
MACHINING CENTRE CENTRE D’USINAGE CENTRO DE MECANIZADO · centro di lavoro-# machining centre...
18
CENTRO DI LAVORO MACHINING CENTRE CENTRE D’USINAGE CENTRO DE MECANIZADO BEARBAITUNGZENTRUM CENTRO DE TRABALHO
-
Upload
nguyenkien -
Category
Documents
-
view
228 -
download
0
Transcript of MACHINING CENTRE CENTRE D’USINAGE CENTRO DE MECANIZADO · centro di lavoro-# machining centre...

CENTRO DI LAVORO
MACHINING CENTRE
CENTRE D’USINAGE
CENTRO DE MECANIZADO
BEARBAITUNGZENTRUM
CENTRO DE TRABALHO

MC 302 GEOS - 5
MC 302 GEOS - 3
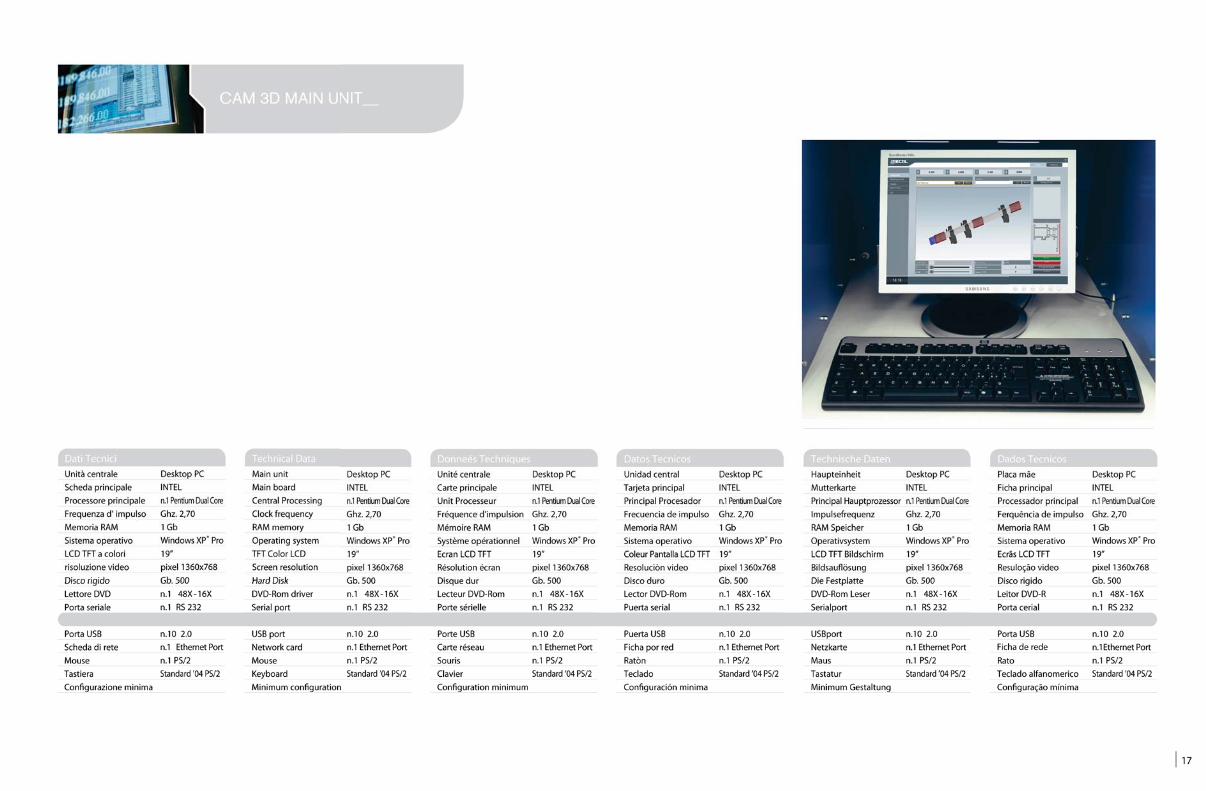
CAM 3D
INDEX
04
10
16

4
MC 302 GEOS - 5�
5 axis

