LUBRICANT REFERENCE MANUAL...Hydrodynamic Lubrication – That condition of lubrication in which a...
29
WRITTEN BY MARK DEBENEDETTO, PHD TECHNICAL PRODUCTS L UBRICANT R EFERENCE M ANUAL
Transcript of LUBRICANT REFERENCE MANUAL...Hydrodynamic Lubrication – That condition of lubrication in which a...

WRITTEN BY MARK DEBENEDETTO, PHD
TECHNICAL
PRODUCTS
LUBRICANT
REFERENCE
MANUAL

Written by Mark DeBenedetto PhD
TABLE OF CONTENTS
INTRODUCTION: FUNCTION OF A LUBRICANT 3
LUBRICANT CHARACTERISTICS 5
LUBRICANT TYPES 11
SELECTION OF A LUBRICANT 13
APPLICATIONS: A BRIEF TOUR 15
APPENDIX 21
GLOSSARY 27
LUBRICATION SURVEY FORM 28

LUBRICATION SURVEY FORM
Application type (bearing, chain, etc.):
Operating Temperature:
Operating conditions:
Speed:
Estimated Load:
Environmental Conditions (dust, dirt, moisture):
Sudden starts/stops:
Vibration:
Lubrication Schedule (list type and amount of lubricant):
Method of application:
Additional Comments:

GLOSSARY
API – American PetroleumInstitute
AGMA – American GearManufacturers Association
Asperities – The irregularfeatures in a contactsurface.
ASTM – American Society forTesting and Materials
Axial – Referring to thelength of an object, forexample an axial load on ashaft is parallel to the length(axis) of that shaft.
Boundary Lubrication – That condition in which the lubricant film isdiscontinuous.
Babbit – An alloy, or mixtureof metals that is softer thanthe metal used in therotating components. It has alower coefficient of frictionand acts as a sacrificialcomponent in the movingassembly; it will not gall orscore the shaft. It is namedfor its inventor.
Coefficient of Friction – The coefficient of friction isthe ratio of the force requiredto move an object and thenormal force or weight of anobject. The coefficient offriction is dependent uponthe nature of the material.Some coefficients of frictionfor various materials are:
Bronze on bronze 0.20
Tool steel on tool steel 0.42
Mild steel on mild steel 0.57
Hard steel on babbit metal 0.34
Cone – The inner part of anantifriction bearing
ElastohydrodynamicLubrication – A mode oflubrication which relies onthe deformation of thecontact surfaces inconjunction with the viscosityof an oil at high speeds toestablish a protective film.
Fretting – A condition ofwear characterized bygrooving or lines spaced atintervals around a shaft. Itcan be caused by oscillatingmotion with small amountsof play (approx. 1 micron) inthe assembly. Usually designrelated.
Galling – Destructive wear ofa metal surface characterizedby large chunks of metalbeing removed.
Hydrodynamic Lubrication –That condition of lubricationin which a continuous filmseparates the moving parts.
Idler – A rotating elementneither driving nor driven. It is simply used as a lowfriction support for a chain or belt.
Kinematic – Refers toviscosity measured by itsrate of flow due to its mass.
Lubricity – A property of alubricant to reduce frictionbeyond that expected byviscosity alone.
Naphthenic – Composed ofcompounds of a more cyclicand/or aromatic nature; lowashing.
Paraffinic – Composed oflong straight chains ofhydrocarbons.
Poise – A unit of dynamic(sheared between movingsurfaces) viscositymeasurement.
Race – The outer contactsurface of a rolling elementbearing.
Radial – Referring tosomething perpendicular to arotating assembly; A Radialload is at 90° to the shaft.
Rib-roller velocity – thevelocity of the rollers in anantifriction bearing which will help determine thelubrication requirements of a bearing.
Shock Loading – A conditioncaused by sudden startup orstoppage of equipment.Change in loading is rapidand places added sites onbearing and other parts.
Spalling – A condition ofmetal fatigue in which thesurface of the metal flakesoff.
SAE – Society of AutomotiveEngineers
Stoke – A unit of measure-ment for kinematic viscosityin units m2/sec
SUS – Saybolt UniversalSecond; yet another unit formeasurement of fluidviscosity.
SSU – See SUS
Timken – Test Methodnamed for bearingmanufacturer of the same name (see Figure 6,page 8).
27

26
LUBRICANT REFERENCE MANUAL
GREASE CHEMISTRY
In general, greases con-tain between 70-90% oil,5-15% thickeners, and up to10% additives. The oils andadditives are essentially thesame products used through-out the industry and previousdiscussions apply to the oilfraction of a grease as to oilsin general. The thickeners,however, will affect the tem-perature and water resistantproperties of a grease andtherefore an understandingof thickening agents is necessary.
The thickener in a greaseis usually a metallic soap,but nonsoap thickeners areused as well. The soapsused are made by thesaponification of animal fator the neutralization of fattyacids. Soap-thickenedgreases comprise about 85%of all greases in use. Theyare economical and offergood lubricity. The nonsoapthickeners are less fre-quently used. While theyusually offer high meltingtemperatures, some (ben-tonite clays and silica gels)can leave a residue that canbe abrasive to metal parts,particularly if the grease isnot manufactured carefully.
Polyurea based greasesare a newer technology inthickening agents. Thesegreases offer high droppingpoints and good resistanceto water washout, but theyare marginally compatiblewith some soap basedgreases.
Soap based greases usea wide array of metallicsoaps. Soaps are more oftenidentified by the metalbecause it is the metal thatdetermines the soap charac-teristics. A list of soaps isshown below:
Lithium stearate
Lithium 12-hydroxystearate
Lithium complex
Hydrated calcium
Anhydrous calcium
Calcium complex
Aluminum
Sodium
Barium
In general, the complexgreases have highest drop-ping points, with calcium andaluminum at the high end.For metallic soaps, calciumis highest in dropping point,with sodium and lithium atsuccessively lower droppingpoints. The sodium basedgreases are often incompati-ble with other thickeners.Sodium greases offer lesswater resistance than othergreases. This along withlower dropping points hasmade sodium greases lesscommon of late.
Lithium greases are by farthe most common of allgreases and represent morethan half of all greases used.Initially, lithium stearate wasthe most popular grease onthe market, but it is beingsupplanted by lithium 12-hydroxystearate. Thehydroxystearate soapimparts a higher droppingpoint. Lithium complexgreases typically have dropping points of about260°C (500°F).
Of the calcium basedgreases, the calcium complex greases have thebest resistance to heat andwater washout. The wearresistance and shelf life areimproved at higher thickenerlevels.
Anhydrous calciumgreases have good heatresistance, but not as goodas that for lithium. The waterresistance is fair to good.The least temperature resistance is obtained withcalcium hydrated greases,because the thickener incor-porates up to 2% water in its chemical makeup. Thegrease is compromised whenthe water begins to cook offat 80°C (about 175°F). Waterwashout resistance and lowtemperature handling arevery good, however.
Aluminum based greases,although not very common,have good stability over ahigh temperature range, with high (260°C/500°F)dropping points. The waterresistance is excellent, butthe lithium complex greasesoffer comparable perfor-mance at a lower cost.

