Magnesium Alloy Forgings for Automotive Applications...magnesium is much smaller than for steel or...
27
Magnesium Alloy Forgings for Automotive Applications Mary A Wells Dean – College of Engineering and Physical Sciences Sept 11 th , 2018
Transcript of Magnesium Alloy Forgings for Automotive Applications...magnesium is much smaller than for steel or...

Magnesium Alloy Forgings for
Automotive Applications
Mary A Wells
Dean – College of Engineering and Physical
Sciences
Sept 11th , 2018

ACKNOWLEDGEMENTS (PEOPLE)
Guo Yu (MASc student)
Talal Paracha (MASc student)
Massimo DiCiano (Postdoctoral Fellow)
Paresh Prakash (PhD student)
Prof Hamid Jahed
Prof Steve Lambert

THE INCENTIVE OF USING LIGHTWEIGHT
MATERIALS FOR AUTOMOTIVE APPLICATIONS
0
5
10
15
20
25
30
35
40
45
2000 2500 3000 3500 4000 4500 5000 5500
Weight [lb]
Fu
el C
on
su
mp
tio
n [M
PG
]
Premium Small
Entry Small
Midsize
Near Luxury Midsize
Luxury Midsize
Large
Luxury Large
Comp. VAN
Comp. PU.
STD PU
Comp. SUV
Luxury Comp. SUV
Large SUV
CAFE Std. for cars
CAFE Std. for trucks
FITy = -0.006518 x + 48.746

BACKGROUND – MOTIVATION
Cast Al - A356-T6 Benchmark DesignMass: 2.431 kg
Forged Mg - Final DesignMass: 1.534 kg
OPTIMIZED DESIGN WITH 37% WEIGHTREDUCTION
Design validation: The optimized final design of the control arm passes all clearance checking and Ford system-level strength, stiffness and fatigue analysis for the required load cases
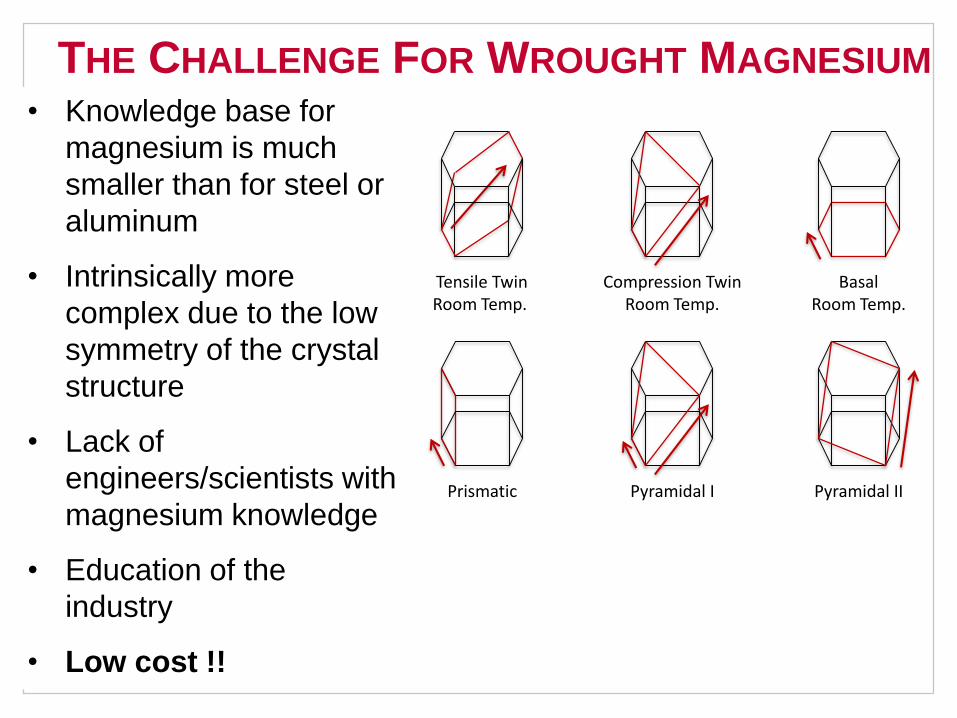
THE CHALLENGE FOR WROUGHT MAGNESIUM
BasalRoom Temp.
Prismatic Pyramidal IIPyramidal I
Tensile TwinRoom Temp.
Compression TwinRoom Temp.
• Knowledge base for
magnesium is much
smaller than for steel or
aluminum
• Intrinsically more
complex due to the low
symmetry of the crystal
structure
• Lack of
engineers/scientists with
magnesium knowledge
• Education of the
industry
• Low cost !!