5
6
MC 302 GEOS - 5�
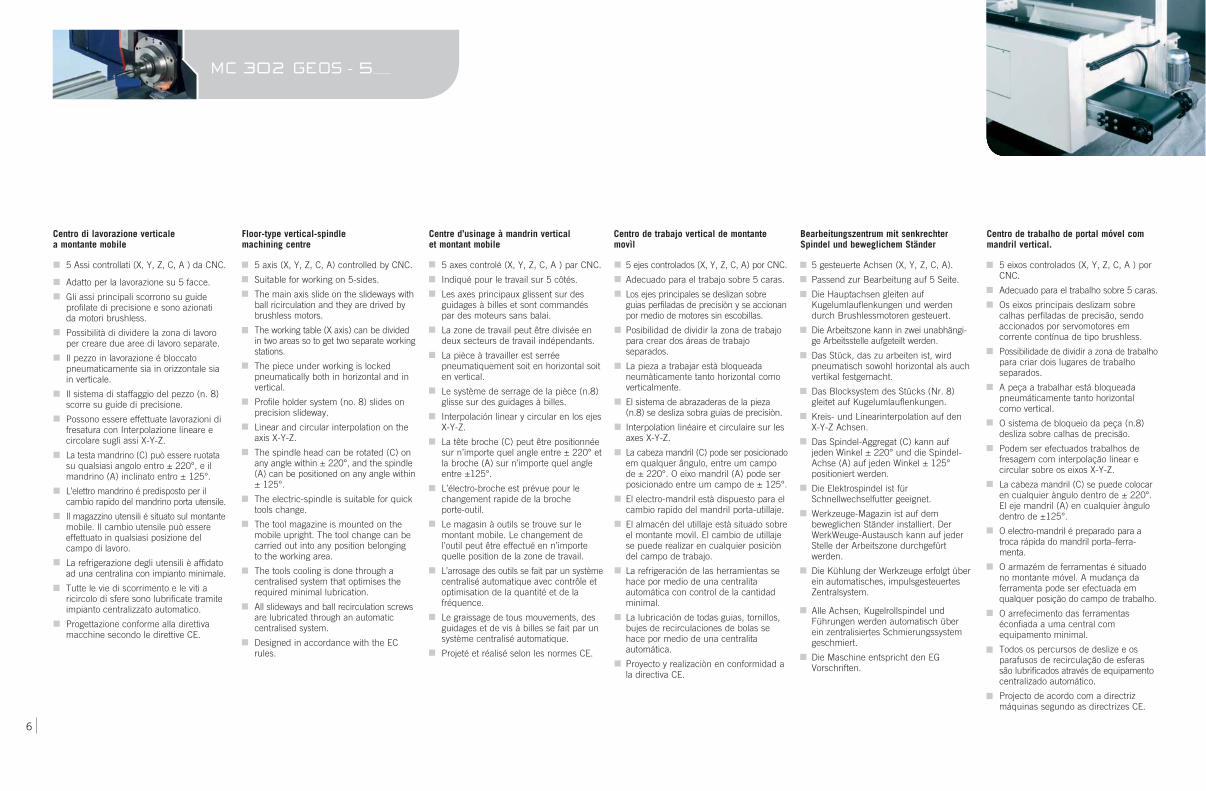
5 Assi controllati (X, Y, Z, C, A ) da CNC.
Adatto per la lavorazione su 5 facce.
Gli assi principali scorrono su guideprofilate di precisione e sono azionatida motori brushless.
Possibilità di dividere la zona di lavoro per creare due aree di lavoro separate.
Il pezzo in lavorazione é bloccatopneumaticamente sia in orizzontale sia in verticale.
Il sistema di staffaggio del pezzo (n. 8) scorre su guide di precisione.
Possono essere effettuate lavorazioni di fresatura con Interpolazione lineare e circolare sugli assi X-Y-Z.
La testa mandrino (C) può essere ruotata su qualsiasi angolo entro ± 220°, e il mandrino (A) inclinato entro ± 125°.
L’elettro mandrino é predisposto per il cambio rapido del mandrino porta utensile.
Il magazzino utensili é situato sul montante mobile. Il cambio utensile può essere effettuato in qualsiasi posizione del campo di lavoro.
La refrigerazione degli utensili è affidato ad una centralina con impianto minimale.
Tutte le vie di scorrimento e le viti a ricircolo di sfere sono lubrificate tramite impianto centralizzato automatico.
Progettazione conforme alla direttiva macchine secondo le direttive CE.
Centro di lavorazione verticalea montante mobile
5 gesteuerte Achsen (X, Y, Z, C, A).
Passend zur Bearbeitung auf 5 Seite.
Die Hauptachsen gleiten auf Kugelumlauflenkungen und werden durch Brushlessmotoren gesteuert.
Die Arbeitszone kann in zwei unabhängi-ge Arbeitsstelle aufgeteilt werden.
Das Stück, das zu arbeiten ist, wird pneumatisch sowohl horizontal als auch vertikal festgemacht.
Das Blocksystem des Stücks (Nr. 8) gleitet auf Kugelumlauflenkungen.
Kreis- und Linearinterpolation auf den X-Y-Z Achsen.
Das Spindel-Aggregat (C) kann auf jeden Winkel ± 220° und die Spindel-Achse (A) auf jeden Winkel ± 125°positioniert werden.
Die Elektrospindel ist für Schnellwechselfutter geeignet.
Werkzeuge-Magazin ist auf dembeweglichen Ständer installiert. Der WerkWeuge-Austausch kann auf jeder Stelle der Arbeitszone durchgefürtwerden.
Die Kühlung der Werkzeuge erfolgt über ein automatisches, impulsgesteuertes Zentralsystem.
Alle Achsen, Kugelrollspindel und Führungen werden automatisch über ein zentralisiertes Schmierungssystem geschmiert.
Die Maschine entspricht den EG Vorschriften.
Bearbeitungszentrum mit senkrechter Spindel und beweglichem Ständer
5 axis (X, Y, Z, C, A) controlled by CNC. Suitable for working on 5-sides.
The main axis slide on the slideways with ball ricirculation and they are drived by brushless motors.
The working table (X axis) can be divided in two areas so to get two separate working stations.
The piece under working is locked pneumatically both in horizontal and in vertical.
Profile holder system (no. 8) slides on precision slideway.
Linear and circular interpolation on the axis X-Y-Z.
The spindle head can be rotated (C) on any angle within ± 220°, and the spindle (A) can be positioned on any angle within ± 125°.
The electric-spindle is suitable for quick tools change.
The tool magazine is mounted on the mobile upright. The tool change can be carried out into any position belonging to the working area.
The tools cooling is done through acentralised system that optimises the required minimal lubrication.
All slideways and ball recirculation screws are lubricated through an automaticcentralised system.
Designed in accordance with the EC rules.
Floor-type vertical-spindlemachining centre
���
�
�
�
�
�
�
�
�
�
�
�
��
�
�
�
�
�
�
�
�
�
�
5 axes controlé (X, Y, Z, C, A ) par CNC.
Indiqué pour le travail sur 5 côtés.
Les axes principaux glissent sur desguidages à billes et sont commandés par des moteurs sans balai.
La zone de travail peut être divisée en deux secteurs de travail indépendants.
La pièce à travailler est serréepneumatiquement soit en horizontal soit en vertical.
Le système de serrage de la pièce (n.8) glisse sur des guidages à billes.
Interpolación linear y circular en los ejes X-Y-Z.
La tête broche (C) peut être positionnée sur n’importe quel angle entre ± 220° et la broche (A) sur n’importe quel angle entre ±125°.
L’électro-broche est prévue pour le changement rapide de la brocheporte-outil.
Le magasin à outils se trouve sur le montant mobile. Le changement del’outil peut être effectué en n’importe quelle position de la zone de travail.
