Lubrication Program-Work Term Technical Report-APSC 310
31
TECK RESOURCES LTD. APSC 310 APSC 310 - Technical Work Term Report JP Faucher 12572111 September 5, 2014 UNIVERSTIY OF BRITISH COLUMBIA ENGINEERING CO-OP PROGRAM
-
Upload
jp-faucher -
Category
Documents
-
view
419 -
download
0
Transcript of Lubrication Program-Work Term Technical Report-APSC 310

TECK RESOURCES LTD.
APSC 310 APSC 310 - Technical Work Term Report
JP Faucher
12572111
September 5, 2014
UNIVERSTIY OF BRITISH COLUMBIA
ENGINEERING CO-OP PROGRAM

2703 West 11th avenue
Vancouver, British Columbia
Canada, V6K 2L9
JP Faucher
Student # 12572111
September 5, 2014
Daria Hucal
UBC Engineering Co-op Coordinator
The University of British Columbia
2385 East Mall
Vancouver, British Columbia
Canada, V6T 1Z4
RE: APSC 310 – TECHNICAL WORK TERM REPORT
I am pleased to submit my first Technical Work Term Report in accordance with APSC 310
requirements. This non-confidential report outlines the main steps and characteristics of a
lubrication program. My job as a co-op student at Teck Coal Elkview Operation Plant was to
build a strong foundation for such program since no system was in place prior to this project. My
role in this assignment was to cover over 250 pieces of equipment and define proper lubricant
type, lubricant quantities and lubrication interval according to specific operating conditions and
equipment operation.
This report presents the main steps to follow when putting together a lubrication program using
Teck Coal Elkview Operation Plant as an example. This report also provides insight into the
different characteristics to understand and consider when creating such program. It illustrates
the advantages of such program as it can be implemented in any plants where mechanical
machinery requires lubrication.
Sincerely,
JP Faucher
12572111

LUBRICATION PROGRAM
APSC 310 – TECHNICAL WORK TERM REPORT
JP FAUCHER
Student # 12572111
September 5, 2014
Teck Resources Ltd.

APSC 310 Faucher
i
Preface and foremost
This report was written to meet APSC 310 Work Term Report requirements in order to
successfully complete my third Engineering Co-op term. The writing this report helped
me develop my technical writing abilities.
The intent of the report was to outline the main steps to follow to develop a lubrication
program and define the fundamental characteristics of lubricants that should be
understood and considered in order to create such program. Major advantages such as
cost reduction, ease of lubricant management and gains in maintenance work
availability, equipment’s life and equipment’s availability can already be anticipated
even before the completion of a full program implementation.

APSC 310 Faucher
ii
Acknowledgements
The preparation and writing of this report was possible thanks to the support I received
at Teck Resources Ltd. I would like to acknowledge Bruno Barbir, my co-op supervisor
at Teck Coal Elkview Operations for his support and recommendations throughout the
completion of my project over the last 8 months. Also, I would like to acknowledge Chris
McFetridge and James M. Goodman from Imperial Oil Fuels & Lubricants for sharing
their knowledge and experience as well as Darald Shalter from Predictive Inspection Ltd
for his inputs throughout my entire project at Elkview Operations.

APSC 310 Faucher
iii
Executive Summary
With the instability in market prices and the increasing global competition, plants are
looking for new ways to reduce their operating cost and reinforce their productivity. The
implementation of a lubrication program in their maintenance department is a great and
simple way to reduce maintenance cost and optimize machinery availability as well as
workers’ efficiency. This type of program can be created for any type of plant where
mechanical machinery requiring lubrication is present.
The foundation of a solid lubrication program requires a good and deep understanding
of lubricant characteristics and interactions with different metals in a large variety of
environments. The principal characteristics of lubricants are viscosity, base stocks,
additives, viscosity index and their three critical points: dropping point, flash point and
pour point. It is also necessary to recognize the difference between lubrication regimes
and lubrication methods. A good lubrication specialist must know how to interpret the
effects of operating and environmental conditions on lubricants. From there, a lubricant
type and a lubrication interval must be determined and displayed in a well-designed and
accessible document. Finally, the implementation of one or multiple monitoring systems
completes the structure of a valuable lubrication program.
At Teck Coal Elkview Operation Plant, the first steps of such program was initiated over
a list of over 250 pieces of equipment and major gains in cost reduction and
equipment’s availability can already be anticipated even before the completion of the
program.

