
Regulation & Maintaining Professional Integrity Laurie Mueller, BA, DC [email protected].
Upload
anthony-bennettCategory
view
213download
0
Pathogen occurrence
Pathogens, like viruses, bacteria and protozoa need to be filteredfrom potable water as these biological components canprovide a threat to human health. The Hepatitis A virus, for
example, causes infectious hepatitis; Salmonella typhi bacteria causetyphoid fever; and the protozoa Cryptosporidium parvum andGiardia lamblia cause cryptosporidiosis and giardiasis respectively.
Although giardiasis can be treated with antibiotics, currentlythere is no treatment for cryptosporidiosis. Some infections showno symptoms while others can cause moderate intermittentdiarrhoea. Prolonged chronic infections may develop in high riskpatients, especially those with lowered immune system responses.Cryptosporidium protozoa are single-celled parasites that live inthe intestines of animals and humans, spreading during thedormant phase of their complex life cycle, where they exist asinactive oocysts of 4-7 µm in diameter.
Oocysts are excreted in faeces and can be washed into surfacewater catchments, subsequently utilised for potable waterproduction. A major outbreak of cryptosporidiosis which affectedover 400,000 people in Milwaukee, USA, in 1993, originated from asurface water supply. The difficulty arises with surface watersupplies when contamination is associated with a high rainfallevent, such as spring run-off, when oocyst concentrations can behigh. The oocysts can survive under a range of conditions,becoming active when ingested by humans or animals. Giardia cystsspread in a similar manner but they are larger at 6-16 µm diameter.
Integrity as StandardThe absolute barrier of dead-end filtration is required to filterGiardia cysts and Cryptosporidium oocysts, but it is not practicalfor 100% removal to be consistently guaranteed. Instead, theindustry measures the efficiency of pathogen removal in terms ofthe log removal value (LRV).
The United States Environmental Protection Agency has specifiedlimits for the removal of pathogens through the Enhanced SurfaceWater Treatment Rule (ESWTR). These regulations specify removal(or inactivation) rates for pathogens as shown in Table 1 below.
Although the ESWTR provides a standard for LRV, the ruledoes not provide proof of effectiveness. Moch & Paulson (2003)describe how the American Society for Testing and Materials(ASTM) recognised that membrane suppliers’ integrity tests are generally proprietary. In response to this, an ASTM sub-committee designed the Standard Practice for IntegrityTesting of Water Filtration Membrane Systems (ASTM – D6908-03), which describes four integrity test methods that can be applied to membrane systems, regardless ofapplication:
1. Pressure Decay Test (PDT)2. Vacuum Decay Test
These are non-intrusive and are based on the principle that if aflaw exists in the membrane barrier then this can be identified bythe amount of air pressure necessary to vacate liquid from thatpore. When air pressure is applied to a fully wetted membrane, thepressure at which air flow occurs is termed the bubble point (BP).This indicates the size of the smallest pathway available for aparticle to pass through. These tests can only be carried out withthe membrane off-line.
(3) Soluble Dye Test (SDT)(4) TOC (Total Organic Carbon) Monitoring Test (TOCMT)
These involve the use of a marker, whose passage through thesystem is used to indicate the expected passage of thecontaminants. The SDT is an intrusive test whereas the TOCMTis non-intrusive, allowing continuous on-line monitoring ofTOC levels under normal operating conditions. Whenparameters change from baseline levels, a breach of membraneintegrity has occurred. The TOCMT has the advantage that itcan be done whilst the membrane is on-line.
Moch & Paulson advise that validation of all four test methodshas been undertaken in various ways, and either test can be used todemonstrate membrane integrity. However, process design andsystem control practicalities favour the PDT which, along with thestraightforward addition of necessary ancillary equipment, hasbecome a standard method utilised by membrane manufacturers.
30 January/February 2005 ISSN 0015-1882/05 © 2005 Elsevier Ltd. All rights reserved
Many filtration systems use integrity testing to guarantee the quality oftreated products. With this in mind, Anthony Bennett, managing &technical director at Specialist Technical Solutions Ltd, investigatespotable water production and the threat of Cryptosporidium, as well asillustrating the types of technology available to maintain pathogen andparticle removal efficiency.
Maintaining the integrity offiltration systems
featurearticle
Pathogen Log Removal Value(LRV) Percentage Removal(%)
Cryptosporidium parvum 2 99Giardia lamblia 3 99.9Viruses 4 99.99Based on ESWTR – adapted from Faber & Pearce (2004).
Table 1 - Inactivation / removal requirements for pathogens in potable water

However, the frequency of the PDT becomes an importantconsideration for the specific LRV required, as the Bristol Watercase study later in the feature describes.
Technologies for pathogen and particleremoval
Queensland Health (see references) reports that ultrafiltration(UF) membrane systems typically achieve a LRV greater than fourfor the pathogens described earlier, with conventionalcoagulation, sedimentation and rapid filtration processes attypically 2.5 LRV (99.5% removal).