L’arrosage des outils se fait par un système centralisé automatique avec contrôle et optimisation de la quantité et de lafréquence.
Le graissage de tous mouvements, des guidages et de vis à billes se fait par un système centralisé automatique.
Projeté et réalisé selon les normes CE.
Centre d’usinage à mandrin verticalet montant mobile
�
��
�
�
�
�
�
�
�
�
�
�
5 ejes controlados (X, Y, Z, C, A) por CNC.
Adecuado para el trabajo sobre 5 caras.
Los ejes principales se deslizan sobre guias perfiladas de precisiòn y se accionan por medio de motores sin escobillas.
Posibilidad de dividir la zona de trabajo para crear dos áreas de trabajoseparados.
La pieza a trabajar està bloqueadaneumàticamente tanto horizontal como verticalmente.
El sistema de abrazaderas de la pieza (n.8) se desliza sobra guias de precisiòn.
Interpolation linéaire et circulaire sur les axes X-Y-Z.
La cabeza mandril (C) pode ser posicionado em qualquer ângulo, entre um campode ± 220°. O eixo mandril (A) pode serposicionado entre um campo de ± 125°.
El electro-mandril està dispuesto para el cambio rapido del mandril porta-utillaje.
El almacén del utillaje està situado sobre el montante movìl. El cambio de utillaje se puede realizar en cualquier posiciòn del campo de trabajo.
La refrigeración de las herramientas se hace por medio de una centralitaautomática con control de la cantidad minimal.
La lubricación de todas guias, tornillos, bujes de recirculaciones de bolas se hace por medio de una centralitaautomática.
Proyecto y realizaciòn en conformidad a la directiva CE.
Centro de trabajo vertical de montante movìl
���
�
�
�
�
�
�
�
�
�
�
��
�
�
�
�
�
�
�
�
�
�
�
5 eixos controlados (X, Y, Z, C, A ) por CNC.
Adecuado para el trabalho sobre 5 caras.
Os eixos principais deslizam sobrecalhas perfiladas de precisão, sendo accionados por servomotores emcorrente contínua de tipo brushless.
Possibilidade de dividir a zona de trabalho para criar dois lugares de trabalhoseparados.
A peça a trabalhar está bloqueada pneumáticamente tanto horizontalcomo vertical.
O sistema de bloqueio da peça (n.8) desliza sobre calhas de precisão.
Podem ser efectuados trabalhos defresagem com interpolação linear ecircular sobre os eixos X-Y-Z.