APSC 310 Faucher
iv
Table of Contents
Preface and foremost .................................................................................................................................... i
Acknowledgements ....................................................................................................................................... ii
Executive Summary ...................................................................................................................................... iii
List of figures ................................................................................................................................................. v
List of tables .................................................................................................................................................. v
Introduction .................................................................................................................................................. 1
Discussion...................................................................................................................................................... 2
Tribology ................................................................................................................................................... 2
Lubricant specifications ............................................................................................................................ 5
Methods of lubrication and re-lubrication intervals ............................................................................... 13
Choice of lubricant and consolidation .................................................................................................... 15
Monitoring programs .............................................................................................................................. 16
Conclusion ................................................................................................................................................... 18
Recommendations ...................................................................................................................................... 19
References .................................................................................................................................................. 20
APPENDIX A – Comparative Viscosity Classifications .................................................................................... A
APPENDIX B – Kinematic Viscosity of common products ............................................................................. B
APPENDIX C – Interpretation guidelines for lubricant elements .................................................................. C

APSC 310 Faucher
v
List of figures
Figure 1: Stribeck curve .................................................................................................. 4
Figure 2: Viscosity chart comparing Spartan EP 220 and Spartan EP 150 gear oils ...... 7
Figure 3 : Viscosity chart comparing Spartan EP 220 and SHC Gear 220 gear oils ....... 9
List of tables
Table 1: Viscosities of Spartan EP 220 and Spartan EP ................................................. 6
Table 2: Viscosity of Spartan EP 220 and SHC Gear 220 gear oils ................................ 8
Table 3 : Characteristics of different base stocks .......................................................... 10
Table 4: Viscosity Index of Spartan EP 220 and SHC Gear 220 ................................... 10
Table 5: Methods of lubrication ..................................................................................... 14

APSC 310 Faucher
1
Introduction
A global recession, combined with important global competition and fall of market prices
forces companies to reduce their overall maintenance costs while increasing reliability
and service life of the equipment. A great way to address these goals is in implementing
an effective lubrication program. Such program requires a lot of time and few clear
steps should be followed to ease its setup and implementation. This technical report will
go over the fundamental aspects of setting up a clear and reliable foundation to develop
a good lubrication program. It will also outline the key stages that should follow in order
to reach a world class lubrication program.
At Teck Coal Elkview Plant, all lubrication work was done by the only lube man working
in the plant. No lubricant names, lubrication intervals nor lubrication procedures were
documented for other employees to reference or for preventative maintenance work
(PMs). The need for such documentation was therefore critical. The first and most
important step is to gather information on all pieces of running equipment that require
lubrication and define the right lubricant, the right amount and the lubrication interval for
each of them according to a variety of factors which will be covered in the next pages.
Before this step, it is imperial to understand the core characteristics and principles of
lubrication.

APSC 310 Faucher
2
Discussion
Tribology
Equipment failure can be caused by many factors, but the knowledge of lubrication
principles, equipment operation and understanding the science behind lubricated
surface contacts are keys to develop a good lubrication program and avoid lubrication
related failures. According to Professor Peter Jost, the man who officially named this
concept, tribology is “the science and technology of interacting surfaces in relative
motion and associated practices” (Fitch, 2006). This science studies the principles of
moving metal components separated by a lubricant.
It is necessary to understand the functioning of all pieces of equipment as well as
operating conditions to be able to determine the appropriate type of lubricant along with
the right application. The most common lubricated machine elements are gears (spur,
ring, helical, worm, hypoid, bevel), bearings (rolling element bearings, plain journal
bearings), piston rings, cylinder liners, cams and followers. The geometry of these
elements and the operating conditions are critical in defining the proper lubrication
regime, the proper lubricant requirements, lubrication interval and method of lubrication.
Lubrication conditions can be classified into 3 lubrication regimes: Full film, Mixed and
Boundary regime. According to the Esso Tech Lubrication Seminar document, the
Specific Film Thickness “λ” determines in which lubrication regime a lubricated element
falls into. The Specific Film Thickness is calculated differently depending on the piece of
equipment but it can be summarized in the equation that follows.