WHAT IS FRICTION?
Simply put, friction is theresistance to motion causedby the direct contact ofparts. In typical operations,friction must be overcome bythe addition of force orenergy.
Friction is a measurablephenomenon and it is usuallymeasured and expressed asa coefficient of friction. Thecoefficient of friction is theratio of the force required tomove an object to the normalforce or weight of that object.
Friction in machinery man-ifests itself in several ways:
• Power losses • Lower efficiency• Generation of heat• Wear• Equipment Failure/Seizure
At the microscopic level,friction is caused by thedirect contact of asperities.All surfaces, even the truestand most highly polished sur-faces, have a rough nature(Figure 1). They are com-posed of minute projectionsand depressions, or “hillsand valleys”. These surfaceirregularities are calledasperities and can interlockto impede the sliding move-ment of parts (Figure 2a onpage 4). The asperities alsoreduce the actual contactarea available for load carry-
THE PRACTICE OF lubricationis an ancient one. Water wasprobably the first lubricant.When primeval man usedwater or ice to ease the sliding movement of heavyobjects, the idea of lubrica-tion was born. He later foundthat certain plants and animals contained oily secretions or had natural oils in their tissues. It wasfound that these oils had theadvantage of a low evapora-tion rate, and the coefficientof friction was lower thanthat for water.
What our Neanderthalancestors were trying to dowas to reduce friction, howthey did it was not as impor-tant as the need to do it.
ing. When the parts move,some of these asperities aredeformed and may be sub-jected to very high localizedtemperatures. The asperitiescold flow or “weld” togetherand increase the resistanceto motion. The welded asperities then shear as therelative motion of surfacescontinues. The surfaces donot shear cleanly, but yield arather jagged profile less uni-form than the initial surface.Small amounts of materialare transferred from one sur-
face to the other, and somesmall amount of materialmay be eroded from bothmetal surfaces.
This is a continuousprocess repeated millions of times over a contact orbearing surface. It is theseweld/shear cycles that resultin the phenomenon of wear.As the welds increase both innumber and in frequency,seizure can occur. This is acatastrophic mode of failure.
3
INTRODUCTION: FUNCTION OF A LUBRICANT
FIGURE 1Graphic representation of asperities on a true and machined surface

4
LUBRICANT REFERENCE MANUAL
WHAT TO DO?
The best way to reducewear, seizure, and friction isto prevent asperity contact. A lubricant is a substancewhich accomplishes this.
A lubricant is usually afluid, although it may also bea solid or semisolid, thatflows between contact sur-faces to form a film. Underthe best of conditions, themoving parts do not actuallymake contact, but glide onthis film (Figure 2b). Frictionis greatly reduced, becausethe resistance to movement
is determined primarily bythe viscosity of the lubricant.Wear is also reduced due tothe elimination of asperitycontact. Finally, with reducedfriction, the amount of heatgenerated is greatly reduced.Heat reduction is a very realbenefit, because:
• Working tolerances aremaintained
• There is less fatigue ofmetals and other bearingmaterials
• The life of the equipmentis extendedFIGURE 2
a. Asperity contact of dry surfacesb. Separation of surfaces with lubricant film

25
APPENDIX
In order to recognize theproper lubricant viscosity, itis essential that the relation-ship between viscosity unitsbe understood.
The table in Figure 3,(page 6) lists the common viscosity measurement standards and schematicallyshows how the scales relate.It is interesting to notice thatan SAE 50 crankcase oil,SAE 90 weight gear oil andan ISO 220 lubricant can allhave the same viscosity.
Oils with the letter “W” intheir rating have been testedat low temperatures as wellas at 40°C (100°F) and100°C (212°F). The cold test-ing specifies the maximumviscosity measured andthese materials are knownas multigrade oils (e.g. SAE80W-150, 20W-50).
As an example, let’s saythat a maintenance engineerhas read an equipment man-ufacturer’s recommendationfor an ISO 68 viscosity gradelubricant. A prospectivereplacement has a viscosityof 65 cP. The question is, willthis oil be a suitable replace-ment in terms of viscosity?First, we know that an ISO68 lubricant has a viscositythat can range from 61.2 -74.8 cSt. If we can obtainspecific gravity data from theMaterial Safety Data Sheet(MSDS), we can convert fromcentipoise to centistokes.
From the MSDS, we find thatthe specific gravity is 0.87
Converting to cSt
65 cP = 74.7 cSt vs. 0.87 72.80 cSt for ISO 68
This viscosity is at theupper limit for an ISO 68 viscosity grade lubricant.Therefore this 65 cP lubri-cant will be acceptable.
FIGURE 16Saybolt Universal Seconds (S.S.U. and S.U.S.)
60 ML
OIL BEING
TESTED
COMMOM TEST TEMPERATURES38°C (100°F)100°C (212°F)
24
LUBRICANT REFERENCE MANUAL
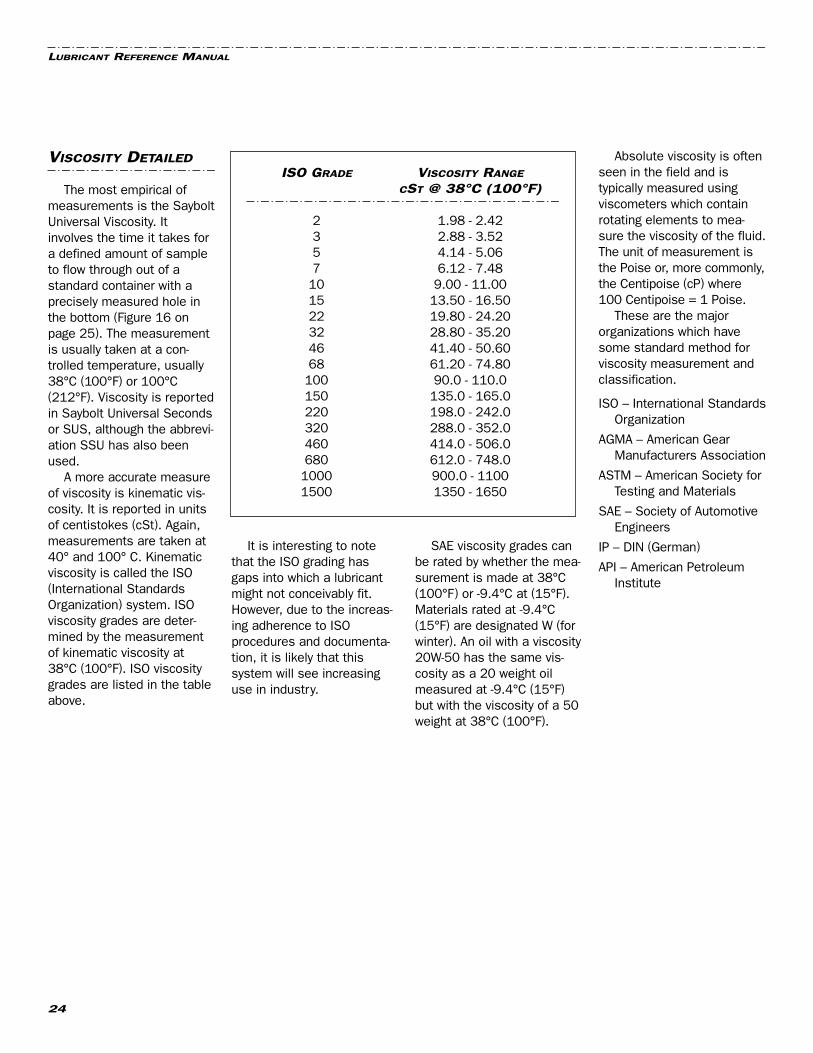
VISCOSITY DETAILED
The most empirical ofmeasurements is the SayboltUniversal Viscosity. Itinvolves the time it takes fora defined amount of sampleto flow through out of a standard container with aprecisely measured hole inthe bottom (Figure 16 onpage 25). The measurementis usually taken at a con-trolled temperature, usually38°C (100°F) or 100°C(212°F). Viscosity is reportedin Saybolt Universal Secondsor SUS, although the abbrevi-ation SSU has also beenused.
A more accurate measureof viscosity is kinematic vis-cosity. It is reported in unitsof centistokes (cSt). Again,measurements are taken at40° and 100° C. Kinematicviscosity is called the ISO(International StandardsOrganization) system. ISOviscosity grades are deter-mined by the measurementof kinematic viscosity at38°C (100°F). ISO viscositygrades are listed in the tableabove.
It is interesting to notethat the ISO grading hasgaps into which a lubricantmight not conceivably fit.However, due to the increas-ing adherence to ISOprocedures and documenta-tion, it is likely that thissystem will see increasinguse in industry.
SAE viscosity grades canbe rated by whether the mea-surement is made at 38°C(100°F) or -9.4°C at (15°F).Materials rated at -9.4°C(15°F) are designated W (forwinter). An oil with a viscosity20W-50 has the same vis-cosity as a 20 weight oilmeasured at -9.4°C (15°F)but with the viscosity of a 50weight at 38°C (100°F).
Absolute viscosity is oftenseen in the field and is typically measured using viscometers which containrotating elements to mea-sure the viscosity of the fluid.The unit of measurement isthe Poise or, more commonly,the Centipoise (cP) where100 Centipoise = 1 Poise.
These are the major organizations which havesome standard method forviscosity measurement andclassification.
ISO – International StandardsOrganization
AGMA – American GearManufacturers Association
ASTM – American Society forTesting and Materials
SAE – Society of AutomotiveEngineers
IP – DIN (German)
API – American PetroleumInstitute
ISO GRADE VISCOSITY RANGE
CST @ 38°C (100°F)
2 1.98 - 2.423 2.88 - 3.525 4.14 - 5.067 6.12 - 7.4810 9.00 - 11.0015 13.50 - 16.5022 19.80 - 24.2032 28.80 - 35.2046 41.40 - 50.6068 61.20 - 74.80100 90.0 - 110.0150 135.0 - 165.0220 198.0 - 242.0320 288.0 - 352.0460 414.0 - 506.0680 612.0 - 748.01000 900.0 - 11001500 1350 - 1650

