Low Enzyme ProcBioc
9
Kinetics of the enzymatic hydrolysis of palm oil by lipase Sulaiman Al-Zuhair, Masitah Hasan, K.B. Ramachandran * Department of Chemical Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia Received 28 March 2002; received in revised form 23 August 2002; accepted 18 September 2002 Abstract The kinetics of the enzymic hydrolysis of palm oil using lipase in a batch reactor has been investigated. The lipase enzyme used was not ester bond position selective and its activity at the interface was higher compared to that in the bulk. A mathematical model taking into account the mechanism of the hydrolysis reaction and the effect of interfacial area between the oil phase and the aqueous phase containing the enzyme was developed. A correlation between the interfacial area and the operating conditions including agitation speed and oil volume fraction was established experimentally. The kinetic parameters were estimated by fitting the data to the model and comparing with previously reported values. The kinetic model represented the experimental data accurately. # 2002 Elsevier Science Ltd. All rights reserved. Keywords: Lipase hydrolysis; Palm oil; Kinetic model; Interfacial area 1. Introduction Hydrolysis of oil and fat is an important industrial operation. The products, fatty acids and glycerol are basic raw materials for a wide range of applications. Fatty acids are used as a feedstock for the production of oleochemicals such as fatty alcohols, fatty amines and fatty esters. These oleochemicals are used as lubricant greases, anti-block agents, plastisizers, and emulsifiers and as ingredients in the manufacture of soaps, deter- gents, and animal feed. The present method of hydrolysis of crude palm oil to fatty acids and glycerol involves high temperature and pressure operation for about 2 h to achieve the desired 96 /99% conversion [1]. When these extreme conditions are employed, polymerisation of fat and by-product formation takes place resulting in dark fatty acids and discoloured aqueous glycerol solution. To remove the colour and the by-products, further purification by distillation is required. Both hydrolysis and subsequent distillation of fatty acids are energy intensive processes [1]. Hence, it would be advantageous to develop a low- energy process that produces a colourless product. Recently, enzymic splitting of fats has gained increas- ing attention, as lipase (triacylglycerol acylhydrolase) is now available at reasonable cost. The industrial use of lipase for splitting lipids as an energy-saving process has been addressed in the literature, especially for producing high value-added products or heat sensitive fatty acids [1]. However, a reliable kinetic model to predict the hydrolysis rate is still lacking. Lipase catalysed reactions take place at the interface between the aqueous phase containing the enzyme and the oil phase [2,3]. Hence, the interfacial area, which is affected by mixing and substrate concentration, influ- ences the rate of reaction. All previous studies to establish a rate equation for the enzymic hydrolysis of lipids in batch reactors have assumed that the total interfacial area between oil phase and the aqueous phase remains constant, even when the agitation speed or substrate concentrations are varied. This assumption is valid only if the substrate (oil) is dissolved in an organic solvent (such as hexane), its concentration is changed within that organic phase and the volume fractions of the organic phase containing the substrate and the aqueous phase containing the enzyme are kept constant. Although the method of dissolving the oil in the organic phase and its subsequent hydrolysis using lipase enzyme * Corresponding author. Tel.: /60-3-7967-5293; fax: /60-3-7967- 5319. E-mail address: [email protected] (K.B. Ramachandran). Process Biochemistry 38 (2003) 1155 /1163 www.elsevier.com/locate/procbio 0032-9592/03/$ - see front matter # 2002 Elsevier Science Ltd. All rights reserved. doi:10.1016/S0032-9592(02)00279-0
-
Upload
ardhito-setiawan -
Category
Documents
-
view
214 -
download
1
description
d
Transcript of Low Enzyme ProcBioc
-
Kinetics of the enzymatic hydrolysis of palm oil by lipase
Sulaiman Al-Zuhair, Masitah Hasan, K.B. Ramachandran *
Department of Chemical Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia
Received 28 March 2002; received in revised form 23 August 2002; accepted 18 September 2002
Abstract
The kinetics of the enzymic hydrolysis of palm oil using lipase in a batch reactor has been investigated. The lipase enzyme used
was not ester bond position selective and its activity at the interface was higher compared to that in the bulk. A mathematical model
taking into account the mechanism of the hydrolysis reaction and the effect of interfacial area between the oil phase and the aqueous
phase containing the enzyme was developed. A correlation between the interfacial area and the operating conditions including
agitation speed and oil volume fraction was established experimentally. The kinetic parameters were estimated by fitting the data to
the model and comparing with previously reported values. The kinetic model represented the experimental data accurately.
