LYOPHILIZATION Lyophilization: Heat and Mass Transfer · I Beaty_APR 2/2/06 8:54 AM Page 1...
5
I Beaty_APR 2/2/06 8:54 AM Page 1 LYOPHILIZATION Lyophilization: Heat and Mass Transfer Narlin Beaty, Ph.D. Sublimation Science to avoid collapse, the interstitial fluid must also be solidified (proba- Abstract bly as a glass). Thus, a goal is to conduct primary drying at a temper- n the lyophilization of pharmaceuticals, the product sublimation ature and pressure that will keep all of the components in a solid state. interface temperature must be kept below the product collapse Many combinations of ingredients will not crystallize (hence the lack temperature to achieve pharmaceutical elegance and assure stabil- of a eutectic) and instead solidify as glass at relatively low tempera- ity. Currently, meaningful equipment controls are only available for ture. For example, sucrose, salt, and water form a glass that solidifies chamber pressure and shelf temperature. This review derives and in a range around -40 o C. Such excipient combinations can still be explains the use of the heat and mass transfer equation for predicting sublimed, but under conditions which maintain the product below the these control parameters in a manner that meets the interface temper- aforementioned glass transition temperature. ature condition. The use of this method has substantially reduced the amount of trial and error associated with lyophilization cycle devel- opment. Surface Collapse Pharmaceutical lyophilization is all about the phase change of water from solid to gas as a consequence of heat energy supplied Introduction through the shelves. Were water the only concern, sublimation could Starting as early as 1993, FDA in the “Guide to Inspections of be conducted at any temperature below its freezing point. Knowing Lyophilization of Parenterals” established that, “Obviously, the man- a product’s collapse temperature, the sublimation of water-ice can be ufacturer should know the eutectic point . . .” [1]. Yet it has remained performed slightly lower than the product collapse temperature and not obvious to many manufacturers why the information is needed or maintain the frozen structure. Only surface temperatures matter. what value it adds. Since then the industry has clarified the “eutec- Internally, structure is maintained as long as crystallized molecules tic” terminology to include either the collapse temperature or the are present, be they water-ice, mannitol, or other excipients. If tem- glass transition temperature, Tg’, as an acceptable alternative because perature at the side surface of a vial rises above the collapse temper- many products do not crystallize and do not have a classical eutectic ature, sublimation will cause channels along the sides and a loose point. That same year, Kochs et al. [2] showed by example how the cake. The channels can go to the bottom of the vial and cause partial collapse temperature data could be used to maximize the sublimation collapse along the relatively warmer bottom surface. rate. Other authors have repeated the observation and perhaps some have even used the collapse temperature data in calculations to obtain set points for shelf temperature and chamber pressure. Most users Ohm’s Law, Clausius Clapeyron, and the have, at best, used the original graph of Kochs or a copy produced Rate of Sublimation elsewhere [3]. Ohm’s Law states that voltage is equal to the product of amper- The purpose of this review is to explain how to use the collapse age and resistance. The analogous relationship in fluids is Pressure = temperature with simple equations to predict appropriate settings for Flow x Resistance. Flow is the change in mass with time, ∂m/∂t and the shelf temperature and chamber pressure during primary drying. concentration is measured by gas pressure, hence ∂m/∂t=ΔP/ Resistance. Where is the change in pressure, ΔP , to be observed? Goal Where is the Resistance? Clausius Clapeyron taught that a sublimat- Primary stage collapse is the result of ice crystal sublimation at ing ice would maintain a specific temperature and pressure relation- a temperature where the product-water solution is not completely ship. frozen. It can occur in some or the entire product and the result is − ΔH sub shrunken cakes, crusty tops or bottoms, disappearing product, discol- () Ae RT ⋅ i [EQ 1: Clausius Clapeyron] oration, and other similar descriptions. When water-ice crystallizes, PT i ⋅ all non-water components of the product and some of the water are concentrated between the ice crystals resulting in a low solidification temperature for the interstitial fluid. So while ice may be maintain- Where ΔHsub = 51027 J/mol, R = 8.314772 J/mol � K, and A = 10 12 Pa. The pressure at the interface, P(Ti), is a function of the mary drying proceeds and the ice sublimes, unsolidified product con- interface temperature. Lyophilizers control the chamber pressure, but as sublimation proceeds, gas phase water molecules near the sublima- ing macroscopic structure at temperatures as high as 0 o C, when pri- 3.493 � stituents will settle (collapse) onto the sublimation surface. In order tion interface reflect from dried product and cause a pressure differ- 1 American Pharmaceutical Review
Transcript of LYOPHILIZATION Lyophilization: Heat and Mass Transfer · I Beaty_APR 2/2/06 8:54 AM Page 1...