APSC 310 Faucher
3
Boundary lubrication regime defines λ values of lower than 1 where the lubrication film
is very thin and the load is entirely carried by surface-to-surface contact causing high
wear and surface deformation. Gears running at very low speed and carrying high load
are classified in the boundary lubrication regime. This type of regime is the most
undesirable since it is characterized by high coefficient of friction, increased wear, non-
uniform load and possibility of seizure between moving surfaces. Antiwear and extreme
pressure additives must be considered into the choice of lubricant for those
applications. Additives specifications will be discussed more in details in the next
section.
Mixed lubrication regime defines λ values in between 1 and 4 where the load is carried
partially by the lubricant and partially by surface-to-surface contact. In this regime, the
viscosity and the chemical reactivity of the additives play an important role in the rate at
which the lubricated elements wear out. It is imperative to understand the function of all
moving parts for equipment in this regime since the choice of a wrong viscosity and
additives can result in the wear of expensive parts such as piston rings, cylinder liners
and cam followers for example.
Full film lubrication regime defines λ values of higher than 4 where the entire load is
carried by the lubricant. Equipment in this regime experience low friction and little to no
wear since there is no surface-to-surface contact. It is also important to note that no
additives are required for this reason. This lubrication regime, also named
hydrodynamic lubrication, is the most desirable one since wear is reduced to its

APSC 310 Faucher
4
minimum, extending the life of the equipment as well as the life of the lubricant. The
Stribeck Curve is very useful to understand the relation between oil film thickness and
friction. In the figure below, the Stribeck curve illustrates the case of a bearing under the
3 lubrication regimes analyzed (Troyer, 2010).
Figure 1: Stribeck curve
Finally, along with carrying the load and preventing most of the friction between contact
surfaces, lubricants have an important role in heat removal. While a piece of equipment
is running, heat is produced by friction of contact surfaces as well as compression of the
lubricant itself. The function of the lubricant is to absorb heat and either transfers it to
the machine housing and around the other components or carry it away through a
continuous oil flow where an oil cooling system or an external oil pump and system of
lubricant flexible pipes is available.

APSC 310 Faucher
5
Lubricant specifications
The most important property of a lubricant is viscosity. It quantifies the resistance of a
fluid to flow against an imposed shear force at a given temperature as illustrated in the
equality below (Imperial Oil, 2008):
Viscosity can be described in 2 ways: absolute viscosity and kinematic viscosity.
Absolute viscosity, also called dynamic viscosity, is used to quantify the ability of a fluid
to flow at low temperatures and it is measured with a shearing type viscometer. As seen
in the equality above, the most common unit to quantify absolute viscosity is the
centipoise (cP). On the other hand, kinematic viscosity (KV) quantifies high temperature
viscosity and it is measured using a gravity-flow viscometer. All lubricants on the market
are labeled using KV and their viscosity is typically measured at 40oC and 100oC to
reflect equipment operating temperatures (Imperial Oil, 2008). All references to viscosity
in this report refer to KV. The most common unit used for KV is the centistoke (cSt)1. Its
relations to absolute viscosity can be observed in the equation below:
Viscosity can also be perceived as a measure of “thickness”. Calling highly viscous oil
thick and less viscous oil thin is misleading but it can help some people to understand
the basic of the concept. As a generalization, the highest the viscosity of a fluid is, the
thicker it is and the slower it flows. For example, water has a KV of 1 cSt as opposed to
1 Note that kinematic viscosity can be classified using different units such as ISO VG, AGMA grade, SAE, Saybolt
(SUS). Table 2 in appendix A presents a comparison between all those classifications

APSC 310 Faucher
6
2 200 cSt for honey at 20oC. A list of common products and their associated KV at 20oC
can be found in the appendix B. It is critical to understand this lubricant property and
how it behaves with temperature. A general rule of thumb says that oil viscosity goes
down as temperature goes up. Therefore, it is necessary to analyze the viscosity of a
lubricant on a wide range of operating temperatures. Plotting viscosity against
temperature on a logarithmic scale graph is valuable to evaluate the behavior according
to temperature. Let’s take an example to illustrate this concept using two very common
gear oils at EVO: Mobil Spartan EP 220 and Mobil Spartan EP 150.
Mobil Spartan EP 220 Mobil Spartan EP 150
Viscosity at 40oC (cSt) 220 150
Viscosity at 100oC (cSt) 19.0 14.7
Table 1: Viscosities of Spartan EP 220 and Spartan EP
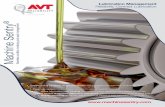
For example, on a specific piece of equipment, the operation manual states that the
lubricant viscosity must be between 195 cSt and 295 cSt at normal operating
temperature (between 30oC and 50oC). With all these criteria in mind, the following
graph can be plotted. Note that the red lines identify the normal operating temperature
range, the green lines identify the viscosity range recommended by the operation
manual, the black line represents Mobil Spartan ep 220 and the blue line represents
Mobile Spartan EP 150. The most appropriate lubricant for this application will have the
longest portion of its viscosity line passing through the box delimited by the green and
red lines. In this case, Mobil Spartan EP 220 is more suitable. In the case where
Spartan EP 150 would be used, the viscosity would be too low at operating temperature
preventing proper lubrication of all elements and causing excessive heat and wear.