UF systems typically remove particles in the range 0.01-0.1 µm.Hence, the technology can be applied to the removal ofCryptosporidium oocysts at 4 µm in diameter.
Cartridge filter systems can achieve a LRV of 4 (when rated toremove particles above 1 µm) but additional technology is requiredfor effective virus removal, such as chlorination or ultra-violetdisinfection and sterilisation. They are suitable for point-of-useapplications in domestic and commercial buildings whereadditional guarantees of water quality are required.
These systems are a good choice for use on relatively cleanwater supplies (such as water already treated to potable quality) ascapital and operational costs are low. However, treatment of rawwater sources, especially surface water with high solid andpathogen loadings, and high variability, requires the use ofmembrane technology. Capital cost can be significantly higherdepending on the specific site requirements but operational costsare lower because the membranes used can be cleaned in situ andhence will last up to 10 years.
UF technology can be applied in other sectors apart frompotable water to remove various physical and chemicalcomponents. Where the quality of the treated product is to beguaranteed then the integrity of the membrane needs to be proven. Though we are looking at potable water for the purposes of thisfeature, the technology could also be transferred to wastewatertreatment, effluent recycling, beverage production, brewing andany other processes where membrane filtration is required toprovide a product of consistent quality.
Case Studies – Bristol Water,Kamloops and Robstown
The case studies below illustrate how treated product quality can bemaintained at a designated LRV by using integrity testing procedures,especially the PDT. UF technology is capable of guaranteeing a 4 LRVremoval of Cryptosporidium and Giardia, which equates to 99.99%removal of particles greater than 5 µm in diameter.
I. Bristol Water – how to calculate theintegrity of a UF membrane
We now describe a working example of how the PDT isimplemented and integrity-validated using Hydranautics’HYDRAcap® UF hollow fibre membrane technology, as describedby Faber & Pearce (2004). This technology achieves 4 LRV for thepathogens listed in Table 1.
Empirically, the maximum Hydranautics unit size for which asingle fibre breakage can be easily detected using the PDT is 24 UFmodules.
As the PDT is a straightforward derivative of the BP principle,the minimum air pressure required to force liquid out of themembrane pore is:
Bubble point Pressure P = 4 f cos q s/DWhere f = correction factor due to shape
D = membrane pore diameterq = liquid/membrane contact angles = surface tension of liquid = 73 Dynes
For hydrophilic membranes such as this UF membrane, the liquidsolid contact angle is close to zero, therefore cos q =1. If weassume the shape correction factor is 1, then
Maximum bubble point pressure Pmax = 4 s/D = pDs /(pD2/4)This equals the force of surface tension divided by the area overwhich it operates.
For a hole in the membrane comparable to an oocyst at 5 µm (5x 10-6 m) mean diameter, the bubble point of water is:P = 4(73 Dyne/cm)/(5 x 10-6 m) x (1 x 10-5 Newton/1 Dyne) x(100 cm/1 m) = 73 kPa = 0.73 bar
As the bubble point of intact UF membranes is higher than this, byperforming a PDT above 0.8 bar, any holes larger than 4 µm indiameter can be identified.
The first municipal installation for Hydranautics in the UK wasat Bristol Water, South West UK. The ESWTR does not legallyapply in the UK but current potable water supply regulationsspecify that Cryptosporidium in water supplies must not exceed aconcentration of 1 oocyst /10 L. Test data showed there was a riskof exceeding this level in the feed water.
According to Faber & Pearce, as naturally occurring waterswith >10,000 oocysts/10 L have never been reported, 4 LRV wouldfilter these to < 1 oocyst/ 10 L. Hence, Faber & Pearce maintainthat use of membrane technology to achieve 4 LRV meets the UKspecification. None of the tests reported by Bristol Water have hadoocyst concentrations higher than 100 /10 L. Nonetheless, BristolWater and UK based Kalsep Limited (the original equipmentmanufacturer) have agreed a system guarantee of 4 LRV.
We have stated that PDT frequency is important. For anassumed breakage frequency of 0.15 fibre breaks per membranemodule per year, the number of fibre breaks per year for the 144-module Bristol Water plant is 21.6.
The acceptable number of breaks to maintain 4 LRV in one ofthe six 24-module units comes from the empirical Panglishequation:
LRV = -log (1-exp[(-5.74/1.5) k])Where k= number breaks/number intact fibres
So, Number breaks = – number intact fibres [ln(1-10-LRV)] /(5.74/1.5) Number breaks, therefore = 7The worst-case scenario is that all breaks in the system occur inone unit of 24 modules. If this is assumed, then the test frequencyshould be at least
Filtration+Separation January/February 2005 31
featurearticle
365 days/year /21.6 breaks/year x 7 acceptable breaks= 127 days
Assuming that fibre breaks occur at regular intervals andbreakage rate will not exceed the indicated level.
