Managerial accounting (1)
82
Costing Methods What is the purpose of costing? We know how to determine the cost per unit for a product and what cost is comprised of. We might need to know this cost in order to: Value inventory: the cost per unit can be used to value inventory in the statement of financial position (balance sheet). Record costs: the costs associated with the product need to be recorded in the income statement. Price products: the business will use the cost per unit to assist in pricing the product. For example, if the cost per unit is $0.30, the business may decide to price the product at $0.50 per unit in order to make the required profit of $0.20 per unit. Make decisions: the business will use the cost information to make important decisions regarding which products should be made and in what quantities. How can we calculate the cost per unit? So we know why it’s so important for the business to determine the cost of its products. We now need to consider how we can calculate this cost. There are a number of costing methods available. Target Costing Life Cycle Costing 1 | Page
-
Upload
samina-haider -
Category
Education
-
view
380 -
download
0
Transcript of Managerial accounting (1)

Costing Methods
What is the purpose of costing?
We know how to determine the cost per unit for a product and what cost is comprised
of. We might need to know this cost in order to:
Value inventory: the cost per unit can be used to value inventory in the statement of
financial position (balance sheet).
Record costs: the costs associated with the product need to be recorded in the income
statement.
Price products: the business will use the cost per unit to assist in pricing the product.
For example, if the cost per unit is $0.30, the business may decide to price the product
at $0.50 per unit in order to make the required profit of $0.20 per unit.
Make decisions: the business will use the cost information to make important decisions
regarding which products should be made and in what quantities.
How can we calculate the cost per unit?
So we know why it’s so important for the business to determine the cost of its products.
We now need to consider how we can calculate this cost. There are a number of costing
methods available.
Target Costing
Life Cycle Costing
Throughput Accounting
Pull System Just-In-Time (JIT)
Activity Based Costing (ABC)
1 | P a g e

Target Costing
Target costing originated in Japan in the 1960. It is a part of a comprehensive strategic
profit management system.Target costing is an activity which aimed at reducing the life-
cycle costs of new products, while ensuring quality, reliability, and other customer
requirements, by examining all possible ideas for cost reduction at the product planning,
research and development, and the prototyping phases of production.
Target costing involves setting a target cost by subtracting a desired profit from a
competitive market price. Real world users include Sony, Toyota and the Swiss
watchmakers, Swatch.
In effect it is the opposite of conventional pricing technique.
Example 1:Music Matters manufactures and sells cd’s for a number of popular artists.
At present, it uses a traditional cost plus pricing system. Calculate the price of cd’s
using:
a. Cost-plus pricing system
b. Target costing system
Cost-plus pricing system
(1) The cost of the cd is established first. This is $15 per unit.
(2) A profit of $5 per unit is added to each cd.
(3) This results in the current selling price of $20 per unit.
2 | P a g e

However, cost-plus pricing ignores:
The price that customers are willing to pay pricing the cds too high could result in
low sales volumes and profits.
The price charged by competitors for similar products if competitors are charging
less than $20 per cd for similar cds then customers may decide to buy their cds
from the competitor companies.
Target Costing System
Music Matters could address the problems discussed above through the implementation
of target costing:
(1) The first step is to establish a competitive market price. The company would
consider how much customers are willing to pay and how much competitors are
charging for similar products. Let's assume this is $15 per unit.
(2) Music Matters would then deduct their required profit from the selling price. The
required profit may be kept at $5 per unit.
(3) A target cost is arrived at by deducting the required profit from the selling price, i.e.
$15 - $5 = $10 per unit.
(4) Steps must then be taken to close the target cost gap from the current cost per unit
of $15 per unit to the target cost of $10 per unit.
3 | P a g e

Summary of the steps used in deriving a target cost
Steps
(1) Estimate a selling price for a new product that considers how much competitors are
charging and how much customers are willing to pay. This selling price will enable a firm
to capture a required share of the market.
(2) Reduce this figure by the firm’s required level of profit. This could take into account
the return required on any new investment and on working capital requirements or could
involve a target margin on sales.
(3) Produce a target cost figure for product designers to meet.
(4) Reduce costs to provide a product that meets that target cost.
Closing the target cost gap
The target cost gap is established in step 4 of the target costing process.
Target cost gap = Estimated product cost – Target cost
It is the difference between what an organisation thinks it can currently make a product
for, and what it needs to make it for, in order to make a required profit.
Alternative product designs should be examined for potential areas of cost reduction
that will not compromise the quality of the products.
Questions that a manufacturer may ask in order to close the gap include:
A key aspect of this is to understand which features of the product are essential to
customer perceived quality and which are not. This process is known as ‘value
analysis’. Attention should be focused more on reducing the costs of features perceived
by the customer not to add value.
• Can any materials be eliminated, e.g. cut down on packing materials?
4 | P a g e

• Can a cheaper material be substituted without affecting quality?
• Can labour savings be made without compromising quality, for example, by using
lower skilled workers?
• Can productivity be improved, for example, by improving motivation?
• Can production volume be increased to achieve economies of scale?
• Could cost savings be made by reviewing the supply chain?
• Can part assembled components be bought in to save on assembly time?
• Can the incidence of the cost drivers be reduced?
• Is there some degree of overlap between the product related fixed costs that could be
eliminated by combining service departments or resources?
5 | P a g e

Example 2:
LMN Ltd makes and sells two products, X and Y. Both products are manufactured
through two consecutive processes assembly and finishing. Raw material is input at the
commencement of the assembly process.
The following estimated information is available for the period ending 31 December 20X5:
LMN Ltd uses a minimum contribution/sales (C/S) ratio target of 25% when assessing
the viability of a product. In addition, management wish to achieve an overall net profit
margin of 12% on sales in this period in order to meet return on capital targets.
Required:
Calculate the C/S ratio for each product and the overall net profit margin. Explain how
target costing may be used in achieving the required returns.
6 | P a g e

Solution:
7 | P a g e

Example 3:
The Swiss watchmaker Swatch reportedly used target costing in order to produce
relatively low cost, similar looking plastic watches in a country with one of the world’s
highest hourly labour wage rates.
Suggest ways in which Swatch may have reduced their unit costs for each watch.
Your answer may include:
• Simplification of the production process allowing cheaper unskilled labour to be used
in place of more highly paid skilled labour.
• Using plastics instead of metal for components.
• Using less packaging – e.g. expensive boxes replaced with plastic sheaths.
• Sharing components between models can result in economies of scale. (This is widely
used in the car industry and has helped to reduce costs dramatically.)
• Reduce stockholding costs through the introduction of a just in time system.
• Using cheaper overseas labour.
Example 4:
GEEWHIZZ, a manufacturer of computer games, is in the process of introducing a new
game, the Laughing Lawyer (LL) and has undertaken market research to find out about
customers' views on the value of the product and also to obtain a comparison with
competitors' products. The results of this research have been used to establish a target
selling price of €55 and a projected lifetime volume of 200,000 games
Cost estimates have also been prepared based on the proposed product specification.
Manufacturing cost €
Direct material 3.21
8 | P a g e

