Malima Isabelle Wolf, Marcello Colledani, Stanley B. Gershwin,...
22
IEEE Proof Web Version IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING 1 A Network Flow Model for the Performance Evaluation and Design of Material Separation Systems For Recycling Malima Isabelle Wolf, Marcello Colledani, Stanley B. Gershwin, Fellow, IEEE, and Timothy G. Gutowski Abstract—Interest in recycling has surged due to increasing material costs, environmental concerns over material production and disposal, and laws designed to improve material recycling rates. In response, recycling systems are becoming more complex as increasing material recovery is required from products with complicated material mixtures such as waste electrical and elec- tronic equipment (WEEE) and ELVs. To increase performance and process complex material mixtures, separation systems are typically organized as highly integrated multistage systems. How- ever, the problem of estimating the performance and designing multistage separation systems has rarely been tackled from a systems engineering perspective, resulting in poor integration and suboptimal configuration of industrial multistage separation sys- tems. This paper presents a new approach to modeling, analyzing, and designing multistage separation systems to meet specified performance goals in terms of recovery/grade. Results can be used to generate maps of optimal system configurations for different requirements. The industrial benefits are illustrated by a real case study. Note to Practitioners—Systems constructed from a combination of automated separation processes can target multiple desirable materials, refining them to specified levels of purity and recovery. The performance properties achieved by these separation systems affect the profitability and environmental benefit of material recy- cling. Current separation system modeling and optimization tech- niques are inadequate for capturing the behavior of separation sys- tems for recycling, particularly systems processing multiple mate- rials. The model presented in this paper addresses this issue by proposing a multimaterial process performance model that can capture the behavior of any type of separation process handling any material mixture. These separation parameters, captured from literature, physical modeling, or experimentation, are used, along with configuration data, to produce mass balance equations de- scribing the flow of each material within the system. One limita- tion of this model is that it assumes fixed stage performance. Other types of processes used in real material recycling systems, such as comminution, are addressed preliminarily in this paper, but fur- ther stage modeling will be necessary to combine these types of stages with separation systems in future models. Manuscript received September 21, 2011; revised February 07, 2012; ac- cepted March 30, 2012. This paper was recommended for publication by As- sociate Editor XXXXXXX and Editor XXXXXXX upon evaluation of the re- viewers’ comments. This was supported in part by Progetto Rocca, supporting collaborations between Politecnico di Milano, Milan, Italy, and Massachusetts Institute of Technology, Cambridge, MA. M. I. Wolf, S. B. Gershwin, and T. G. Gutowski are with the Department of Mechanical Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 USA (e-mail: [email protected]). M. Colledani is with the Mechanical Department, Politecnico di Milano, Milan 02139, Italy (e-mail: [email protected]). Color versions of one or more of the figures in this paper are available online at http://ieeexplore.ieee.org. Digital Object Identifier 10.1109/TASE.2012.2203594 Index Terms—Automation, optimization, recycling, separation. I. INTRODUCTION I NTEREST in recycling has surged in recent years due to increasing primary material costs, environmental concerns over material production and disposal, and laws in many coun- tries designed to improve material recycling rates, such as Di- rective 2002/96/EC on waste electrical and electronic equip- ment (WEEE) [1] from the European Union and California’s Electronic Waste Recycling Act (SB 20, 2003, Sher, and SB 50, 2004, Sher) [2]. As high value multicomponent wastes and end-of-life products, such as WEEE, end-of-life vehicles, and comingled municipal recycling streams are targeted for recy- cling, complex multistage recycling systems must be developed to maximize output material value. The role of automated mechanical separation processes in material recycling systems is increasing for a variety of rea- sons, including cost reduction, as in the case of single stream curbside recycling [3], or to separate mixtures that are hard to identify visually, such as ground plastics [4]. The design of automated systems is a critical task due to the high volatility of recovered material prices, the variability in the input mate- rial composition, and the increasing pressure towards efficiency. Moreover, high investments and long payback times call for efficient management of their evolution over time. In spite of consistent research efforts dedicated to the analysis of different comminution and separation technologies, the design of multi- stage recycling systems and the estimation of their performance have been rarely tackled from a systems engineering perspec- tive. This paper highlights issues in material recycling systems that motivate the foundation of a new recycling system engi- neering discipline to support the effective design of such com- plex systems. A. Literature Review The available literature on recycling systems and technology can largely be grouped into two categories. The first group of research is devoted to problems related to the analysis and mod- eling of different recycling technologies, often treated from a mineral processing perspective. These works develop physical models of the comminution and separation processes that com- pose a recycling plant, in order to enable the prediction of the single stage performance as a function of the process parame- ters. For a review on existing models of common mechanical separation technologies in recycling systems see [5] and [6]. 1545-5955/$31.00 © 2012 IEEE
Transcript of Malima Isabelle Wolf, Marcello Colledani, Stanley B. Gershwin,...

IEEE
Pro
of
Web
Ver
sion
IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING 1
A Network Flow Model for the PerformanceEvaluation and Design of MaterialSeparation Systems For Recycling
Malima Isabelle Wolf, Marcello Colledani, Stanley B. Gershwin, Fellow, IEEE, and Timothy G. Gutowski
Abstract—Interest in recycling has surged due to increasingmaterial costs, environmental concerns over material productionand disposal, and laws designed to improve material recyclingrates. In response, recycling systems are becoming more complexas increasing material recovery is required from products withcomplicated material mixtures such as waste electrical and elec-tronic equipment (WEEE) and ELVs. To increase performanceand process complex material mixtures, separation systems aretypically organized as highly integrated multistage systems. How-ever, the problem of estimating the performance and designingmultistage separation systems has rarely been tackled from asystems engineering perspective, resulting in poor integration andsuboptimal configuration of industrial multistage separation sys-tems. This paper presents a new approach to modeling, analyzing,and designing multistage separation systems to meet specifiedperformance goals in terms of recovery/grade. Results can be usedto generate maps of optimal system configurations for differentrequirements. The industrial benefits are illustrated by a real casestudy.
Note to Practitioners—Systems constructed from a combinationof automated separation processes can target multiple desirablematerials, refining them to specified levels of purity and recovery.The performance properties achieved by these separation systemsaffect the profitability and environmental benefit of material recy-cling. Current separation system modeling and optimization tech-niques are inadequate for capturing the behavior of separation sys-tems for recycling, particularly systems processing multiple mate-rials. The model presented in this paper addresses this issue byproposing a multimaterial process performance model that cancapture the behavior of any type of separation process handlingany material mixture. These separation parameters, captured fromliterature, physical modeling, or experimentation, are used, alongwith configuration data, to produce mass balance equations de-scribing the flow of each material within the system. One limita-tion of this model is that it assumes fixed stage performance. Othertypes of processes used in real material recycling systems, such ascomminution, are addressed preliminarily in this paper, but fur-ther stage modeling will be necessary to combine these types ofstages with separation systems in future models.
Manuscript received September 21, 2011; revised February 07, 2012; ac-cepted March 30, 2012. This paper was recommended for publication by As-sociate Editor XXXXXXX and Editor XXXXXXX upon evaluation of the re-viewers’ comments. This was supported in part by Progetto Rocca, supportingcollaborations between Politecnico di Milano, Milan, Italy, and MassachusettsInstitute of Technology, Cambridge, MA.
M. I. Wolf, S. B. Gershwin, and T. G. Gutowski are with the Department ofMechanical Engineering, Massachusetts Institute of Technology, Cambridge,MA 02139 USA (e-mail: [email protected]).
M. Colledani is with the Mechanical Department, Politecnico di Milano,Milan 02139, Italy (e-mail: [email protected]).
Color versions of one or more of the figures in this paper are available onlineat http://ieeexplore.ieee.org.
Digital Object Identifier 10.1109/TASE.2012.2203594
Index Terms—Automation, optimization, recycling, separation.
I. INTRODUCTION
I NTEREST in recycling has surged in recent years due toincreasing primary material costs, environmental concerns
over material production and disposal, and laws in many coun-tries designed to improve material recycling rates, such as Di-rective 2002/96/EC on waste electrical and electronic equip-ment (WEEE) [1] from the European Union and California’sElectronic Waste Recycling Act (SB 20, 2003, Sher, and SB50, 2004, Sher) [2]. As high value multicomponent wastes andend-of-life products, such as WEEE, end-of-life vehicles, andcomingled municipal recycling streams are targeted for recy-cling, complex multistage recycling systems must be developedto maximize output material value.
The role of automated mechanical separation processes inmaterial recycling systems is increasing for a variety of rea-sons, including cost reduction, as in the case of single streamcurbside recycling [3], or to separate mixtures that are hardto identify visually, such as ground plastics [4]. The design ofautomated systems is a critical task due to the high volatilityof recovered material prices, the variability in the input mate-rial composition, and the increasing pressure towards efficiency.Moreover, high investments and long payback times call forefficient management of their evolution over time. In spite ofconsistent research efforts dedicated to the analysis of differentcomminution and separation technologies, the design of multi-stage recycling systems and the estimation of their performancehave been rarely tackled from a systems engineering perspec-tive. This paper highlights issues in material recycling systemsthat motivate the foundation of a new recycling system engi-neering discipline to support the effective design of such com-plex systems.
A. Literature Review
The available literature on recycling systems and technologycan largely be grouped into two categories. The first group ofresearch is devoted to problems related to the analysis and mod-eling of different recycling technologies, often treated from amineral processing perspective. These works develop physicalmodels of the comminution and separation processes that com-pose a recycling plant, in order to enable the prediction of thesingle stage performance as a function of the process parame-ters. For a review on existing models of common mechanicalseparation technologies in recycling systems see [5] and [6].
1545-5955/$31.00 © 2012 IEEE