I
Beaty_APR 2/2/06 8:54 AM Page 1
LYOPHILIZATION
Lyophilization: Heat and Mass Transfer Narlin Beaty, Ph.D. Sublimation Science
to avoid collapse, the interstitial fluid must also be solidified (proba-Abstract bly as a glass). Thus, a goal is to conduct primary drying at a temper-
n the lyophilization of pharmaceuticals, the product sublimation ature and pressure that will keep all of the components in a solid state.
interface temperature must be kept below the product collapse Many combinations of ingredients will not crystallize (hence the lack
temperature to achieve pharmaceutical elegance and assure stabil-of a eutectic) and instead solidify as glass at relatively low tempera-
ity. Currently, meaningful equipment controls are only available for ture. For example, sucrose, salt, and water form a glass that solidifies
chamber pressure and shelf temperature. This review derives and in a range around -40
oC. Such excipient combinations can still be
explains the use of the heat and mass transfer equation for predicting sublimed, but under conditions which maintain the product below the
these control parameters in a manner that meets the interface temper-aforementioned glass transition temperature.
ature condition. The use of this method has substantially reduced the
amount of trial and error associated with lyophilization cycle devel-
opment. Surface Collapse Pharmaceutical lyophilization is all about the phase change of
water from solid to gas as a consequence of heat energy supplied Introduction through the shelves. Were water the only concern, sublimation could
Starting as early as 1993, FDA in the “Guide to Inspections of be conducted at any temperature below its freezing point. Knowing
Lyophilization of Parenterals” established that, “Obviously, the man-a product’s collapse temperature, the sublimation of water-ice can be
ufacturer should know the eutectic point . . .” [1]. Yet it has remained performed slightly lower than the product collapse temperature and
not obvious to many manufacturers why the information is needed or maintain the frozen structure. Only surface temperatures matter.
what value it adds. Since then the industry has clarified the “eutec-Internally, structure is maintained as long as crystallized molecules
tic” terminology to include either the collapse temperature or the are present, be they water-ice, mannitol, or other excipients. If tem-
glass transition temperature, Tg’, as an acceptable alternative because perature at the side surface of a vial rises above the collapse temper-
many products do not crystallize and do not have a classical eutectic ature, sublimation will cause channels along the sides and a loose
point. That same year, Kochs et al. [2] showed by example how the cake. The channels can go to the bottom of the vial and cause partial
collapse temperature data could be used to maximize the sublimation collapse along the relatively warmer bottom surface.
rate. Other authors have repeated the observation and perhaps some
have even used the collapse temperature data in calculations to obtain
set points for shelf temperature and chamber pressure. Most users Ohm’s Law, Clausius Clapeyron, and the have, at best, used the original graph of Kochs or a copy produced Rate of Sublimation elsewhere [3].
Ohm’s Law states that voltage is equal to the product of amper-The purpose of this review is to explain how to use the collapse
age and resistance. The analogous relationship in fluids is Pressure = temperature with simple equations to predict appropriate settings for
Flow x Resistance. Flow is the change in mass with time, ∂m/∂t and the shelf temperature and chamber pressure during primary drying.
concentration is measured by gas pressure, hence ∂m/∂t=ΔP /Resistance. Where is the change in pressure, ΔP , to be observed?
Goal Where is the Resistance? Clausius Clapeyron taught that a sublimat-
Primary stage collapse is the result of ice crystal sublimation at ing ice would maintain a specific temperature and pressure relation-
a temperature where the product-water solution is not completely ship.