Direct labour 4.23
Direct machinery costs 1.12
Ordering and receiving 0.23
Quality assurance 4.60
Design 19.80
Non-manufacturing costs
Marketing 8.15
Distribution 3.25
After-sales service and warranty costs 1.30
The target profit margin for the LL is 30% of the proposed selling price.
Required:
Calculate the target cost of the LL and discuss the implications of the result. Explain the
limitations of target costing for GEEWIZZ.
Solution:
€
Target selling price 55.00
Target profit margin (30% of selling price) 16.50
Target cost (55.00 – 16.50) 38.50
Estimated Product cost 45.89
The projected cost exceeds the target cost by €7.39. This is the target cost gap.
GEEWHIZZ will therefore have to investigate ways to drive the actual cost down to the
target cost.
The highest cost is the design of the product. This will have been calculated by dividing
the total designcosts by the projected lifetime sales volume. Reducing the designing
9 | P a g e

costs will have the most effect on thetarget cost but the ability to do this will obviously
depend on the current stage of development of the game.
Each part of the cost estimate needs to be carefully analyzed to determine if savings
can be made. For example, cheaper materials could be used, staff can be trained in
more efficient techniques or new, more efficient technology could be used
Limitations of target costing
If unrealistic and hence unachievable targets were set, however, the workforce would
not be committed to them or else would be demotivated if unable to achieve them. If, on
the other hand, GEEWHIZZ management set them too low, the workforce would not be
motivated to improve.
GEEWHIZZ current costing systems may be unable to provide the data needed to
operate target costing effectively, but in time the company would be able to build up
enough relevant data to create cost tables. Cost tables are a very sophisticated version
of standard cost setting data and can be used to predict the costs of even new products
with an acceptable degree of accuracy.
Question 5
The selling price of product Z is set at £250 for each unit and sales for the coming year
are expected to be 500 units.
If the company requires a return of 15% in the coming year on its investment of
£250,000 in product Z, the target cost for each for the coming year is;
Solution:
Sales revenue 500 units @ £250 125,000
Return on investment required (15% x £250,000) 37,500
Total cost allowed 87,500
Target cost per unit (87,500/500 units) £175
10 | P a g e

Example 6:
Edward Limited assembles and sells many types of radio. It is considering extending its
product range to include digital radios. These radios produce a better sound quality than
traditional radios and have a large number of potential additional features not possible
with the previous technologies (station scanning, more choice, one touch tuning, station
identification text and song identification text etc).
A radio is produced by assembly workers assembling a variety of components.
Production overheads are currently absorbed into product costs on an assembly labour
hour basis.
Edward Limited is considering a target costing approach for its new digital radio product.
Required
(a) Briefly describe the target costing process that Edward Limited should undertake.
(b) Explain the benefits to Edward Limited of adopting a target costing approach at such an early stage in the product development process.
A selling price of $44 has been set in order to compete with a similar radio on the
market that has comparable features to Edward Limited's intended product. The board
have agreed that the acceptable margin (after allowing for all production costs) should
be 20%.
Cost information for the new radio is as follows:
Component 1 (Circuit board) – these are bought in and cost $4·10 each. They are
bought in batches of 4,000 and additional delivery costs are $2,400 per batch.
Component 2 (Wiring) – in an ideal situation 25 cm of wiring is needed for each
completed radio. However, there is some waste involved in the process as wire is
occasionally cut to the wrong length or is damaged in the assembly process. Edward
Limited estimates that 2% of the purchased wire is lost in the assembly process. Wire
costs $0·50 per meter to buy.
11 | P a g e

Other material – other materials cost $8·10 per radio.
Assembly labour – these are skilled people who are difficult to recruit and retain.
Edward Limited has more staff of this type than needed but is prepared to carry this
extra cost in return for the security it gives the business. It takes 30 minutes to
assemble a radio and the assembly workers are paid $12·60 per hour. It is estimated
that 10% of hours paid to the assembly workers is for idle time.
Production Overheads – recent historic cost analysis has revealed the following
production overhead data:
Total production overhead Total assembly labour hours
$ Hours
Month 1 620,000 19,000
Month 2 700,000 23,000
Fixed production overheads are absorbed on an assembly hour basis based on normal
annual activity levels. In a typical year 240,000 assembly hours will be worked by
Edward Limited.
Required
(c) Calculate the expected cost per unit for the radio and identify any cost gap that might exist.
Solution:
(a) Target costing process
Target costing involves setting a target cost by subtracting a desired profit margin from
a competitive market price.
The process starts by determining a product specification using analysis of what
customers want. This will determine the product features that should be incorporated.
The next stage is to set a selling price taking into account competitors' products and
expected market conditions. The desired profit margin is deducted from the selling price
to arrive at the target cost.
12 | P a g e

If the costs are higher than target, there is a cost gap and efforts will be made to close
the gap.
(b) Benefits of adopting a target costing approach
External focus
Traditionally the approach is to use an internal focus when developing a new product by
calculating the costs and then adding a margin to decide on the selling price. Target
costing makes the business look at what competitors are offering at a much earlier
stage in the development process.
Customer focus
Customer requirements for quality, cost and time are incorporated into product and
process decisions. The value of product features to the customers must be greater than
the cost of providing them and only those features that are of value to customers are
included.
Cost control
Cost control is emphasised at the design stage so any engineering changes must
happen before production starts. This is much more effective than the traditional method
of trying to control costs too late to make a significant impact.
Faster time to market
The early external focus enables the business to get the process right first time and
avoids the need to go back and change aspects of the design and/or production
process. This then reduces the time taken to get a product to the market.
13 | P a g e

(c) Production overheads
14 | P a g e

Life-Cycle Costing
Traditional costing techniques based around annual periods may give amisleading
impression of the costs and profitability of a product. This isbecause systems are based
on the financial accounting year, and dissectthe product's lifecycle into a series of
annual sections. Usually, therefore, themanagement accounting systems would assess
a product's profitability on aperiodic basis, rather than over its entire life.
Lifecycle costing, however, tracks and accumulates costs and revenuesattributable to
each product over its entire product lifecycle. Hence, thetotal profitability of any
given product can be determined.
A product's costs are not evenly spread through its life.
According to Berliner and Brimson (1988), companies operating in anadvanced
manufacturing environment are finding that about 90% of a product's lifecycle costs are determined by decisions made early in the cycle. In many industries, a large
fraction of the lifecyclecosts consistsof costs incurred on product design, prototyping,
programming,processdesign and equipment acquisition.
This had created a need to ensure that the tightest controls are at the designstage, i.e.
before a launch, because most costs are committed, or 'locked in',at this point in time.
Management accounting systems should therefore be developed that aidthe planning
and control of product lifecycle costs and monitor spending andcommitments at the early stages of a product's life cycle.
The Product Lifecycle
There are a number of factors that need to be managed in order to maximise a
product’s return over its lifecycle:
Design costs out of the product:
It was stated earlier that around 90% of a product’s costs were oftenincurred at the
design and development stages of its life. Decisions madethen commit the organisation
to incurring the costs at a later date, becausethe design of the product determines the
15 | P a g e