IEEE
Pro
of
Web
Ver
sion
2 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
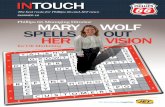
Fig. 1. Representation of a recycling system, including separation, comminution, and mixing stages.
The second set of models analyze the performance of re-cycling systems from a variety of perspectives. Many inves-tigate the economic feasibility and profitability of recycling.These works include the development of models of the recy-cling process-chain for assessing the impact of different sepa-ration technologies on the overall profitability of the recyclingplant [7], for process planning purposes [8], and for modelingthe impact of product design on the recycling efficiency [9].Input–output modeling techniques have long been applied to as-sess the environmental impact of industries and economies, in-cluding the effects on industrial material flow due to recycling(for a review, see [10]), and recently input–output modeling hasbeen used to model the environmental outputs in manufacturingat a process level [11]. Very detailed separation process andsystem modeling, that can include particle classifications suchas size and liberation, is at the core of some models [12], [13].
Analytical multistage recycling systems models have beendeveloped for homogeneous systems involving multiple iden-tical stages using the same technology. Among these methods,Linear Circuit Analysis has been proposed to compare the per-formance of systems of multiple identical magnetic separationstages to a single stage [14]. Many analytical models have beendeveloped to analyze mineral processing systems of similarfroth flotation stages. A large body of work has been devotedto optimizing designs of multistage flotation circuits [15]–[18].More recently, mathematical models have been proposed foranalyzing separation systems of identical stages with internallyrecirculating streams, that may be applicable to different typesof technologies. The model proposed by Albino produces ana-lytical results for these types of systems [19]. As noted, existingmodels are not directly applicable to modern recycling systemswhere multiple materials are typically processed using multipledifferent process types. Indeed, many past analytical modelshave focused on binary material systems with identical stages.Other recycling models require detailed separation processperformance data that is difficult to characterize or collect [12],[13], and must be reassessed for each configuration. Very fewof these models have penetrated into the recycling industry.Instead, the most common modeling tactic used in practiceis numerical calculation through flow sheets. Flow sheets de-scriptively follow the flow of materials through the separationprocesses, but basic flow sheets can also be used for predictivemodeling when process models are added. Flow sheets arelimited to analyzing configurations without recirculating flows,as the output of each step must be calculated sequentially.
B. Objective of this Paper
In spite of the worldwide relevance of the recycling problem,the high volatility of the price of recycled materials, the vari-
ability in the input material compositions and quantities, thecomplexity and long pay back times of recycling systems,there is a lack of scientific methods supporting the efficientdesign of recycling systems. The objective of this paper is tomove towards the development of a new “Recycling SystemsEngineering” discipline to drive the performance evaluationand the effective design of recycling systems. This paperdevelops methods to address typical design challenges, suchas the number of processing steps needed to attain desiredgrade or whether to reintroduce tailings into the system. Thispaper proposes a simple model to evaluate the performance ofrecycling systems, able to include different technologies anddifferent material flow patterns including mixture recircula-tion. The recycling system model is kept simple to investigatethe robustness of the optimal configuration under variationof recovery/grade requirements and to derive insights on thebehavior of such complex systems. The numerical results andthe real case study discussed in the last sections of this papershow that great benefits could be achieved for recycling systemmanagers by following a system level analysis. This paperpaves the way to the development of new system engineeringapproaches to support the efficient design of high performanceand flexible recycling systems.
II. FEATURES OF MATERIAL SEPARATION SYSTEMS
Multistage material separation systems for recycling incor-porate a variety of stages to capture desirable materials. An ex-ample system is represented in Fig. 1. Depending on applica-tion, these systems may have one or a few stages, or more than adozen, for example, in the case of the curbside recycling systemoperated by Casella, Charlestown, MA [20]. In these semiau-tomatic systems different stages are integrated including com-minution, separation, splitting, and mixing stages. Such stagesare typically connected by conveyor belts. Input materials arefed into the system, usually at a single inlet, and output flowsthat meet a required grade of desirable materials to be sold to themarket are collected. Recovery is the fraction of the incomingmass of target materials transformed into valuable homogenoussecondary materials in the output flows. Grade is the concentra-tion of target materials in the output flows of interest.
A. System Components
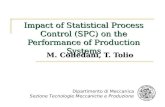
a) Comminution Stages: Size reduction or comminutionstages, as depicted in Fig. 2, break large particles intosmall particles that are, down to a certain minimal size,easier to separate with mechanical techniques and in-crease the fraction of liberated (materially homogeneous)particles in the product stream. Typical size reductionstages such as hammermills, granulators, and shearing

IEEE
Pro
of
Web
Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 3
Fig. 2. Schematic views of system components. (a) Comminution. (b) Separa-tion stage.
cutters reduce input particles using a variety of physicalmechanisms.
b) Separation stages: The goal of separation stages, as de-picted in Fig. 2, is to separate a mixed input stream intotwo or more output streams with improved material con-centrations. In the recycling industry, a variety of dif-ferent separation technologies are used to classify mate-rials on the basis of their physical properties, including:particle size and shape, magnetic susceptibility, electricconductivity, density, color, brightness, transparency, andothers. Under ideal conditions, the inspection will be per-fectly accurate and the material flow will be correctlyclassified. Realistically, random disturbances, variabili-ties in particle properties, and other such effects cause par-ticles to be incorrectly diverted, reducing performance. Asystem may include multiple separation stages to exploitdifferent properties to separate different materials or re-peat the same process to increase the recovery or grade ofa single desirable material.
c) Mixers: Mixers merge two or more incoming materialflows into an output mixture with material concentrationsreflecting the blending of the input concentrations. Mixerscan be used to incorporate recirculating streams into up-stream stages or to merge incoming flows with similarcharacteristics to increase the flow rate.
d) Splitters: Splitters separate one incoming flow of mate-rials into two or more output flows. They do not impacton the concentration of materials in the output streams.Splitters may be used to extract samples for processingand inspection for quality control purposes or to obtainparallel flows of materials at reduced flow rates that canbe more accurately separated by downstream parallel sep-aration stages.
III. NETWORK PERFORMANCE EVALUATION MODEL
An aggregated high-level model is proposed to support theperformance evaluation and design of multistage recycling sys-tems. It considers conservation of flow equations of the bulkflows for each type of material in the system and statistics of the
separation efficiency in the same framework. This model treatsmany different separation technologies in a unified model andis applicable for the preliminary design of large multistage sys-tems. It also supports the analysis of system reconfiguration op-tions that allow the system to adapt to changes in the incomingmixture composition or in the required performance levels.
A. Modeling Assumptions and System Topology
The recycling system is modeled as a directed continuousflow network of stages in the set , with , in-cluding separation, comminution, mixing, and splitting stages.Stage is in the subset if it is a separation stage, in thesubset if it is a comminution stage, in the subset if itis a mixing stage or in the subset if it is a splitting stage.There are also input and output stages. Input stages in the setare those stages where incoming material flows are fed into thesystem. Output stages in the set are those stages where outputmaterial flows are collected. The topology of the system is de-scribed by the set of its directed connections from stage tostage . More formally
(1)
The total number of material types that cross the system is. Each stage sees an incoming flow rate for the different ma-
terials that is a vector of elements, . De-pending on its characteristics, each stage may change the ele-ments of this vector, thus modifying the mixture concentrationsand routings. Processing times and traveling times of the mix-ture in the system are neglected.
B. Main System Performance Measures
The objective of the proposed method is to estimate the Re-covery and Grade of each material that can be valu-ably recycled in the output stages in . They are vectors whoseelements are defined as
(2)where is the subset of materials that are target materialsof the particular output stream, often those materials that havehighest value on the market.
C. Stage Models
Individual stage models are used to calculate the stage’s ef-fects on mass flows.
a) Comminution: These stages reduce the size of large, fre-quently unliberated, multiple or single material particlesinto smaller, highly liberated particles. From the view ofmaterial flow conservation, stages in do not have anyimpact on the incoming flow rate vector . Thus, theoutput flow rate vector from comminution stages is simply
.b) Mixing: These stages merge and mix multiple incoming
material flows into a unique output flow. From the pointof view of the material flow rate, the following equationcan be written for these stages:
(3)

IEEE
Pro
of
Web
Ver
sion
4 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
c) Splitting: These stages split an incoming material flowinto output flows without modifying the material con-centrations. To each output flow a fraction of theincoming flow is directed. is the vector whose el-ements are the fractions that sum up to unity. Fromthe point of view of the material flow rate, the followingequation can be written for all splitting stages:
(4)
where the vector is a column vector of elements,having all elements equal to zero except the element inposition that assumes value 1.
d) Separation: A separation stage splits an incoming mate-rial flow into output flows and applies processes thatchange the material concentrations of the output flows.The splitting fractions are not known a priori but strictlydepend on the parameters of the separation stage resultingin a separation efficiency. The input parameter for thisstage is a matrix of size whose elementsare the fractions of material sent to the output flow .More formally
(5)
Ideally, separation would completely isolate one specificmaterial or class of materials in one output stream, and allother materials in the other. For example, for an eddy cur-rent separation the ideal goal would be to perfectly sepa-rate nonferrous metals from nonmetals in the two outputflows. In this case, ideally, the matrix should have thevalue of 1 in the first column for nonferrous metals andin the second column for nonmetals, while having zeroelements elsewhere. However, due to random impacts be-tween particles, external disturbances to the process andunliberated particles in the mixture, contamination of theoutput flows is observed and the matrix is a perturbationof the ideal separation matrix. The impact of liberation isan issue that has justifiably received attention in the studyof separation systems. Methods have been developed toevaluate the effects of unliberated particles on separationefficiency by combining the partition curves of liberatedfractions. Other authors have suggested calculating sepa-rate separation parameters for multiple categories of par-ticle size and liberation within individual materials [12],[13]. Here, instead we posit separation parameters basedsolely on material. Consequently, separation parametersmeasured for a process are specific to a given mixture andset of process parameters. Differences in liberation, feedrate, process settings, and other factors can result in differ-ences in separation parameters collected in the matrix .For more details on the properties of the separation param-eters see [21]. A similarity between the separation matrixand the accuracy of an unreliable inspection processes inmanufacturing was also proposed by [22]. The parametersof the matrix can be obtain by experimental analysis ofdifferent processes [23], or as a result of process simula-tions performed by using physical process models.
Having as input of our system level analysis, the flow ratesin output from the separation process can be calculated by usingthe following equation:
(6)
where is a matrix having all zero elements, exceptthe elements in the principal diagonal, that are the equal to theelements of the vector .
D. Performance Evaluation
1) Generalized Mass Balance Equations: Input material flowrates, process separation transformation matrices, and networkconfiguration data can be combined to form a system of linearequations that express the mass flow-rate balance for each node
in .
(7)
This set of equations can be solved to find all thematerial flows within the system, including the output stagesin . This combination of elements can be compared toinput–output analysis techniques for manufacturing processes[11], as it uses linear transformations to route input materialsfrom process to process as determined by configuration andseparation performance data. However, the focus on materialrouting combined with mass balance requirements create aspecial case of input–output analysis not previously applied tomaterial recycling.
Certain configuration conditions are required to create asystem of equations that has a defined solution. These re-strictions correspond to physical properties of the system thatconstrain the set of possible connections in the set . Onerequirement is that each separation process in the systemmust be on a directional path that starts at an external inputand ends at a system output, that is, the system must be fullyconnected. Another requirement is that no separation processis self-feeding, that is, the output of a process cannot be fed di-rectly into its own input. These rules reflect physically realisticsystems under our assumptions with mathematically solvablesystems of equations.
E. Network Design Problems
Based on this performance evaluation method, three opti-mization problems of interest while designing multistage recy-cling systems have been formulated and solved. The decisionvariables are the elements of , which represent the connec-tions between the system stages.
a) Problems I and II—Output Recovery or Grade Maximiza-tion: In the recycling business, the recovered materials canbe sold at different prices depending on their grade. Thustwo problems are relevant; the maximization of recoverygiven a certain minimal grade requirement (Pb. I) and themaximization of the output grade, given a certain minimal