APSC 310 Faucher
7
Figure 2: Viscosity chart comparing Spartan EP 220 and Spartan EP 150 gear oils
Normal operating temperature is obviously not the only factor to consider. Ambient
temperature is also a critical element since it affects directly operating temperature. Let
say that the same piece of equipment located in a non-heated warehouse goes down
fully loaded for an unexpected reason for a period of 12 hours during the winter time.
The ambient temperature reaches 15oC and after the equipment is fixed, it must be
restarted. The low temperature and the high load will affect greatly the property of the
lubricant. There are 2 very important rules to follow considering temperature and load:
At low temperature, the oil must be of low enough viscosity to flow to the internal
components requiring lubrication (Kopeliovich, 2014)
At high temperature, the oil must have sufficient viscosity to form fluid films to
separate moving material components (Kopeliovich, 2014)

APSC 310 Faucher
8
Let’s analyze the Mobil Spartan EP 220 gear oil again with Mobil SHC Gear 220 this
time for the same piece of equipment using the new conditions.
Mobil Spartan EP 220 Mobil SHC Gear 220
Viscosity at 40oC (cSt) 220 220
Viscosity at 100oC (cSt) 19.0 30.4
Table 2: Viscosity of Spartan EP 220 and SHC Gear 220 gear oils
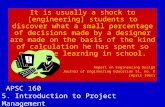
The viscosity range for operating temperature is the same (195-295 cSt) but this time,
the temperature range takes ambient temperature into account (15-50oC). Figure 3
illustrates this new example. Note that the black line represents Mobil Spartan EP 220
and the blue line now represents Mobil SHC Gear 220. At start-up, the temperature is at
its lowest (15oC) and therefore the viscosity must be low enough to allow flow to all
components. As temperature rises, the viscosity slowly decreases but it must stay high
enough to keep a fluid film between metals components. In this case, Mobil SHC Gear
220 is more suitable. Spartan EP 220 would not be a bad option but its higher viscosity
at start-up would require high energy consumption and would therefore increase
operating cost.

APSC 310 Faucher
9
Figure 3 : Viscosity chart comparing Spartan EP 220 and SHC Gear 220 gear oils
This last example brings two other properties of lubricants: base stocks and Viscosity
Index. Base stocks can be classified into three categories and their characteristics are
described in the table 3 below.
Mineral: lubricants derived from crude oil extracted from the ground
Synthetic: lubricant synthetized from chemicals
Vegetable: lubricant derived from vegetable seeds

APSC 310 Faucher
10
Base stocks Characteristics
Mineral Inexpensive to produce May contains elements such as sulfur, nitrogen and chlorine Desirable composition not 100% pure Decrease of quality over time
Synthetic Very expensive to produce Desirable composition fairly pure Can be used in extreme operating conditions More energy efficient Lubricant life longer than mineral base stock Higher Viscosity Index
Vegetable Inexpensive to produce Biodegradable Can contain natural additive-like properties
Table 3 : Characteristics of different base stocks (Toms, 1995)
According to the Machinery Oil Analysis reference book, the viscosity index (VI)
“indicates the degree of viscosity stability with temperature change”. As a rule of thumb,
the higher the VI, the less the viscosity will change as a result of temperature change.
VI is calculated using ASTM D2270 method which is rather long and complex and not
necessary to explain in details for the purpose of this report. When selecting a lubricant,
it is preferable to use a lubricant with a high VI. When comparing the two gear oils from
the previous example, it is evident that Mobil SHC Gear 220 has a higher VI, which is a
common characteristic of synthetic lubricants.
Mobil Spartan EP 220 Mobil SHC Gear 220
Viscosity at 40oC (cSt) 220 220
Viscosity at 100oC (cSt) 19.0 30.4
Viscosity Index 97 180
Table 4: Viscosity Index of Spartan EP 220 and SHC Gear 220