BACKGROUND – APPLICATIONS OF MG ALLOYS
Seat Base - Ford
Intake Manifold - Audi
Friedrich, H., & Mordike, B. (Eds.). (2006). Magnesium Technology – Metallurgy, Design Data, Applications. Berlin: Springer.

FATIGUE STRENGTH AL VERSUS MG
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0
354.0-T6
356.0-T6
359.0-T61
360.0-F
380.0-F
384.0-F
AZ61A-F
AZ80A-F
AZ80A-T5
AZ80A-T6
SpecificFa
gueStrength(MPa-cm
3/g)
Alloy
Aluminum castings
Specific Rotating Bending Fatigue Strength at 108 Cycles
Magnesium forgings

RESEARCH OVERVIEWForging
DesignCorrosion
Residual Stress
Durability
Sensor Embedding
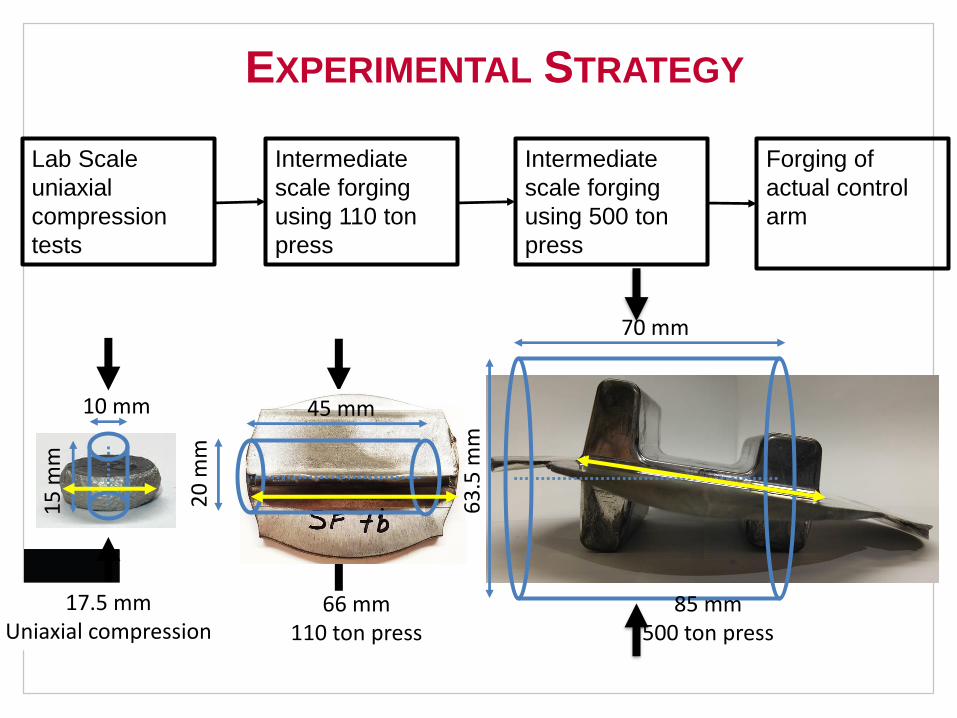
EXPERIMENTAL STRATEGY
Lab Scale
uniaxial
compression
tests
Intermediate
scale forging
using 110 ton
press
Intermediate
scale forging
using 500 ton
press
Forging of
actual control
arm
45 mm
20
mm
10 mm
15
mm
70 mm
63
.5 m
m
17.5 mmUniaxial compression
66 mm110 ton press
85 mm500 ton press