IEEE
Pro
of
Web
Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 5
recovery requirement (Pb. II). This results in the followingmathematical formulations:
Problem I
(8)
Problem II
(9)
b) Problem III—Total Mass Flow Minimization: The lastproblem involves both grade and recovery requirementsand minimizes the total material flow in the system.In this case the designer looks at minimizing the totalprocessed material, since it is a rough indicator of theamount of energy required for the separation process.The mathematical formulation for the third problem isreported in the following:
Problem III
(10)
IV. NUMERICAL RESULTS
The ability to analytically derive the performance of a sepa-ration system provides the opportunity to analyze the effective-ness of a system configuration without access to the real thing.Here we use the developed model to investigate the propertiesof multistage recycling systems with possible materials repro-cessing and to show how system design challenges can be ad-dressed by using the proposed approach. To this purpose, thetest systems are simple, yet still include the relevant features ofreal-life recycling systems. Using realistic process performancedata and input material mixtures, the systems of linear equationscreated using the methods discussed above can be solved to es-timate the material flow in realistic separation systems. Thesemodeled flows can be used to calculate measures of system per-formance, such as grade and recovery, as defined in (2), or totalmass flow.
A. System Design Results
In this section, basic design problems are approached usingcomplete enumeration of feasible configurations. These con-figurations are evaluated to find the material flow within thesystem, and the value of the key performance metric (or met-rics) is calculated, identifying the system configuration best sat-isfying the optimization problem. The advantage of this tech-nique is that, in many cases, the large number of possible con-figurations makes it difficult to manually exhaustively identifyand compare all the possible configurations.
1) Optimal Configuration for Different Number of ProcessStages: One common design problem is arranging a set of ex-isting machines to their best advantage, optimizing the perfor-mance of the system using the available resources. In the fol-lowing example, we consider the simplest cases, separation sys-tems consisting of identical stages, processing two materialsinto two output collection stages. The system processes two ma-terials, the target material, which will be designated as material1, and the nontarget material, designated as material 2. The sep-aration stages each have two output streams. Thus, the separa-tion matrix representing the stages will have two rows, repre-senting the two materials, and two columns, representing thetwo output flows of each stage. Here, for both separation pro-cesses, we assume
(11)
The system is assumed to be processing a single unit flow ofinput material mixture, consisting of a 50–50 mix of the twomaterials, which can be expressed as
(12)
As physically required, it is assumed that fcthis input stream isconnected to one of the two separation stages. The two outputstages are named as and , with the intention that stage
serves as the output collection point for the target mate-rial, material 1, and that stage serves as the output collec-tion point for the nontarget material, material 2. Thus, in thissystem, set consists of one input stage, simply denoted asinput, set consists of two identical separation stages, and set
includes and . Expressed more technically, the goalof this analysis is to enumerate and evaluate the performance ofeach physically possible set of directed connections acrossthe set of all stages including the one input in , the two iden-tical separation stages in , and the two output collection stagesin .
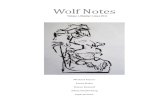
Fig. 4 shows the performance results of enumerating all con-figurations of the two identical stages constrained by the limi-tations set out in (1) and the physical limitations described inSection III-D. The configurations are evaluated using the met-rics of recovery and grade for the target material, material 1, ascollected in the target output stream, , denoted and
.The 16 systems have a wide range of performance in terms of
recovery and grade. Two design problems can be investigatedusing this performance data, grade-constrained problem I andrecovery-constrained problem II, described in Section III-E.Investigating this graph, it is clear that there isn’t one superiorsystem. For example, in problem I, different systems would beselected under different grade requirements. System (a) has theoverall highest recovery, but if the grade requirement is 0.9,then system (c) is the system with best recovery that meets thatrequirement. A similar situation unfolds when investigatingProblem II. Overall, there are three system configurations,(a), (b), and (c), that collectively perform better than the othersystem configurations, but present tradeoffs between each other

IEEE
Pro
of
Web
Ver
sion
6 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
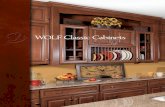
in terms of recovery and grade. The structure form of thesethree systems is shown in Fig. 4.
While these configurations make sense on inspection, notall logical configurations perform as well. Systems (b) and (c)feature reentrant loops into the system from the downstreamstages. Material reprocessing of primary outputs typicallyimproves grade of the output material but lowers recovery,while reprocessing of secondary outputs lowers the gradebut increases recovery. As will be shown later, both types ofreprocessing can increase total system mass flow rate.
Increasing the number of stages increases the number of pos-sible configurations. Increasing the number of stages in tothree yields over 300 possible permutations of . Fig. 5 showsthe performance of these configurations. Again, there is a widerange of performance within these systems. As in the case ofsystems with two identical stages, there is a range of systemsthat are solutions of the optimization Problems I and II underdifferent restrictions.
These results lead to a relevant observation on the design ofrecycling systems. The recycling industry continuously faceshigh variability of the incoming material composition but alsohigh variability in desired output grade based on the secondarymaterial prices. The grade requirement is not constant over time,but evolves with the market. The system layout should be mod-ified to operate at the best operating point. However, modifyingmaterial flow in the system is challenging since industrial re-cycling systems have not been thought to be flexible and mod-ular by design. According to our results this is a strong limita-tion consistently affecting the system performance. Therefore,modern recycling systems should be designed to consider flex-ibility and modularity in the material transportation system andin the machine connections in order to effectively adapt to fre-quent market conditions changes.
The proposed approach offers the recycling system designera complete map of optimal system configurations/reconfigura-tions to be implemented for specific material performance re-quirements. The method highlights the importance of advancedmodular recycling systems, where material flows can be redi-rected in response to requirement changes.
2) Impact of Number of Stages on System Performance:While is an optimal system configuration for any given gradeor recovery requirement, there are many nonoptimal systemsthat can meet that basic performance requirement. Given a con-dition on grade as would be specified by Problem I, the numberof system configurations that could meet a given requirementincreases with the number of stages in play, as does the range ofrecovery across those configurations. Fig. 6 shows this recoveryperformance variation under a grade requirement of 0.85 forsystems of 1, 2, 3, and 4 stages.
Referring to Fig. 6, the largest step improvement in the systemrecovery is given when shifting from one to two stages ( 9%recovery), with decreasing improvement from additional stages.The difference between the optimal and the worst configurationincreases with the number of stages, [18%, 92%, 93%]. Thus,the risk of selecting underperforming systems increases with thenumber of stages. A lower number of separation stages correctlyconfigured perform better then a higher number of stages poorlyconnected.
Fig. 3. Separation performance for the sixteen possible configurations of twoidentical separation steps with� as given in (11) and� as given in (12),given as recovery and grade for the target material in the target output stream.
Fig. 4. Configurations of two identical steps with superior performance.(a) � � �����, � � �����. (b) � � �����, � � �����.(c) � � �����, � � �����.
3) Optimal Configuration Under Variation of the Grade Re-quirement, for Increasing Number of Stages: The precedingsections discuss the optimal system configurations for systemsof two and three stages of identical stages under given stage per-formance and input material conditions. In both cases, there wasno one optimal separation configuration, but instead an enve-lope of optimal processes that present grade and recovery trade-offs. The curve was shown for systems of two identical stagesin Fig. 3, under the stage performance defined in (11) and inputmaterial mixture defined in (12). Fig. 7 places this curve, alongwith those for systems of three or four identical stages under thesame conditions. The separation performance of a single step isgiven as a reference.
As shown, increasing the number of separation stages pushesthe optimal performance curve closer to the ideal goal of a per-fect overall separation, where and would both equal1. However, the addition of stages has diminishing performancereturns. Achieving a perfect separation would ideally require aninfinite number of stages.

IEEE
Pro
of
Web
Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 7
Fig. 5. Separation performance for the 302 possible configurations of threeidentical separation steps with� as given in (11) and� as given in (12),given as recovery and grade. (From Wolf [24].)
Fig. 6. Range of recovery for systems of 1, 2, 3, and 4 identical separationstages with� as given in (11) and� as given in (12) meeting the outputconcentration requirement of 0.85.
4) System With Minimal Energy for Given Grade/RecoveryRequirements: The final example addresses design ProblemIII, as defined in Section III-E, which focuses on total pro-cessed mass flow within a system under grade and recoveryrequirements. Total processed material is a rough indicatorof the amount of energy required for the separation process,the required capacity of the equipment, and other cost relatedfactors. As with Problems I and II, complete enumeration canbe used to find systems meeting a given grade andrecovery requirement, which are then compared to findthe system with the lowest total mass flow, , calculated as
(13)
In this example, all systems with 1, 2, 3, or 4 identical stageswith performance as given in (11), input mixture as given in
Fig. 7. Envelope of optimal system configurations for systems of 1, 2, 3, and 4identical separation stages with� as given in (11) and� as given in (12).(From Wolf [24].)
Fig. 8. Graph of lowest total system mass flow rate able to achieve the givengrade and recovery requirements using 1, 2, 3, or 4 stages with � as given in(11) and� as given in (12).
(12), and two system outputs are considered. Fig. 8 shows thelowest total mass flow among all these system configurationsmeeting the grade and recovery requirement. Solid colored sur-faces represent areas where the lowest possible mass flow rateto meet the grade and recovery requirement are relatively sim-ilar. In some cases, a solid area may represent a single systemthat has the lowest mass flow for a range of performance points.Shaded areas are simply to help visualize the connections be-tween solid surfaces.
As shown in the lowest corner of the graph, a single separa-tion stage, with a total mass flow rate of 1, satisfies any set ofrequirements with and . As grade andrecovery requirements increase, minimum total mass flow ratemonotonically increases. The highest included is just above 3.5

IEEE
Pro
of
Web
Ver
sion
8 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
total. While this number may seem high, poorly designed con-figurations of four stages may have a total mass flow rate of 15or higher. In addition, note that the surface of the graph doesnot reach to the upper extents of the figure, where performanceexceeds that of the envelope of optimal processes for systems offour stages, as shown in Fig. 7.
5) System Design Results Summary: The numerical resultsgiven demonstrate how the separation system evaluation tech-niques developed here can be used to select system designs outof the multitude of configuration options. Even with identicalstages, there are thousands of configurations of systems withfour separation stages. Investigating these configurations wouldbe prohibitively difficult without a technique allowing for auto-matic generation and evaluation of system mass flow equations.System performance metrics can be calculated from these massflows, allowing for the quick comparison of system configura-tions. Different metrics can be applied to solve the different de-sign problems, as outlined in Section III-E.
V. CASE STUDY
Plastics separation is one of the most challenging areas ofrecycling. Many species of plastic are incompatible with eachother, for example, polyvinyl chloride (PVC) and polyethyleneterephthalate (PET) are difficult to separate because of their sim-ilar densities and mutually incompatible because of their dif-ferent processing temperatures [25]. Current best practices sep-aration of mixed plastics requires sense and sort technologies,which use sensors, such as metal detectors, X-ray detectors,and optical technologies, to detect desired particles, which arethen captured using physical mechanisms, such as deflectingflaps or pneumatic jets. One such process that is commonlyused with plastics is near infrared (NIR) sorters, in which NIRspectroscopy is used to identify plastics [26]. These NIR ma-chines can be programmed to target different species of plasticsbased on their spectrographic profiles, and thus offer flexibilityin target material.
The following case study investigates the performance of aplastic container separation facility, using separation data andincoming material composition taken from a real system pro-filed by Axion Consulting [27]. Here, we consider a plasticscontainer separation line of four stages using NIR separationto create several single-species output streams. The incomingmaterial to this system is cleaned and coarsely shredded to 20centimeters maximum size, with little metal and film contami-nants. The system captures high-density polyethylene (HDPE),clear PET, colored PET, and polypropylene (PP) for plastics re-fining, with the remainder of the plastics collected and sold asresidue. Table I gives the multimaterial separation parametersfor each process as given by Wolf [24].
Given the performance of these four separation stages, wecan consider the most effective separation stage configurationsof these stages. One simple metric for comparing configurationsis a weighted average purity metric
(14)
TABLE INIR PROCESS MULTIMATERIAL SEPARATION EFFICIENCIES
TABLE IIINPUT MATERIAL CONCENTRATION, AS ASSUMED BY PLANT OPERATORS AND
AS ESTIMATED FROM MEASURED PERFORMANCE
where is a modified concentration for each targeted materialoutput stream, and is the fraction of the total mass flow that isdiverted to each targeted material output stream. is calculatedas
(15)
where is the concentration of desired material in a given outputstream. For example, in the case of HDPE, would beequal to the mass of HDPE in the HDPE targeting output streamdivided by the total mass of that stream. This is similar for mostmaterials, except for colored PET, where the desired materialmass includes both clear and colored PET. This metric com-bines a weighted grade average and a recovery metric, essen-tially combining design problems I and II for the four outputplastic streams. The input material composition in Table II, sug-gested as typical by the plastics processing facility, is used as theinput material composition for the evaluation.
Fig. 9 shows the configuration of the four stages with thehighest value of , equal to 0.9785. This configuration does agood job of maximizing the values of for each material. HDPEmakes up the bulk of the flow, so processing it earlier producesboth the best value possible for and creates a refinedcomposition for processing by later stages.
If we increase the target concentration from 0.95 to 0.99, thebest-performing system changes in configuration, as shown inFig. 10. This system switches the placement of the polypropy-lene and color PET targeting stages.
While these systems have a very high value of , a metricreflecting material performance, the issue of processing cost andenergy can also come into play. As discussed earlier, these costsscale with the total amount of mass processed. In this case, wecan sum up the total amount of mass processed through the fourstages. For the system given in Fig. 9, . Otherconfigurations range in total processed mass from as low as 2.09up to 18.00.