# 2002 Elsevier Science Ltd. All rights reserved.
Keywords: Lipase hydrolysis; Palm oil; Kinetic model; Interfacial area
1. Introduction
Hydrolysis of oil and fat is an important industrial
operation. The products, fatty acids and glycerol are
basic raw materials for a wide range of applications.
Fatty acids are used as a feedstock for the production of
oleochemicals such as fatty alcohols, fatty amines and
fatty esters. These oleochemicals are used as lubricant
greases, anti-block agents, plastisizers, and emulsifiers
and as ingredients in the manufacture of soaps, deter-
gents, and animal feed.
The present method of hydrolysis of crude palm oil to
fatty acids and glycerol involves high temperature and
pressure operation for about 2 h to achieve the desired
96/99% conversion [1]. When these extreme conditionsare employed, polymerisation of fat and by-product
formation takes place resulting in dark fatty acids and
discoloured aqueous glycerol solution. To remove the
colour and the by-products, further purification by
distillation is required. Both hydrolysis and subsequent
distillation of fatty acids are energy intensive processes
[1]. Hence, it would be advantageous to develop a low-
energy process that produces a colourless product.
Recently, enzymic splitting of fats has gained increas-
ing attention, as lipase (triacylglycerol acylhydrolase) is
now available at reasonable cost. The industrial use of
lipase for splitting lipids as an energy-saving process has
been addressed in the literature, especially for producing
high value-added products or heat sensitive fatty acids
[1]. However, a reliable kinetic model to predict the
hydrolysis rate is still lacking.
Lipase catalysed reactions take place at the interface
between the aqueous phase containing the enzyme and
the oil phase [2,3]. Hence, the interfacial area, which is
affected by mixing and substrate concentration, influ-
ences the rate of reaction. All previous studies to
establish a rate equation for the enzymic hydrolysis of
lipids in batch reactors have assumed that the total
interfacial area between oil phase and the aqueous phase
remains constant, even when the agitation speed or
substrate concentrations are varied. This assumption is
valid only if the substrate (oil) is dissolved in an organic
solvent (such as hexane), its concentration is changed
within that organic phase and the volume fractions of
the organic phase containing the substrate and the
aqueous phase containing the enzyme are kept constant.
Although the method of dissolving the oil in the organic
phase and its subsequent hydrolysis using lipase enzyme
* Corresponding author. Tel.: /60-3-7967-5293; fax: /60-3-7967-5319.
E-mail address: [email protected] (K.B. Ramachandran).
Process Biochemistry 38 (2003) 1155/1163
www.elsevier.com/locate/procbio
0032-9592/03/$ - see front matter # 2002 Elsevier Science Ltd. All rights reserved.doi:10.1016/S0032-9592(02)00279-0
mailto:[email protected]
-
has several advantages, it requires the addition of an
organic solvent in the reaction mixture, which needs to
be separated later for reuse.The preferable method for the enzymic hydrolysis of
the oil is to bring directly in contact the aqueous phase
containing the enzyme and the oil phase. For this
system, it is not correct to assume that the total
interfacial area is constant, irrespective of the intensity
of agitation and the volume fraction of oil and water.
Hence, to verify the kinetics, a model taking into
account the change in interfacial area with agitation
speed and substrate concentration is needed. Such a
model will be useful in optimal design of a batch or a
continuous hydrolysis process.
The enzymic lipolytic reaction is an important exam-
ple of an heterogeneous catalytic reaction. The water-
soluble enzymes act at the interfaces of the insoluble
lipid substrate. The X-ray crystallography technique has
been used to show the existence of a preferable config-
uration change of the enzyme at the water/lipid inter-face [4]. This interfacial activation phenomenon is
thought to be due to the unfolding of an amphiphilic
peptidic loop, covering the active sites of the enzyme
when the enzyme is attached to the lipid at the interface.
When contact occurs with a lipid/water interface, theenzyme undergoes a conformational rearrangement,
rending the active site accessible to the substrate. It issuggested in this study that determining the activity of
the enzyme at the interface, and comparing it to that in
the bulk, would help to strengthen this understanding.
Determination of the fatty acids produced from the
enzymic hydrolysis of oil as a function of time is widely
addressed in the literature, being the direct way to
determine the reaction rate. This can be done by two
methods, namely: (1) titration of the products afterextraction using a auto-titrator and (2) gas chromato-
graphic determination of the fatty acids produced.