frozen. It can occur in some or the entire product and the result is − ΔHsubshrunken cakes, crusty tops or bottoms, disappearing product, discol-
( ) A e R T⋅ i
[EQ 1: Clausius Clapeyron]oration, and other similar descriptions. When water-ice crystallizes,
P Ti ⋅ all non-water components of the product and some of the water are
concentrated between the ice crystals resulting in a low solidification
temperature for the interstitial fluid. So while ice may be maintain- Where ΔHsub = 51027 J/mol, R = 8.314772 J/mol�K, and A =
1012
Pa. The pressure at the interface, P(Ti), is a function of the
mary drying proceeds and the ice sublimes, unsolidified product con- interface temperature. Lyophilizers control the chamber pressure, but
as sublimation proceeds, gas phase water molecules near the sublima-
ing macroscopic structure at temperatures as high as 0oC, when pri- 3.493�
stituents will settle (collapse) onto the sublimation surface. In order tion interface reflect from dried product and cause a pressure differ-
1
American Pharmaceutical Review
<< /ASCII85EncodePages false /AutoPositionEPSFiles true /AutoRotatePages /None /Binding /Left /CalGrayProfile (Gray Gamma 2.2) /CalRGBProfile (sRGB IEC61966-2.1) /CalCMYKProfile (U.S. Web Coated \050SWOP\051 v2) /sRGBProfile (sRGB IEC61966-2.1) /CannotEmbedFontPolicy /Warning /CompatibilityLevel 1.3 /CompressPages false /ConvertImagesToIndexed true /CreateJobTicket false /DefaultRenderingIntent /Default /DetectBlends true /ColorConversionStrategy /LeaveColorUnchanged /DoThumbnails false /EmbedAllFonts true /EmitDSCWarnings false /EndPage -1 /ImageMemory 524288 /LockDistillerParams true /MaxSubsetPct 100 /Optimize false /OPM 1 /ParseDSCComments true /ParseDSCCommentsForDocInfo true /PreserveCopyPage true /PreserveEPSInfo false /PreserveHalftoneInfo true /PreserveOPIComments false /PreserveOverprintSettings true /StartPage 1 /SubsetFonts false /TransferFunctionInfo /Preserve /UCRandBGInfo /Preserve /UsePrologue false /ColorSettingsFile (Color Management Off) /AlwaysEmbed [ true ] /NeverEmbed [ true ] /AntiAliasColorImages false /DownsampleColorImages true /ColorImageDownsampleType /Bicubic /ColorImageResolution 300 /ColorImageDepth 8 /ColorImageDownsampleThreshold 1.10000 /EncodeColorImages true /ColorImageFilter /FlateEncode /AutoFilterColorImages false /AntiAliasGrayImages false /DownsampleGrayImages true /GrayImageDownsampleType /Bicubic /GrayImageResolution 300 /GrayImageDepth 8 /GrayImageDownsampleThreshold 1.10000 /EncodeGrayImages true /GrayImageFilter /FlateEncode /AutoFilterGrayImages false /AntiAliasMonoImages false /DownsampleMonoImages false /MonoImageDownsampleType /Bicubic /MonoImageResolution 1200 /MonoImageDepth -1 /MonoImageDownsampleThreshold 1.50000 /EncodeMonoImages true /MonoImageFilter /CCITTFaxEncode /MonoImageDict << /K -1 >>>> setdistillerparams<< /HWResolution [2400 2400] /PageSize [612.000 792.000]>> setpagedevice
Synapse Prepare Banta_120705:Banta_PDF_120705 QuarkXPressª Settings: Quark_PDFQuarkXPressª settings can't be modified by the userDistiller Job Options: Creo PDF Pages.joboptionsPitStop Profile: Banta.pppPitStop Actions: SynapseLogo.ealUser can add info annotations into resulting PDFDistiller annotations will be added into resulting PDFJob Info annotations will be added into resulting PDFDirective annotations will be added into resulting PDF�
Job Name: Synapse Prepare JobJob Number: V14Proof Due: Thu, Jul 4, 2002Final Due: Thu, Aug 29, 2002Company: Synapse Prepare Inc.Contact: ToddAddress: 18 PDF LaneCity: AlbertvilleState: BC Zip: Country: Office Phone: 555-555-1212Email: [email protected]: Please call if you have questions about this job�

Beaty_APR 2/2/06 8:54 AM Page 2
LYOPHILIZATION
ential between the chamber and the sublimation front. That tiny dif-
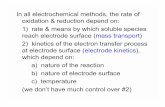
Figure 1.
Heat Transfer is from the shelf set point through the air space and the glass
to the bottom of the ice. Heat transfer then continues through the ice from
bottom to top. The top of the ice is called the interface. As sublimation
proceeds, the interface moves toward the bottom of the vial, leaving a
dried product layer behind.
ference in pressure permits a calculable increase in interface temper-
ature, with resistance increasing as the product dried layer grows.
