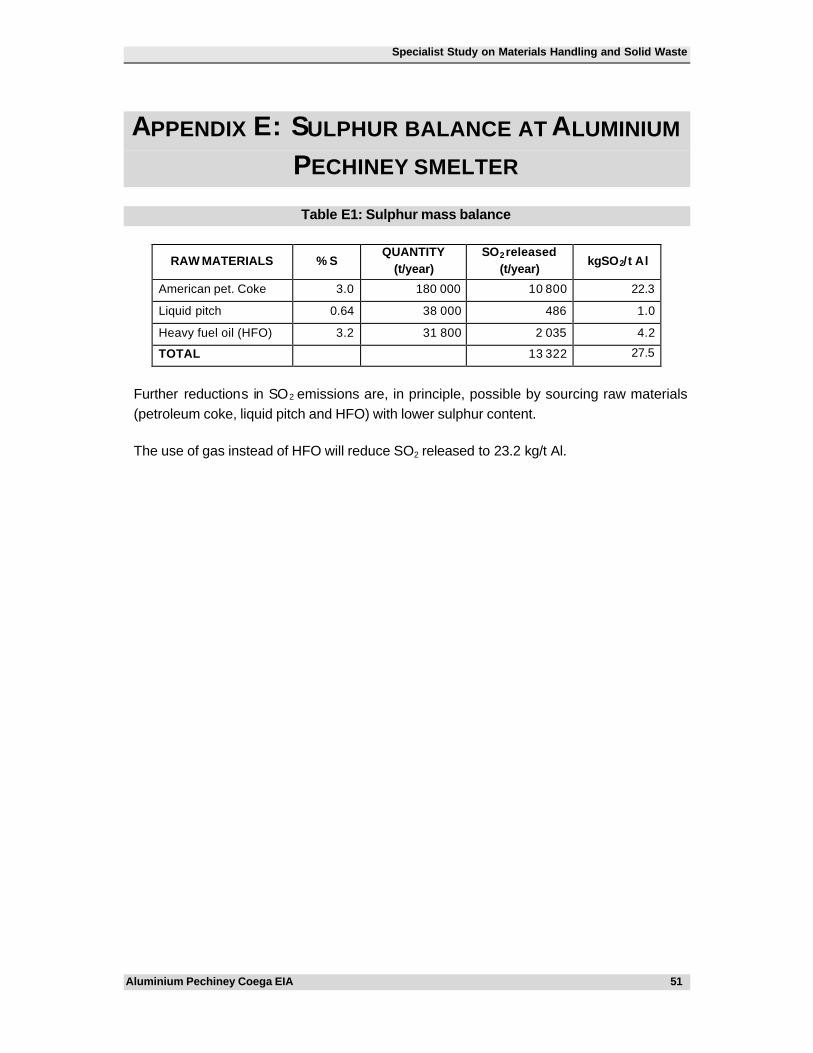
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 51
APPENDIX E: SULPHUR BALANCE AT ALUMINIUM
PECHINEY SMELTER
Table E1: Sulphur mass balance
RAW MATERIALS % S QUANTITY
(t/year) SO2 released
(t/year) kgSO2/t Al
American pet. Coke 3.0 180 000 10 800 22.3
Liquid pitch 0.64 38 000 486 1.0
Heavy fuel oil (HFO) 3.2 31 800 2 035 4.2
TOTAL 13 322 27.5
Further reductions in SO2 emissions are, in principle, possible by sourcing raw materials (petroleum coke, liquid pitch and HFO) with lower sulphur content.
The use of gas instead of HFO will reduce SO2 released to 23.2 kg/t Al.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 52
APPENDIX F: MINIMUM REQUIREMENTS FOR
WASTE HANDLING, STORAGE AND
TRANSPORTATION Table F1 presents the minimum requirements for waste handling, storage and transportation as presented in Table 10 of the Minimum Requirements for the Handling, Classification and Disposal of Hazardous Waste [3].