Unlike the titration method that gives the overall fatty
acids concentration, the gas chromatographic method
Nomenclature
a Specific free interfacial area (m1)at Specific total interfacial area (m
1)Am Enzyme molar area (m
2 mol1)C Proportionality constant defined by Eq. (8)C* Constant defined by Eq. (13)Dmean Surface mean diameter (mm)Do Overall mean diameter (mm)E Free enzyme (mole/total reactor volume) (mol m3)E* Penetrated enzyme (mole/total interfacial area) (mol m2)E*S Enzyme/substrate complex (mole/total interfacial area) (mol m2)Et Total active enzyme (mol m
3)(Et)m Total enzyme mass concentration (g m
3)k Constant defined by Eq. (19)kcat Catalytic rate constant (min
1)kd Desorption rate constant (min
1)kp Adsorption rate constant (m
2 min1)k Reaction rate constants (m3 mol1 min1)k1 Reaction rate constant (min
1)Ke Equilibrium constant of E*S (mol m
3)
Km? Apparent Michaelis constant (mol m3)
LU Lipase unitm Constant defined by Eq. (19)n Constant defined by Eq. (19)P* Interface product concentration (mole/total interfacial area) (mol m2)P Bulk product concentration (mole/total reactor volume) (mol m3)S Bulk substrate concentration (mole/total reactor volume) (mol m3)T Temperature (K)Greek letters
a Constant defined by Eq. (19)f Volume fraction of oil in the reaction mixtureu Area fractionv Agitation Speed (rpm)n Reaction rate (mol m3 min1)
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/11631156
-
provides data on the progressive production of each
fatty acid. The results of the gas chromatography would
help in determining the selectivity of the enzyme with
respect to the ester-bonds in the glycerol chain of thepalm oil, to hydrolyse. It is known that some lipases
favour the terminal ester bonds of the oil glycerol chain,
and are called 1,3 lipases [5]. In most oils, the saturated
fatty acids are naturally situated on the terminal
positions of glycerol, while the unsaturated ones are in
the centre. Examining the progressive production of
different fatty acids, saturated such as palmitic acid, and
unsaturated such as oleic acid, would help to determinewhether or not the lipase used prefers to attack the
terminal-ester bonds.
2. The kinetic model
The mechanistic model proposed to describe the
action of lipase on palm oil hydrolysis is similar to
that proposed by Tsai and Chang [2]. The first step is thereversible adsorption of a water-soluble enzyme at the
interface to produce a penetrated enzyme, E*. In order
to develop the model equations, the absorption rate is
assumed to be proportional to the free enzyme concen-
tration, E and the specific free interfacial area, a . The
substrate, S , then binds to the adsorbed enzyme giving
an interfacial enzyme/substrate complex, E*S [2,6].This complex then generates the product, P* at theinterface, while regenerating the enzyme in the form of
E*. The product, P*, then desorbs from the interface
into the organic phase to give rise to product P . The
steps up to the production of product P* are illustrated
in Eqs. (1)/(3)
Ea?kp
kd
E (1)
ES ?k1
k1
ES (2)
ES 0kcat
EP (3)
The concentration of the enzyme/substrate complexand the adsorbed enzyme are both assumed constant
(quasi-steady state) [2,7], and the interfacial product
concentration, P*, is assumed to be proportional to the
free product concentration, P [2]. It is also assumed thatthe interfacial product concentration, P*, is low and
hence it occupies negligible fraction of the total inter-
facial area. With the above mechanism and assump-
tions, the model equations can be written as:
kpE a(kdk1S)E(k1kcat)ES0 (4)k1E S(k1kcat)ES0 (5)ataAm(EES)at (6)EtEat(EES) (7)
Since,
PCP=at (8)
The rate of product formation can be expressed as:
ydP
dt
at
C
dP
dt
at
CkcatES (9)
Solving Eqs. (4)/(9) simultaneously, the final equa-tion for the rate of reaction can be expressed as:
y
kcatat(G1 G2)
CAmS
kcat k1k1
S(10)
where
G1
kcat k1
k1at
kd
at at AmEt
at AmEt
at
S
kcat k1
k1
S
(11)
G2
G214AmEt
at
(12)
and
C2C (13)
Eqs. (10)/(13) are the corrected version of theequations derived by Tsai and Chang [2] for the
hydrolysis of lipids by lipase enzyme. This equation is
applicable for predicting the hydrolysis rate for any
enzyme concentration. Hydrolysis reactions are usuallycarried out at low enzyme concentration and it is useful
to get a simplified rate expression, applicable for such a
condition. At low enzyme concentrations, it has been
shown experimentally that the area occupied by the
enzyme that has penetrated the interface is negligible in
comparison to the total interfacial area [2,7]. In this
case, the free specific interfacial area, a , will be equal to
the total specific interfacial area, at. Replacing a with atin Eqs. (4)/(10), a simplified form of rate equation atlow enzyme concentration can be derived as given
below:
y
kcatEt
CS
(kcat k1)(kd kpa
2t )
k1kpa2t
S
(14)
The above rate equation can be further simplified to:
yk+catEtS
Ke
kd
kpa2t
1 S
(15)
where Ke(kcatk1)=k1 and k+catkcat=C/
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/1163 1157
-
The above rate expressions agree in the basic form
with the previous models [2,6,7]. However, the rate
constants in the previous models were based on pro-
portionality constants that had no link to the reactionmechanism and this led to lumped rate constants.