Additionally, albeit less significant, resistance is caused by the small
openings between the stopper and vial and even by the walls of the
vial itself. Letting Pi and Pc represent pressure at the interface and
chamber respectively, and Ap and Rp the product area and resistance
one can write a lyophilization rate, where the units of Rp are
�s�kg-1
Pa�m2
which will unit reduce to m/s. The units of rate will be
kg/s (SI units) or gm/hr (conventional).
Pi( )− Pc m A ⋅ [EQ 2: Rate Equation from Ohm’s Law] p Rp
⋅
∂
t∂
It is common in lyophilization to express rates in area normal-
ized units, dividing through by Ap. The conversion from Rp in m/s to
Rp in cm2 �torr�hr�gm
-1 is Rp(m/s) x 2.083�10
-5 . Now using the rate equation from Ohm’s Law (EQ 2), we can substi-
tute for the ∂m/∂t term to get
Newton’s Law of Cooling Newton’s law of cooling says the rate at which an object gains
or loses heat is proportional to the difference between its temperature
and the ambient temperature, ∂Temp/∂t=k�(Ambient-Temp). For the
purpose of lyophilization, the proportionality constant, k, is an over-
all heat transfer coefficient, Kv, times the vial bottom area, Av. The
�heat transfer coefficient contains energy units, J/m2 s�K, where K is
Kelvin temperature. Conventionally, the change in temperature is
related to a change in heat, ∂Q/∂t. ∂
Pi HsubAv ⋅ Kv ⋅( Ts − Ti − Δ T )
Ap ⋅( )− Pc ⋅Δ
R Mp w
This can be solved for Pi, pressure at the sublimation interface,
and the Clausius Clapeyron expression (EQ 1) can be substituted in
place of Pi. One then arrives at the following useful expression.
− Δ Hsub ⋅ Hsub ⋅ ⋅ ( Ts − Ti − Δ T )R Ti Ap ⋅Δ ⋅ Pc + Av ⋅ Kv ⋅ Rp Mw
A e⋅ Q Av ⋅ Kv ⋅( Ts − Tb) Ap ⋅Δ Hsub[EQ 3: Newton’s Law of Cooling]
t∂ [EQ 5: Coupled Heat & Mass Transfer Equation]
Equation 5 can be numerically solved for Ti and values of Ts
and Pc can be used to predict a product ice interface value for compar-
ison to the measured collapse temperature. If Ti is too much less than
the collapse temperature, then the sublimation rate will be slower than
need be. If it is close to, or greater than the collapse temperature, then
collapse will occur. Alternatively, Equation 5 can be solved for cham-
ber pressure, Pc. If the optimum cycle calls for Ti to be 2OC less than
the collapse temperature, one can simply calculate a chamber pres-
sure using Ti and a range of selected shelf temperatures.
The constant temperature source (ambient temperature) is the
lyophilizer shelf, Ts, while Tb is the temperature on the inside bottom
of the vial. However, the temperature of interest is at the top of the
ice.
Although the temperature change, Δ T, between the bottom and
top of the ice, varies from one product to the next, it is about
1.6OC/cm in the range of -30
OC to -40
OC.
Thermodynamics of Open Systems From thermodynamics another expression is commonly used
for the time change of heat.
Δ Hsub Resistance: Rp
[EQ 4: Thermodynamics] Mw 0.018 kg∂ ∂Q m ⋅ An average value can be assumed for Rp. In reality, resistance Mt∂ t∂ molw
changes with time and, in any event, is never exactly zero. When
lyophilizing water from a vial, even without a stopper, the vial walls
limit degrees of freedom and offer some resistance to flow such that The units of ∂Q/∂t are energy/time, J/hr. ∂Q/∂t is just the
change in mass times the energy inside the system, which for
lyophilization, is the enthalpy of ice sublimation.
Assembly Using this basic understanding from multiple areas of science,
we have assembled four equations which can be grouped to yield a
rather spectacular result. Equating the heat change from Newton’s
Law of Cooling (EQ 3) and the thermodynamics of open systems (EQ
4), we get the following.