IEEE
Pro
of
Web
Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 9
Fig. 9. System of the four stages with the highest weighted grade and masscapture metric, � � ������, when target concentration is 0.95.
Fig. 10. System of the four stages with the highest weighted grade and masscapture metric, � � ������, when target concentration is 0.99.
Fig. 11. System with the highest effectiveness, �� � ����.
One way to combine these two metrics, and , (andto combine all three design problems) is to combine them intoan effective material performance per processing metric. Thismetric reflects the efficiency with which thesystem captures and purifies materials. For the system shown inFig. 9, the effectiveness is . However, this is not themost efficient system in terms of . The most efficient systemis shown in Fig. 11.
This system has much in common with the system shown inFig. 9. The separation stages are in the same order, but there is norecirculating stream. This system captures less material overall,but has a much lower , leading to a greater effectiveness.
VI. RELEVANT OPEN ISSUES IN RECYCLING SYSTEMS
ENGINEERING
We have shown through numerical examples and a real casestudy the tremendous benefits that the use of systems engi-neering can bring to the design of recycling systems. Here, we
highlight some research challenges that need to be addressedin the future.
A. Modeling Existing Recycling Systems
Effort is required to enable performance analysis of recy-cling systems including more realistic features in the developedmodels. Possibilities include the following.
— Inhomogenous stage processing times: Recycling systemsact as continuous flow systems, where different processingtimes are attributed to different stages. For some processes,processing time is regulated by the conveyor speed. Forothers, processing time is dependent on operational param-eters.
— Stage failures: While most equipment downtime in recy-cling systems is due to planned maintenance proceduresthat stop the entire system, there is evidence of unpredictedshort disruptions that can affect the dynamics of the mate-rial flow.
— Tradeoff between flow rate and separation quality: Higherflow rate means more undesired interactions between par-ticles, causing lower separation efficiency, which can havecascading effects within a system. This has a simultaneouseffect on the system logistics performance as well as on thegrade of the output material flows.
— Buffers: Buffers in recycling systems are typically de-signed to feed machines at the required flow rate. However,since short disruption can occur, buffers should also be de-signed to effectively decoupling the machines, smoothingthe propagation of failures throughout the system.
These issues call for the development of advanced recyclingsystem performance evaluation and design tools, including de-composition-based analytical techniques [28]. From a systemarchitecture point-of-view, these tools should consider flowsplitting and merging, quality-productivity interactions at singlestage and system level, reprocessing of material at the samestage, and generally complex network structures.
B. Designing Recycling Systems of the Future
Currently implemented recycling systems are far from beingas “intelligent” as modern production systems. Design improve-ments are needed, taking into consideration market demand, in-creasing variability of products and materials, and increasingvalue of secondary materials. Some key strategic features thatwould contribute to enhance high performing recycling systemsare listed below.
— Reconfigurable and modular recycling systems: Inputmaterial mixtures can be highly variable. Since differentmaterial mixtures require different treatment, one fixeddesign cannot be effective for all input streams. Modularconveyor systems could allow reconfiguration in responseto changing input material mixture. Advanced designmethodology is needed to support reconfiguration deci-sions.
— Production monitoring in recycling systems: The perfor-mance of recycling systems is poorly monitored, resultingin poor visibility and understanding of the process/systemdynamics. Advanced online quality control technologiesand methods are needed for performance monitoring.

IEEE
Pro
of
Web
Ver
sion
10 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
— Production planning and control in recycling systems: Ma-terials are typically loaded in recycling systems in order ofarrival. However, the utilization of different resources inthe system is dependent on the incoming mixture composi-tion. Techniques for enabling production planning targetedto recycling systems should be developed.
C. Linking the System Model With the Process Model
From a process point of view, physical models of commonseparation technologies such as flotation, magnetic separation,corona electrostatic separation, etc., can be integrated and tar-geted to the specific need of the global recycling system designapproach. Moreover, improved process configurations designedto process new material needs, to substitute currently adoptedmanual operations, and to enlarge the processable particle char-acteristics spectrum, for example enhancing efficient separationof very fine particles, are needed. The coupled process/systemview may contribute in this direction, finding integrated systemlevel solutions to process related problems.
VII. CONCLUSION
This paper has presented a network flow model to evaluatethe performance of multistage recycling systems. The primaryadvantages of this model are that it is able to incorporate mul-tiple different separation technologies, approach any physicallyrealistic separation system configuration, requires only simpleinformation about individual processes that can be transferredto other systems, and is simple to formulate and evaluate. Thesecharacteristics make the model particularly suitable for recy-cling systems, which mix multiple process types. With fluctu-ations in input material mixtures, the addition of emerging sep-aration technologies, and the need to tune systems to performtheir best, recycling separation systems need to take advantageof flexibility in both system configurations and process param-eter settings. The modeling system proposed in this paper can beused to quickly and effectively evaluate the performance of mul-tiple configurations, identifying optimal system configurationsunder flexible conditions. The model as presented here providesa basis for integrating future developments in recycling systemmodeling, including individual process models, liberation mod-eling, stochastic and time variant effects, and more.
ACKNOWLEDGMENT
The authors give sincere thanks to Prof. T. Tolio, Eng. A.Grotti, and Eng. D. Veroux.
REFERENCES
[1] EU Parliament, “Directive 2002/96/EC of the European Parliament andof the Council of 27 January 2003 on Waste Electrical and ElectronicEquipment (WEEE),” Joint declaration of the European Parliament, theCouncil and the Commission relating to Article 9, 2003.
[2] California Senate, “Electronic Waste Recycling Act (SB 20, 2003,Sher, and SB 50, 2004, Sher),” California senate bill, 2003.
[3] C. Morawski, “Understanding economic and environmental impactsof single-stream collection systems,” Container Recycling Insti-tute, Culver City, CA, Tech. Rep, Dec. 2009. [Online]. Available:www.container-recycling.org/publications/,
[4] G. Dodbiba and T. Fujita, “Progress in separating plastic materials forrecycling,” Phys. Separation Sci. Eng., vol. 13, no. 3–4, pp. 165–182,Sep.–Dec. 2004.
[5] J. Cui and E. Forssberg, “Mechanical recycling of waste electric andelectronic equipment: A review,” J. Hazardous Mater., vol. 15, pp.243–263, 2003.
[6] I. Dalrymple, N. Wright, R. Kellner, N. Bains, K. Geraghty, M. Goosey,and L. Lightfoot, “An integrated approach to electronic waste (weee)recycling,” Circuit World, vol. 33, no. 2, pp. 52–58, 2007.
[7] M. Sodhi and W. Knight, “Design for bulk recycling: Analysis of ma-terials separation,” CIRP Ann., vol. 49/1, pp. 83–87, 2000.
[8] Q. Lu, J. Williams, M. Posner, W. Bonawitan, and X. Qu, “Model-based analysis of capacity and service fees for electronics recyclers,”J. Manuf. Syst., vol. 25/1, pp. 45–57, 2006.
[9] A. van Schaik, M. A. Reuter, U. M. J. Boin, and W. L. Dalmijn, “Dy-namic modelling and optimization of the resource cycle of passengervehicles,” Minerals Eng., vol. 15, pp. 1001–1016, 2002.
[10] R. Bailey, J. K. Allen, and B. Bras, “Applying ecological input-outputflow analysis to material flows in industrial systems: Part I: Tracingflows,” J. Ind. Ecol., vol. 8, no. 1–2, pp. 45–68, 2004.
[11] H. Xue, V. Kumar, and J. Sutherland, “Material flows and environ-mental impacts of manufacturing systems via aggregated input-outputmodels,” J. Cleaner Prod., vol. 15, pp. 1349–1358, 2007.
[12] A. van Schaik, M. A. Reuter, and K. Heiskanen, “The influence of par-ticle size reduction and liberation on the recycling rate of end-of-lifevehicles,” Minerals Eng., vol. 17, pp. 331–347, 2004.
[13] A. van Schaik and M. A. Reuter, “Dynamic modelling of e-waste re-cycling system performance based on product design,” Minerals Eng.(Special Issue: Sustainability, Resource Conservation & Recycling),vol. 23, no. 3, pp. 192–210, 2010, .
[14] G. H. Luttrell, J. N. Kohmuench, and M. J. Mankosa, “Optimization ofmagnetic separator circuit configurations,” J. Minerals MetallurgicalProcess., vol. 21, no. 3, pp. 153–157, Aug. 2004.
[15] J. C. A. Green, “The optimization of flotation networks,” Int. J. MineralProcess., vol. 13, no. 2, pp. 83–103, 1984.
[16] Z. Mathe, M. Harris, C. O’Connor, and J.-P. Franzidis, “Review offroth modelling in steady state flotation systems,” Minerals Eng., vol.11, no. 5, pp. 397–421, 1998.
[17] L. Cisternas, E. Galvez, M. Zavala, and J. Magna, “A MILP model forthe design of mineral flotation circuits,” Int. J. Mineral Process., vol.74, pp. 121–131, 2004.
[18] C. Guria, M. Verma, S. K. Gupta, and S. P. Mehrotra, “Simultaneousoptimization of the performance of flotation circuits and their simpli-fication using the jumping gene adaptations of genetic algorithm,” Int.J. Mineral Process., vol. 77, no. 3, pp. 165–185, 2005.
[19] D. K. Albino, “Bayesian material separation: Analysis of multiple re-cycling streams,” Senior Project in Applied Math, Yale Univ.. NewHaven, CT, 2007.
[20] “Boston zero-sort recycling: A Casella program,” distributed by andproperty of Casella Waste Systems, 2009.
[21] T. Gutowski, J. Dahmus, D. Albino, and M. Branham, “Bayesian ma-terial separation model with applications to recycling,” in Proc. IEEE
Int. Symp. Electron. Environ., 2007[Page range.].[22] M. Colledani and S. Gershwin, “Modeling, analysis and design of recy-
cling systems,” 2011, Massachusetts Inst. Technol.. Cambridge, MA,Working Paper.
[23] M. Wolf, M. Colledani, S. Gershwin, and T. Gutowski, “Modeling anddesign of multi-step separation systems,” in Proc. IEEE/Int. Symp. Sus-tainable Syst. Technol., 2010.
[24] M. I. Wolf, “Modeling and design of material separation systems withapplications to recycling,” Ph.D. dissertation, Dept. Mech. Eng., Mass-achusetts Inst. Technol., Cambridge, MA, Jun. 2011.
[25] J. Scheirs and G. Camino, “Effect of contamination on the recyclingof polymers,” in Recycling of PVC and Mixed Plastics Wastes, F. P. L.Mantia, Ed. Toronto, ON, Canada: ChemTec Publishing, 1996, pp.167–183.
[26] A. Kulcke, C. Gurschler, G. Spock, R. Leitner, and M. Kraft, “On-line classification of synthetic polymers using near infrared spectralimaging,” J. Near Infrared Spectroscopy, vol. 11, no. 1, pp. 71–81,2003.
[27] J. Gardner, A. Mail, L. Morrish, R. Morton, N. Myles, and S.Wilkinson, “Good practice of near infrared sorting of plastic pack-aging,” Axion Consulting, WRAP (Waste & Resources ActionProgram), San Diego, CA, Tech. Rep. MDP033, 2010.
[28] S. B. Gershwin, Manufacturing Systems Engineering. Englewood
Cliffs, NJ: Prentice-Hall, 1994[Au: Is ref 28 cor-rect.].