number of components, theproduction method, etc. It is absolutely vital therefore that
design teams donot work in isolation but as part of a cross-functionalteam in order
tominimise costs over the whole life cycle.
Value engineering helps here; for example, Russian liquidfuelrocketmotors are
intentionally designed to allow leak-freewelding. This reducescosts by eliminating
grinding and finishing operations (these operationswould not help the motor to function
better anyway.)
Minimise the time to market:
In a world where competitors watch each other keenly to see what newproducts will be
launched, it is vital to get any new product into themarketplace as quickly as possible.
The competitors will monitor each otherclosely so that they can launch rival products as
soon as possible in order tomaintain profitability. It is vital, therefore, for the first
organisation to launchits product as quickly as possible after the concept has been
developed, sothat it has as long as possible to establish the product in the market and
tomake a profit before competition increases. Often it is not so much coststhat reduce
profits as time wasted.
Maximise the length of the life cycle itself:
Generally, the longer the life cycle, the greater the profit that will begenerated, assuming
that production ceases once the product goes intodecline and becomes unprofitable.
One way to maximise the life cycle is toget the product to market as quickly as possible
because this shouldmaximise the time in which the product generates a profit.
Another way of extending a product’s life is to find other uses, or markets,for the
product. Other product uses may not be obvious when the product isstill in its planning
stage and need to be planned and managed later on. Onthe other hand, it may be
possible to plan for a staggered entry into differentmarkets at the planning stage.
Many organisations stagger the launch of their products in different worldmarkets in
order to reduce costs, increase revenue and prolong the overalllife of the product. A
current example is the way in which new films arereleased in the USA months before
16 | P a g e

the UK launch. This is done to build upthe enthusiasm for the film and to increase
revenues overall. Othercompanies may not have the funds to launch worldwide at the
same momentand may be forced to stagger it. Skimming the market is another way
toprolong life and to maximise the revenue over the product’s life.
Example 1: Lifecycle Costing
Enrono is an accounting software package which has a six year product lifecycle. The
following are the yearly costs, estimated for the entire length of the package's life:
Lifecycle costing clearly takes into consideration the costs of thepackage incurred
during the entire lifecycle over $1.5 m. Accordingly,from lifecycle costing, the
management can know whether the revenueearned by the product is sufficient to cover
the whole costs incurredduring its life cycle.
17 | P a g e

When viewed as a whole, there are opportunities for cost reduction andminimization
(and thereby scope for profit maximisation) in several categories of cost:
For example, initiatives could be taken to reduce testing costs and therefore the
'Research and Development' category.
Likewise, proper planning and a tight control on transportation & handling costs
could minimise distribution costs.
These opportunities for cost reduction are unlikely to be found whenmanagement
focuses on maximising profit in a periodbyperiodbasis.Only on knowing the lifecycle costs of a product can a business decide appropriately on its price. This, coupled
with planning of thedifferent phases of the product's life, could give rise to the
followingtactics:
18 | P a g e
Example 2:
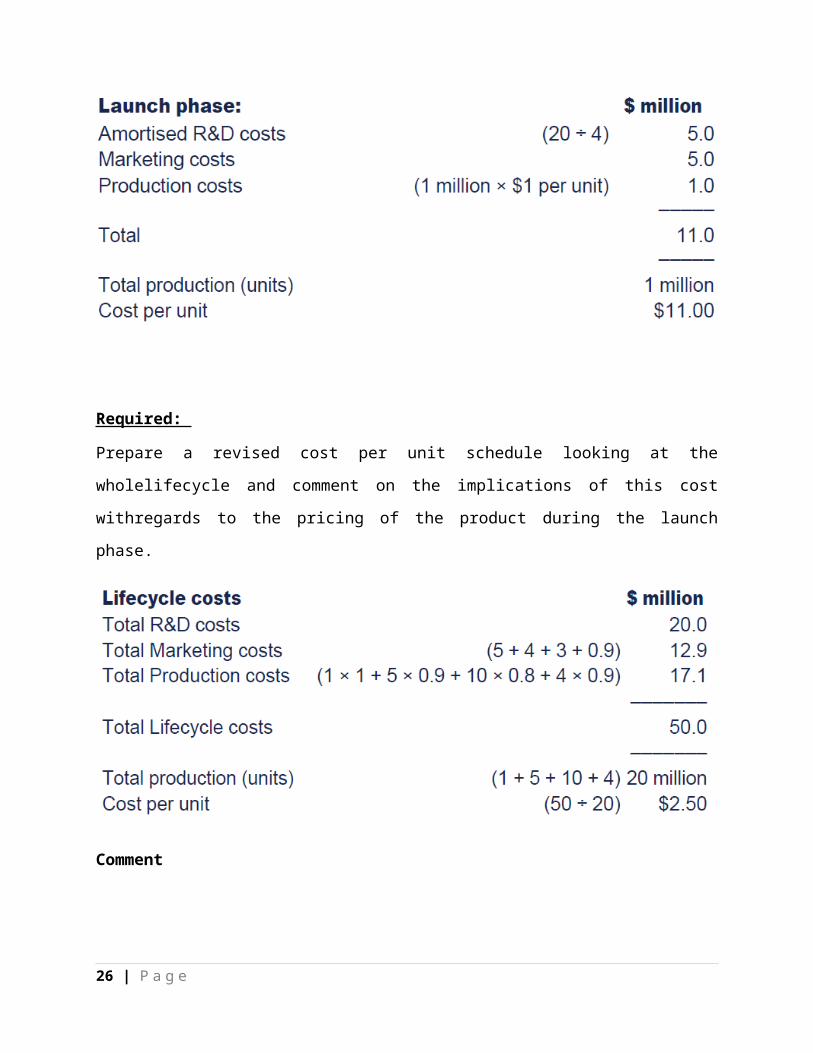
The following details relate to a new product that has finisheddevelopment and is about to be launched.
The launch price is proving a contentious issue between managers. Themarketing
manager is keen to start with a low price of around $8 to gainnew buyers and achieve
target market share. The accountant isconcerned that this does not cover costs during
the launch phase andhas produced the following schedule to support this:
19 | P a g e

Required:
Prepare a revised cost per unit schedule looking at the wholelifecycle and comment on
the implications of this cost withregards to the pricing of the product during the launch
phase.
Comment
• The cost was calculated at $11 per unit during the launch phase.Based on this cost,
the accountant was right to be concerned aboutthe launch price being set at $8 per unit.
• However, looking at the whole lifecyclethe marketing manager’sproposal seems more
reasonable.
• The average cost per unit over the entire life of the product is only$2.50 per unit.
Therefore, a starting price of $8 per unit would seemreasonable and would result in a
profit of $5.50 per unit.
20 | P a g e
Throughput Accounting
The theory of constraints (TOC)
A new type of management accounting system was needed once the new
manufacturing philosophy was put into practice. The most widely recognised
management accounting system developed for this purpose is known as throughput
accounting (TA). The concept behind the system was first formulated and developed by
Goldratt and Cox (1986) in the US in a book called the Goal. Goldratt (1990) developed
the concept and eventually gave it the name the theory of constraints (TOC) by which
name it is known today in the US. The theory was picked up and turned into an
accounting system in the UK, where it had become known as throughput accounting
(TA). Goldratt and Cox developed the technique to help managers improve the overall
profitability of the firm. The theory focuses attention on constraints or bottlenecks within
the organisation which hinder speedy production. The main concept is to maximise that
rate of manufacturing output, that is, the throughput of the organisation. The idea behind
TOC is that raw material should be turned into products that are immediately shipped to
customer at the greatest possible speed, in a similar way to the JIT system.
The important concept behind TOC is that the production rate of the entire factory is set
at the pace of the bottleneck – the constraining resources. Hence, in order to achieve
the best results TOC emphasizes the importance of removing bottlenecks or, as they
are called in the USA, binding constraints from the production process. If they cannot be
removed they must be coped with in the best possible way so that they do not hinder
production unduly.
21 | P a g e