3. Materials and methods
3.1. Materials
Lipase (Type-VII) from Candida rugosa was obtained
from Sigma Chemical Co., Japan. Refined palm oil usedin this study was obtained from Lam Soon (M) Berhad,
Malaysia. Analytical grade isopropanol was obtained
from Scharlau Chemicals Co., Spain. Gum Arabic, oleic
acid methyl ester, linoleic acid methyl ester, stearic acid
methyl ester and palmitic acid methyl ester were
obtained from Sigma Chemicals Co., Germany. All
other chemicals used were of analytical grade.
3.2. Hydrolysis reactor
The reactor consisted of a glass flask with a capacity
of 600 ml and an inside diameter of 9 cm. A four-bladed
paddle impeller (5 cm in diameter) immersed in the
solution at one-third-depth level was used for agitation.
No baffle plates were provided. The total volume of the
reaction mixture was 400 ml at the beginning of eachrun, consisting of palm oil and distilled water. The
reactor was placed in a temperature controlled water
bath and a cover was used to prevent evaporation of
water during the progress of the experiment. After the
desired conditions were reached in the bioreactor, the
required amount of enzyme solution was added to
initiate the reaction. Samples were withdrawn from the
reactor at regular intervals for analyses.
3.3. Determination of enzyme activity
The method is based on the hydrolysis of tributyrin by
the enzyme and titrating the butyric acids produced with
0.05 NaOH in distilled water [8]. The alkali consump-
tion is registered as a function of time under standard
conditions of 30.0 8C and pH 7.0, using an auto-titrator(Metrohm 702 SM titrino). From the amount of alkali
consumed, the equivalent amount of butyric acid in the
samples was calculated and the enzyme activity deter-
mined. The enzyme activity is expressed in lipase unit
(LU), where the 1 LU is defined as the amount of
enzyme which liberates 1 mmol titrable butyric acid permin at 30 8C.
In addition to determining the activity of the enzymeused for the kinetic studies, additional analyses were
carried out to compare the activity of the enzyme in the
bulk to that at the interface. The interface was created
using the method proposed by Rooney and Weatherley
[9]. One gram of enzyme was dissolved in 100 ml of
distilled water and coated with a thin layer of palm oil.
The mixture was kept at room temperature for about 2 hin a 100-ml beaker. The temperature was then reduced
to /20 8C by placing the beaker in a freezer and leftovernight. The solid upper oil layer was then peeled off
and the solid ice surface wiped clear of any remaining
oil. A sharp knife was used to scrap off small samples
from the interface and its activity was then determined
as described in the previous paragraph.
3.4. Determination of fatty acids concentration
A gas chromatograph was used to determine the fatty
acid composition of the hydrolysed samples. In order to
determine the fatty acids using a gas chromatograph,
esterification of the fatty acids to their respective methyl
esters was carried out first, following the AOCS Official
Method Ce 1/62 [10]. After esterification, a sample of 1ml of the fatty acids methyl ester was withdrawn into a10-ml syringe. The sample was then injected into the gaschromatograph (Chemito GC 8610), equipped with a
flame ionisation detector, and area of each peak was
determined. The column was conditioned prior to use
and the operating conditions used for the analysis were,
oven temperature 200 8C, injector and detector tem-peratures 240 8C. The peaks areas obtained withsamples were compared with the peaks areas obtained
with three different dilutions of the standards, prepared
by dissolving different weights of oleic, linoleic, stearic
and palmitic acid methyl esters in heptane. These are the
main fatty acids produced by the hydrolysis of palm oil.