LUBRICANT CHARACTERISTICS
IN THE SELECTION of a lubri-cant, one must be sure tomatch the characteristic ofthe lubricant to operatingconditions. The major proper-ties to consider are listedbelow:
• Viscosity/Viscosity Index
• Antiwear Properties
• Extreme Pressure (EP)
• Lubricity
• Oxidation Resistance
Other characteristics ofnote include:
• Water Washout Resistance• Specific Gravity
• Foaming
• Penetration (greases)
• Dropping Point (greases)
• Shear Stability
• Grease Pumpability
• Other Properties• Pour Point• Flash and Fire Points
Finally, it should be notedthat good lubricants aremade not born. The finalproduct performance will bedetermined by its additives.A well refined and formulatedpetroleum product can bemade to outperform anunmodified synthetic.
VISCOSITY
Viscosity is the resistanceof a fluid to flow. It is proba-bly the single most importantproperty of a lubricant. Theviscosity of a lubricant variessignificantly with tempera-ture, so when specifying orcomparing a lubricant viscos-ity, care must be taken tonote the temperature atwhich the viscosity was measured. Oils are looselyclassified as light, medium,or heavy. Light oils flowfreely, while the heavy oilsflow slowly, if at all. Light oilsare typically used under con-ditions of higher speeds andlower loads. Lighter oils arealso useful at lower environ-mental temperatures wherea heavier oil may congealand fail to flow freely into thecontact area. An oil can be amixture of heavy and lightoils blended to achieve thedesired weight.
Heavy oils are used atlower speeds and heavierloads. The higher viscosityprevents oil from beingsqueezed out of the contactarea under heavy loads. Highoperating temperatures willoften require a heavier oil sothat a lubricating film can bemaintained. This is becausethe viscosity of a lubricantwill tend to decrease as temperature rises.
The viscosity of an oil ismeasured using a wide vari-ety of instruments with anannoying number of systemsfor rating and classificationof any given oil. This can leadto much confusion whenselecting the right viscositylubricant for an application. A convenient conversionchart is given on page 6(Figure 3) and a more exten-sive discussion of viscositymeasurement can be foundin the appendix.
The main point to remem-ber is that viscosity, nomatter how it is measured, isdependent on temperatureand any comparison of vis-cosities should be done withmeasurements at the sametemperature. It is absolutelynecessary to be aware of the units used to measureviscosity and to be able toconvert between systems tomatch viscosity requirements.
5

6
LUBRICANT REFERENCE MANUAL
2000
1000
800
600
500
400
300
200
100
80
60
50
40
30
20
10
8
6
5
4
3
2
70
60
40
30
20
10
8
9
7
6
5
4
50
100008000
6000
4000
3000
2000
1500
1000
800
600500
400
300
200
150
100
8070
60
50
40
35
32
300
200
10090
80
70
60
55
50
45
40
FIGURE 3Viscosity Equivalents
KINEMATIC VISCOSITIES
SAYBOLTVISCOSITIES
SAE
GR
AD
ESC
RA
NK
CA
SE O
ILS
SAE
GR
AD
ESG
EAR
OIL
S
AG
MA
GR
AD
ES
ISO
VG
cSt/40°C
(104°F)
cSt/100°C (212°F)
SUS98.9°C(210°F)
SUS37.8°C(100°F)
1500
1000
680
460
320
220
150
100
68
46
32
22
15
10
7
5
3
2
8A
8
7
6
5
4
3
2
1
50
40
30
20
10W
140
90
85W
80W
75W
5W
250
Viscosities can be related horizontally only.
Viscosities based on 95 VI single-grade oils.
ISO are specified at 40°C (104°F).
AGMA are specified at 37.8°C (100°F).
SAE 75W, 80W, 85W and 5W & 10W specified at low temperatures. Equivalent Viscosities for 100 & 210°F are shown.
SAE 90 to 250 and 20 to 50 specified at 98.9° (210°F).

23
APPENDIX
MODES OF
LUBRICATION
There are a few differentmodes of lubrication:
• Hydrodynamic
• Mixed film
• Boundary
• Elastohydrodynamic (EHD, EHL)
Hydrodynamic lubricationis the preferred method oflubrication because there isno asperity contact in thismode. There is therefore virtually no wear in this lubrication mode. In thisregion, the moving parts arekept totally apart. Friction islowest in this mode.
As loads increase how-ever, lubricant is squeezedfrom between the parts andthe film is discontinuous.This regime is one of MixedFilm Lubrication. There isasperity contact, and a lubricant with good extremepressure characteristics willprolong bearing life.
Boundary lubrication iswhat occurs when the oilsupply is discontinuous, orthe loads on the surfacesare high enough to squeezeout the lubricant film andallow metal to metal contact.There is lubricant present,but there is not a continuousfilm present on the moving
surfaces. The coefficient offriction is highest in thismode of lubrication. Underthese conditions a lubricantwith good lubricity will leavemicroscopic quantities oflubricant tenaciously boundto the metal surface and thiswill help to minimize wear atthe sliding surface interface.
Elastohydrodynamic lubrication is not as obviousa mode of lubrication, but itis an important factor in thelubrication of rolling elementbearings and sliding surfacesunder very heavy loads.
There are two main mechanisms by which elastohydrodynamic lubrica-tion (EHD) works. The first isthat the apparent viscosity ofa fluid increases as the pressure on it rises. Underextremely high pressures,some fluids can actuallysolidify. This mechanismserves to reduce lubricantsqueeze out and maintainthe film between the movingelements, thereby preventingasperity contact. The secondmechanism is the elasticdeformation of the metal toincrease the surface areaand spread the load. The sur-face returns to its originalconfiguration when the loadis released. These two mech-anisms combine to reducewear and extend the servicelife of bearings and gears. FIGURE 15
Regimes of lubrication in a plain bearing
HYDRODYNAMIC
MIXED FILMBOUNDARY

22
LUBRICANT REFERENCE MANUAL
Polyalkyleneglycols aremade by polymerizing simpleglycols or alkylene oxides,and can be further classifiedas to their solubility in water.Insoluble polyglycols areused more in gear boxes andas heat transfer fluids. Thewater soluble types are usedprimarily as metalworking fluids, but they also are formulated for use as fireresistant hydraulic oils.
While these materialsoffer excellent viscosity index
and lubricity characteristics,they are not practical for useover 200°C (390°F) becauseof oxidation and high evaporative losses at highoperating temperatures.
Finally, silicones offerexcellent high temperaturestability with excellent viscos-ity index. Unfortunately,silicone oils exhibit very poorantiwear properties whichare difficult to improvebecause of poor solubilityand compatibility of additivepackages.
C. Vegetable BasedIn terms of performance,
vegetable based lubricantstocks are superior in lubric-ity and EP to many petroleumbases. Up until the end ofWord War I, aviation andother high performance rac-ing engines used castor oil intheir crankcases because ofthe exceptional lubricity thisoil offered. In fact, low costpetroleum base oils of lesserperformance were often fortified with less availableanimal and vegetable addi-tives in order to make themsuitable for the application athand. They are used widely inthe metalworking industry.Other than availability, onedisadvantage of these nat-ural oils is their tendency toform waxes at low tempera-tures. Also, oxidative stabilityis not as good as that ofpetroleum based oils.
Today, vegetable basedlubricants are enjoyingrenewed popularity becausethey do something that petroleum and most synthet-ics cannot, and that is todegrade rapidly in the environment. As industriesall over the world seek toreduce the environmentalimpact and overall hazards oftheir industrial operations,“natural” lubricants will beable to deliver good perfor-mance at a cost favorablewhen compared to that ofsynthetics. The addedexpense of vegetable basedlubricants can be offset bythe savings in disposalcosts. Vegetable based lubricants are essentiallynonhazardous and can beincinerated or disposed ofmore economically than theirpetroleum counterparts.More important is the reduction in environmentaldamage should the materialfind its way into the environ-ment. In some locales,governments have mandatedthe use of fully biodegradablelubricants in delicate ecosys-tems. Thankfully, the use ofa vegetable based lubricantneed not mean giving awayanything in performance.
The vegetable based lubri-cants will be useful over thesame temperature range aspetroleum oils, but are indi-cated for use in areas whererelease could pose a healthor environmental hazard.
This table gives a general summary of synthetic lubricant characteristics. (base stocks only)
ANTI- POUR VISCOSITY
LUBRICANT OXIDATION LUBRICITY POINT INDEX
Silicone 2 4 1 1Polyalphaolefin 3 3 2 4Organic ester 3 2 3 3Polyalkyleneglycol 5 1 4 2
Grading: 1-excellent, 5-poor