How to calcultate Bottleneck Resource?
In most of the questions, you will be told what the bottleneck resource is. Ifnot, it is
usually quite simple to work out. For example, let’s say that anorganisation has market
demand of 50,000 units for a product that goesthrough three processes: cutting, heating
and assembly. The total timerequired in each process for each product and the total
hours available are:
The total time required to make 50,000 units of the product can be calculatedand
compared to the time available in order to identify the bottleneck.
It is clear that the heating process is the bottleneck. The organisation will infact only be
able to produce 40,000 units (120,000/3) as things stand.
22 | P a g e

Example 1: When single product is manufactured by the firm:
X Limited manufactures a product that requires 1.5 hours of machining.Machine time is
a bottleneck resource, due to the limited number ofmachines available. There are 10
machines available, and eachmachine can be used for up to 40 hours per week.
The product is sold for $85 per unit and the direct material cost per unitis $42.50. Total
factory costs are $8,000 each week.
Calculate
(a) the return per factory hour
(b) the TPAR.
Return per factory hour = ($85 – $42.50)/1.5 hours = $28.33
Cost per factory hour = $8,000/(10 × 40 hours) = $20
TPAR = $28.33/$20 = 1.4165
23 | P a g e

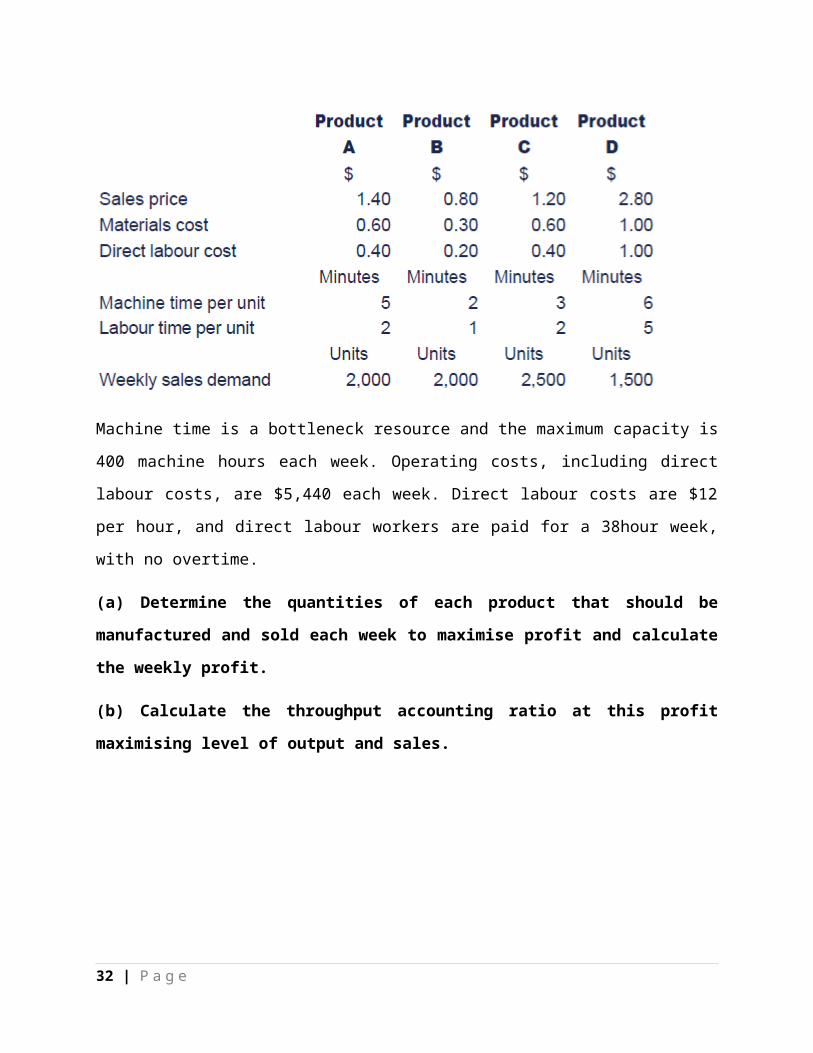
Example 2: Multi-product decision making
Justin Thyme manufactures four products, A, B, C and D. Details of sales prices, costs
and resource requirements for each of the products are as follows.
Machine time is a bottleneck resource and the maximum capacity is 400 machine hours
each week. Operating costs, including direct labour costs, are $5,440 each week. Direct
labour costs are $12 per hour, and direct labour workers are paid for a 38hour week,
with no overtime.
(a) Determine the quantities of each product that should be manufactured and sold each week to maximise profit and calculate the weekly profit.
(b) Calculate the throughput accounting ratio at this profit maximising level of output and sales.
24 | P a g e

25 | P a g e
26 | P a g e

Example 3:
Beta Co produces 3 products, E, F and G, details of which are shown below:
There are 320,000 bottleneck hours available each month.
Required:Calculate the optimum product mix each month.
Answer:
A few simple steps can be followed:
1. Calculate the throughput per unit for each product.
2. Calculate the throughput return per hour of bottleneck resource.
3. Rank the products in order of the priority in which they should be produced, starting
with the product that generates the highest return per hour first.
4. Calculate the optimum production plan, allocating the bottleneck resource to each
one in order, being sure not to exceed the maximum demand for any of the products.
27 | P a g e

Example 4:
A company can produce many types of product but is currently restricted by the number
of labors available on a particular machine. At present this limitation is set at 12,000
hours per annum. One type of product requires materials costing $5.00 which are then
converted in to final product which sells for RS.12. Each unit of this product takes 45
minutes to produce on the machine. The conversion costs for the factory are estimated
to be $144, 000 per annum.
REQUIRED: calculate the throughput accounting ratios for this product and state the significance of the result.
Return per factory hour=sale price-material cost/Total time on key resource;
• $12.00 - $5.00/45minutes= RS.0.15555*60= $.9.33
• Cost per factory hour= total factory cost/ total time on the key resource=
$144,000/12,000= $.12 per hour.
• Throughput accounting ratio= return per factory hour/ cost pr factory hour= $.9.33/12=
0.78. Since the TA ratio is less than 1, the product should not be produced.
28 | P a g e

Example 5:Traditional approach vs. Throughput approach
A company produces two products, A and B, the production costs of which are shown
below:
Fixed overhead is absorbed on the basis of direct labour cost.
The product passes through two processes, Y and Z, with associated labour costs of
£10 per direct labour hour in each. The direct labour associated with the two products
for these processes is shown below:
Process Time taken
Product A Product B
Y 10 minutes 39 minutes
Z 20 minutes 15 minutes
Selling prices are set by the market. The current market price for A is £65 and that for B,
£52. At these prices, the market will absorb as many units of A and B as the company
units of A and B as the company can produce. The ability of the company to produce A
and B is limited by the capacity to process the products through Y and Z. The company
operates a two-shift system, giving 16 working hours per day. Process Z is a single-
29 | P a g e

process line and 2 hours in each shift will be downtime. Process Y can process to units
simultaneously, although this doubles the requirement for direct labour. Process Y can
operate for the full 16 working hours each day.
Requirement:What production plan should the company follow in order to maximise profits?
Answer:
In order to find the profit maximising solution in any problem, the constraints which
prevent the profit from being infinite must be identified; the greater the number of
constraints, the more difficult the problem is to solve. In the simplest case, where there
is only one binding constraint, the profit maximising solution is found by maximising the
contribution per unit of the scarce resource, that is, the binding constraint. Linear
programming may be used to solve the problem where more than one constraint is
binding for some, but not all, feasible solutions. Where the number of products is limited
to two, and such constraints are relatively few in number, the problem can easily be
expressed graphically to reveal the profit maximising solution, and/or the problem can
be expressed in the form of a set of simultaneous equations, as the number of
potentially binding constraints increase, the use of a computer becomes the only
feasible way to solve the necessary number of simultaneous equations.
In this question, the only constraint is the company’s ability to process the product. The
total daily processing time for processes Y and Z are:
Maximum process time Y = 2 x 16 hours x 60 mins = 1,920 minutes
Maximum process time Z = 12 hours x 60 mins = 720 minutes
So the maximum number that could be produced of each of the two products is:
30 | P a g e