Table F1: Minimum Requirements for waste handling, storage and transportation
SUBJECT MINIMUM REQUIREMENTS
Qualification as disposal site
If a waste is held at a storage site for a period exceeding three months, the site automatically qualifies as a Waste Disposal Site, and must be registered as such and meet all the requirements of a disposal site.
Temporary storage area A temporary storage area must have a firm, waterproof base and drainage system. It must be so designed and managed that there is no escape of contaminants into the environment.
Identification of waste The transporter must be provided with accurate information about the nature and properties of the load.
Documentation The transport operator must be provided with the relevant transportation documentation for the consignment.
Security of load The load must be properly loaded and secured on site. Hazchem placard The transport operator must be supplied with the appropriate Hazchem placards.
Hazchem placard The transport operator must ensure that the Hazchem placards are properly fitted to the vehicle.
Vehicle Roadworthiness The Responsible Person must ensure that before the vehicle leaves the consignor’s premises it is not overloaded or showing any obvious defect that would affect its safety.
Escape of hazardous spillage at site
The Department of Water Affairs and Forestry and the Local Authority must be advised immediately, should it prove impossible to contain spillage of a Hazardous Waste on a site.
Protection against effect of accident
The Generator – or his representative, i.e. transporter – must ensure that adequate steps are taken to minimize the effect an incident or incident may have on the public and on the environment.
Spillage on site The Generator must initiate remedial action to clean up any spillage remaining on a site after an accident,
Notification All road accidents must be reported to the Department of Transport on the prescribed documentation.
Notification In case of an accident, a full report, containing all the information listed in 10.8.2 must be sent to the Department.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 53
APPENDIX G: EXTRACT FROM THE ISSUES TRAIL
IN THE FINAL SCOPING REPORT, JULY 2002
Section 6.2.3: Materials handling and solid waste management issues
Materials handling The handling of raw materials has the potential to cause dust impacts or pollution from spillage (refer to section 3.4.1 describing the import and storage of raw materials).
Waste management Solid wastes produced by the aluminium smelter include spent potlinings, miscellaneous industrial waste (wood, metals, etc.), laboratory wastes and domestic waste. Waste minimization, re-use, recycling and disposal are key issues. A particular environmental concern is the disposal of the spent potlinings. Potlinings consist of the refractory bricks that are used to insulate the steel shell of the pot (to contain the heat and prevent damage to the steel shell) and the carbon blocks that form the cathode. The potlinings have a useful life of about 5 to 6 years, after which they have to be disposed off. Spent potlinings are impregnated with aluminium and silicon oxides, fluorides, sodium and cyanide compounds. Specific care must be taken during handling, storage, disposal or recycling. Potential opportunities exist for spent potlinings to be recycled by the cement industry through being added to raw materials to manufacture cement.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 54
ISSUE RESPONSE 3.1 Materials Handling 3.1.1 Suction unloading can create dust and
material losses at transfer points and spillages on belts. How will losses and spillages be dealt with?
Refer to Sections 6, 8 and 10.1 of the Materials handling and waste management specialist report.
3.1.2 Will the impacts of spillage of imported raw materials be assessed?
Refer to Section 8 (Impacts of material handling) of the Materials handling and waste management specialist report.
3.1.3 The storage site for aluminium and the pitch tanks requires substantial removal of a portion of the sloping hillside. Does this have a material effect on the sensitive area?
Aluminium Pechiney will lease port facilities from National Port Authority (NPA). NPA are responsible for the environmental assessment of impacts associated with constructing the necessary storage areas and facilities. The loss and fragmentation of sensitive habitats is addressed in Section 5.2.2 of the Subsequent EIR for the Port of Ngqura (CES, 2001).
3.1.4 All potentially significant risks associated with the operation and materials handling must be assessed.
Refer to Sections 6, 8 and 10.1 of the Materials handling and waste management specialist report.