∂ ∂ Δ Hsub
the interface pressure is greater than the chamber pressure. The selec-
tion of a resistance value has been extensively investigated by
Rambhatla et al.[4]. Product resistance from the dried cake varies
based on the percentage of solids, the molecular entities used, and the
temperature at which nucleation for freezing occurs. The later is the
least controlled, but is more uniform after a short (30 minute to 1
hour) annealing step, where the ice temperature is held slightly above
the collapse temperature. Existing product lyophilization data can be
used to solve for an estimate of Rp. Since the product thermocouple
temperature, Tb (at the bottom of the ice), is close to the product inter-
face temperature (top of the ice), one can use Tb and EQ 2 to solve forQ Av ⋅ Kv ( Ts − Ti − Δ T ) m ⋅ M Pi, and then a rate equation to obtain Rp, ∂m/∂t=(Pi-Pc)/Rp. A better wt∂ t∂
estimate of Rp is obtained from the manometric temperature method
(MTM)5, but that data is less commonly available.
2
American Pharmaceutical Review

� � �
⋅ ⋅
Beaty_APR 2/2/06 8:54 AM Page 3
LYOPHILIZATION
each time letting the sublimation come to equilibrium as determinedHeat Transfer Coefficient: Kv by stable product thermocouple temperatures. For nearly all vials and
The heat transfer coefficient, Kv, is not obtained from a table for even for syringes, with no glass to shelf contact, values range from
glass. Because the vial touches the shelf at only a few places and -2 -1
10-4
about 5 to 33 J/m2 s�K (1.2� to 7.9�10
-4 cal�cm s K
-1). Clearly with
varies in thickness across its bottom, there is significant transfer of syringes, the meaning of the Av term is not obvious, but can be used
heat from the shelf to air and from air to the vial. Consequently, a as the outer diameter of the syringe. In order to benefit from Equation
change in chamber pressure causes a change in Kv. The following 5, it is necessary to estimate and use Kv as a function of chamber pres-
equations and Figure 2 have been used to estimate Kv. sure.
Another way to estimate Kv at any one pressure has been sug-
gested by Pikal [6]. One can measure the rate of sublimation in units
of kg/(m2 s) and apply the following formula.�
⎛ 51.981 ⎞ JKC = ⎜ − 3
+ 5.872 ⎟ ⋅ 2 ⎛ ΔHsub ⎟⎞⋅⎝ vial ⋅ cm ⎠ s m ⋅ K A ⋅Rate⋅⎜
Kp
⎝⎜ Mw ⎠
⎟ �Calculation of Kv at a single chamber pressure.
2 2 s m s⋅ KD 250 ⋅
kg m2 ⋅vial + 0.025 ⋅ if vialtype "tubing" v A ⋅(Ts − Tb)kg v ⋅
2 2 ⋅
191.429 ⋅ s
⋅vial + 0.033⋅ m s
if vialtype "molded"kgkg m2 Still, the rate is best derived from data obtained at multiple⋅
pressures and Kv(Pc) should be expressed as a fitted function of cham-These equations and Figure 2 were derived from the data of
ber pressure. Tang and Pikal [6]. The shape of these curves is correct, but exam-
ples exist where a calculated Kv at one pressure was lower than expec-
tation. In that case, and where it is not possible to repeat work at var- Cycle Analysis ious pressures, it is reasonable to divide the Kv(Pc) expression by a Using EQ 5 and a function Kv(Pc), the classic graph of shelf
factor necessary to reduce Kv(Pc) to the value actually measured and temperature, chamber pressure, and product interface temperature
thereby preserve the pressure dependence. versus rate can be constructed, unique to a product, vial, cycle, and
Low values of Kv will translate into slower sublimation rates for lyophilizer combination. Two solutions to Equation 5 are shown. In
any given shelf temperature. the first case, it is solved for Ti as a function of shelf temperature and
chamber pressure, and in the second case it is solved for Pc as a func-Care must be exercised in choosing a function for Kv(Pc). The
tion of interface temperature and shelf temperature. formulas presented here are from a limited data set and in any event
would not be specific for an arbitrary vial. Indeed, some lyophiliza- Case 1: tions are conducted from syringes and ampoules. A calculation of Kv
for the container and any one pressure can be made from Equation 5. − ΔHsub
f Pc ,Kv ,Ti ,Ts) Ap ⋅ΔHsub ⋅Pc + Av ⋅Kv ⋅Rp ⋅Mw ⋅(Ts − Ti − ΔT ) R T⋅− ΔHsub ( − A e⋅
Ap ⋅ΔHsub ⋅ −Pc ⋅ +
R TEQ 5 in homogeneous formA e
c − ΔHsubKv( ) ApP − ⋅ΔHsub⋅
Av ⋅Rp ⋅Mw ⋅(Tb − Ts) Mw ΔHsub R Ti⋅ �Partial derivative of EQ 5∂ Pf −A ⋅Kv ( )⋅Rv c p A− e⋅ 2Ap ⋅ΔHsub∂Ti R Ti⋅
Using data from the steady state area of primary drying, the
thermocouple temperature from a data set can be assumed to be Tb = Ti(TS PC ), Tint0 ← 273.16K − 5K
for i 0 .. 9∈
These data Figure 2. Dependence of the Heat Transfer Coefficient, Kv, on Pressure.