7
LUBRICANT CHARACTERISTICS
VISCOSITY INDEX
The viscosity of a lubricantwill change with temperature,increasing at low tempera-tures and dropping at higherones (Figure 4). It can besaid that the best lubricant inan application is the lowestviscosity which will preventdamage at the highest nor-mal operating temperatures.This allows the best energysavings while providing therequired protection. The viscosity index (VI) is anempirical number designedto indicate the amount of viscosity change over a giventemperature range. A higherviscosity index oil tends tothin less with increasing tem-perature. Higher quality oilstend to have greater viscosityindices. Improving the viscos-ity index can be achieved byuse of VI enhancers.Synthetic lubricant basestocks tend to have higherviscosity indices.
Viscosity index can beobtained by the measure-ment of viscosity at 40°Cand 100°C (measurementsare made at 100°F and212°F in the EnglishSystem). The difference isthen used for comparison ina book of tables to obtainthe viscosity index. This number cannot be used as a measure of any other property of a lubricant.
ANTIWEAR PROPERTIES
Good antiwear propertiesare what you get when youcollectively have goodextreme pressure character-istics and good lubricity in alubricant. Good antiwearcharacteristics mean thatmetals are coated and/orkept apart thus preventingmetal fatigue and the genera-tion of wear particles andloss of tolerances betweenthe moving parts.
FIGURE 4Liquid Viscosity
LIQUID VISCOSITY• A thin material has low viscosity• A thick material has high viscosity
TEMPERATURE EFFECTS VISCOSITY• Temperature increase means a viscosity decrease and
temperature decrease means a viscosity increase
OIL OIL
ICE
HIGH VISCOSITY LOW VISCOSITY

8
LUBRICANT REFERENCE MANUAL
EXTREME PRESSURE
Extreme Pressure addi-tives in a lubricant increaseits load bearing capacity.Under heavy loads, extremelylocalized areas of very hightemperature are produced. At these high temperatures,the additives react with themetal surface and form compounds which fill in thesurface asperities. With amore even surface, a moreuniform lubricant film can bemaintained and frictionthereby reduced.
There are a couple of different methods for the measurement of extreme pressure performance. One method employs the 4-ball testing apparatus (ASTM D 2783). The test is run withincreasing load placed on the top ball throughout the test (Figure 5). Eventually the balls will weld together, andit is the weight at which thisoccurs that is reported asthe weld load. The higher thenumber, the more pressure alubricant can withstand. Theother test commonly used
(for greases only) is the Timken method (ASTM D 2782). This methodemploys a rotating drumimpinging on a flat surface(Figure 6). Load is placed onthe drum and the “OK load”is the highest weight that canbe applied to the drum with-out causing a wear scar. Thistest can be run to weld pointas well.
It should be noted thathigh weld loads by them-selves do not indicate a goodlubricant. Antiseize com-pounds have very highnumbers for instance but aregenerally too abrasive to beused as lubricants.
Other ASTM tests that usethe 4-Ball machine are ASTMD 2266 that measures thescar diameter and ASTM D2596 that measures weldload index.
FIGURE 6Timken EP Test – Federal Test Method Standard 791, Method 6505T
STATIONARY SURFACE
FORCE
FIGURE 5Four Ball Wear Test
WHAT IS THEFOUR BALL EP TEST?The determination of the load-carrying capacity of alubricant in kilograms appliedto a system of four steel ballsin the form of a tetrahedron.
LUBRICANT SAMPLE
LOAD FORCE
TOP BALL ROTATES AT 1800 R.P.M.
Scardiameters aremeasuredhorizontallyand vertically

APPENDIX
BASE STOCKS
As mentioned in the bodyof the manual, base stocksalone do not create a goodlubricant. That being said,there are pros and consassociated with the generaluse of each.
A. PetroleumCrude oil is, by itself, use-
less as a lubricant and mustbe refined in order to obtainbase stocks. Petroleum basestocks are typically classifiedas either paraffinic or naph-thenic. It should be notedthat while there are two dis-tinct types of base stock, allbase oils are a mixture ofboth. A particular oil may bepredominantly one type orthe other, but it is not paraffinic or naphthenicexclusively.
Paraffinic oils are com-posed primarily of straightchain hydrocarbons. Thesematerials have certain char-acteristics due to theirstructure:
PARAFFINICAdvantages
High viscosity indexHigh flash pointsGood film strengthGood oxidation stability
DisadvantagesHigh wax contentCarbon residue (varnish)Low wettability to metalHigh pour points
UsesGear oilsHydraulic oilsEngine oilsCirculating oils
Naphthenic base stockshave a higher content ofcyclic hydrocarbons such as naphthalene and cyclohexane.
The characteristics ofnaphthenic base stocks are:
NAPHTHENICAdvantages
Solubility of additivesGood detergencyLow carbon residueLow pour points
DisadvantagesLow viscosity indexLower oxidation stabilityLow flash pointWettability to metalsSeal swell
UsesGeneral purpose lubricants2-cycle oilsWay oilsChain oilsPneumatic oils
B. SyntheticsSynthetics are formed in a
reaction process. There areseveral different types.
Polyalphaolefins (PAOs)are pure hydrocarbons made by the reaction of analphaolefin with ethylene, followed by polymerizationwith additional ethyleneunits. PAOs are closest inchemistry to paraffinic lubri-cating stocks. As such, thismaterial offers excellent viscosity indices (130-150typical) and good oxidativeand thermal stability. Theirlimitations, other than cost,are poor detergency and possible seal incompatibility.The most widespread use ofPAOs is as automotiveengine oils. In industrialapplications, they are usedas wide temperature rangegear and circulating fluids orgreases.
Organic esters are theearliest synthetic lubricants,developed during World War II.There are two types ofesters, based on the numberof acids substituted on thealcohol base unit. Diestersare made by reacting a diba-sic acid (two reactive sites)with two alcohol molecules.Polyolesters react a numberof monobasic acid moleculeswith alcohols of two (glycol)or more (polyol) reactivesites. The main advantagesof esters are:
• Good oxidative stability
• Good thermal stability
• Good antiwear properties
• Low vapor pressure
• Excellent detergency
• Low residue (varnish)formation
• Good Lubricity
The main disadvantage ofthese materials is the possi-ble attack of materials usedin seals and sealing devices.Beside being used as jetengine and turbine oils, theirmain usage in industry is for the lubrication of chaindrives, compressors, andwide temperature range oilsand greases.
21

20
LUBRICANT REFERENCE MANUAL
What type of lubricant istypically used? Some peoplelubricate their chains withused oil and while dirty oil isbetter than no oil at all, it ishardly the optimum. Fresh oilof the right type will containthe additives needed to pro-tect against wear or linkseizure and can carry conta-minants away from the pinarea instead of introducingthem.
Although at first the topicof lubrication may seemquite complicated, there isactually a fairly standard setof questions you will need toanswer in order to choosethe proper lubricant. Forthose new to the subject, aquestionnaire is provided inthe appendix to ensure asolid start. Hopefully thismanual has served its pur-pose of providing the readerwith an understanding for the basis of the questionsasked.
How often is the chaincleaned and lubricated?Many maintenance crews areonly now beginning to realizethe effect of regular cleaningand relubrication on chainlife. Cleaning should be morefrequent in extremely dustyor dirty conditions. Manyoperators simply use heavierapplications of lubricant totry to flush dust or dirt fromthe chain.
To what contaminants is thechain exposed? As men-tioned above, chainsexposed to dust or dirtrequire more frequent lubri-cation. Moisture or chemicalfumes will demand morethan just an oil for adequateprotection. A tacky lubricantwill act as a barrier to conta-mination while retaining thethinner lubricant in the pinand bushing area.
How long does the chainlast? (What is the typicalservice life?) Knowing thetypical service life at the outset will help gauge theeffectiveness of the lubrica-tion program as well as pointout any defects in equipmentor flaws in operating proce-dures. A sudden drop inchain life can be caused byanything from a defectivechain to a simple lapse inlubrication.
What is the operating cycleof the chain? (i.e. continu-ous, frequent shutdowns,reverses of direction, etc.)Continuously running chainswill last longer than thosethat are seldom used, but a
chain that must endurestarts and stops or, worse,sudden reversals of rotationplaces extreme demands onthe chain and any lubricantused on that chain.
FIGURE 14ARoller chain cross-sectional view with parts breakdown
FIGURE 14BPin/bushing wear is responsible for chain stretch and breakage.
Link Plates
Lubricant
Bearing Pin
RollerBushing
Hardened Steel Bearing Surfaces andClearances for Lubricant