3.1.5 What precautions are provided to ensure safe working of the liquid pitch operation?
Refer to Sections 6.1 of the Materials handling and waste management specialist report.
3.1.6 Are raw materials completely enclosed or stored in containers or warehouses?
Refer to Section 5 of the Materials handling and waste management specialist report.
3.2 Waste Generation and Disposal 3.2.1 How much waste will be generated by
the development and how will it be disposed of?
3.2.2 A breakdown of the waste is required, indicating what is recyclable, what is hazardous, and how much waste is produced for each ton of aluminium to be produced.
Refer to Section 7 (Table 4) and Appendix B of the Materials handling and waste management specialist report.
3.2.3 Incineration in cement kilns, as a method of disposing some of the smelter’s waste, in particular, spent potlinings, is considered to be an inefficient, destructive and dirty method of waste disposal. The EIA should explore proactive means of waste disposal including greater recycling of waste.
Options for the recycling or re-use of SPL are provided in Section 7.7 of the Materials handling and waste management specialist report.
3.2.4 The use of the CSIRO’s (Australia) new technology for treatment of spent potlinings should be compared to disposal via a cement kiln.
Refer to Sections 7.7 and 10.5 of the Materials handling and waste management specialist report.
3.2.5 The disposal of hazardous waste is of concern as the region is currently without an operational class H:H landfill. The re-commissioning of the Aloes II site is not definite, and is a short-term solution to the problem. It is undesirable that the current transportation of hazardous waste to Cape Town by roa d continues. It is important that the new hazardous waste site is operational before the aluminium smelter becomes operational.
Refer to Sections 7.9 and 9.2 of the Materials handling and waste management specialist report.
3.2.6 How will the development impact on the The CDC is being consulted as part of the
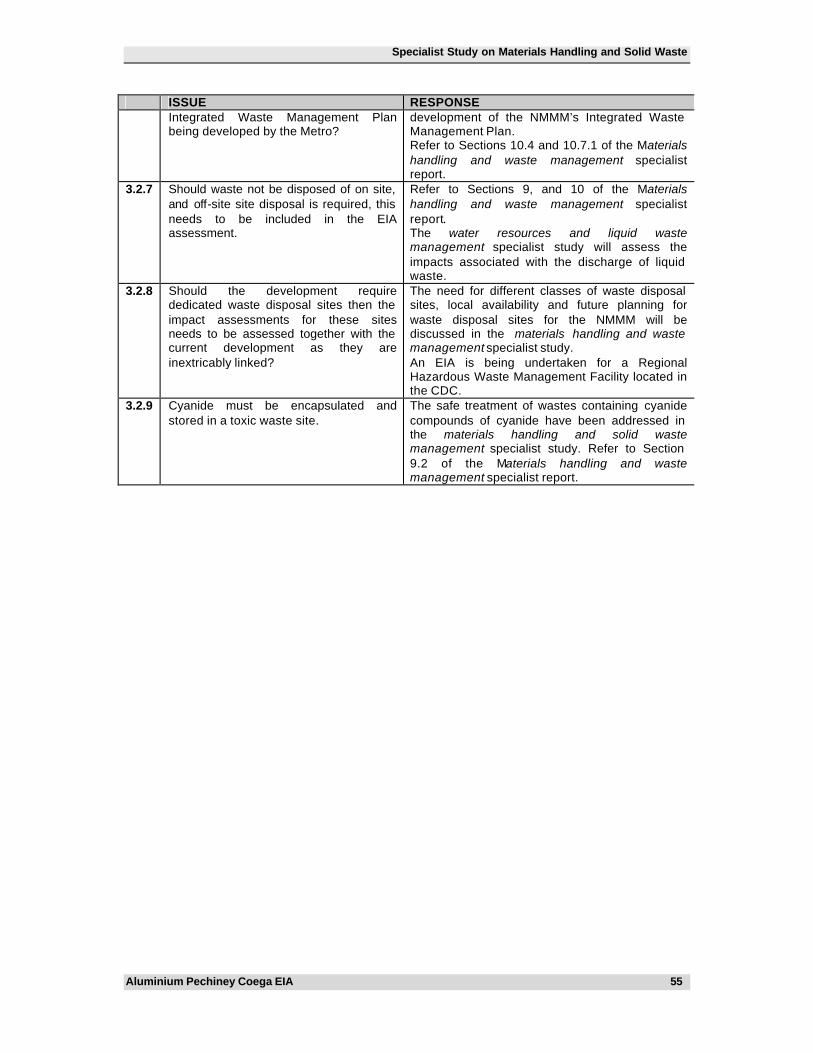
Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 55
ISSUE RESPONSE Integrated Waste Management Plan being developed by the Metro?