In the case of both products, the maximum number of units which can be produced in
process Y exceed the number that can be produced in process Z, and thus the capacity
of process Y is not a binding constraint. The problem therefore becomes one of
deciding how to allocate the scarce production capacity of process Z in such a way as
to maximise profit.
Traditional approach – maximising the contribution per minute in process Z
Contribution of A = £65 (selling price)- £20 (variable cost)= £45
Contribution of B = £52 (selling price)- £28 (variable cost)= £24
Contribution of A per minute in process Z = £45 ÷ 20= £2.25
Contribution of B per minute in process Z = £24 ÷ 15= £1.60
The profit maximising solution is therefore to produce the maximum possible number of
units of A, 36, giving a contribution of £45 × 36= £1,620.
Through approach – maximising throughput per minute in bottleneck resource Z
Throughput of A = £65 (selling price) - £10 (material cost) = £55
Throughput of B = £52 (selling price) - £10 (material cost) = £42
Contribution of A per minute in process Z = £55 ÷ 20= £2.75
Contribution of B per minute in process Z = £42 ÷ 15= £2.80
31 | P a g e
The profit maximising solution is therefore to produce the maximum number of units of
B, 48, giving a throughput of
£42 × 48 = £2, 0, 16.
It is clear that, given the different solutions, the two approaches cannot both lead to
profit maximization which technique is correct depends on the variability are otherwise
of labour and variable overheads, which in turn depends on the time for horizon of the
decision. This type of profit maximization technique is a short-term one and in two day’s
world labour cost is likely to be fixed in the short-term and so it can be argued that TA
provides the more correct solution. Variable overhead would need to be analysed to
access their variability.
Marginal costing rose to popularity in the 1930s when labour costs were usually variable
as the workforce was usually paid on a piece-rate basis. Since then text books, at least,
have always assume that labour is a variable cost in the short-term. All that happened
with TA is that it tends to recognise the present reality, which is that most cost excluding
material is now fixed in the short-term. The marginal costing approach should of course
be modified to accommodate this, as it requires only variable cost to be used to
calculate contribution. If only material costs are variable then only those cost should be
use in the calculation of contribution. Thus there should be no difference between the
two systems in this respect.
32 | P a g e

PULL SYSTEM JUST-IN-TIME (JIT)
Pull systems
Just–in-time (JIT)
Organizations in the West have traditionally used a ‘push’ production flow system. This
system has the following stages:
1. Buy raw material and put them into stock.
2. Produce a production schedule based on sales forecasts.
3. Withdraw goods from stock and make products according to the production schedule.
4. Put completed units into finished goods store.
5. Sell from finished goods store when customers request products.
Toyota develops a different system known as just-in-time (JIT). This system is not a
‘push’ system but a ‘pull’ system. A product is not ‘made’ until the customer requests it
and components are not made until they are required by the next production stage. In a
full JIT system virtually no Stock is held, that is no raw material stock and no finished
goods stock is held, but there will be a small amount of work-in-progress, say one-tenth
of a day’s production. The system works by the customer triggering the final stage of
production, the assembly. As the product is assembled components are used and this in
turn triggers the component stage of production and a small amount o work-in-progress
is made ready for the next product. So the cycle goes on unit the final trigger requests
more raw material from the supplier.
If a JIT system is to work satisfactorily suppliers must deliver several times a day and do
when the raw material arrives it may go straight into the factory and be used
immediately. This means that the production lead-time (i.e. the time from raw materials
entering production to the finished goods emerging) should equal the processing time.
In many Western organization in the past it took several months to make a product from
start to finish, despite the fact that if worked on continuously it could bemade in, say,
two days. The difference in time is largely due to work-in-progress waiting to be used in
33 | P a g e

the next process. For example, Morgan cars made just nine cars a week in the mid-
1980s but each car took several months to make from start to finish.
JIT requires the following:
• The labour force must be versatile so that they can perform any job within reason to
keep production flowing as required.
• Production processes must be grouped by product line rather than by function in order
to eliminate stock movements between workstations and to speed flow.
• A simple, infallible information system. Originally the Japanese used a system based
on cards which were called kanbans. There would be a small container of components
(WIP)
• JIT is a system whose objective is to produce or procure products or components as
they are required
between each workstation with a kanban resting on top. When the container was taken
for use by the following workstation the car would be taken off and left behind. This
would act as a trigger for the previous workstation no produce another container of that
component. Nowadays computer systems are likely to be used instead of cards but the
basic simplicity of the system should not change.
34 | P a g e

Operation of just in time- low inventories requires excellence in:
• Production scheduling
• Supplier relations
• Plant maintenance
• Information system
• Quality control
• Customer relations
35 | P a g e

Types of Cost Systems:
Costing systems can vary in terms of which costs are assigned to cost objects and their
level of sophistication. Typically, cost systems are classified as follows:
1. Direct costing systems;
2. Traditional marginal and absorption costing systems;
3. Activity-based costing systems
Direct Costing: Overview
Direct costing is a specialized form of cost analysis that only uses variable costs to
make decisions. It does not consider fixed costs, which are assumed to be associated
with the time periods in which they were incurred. The direct costing concept is
extremely useful for short-term decisions, but can lead to harmful results if used for
long-term decision making, since it does not include all costs that may apply to a longer-
term decision.
In brief, direct costing is the analysis of incremental costs. Direct costs are most easily
illustrated through examples, such as:
The costs actually consumed when you manufacture a product
The incremental increase in costs when you ramp up production
The costs that disappear when you shut down a production line
The costs that disappear when you shut down an entire subsidiary
The examples show that direct costs can vary based upon the level of analysis. For
example, if you are reviewing the direct cost of a single product, the only direct cost may
be the materials used in its construction. However, if you are contemplating shutting
down an entire company, the direct costs are all costs incurred by that company –
including all of its production and administrative costs. The main point to remember is
36 | P a g e