La cabeza mandril (C) se puede colocar en cualquier àngulo dentro de ± 220°. El eje mandril (A) en cualquier àngulo dentro de ±125°.
O electro-mandril é preparado para a troca rápida do mandril porta–ferra-menta.
O armazém de ferramentas é situadono montante móvel. A mudança daferramenta pode ser efectuada emqualquer posição do campo de trabalho.
O arrefecimento das ferramentaséconfiada a uma central comequipamento minimal.
Todos os percursos de deslize e os parafusos de recirculação de esferas são lubrificados através de equipamento centralizado automático.
Projecto de acordo com a directriz máquinas segundo as directrizes CE.
Centro de trabalho de portal móvel com mandril vertical.
�
��
�
�
�
�
�
�
�
�
�
�
7
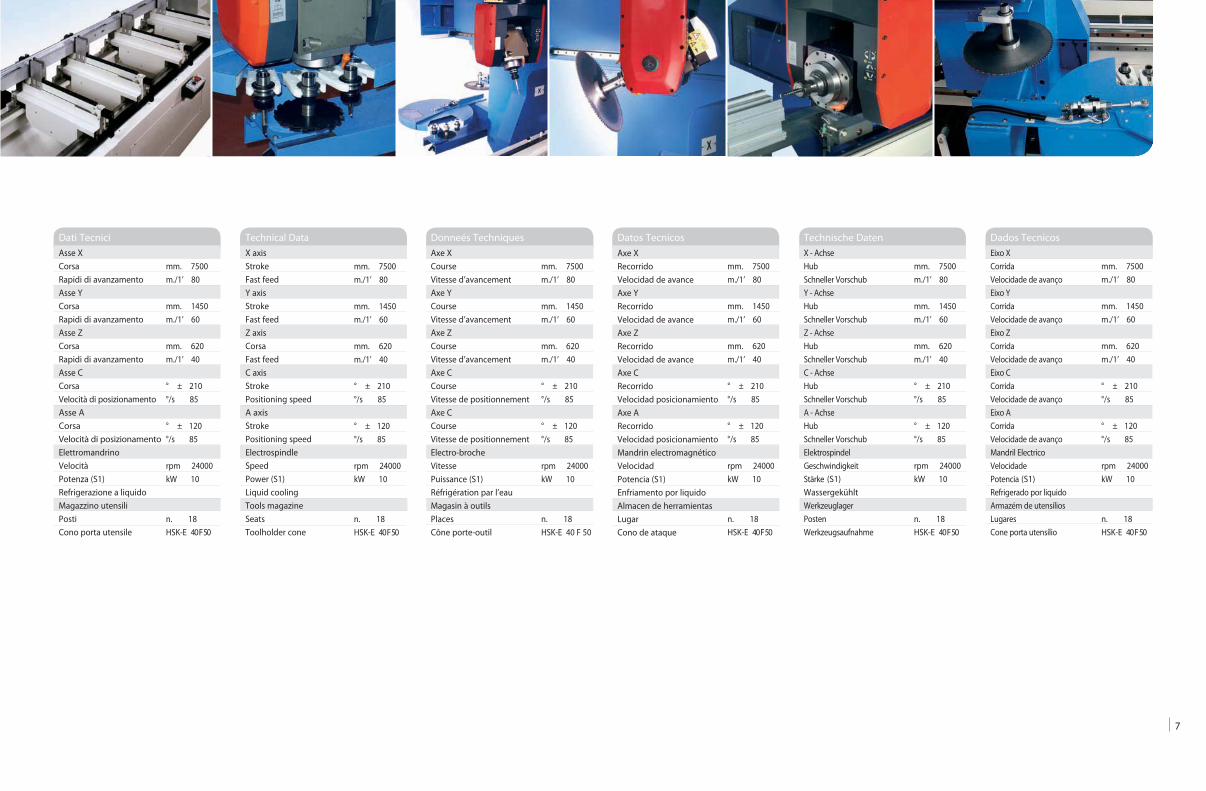
Dati TecniciAsse XCorsaRapidi di avanzamentoAsse YCorsaRapidi di avanzamentoAsse ZCorsaRapidi di avanzamentoAsse CCorsaVelocità di posizionamentoAsse ACorsa Velocità di posizionamento ElettromandrinoVelocitàPotenza (S1)Refrigerazione a liquidoMagazzino utensiliPostiCono porta utensile
Technical Data Donneés Techniques Datos Tecnicos Technische Daten Dados Tecnicos
mm. 7500m./1’ 80
mm. 1450m./1’ 60
mm. 620m./1’ 40
° ± 210°/s 85
° ± 120°/s 85
rpm 24000kW 10
n. 18HSK-E 40 F 50
mm. 7500m./1’ 80
mm. 1450m./1’ 60
mm. 620m./1’ 40
° ± 210°/s 85
° ± 120°/s 85
rpm 24000kW 10
n. 18HSK-E 40 F 50
mm. 7500m./1’ 80
mm. 1450m./1’ 60
mm. 620m./1’ 40
° ± 210°/s 85
° ± 120°/s 85
rpm 24000kW 10
n. 18HSK-E 40 F 50
mm. 7500m./1’ 80
mm. 1450m./1’ 60
mm. 620m./1’ 40
° ± 210°/s 85
° ± 120°/s 85
rpm 24000kW 10
n. 18HSK-E 40 F 50
X axisStrokeFast feedY axisStrokeFast feedZ axisCorsaFast feedC axisStrokePositioning speedA axisStrokePositioning speedElectrospindleSpeedPower (S1)Liquid coolingTools magazineSeatsToolholder cone
Axe XCourseVitesse d’avancement Axe YCourse Vitesse d’avancementAxe ZCourseVitesse d’avancementAxe CCourseVitesse de positionnement Axe CCourseVitesse de positionnement Electro-brocheVitessePuissance (S1)Réfrigération par l’eauMagasin à outilsPlacesCône porte-outil