IEEE
Pro
of
Web
Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 11
Malima Isabelle Wolf Please provide biographical information.
Marcello Colledani Please provide biographical information.
Stanley B. Gershwin (S’69–M’71–SM’96–F’97–LF’11) Please provide bio-graphical information.
Timothy G. Gutowski Please provide biographical information.

IEEE
Pro
of
Prin
t Ver
sion
IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING 1
A Network Flow Model for the PerformanceEvaluation and Design of MaterialSeparation Systems For Recycling
Malima Isabelle Wolf, Marcello Colledani, Stanley B. Gershwin, Fellow, IEEE, and Timothy G. Gutowski
Abstract—Interest in recycling has surged due to increasingmaterial costs, environmental concerns over material productionand disposal, and laws designed to improve material recyclingrates. In response, recycling systems are becoming more complexas increasing material recovery is required from products withcomplicated material mixtures such as waste electrical and elec-tronic equipment (WEEE) and ELVs. To increase performanceand process complex material mixtures, separation systems aretypically organized as highly integrated multistage systems. How-ever, the problem of estimating the performance and designingmultistage separation systems has rarely been tackled from asystems engineering perspective, resulting in poor integration andsuboptimal configuration of industrial multistage separation sys-tems. This paper presents a new approach to modeling, analyzing,and designing multistage separation systems to meet specifiedperformance goals in terms of recovery/grade. Results can be usedto generate maps of optimal system configurations for differentrequirements. The industrial benefits are illustrated by a real casestudy.
Note to Practitioners—Systems constructed from a combinationof automated separation processes can target multiple desirablematerials, refining them to specified levels of purity and recovery.The performance properties achieved by these separation systemsaffect the profitability and environmental benefit of material recy-cling. Current separation system modeling and optimization tech-niques are inadequate for capturing the behavior of separation sys-tems for recycling, particularly systems processing multiple mate-rials. The model presented in this paper addresses this issue byproposing a multimaterial process performance model that cancapture the behavior of any type of separation process handlingany material mixture. These separation parameters, captured fromliterature, physical modeling, or experimentation, are used, alongwith configuration data, to produce mass balance equations de-scribing the flow of each material within the system. One limita-tion of this model is that it assumes fixed stage performance. Othertypes of processes used in real material recycling systems, such ascomminution, are addressed preliminarily in this paper, but fur-ther stage modeling will be necessary to combine these types ofstages with separation systems in future models.
Manuscript received September 21, 2011; revised February 07, 2012; ac-cepted March 30, 2012. This paper was recommended for publication by As-sociate Editor XXXXXXX and Editor XXXXXXX upon evaluation of the re-viewers’ comments. This was supported in part by Progetto Rocca, supportingcollaborations between Politecnico di Milano, Milan, Italy, and MassachusettsInstitute of Technology, Cambridge, MA.
M. I. Wolf, S. B. Gershwin, and T. G. Gutowski are with the Department ofMechanical Engineering, Massachusetts Institute of Technology, Cambridge,MA 02139 USA (e-mail: [email protected]).
M. Colledani is with the Mechanical Department, Politecnico di Milano,Milan 02139, Italy (e-mail: [email protected]).
Color versions of one or more of the figures in this paper are available onlineat http://ieeexplore.ieee.org.
Digital Object Identifier 10.1109/TASE.2012.2203594
Index Terms—Automation, optimization, recycling, separation.
I. INTRODUCTION
I NTEREST in recycling has surged in recent years due toincreasing primary material costs, environmental concerns
over material production and disposal, and laws in many coun-tries designed to improve material recycling rates, such as Di-rective 2002/96/EC on waste electrical and electronic equip-ment (WEEE) [1] from the European Union and California’sElectronic Waste Recycling Act (SB 20, 2003, Sher, and SB50, 2004, Sher) [2]. As high value multicomponent wastes andend-of-life products, such as WEEE, end-of-life vehicles, andcomingled municipal recycling streams are targeted for recy-cling, complex multistage recycling systems must be developedto maximize output material value.
The role of automated mechanical separation processes inmaterial recycling systems is increasing for a variety of rea-sons, including cost reduction, as in the case of single streamcurbside recycling [3], or to separate mixtures that are hardto identify visually, such as ground plastics [4]. The design ofautomated systems is a critical task due to the high volatilityof recovered material prices, the variability in the input mate-rial composition, and the increasing pressure towards efficiency.Moreover, high investments and long payback times call forefficient management of their evolution over time. In spite ofconsistent research efforts dedicated to the analysis of differentcomminution and separation technologies, the design of multi-stage recycling systems and the estimation of their performancehave been rarely tackled from a systems engineering perspec-tive. This paper highlights issues in material recycling systemsthat motivate the foundation of a new recycling system engi-neering discipline to support the effective design of such com-plex systems.
A. Literature Review
The available literature on recycling systems and technologycan largely be grouped into two categories. The first group ofresearch is devoted to problems related to the analysis and mod-eling of different recycling technologies, often treated from amineral processing perspective. These works develop physicalmodels of the comminution and separation processes that com-pose a recycling plant, in order to enable the prediction of thesingle stage performance as a function of the process parame-ters. For a review on existing models of common mechanicalseparation technologies in recycling systems see [5] and [6].
1545-5955/$31.00 © 2012 IEEE

IEEE
Pro
of
Prin
t Ver
sion
2 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
Fig. 1. Representation of a recycling system, including separation, comminution, and mixing stages.
The second set of models analyze the performance of re-cycling systems from a variety of perspectives. Many inves-tigate the economic feasibility and profitability of recycling.These works include the development of models of the recy-cling process-chain for assessing the impact of different sepa-ration technologies on the overall profitability of the recyclingplant [7], for process planning purposes [8], and for modelingthe impact of product design on the recycling efficiency [9].Input–output modeling techniques have long been applied to as-sess the environmental impact of industries and economies, in-cluding the effects on industrial material flow due to recycling(for a review, see [10]), and recently input–output modeling hasbeen used to model the environmental outputs in manufacturingat a process level [11]. Very detailed separation process andsystem modeling, that can include particle classifications suchas size and liberation, is at the core of some models [12], [13].
Analytical multistage recycling systems models have beendeveloped for homogeneous systems involving multiple iden-tical stages using the same technology. Among these methods,Linear Circuit Analysis has been proposed to compare the per-formance of systems of multiple identical magnetic separationstages to a single stage [14]. Many analytical models have beendeveloped to analyze mineral processing systems of similarfroth flotation stages. A large body of work has been devotedto optimizing designs of multistage flotation circuits [15]–[18].More recently, mathematical models have been proposed foranalyzing separation systems of identical stages with internallyrecirculating streams, that may be applicable to different typesof technologies. The model proposed by Albino produces ana-lytical results for these types of systems [19]. As noted, existingmodels are not directly applicable to modern recycling systemswhere multiple materials are typically processed using multipledifferent process types. Indeed, many past analytical modelshave focused on binary material systems with identical stages.Other recycling models require detailed separation processperformance data that is difficult to characterize or collect [12],[13], and must be reassessed for each configuration. Very fewof these models have penetrated into the recycling industry.Instead, the most common modeling tactic used in practiceis numerical calculation through flow sheets. Flow sheets de-scriptively follow the flow of materials through the separationprocesses, but basic flow sheets can also be used for predictivemodeling when process models are added. Flow sheets arelimited to analyzing configurations without recirculating flows,as the output of each step must be calculated sequentially.
B. Objective of this Paper
In spite of the worldwide relevance of the recycling problem,the high volatility of the price of recycled materials, the vari-
ability in the input material compositions and quantities, thecomplexity and long pay back times of recycling systems,there is a lack of scientific methods supporting the efficientdesign of recycling systems. The objective of this paper is tomove towards the development of a new “Recycling SystemsEngineering” discipline to drive the performance evaluationand the effective design of recycling systems. This paperdevelops methods to address typical design challenges, suchas the number of processing steps needed to attain desiredgrade or whether to reintroduce tailings into the system. Thispaper proposes a simple model to evaluate the performance ofrecycling systems, able to include different technologies anddifferent material flow patterns including mixture recircula-tion. The recycling system model is kept simple to investigatethe robustness of the optimal configuration under variationof recovery/grade requirements and to derive insights on thebehavior of such complex systems. The numerical results andthe real case study discussed in the last sections of this papershow that great benefits could be achieved for recycling systemmanagers by following a system level analysis. This paperpaves the way to the development of new system engineeringapproaches to support the efficient design of high performanceand flexible recycling systems.
II. FEATURES OF MATERIAL SEPARATION SYSTEMS
Multistage material separation systems for recycling incor-porate a variety of stages to capture desirable materials. An ex-ample system is represented in Fig. 1. Depending on applica-tion, these systems may have one or a few stages, or more than adozen, for example, in the case of the curbside recycling systemoperated by Casella, Charlestown, MA [20]. In these semiau-tomatic systems different stages are integrated including com-minution, separation, splitting, and mixing stages. Such stagesare typically connected by conveyor belts. Input materials arefed into the system, usually at a single inlet, and output flowsthat meet a required grade of desirable materials to be sold to themarket are collected. Recovery is the fraction of the incomingmass of target materials transformed into valuable homogenoussecondary materials in the output flows. Grade is the concentra-tion of target materials in the output flows of interest.
A. System Components
a) Comminution Stages: Size reduction or comminutionstages, as depicted in Fig. 2, break large particles intosmall particles that are, down to a certain minimal size,easier to separate with mechanical techniques and in-crease the fraction of liberated (materially homogeneous)particles in the product stream. Typical size reductionstages such as hammermills, granulators, and shearing