that a direct cost is any cost that changes as the result of either a decision or a change
in volume.
Direct Costing Uses
Direct costing is of great use as an analysis tool. The following decisions all involve the
use of direct costs as inputs to decision models. They contain no allocations of
overhead, which are not only irrelevant for many short-term decisions, but which can be
difficult to explain to someone not trained in accounting.
Automation investments. A common scenario is for a company to invest in
automated production equipment in order to reduce the amount it pays to its
direct labor staff. Under direct costing, the key information to collect is the
incremental labor cost of any employees who will be terminated, as well as the
new period costs to be incurred as part of the equipment purchase, such as the
depreciation on the equipment and maintenance costs.
Cost reporting. Direct costing is very useful for controlling variable costs,
because you can create a variance analysis report that compares the actual
variable cost to what the variable cost per unit should have been. Fixed costs are
not included in this analysis, since they are associated with the period in which
they are incurred, and so are not direct costs.
Customer profitability. Some customers require a great deal of support, but also
place such large orders that a company still earns a considerable profit from the
relationship. If there are such resource-intensive situations, it makes sense to
occasionally calculate how much money the company really earns from each
customer. This analysis may reveal that the company would be better off
eliminating some of its customers, even if this results in a noticeable revenue
decline.
Internal inventory reporting. Generally accepted accounting principles and
international financial reporting standards require that a company allocate
37 | P a g e

indirect costs to its inventory asset for external reporting purposes. Overhead
allocation can require a prolonged amount of time to complete, so it is relatively
common for company controllers to avoid updating the overhead allocation
during reporting periods when there will be no external reporting. Instead, they
rely mostly on direct cost updates, and either avoid all changes to the overhead
allocation, or make an approximate guess at the correct overhead allocation
based on a proportion of direct costs, and make a more accurate adjustment
when a reporting period arrives for which the company must report financial
statements to outside parties.
Profit-volume relationship. Direct costing is useful for plotting changes in profit
levels as sales volumes change. It is relatively simple to create a direct costing
table that points out the volume levels at which additional direct costs will be
incurred, so that management can estimate the amount of profit at different levels
of corporate activity.
Outsourcing. Direct costing is useful for deciding whether to manufacture an item
in-house or maintain a capability in-house, or whether to outsource it. If the
decision involves manufacturing in-house or elsewhere, it is crucial to determine
how many staff and which machines will actually be eliminated; in many cases,
these resources are simply shifted elsewhere within the company, so there is no
net profit improvement by shifting production to a supplier.
Direct Costing Problems
Direct costing is an analysis tool, but it is only usable for certain types of analysis. In
some situations, it can provide incorrect results. This section describes the key issues
with direct costing that you should be aware of. They are:
External reporting. Direct costing is prohibited for the reporting of inventory costs
under both generally accepted accounting principles and international financial
reporting standards. This means that you cannot report the cost of inventory as
though it only includes direct costs; you must also include a proper allocation of
indirect costs. If you used direct costing for external reporting, then fewer costs
38 | P a g e

would be included in the inventory asset on the balance sheet, resulting in more
costs being charged to expense in the current period.
Increasing costs. Direct costing is sometimes targeted at whether to increase
production by a specific amount in order to accept an additional customer order.
For the purposes of this specific decision, the analyst usually assumes that the
direct cost of the decision will be the same as the historical cost. However, the
cost may actually increase. For example, if a machine is already running at 80%
of capacity and a proposed decision will increase its use to 90%, this incremental
difference may very well result in a disproportionate increase in the maintenance
cost of the machine. Thus, be aware that a specific direct costing scenario may
contain costs that are only relevant within a narrow range; outside of that range,
costs may be substantially different.
Indirect costs. Direct costing does not account for indirect costs, because it is
designed for short-term decisions where indirect costs are not expected to
change. However, all costs change over the long term, which means that a
decision that can impact a company over a long period of time should address
long-term changes in indirect costs. Consequently, if a company uses an ongoing
series of direct cost analyses to drive its pricing decisions, it may end up with an
overall pricing structure that is too low to pay for its overhead costs.
Relevant range. A direct costing analysis is usually only valid within the
constraints of the current capacity level. It requires a more sophisticated form of
direct costing analysis to account for changes in costs as sales volumes or
production volumes increase.
Direct costing is an excellent analysis tool. It is almost always used to create a model to
answer a question about what actions management should take. It is not a costing
methodology for constructing financial statements – in fact, accounting standards
specifically exclude direct costing from financial statement reporting. Thus, it does not
fill the role of a standard costing, process costing, or job costing system, which
contribute to actual changes in the accounting records. Instead, it is used to extract
pertinent information from a variety of sources and aggregate the information to assist
39 | P a g e

management with any number of tactical decisions. It is most useful for short-term
decisions, and least useful when a longer-term time frame is involved - especially in
situations where a company must generate sufficient margins to pay for a large amount
of overhead. Though useful, direct costing information is problematic in situations where
incremental costs may change significantly, or where indirect costs may be pertinent to
the decision.
Marginal and Absorption costing
Following diagram helps to recall the behavior of different cost elements.
Marginal and absorption costing
Marginal and absorption costing are two different approaches to dealing with fixed
production overheads and whether or not they are included in valuing inventory.
Marginal costing: Basic idea
The marginal cost of an item is its variable cost. The marginal production cost of
an item is the sum of its direct materials cost, direct labour cost, direct expenses
cost (if any) and variable production overhead cost. So as the volume of
production and sales increases total variable costs rise proportionately.
Fixed costs, in contrast are cost that remain unchanged in a time period,
regardless of the volume of production and sale.
40 | P a g e

Marginal production cost is the part of the cost of one unit of production service
which would be avoided if that unit were not produced, or which would increase if
one extra unit were produced.
From this we can develop the following definition of marginal costing as used in
management accounting: ‘Marginal costing is the accounting system in which
variable costs are charged to cost units and fixed costs of the period are written
off in full against the aggregate contribution’.
Note that variable costs are those which change as output changes - these are
treated under marginal costing as costs of the product. Fixed costs, in this
system, are treated as costs of the period.
Marginal costing is also the principal costing technique used in decision making.
The key reason for this is that the marginal costing approach allows
management's attention to be focused on the changes which result from the
decision under consideration.
The contribution concept
The contribution concept lies at the heart of marginal costing. Contribution can be
calculated as follows.
Contribution = Sales price - Variable costs
The idea of profit is not a particularly useful one as it depends on how many units are
sold. For this reason, the contribution concept is frequently employed by management
accountants.
Contribution gives an idea of how much 'money' there is available to 'contribute' towards
paying for the overheads of the organisation.
At varying levels of output and sales, contribution per unit is constant.
At varying levels of output and sales, profit per unit varies.
Total contribution = Contribution per unit x Sales volume.
41 | P a g e

Profit = Total contribution - Fixed overheads
Marginal costing income statement
Valuation of inventory - opening and closing inventory are valued at marginal
(variable) cost under marginal costing.
The fixed costs actually incurred are deducted from contribution earned in order
to determine the profit for the period.
Absorption costing: Basic idea
The principles of absorption costing are discussed in more detail on the
page Overheads.
Absorption costing is a method of building up a full product cost which adds direct costs
and a proportion of production overhead costs by means of one or a number of
overhead absorption rates.
42 | P a g e

Absorption costing income statement
Valuation of inventory - opening and closing inventory are valued at full
production cost under absorption costing.
Under/over-absorbed overhead - an adjustment for under or over absorption of
overheads is necessary in absorption costing income statements.
Under and Over-absorption:
A predetermined overhead absorption rate is used to smooth out seasonal fluctuations
in overhead costs, and to enable unit costs to be calculated quickly throughout the year.
'Budgeted volume' may relate to units, direct labour hours, machine hours, etc. If either
or both of the actual overhead cost or activity volume differ from budget, the use of this
rate is likely to lead to what is known as under-absorption or over-absorption of
overheads.
43 | P a g e