Axe XRecorridoVelocidad de avanceAxe YRecorridoVelocidad de avanceAxe ZRecorridoVelocidad de avanceAxe C RecorridoVelocidad posicionamientoAxe A RecorridoVelocidad posicionamientoMandrin electromagnético VelocidadPotencia (S1)Enfriamento por liquidoAlmacen de herramientasLugarCono de ataque
X - AchseHubSchneller VorschubY - Achse HubSchneller VorschubZ - AchseHubSchneller VorschubC - AchseHubSchneller VorschubA - AchseHubSchneller VorschubElektrospindelGeschwindigkeitStärke (S1)WassergekühltWerkzeuglagerPosten Werkzeugsaufnahme
Eixo XCorridaVelocidade de avançoEixo YCorridaVelocidade de avançoEixo ZCorrida Velocidade de avançoEixo CCorridaVelocidade de avançoEixo ACorridaVelocidade de avançoMandril ElectricoVelocidadePotencia (S1)Refrigerado por liquidoArmazém de utensíliosLugaresCone porta utensílio
mm. 7500m./1’ 80
mm. 1450m./1’ 60
mm. 620m./1’ 40
° ± 210°/s 85
° ± 120°/s 85
rpm 24000kW 10
n. 18HSK-E 40 F 50
mm. 7500m./1’ 80
mm. 1450m./1’ 60
mm. 620m./1’ 40
° ± 210°/s 85
° ± 120°/s 85
rpm 24000kW 10
n. 18HSK-E 40 F 50
8
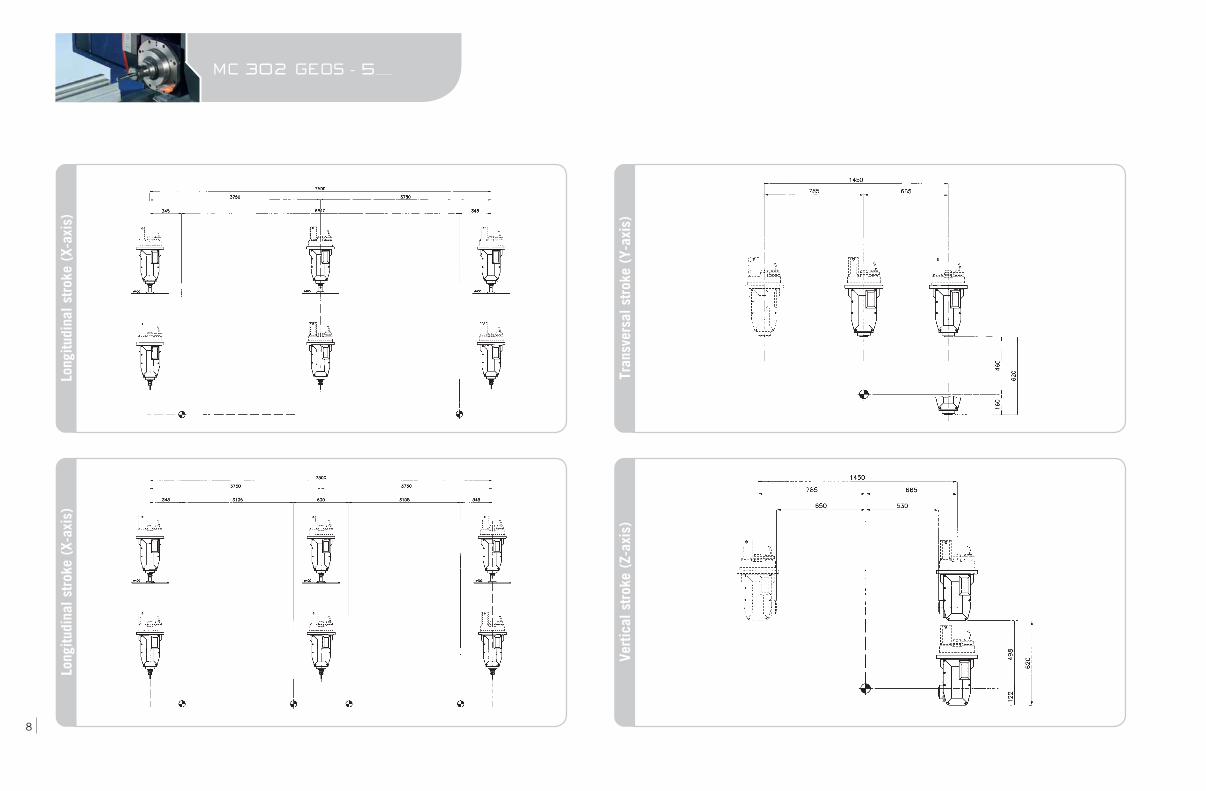
MC 302 GEOS - 5�Lo
ngitu
dina
l str
oke
(X-a
xis)
Long
itudi
nal s
trok
e (X
-axi
s)
Tran
sver
sal s
trok
e (Y
-axi
s)Ve
rtic
al s
trok
e (Z
-axi
s)
9
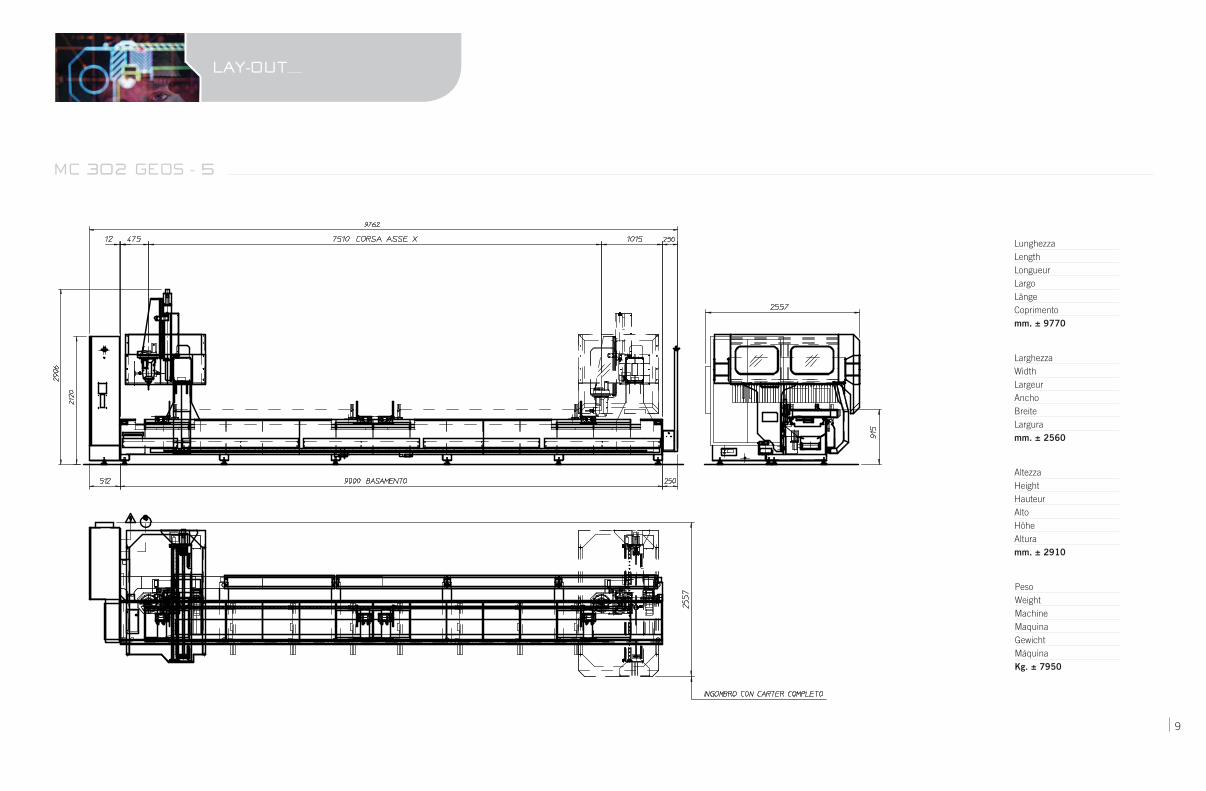
LAY-OUT�
MC 302 GEOS - 5
LunghezzaLengthLongueurLargoLängeCoprimentomm. ± 9770
LarghezzaWidthLargeurAnchoBreiteLarguramm. ± 2560
AltezzaHeightHauteurAltoHöheAlturamm. ± 2910
PesoWeightMachineMaquinaGewichtMáquinaKg. ± 7950

10
MC 302 GEOS - 3�
4 axis
11

12
MC 302 GEOS - 3�
4 eixos controlados (X, Y, Z, A) por CNC
O eixo mandril (A) pode ser posicionado em qualquer ângulo, entre um campo de 180° (±90°).
Com acessórios dedicados pode trabalhar sobre 5 fachadas de perfis em alumínio e PVC.
Os eixos principais deslizam sobre cal-has perfiladas de precisão, sendo accio-nados por servomotores em corrente contínua de tipo brushless.
O sistema de bloqueio da peça (n.8) desliza sobre calhas de precisão.
Possibilidade de dividir a zona detrabalho para criar dois lugares detrabalho separados.
Utilizando uma fresa de disco podem-se efectuar operações de fresagem em ambas as extremidades do perfil (ciclo de cravação).
Podem ser efectuados trabalhos defresagem com interpolação linear ecircular sobre os eixos X-Y-Z.