For Bristol Water, a PDT frequency of once every week to onceevery other week is recommended to provide a margin of safety forthe target of 4 LRV. Upon failing a PDT, membrane fibres arerepaired or replaced as necessary.
We now look at two recent projects where the PDT is used tomaintain integrity at 4 LRV.
II. Kamloops – British ColumbiaBy the end of 2004, Zenon Environmental Inc’s 160 MLDimmersed UF ZeeWeed™ system at Kamloops in British Columbiawas operational. The background and design of the plant hasbeen described by Comerford & LaPlante (2004) and Kobilnyk(2005). Several communities in the Kamloops area hadexperienced outbreaks of waterborne illnesses and, as a result,the Thompson Health Region implemented new conditions to thecity’s operating permit for potable water production. Thisrequired an upgrade to the city’s WTP to avoid similar illnesses inthe City of Kamloops.
The River Street Water Treatment Plant pumps water from theSouth Thompson River for initial screening and coagulantaddition to aid the removal of TOC, minimising the formation of
chlorination by-products, such as trihalomethane, a suspectedcarcinogen. The feed supply is characterised by turbidity spikes ashigh as 500 NTU during the spring thaw. Flocculated water flowsby gravity to the membrane process, which consists of 11 dutytrains and one standby train to allow maintenance cleaning.
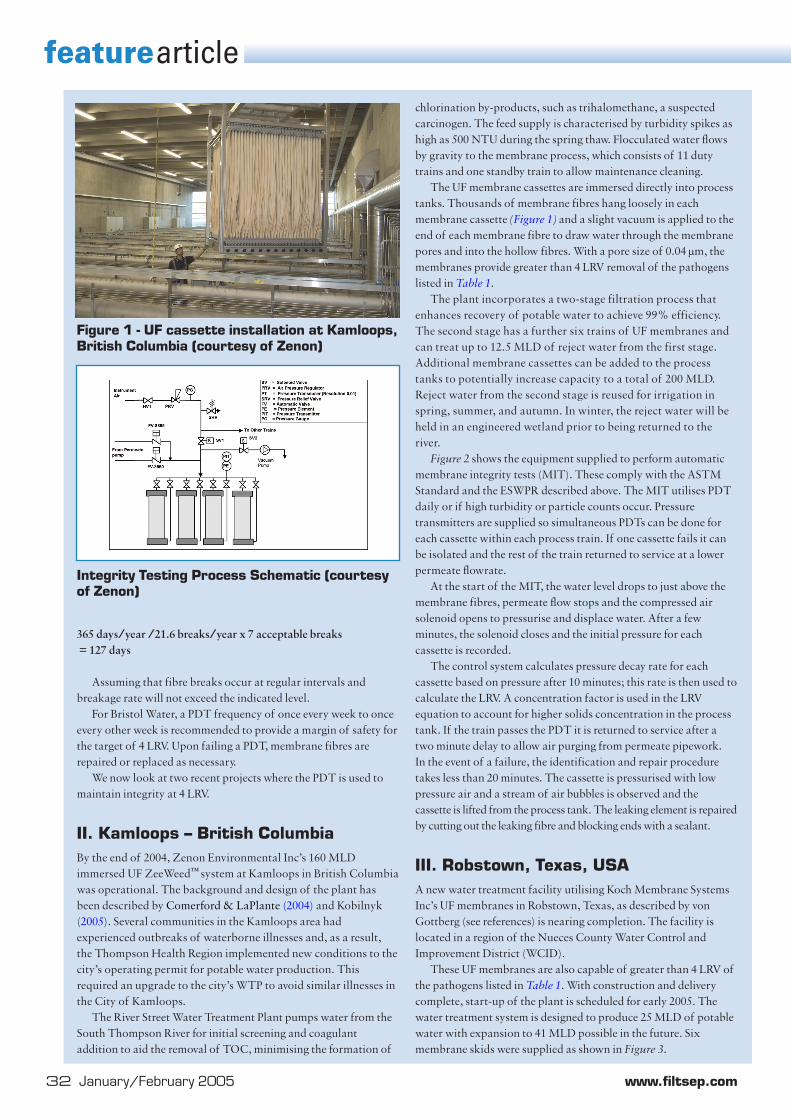
The UF membrane cassettes are immersed directly into processtanks. Thousands of membrane fibres hang loosely in eachmembrane cassette (Figure 1) and a slight vacuum is applied to theend of each membrane fibre to draw water through the membranepores and into the hollow fibres. With a pore size of 0.04 µm, themembranes provide greater than 4 LRV removal of the pathogenslisted in Table 1.