Forging of
actual control
arm
400 mm
1500 Tonne
Press
EXPERIMENTAL STRATEGY
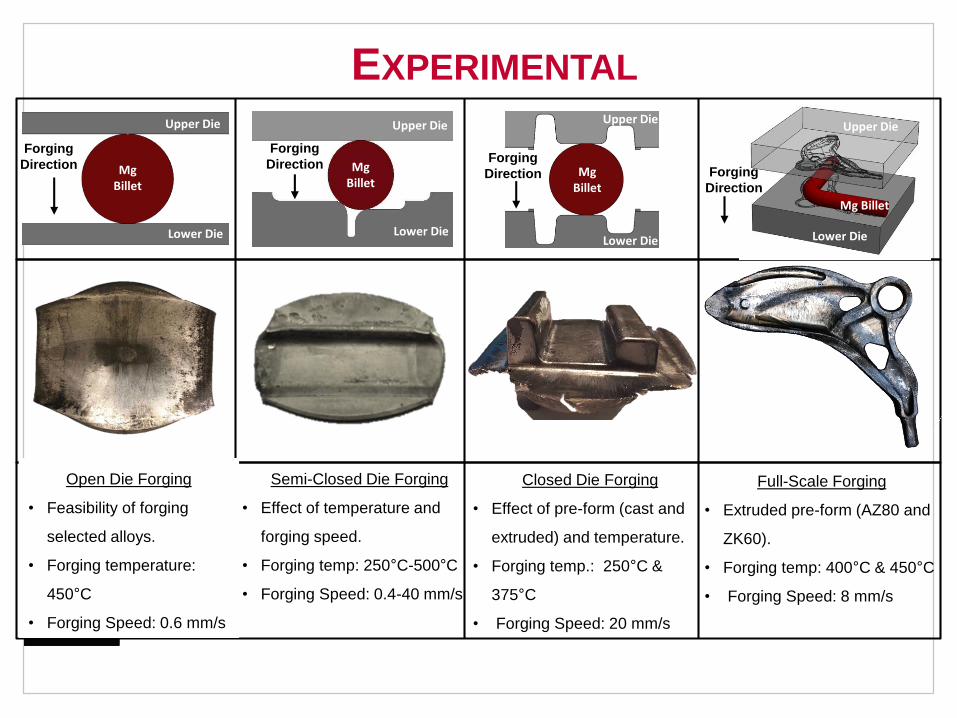
EXPERIMENTAL
MgBillet
Upper Die
Lower Die
Forging
Direction MgBillet
Upper Die
Forging
DirectionMg
Billet
Upper Die
Lower Die
Forging
Direction
Lower Die
Open Die Forging
• Feasibility of forging
selected alloys.
• Forging temperature:
450°C
• Forging Speed: 0.6 mm/s
Semi-Closed Die Forging
• Effect of temperature and
forging speed.
• Forging temp: 250°C-500°C
• Forging Speed: 0.4-40 mm/s
Closed Die Forging
• Effect of pre-form (cast and
extruded) and temperature.
• Forging temp.: 250°C &
375°C
• Forging Speed: 20 mm/s
Full-Scale Forging
• Extruded pre-form (AZ80 and
ZK60).
• Forging temp: 400°C & 450°C
• Forging Speed: 8 mm/s
Lower Die
Mg Billet
Upper Die
Forging
Direction

EXPERIMENTAL
Ø44.0 Billet(Ø63.5)
Ø210.0 Ingot(Ø304.8)
Extruded Mg Cast Mg
Extrusion
Axis
Orientations and Locations of Ø10mm x 15mm Compression Samples
CastingDirection