Os dispositivos de bloqueio de referência para o perfil são dotados de comando pneumático.
O armazém de ferramentas é situado no montante móvel. A mudança daferramenta pode ser efectuada emqualquer posição do campo de trabalho.
O electro-mandril é preparado para a troca rápida do mandril porta–ferramenta.
O arrefecimento das ferramentas éconfiada a uma central com equipamento minimal.
Todos os percursos de deslize e osparafusos de recirculação de esferas são lubrificados através de equipamento centralizado automático.
Projecto de acordo com a directriz máquinas segundo as directrizes CE.
Centro de trabalho com coluna móvelcom mandril vertical.
4 Assi controllati (X, Y, Z, A ) da CNC
L’asse mandrino ( A ) può essereposizionato su qualsiasi angolo entro un campo di 180° (±90°).
Con accessori dedicati può lavoraresu 5 facce di profili in alluminio e PVC.
Gli assi principali scorrono su guide profilate di precisione e sono azionati da servomotori in corrente continuadi tipo brushless.
Il sistema di staffaggio del pezzo (n. 8)scorre su guide di precisione.
Possibilità di dividere la zona di lavoro per creare due aree di lavoro separate.
Utilizzando una fresa a disco si possono effettuare operazioni di fresatura su entrambe le estremità del profilo (ciclo di intestatura).
Possono essere effettuate lavorazionidi fresatura con Interpolazione lineare e circolare sugli assi X-Y-Z.
I fermi di riferimento per il profilo sono a comando pneumatico.
Il magazzino utensili é situato sulmontante mobile. Il cambio utensile può essere effettuato in qualsiasiposizione del campo di lavoro.
L’elettro mandrino é predisposto per ilcambio rapido del mandrino porta utensile.
La refrigerazione degli utensili è affidato ad una centralina con impianto minimale.
Tutte le vie di scorrimento e le viti a ricircolo di sfere sono lubrificate tramite impianto centralizzato automatico.
Progettazione conforme alla direttivamacchine secondo le direttive CE.
Centro di lavorazione a montante mobile con mandrino verticale.
4 controlled axis by CNC (X, Y, Z, A)
The spindle axis (A) can be positioned on any angle within 180 degrees (±90°).
By means of dedicated tools it is suitable for working on 5 sides of Aluminium and PVC sections.
The main axis slide on precision profile guides with ball recirculation and they are driven by brushless D.C. Servomotors.
Profile holder system (no. 8) slides on precision slideway.
The working table (X axis) can be divided in two areas so to get two separate working stations.
By using the disc cutter it is possible to carry out end-milling on both ends of the workpiece. (End-milling cycle).
Linear and circular interpolation on the axis X-Y-Z.
Hinging length stop are pneumaticallyoperated.The tools cooling is done through a centralised system that optimises the required minimal lubrication.
The tool magazine is mounted on the mobile upright. The tool change can be carried out into any position belonging to the working area.
The electric-spindle is suitable for quick tools change.
All slideways and ball recirculation screws are lubricated through anautomatic centralised system.
Designed in accordance with the EC rules.
Floor-type vertical-spindlemachining centre.
4 axes commandés par CNC (X, Y, Z, A)
L’axe de la broche (A) peut être position-né sur n’importe quel angle à l’intérieur des 180 degrés (±90°).
Á l’aide d’accessoires dévoués le centre peut travailler sur 5 côtés de profilés en aluminium et PVC.
Les axes principaux glissent sur desguidages à billes et sont commandés par des servomoteurs en C.C brushless.
Le système de serrage de la pièce (n.8) glisse sur des guidages à billes.
La zone de travail peut être divisée en deux secteurs de travail indépendants.
En utilisant la fraise circulaire il est possible d’exécuter des fraisage en bout sur les deux extrémités du profil. (Cycle fraisage enbout).
Interpolation linéaire et circulaire sur les axes X-Y-Z.
Butée de référence pour le profilé, pneumatique et escamotable.
Le magasin à outils se trouve sur le montant mobile. Le changement de l’outil peut être effectué en n’importe quelle position de la zone de travail.
L’électro-broche est prévue pour lechangement rapide de la brocheporte-outil.
L’arrosage des outils se fait par un système centralisé automatique avec contrôle et optimisation de la quantité et de la fréquence.
Le graissage de tous mouvements, desguidages et de vis à billes se fait par un système centralisé automatique.
Projeté et réalisé selon les normes CE.
Centre d’usinage à broche verticaleet montant mobile.
4 ejes controlados por medio de CNC (X, Y, Z, A)
El eje mandril (A) se puede colocar en cualquier àngulo dentro de un campo de 180° (±90°).
Con el empleo de accesorios dedicados el centro està adecuado para el trabajo sobre 5 caras en perfiles de aluminio y PVC.
Los ejes principales se deslizan sobre guias perfiladas de precisiòn y se accionan por medio de servomotores brushless en C.C.
El sistema de abrazaderas de la pieza (n.8) se desliza sobra guias de precisiòn.
Posibilidad de dividir la zona de tra-bajo para crear dos áreas de trabajo separados.
Con el empleo de la fresa circular se puede fresar las dos extremidades del perfil. (Ciclo de retestado).
Interpolación linear y circular en los ejes X-Y-Z.
Tope de referencia perfil a desapariciòn neumática.
El almacén del utillaje està situado sobre el montante movìl- El cambio de utillaje se puede realizar en cualquier posiciòn del campo de trabajo.
El electro-mandril està dispuesto para el cambio rapido del mandril porta-utillaje.
La refrigeración de las herramientas se hace por medio de una centralitaautomática con control de la cantidad minimal.
La lubricación de todas guias, tornillos, bujes de recirculaciones de bolas se hace por medio de una centralitaautomática.
Proyecto y realizaciòn en conformidad a la directiva CE.
Centro de mecanizado de mandril verti-cal y montante movìl
4 gesteuerte Achsen durch CNC(X, Y, Z, A)
Die Spindel-Achse kann auf jeden Winkel in den 180 Graden positioniert werden.