9
LUBRICANT CHARACTERISTICS
LUBRICITY
The lubricity of a lubricantrefers to how well the prod-uct reduces friction beyondwhat would be indicated byits viscosity alone. In otherwords, how well it clings to asurface once in operation. Itis a property that can beenhanced by the selection ofadditives or by blending dif-ferent base stocks. The testtypically used to measurethis is the Falex Pin & Vee(ASTM D 3233, Figure 7). Inthis test, a pin (usually steel)is rotated between twoblocks at constant speed(290 rpm) while an increas-ing load is applied to the Veeblocks. Typically, the pinsseize, and the force at whichthis occurs is reported.Another useful number toknow is the degree of pinwear that occurs should theinstrument go to full load(usually about 2041 kg or4500 lbs.). The better lubri-cants will be able to postlarger forces before seizureoccurs.
OXIDATION RESISTANCE
Oxidation is not to be confused with corrosionresistance. Corrosion refersto the effect of a lubricant on metal surfaces, such as copper. Oxidation is a chemical process in whichthe lubricant is altered byexposure to oxygen in the air.The process is acceleratedby increasing temperatures,moisture, some types of metals or contaminants. The significance of oxidation of alubricant is that as oxidationprogresses, the viscosity ofthe oil can change substan-tially (it usually thickens),degrading lubricating capabili-
ties. Varnishes and sludgecan form which can plug oillines and orifices. Many ofthe oxidation productsformed are acidic and canattack or corrode metal surfaces.
Oxidation resistance of abase lubricant can be mea-sured three ways, bomboxidation; that measurespressure change upon oxida-tion over time, change inviscosity on oxidation andacid number change. Thebomb method is used forgreases and the other twomethods are used typicallyfor oils. It is desirable tohave as little change as pos-sible for all three methods.
WATER WASHOUT
RESISTANCE
(ASTM D 1264)
Water washout resistanceis a characteristic which per-tains more to greases thanoils. The test involves a hotwater spray (38°C [100°F] or80°C [175°F]) directed ontoa test bearing charged with aspecific weight of greasesample. The trend in testingis toward the more severecondition at 80°C (175°F).The number reported is thepercentage of weight changeat the end of the test. If agrease is to protect anassembly where water is acontaminant, then goodwater washout resistance is essential.FIGURE 7
Falex Lubricant Tester
VEE BLOCKS
BRASS
LOCKING
PIN
JOURNAL
REVOLVES AT
290 R.P.M.
Exploded view of Vee Blocks and Journal arrangement,Falex Lubricant Tester

10
LUBRICANT REFERENCE MANUAL
OTHER PROPERTIES
The pour point of a lubricant is the lowest tem-perature at which the oil willflow. The pour point can provide an estimate of thelow temperature propertiesof an oil.
Flash and fire points yieldfire safety data for storage,and in use. The flash point isthe minimum temperature atwhich the lubricant will giveoff vapors that will ignitewhen a small flame ispassed over the surface ofthe lubricant. The fire point isthe lowest temperaturewhere an oil ignites andburns for at least 5 seconds.
SPECIFIC GRAVITY
Specific gravity of a lubricant is the ratio of thedensity (weight per unit vol-ume) of the lubricant to thedensity of water at the samespecific temperature.Therefore the specific gravityof water is 1. Materials witha specific gravity lower than1 will float on water, materi-als with specific gravitiesgreater than 1 will sink.Specific gravity will likely
come into play when pur-chasing or storing material.
API gravity is put forth bythe American PetroleumInstitute and it is a differentnumbering system to mea-sure the same thing. Withthis scale, water is assigneda specific gravity of 10. If alubricant is more dense thanwater, the API gravity will beless than 10. Materials lessdense than water will havevalues greater than 10.
FOAMING
A lubricant that is used inhigh speed conditions, suchas in gearboxes, should havegood resistance to foaming.Antifoaming can be incorpo-rated into a lubricant, but itshould be noted that foamingis usually indicative of amechanical or design problem. In pressurized lubrication systems, an airleak at the inlet can causeair to be beaten in underpressure and dissolved intothe lubricant at the pump.When the pressure isreleased, the entrained airwill bubble out, resulting infoam.