APSC 310 Faucher
11
Machinery operates over a wide range of power ratings, duty cycles, temperatures,
loads and a high VI is not always enough to ensure a proper lubrication film between
the metal surfaces. Consequently, most lubricants require specialized additives
packages to sustain fluctuating operating conditions. These lubricant additives are sets
of chemicals added to base stocks to enhance performance and extend lubricant and
equipment’s life. A list of most common lubricant additives and their main characteristic
is presented below (Toms, 1995).
Friction & wear – reduce coefficient of friction and surface-to-surface contact
Extreme pressure – reduce load consequences at high load and temperature
Oxidation – increase metal stability in presence of oxygen and heat
Deposits – help settle deposit at the bottom of the reservoir
Viscosity enhancer – stabilize viscosity with variation of temperature
Demulsibility/emulsibility – manage water contamination in the lubricant
Corrosion & rust – protect metal surfaces from chemically reacting with water
Foam – reduce air bubbles in the lubricant
Lubricant additives can be very useful to enhance performance and protect the
components, but using an additive in the wrong application could accelerate wear and
even destroy a piece of equipment. The best example to illustrate this is a ball bearing
running at very high temperature and low speed. In this example, the high temperature
and the high load created by the slow speed is enough for the additive to strongly react
chemically with the ball bearing material and cause excessive and premature wear. It is
important to understand the roles and the chemical reactions that occur with the

APSC 310 Faucher
12
additives before making a selection of one lubricant over another. Some lubricant
additives react greatly with specific metals contained in the equipment or even the seals
which are present to prevent lubricant to escape. A list of the different elements and
their possible originating source can be found in appendix C.
Finally, these last three specifications should be taken into account when evaluating
lubricants:
Dropping point
The dropping point is the temperature at which a lubricant goes from a semi-solid to a
liquid state. It is an indicator of cohesion between the oil and the thickener (Nehal,
2011). This characteristic is particularly important when dealing with greases. If the
dropping point is too high, the lubricant will turn into liquid form and the lubricant film
protection will be lost.
Flash point
The flash point is the temperature at which a lubricant will ignite visibly without
sustaining a flame (Nehal, 2011). This is a critical characteristic if the lubricant is used in
a very high temperature environment. Usually, the flash point of most marketed
lubricant is high enough to ensure safety use in most normal operating conditions.
Pour point
The pour point is the lowest temperature at which a lubricant will stop flowing under the
influence of gravity (Toms, 1995). This is a very important factor to consider when an
equipment must start-up under cold conditions. If the start-up temperature is lower than

APSC 310 Faucher
13
the lubricant pour point, the lubricant will not be able to lubricate the elements and it will
create an important load and pressure on the equipment increasing energy demand,
material deformation and premature wear.
Methods of lubrication and re-lubrication intervals
The design and function of a piece of equipment define the method of lubrication and it
helps determine the best lubrication interval. The main methods of lubrication are
defined in the table 5 below. It is important to understand how each piece is lubricated
to select the most suitable lubricant. For example, a splash lubrication system (oil bath)
is used for most gearboxes and can handle gear oils very well. The use of very high
viscosity lubricant is not recommended because it would not be able to reach nor
“splash” all lubricated elements within the gearbox housing. On the opposite side, the
use of very low viscosity lubricant would not be recommended since the lubricant would
tend to stay at the bottom of the reservoir and would not be picked up by the rotating
components.