Durch Einsatz von geeignetem Zubehör sind Mehrseitenbearbeitungen bis zu 5 Seiten von Alu- und Kunststoffprofilen möglich.
Die Hauptachsen gleiten auf Präzisionslinear-Führungen und Kugelumlaufspindeln und werden durch Gleichstrommotoren gesteuert.
Das Blocksystem des Stücks (Nr. 8) gleitet auf Kugelumlauflenkungen.
Die Arbeitszone kann in zwei unabhängige Arbeitsstelle aufgeteilt werden.
Durch den Einsatz der Scheibenfräse sind die Stirnbearbeitungen auf beiden Enden des Profils möglich. (Ausklinkungzyklus).
Kreis- und Linearinterpolation auf den X-Y-Z Achsen.
Die Klappanschläge zum Nullfahren der Profile werden pneumatisch gesteuert.
Werkzeuge-Magazin ist auf dembeweglichen Ständer installiert. Der WerkWeuge-Austausch kann auf jeder Stelle der Arbeitszone durchgefürtwerden.
Die Elektrospindel ist für Schnellwechselfutter geeignet.
Die Kühlung der Werkzeuge erfolgt über ein automatisches, impulsgesteu-ertes Zentralsystem.
Alle Achsen, Kugelrollspindel und Führungen werden automatisch über ein zentralisiertes Schmierungssystem geschmiert.
Die Maschine entspricht den EG Vorschriften.
Bearbeitungszentrum mit senkrechterSpindel und beweglichem Ständer.
��
�
�
�
�
�
�
�
�
�
�
�
��
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
��
�
�
�
�
�
�
�
�
�
�
�
�
��
�
�
�
�
�
�
�
�
�
�
�
�
13
Dati TecniciAsse XCorsaRapidi di avanzamentoAsse YCorsaRapidi di avanzamentoAsse ZCorsaRapidi di avanzamentoAsse ACorsaVelocità di posizionamentoElettromandrinoVelocitàPotenza (S1)Raffreddamento ad ariaMagazzino utensiliPostiCono porta utensile
Technical Data Donneés Techniques Datos Tecnicos Technische Daten Dados Tecnicos
mm. 7500m./1’ 80
mm. 1500m./1’ 60
mm. 620m./1’ 40
° ± 90°°/s 85
rpm 18000kW 7,5
n. 18ISO 30
mm. 7500m./1’ 80
mm. 1500m./1’ 60
mm. 620m./1’ 40
° ± 90°°/s 85
rpm 18000kW 7,5
n. 18ISO 30
mm. 7500m./1’ 80
mm. 1500m./1’ 60
mm. 620m./1’ 40
° ± 90°°/s 85
rpm 18000kW 7,5
n. 18ISO 30