A straight-line method was used to determine the
amount of fatty acids in the reactor sample.
3.5. Determination of oil drop size
The method proposed by Mukataka et al. [7] was used
to determine the specific interfacial area at various
operating conditions. Five minutes after mixing the oil
and the aqueous phase, a sample was withdrawn and
placed on a slide for observation under microscope. A
microscope, model Leica DMLS, linked to a computer
software image analyser, VIDEO TEST / MASTER 4.0, wasused to determine the droplets size of palm oil in water.
Around 200/400 photographs of drops, which wereenlarged 4/20 times were taken. The drops were dividedinto five categories: drops of diameter smaller than 100
mm, 100/200 mm, 200/300 mm, 300/400 mm, and largerthan 400 mm. The mean diameter of each category wascalculated using the following equation:
Dmean; j X
d3j=X
d2j (16)
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/11631158
-
The overall surface mean diameter, which takes into
account the respective portions of each size category in
the oil/water mixture, was calculated using the equation:
Do1=X
(uj=Dmean;j) (17)
where the subscript j stands for each of the five different
size categories.
From the values of the overall mean diameter,interfacial area per unit volume of the oil/water mixture
in the bi-phasic system was calculated using the follow-
ing Eq. (18).
at6f=Do (18)
where f is the oil volume fraction.
For each pre-specified operating conditions, the
above procedure was repeated three times; after 5, 10
and 15 min from the beginning of each experimental runand a statistical average of the three runs was deter-
mined. It has been found that the results were repro-
ducible and the standard deviation of the different runs
under the same operating conditions was in the range of
2.1/57.8 mm, which means the errors have not exceeded10%.
Many models have been previously proposed to
correlate the specific interfacial area as a function ofagitator speed and volume fraction at constant tem-
perature [11/13]. Calderbank [13] also included in hiscorrelation the effect of temperature on the average
drop diameter. After considering the equipment para-
meters and the physical properties of the fluids in the
experiment, the most suitable correlation for these
studies is that of Calderbank [13], given below:
at6f
DoavmfTk=( 1nf) (19)
The above equation was used to correlate the total
specific interfacial area to various operating conditions.
3.6. Determination of hydrolysis rate
The enzyme mixture was prepared by dissolving
different weights of solid lipase powder in 100 ml of
distilled water and 10 ml of this solution was added tothe reaction mixture. Samples of 10 ml volume were
withdrawn from the reaction mixture at desired time
intervals. The water in the samples was evaporated
under a vacuum of 300 mbar using Buchi Rota Vapor
(R-144) and the remaining fatty acids were extracted in
50 ml of isopropanol. The extracted fatty acids were
titrated with 0.05 N NaOH solution in isopropanol to
determine the concentration of fatty acids, using anauto-titrator. A plot of fatty acid concentration
(mol m3) against sample time was made and the slope
of the plot at the origin gave the initial rate of reaction.
4. Results and discussions
4.1. Interfacial enzyme concentration
To determine the lipase activity, at the interface, five
repetitive experiments were carried out and a statistical
average was determined. The results showed that the
activity of the enzyme at the interface was 15.7% higher
than that in the bulk. This observation agrees with the
result reported by Rooney and Weatherley [9] who
found that the activity at the interface was higher than
that in the bulk, however, they did not determine the
percentage increase. The increase in the activity at the
interface was explained using X-ray studies of the 3D
structure of lipase [4] and the conformation change of
the enzyme at the interface. This encourages the enzyme
to migrate to the interface from the bulk and expose the
active sites by folding the protein chains in a preferable
manner.
4.2. Fatty acids profile
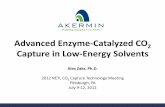
The percentages of the main saturated fatty acid,
palmitic acid, and the main unsaturated one, oleic acid
produced with time is shown in Fig. 1. The figure shows
that both percentages remained almost constant with
time and equalled to that found in the palm oil itself,
i.e., 45.5% palmitic acid and 39.8% oleic acid [5]. This
indicates that the lipase used was not a position selective
enzyme, otherwise, the production of palmitic acid
would be much faster than the production of oleic
acid. In Fig. 2, the results obtained by the gas
chromatograph are compared to the results found by
the auto-titrator method. The average difference in
readings between these two methods is about 10%,
which is relatively low. Since, the auto-titrator method is
less time consuming, it was used to determine the
reaction rate in subsequent experiments.