IEEE
Pro
of
Prin
t Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 3
Fig. 2. Schematic views of system components. (a) Comminution. (b) Separa-tion stage.
cutters reduce input particles using a variety of physicalmechanisms.
b) Separation stages: The goal of separation stages, as de-picted in Fig. 2, is to separate a mixed input stream intotwo or more output streams with improved material con-centrations. In the recycling industry, a variety of dif-ferent separation technologies are used to classify mate-rials on the basis of their physical properties, including:particle size and shape, magnetic susceptibility, electricconductivity, density, color, brightness, transparency, andothers. Under ideal conditions, the inspection will be per-fectly accurate and the material flow will be correctlyclassified. Realistically, random disturbances, variabili-ties in particle properties, and other such effects cause par-ticles to be incorrectly diverted, reducing performance. Asystem may include multiple separation stages to exploitdifferent properties to separate different materials or re-peat the same process to increase the recovery or grade ofa single desirable material.
c) Mixers: Mixers merge two or more incoming materialflows into an output mixture with material concentrationsreflecting the blending of the input concentrations. Mixerscan be used to incorporate recirculating streams into up-stream stages or to merge incoming flows with similarcharacteristics to increase the flow rate.
d) Splitters: Splitters separate one incoming flow of mate-rials into two or more output flows. They do not impacton the concentration of materials in the output streams.Splitters may be used to extract samples for processingand inspection for quality control purposes or to obtainparallel flows of materials at reduced flow rates that canbe more accurately separated by downstream parallel sep-aration stages.
III. NETWORK PERFORMANCE EVALUATION MODEL
An aggregated high-level model is proposed to support theperformance evaluation and design of multistage recycling sys-tems. It considers conservation of flow equations of the bulkflows for each type of material in the system and statistics of the
separation efficiency in the same framework. This model treatsmany different separation technologies in a unified model andis applicable for the preliminary design of large multistage sys-tems. It also supports the analysis of system reconfiguration op-tions that allow the system to adapt to changes in the incomingmixture composition or in the required performance levels.
A. Modeling Assumptions and System Topology
The recycling system is modeled as a directed continuousflow network of stages in the set , with , in-cluding separation, comminution, mixing, and splitting stages.Stage is in the subset if it is a separation stage, in thesubset if it is a comminution stage, in the subset if itis a mixing stage or in the subset if it is a splitting stage.There are also input and output stages. Input stages in the setare those stages where incoming material flows are fed into thesystem. Output stages in the set are those stages where outputmaterial flows are collected. The topology of the system is de-scribed by the set of its directed connections from stage tostage . More formally
(1)
The total number of material types that cross the system is. Each stage sees an incoming flow rate for the different ma-
terials that is a vector of elements, . De-pending on its characteristics, each stage may change the ele-ments of this vector, thus modifying the mixture concentrationsand routings. Processing times and traveling times of the mix-ture in the system are neglected.
B. Main System Performance Measures
The objective of the proposed method is to estimate the Re-covery and Grade of each material that can be valu-ably recycled in the output stages in . They are vectors whoseelements are defined as
(2)where is the subset of materials that are target materialsof the particular output stream, often those materials that havehighest value on the market.
C. Stage Models
Individual stage models are used to calculate the stage’s ef-fects on mass flows.
a) Comminution: These stages reduce the size of large, fre-quently unliberated, multiple or single material particlesinto smaller, highly liberated particles. From the view ofmaterial flow conservation, stages in do not have anyimpact on the incoming flow rate vector . Thus, theoutput flow rate vector from comminution stages is simply
.b) Mixing: These stages merge and mix multiple incoming
material flows into a unique output flow. From the pointof view of the material flow rate, the following equationcan be written for these stages:
(3)

IEEE
Pro
of
Prin
t Ver
sion
4 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
c) Splitting: These stages split an incoming material flowinto output flows without modifying the material con-centrations. To each output flow a fraction of theincoming flow is directed. is the vector whose el-ements are the fractions that sum up to unity. Fromthe point of view of the material flow rate, the followingequation can be written for all splitting stages:
(4)
where the vector is a column vector of elements,having all elements equal to zero except the element inposition that assumes value 1.
d) Separation: A separation stage splits an incoming mate-rial flow into output flows and applies processes thatchange the material concentrations of the output flows.The splitting fractions are not known a priori but strictlydepend on the parameters of the separation stage resultingin a separation efficiency. The input parameter for thisstage is a matrix of size whose elementsare the fractions of material sent to the output flow .More formally
(5)
Ideally, separation would completely isolate one specificmaterial or class of materials in one output stream, and allother materials in the other. For example, for an eddy cur-rent separation the ideal goal would be to perfectly sepa-rate nonferrous metals from nonmetals in the two outputflows. In this case, ideally, the matrix should have thevalue of 1 in the first column for nonferrous metals andin the second column for nonmetals, while having zeroelements elsewhere. However, due to random impacts be-tween particles, external disturbances to the process andunliberated particles in the mixture, contamination of theoutput flows is observed and the matrix is a perturbationof the ideal separation matrix. The impact of liberation isan issue that has justifiably received attention in the studyof separation systems. Methods have been developed toevaluate the effects of unliberated particles on separationefficiency by combining the partition curves of liberatedfractions. Other authors have suggested calculating sepa-rate separation parameters for multiple categories of par-ticle size and liberation within individual materials [12],[13]. Here, instead we posit separation parameters basedsolely on material. Consequently, separation parametersmeasured for a process are specific to a given mixture andset of process parameters. Differences in liberation, feedrate, process settings, and other factors can result in differ-ences in separation parameters collected in the matrix .For more details on the properties of the separation param-eters see [21]. A similarity between the separation matrixand the accuracy of an unreliable inspection processes inmanufacturing was also proposed by [22]. The parametersof the matrix can be obtain by experimental analysis ofdifferent processes [23], or as a result of process simula-tions performed by using physical process models.
Having as input of our system level analysis, the flow ratesin output from the separation process can be calculated by usingthe following equation:
(6)
where is a matrix having all zero elements, exceptthe elements in the principal diagonal, that are the equal to theelements of the vector .
D. Performance Evaluation
1) Generalized Mass Balance Equations: Input material flowrates, process separation transformation matrices, and networkconfiguration data can be combined to form a system of linearequations that express the mass flow-rate balance for each node
in .
(7)
This set of equations can be solved to find all thematerial flows within the system, including the output stagesin . This combination of elements can be compared toinput–output analysis techniques for manufacturing processes[11], as it uses linear transformations to route input materialsfrom process to process as determined by configuration andseparation performance data. However, the focus on materialrouting combined with mass balance requirements create aspecial case of input–output analysis not previously applied tomaterial recycling.
Certain configuration conditions are required to create asystem of equations that has a defined solution. These re-strictions correspond to physical properties of the system thatconstrain the set of possible connections in the set . Onerequirement is that each separation process in the systemmust be on a directional path that starts at an external inputand ends at a system output, that is, the system must be fullyconnected. Another requirement is that no separation processis self-feeding, that is, the output of a process cannot be fed di-rectly into its own input. These rules reflect physically realisticsystems under our assumptions with mathematically solvablesystems of equations.
E. Network Design Problems
Based on this performance evaluation method, three opti-mization problems of interest while designing multistage recy-cling systems have been formulated and solved. The decisionvariables are the elements of , which represent the connec-tions between the system stages.
a) Problems I and II—Output Recovery or Grade Maximiza-tion: In the recycling business, the recovered materials canbe sold at different prices depending on their grade. Thustwo problems are relevant; the maximization of recoverygiven a certain minimal grade requirement (Pb. I) and themaximization of the output grade, given a certain minimal

IEEE
Pro
of
Prin
t Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 5
recovery requirement (Pb. II). This results in the followingmathematical formulations:
Problem I
(8)
Problem II
(9)
b) Problem III—Total Mass Flow Minimization: The lastproblem involves both grade and recovery requirementsand minimizes the total material flow in the system.In this case the designer looks at minimizing the totalprocessed material, since it is a rough indicator of theamount of energy required for the separation process.The mathematical formulation for the third problem isreported in the following:
Problem III
(10)
IV. NUMERICAL RESULTS
The ability to analytically derive the performance of a sepa-ration system provides the opportunity to analyze the effective-ness of a system configuration without access to the real thing.Here we use the developed model to investigate the propertiesof multistage recycling systems with possible materials repro-cessing and to show how system design challenges can be ad-dressed by using the proposed approach. To this purpose, thetest systems are simple, yet still include the relevant features ofreal-life recycling systems. Using realistic process performancedata and input material mixtures, the systems of linear equationscreated using the methods discussed above can be solved to es-timate the material flow in realistic separation systems. Thesemodeled flows can be used to calculate measures of system per-formance, such as grade and recovery, as defined in (2), or totalmass flow.
A. System Design Results
In this section, basic design problems are approached usingcomplete enumeration of feasible configurations. These con-figurations are evaluated to find the material flow within thesystem, and the value of the key performance metric (or met-rics) is calculated, identifying the system configuration best sat-isfying the optimization problem. The advantage of this tech-nique is that, in many cases, the large number of possible con-figurations makes it difficult to manually exhaustively identifyand compare all the possible configurations.
1) Optimal Configuration for Different Number of ProcessStages: One common design problem is arranging a set of ex-isting machines to their best advantage, optimizing the perfor-mance of the system using the available resources. In the fol-lowing example, we consider the simplest cases, separation sys-tems consisting of identical stages, processing two materialsinto two output collection stages. The system processes two ma-terials, the target material, which will be designated as material1, and the nontarget material, designated as material 2. The sep-aration stages each have two output streams. Thus, the separa-tion matrix representing the stages will have two rows, repre-senting the two materials, and two columns, representing thetwo output flows of each stage. Here, for both separation pro-cesses, we assume
(11)
The system is assumed to be processing a single unit flow ofinput material mixture, consisting of a 50–50 mix of the twomaterials, which can be expressed as
(12)
As physically required, it is assumed that fcthis input stream isconnected to one of the two separation stages. The two outputstages are named as and , with the intention that stage
serves as the output collection point for the target mate-rial, material 1, and that stage serves as the output collec-tion point for the nontarget material, material 2. Thus, in thissystem, set consists of one input stage, simply denoted asinput, set consists of two identical separation stages, and set
includes and . Expressed more technically, the goalof this analysis is to enumerate and evaluate the performance ofeach physically possible set of directed connections acrossthe set of all stages including the one input in , the two iden-tical separation stages in , and the two output collection stagesin .
Fig. 4 shows the performance results of enumerating all con-figurations of the two identical stages constrained by the limi-tations set out in (1) and the physical limitations described inSection III-D. The configurations are evaluated using the met-rics of recovery and grade for the target material, material 1, ascollected in the target output stream, , denoted and
.The 16 systems have a wide range of performance in terms of
recovery and grade. Two design problems can be investigatedusing this performance data, grade-constrained problem I andrecovery-constrained problem II, described in Section III-E.Investigating this graph, it is clear that there isn’t one superiorsystem. For example, in problem I, different systems would beselected under different grade requirements. System (a) has theoverall highest recovery, but if the grade requirement is 0.9,then system (c) is the system with best recovery that meets thatrequirement. A similar situation unfolds when investigatingProblem II. Overall, there are three system configurations,(a), (b), and (c), that collectively perform better than the othersystem configurations, but present tradeoffs between each other