mm. 7500m./1’ 80
mm. 1500m./1’ 60
mm. 620m./1’ 40
° ± 90°°/s 85
rpm 18000kW 7,5
n. 18ISO 30
X axisStrokeFast feedY axisStrokeFast feedZ axisCorsaFast feedA axisStrokePositioning speedElectrospindleSpeedPower (S1)Air coolingTools magazineSeatsToolholder cone
Axe XCourseVitesse d’avancement Axe YCourse Vitesse d’avancementAxe ZCourseVitesse d’avancementAxe ACourseVitesse de positionnement Electro-brocheVitessePuissance (S1)Refroidissement par l’airMagasin à outilsPlacesCône porte-outil
Axe XRecorridoVelocidad de avanceAxe YRecorridoVelocidad de avanceAxe ZRecorridoVelocidad de avanceAxe A RecorridoVelocidad posicionamientoMandrin electromagnético VelocidadPotencia (S1)Enfriamento por aireAlmacen de herramientas LugarCono de ataque
X - AchseHubSchneller VorschubY - Achse HubSchneller VorschubZ - AchseHubSchneller VorschubA - AchseHubSchneller VorschubElektrospindelGeschwindigkeitStärke (S1)LuftgekühltWerkzeuglagerPosten Werkzeugsaufnahme
Eixo XCorridaVelocidade de avançoEixo YCorridaVelocidade de avançoEixo ZCorrida Velocidade de avançoEixo ACorridaVelocidade de avançoMandril ElectricoVelocidadePotencia (S1)Refrigerado a arArmazém de utensíliosLugaresCone porta utensílio
mm. 7500m./1’ 80
mm. 1500m./1’ 60
mm. 620m./1’ 40
° ± 90°°/s 85
rpm 18000kW 7,5
n. 18ISO 30
mm. 7500m./1’ 80
mm. 1500m./1’ 60
mm. 620m./1’ 40
° ± 90°°/s 85
rpm 18000kW 7,5
n. 18ISO 30
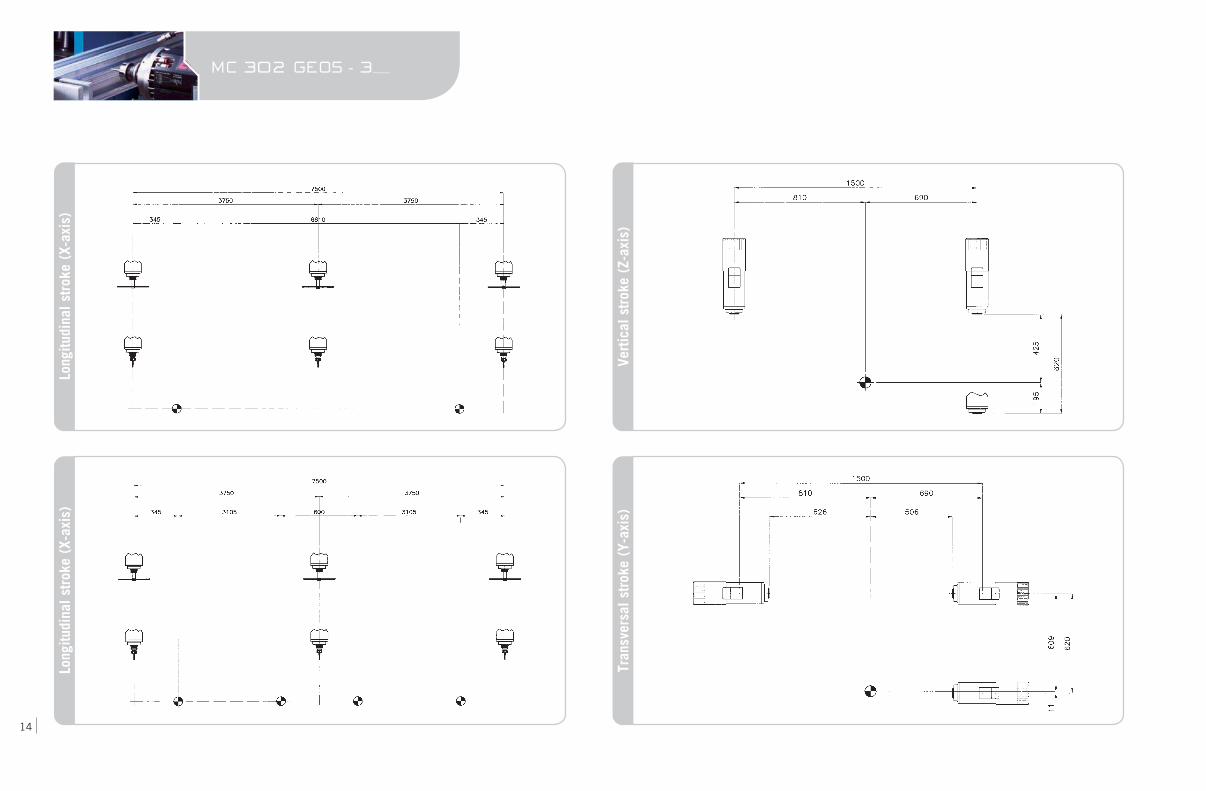
14
MC 302 GEOS - 3�Lo
ngitu
dina
l str
oke
(X-a
xis)
Long
itudi
nal s
trok
e (X
-axi
s)
Vert
ical
str
oke
(Z-a
xis)
Tran
sver
sal s
trok
e (Y
-axi
s)

15
LAY-OUT�
MC 302 GEOS - 3
LunghezzaLengthLongueurLargoLängeCoprimentomm. ± 9770
LarghezzaWidthLargeurAnchoBreiteLarguramm. ± 2560
AltezzaHeightHauteurAltoHöheAlturamm. ± 2910
PesoWeightMachineMaquinaGewichtMáquinaKg. ± 7600
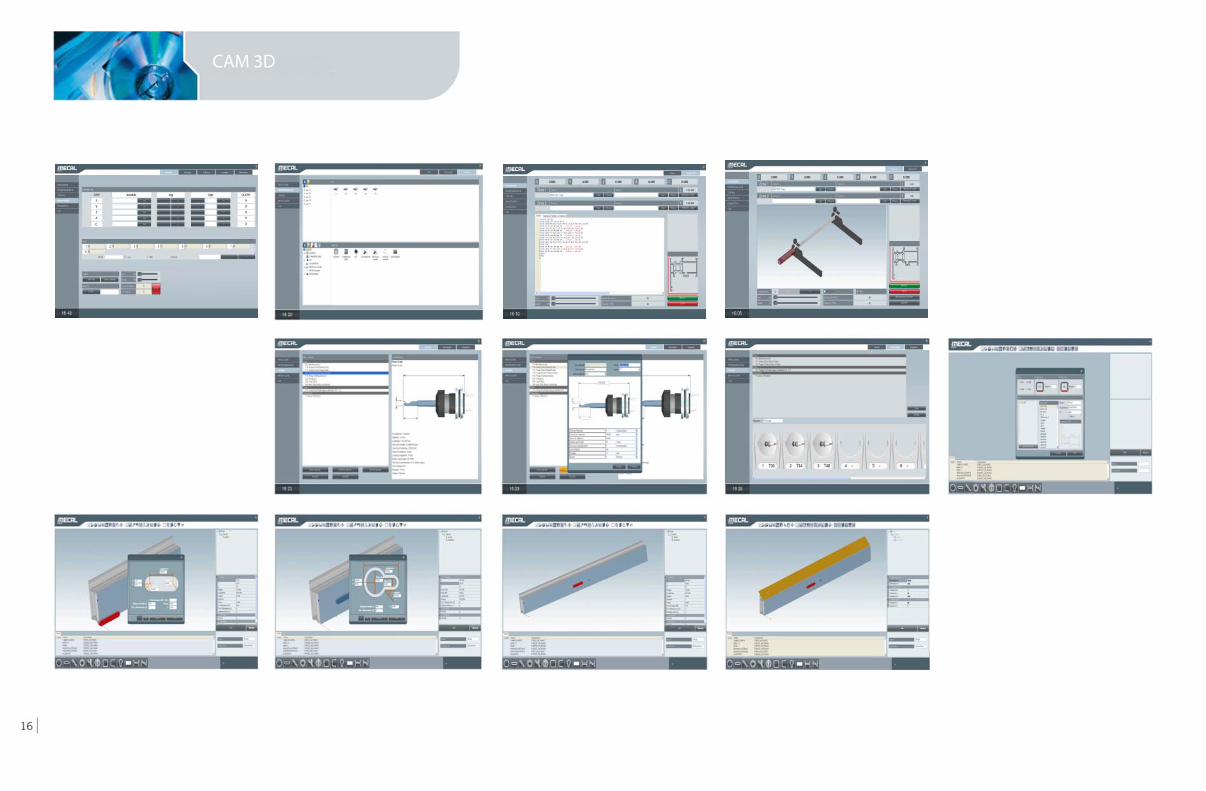
CAM 3D

NOTE� REMARKS� NOTES� NOTAS� ANMERKUNGEN� NOTE



