Predetermined overhead absorption rate = Budgeted overhead/ Budgeted volume
'Budgeted volume' may relate to units, direct labour hours, machine hours,etc. If either
or both of the actual overhead cost or activity volume differ frombudget, the use of this
rate is likely to lead to what is known as under-absorptionor over-absorption of
overheads.
Key Points:In absorption costing, fixed manufacturing overheads are absorbed into cost units.
Thus stock isvalued at absorption cost and fixed manufacturing overheads are charged
in the profit and loss account of the period in which the units are sold.
In marginal costing, fixed manufacturing overheads are not absorbed into cost units,
Stock is valued at marginal (or variable) cost and fixed manufacturing overheads are
treated as period costs and are charged in the profit and loss account of the period in
which the overheads are incurred.
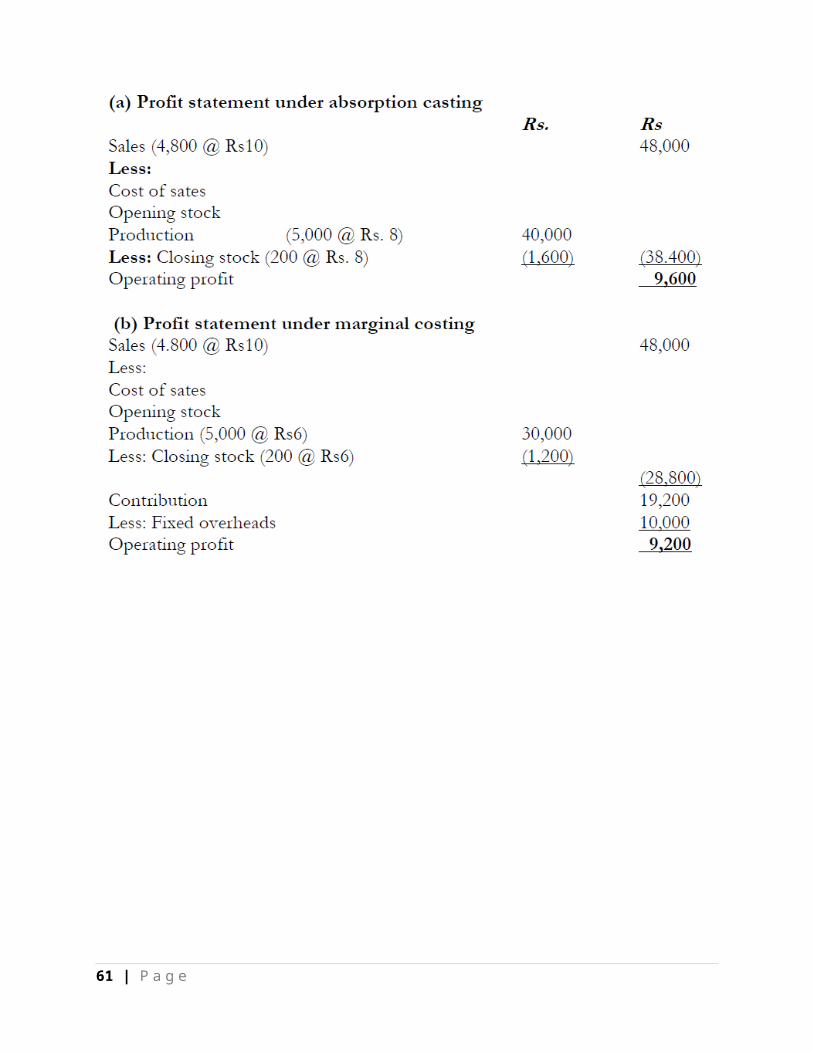
Example 1: Absorption costing vs. Marginal costingA Company produces a single product and has the following budget:
Fixed production overhead is Rs. 10,000 per month; production volume is 5,000 units
per month.
Required:1. Calculate the cost per unit to be used for stock valuation under:
(a) Absorption costing
(b) Marginal costing
44 | P a g e

2.Show the profit statement for the month if sales are 4,800 units and production is
5,000 units under:
(a) Absorption costing
(b) Marginal Costing
Solution: 1. Cost per unit:
45 | P a g e

2. Income/Profit Statement:
46 | P a g e
A comparison of Traditional & ABC Systems:
The following figure illustrates the major differences between traditional costing and
ABC systems.
1. Traditional Costing System:
2. Activity Based Costing System:
47 | P a g e

The Emergence of ABC systems:
During the 1980’s the limitations of traditional product costing systems began to be
widely publicized. These systems were designed decades ago when most companies
manufactured narrow range of products and direct labour and materials were the
dominant factory costs. Overhead costs were relatively small, and the distortions arising
from inappropriate overhead allocations were not significant. Information processing
costs were high, and it was therefore difficult to justify more sophisticated overhead
allocation methods.
Today, companies produce a wide range of products; direct labour represents only a
small fraction of total costs, and overhead costs are of considerable importance.
Simplistic overhead allocations using a declining direct labour base cannot be justified,
particularly when information processing costs are no longer a barrier to introducing
more sophisticated cost systems. Furthermore, the intense global competition of the
1980’s has made decision errors due to poor cost information more probable and more
costly.
During the 1980s a few firms in the USA and Europe implemented ABC type systems.
In a series of articles based on observations of innovative ABC type systems Cooper
48 | P a g e

and Kaplan conceptualized the ideas underpinning these systems and coined the term
ABC. These articles were first published in 1988. They generated a considerable
amount of publicity and consultants began to market and implement ABC systems
before the end of the decade. In a survey of UK companies Innes and Mitchell (1991)
reported that approximately 10 per cent of the surveyed companies had implemented,
or were in the process of implementing ABC.
Activity based costing (ABC):
An accounting method that identifies the activities that a firm performs, and then assigns
indirect costs to products. An activity based costing (ABC) system recognizes the
relationship between costs, activities and products, and through this relationship
assigns indirect costs to products less arbitrarily than traditional methods.
Indirect costs, such as management and office staff salaries are sometimes difficult to
assign to a particular product produced. For this reason, this method has found its niche
in the manufacturing.
Cost drivers and cost pools:
A cost Driver is ‘factor influencing the level of cost. Often used in the context of ABC to
denote the factor which links activity resource consumption to product outputs, for
example, the number of purchase orders would be a cost driver for procurement cost.’
Examples of cost drivers:
49 | P a g e
All of the costs associated with a particular cost driver (for example production
runs) would be grouped into cost pools.
Calculating the full production cost per unit using ABC
There are five basic steps:
Step 1: Group overheads into cost pools, according to how they are driven. This
involves gathering overheads that are caused by the same activity into one group and
is done by means of resource cost drivers.
Step 2: Identify the cost drivers for each activity (that is, what causes the activity to be
incurred).
Step 3: Calculate a cost per unit of cost driver. This is done in a similar way to the
calculation of traditional overhead absorption rates.
Cost driver rate= Total cost of activity/ Cost driver
Step 4: Absorb activity costs into production based on the usage of cost drivers – for
example, rate per production set-up multiplied by number of production set-ups. The
cost driver rate can be used to cost products, as in traditional absorption costing, but
it can also cost other cost objects such as customers or groups of customers.
50 | P a g e