19
APPLICATIONS
METH
OD
OF
LUB
RIC
ATIO
N
SEM
I-A
UTO
MATIC
NO
N-A
UTO
MATIC
AU
TO
MATIC
MA
NU
AL
MA
NU
AL
DR
IPC
UP
SP
LASH
OIL
DIS
CF
OR
CED
LUB
RIC
ATIO
N
BR
USH
OR
OIL
CA
N
PR
ESSU
RE
LUB
RIC
ATIO
N
CO
NTA
CT
BR
USH,
DIR
EC
TD
IP
CH
AIN
DIP
S
INTO
OIL
OIL
DIS
C
TH
RO
WS
LUB
E
UP
ON
CH
AIN
PU
MP
SP
RAY
S
OIL
ON
CH
AIN
CO
NVEYO
RS,
ELE
VATO
RS,
DR
IVES
KIN
DO
F
EQ
UIP
MEN
T
AP
PLI
CATIO
N
OF
LUB
RIC
AN
T
CO
NVEYO
RS
CO
NVEYO
RS
AN
D
ELE
VATO
RS
DR
IVE
INLO
W
HO
RSEP
OW
ER
AN
D
SP
EED
RA
NG
E
DR
IVES
– LO
W
TO
MO
DER
ATE
HO
RSEP
OW
ER
AN
DS
PEED
DR
IVES
–M
OD
ER
ATE
TO
HIG
H
HO
RS
EP
OW
ER
AN
DS
PEED
DR
IVES
– H
IGH
HO
RS
EP
OW
ER
AN
DS
PEED
FIG
UR
E13
Cha
in L
ubric
atio
n M
etho
ds
18
LUBRICANT REFERENCE MANUAL
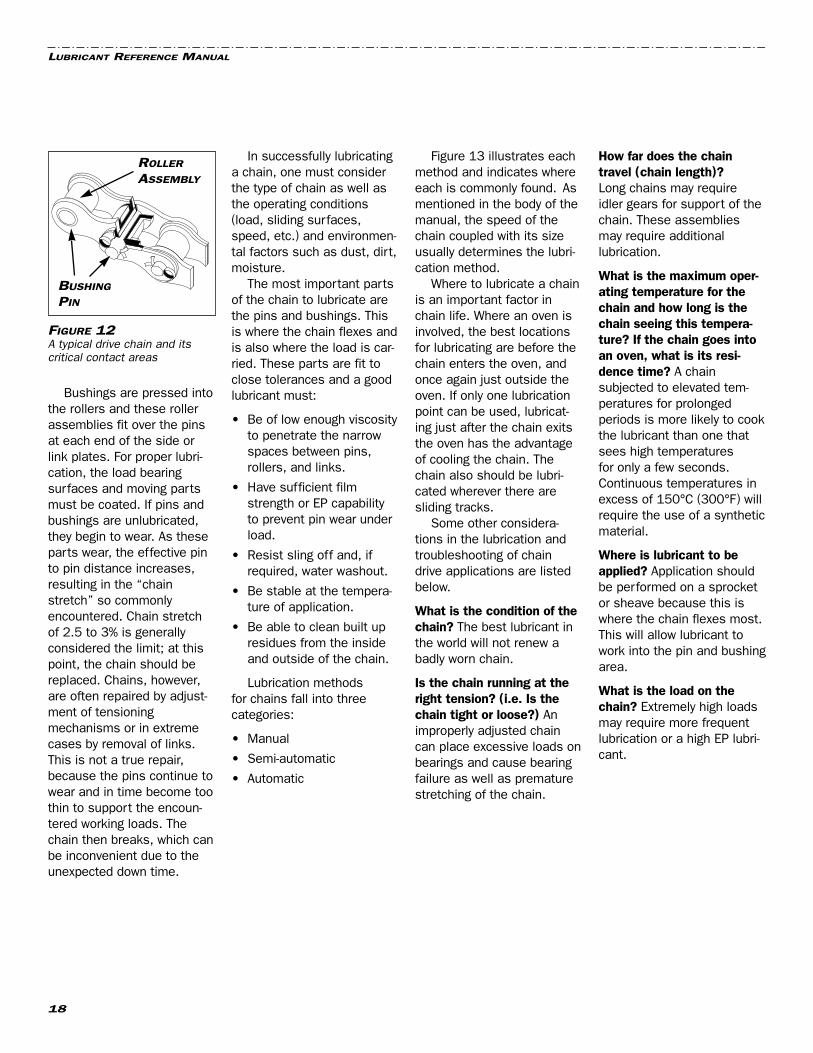
Bushings are pressed intothe rollers and these rollerassemblies fit over the pinsat each end of the side orlink plates. For proper lubri-cation, the load bearingsurfaces and moving partsmust be coated. If pins andbushings are unlubricated,they begin to wear. As theseparts wear, the effective pinto pin distance increases,resulting in the “chainstretch” so commonlyencountered. Chain stretchof 2.5 to 3% is generally considered the limit; at thispoint, the chain should bereplaced. Chains, however,are often repaired by adjust-ment of tensioningmechanisms or in extremecases by removal of links.This is not a true repair,because the pins continue towear and in time become toothin to support the encoun-tered working loads. Thechain then breaks, which canbe inconvenient due to theunexpected down time.
In successfully lubricatinga chain, one must considerthe type of chain as well asthe operating conditions(load, sliding surfaces,speed, etc.) and environmen-tal factors such as dust, dirt,moisture.
The most important partsof the chain to lubricate arethe pins and bushings. Thisis where the chain flexes andis also where the load is car-ried. These parts are fit toclose tolerances and a goodlubricant must:
• Be of low enough viscosityto penetrate the narrowspaces between pins,rollers, and links.
• Have sufficient filmstrength or EP capabilityto prevent pin wear underload.
• Resist sling off and, ifrequired, water washout.
• Be stable at the tempera-ture of application.
• Be able to clean built upresidues from the insideand outside of the chain.
Lubrication methods for chains fall into three categories:
• Manual
• Semi-automatic
• Automatic
Figure 13 illustrates eachmethod and indicates whereeach is commonly found. Asmentioned in the body of themanual, the speed of thechain coupled with its sizeusually determines the lubri-cation method.
Where to lubricate a chainis an important factor inchain life. Where an oven isinvolved, the best locationsfor lubricating are before thechain enters the oven, andonce again just outside theoven. If only one lubricationpoint can be used, lubricat-ing just after the chain exitsthe oven has the advantageof cooling the chain. Thechain also should be lubri-cated wherever there aresliding tracks.
Some other considera-tions in the lubrication andtroubleshooting of chaindrive applications are listedbelow.
What is the condition of thechain? The best lubricant inthe world will not renew abadly worn chain.
Is the chain running at theright tension? (i.e. Is thechain tight or loose?) Animproperly adjusted chaincan place excessive loads onbearings and cause bearingfailure as well as prematurestretching of the chain.
How far does the chaintravel (chain length)?Long chains may require idler gears for support of thechain. These assembliesmay require additional lubrication.
What is the maximum oper-ating temperature for thechain and how long is thechain seeing this tempera-ture? If the chain goes intoan oven, what is its resi-dence time? A chainsubjected to elevated tem-peratures for prolongedperiods is more likely to cookthe lubricant than one thatsees high temperatures for only a few seconds.Continuous temperatures inexcess of 150°C (300°F) willrequire the use of a syntheticmaterial.
Where is lubricant to beapplied? Application shouldbe performed on a sprocketor sheave because this iswhere the chain flexes most.This will allow lubricant towork into the pin and bushingarea.
What is the load on thechain? Extremely high loadsmay require more frequentlubrication or a high EP lubri-cant.
FIGURE 12A typical drive chain and itscritical contact areas
ROLLER
ASSEMBLY
BUSHING
PIN

LUBRICANT TYPES
LIQUIDS
By far the most commonliquid lubricant is petroleumor mineral oil. The main rea-son for this is its availability.Petroleum base oil stocksare refined from crude oildeposits found beneath theearth’s surface. Main advan-tages are:
• Ready availability
• Low cost
• Many excellent additivesare available
• Seal compatibility
In many cases, mineral-based lubricants continue to be an excellent low costanswer to lubricating problems.
The main disadvantagesto mineral oils are:
• Tendency to varnish
• Lower viscosity index,necessitates changing oilsand fluids with varyingenvironmental and operat-ing conditions.
• Not as biodegradable asnatural products or somesynthetics.
• Can contain hazardousingredients not removed inthe refining process.
Synthetic oils are theresult of reacting lower mole-cular weight compounds andturning them into larger mole-cules of desired properties.Because synthetics have auniform and controlled chemical structure, theirproperties are predictable.Some properties such as vis-cosity index and oxidationstability, are greatlyimproved. There are severaldifferent synthetic lubricantswhich are derived from various basic molecules:
• Polyalphaolefins
• Organic esters
• Polyols
• Silicones
In recent years, syntheticlubricants have seen increas-ing use. The advantages tousing synthetic lubricantsbecome evident under condi-tions of high speeds orextremes of temperature.The main advantages of synthetic lubricants are:
• Broader temperaturerange
• Chemical resistance
• Oxidative stability
• Service life
• High viscosity index
The main disadvantage ofsynthetic lubricants is theirhigher cost. In some cases,a synthetic lubricant canhave a cost as much as tentimes that of a petroleumbased lubricant. Syntheticlubricants are not generallyavailable in the volumes thatpetroleum based productsare. Depending on the typeof synthetic lubricant sealsmay be attacked, causingleaks. The additives used insynthetic lubricants are usu-ally adopted from petroleumbased technology and theseadditives may not be as solu-ble or compatible in syntheticbase stocks.
Lubricants from animaland particularly vegetablebase stocks are the oldestlubricants known to man.They were widely used in theindustrial revolution for lubri-cating steam engines, textileequipment, and many otherapplications. Until petroleumbased products becameavailable in the volumerequired for the growingindustry worldwide, animaland vegetable based materials provided excellentlubricity and extreme pressure characteristics withlow toxicity. Petroleum oilscould be produced more economically because of the quantities available. Themain advantage of animal/vegetable products is thatthey provide excellent naturallubricity and are readilybiodegradable. This is advan-tageous in areas sensitive tolubricant contamination.
11

12
LUBRICANT REFERENCE MANUAL
SEMISOLIDS
(GREASES)
Grease is essentially anoil with a thickening agentadded. Grease will stay onthe part to be lubricatedwhere an oil might bewashed or slung off in use.Greases are also used inapplications where an oilmight drip or run out causinghazards to workers or theenvironment. Greases arealso used in places that arehard to reach and as a
result, are lubricated infre-quently. At high operatingtemperatures, grease candissipate more heat and provide a more robust lubri-cating film. Grease can alsoprovide a barrier against corrosion of an assembly.The properties of a greasewill vary depending on thethickeners used and theadditive packages used inthe base oil. A more detaileddiscussion of greases can befound in the Appendix.
SOLIDS
Although lubrication isusually achieved by fluids,solids can be used to reducefriction and wear. Solids canbe used by themselves, orsuspended in a base oil orgrease. Some of the morecommon materials used assolid lubricants are listedbelow:
• Graphite
• Molybdenum disulfide
• Polytetrafluoroethylene(PTFE, Teflon®)
• Mica
• Zinc oxide
• Lead
• Copper
Most of these compoundshave a layered (laminar)microscopic structure. Inuse, the layers are looselybound and will slip over eachother easily under lateralforce. The heavy metals andPTFE, however, work by coldflowing and filling asperities.Malleability of heavy metalsand low coefficient of frictionfor PTFE are operative oncethe asperities are filled.