The plant incorporates a two-stage filtration process thatenhances recovery of potable water to achieve 99% efficiency.The second stage has a further six trains of UF membranes andcan treat up to 12.5 MLD of reject water from the first stage.Additional membrane cassettes can be added to the processtanks to potentially increase capacity to a total of 200 MLD.Reject water from the second stage is reused for irrigation inspring, summer, and autumn. In winter, the reject water will beheld in an engineered wetland prior to being returned to theriver.
Figure 2 shows the equipment supplied to perform automaticmembrane integrity tests (MIT). These comply with the ASTMStandard and the ESWPR described above. The MIT utilises PDTdaily or if high turbidity or particle counts occur. Pressuretransmitters are supplied so simultaneous PDTs can be done foreach cassette within each process train. If one cassette fails it canbe isolated and the rest of the train returned to service at a lowerpermeate flowrate.
At the start of the MIT, the water level drops to just above themembrane fibres, permeate flow stops and the compressed airsolenoid opens to pressurise and displace water. After a fewminutes, the solenoid closes and the initial pressure for eachcassette is recorded.
The control system calculates pressure decay rate for eachcassette based on pressure after 10 minutes; this rate is then used tocalculate the LRV. A concentration factor is used in the LRVequation to account for higher solids concentration in the processtank. If the train passes the PDT it is returned to service after atwo minute delay to allow air purging from permeate pipework.In the event of a failure, the identification and repair procedure takes less than 20 minutes. The cassette is pressurised with lowpressure air and a stream of air bubbles is observed and the cassette is lifted from the process tank. The leaking element is repairedby cutting out the leaking fibre and blocking ends with a sealant.
III. Robstown, Texas, USAA new water treatment facility utilising Koch Membrane SystemsInc’s UF membranes in Robstown, Texas, as described by vonGottberg (see references) is nearing completion. The facility islocated in a region of the Nueces County Water Control andImprovement District (WCID).
These UF membranes are also capable of greater than 4 LRV ofthe pathogens listed in Table 1. With construction and deliverycomplete, start-up of the plant is scheduled for early 2005. Thewater treatment system is designed to produce 25 MLD of potablewater with expansion to 41 MLD possible in the future. Sixmembrane skids were supplied as shown in Figure 3.
32 January/February 2005 www.filtsep.com
featurearticle
Figure 1 - UF cassette installation at Kamloops,British Columbia (courtesy of Zenon)
Integrity Testing Process Schematic (courtesyof Zenon)

According to Rudy Blahuta, general manager of WCID, “oncewe identified the need to increase plant capacity, we quicklyrealised that UF membranes were the answer. We knew UF wouldbe the best way to consistently provide superior water to ourcustomers and ensure regulatory compliance into the future.”The feed source for the plant, the Nueces River, is subject tolarge variations in water quality due to rain and other weathereffects. Therefore, according to von Gottberg, the system hasbeen designed to run in multiple operational modes to minimiseoperating costs and improve system performance.
The plant incorporates automatic PDT to verify the 4 LRVspecified. Each UF skid is taken off-line in sequence by firstlydraining the permeate side of the hollow fibre modules. Whendraining is complete, the vent and drain lines close and thepermeate side of the skid is pressurised with instrument qualitycompressed air, then isolated from the air source. At the same
time, the reject side of the skid is vented. The pressure loss ismonitored on the permeate side of the membranes. Thepressure decay rate obtained is then empirically related to LRV.If the test results do not meet the minimum pressure decay rateestablished for the system, the control system shuts the skiddown.
ReferencesComerford, B & LaPlante, T (2004) Kamloops turns to low-pressure
membranes for water safety, Environmental Science and Engineering,
December 2004, Aurora, Canada.
Faber, D & Pearce, G (2004) ‘HYDRAcap® “Capillary Ultrafiltration
Membrane Integrity Verification Plan’, Hydranautics Inc., USA. (see
www.membranes.com)
von Gottberg, A (2004) ‘6.6 MGD water treatment plant in Robstown, Texas’,
Koch Membrane Systems Inc., USA. (see www.kochmembrane.com)
Kobilnyk, A (2005), Personal communication, Zenon Environmental Inc.,
Canada. (see www.zenon.com)
Moch, I & Paulson, D J (2003) Establishing an Integrity Standard for
Membrane Systems, International Desalination Association World
Congress Proceedings, September 2003, Bahamas, Ref. BAH03-021.
Queensland Health (1998) ‘Cryptosporidium and Giardia in Drinking
Water – Interim Management and Response Protocol’, Queensland
Government, Australia.
Contact:Anthony Bennett is managing & technical director at Specialist
Technical Solutions Limited, UK.
E-mail: [email protected]
Internet: www.specialist-technical-solutions.co.uk.
Filtration+Separation January/February 2005 33
featurearticle
UF system atRobstown, Texas,USA (courtesy ofKoch MembraneSystems)


