development of the NMMM’s Integrated Waste Management Plan. Refer to Sections 10.4 and 10.7.1 of the Materials handling and waste management specialist report.
3.2.7 Should waste not be disposed of on site, and off-site site disposal is required, this needs to be included in the EIA assessment.
Refer to Sections 9, and 10 of the Materials handling and waste management specialist report. The water resources and liquid waste management specialist study will assess the impacts associated with the discharge of liquid waste.
3.2.8 Should the development require dedicated waste disposal sites then the impact assessments for these sites needs to be assessed together with the current development as they are inextricably linked?
The need for different classes of waste disposal sites, local availability and future planning for waste disposal sites for the NMMM will be discussed in the materials handling and waste management specialist study. An EIA is being undertaken for a Regional Hazardous Waste Management Facility located in the CDC.
3.2.9 Cyanide must be encapsulated and stored in a toxic waste site.
The safe treatment of wastes containing cyanide compounds of cyanide have been addressed in the materials handling and solid waste management specialist study. Refer to Section 9.2 of the Materials handling and waste management specialist report.

Specialist Study on Materials Handling and Solid Waste
Aluminium Pechiney Coega EIA 56
APPENDIX H: PERFORMANCE INDICATORS FOR ALUMINIUM MANUFACTURING
Table H1: Performance indicators for aluminium manufacturing [5, 27, 28, 29, 30]
PARAMETER & UNIT WORLD BANK
GUIDELINE VALUE
ALUMINIUM INDUSTRY
SUSTAINABLE DEVELOPMENT
REPORT
AP 18 TECHNOLOGY
AP 30 TECHNOLOGY
AP 50 TECHNOLOGY
Raw material – Alumina (t) 886 000 1 300 000 931 000
Product - Aluminium (t) 457 500 650 000 485 000 Aluminium produced (t Al/ t Al 2O3) * 0.53 0.52 0.50 0.52 Plant area (hectares) 99 80 Physical footprint (ha/t Al) 0.00015 0.00016
Electricity consumption (MWh/t Al) 14 15 13.4 14.8 ~ 14
Mixed solid waste (kg/t Al) 40-60 60 56
Total particulates (kg/t Al) 1 1.3 1.1
Total fluoride (kg/t Al) 0.3 – 0.6 0.5 – 1 0.5 – 0.7 0.77 0.6 Sulphur dioxide (kg/t Al) ** 1 19 20.3 28***
Nitrogen oxides 0.5 0.43 Perfluorinated carbons - CF4 (kg/t Al) 0.1 0.026 0.014
CO2 (kg/t Al) 1223 1500
CO (kg/t Al) 44.4 81 Tar (kg/t Al) 0.04 0.006 * The World Bank guidelines are presented, except for Aluminium Produced which shows the theoretical conversion of alumina to aluminium. ** Sulphur dioxide emission guideline is presented for aluminium smelters using dry and wet scrubbing abatement technology. *** The higher SO 2 release value for the Aluminium Pechiney smelter is due to the use of HFO, use of a conservative S content and not using a wet
scrubbing system


