APSC 310 Faucher
14
Lubrication method
Description of method Main application
Splash lubrication (oil bath)
The oil is contained in an enclosure with the lubricated elements and is picked up by the rotating components to be distributed all over the housing. The oil eventually flows back to the bottom of the reservoir and picked up again.
Low speed systems (gearboxes, open gear systems, big motor bearings)
Circulating lubrication
The oil is contained in a separate reservoir without the lubricated elements. The oil is pumped through a filter to remove contaminants, cooled through a system of tubes and applied on the lubricated elements. The oil then flow back to tank and is pumped again.
Systems functioning at high temperature and friction (shaft bearings, some gearboxes)
Force Feed lubrication
An accurately measured quantity of lubricant is dropped on the lubricated element at a specific time interval. This system is fully automated and usually requires a lubricant barrel and a pump to function.
All systems that require a small and specific amount of lubricant and function regularly under controlled conditions
Pressure lubrication
The lubricant is directed at the lubricated element in form of a jet of lubricant at very high pressure in order to penetrate the often unstable surrounding of the lubricated element.
Very high speed systems (motor and shaft bearings)
Dripping lubrication
The lubricant is applied in form of droplets or mist over the lubricated element while it is running. This method provides a very cost-effective way to continuously deliver the require amount of lubricant.
All systems that require small quantities of lubricant and running in dry environment. (roller chains, open gears)
Manual lubrication
This method requires adding lubricant manually through a lubrication point previously installed on the equipment or by taking the equipment apart.
The most majority of systems can be manually lubricated but this method is costly, inefficient and difficult to standardize
Table 5: Methods of lubrication (Oil lubrication methods, 2014)
Once the lubrication method is defined, the lubrication interval must be selected. The
easiest way to do this is to look into the maintenance manual of the equipment. Most of

APSC 310 Faucher
15
the time, the manufacturer sets a lubrication interval for specific running and
environmental conditions. Always compare the conditions detailed in the equipment
manual to the actual equipment running conditions before setting the interval. An
equipment running 24 hours per day, 7 days per week in moist and dusty environment
require a shorter lubrication interval than equipment running only 8 hours per day, 5 day
per week in a warm and dry environment. Whenever there is a doubt, lubrication
specialists and equipment salesman are always good people to contact. This step may
seem very simple but it is critical for a good lubrication program. Even if the viscosity,
the additives, the base stock, the dropping point, the pour point and the lubrication
method are right, if the lubrication interval is wrong, the equipment may wear out more
rapidly where the interval is too long. The rolling elements may run dry of lubricant and
start to deform and cause major and more costly problems. On the other hand, if the
interval is too short, the company is wasting money in purchasing lubricant more often
than it should.
Choice of lubricant and consolidation
When all the information has been gathered and all the previous steps have been
completed, it is time to select a lubricant that suits the company’s budget and that can
be delivered by the lubricant provider. Consolidation is also very important to avoid a
long list of lubricant making the lubricant program hard to manage and also to reduce
cost for the company as purchasing in bulk is usually cheaper. Most of the time, it is
possible to put many pieces of equipment under the same category and using the same
lubricant. It can also be useful to look at similar pieces of equipment in the industry or

APSC 310 Faucher
16
even look at the previous history of the equipment to help determine the best lubricant
solution.
Monitoring programs
Once lubricant is selected, interval defined and lubricant amount quantified, it is time to
make the information easily available and accessible to all workers and maintenance
professionals. A well-thought-out table grouping all equipment with necessary
lubrication related information with restricted editing access is necessary to ensure that
this lubrication documentation stays accurate and up-to-date over the years. In order to
ensure proper functioning of all equipment over the years, it is imperial to develop
monitoring programs. There are three main programs that could be setup within the
organization to ensure proper monitoring of all pieces of equipment.
The first program is called “Preventative Maintenance” (PM). This monitoring program
has for primary goal to avoid or mitigate the consequences of failure of equipment
(Toms, 1995). It is designed to perform oil level checks, oil changes and component
wear level checks due to friction before the equipment actually fails. This is possible by
analyzing the performance, the service life and running conditions of the equipment and
then determining a specific period of time at which maintenance activities should be
performed. Checks can be done either while the equipment is running or down. This
systematic inspection and failure correction plan should the first monitoring program to
be implemented in all plants.
An oil analysis program is the second tool that can be used to monitor the life of the
equipment and the lubricant. Oil samples must be taken at regular interval and at

