Manufacturing Process Layout
20
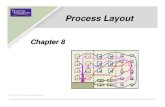
Slide 1 of 96 Manufacturing Process Layout Manufacturing Process Layout L L L L L L L L L L M M M M D D D D D D D D G G G G G G A A A Receiving and Shipping Assembly Painting Department Lathe Department Milling Department Drilling Department Grinding Department P P
description
Milling Department. Lathe Department. Drilling Department. M. M. D. D. D. D. L. L. M. M. D. D. D. D. L. L. G. G. G. P. L. L. G. G. G. P. L. L. Painting Department. Grinding Department. L. L. A. A. A. Receiving and Shipping. Assembly. - PowerPoint PPT Presentation
Transcript of Manufacturing Process Layout

Slide 1 of 96
Manufacturing Process LayoutManufacturing Process Layout
L
L
L
L
L
L
L
L
L
L M
M
M
M
D
D
D
D
D
D
D
D
G
G
G
G
G
G
A A AReceiving andShipping Assembly
Painting Department
Lathe DepartmentMilling
Department Drilling Department
Grinding Department
P
P

Slide 2 of 96
Process (Job Shop) LayoutsProcess (Job Shop) Layouts
Equipment that perform similar processes are Equipment that perform similar processes are grouped togethergrouped together
Used when the operations system must handle a wide Used when the operations system must handle a wide variety of products in relatively small volumes (i.e., variety of products in relatively small volumes (i.e., flexibility is necessary)flexibility is necessary)

Slide 3 of 96
Characteristics of Process LayoutsCharacteristics of Process Layouts
General-purpose equipment is usedGeneral-purpose equipment is used Changeover is rapidChangeover is rapid Material flow is intermittentMaterial flow is intermittent Material handling equipment is flexibleMaterial handling equipment is flexible Operators are highly skilledOperators are highly skilled . . .. . . moremore

Slide 4 of 96
Characteristics of Process LayoutsCharacteristics of Process Layouts
Technical supervision is requiredTechnical supervision is required Planning, scheduling and controlling functions are Planning, scheduling and controlling functions are
challengingchallenging Production time is relatively longProduction time is relatively long In-process inventory is relatively highIn-process inventory is relatively high

Slide 5 of 96
A Product LayoutA Product Layout
InIn
OutOut

Slide 6 of 96
Product (Assembly Line) LayoutsProduct (Assembly Line) Layouts
Operations are arranged in the sequence required to Operations are arranged in the sequence required to make the productmake the product
Used when the operations system must handle a Used when the operations system must handle a narrow variety of products in relatively high volumesnarrow variety of products in relatively high volumes
Operations and personnel are dedicated to producing Operations and personnel are dedicated to producing one or a small number of productsone or a small number of products

Slide 7 of 96
Characteristics of Product LayoutsCharacteristics of Product Layouts
Special-purpose equipment are usedSpecial-purpose equipment are used Changeover is expensive and lengthyChangeover is expensive and lengthy Material flow approaches continuousMaterial flow approaches continuous Material handling equipment is fixedMaterial handling equipment is fixed Operators need not be as skilledOperators need not be as skilled . . .. . . moremore

Slide 8 of 96
Characteristics of Product LayoutsCharacteristics of Product Layouts
Little direct supervision is requiredLittle direct supervision is required Planning, scheduling and controlling functions are Planning, scheduling and controlling functions are
relatively straight-forwardrelatively straight-forward Production time for a unit is relatively shortProduction time for a unit is relatively short In-process inventory is relatively lowIn-process inventory is relatively low

Slide 9 of 96
Description
Type of process
Product
Demand Volume Equipment
Sequential arrangement of activities
Continuous, mass production, mainly assembly
Standardized, made to stock
Stable High Special purpose
Process
Comparison of ProductComparison of Productand Process Layoutsand Process Layouts
Functional grouping of activities
Intermittent, job shop, batch production, mainly fabrication
Varied, made to order
Fluctuating Low General purpose
Product

Slide 10 of 96
Workers Inventory
Storage space Material handling Aisles Scheduling Layout decision Goal
Advantage
Limited skills Low in-process, high
finished goods Small Fixed path (conveyor) Narrow Line balancing In-l,ine, U-type Equalize work at each
station Efficiency
Process
Comparison of ProductComparison of Productand Process Layoutsand Process Layouts
Varied skills High in-process, low
finished goods Large Variable path (forklift) Wide Dynamic Functional Minimize material
handling cost Flexibility
Product

Slide 11 of 96
Cellular Manufacturing (CM) LayoutsCellular Manufacturing (CM) Layouts
Grouping of machines in cellsGrouping of machines in cells Each cell results in the production of particular part familyEach cell results in the production of particular part family.. Similar parts are identified and grouped togetherSimilar parts are identified and grouped together. . Similarity can be either in shape,size or in manufacturing Similarity can be either in shape,size or in manufacturing
processprocess Operations required to produce a particular family (group) of Operations required to produce a particular family (group) of
parts are arranged in the sequence required to make that familyparts are arranged in the sequence required to make that family Used when the operations system must handle a moderate Used when the operations system must handle a moderate
variety of products in moderate volumesvariety of products in moderate volumes

Slide 12 of 96
Part familiesPart families
Part families with similarity in shape
Part families with similarity in manufacturing process

Slide 13 of 96
Original Process LayoutOriginal Process Layout
CA B Raw materials
Assembly
1
2
3
4
5
6 7
8
9
10
11
12

Slide 14 of 96
Part Routing MatrixPart Routing Matrix
MachinesParts 1 2 3 4 5 6 7 8 9 10 11 12
A x x x x xB x x x xC x x xD x x x x xE x x xF x x xG x x x xH x x x
Figure 5.8Figure 5.8

Slide 15 of 96
Reordered Routing MatrixReordered Routing Matrix
MachinesParts 1 2 4 8 10 3 6 9 5 7 11 12
A x x x x xD x x x x xF x x xC x x xG x x x xB x x x xH x x xE x x x

Slide 16 of 96
Revised Cellular LayoutRevised Cellular Layout
3
6
9
Assembly
12
4
8 10
5
7
11
12
A B CRaw materials
Cell 1 Cell 2 Cell 3

Slide 17 of 96
Automated Manufacturing CellAutomated Manufacturing Cell
Source: J. T. Black, “Cellular Manufacturing Systems Reduce Setup Time, Make Small LotProduction Economical.” Industrial Engineering (November 1983)

Slide 18 of 96
Characteristics of CMCharacteristics of CMRelative to Process LayoutsRelative to Process Layouts
Equipment can be less general-purposeEquipment can be less general-purpose Material handling costs are reducedMaterial handling costs are reduced Training periods for operators are shortenedTraining periods for operators are shortened In-process inventory is lowerIn-process inventory is lower Parts can be made faster and shipped more quicklyParts can be made faster and shipped more quickly Equipment can be less special-purposeEquipment can be less special-purpose Changeovers are simplifiedChangeovers are simplified Production is easier to automateProduction is easier to automate

Slide 19 of 96
Flexible Manufacturing Systems (FMS)Flexible Manufacturing Systems (FMS)
FMS consists of numerous programmable machine tools connected by an automated material handling system and controlled by a common computer network
FMS combines flexibility with efficiency FMS layouts differ based on
variety of parts that the system can process size of parts processed average processing time required for part completion

Slide 20 of 96
Full-Blown FMS