Step 5: Calculate the full production cost and/ or the profit or loss.
Some questions ask for the production cost per unit and/ or the profit or lossper
unit.Other questions ask for the total production cost and/ or the total profit orloss.
Advantages and disadvantages of ABC
ABC has a number of advantages:
• It provides a more accurate cost per unit. As a result, pricing, sales strategy,
performance management and decision making should be improved.
• It provides much better insight into what drives overhead costs.
• ABC recognises that overhead costs are not all related to production and sales
volume.
• In many businesses, overhead costs are a significant proportion of total costs, and
management needs to understand the drivers of overhead costs in order to manage the
business properly. Overhead costs can be controlled by managing cost drivers.
• It can be applied to derive realistic costs in a complex business environment.
• ABC can be applied to all overhead costs, not just production overheads.
• ABC can be used just as easily in service costing as in product costing.
Disadvantages of ABC:
• It provides a more accurate cost per unit. As a result, pricing, sales strategy,
performance management and decision making should be improved.
• It provides much better insight into what drives overhead costs.
• ABC recognises that overhead costs are not all related to production and sales
volume.
51 | P a g e

• In many businesses, overhead costs are a significant proportion of total costs, and
management needs to understand the drivers of overhead costs in order to manage the
business properly. Overhead costs can be controlled by managing cost drivers.
• It can be applied to derive realistic costs in a complex business environment.
• ABC can be applied to all overhead costs, not just production overheads.
• ABC can be used just as easily in service costing as in product costing.
• ABC will be of limited benefit if the overhead costs are primarily volume related or if
the overhead is a small proportion of the overall cost.
• It is impossible to allocate all overhead costs to specific activities.
• The choice of both activities and cost drivers might be inappropriate.
• ABC can be more complex to explain to the stakeholders of the costing exercise.
• The benefits obtained from ABC might not justify the costs.
Example 1: Traditional Absorption Costing vs. Activity-Based Costing (ABC)
52 | P a g e

Answer:
53 | P a g e

Example 2: ABC Technique
54 | P a g e

F plc supplies pharmaceutical drugs to drug stores. Although the company makes a
satisfactory return, the directors are concerned that some orders are profitable and
others are not. The management has decided to investigate a new budgeting system
using activity based costing principles to ensure that all orders they accept are making a
profit.
Each customer order is charged as follows. Customers are charged the list price of the
drugs ordered plus a charge for selling and distribution costs (overheads). A profit
margin is also added, but that does not form part of this analysis.
Currently F plc uses a simple absorption rate to absorb these overheads. The rate is
calculated based on the budgeted annual selling and distribution costs and the
budgeted annual total list price of the drugs ordered.
An analysis of customers has revealed that many customers place frequent small
orders with each order requesting a variety of drugs. The management of F plc has
examined more carefully the nature of its selling and distribution costs, and the following
data have been prepared for the budget for next year:
Total list price of drugs supplied £8m
Number of customer orders 8,000
Selling and Distribution Costs
£000 Cost driver
Invoice processing 280 See Note 2
Packing 220 Size of package – see Note 3
Delivery 180 Number of deliveries – see Note 4
Other overheads 200 Number of orders
Total overheads 880
55 | P a g e

Notes:
1. Each order will be shipped in one package and will result in one delivery to the
customer and one invoice (an order never results in more than one delivery).
2. Each invoice has a different line for each drug ordered. There are 28,000 invoice
lines each year. It is estimated that 25% of invoice processing costs are related to the
number of invoices, and 75% are related to the number of invoice lines.
3. Packing costs are £32 for a large package, and £25 for a small package.
4. The delivery vehicles are always filled to capacity for each journey. The delivery
vehicles can carry either 6 large packages or 12 small packages (or appropriate
combinations of large and small packages). It is estimated that there will be 1,000
delivery journeys each year, and the total delivery mileage that is specific to particular
customers is estimated at 350,000 miles each year. £40,000 of delivery costs are
related to loading the delivery vehicles and the remainder of these costs are related to
specific delivery distance to customers.
The management has asked for two typical orders to be costed using next year’s
budget data, using the current method, and the proposed activity-based costing
approach. Details of two typical orders are shown below:
Order A Order B
Lines on invoice 2 8
Package size small Large
Specific delivery distance
8 miles 40 miles
List price of drugs supplied
£1,200 £900
56 | P a g e

Required:
(a) Calculate the charge for selling and distribution overheads for Order A and Order B
using:
(i) The current system; and
(ii) The activity-based costing approach.
(b) Write a report to the management of F plc in which you
(i) Assess the strengths and weaknesses of the proposed activity-based costing
approach for F plc; and
(ii) Recommend actions that the management of F plc might consider in the light of the
data produced using the activity-based-costing approach.
57 | P a g e
Answer:
58 | P a g e

(b) Report to the Management of F plc on the Implications of Implementing an Activity-Based
Costing Approach.
From XYZ,
Date xxx
This report covers two issues: (i) an assessment of the strengths and weaknesses of
the proposed activity-based costing approach, and (ii) recommendations for action the
Management of F plc might take.
(i) All budgeting systems have strengths and weaknesses, and these are in part related
to the specific circumstances of the company. For F the following are relevant.
Strengths include:
• Better understanding of the cost structure and what is driving costs.
• Ability to set prices that relate to the actual resources consumed, which should result
in few or no loss-making orders being accepted.
• Highlights where costs are being incurred which should lead to action to reduce
activities that have high costs.
• Prices could be defended if challenged by customers.
• Out-sourcing decisions can be analysed more easily.
Weaknesses might include:
• The costs may exceed benefits.
• The activity data is still very aggregated and may not be detailed enough to reveal
important cost behaviour, for example the high cost of the longest distance category
might be distorted by some very long deliveries.
• There are still arbitrary elements in the ABC system, particularly other overhead costs
which means care must be taken with the data.
59 | P a g e

(ii) The following recommendations could be made to the directors of F plc.
The present policy is cost based. This approach is simple and relatively cheap to
operate.
However, such a policy is unlikely to be optimal, and will only be viable where the
company able to sell all its output. Thus, assuming that price is not closely linked to
demand, a pricing policy that does no more than simply recover overheads and produce
a profit may be deemed satisfactory. In this case, although the current charge for
overheads is simple and cheap to calculate, it does not reflect the actual costs incurred
by each order.
The new activity-based costing (ABC) system produces a measure of cost that better
reflects the resources that have been used. This new ABC system produces very
different costs to the previous system. However, the new costing system used, although
a very simple version of ABC, is probably too complex for a pricing system.
As the first step in a review it would be instructive to check whether some orders are
actually losing money. The activity-based cost analysis indicates that orders with many
different products and those delivered over a long distance are expensive, in
comparison with orders for a larger volume of few products with shorter delivery
distances.
F will need to develop a pricing structure that would enable some of the key cost drivers
to be reflected in the prices charged, and to let customers know the charge in advance.
Another possible strategy would be to stop accepting long distance orders by imposing
a distance limit. It might be possible to out-source long distance deliveries, possibly
along with a high charge for the long distance band in the charging table, as mentioned
above.
The costs based on the number of items on the invoice become very high when multiple
products are ordered. This needs careful review. Would better systems using newer
technology reduce these invoice costs – this is highly likely.
60 | P a g e
Example 3:
61 | P a g e

62 | P a g e

63 | P a g e

64 | P a g e