were derived for four different vials and are not representative of all vials.
(f Tinti ,TS , PC) �Iterative Solution for Ti. Tinti 1 ← Tinti −+ ⎛ ⎞
f∂⎜ ⎟
∂Ti⎝ ⎠ Tint9
Case 2: From EQ 5 and the function Kv(Pc), one can solve for chamber
pressure with varying shelf temperatures, obtaining a rearranged ver-
sion of EQ 5, Pc(Ti,Ts)=function. A symbolic solution may be diffi-
cult depending on the complexity of Kv(Pc). For example:
⎛ 1.043⋅ m
⎜ s K⋅Pc ⎟
⎞
g Pc, Kv 1 KD P ⎟ ⋅const − Kv � [Homogeneous expression for⋅ ( ) ⎜KC +
⎝ + ⋅ c ⎠ Kv(Pc).]
The const term is a scaling factor to preserve the curve shape
while adjusting it to fit data from one pressure. With the two equa-
tions f(Pc,Kv) and g(Pc,Kv), one can use a Newton-Raphson solution
for Pc as follows. �Ti + 1.6O (height of ice), and replaces Ti + ΔT.
To obtain Kv as a function of Pc, one must vary the chamber
pressure widely and obtain thermocouple data at three or more points,
3
American Pharmaceutical Review

Beaty_APR 2/2/06 8:54 AM Page 4
LYOPHILIZATION
⎛ ⎜
⎞∂ ∂f Pc( , Kv) f Pc( , Kv) ⎟ Figure 3.
Rate, Pressure, Temperature diagram for a specific product and
vial. The curves represent projected rates versus chamber pres-
sure for different shelf temperatures. The diagonal lines represent
a constant interface temperature. The product was in a 20cc tub-
ing vial with an estimated Rp equal to 16559 Pa�m 2 �s/kg. The Kv
pressure relationship followed the form shown in g(Pc,Kv) with
const = 1/1.826, where limited data permitted Kv calculation at
only one pressure. The crossing orthogonal lines with rate = 0.048
and pressure = 210mTorr represent an actual run condition. Axes
have been translated to conventional units.
Figure 4.
Interface Temperature versus Shelf Temperature with chamber
pressure at 50 mTorr. The product has a collapse temperature
measured at -28OC and the chosen lyophilizer can reliably hold a
50 mTorr vacuum. This analysis suggests that for an interface tem-
perature of -30OC, a shelf temperature of 34
OC will maximize both
the interface temperature and the sublimation rate at this pressure.
P∂ K∂⎜ ⎟c v Jacobian P( c ,Kv) ⎜ ⎟=
∂ ∂⎜ ⎟ ⎟g Pc( , Kv) g Pc( , Kv)⎜
⎝ ∂Pc ∂Kv ⎠
:= "Start with any reasonable values for Pc and Kv"Pc(Ti,Ts) n ← 0
Pc ← 20Pan
kgK ← 5 ⋅ vn 3 ⋅Ks
for n 1 .. ∈ 4
⎞ ⎛ Pc ⎞ ⎛ f Pc ,Kv ,Ti ,Tsn)⎞⎛ Pcn 1 ⎟⎜ + ⎜ n ⎟ ( ,Kv− 1 ⎜ ( n
( , Kv⎝ Kvn 1 ⎠
←
⎝⎜ Kvn ⎠
⎟− Jacobian Pcn n) ⋅
⎜ g Pc
n n ⎟ ⎜ ⎟ ⎟
+ ⎝ n n) ⎠ return Pc4
Then the chamber pressure and shelf temperature can be used
to calculate a rate, where Pi(Ti) is the Clausius Clapeyron function.