17
APPLICATIONS
While no lubrication is disastrous for a bearing,excessive lubrication of abearing can cause damageas well. The increased dragcaused by excessive lubri-cant can raise temperaturesto the point where the oper-ating tolerances of thebearing are exceeded leadingto wear and premature failure.
The best lubricant for abearing depends on a num-ber of factors, as mentionedearlier but linear velocity ismost important.
The factors in the next column would also indicate theuse of grease rather than oil.
When to use grease vs. oil:
• When oil may drip or run out
• Possibility of contamination
• High Loads
• Possibility of oil sling off
• High resistance to waterwashout required
• Infrequent lubricationintervals
• High temperatures
• No housings to hold lubricant
The temperature of oil fromthe hottest bearing should beconsidered the system oper-ating temperature.
CHAINS
Chains are used to trans-mit power over distancesgreater than are practicalwith shafts and gears. Thereare a great number of chaindrives in industry from conveyors, to hoists, totransmissions. Chains carryheavy items like automotivebodies, fabric, plasterboard,lumber, coal, and a myriad ofother things through assem-bly plants. They are used topower saws, shearing equip-ment, camshafts, and inmany other appliances.
Regardless of the application, chain drives aremechanisms with parts thatwork at close tolerances.Because chain drives aredurable and reliable, they areoften thought of as needing
no maintenance. If chainsare lubricated at all, it isoften an afterthought ratherthan a preventative programusing the correct lubricant.
Proper lubrication is impor-tant in assuring long chainlife with less noise and low-est operating cost. The mainpurpose of a lubricant is toreduce friction and wearbetween moving parts. Thelubricant used should act asa barrier to rust and corro-sion, dissipate heat, and ifpossible, to lessen shock orimpact induced wear fromcontact with sprockets.These factors can each con-tribute to accelerated chainwear and premature chainfailure. A typical roller chainconsists of links with pinsand rollers.
FIGURE 10Split Plain Bearing Assembly
FIGURE 11Some assorted roller bearing elementsa. ball c. conical e. needleb. roller d. spherical f. concavex
SPEED
JOURNAL ROLLING ELEMENT
slow oil* grease**
moderate oil grease**
fast oil oil
* For very low speeds or intermittent operation, a grease can be used** Except for needle bearings; on these an oil should be used

16
LUBRICANT REFERENCE MANUAL
How often to lubricateopen gears? This is a ques-tion to which there is nosimple answer. For the mostpart, one can notice the obvious signs that lubricationis required. Corrosion ofexposed surfaces, excessivenoise, squeaks, chattering,and heat buildup can beused as indicators.Lubricating a gear assemblytoo often is not nearly as badas insufficient lubrication. Itis difficult to damage anopen gear by overlubricating.There is no excessive dragfrom shearing lubricant sincethere is no housing involved.An excessive amount of lubricant falling from thegears is indicative of excessive lubrication or apoorly designed product.
BEARINGS
A bearing is a mechanicalelement which supports arotating shaft and controlsits motion. The other func-tions of a bearing are:
• Distribution of load
• Friction control
• Lubricant film mainte-nance in contact area
Bearings represent one ofthe largest uses of lubricantsin the industrial environment.They come in many sizes andconfigurations, but most generally, they are either plainor antifriction type. Plainbearings are often calledjournal bearings, whileantifriction bearings are moreoften referred to as rollingelement bearings (Figure 9).
Plain bearings are thesimplest type of bearing.They look like a sleeve alongthe shaft (Figure 10). Theirlarge contact area provides ahigh load capacity, and ifhydrodynamic lubrication conditions can be maintainedthe frictional resistance andbearing life can be excellent.The main disadvantage ofthis bearing is that it can bedifficult to maintain adequateoil supply to the bearing.Once a plain bearing is oilstarved, it wears rapidly tofailure.
Rolling element bearings,are precision units manufac-tured to close tolerances.Examples include ball bear-ings and needle bearings. Arolling element bearing con-sists of two raceways orraces, separated by a set ofrolling elements. Theserolling elements can be balls,needles, or cylinders. Someexamples of rolling elementsare shown on the next pagein Figure 11. These bearingscan typically support greaterloads than journal bearings.Rolling element bearings arecommonly found in lowerspeeds and higher loadsthan journal bearings.
Rolling element bearingsare the most commonlyfound in the industrial appli-cations you will encounter.
No matter what the bearing or application, thebearing will fail eventually.The metal work hardens,becoming increasingly brittleuntil the surface materialflakes off or spalls. Otherfactors include improperinstallation, excessive tem-peratures, shock loading,etc. It is interesting to notethat about 64% of bearingfailures are lubricationrelated.
FIGURE 9Bearings
SHAFT
BEARING
BEARING
ANTIFRICTION BEARING
DIAMETER
AT RIB
INNER
RACE OR
“CONE”
OUTER
RACE OR
“CUP”ROLLING
ELEMENT
CAGE
PLAIN BEARING
D

SELECTION OF A LUBRICANT
THERE ARE SEVERAL factorsto consider in the selectionof the proper lubricant. Amanufacturer’s recommenda-tion should always be thestarting point. The mostimportant things you need toknow if you do not have thisare listed below.
• Operating speed of bear-ing, chain, or equipment
• Load (type and magnitude)
• Bearing type (if applicable)
• Temperature
• Method of lubrication
• Operating Environment (is there dirt?, water?, etc.)
SPEED
Speed as it relates to lubri-cation is actually composedof both the revolutions perminute and the size of thechain, bearing or moving part.
A chain is considered slowmoving if the chain is runningat speeds up to 24.4m (80ft) per minute for a largechain (over 25mm (1 in) dis-tance between links) and upto 106.7 m (350 ft) perminute for a small chain(similar in size to a bicyclechain). A fast moving chainwould be running at speedsgreater than 260m (850 ft)per minute for a large chainand over 808m (2650 ft) perminute for a small chain.Anything in between would beconsidered to be running at amoderate speed. A largemanufacturer of chains hastraditionally given the follow-ing recommendations. Chainlubrication is almost alwaysdone with oils rather thangreases, the main difference
as far as lubrication needs(exclusive of temperatureconsiderations) is in themethod of lubrication. Slowermoving chains can be lubri-cated manually or by dripoilers. Chains running at amoderate speed should berun through an oil bath.Chains moving at a highspeed should have pressur-ized oil misting systemsproviding frequent lubrica-tion. These recommenda-tions are general and notabsolute. It is understoodthat each application isunique and there are exceptions to every rule.
For a bearing, you alsoneed to know both the sizeof the bearing and the speedin rpm. Rollers in a 12.5cm(5 in) bearing operating at1200 rpm are moving a lotfaster than those in a 2.5cm(1 in) bearing at the samespeed. So, to calculate linearvelocity which takes into consideration both, use thefollowing equation (this isactually an approximation ofa more complicatedequation)*:
Linear Velocity = ([D] x rpm)
The diameter (D) is theoutside diameter of the innerrace or cone (see Figure 9).*
After calculating the linearvelocity, you can use the fol-lowing approximation:
Slow = less than 4572cm/min (1800 in/min)
Moderate = 4572-25400cm/min (1800-10,000in/min)
Fast = greater than 25400cm/min (10,000 in/min)
Although when you aretalking about extremely largebearings (over 10cm [4 in])other factors come into play,in general greases are rec-ommended for velocities upto 19050 cm/min (7500in/min) with lighter i.e. NLGI1, 0, being recommended atvelocities over 16510cm/min (6500 in/min).Generally, velocities rangingfrom 19050 to 29210cm/min (7500 to 11500in/min) should be bathed inoil to ensure proper lubrica-tion, and finally, velocities inexcess of 29210 cm/min(11500 in/min) are bestlubricated with circulating oilsystems, with a cooler beinginstalled at speedsapproaching 48260 cm/min(19,000 in/min). In general,higher speeds require thinnergreases and thinner baseoils to prevent channelingand resultant lubricant star-vation or excessive heatgeneration due to fluid fric-tion. Table A on the followingpage is included as a quickguideline.
LOAD
Assume loads of 14kg/cm2 (200 psi) or less tobe light and loads of 35kg/cm2 (500 psi) or more tobe extreme duty service. Anyshock loading at all or sud-den stopping and starting
should be considered severeservice. It can be assumedthat larger bearings (over 5cm or 2 in.) are carryingheavy loads, otherwise therewould not be the need for avery large bearing.
The molybdenum disulfidein moly greases provides thatsolid, high EP film in instanceswhere the grease may getsqueezed out upon startup.
TEMPERATURE
The operating temperatureof the mechanism to be lubri-cated is important for tworeasons. First, because theviscosity of a lubricant will godown under increasing tem-peratures, it is importantthat the one chosen willretain a sufficient film to ade-quately reduce the friction.Second, there are definitetemperature limitations todifferent base stocks and ifexceeded, you will form varnishes which can actuallydo more harm than good.
Generally, petroleumbased lubricants should notbe used above 150°C(300°F) on a regular basis.Ester based synthetic lubri-cants can be used to 230°C(450°F) and polyol esters to270°C (520°F). Silicones canbe used to 205°C (400°F).Other specialty syntheticssuch as fluorosilicones cango as high as 230°C (450°F).
13
* The more accurate roller rib velocity is used by bearing manufacturers and is reported in feet (or meters) per minute. This number is calculated as D x π x rpm/12.