IEEE
Pro
of
Prin
t Ver
sion
6 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
in terms of recovery and grade. The structure form of thesethree systems is shown in Fig. 4.
While these configurations make sense on inspection, notall logical configurations perform as well. Systems (b) and (c)feature reentrant loops into the system from the downstreamstages. Material reprocessing of primary outputs typicallyimproves grade of the output material but lowers recovery,while reprocessing of secondary outputs lowers the gradebut increases recovery. As will be shown later, both types ofreprocessing can increase total system mass flow rate.
Increasing the number of stages increases the number of pos-sible configurations. Increasing the number of stages in tothree yields over 300 possible permutations of . Fig. 5 showsthe performance of these configurations. Again, there is a widerange of performance within these systems. As in the case ofsystems with two identical stages, there is a range of systemsthat are solutions of the optimization Problems I and II underdifferent restrictions.
These results lead to a relevant observation on the design ofrecycling systems. The recycling industry continuously faceshigh variability of the incoming material composition but alsohigh variability in desired output grade based on the secondarymaterial prices. The grade requirement is not constant over time,but evolves with the market. The system layout should be mod-ified to operate at the best operating point. However, modifyingmaterial flow in the system is challenging since industrial re-cycling systems have not been thought to be flexible and mod-ular by design. According to our results this is a strong limita-tion consistently affecting the system performance. Therefore,modern recycling systems should be designed to consider flex-ibility and modularity in the material transportation system andin the machine connections in order to effectively adapt to fre-quent market conditions changes.
The proposed approach offers the recycling system designera complete map of optimal system configurations/reconfigura-tions to be implemented for specific material performance re-quirements. The method highlights the importance of advancedmodular recycling systems, where material flows can be redi-rected in response to requirement changes.
2) Impact of Number of Stages on System Performance:While is an optimal system configuration for any given gradeor recovery requirement, there are many nonoptimal systemsthat can meet that basic performance requirement. Given a con-dition on grade as would be specified by Problem I, the numberof system configurations that could meet a given requirementincreases with the number of stages in play, as does the range ofrecovery across those configurations. Fig. 6 shows this recoveryperformance variation under a grade requirement of 0.85 forsystems of 1, 2, 3, and 4 stages.
Referring to Fig. 6, the largest step improvement in the systemrecovery is given when shifting from one to two stages ( 9%recovery), with decreasing improvement from additional stages.The difference between the optimal and the worst configurationincreases with the number of stages, [18%, 92%, 93%]. Thus,the risk of selecting underperforming systems increases with thenumber of stages. A lower number of separation stages correctlyconfigured perform better then a higher number of stages poorlyconnected.
Fig. 3. Separation performance for the sixteen possible configurations of twoidentical separation steps with� as given in (11) and� as given in (12),given as recovery and grade for the target material in the target output stream.
Fig. 4. Configurations of two identical steps with superior performance.(a) � � �����, � � �����. (b) � � �����, � � �����.(c) � � �����, � � �����.
3) Optimal Configuration Under Variation of the Grade Re-quirement, for Increasing Number of Stages: The precedingsections discuss the optimal system configurations for systemsof two and three stages of identical stages under given stage per-formance and input material conditions. In both cases, there wasno one optimal separation configuration, but instead an enve-lope of optimal processes that present grade and recovery trade-offs. The curve was shown for systems of two identical stagesin Fig. 3, under the stage performance defined in (11) and inputmaterial mixture defined in (12). Fig. 7 places this curve, alongwith those for systems of three or four identical stages under thesame conditions. The separation performance of a single step isgiven as a reference.
As shown, increasing the number of separation stages pushesthe optimal performance curve closer to the ideal goal of a per-fect overall separation, where and would both equal1. However, the addition of stages has diminishing performancereturns. Achieving a perfect separation would ideally require aninfinite number of stages.

IEEE
Pro
of
Prin
t Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 7
Fig. 5. Separation performance for the 302 possible configurations of threeidentical separation steps with� as given in (11) and� as given in (12),given as recovery and grade. (From Wolf [24].)
Fig. 6. Range of recovery for systems of 1, 2, 3, and 4 identical separationstages with� as given in (11) and� as given in (12) meeting the outputconcentration requirement of 0.85.
4) System With Minimal Energy for Given Grade/RecoveryRequirements: The final example addresses design ProblemIII, as defined in Section III-E, which focuses on total pro-cessed mass flow within a system under grade and recoveryrequirements. Total processed material is a rough indicatorof the amount of energy required for the separation process,the required capacity of the equipment, and other cost relatedfactors. As with Problems I and II, complete enumeration canbe used to find systems meeting a given grade andrecovery requirement, which are then compared to findthe system with the lowest total mass flow, , calculated as
(13)
In this example, all systems with 1, 2, 3, or 4 identical stageswith performance as given in (11), input mixture as given in
Fig. 7. Envelope of optimal system configurations for systems of 1, 2, 3, and 4identical separation stages with� as given in (11) and� as given in (12).(From Wolf [24].)
Fig. 8. Graph of lowest total system mass flow rate able to achieve the givengrade and recovery requirements using 1, 2, 3, or 4 stages with � as given in(11) and� as given in (12).
(12), and two system outputs are considered. Fig. 8 shows thelowest total mass flow among all these system configurationsmeeting the grade and recovery requirement. Solid colored sur-faces represent areas where the lowest possible mass flow rateto meet the grade and recovery requirement are relatively sim-ilar. In some cases, a solid area may represent a single systemthat has the lowest mass flow for a range of performance points.Shaded areas are simply to help visualize the connections be-tween solid surfaces.
As shown in the lowest corner of the graph, a single separa-tion stage, with a total mass flow rate of 1, satisfies any set ofrequirements with and . As grade andrecovery requirements increase, minimum total mass flow ratemonotonically increases. The highest included is just above 3.5

IEEE
Pro
of
Prin
t Ver
sion
8 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
total. While this number may seem high, poorly designed con-figurations of four stages may have a total mass flow rate of 15or higher. In addition, note that the surface of the graph doesnot reach to the upper extents of the figure, where performanceexceeds that of the envelope of optimal processes for systems offour stages, as shown in Fig. 7.
5) System Design Results Summary: The numerical resultsgiven demonstrate how the separation system evaluation tech-niques developed here can be used to select system designs outof the multitude of configuration options. Even with identicalstages, there are thousands of configurations of systems withfour separation stages. Investigating these configurations wouldbe prohibitively difficult without a technique allowing for auto-matic generation and evaluation of system mass flow equations.System performance metrics can be calculated from these massflows, allowing for the quick comparison of system configura-tions. Different metrics can be applied to solve the different de-sign problems, as outlined in Section III-E.
V. CASE STUDY
Plastics separation is one of the most challenging areas ofrecycling. Many species of plastic are incompatible with eachother, for example, polyvinyl chloride (PVC) and polyethyleneterephthalate (PET) are difficult to separate because of their sim-ilar densities and mutually incompatible because of their dif-ferent processing temperatures [25]. Current best practices sep-aration of mixed plastics requires sense and sort technologies,which use sensors, such as metal detectors, X-ray detectors,and optical technologies, to detect desired particles, which arethen captured using physical mechanisms, such as deflectingflaps or pneumatic jets. One such process that is commonlyused with plastics is near infrared (NIR) sorters, in which NIRspectroscopy is used to identify plastics [26]. These NIR ma-chines can be programmed to target different species of plasticsbased on their spectrographic profiles, and thus offer flexibilityin target material.
The following case study investigates the performance of aplastic container separation facility, using separation data andincoming material composition taken from a real system pro-filed by Axion Consulting [27]. Here, we consider a plasticscontainer separation line of four stages using NIR separationto create several single-species output streams. The incomingmaterial to this system is cleaned and coarsely shredded to 20centimeters maximum size, with little metal and film contami-nants. The system captures high-density polyethylene (HDPE),clear PET, colored PET, and polypropylene (PP) for plastics re-fining, with the remainder of the plastics collected and sold asresidue. Table I gives the multimaterial separation parametersfor each process as given by Wolf [24].
Given the performance of these four separation stages, wecan consider the most effective separation stage configurationsof these stages. One simple metric for comparing configurationsis a weighted average purity metric
(14)
TABLE INIR PROCESS MULTIMATERIAL SEPARATION EFFICIENCIES
TABLE IIINPUT MATERIAL CONCENTRATION, AS ASSUMED BY PLANT OPERATORS AND
AS ESTIMATED FROM MEASURED PERFORMANCE
where is a modified concentration for each targeted materialoutput stream, and is the fraction of the total mass flow that isdiverted to each targeted material output stream. is calculatedas
(15)
where is the concentration of desired material in a given outputstream. For example, in the case of HDPE, would beequal to the mass of HDPE in the HDPE targeting output streamdivided by the total mass of that stream. This is similar for mostmaterials, except for colored PET, where the desired materialmass includes both clear and colored PET. This metric com-bines a weighted grade average and a recovery metric, essen-tially combining design problems I and II for the four outputplastic streams. The input material composition in Table II, sug-gested as typical by the plastics processing facility, is used as theinput material composition for the evaluation.
Fig. 9 shows the configuration of the four stages with thehighest value of , equal to 0.9785. This configuration does agood job of maximizing the values of for each material. HDPEmakes up the bulk of the flow, so processing it earlier producesboth the best value possible for and creates a refinedcomposition for processing by later stages.
If we increase the target concentration from 0.95 to 0.99, thebest-performing system changes in configuration, as shown inFig. 10. This system switches the placement of the polypropy-lene and color PET targeting stages.
While these systems have a very high value of , a metricreflecting material performance, the issue of processing cost andenergy can also come into play. As discussed earlier, these costsscale with the total amount of mass processed. In this case, wecan sum up the total amount of mass processed through the fourstages. For the system given in Fig. 9, . Otherconfigurations range in total processed mass from as low as 2.09up to 18.00.