( ( )Pi Ti
Rate Ti,Ts)−
R
P
p
c(Ti, Ts) [EQ 6 Sublimation Rate at given Ti and Ts]
The rates, graphed as smooth curves in Figure 3, are derived
from varying chamber pressure versus a solution to Equation 5 for
Ti(Ts,Pc) as in Equation 7. Whereas the straight lines in Figure 3 are
derived from Equation 6, with known values of Ti and Ts.
PPi(Ti(Ts , c))− PcRate1 Ts [EQ 7 Sublimation Rate given Ts and Pc] ( , Pc) Rp
It is obvious that the maximum rate is obtained from a mini-
mum pressure and a maximum shelf temperature. Consequently, it
makes sense to look at a graph of Ti versus shelf temperature at the
lowest chamber pressure that can be reliably maintained. For many
older lyophilizers, that chamber pressure is about 50 mTorr.
Conclusion Optimal sublimation rate and avoidance of product collapse is
a goal in pharmaceutical lyophilization. We have presented the deri-
vation and solution of those equations which can be used to find a
suitable shelf temperature and chamber pressure after knowing a
product collapse temperature. Although some research investigators
have been performing these calculations for several years, they have
not been easily embraced by most manufacturing departments, prob-
ably because the algebraic solutions typically utilize iterative meth-
ods. This paper has shown both a derivation for the central coupled
heat and mass transfer equation, as well as methods for its solution.
Other solutions and considerable complexity can be introduced.
This method is not intended to represent a complete simulation of the
lyophilization process. It is nothing more than an analysis of the
www.fda.gov/ora/inspect_ref/igs/lyophi.html. 2. Kochs, M., Korber, C., Heschel, L., Nunner, B., 1993, The Influence of the Freezing Process on Vapour Transport During Sublimation in Vacuum-Freeze-Drying of Macroscopic Samples. Int. J. Heat Mass Transfer, 36, 1727-1738. 3. Franks, F., 1997, Freeze-Drying of Bioproducts: Putting Principles Into Practice. European Journal of Pharmaceutics and Biopharmaceutics, (45) 221-229. 4. Rambhatla, S., Ramot, R, Bhugra, C. Pikal, M.J., 2004, Heat and Mass Scale-up issues during Freeze Drying: II Control and charac-terization of the Degree of Supercooling. AAPS Pharm. Sci. Tech. 5(4) Article 58. 5. Milton, N., Pikal, M.J., Roy, M.L., Nail, S.L., 1997, Evaluation of
physical primary drying parameters. A major consideration for the
use of this analysis is that a vial-package heat transfer coefficient
must be obtained as a function of pressure. Such work can either be
done experimentally or by estimate. Also, the dry product layer
resistance is treated as a single average number, when in fact it is
known to continuously increase throughout the sublimation.
Still, the method is greatly superior to having no analysis and no
understanding of existing product lyophilization cycles.
References 1. U.S. Food and Drug Administration, 1993, Guide to Inspections of Lyophilization of Parenterals. Office of Regulatory Affairs.
4
American Pharmaceutical Review

Beaty_APR 2/2/06 8:54 AM Page 5
LYOPHILIZATION
Manometric Temperature Measurement as a Method of Monitoring Product Temperature During Lyophilization. PDA J. Pharm. Sci. Technology, (5) 7-16. 6. Pikal, M.J., Cardon, S., Bhugra, C., Jameel, F., Rambhatla, S. 2005, The Nonsteady State Modeling of Freeze Drying: In Process Product Temperature and Moisture Content Mapping and Pharmaceutical Product Quality Applications. Pharmaceutical Development and Technology, (1) 17-32.
Narlin Beaty, Ph.D. is a principal in Sublimation Science, a service organization to the parenteral pharmaceutical industry specializing in lyophilization commissioning, cycle development, and both machine and product cycle validation. He is also a founder of Qualification Process Solutions, an engineering firm that performs large equipment and utility commissioning, as well as managing production shutdown activities. His Ph.D. is from the Univ. of Michigan.
To correspond with the author, please contact the editor at: [email protected]
5
American Pharmaceutical Review