Fig. 1. Percentages of palmitic acid and oleic acid produced with time.
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/1163 1159
-
4.3. Determination of interfacial area
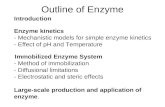
The effect of different stirrer speeds and different oil
volume fractions on the total interfacial area was
measured at 45 8C and the results are shown in Fig. 3.It can be clearly seen that increasing the agitation speed
and/or the volume fraction resulted in increased total
interfacial area. This observed effect of agitation speed
is due to increase in shear rate on the oil droplets with
increasing agitation speed that caused the breakage of
the larger oil droplets into smaller ones. These results
agree with the earlier reported results [11,12] and the
basic empirical model proposed by Calderbank [13].
However, at high volume fraction, the increase in
interfacial area tended to decrease with increasing
agitation speed as suggested by the model of Tavlarides
and Bepat [12].
The effect of temperature on the total interfacial area
was not reported either by Albasi et al. [11] or by
Tavlarides and Bepat [12], but was reported by Tsai and
Chang [2]. The effect of temperature on the droplet size
was determined and is shown in Fig. 4. It shows that the
mean drop diameter decreases as the temperature
increases. This is due to the reduction in viscosity of
the oil and the surface tension at the interface between
water and oil, with increase in temperature [13].
The data shown in Figs. 3 and 4 were fitted to Eq. (19)
and the model parameters in the equation were esti-
mated by applying a stepwise numerical method usingEXCEL. The resultant correlation for the total specific
interfacial area is as follows:
at0:024v0:6T1:7f=(13:0f) (20)
4.4. Hydrolysis reaction
Experiments were run at different oil volume frac-
tions, temperatures, enzyme-concentrations and stirrer
speeds to determine their effect on the initial rate of
palm oil hydrolysis. Fig. 5 shows the effect of oil volume
fraction, which reflects the substrate concentration, on
the initial rate of reaction. It can be noted that, as the
volume fraction of oil increased the initial rate of
reaction also increased. The increase in reaction ratewith volume fraction at a given agitation speed is due to
an increase in substrate concentration and the increased
interfacial area, as reported in the previous section.
However, above 30/40% oil (v/v), a slight decrease in
Fig. 2. Comparison between the gas chromatograph and the auto-
titrator results (f/0.2, T/45 8C, v/1300 rpm, and (Et)m/25g m3).
Fig. 3. Effect of stirrer speed and oil volume fractions on the specific
interfacial area (T/45 8C).
Fig. 4. Effect of temperature and agitation speed on the mean drop
diameter (f/0.5).
Fig. 5. Effect of oil volume fraction on the initial rate of reaction at
various stirrer speeds (T/45 8C and (Et)m/25 g m3).
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/11631160
-
the initial rate of reaction was observed. This result
agrees with the results previously presented in the
literature [7,14], which showed that the initial rate of
reaction decreased above an oil volume fraction of 43%,
when the unfavourable phase inversion begins to take
place (i.e. the aqueous phase becomes the dispersed
one). When phase inversion occurs, dispersion of the
enzyme at the interface will be restricted, as it would be
trapped in the water droplets, where the agitation effect
is limited. It can also be observed from Fig. 5 that at a
given volume fraction of oil, the initial rate of reaction
increased as the agitation speed increased. This again is
due to the increase in mean interfacial area with increase
in agitation speed as reported in the previous section.
These results also agree with previous literature reports
[11,13,14].
The effect of increasing enzyme concentration on the
initial rate of reaction is shown in Fig. 6. The initial rate
of reaction increased linearly with enzyme concentration
at low enzyme concentrations. At high enzyme concen-
trations, this increase tends to fall. This result agrees
with that found by Albasi et al. [11] for the hydrolysis of
sunflower oil. This phenomenon is explained by hy-
pothesising that at high concentrations of enzyme the
interfacial area is totally saturated with enzyme mole-
cules. Hence, any further increase in enzyme concentra-
tion in the bulk would not enhance the reaction rate. It
can also be seen, from Fig. 6 that the point where the
effect of enzyme concentration tended to fade, shifts to
the right (higher enzyme concentration) as the agitation
speed increased. This is due to increase in interfacial
area available for the enzyme to occupy at higher
agitation speeds and hence, a higher enzyme concentra-
tion is needed to saturate the available interfacial area.