14
LUBRICANT REFERENCE MANUAL
Synthetics tend not to charor varnish the way petroleumbased oils do and becauseof this they will not form harddeposits which can acceler-ate wear. The temperature ofa bearing can be measuredin different ways, but one ofthe simplest is to measuretemperature at the housingusing a thermocouple typethermometer. There are alsohandheld remote sensingdevices utilizing a laser. Oneimportant thing to rememberwhen measuring bearing tem-peratures is that when doinga comparison study of lubri-cants, it is always best tomeasure against a bearing inthe same location operatingunder identical conditions.Anything less will not be atrue indication of lubricantefficiency.
METHOD OF
LUBRICATION
The type of lubricating system may dictate a particu-lar lubricant be used. Forexample, a bearing enclosedin a gearbox can use oil, butthe same bearing out in anopen setting must have agrease to prevent lubricantloss due to leakage. Higherspeed bearings out in theopen may require a tackylubricant to prevent sling off of applied lubricant.Automated dispensing systems are becomingincreasingly common. They deliver an appropriateamount of lubricant at crucialtimes to extend the workinglife of a component. Becauseof the accurate metering,
less lubricant is required toperform the lubrication in thelong run. It is very importantto use a lubricant in thesesystems with excellent oxidation resistance so thatgummy deposits do not buildup in the mechanisms.
OPERATING
ENVIRONMENT
Service in water spray orhumid conditions will requirea higher viscosity oil or, better still, a grease to forman effective barrier againstmoisture and any other contaminants (i.e. dust).
SUMMARY
The industry demand forthe continuous improvementin lubricants is driven by thegreater speeds, increasingloads, and higher operatingtemperatures of modernmachines. The globalizationof the economy means thatmachines are being pushedlike never before to increasespeeds of production.
The ultimate truth is thatproper lubrication is:
• The right lubricant
• In the right place
• In the right amount
• At the right time
TABLE A: BALL AND ROLLER BEARING LUBRICANT (OIL AND GREASES)
Shaft Diameter Operating Lubricant RecommendedTemperatures
2.54 cm 5.08 cm 7.62 cm Over Oil Viscosity Greases NLGIup to to 5.08 cm to 7.62 cm to 10.16 cm 10.16 cm Sec. @ Consistency
2.54 cm (1") (1" to 2") (2" to 3") (3" to 4") (4") °C °F (100°F) No.
Below 0 (Below 32) 150 to 185 0 to 1Up to Up to Up to Up to Up to 0 to 37.8 (32 to 100) 250 to 350 1
1000 rpm 500 rpm 300 rpm 200 rpm 100 rpm 37.8 to 93.3 (100 to 200) 400 to 1000 293.3 (Over 200) 1500 to 2500 2 to 3
Below 0 (Below 32) 150 to 185 0 to 11000 to 500 to 300 to 200 to 100 to 0 to 37.8 (32 to 100) 250 to 350 1
3000 rpm 1500 rpm 1000 rpm 750 rpm 500 rpm 37.8 to 93.3 (100 to 200) 400 to 600 2Over 93.3 (Over 200) 700 to 1000 2
Below 0 (Below 32) 90 to 120 0 to 13000 to 1500 to 1000 to 750 to 500 to 0 to 37.8 (32 to 100) 150 to 185 0 to 1
10,000 rpm 5000 rpm 3000 rpm 2000 rpm 1000 rpm 37.8 to 93.3 (100 to 200) 250 to 350 1Over 93.3 (Over 200) 500 to 1000 2
Below 0 (Below 32) 33 to 85 0 to 1Over Over Over Over Over 0 to 37.8 (32 to 100) 50 to 110 0 to 1
10,000 rpm 5000 rpm 3000 rpm 2000 rpm 1000 rpm 37.8 to 93.3 (100 to 200) 75 to 250 1Over 93.3 (Over 200) 350 to 550 2

APPLICATIONS: A BRIEF TOUR
BESIDES SLIDING SURFACES,the most common applica-tions for lubricants are:
• Gears, both open andclosed
• Bearings
• Chains
Gears are devices used totransfer rotary motion fromone place to another. Gearsare used to:
• Transmit power
• Change speed
• Reverse direction of rotation
• Change direction of transmitted power
Because Chesterton®
does not at this time manu-facture gear lubricants, wewill not go into depth in thisarea except open gear applications.
OPEN GEARS
Many gears are containedin an enclosure called a gear-box. A gearbox is used toprevent contamination fromcoming in contact with thegears. It is also used to holdlubricant around the assem-bly. In some cases, it is noteconomical, practical or evenpossible to enclose somegear assemblies (Figure 8).Open gears are still found inmany instances in industrialsettings. They are routinelyexposed to dust, moisture,or other unfavorable operat-ing conditions. Becausethere is no enclosure to con-
tain lubricant, these gearsare working under conditionsof boundary lubrication atbest. As such, special con-sideration must be made inthe selection of a gear lubri-cant. The most importantfactors in the lubrication ofopen gears are:
• Length of lubrication interval
• Operating environment(dust and moisture)
• Lubricant loss due to sling off
Lubrication of open gearsis best accomplished byplacement of a reservoir thatpermits the gear to dip intoit. The next most preferablemethod of lubrication is theemployment of drip oilers,followed by hand lubrication
via brush, oil can, or sprayer. In any case, the main
properties to have in an opengear lubricant should be:
• Excellent adhesion/tack
• Extreme pressure capabilities
• High viscosity index
• Excellent water washoutresistance
Because open gears aresubject to a wide range ofoperating temperatures, a high viscosity index material will give the bestperformance.
If an open gear lubricant isto maintain a lubricating filmunder conditions of intermit-tent application, a tenaciousfilm is required. Tacky filmsremain on the contact sur-faces and resist squeeze out
during tooth mesh. Opengears suffer more exposureto the elements and becauseof this, excellent waterwashout resistance isrequired. Finally, goodextreme pressure character-istics are a prerequisite forany gear lubricant.
It is important to realizethat no lubricant will extendthe life of gears that areimproperly aligned oradjusted. Worn-out gears willnot run any longer or quieterby oiling them. The damagehas already been done andthe best thing to do is to isto replace worn parts andlubricate properly. Alwaysinspect moving parts andgears for wear BEFORE begin-ning a lubrication program.
FIGURE 8Open Spur Reduction Gears
15

FORM NO. 074639 REV. 10/96 PRINTED IN USA 1/97
MIDDLESEX INDUSTRIAL PARK, 225 FALLON ROADSTONEHAM, MASSACHUSETTS 02180-9101 USATEL: (617) 438-7000FAX: (617) 438-8971 • TELEX: 94-9417CABLE: Chesterton Stoneham, Mass.WEB ADDRESS: http://www.chesterton.com© A.W.CHESTERTON CO.,1997. All rights reserved.® Registered trademark owned and licensed byA.W.CHESTERTON CO. in USA and other countries.
DISTRIBUTED BY:TECHNICAL
PRODUCTS
Technical Data reflects results of laboratory tests and is intended to indicate general characteristics only. A.W. CHESTERTON CO. DISCLAIMS ALL WARRANTIES EXPRESSED, OR IMPLIED, INCLUDING WARRANTIES OF MERCHANTABILITY ANDFITNESS FOR A PARTICULAR PURPOSE OR USE. LIABILITY, IF ANY, IS LIMITED TO PRODUCT REPLACEMENT ONLY.