IEEE
Pro
of
Prin
t Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 9
Fig. 9. System of the four stages with the highest weighted grade and masscapture metric, � � ������, when target concentration is 0.95.
Fig. 10. System of the four stages with the highest weighted grade and masscapture metric, � � ������, when target concentration is 0.99.
Fig. 11. System with the highest effectiveness, �� � ����.
One way to combine these two metrics, and , (andto combine all three design problems) is to combine them intoan effective material performance per processing metric. Thismetric reflects the efficiency with which thesystem captures and purifies materials. For the system shown inFig. 9, the effectiveness is . However, this is not themost efficient system in terms of . The most efficient systemis shown in Fig. 11.
This system has much in common with the system shown inFig. 9. The separation stages are in the same order, but there is norecirculating stream. This system captures less material overall,but has a much lower , leading to a greater effectiveness.
VI. RELEVANT OPEN ISSUES IN RECYCLING SYSTEMS
ENGINEERING
We have shown through numerical examples and a real casestudy the tremendous benefits that the use of systems engi-neering can bring to the design of recycling systems. Here, we
highlight some research challenges that need to be addressedin the future.
A. Modeling Existing Recycling Systems
Effort is required to enable performance analysis of recy-cling systems including more realistic features in the developedmodels. Possibilities include the following.
— Inhomogenous stage processing times: Recycling systemsact as continuous flow systems, where different processingtimes are attributed to different stages. For some processes,processing time is regulated by the conveyor speed. Forothers, processing time is dependent on operational param-eters.
— Stage failures: While most equipment downtime in recy-cling systems is due to planned maintenance proceduresthat stop the entire system, there is evidence of unpredictedshort disruptions that can affect the dynamics of the mate-rial flow.
— Tradeoff between flow rate and separation quality: Higherflow rate means more undesired interactions between par-ticles, causing lower separation efficiency, which can havecascading effects within a system. This has a simultaneouseffect on the system logistics performance as well as on thegrade of the output material flows.
— Buffers: Buffers in recycling systems are typically de-signed to feed machines at the required flow rate. However,since short disruption can occur, buffers should also be de-signed to effectively decoupling the machines, smoothingthe propagation of failures throughout the system.
These issues call for the development of advanced recyclingsystem performance evaluation and design tools, including de-composition-based analytical techniques [28]. From a systemarchitecture point-of-view, these tools should consider flowsplitting and merging, quality-productivity interactions at singlestage and system level, reprocessing of material at the samestage, and generally complex network structures.
B. Designing Recycling Systems of the Future
Currently implemented recycling systems are far from beingas “intelligent” as modern production systems. Design improve-ments are needed, taking into consideration market demand, in-creasing variability of products and materials, and increasingvalue of secondary materials. Some key strategic features thatwould contribute to enhance high performing recycling systemsare listed below.
— Reconfigurable and modular recycling systems: Inputmaterial mixtures can be highly variable. Since differentmaterial mixtures require different treatment, one fixeddesign cannot be effective for all input streams. Modularconveyor systems could allow reconfiguration in responseto changing input material mixture. Advanced designmethodology is needed to support reconfiguration deci-sions.
— Production monitoring in recycling systems: The perfor-mance of recycling systems is poorly monitored, resultingin poor visibility and understanding of the process/systemdynamics. Advanced online quality control technologiesand methods are needed for performance monitoring.

IEEE
Pro
of
Prin
t Ver
sion
10 IEEE TRANSACTIONS ON AUTOMATION SCIENCE AND ENGINEERING
— Production planning and control in recycling systems: Ma-terials are typically loaded in recycling systems in order ofarrival. However, the utilization of different resources inthe system is dependent on the incoming mixture composi-tion. Techniques for enabling production planning targetedto recycling systems should be developed.
C. Linking the System Model With the Process Model
From a process point of view, physical models of commonseparation technologies such as flotation, magnetic separation,corona electrostatic separation, etc., can be integrated and tar-geted to the specific need of the global recycling system designapproach. Moreover, improved process configurations designedto process new material needs, to substitute currently adoptedmanual operations, and to enlarge the processable particle char-acteristics spectrum, for example enhancing efficient separationof very fine particles, are needed. The coupled process/systemview may contribute in this direction, finding integrated systemlevel solutions to process related problems.
VII. CONCLUSION
This paper has presented a network flow model to evaluatethe performance of multistage recycling systems. The primaryadvantages of this model are that it is able to incorporate mul-tiple different separation technologies, approach any physicallyrealistic separation system configuration, requires only simpleinformation about individual processes that can be transferredto other systems, and is simple to formulate and evaluate. Thesecharacteristics make the model particularly suitable for recy-cling systems, which mix multiple process types. With fluctu-ations in input material mixtures, the addition of emerging sep-aration technologies, and the need to tune systems to performtheir best, recycling separation systems need to take advantageof flexibility in both system configurations and process param-eter settings. The modeling system proposed in this paper can beused to quickly and effectively evaluate the performance of mul-tiple configurations, identifying optimal system configurationsunder flexible conditions. The model as presented here providesa basis for integrating future developments in recycling systemmodeling, including individual process models, liberation mod-eling, stochastic and time variant effects, and more.
ACKNOWLEDGMENT
The authors give sincere thanks to Prof. T. Tolio, Eng. A.Grotti, and Eng. D. Veroux.
REFERENCES
[1] EU Parliament, “Directive 2002/96/EC of the European Parliament andof the Council of 27 January 2003 on Waste Electrical and ElectronicEquipment (WEEE),” Joint declaration of the European Parliament, theCouncil and the Commission relating to Article 9, 2003.
[2] California Senate, “Electronic Waste Recycling Act (SB 20, 2003,Sher, and SB 50, 2004, Sher),” California senate bill, 2003.
[3] C. Morawski, “Understanding economic and environmental impactsof single-stream collection systems,” Container Recycling Insti-tute, Culver City, CA, Tech. Rep, Dec. 2009. [Online]. Available:www.container-recycling.org/publications/,
[4] G. Dodbiba and T. Fujita, “Progress in separating plastic materials forrecycling,” Phys. Separation Sci. Eng., vol. 13, no. 3–4, pp. 165–182,Sep.–Dec. 2004.
[5] J. Cui and E. Forssberg, “Mechanical recycling of waste electric andelectronic equipment: A review,” J. Hazardous Mater., vol. 15, pp.243–263, 2003.
[6] I. Dalrymple, N. Wright, R. Kellner, N. Bains, K. Geraghty, M. Goosey,and L. Lightfoot, “An integrated approach to electronic waste (weee)recycling,” Circuit World, vol. 33, no. 2, pp. 52–58, 2007.
[7] M. Sodhi and W. Knight, “Design for bulk recycling: Analysis of ma-terials separation,” CIRP Ann., vol. 49/1, pp. 83–87, 2000.
[8] Q. Lu, J. Williams, M. Posner, W. Bonawitan, and X. Qu, “Model-based analysis of capacity and service fees for electronics recyclers,”J. Manuf. Syst., vol. 25/1, pp. 45–57, 2006.
[9] A. van Schaik, M. A. Reuter, U. M. J. Boin, and W. L. Dalmijn, “Dy-namic modelling and optimization of the resource cycle of passengervehicles,” Minerals Eng., vol. 15, pp. 1001–1016, 2002.
[10] R. Bailey, J. K. Allen, and B. Bras, “Applying ecological input-outputflow analysis to material flows in industrial systems: Part I: Tracingflows,” J. Ind. Ecol., vol. 8, no. 1–2, pp. 45–68, 2004.
[11] H. Xue, V. Kumar, and J. Sutherland, “Material flows and environ-mental impacts of manufacturing systems via aggregated input-outputmodels,” J. Cleaner Prod., vol. 15, pp. 1349–1358, 2007.
[12] A. van Schaik, M. A. Reuter, and K. Heiskanen, “The influence of par-ticle size reduction and liberation on the recycling rate of end-of-lifevehicles,” Minerals Eng., vol. 17, pp. 331–347, 2004.
[13] A. van Schaik and M. A. Reuter, “Dynamic modelling of e-waste re-cycling system performance based on product design,” Minerals Eng.(Special Issue: Sustainability, Resource Conservation & Recycling),vol. 23, no. 3, pp. 192–210, 2010, .
[14] G. H. Luttrell, J. N. Kohmuench, and M. J. Mankosa, “Optimization ofmagnetic separator circuit configurations,” J. Minerals MetallurgicalProcess., vol. 21, no. 3, pp. 153–157, Aug. 2004.
[15] J. C. A. Green, “The optimization of flotation networks,” Int. J. MineralProcess., vol. 13, no. 2, pp. 83–103, 1984.
[16] Z. Mathe, M. Harris, C. O’Connor, and J.-P. Franzidis, “Review offroth modelling in steady state flotation systems,” Minerals Eng., vol.11, no. 5, pp. 397–421, 1998.
[17] L. Cisternas, E. Galvez, M. Zavala, and J. Magna, “A MILP model forthe design of mineral flotation circuits,” Int. J. Mineral Process., vol.74, pp. 121–131, 2004.
[18] C. Guria, M. Verma, S. K. Gupta, and S. P. Mehrotra, “Simultaneousoptimization of the performance of flotation circuits and their simpli-fication using the jumping gene adaptations of genetic algorithm,” Int.J. Mineral Process., vol. 77, no. 3, pp. 165–185, 2005.
[19] D. K. Albino, “Bayesian material separation: Analysis of multiple re-cycling streams,” Senior Project in Applied Math, Yale Univ.. NewHaven, CT, 2007.
[20] “Boston zero-sort recycling: A Casella program,” distributed by andproperty of Casella Waste Systems, 2009.
[21] T. Gutowski, J. Dahmus, D. Albino, and M. Branham, “Bayesian ma-terial separation model with applications to recycling,” in Proc. IEEE
Int. Symp. Electron. Environ., 2007[Page range.].[22] M. Colledani and S. Gershwin, “Modeling, analysis and design of recy-
cling systems,” 2011, Massachusetts Inst. Technol.. Cambridge, MA,Working Paper.
[23] M. Wolf, M. Colledani, S. Gershwin, and T. Gutowski, “Modeling anddesign of multi-step separation systems,” in Proc. IEEE/Int. Symp. Sus-tainable Syst. Technol., 2010.
[24] M. I. Wolf, “Modeling and design of material separation systems withapplications to recycling,” Ph.D. dissertation, Dept. Mech. Eng., Mass-achusetts Inst. Technol., Cambridge, MA, Jun. 2011.
[25] J. Scheirs and G. Camino, “Effect of contamination on the recyclingof polymers,” in Recycling of PVC and Mixed Plastics Wastes, F. P. L.Mantia, Ed. Toronto, ON, Canada: ChemTec Publishing, 1996, pp.167–183.
[26] A. Kulcke, C. Gurschler, G. Spock, R. Leitner, and M. Kraft, “On-line classification of synthetic polymers using near infrared spectralimaging,” J. Near Infrared Spectroscopy, vol. 11, no. 1, pp. 71–81,2003.
[27] J. Gardner, A. Mail, L. Morrish, R. Morton, N. Myles, and S.Wilkinson, “Good practice of near infrared sorting of plastic pack-aging,” Axion Consulting, WRAP (Waste & Resources ActionProgram), San Diego, CA, Tech. Rep. MDP033, 2010.
[28] S. B. Gershwin, Manufacturing Systems Engineering. Englewood
Cliffs, NJ: Prentice-Hall, 1994[Au: Is ref 28 cor-rect.].

IEEE
Pro
of
Prin
t Ver
sion
WOLF et al.: A NETWORK FLOW MODEL FOR THE PERFORMANCE EVALUATION AND DESIGN OF MATERIAL SEPARATION SYSTEMS FOR RECYCLING 11
Malima Isabelle Wolf Please provide biographical information.
Marcello Colledani Please provide biographical information.
Stanley B. Gershwin (S’69–M’71–SM’96–F’97–LF’11) Please provide bio-graphical information.
Timothy G. Gutowski Please provide biographical information.