A multiple regression method, using a MATLAB
computer package was applied to the data shown in
Figs. 5 and 6, to determine the parameters of the model
(Eq. (15)). Under these conditions, the enzyme concen-
tration used was low enough to assume that the area of
coverage of the enzyme is negligible. The model
equation with the estimated rate constants can be
represented as given below:
y1:8 103(Et)mS
5:65
7:7 107
a2t 1
S
90:018 (21)
4.5. Effect of temperature
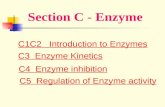
Fig. 7 shows the effect of temperature on the initial
rate of reaction. It shows, initially as the temperatureincreased, the reaction rate increased. This is mainly due
to increase in rate constant with temperature and partly
due to increase in interfacial area with temperature as
discussed in the previous section. However, the initial
rate decreased sharply after 50 8C, which was due to thedeactivation of the enzyme. It is known that most
proteins tend to decompose at temperatures above
50 8C [15]. In addition to the deactivation of theenzyme, the presence of the inactive enzyme at the
interface would block the active enzyme from penetrat-
ing the interface, which would further decrease the
reaction rate.
The experimental results shown in Fig. 7 were used to
determine the effect of temperature on the rate constant,
kcat .
k+cat9:6103exp(1:2=RT) (22)
The activation energy of 1.2 kcal gmole1 is lower
than the reported activation energies for most enzyme
reactions [15]. Kim and Chung [16] reported a value of
7.0 kcal gmole1 for the hydrolysis of palm kernel oil in
reversed micelle systems. Desnulle [17] reported in an
aqueous emulsion system, the activation energy was 5.3
kcal gmole1. Our result is lower, but still comparableto those reported in the literature.
Fig. 6. Effect of enzyme concentration on the initial rate of reaction at
different stirrer speeds (f/0.20 and T/45 8C).Fig. 7. Effect of temparature on the initial rate of reaction at various
oil volume fraction (v/800 rpm and (Et)m/25 g m3).
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/1163 1161
-
4.6. Model verification
Figs. 8 and 9 show the comparison between the
experimental results and the proposed model curve
based on Eq. (21), for two agitation speeds. It can be
noted that the model predicts fairly well the initial rate
of reaction at various substrate concentrations for both
agitation speeds. It can be seen from Fig. 10 that the
experimental results are well represented by the model at
low enzyme concentrations. However, they tend to
diverge at high enzyme concentrations, as the model is
limited to low enzyme concentrations only. As discussed
earlier, at high concentrations of enzyme, the interfacial
area is mostly saturated with enzyme molecules and
hence the assumption that the area of occupation by the
enzyme is only a fraction of the total interfacial area in
deriving Eq. (21) breaks down. It is also seen from Fig.
10 that the enzyme concentration at which the experi-
mental results are well represented by the model, is
wider at higher agitation speeds. This is due to large
interfacial area available for the enzyme to penetrate the
interface at higher agitation speeds, and hence, even at
higher enzyme concentration the interface is not satu-
rated with the enzyme. Under these conditions a low
interfacial area of occupation by the enzyme is valid for
a wider range of enzyme concentration.
The experimentally determined values of apparent
Michaelis/Menten constant, Km? by Mukataka et al. [7]at different agitation speeds are compared in Fig. 11,
with those determined by the present model, under the
same operating conditions. It can be noted that the
apparent Km? in the present study are lower than thatreported by Mukataka et al. [7]. In the experiments of
Mukataka et al. [7], the organic phase consisted of 10%
beef tallow dissolved in isooctane, whereas the organic
phase in this study consisted of palm oil only. The
difference could be due to the different substrate used in
both studies. Fig. 11 also shows that the specific
interfacial area determined in the present study, using
palm oil, was lower than that obtained by Mukataka et
al. [7] for beef tallow dissolved in isooctane, under the
same operating conditions. This is due to the high
viscosity of palm oil in comparison with isooctane/tallow mixture.
Fig. 8. Comparison between experimental results and the proposed
model curve showing the effect of substrate concentration on the initial
rate of reaction (v/800 rpm, T/45 8C and (Et)m/25 g m3).
Fig. 9. Comparison between experimental results and the proposed
model curve showing the effect of substrate concentration on the initial
rate of reaction (v/1000 rpm, T/45 8C and (Et)m/25 g m3).
Fig. 10. Comparison between experimental results and the proposed
model curve showing the effect of enzyme concentration on the initial
rate of reaction (v/1000 and 1300 rpm, T/45 8C and S/660.7mole m3).