APSC 310 Faucher
17
appropriate running conditions to evaluate the quality of the lubricant. Lubricant samples
can tell a lot about the condition of the components inside an important piece of
equipment. For example, presence of zinc or phosphorus indicate the breakdown of
antiwear additive, presence of silicon or chromium can reveal a worn out seal and the
presence of iron and copper can show an overall wear of system components (Imperial
Oil, 2008). It is critical to take the results of these samples into account and keep track
of the evolution of the lubricant over time. High proportions of a metal in subsequent
samples may suggest that the lubricant is not doing the job it is supposed to. A different
lubricant may be required.
Finally, a vibration analysis program can be implemented to complete the monitoring
system on the plant equipment. Vibration analysis can reveal characteristics of the
equipment components that lubricant sampling delay to show such as misalignment and
looseness. Detecting misalignment between a shaft and a bearing before major material
wear occur (before it can be spotted in a sample analysis) can prevent significant part
replacements (Toms, 1995).
All these three programs constitute a great way to monitor life of equipment and life of
lubricant. If the results of one of these monitoring programs require making a
modification to the lubrication program, the change must be made on all documentation
copies and a memo update must be sent to all maintenance personnel to ensure the
viability of the program.

APSC 310 Faucher
18
Conclusion
A well-designed and efficient lubrication program is a great way for all plants to ensure
proper running condition of machinery, extend equipment’s life and reduce maintenance
costs.
To implement a good lubrication program, there are a few simple steps to follow:
Understand the different characteristics of a lubricant
Define all equipment lubrication needs
Understand equipment running condition and running environment
Define lubrication regime and lubrication method
Select the most suitable lubricant with appropriate lubrication interval and
lubricant quantity
Implement monitoring programs and keep all documentation up-to-date
The implementation of a complete lubrication program has been proven by plenty of
organization to be an efficient way to reduce maintenance cost, increase equipment’s
life and increase worker’s availability. This is a simple idea that can have positive
consequences over a long period of time.

APSC 310 Faucher
19
Recommendations
This report has covered the principal steps in implementing a complete and well-
designed lubrication program. The ability to customize this process to any type of plant
where mechanical machinery requiring lubrication is present makes this plan a versatile
solution to improve all maintenance programs.
It is clear that the biggest is the plant, the most extensive and time consuming the
implementation of such system will be. That being said, the positive impacts on budget
and mechanical availability over a long period of time is undoubtedly impressive.
Moreover, the need of a lubricant specialist in the maintenance department of large
plants should be considered.

APSC 310 Faucher
20
References
Fitch, Jim. (2006, January). Interview with Luminary Professor H. Peter Jost – The Man
who Gave Birth to the Word “Tribology”, Noria Corporation. Retrieved from
Machinery Lubrication Website:
http://www.machinerylubrication.com/Read/834/tribology-jost
Imperial Oil. (December 2, 2008). Esso Tech Lubrication Seminar [PowerPoint
presentation]. Retrieved from Bruno Barbir Teck Coal Elkview Operation Plant
maintenance and reliability engineer’s reference book.
Kopeliovich, Dimitri. (2014, August 21). Lubrication regimes. Retrieved from SubsTech
Website: http://www.substech.com/dokuwiki/doku.php?id=lubrication_regimes
Lauer, Dennis. (2008, March). Tribology: the Key to Proper Lubricant Selection, Kluber
Lubrication. Retrieved from Machinery Lubrication Website:
http://www.machinerylubrication.com/Read/1318/tribology-lubricant-selection
Nehal S. Ahmed and Amal M. Nassar. (2011). Lubricating Oil Additives, Tribology –
Lubricants and Lubrication, Dr. Chuang-Hung Kuo (Ed.), ISBN: 978-953-307-371-
2, InTech, Available from: http://www.intechopen.com/books/tribology-lubricants-
and-lubrication/lubricating-oil-additives
SKF. Oil lubrication methods. Retrieved from SKF Website:
http://www.skf.com/group/products/bearings-units-housings/super-precision-
bearings/principles/lubrication/oil-lubrication/oil-lubrication-methods/index.html
Toms Larry A. (1995). Machinery Oil Analysis, Methods, Automation & Benefits – A
Guide for Maintenance Managers, Supervisors & Technicians. Virginia Beach,
Virginia, United States: Coastal Skills Training.
Troyer, Drew. (2010, November). A Balanced Approach to Lubrication Effectiveness.
Retrieved from Machinery Lubrication Website:
http://machinerylubrication.com/Read/27725/a-balanced-approach-to-lubrication-
effectiveness-

APSC 310 Faucher
A
APPENDIX A – Comparative Viscosity Classifications

APSC 310 Faucher
B
APPENDIX B – Kinematic Viscosity of common products

APSC 310 Faucher
C
APPENDIX C – Interpretation guidelines for lubricant elements