FLOW STRESS MEASUREMENTS (EXTRUDED AZ80)
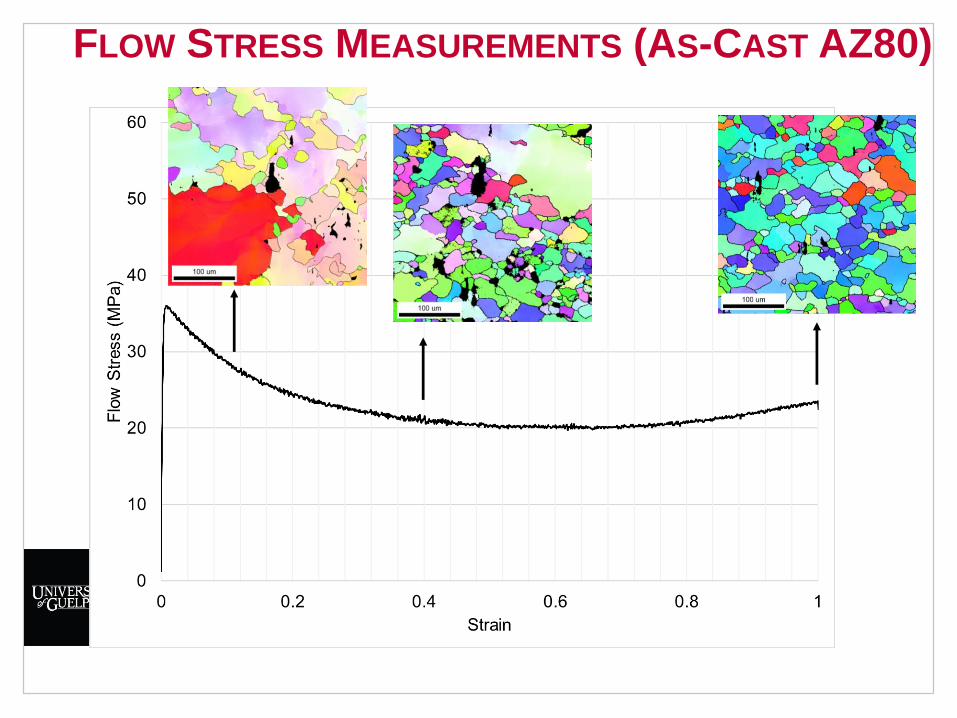
FLOW STRESS MEASUREMENTS (AS-CAST AZ80)

110 TON PRESS AT CANMET

110 TONNE PRESS AT CANMET
SIMULATION WITH DEFORM 3D
400°C, 0.4mm/s

500 TON PRESS AT CANMET
17
0.06mm/s
0.6mm/s
6mm/s

FORGING VIDEO (500 TON PRESS AZ80)400°C, 0.6 MM/S

500 TON PRESS EXPERIMENTS
TD
ED
0.067mm/s 0.667mm/s 6.667mm/s

SAMPLE EXTRACTION
(MECHANICAL PROPERTY MEASUREMENTS)
12 mm
4 mm
6 mm60 mm
FD: Forging Direction LD: Longitudinal Direction RD: Radial Direction
Figure 1: I-Beam forging side view.
LD
RD
FD
Figure 3: Specimen
Geometry
1
2
3
11
12
13
14
15
6
7
8910
5
4
RD
FD
LD
Web: B Tall Flange: CShort Flange: A

S-N CHARACTERIZATION (AZ80)
130
140
150
160
170
180
190
100 1,000 10,000 100,000 1,000,000
Stre
ss A
mp
litu
de
[MPa
]
Number of Cycles [N]
As-Ext (ED)
As-Cast (LD)
250°C (IF41)
250°C (IF44)
275°C (IF38)
375°C (IF59)
375°C (IF62)
Cast ExtForged Forged

FORGING OF CONTROL ARMS (1500 TON PRESS)
Flattening Operation
Forging Operation

FORGING OF CONTROL ARMS (1500 TON PRESS)

FORGING OF CONTROL ARMS (1500 TON PRESS)
Flattening Operation
Forging Operation

CONTROL ARM COMPARISON SIMULATION TO
MEASUREMENT

SUMMARY
• Magnesium alloy AZ31, AZ80 and ZK60
were successfully forged under a range of
conditions
• Starting structure has a large effect on
microstructure evolution and processing
map
• Anisotropic DEFORM 3D model able to
capture flow behavior and load during
forging

ACKNOWLEDGEMENTS
Automotive Partnership Canada