Fig. 11. Comparison between the present model results and the results
of Mukataka et al. [7].
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/11631162
-
5. Conclusion
A kinetic model based on the mechanism of the
reaction of the lipase-catalysed hydrolysis of palm oil inbi-phasic oil/aqueous system has been proposed, takinginto account the variation of interfacial area with
agitation speed and substrate volume fraction. This
was verified with experimental results at low enzyme
concentrations. There was a good agreement between
the model prediction and the experimental results. The
rate constants in the mathematical model were deter-
mined numerically from the experimental results. Thismodel can be used to predict the rate of hydrolysis in a
batch reactor and to determine optimal conditions. It
has been shown experimentally that the lipase enzyme
used was not ester bond position selective. In addition,
the activity of the enzyme was shown to increase at the
interface compared to that at the bulk, as previous
studies have also indicated [9].
References
[1] Arbidge MV, Pitcher WH. Industrial enzymology: a look towards
the future. Trends Biotech 1989;7:330/5.[2] Tsai SW, Chang CS. Kinetics of lipase-catalysed hydrolysis of
lipids in biphasic organic-aqueous systems. J Chem Tech Biotech
1993;57:147/54.[3] Knezevic ZD, Siler-Marinkovic SS, Mojovic LV. Kinetics of
lipase-catalysed hydrolysis of palm oil in lecithin/isooctane
reversed micelles. Appl Microbiol Biotechnol 1998;49:267/71.[4] Panalotov I, Verger R. Physical chemistry of biological interfaces.
New York: Marcel Dekker Inc, 2000.
[5] George S, Arumughan C. Positional distribution of fatty acids in
the triacylglycerols of developing oil palm fruit. J Am Oil Chem
Soc 1993;70(12):1255/8.[6] Verger R, Maria CEM, Gerard HD. Action of phospholipase A
at interfaces. J Biological Chem 1972;218(11):4028/34.[7] Mukataka S, Tetsuo K, Joji T. Kinetics of enzymatic hydrolysis
of lipids in biphasic organic-aqueous systems. J Ferment Technol
1985;63(5):461/6.[8] NOVO Industrials. Analytical methods handout, Enzyme Process
Division, NOVO industrials, Denmark; 1995.
[9] Rooney D, Weatherley LR. The effect of reaction con-
ditions upon lipase catalysed hydrolysis of high oleate sunflower
oil in a stirred liquid/liquid reactor. Process Biochem2001;36:947/53.
[10] A.O.C.S. Official Method Ce 1/62. Fatty acid composition by gaschromatography. Sampling and analysis of commercial fats and
oils; 1990. pp. 1/4.[11] Albasi C, Bertrand N, Riba JP. Enzymatic hydrolysis of sun-
flower oil in a standardised agitated tank reactor. Bioprocess Eng
1999;20:77/81.[12] Tavlarides LL, Bepat PM. Models for scale-up of dispersed phase
liquid/liquid reactors. Proceedings of ISEC83, AIChE Symp1983;80(238):12/46.
[13] Calderbank PH. Physical rate processes in industrial fermenta-
tion, Part I: the interfacial area in gas/liquid contacting withmechanical agitation. Tans Inst Chem Eng 1958;36:443.
[14] Tsai SW, Wu GH, Chiang CL. Kinetics of enzymatic hydrolysis
of olive oil in biphasic organic-aqueous systems. Biotech Bioeng
1991;38(7):762/6.[15] Baily JE, Ollis DF. Biochemical engineering fundamentals, second
ed.. New York: McGraw Hill Book Company, 1986.
[16] Kim T, Chung K. Some characteristics of palm oil kernel olein
hydrolysis by Rhizopus arrhizus lipase in reversed micelle of AOT
in iso-octane and additive effects. Enzyme Microbial Technol
1989;11:528/31.[17] Desnulle D. Pancreatic lipase. Adv Enzymology 1961;23:129/61.
S. Al-Zuhair et al. / Process Biochemistry 38 (2003) 1155/1163 1163
Kinetics of the enzymatic hydrolysis of palm oil by lipaseIntroductionThe kinetic modelMaterials and methodsMaterialsHydrolysis reactorDetermination of enzyme activityDetermination of fatty acids concentrationDetermination of oil drop sizeDetermination of hydrolysis rate
Results and discussionsInterfacial enzyme concentrationFatty acids profileDetermination of interfacial areaHydrolysis reactionEffect of temperatureModel verification
ConclusionReferences