
Low Cost Techniques for Improving the Surface Durability...
13
Kevern and Sparks 1 Low Cost Techniques for Improving the Surface Durability 1 of Pervious Concrete 2 3 John T. Kevern 4 Assistant Professor of Civil Engineering 5 University of Missouri-Kansas City 6 370H Flarsheim Hall 7 5100 Rockhill Rd. 8 Kansas City, MO 64110-2499 9 Office: 816-235-5977 Fax: 816-235-1260 10 E-mail: [email protected] 11 12 Dan Sparks 13 Graduate Student 14 University of Washington, 15 201 More Hall Box 352700 16 Seattle, WA 98195-2700 17 Phone: 206-543-2390 18 Fax: 206- 543-1543 19 Email: [email protected] 20 21 22 Abstract 198 (250) 23 Text 3281 24 Tables 6(250) = 1500 25 Figures 5(250) = 1250 26 Total 6031 (7500 max) 27 28
Transcript of Low Cost Techniques for Improving the Surface Durability...
Kevern and Sparks 1
Low Cost Techniques for Improving the Surface Durability 1
of Pervious Concrete 2
3
John T. Kevern 4 Assistant Professor of Civil Engineering 5
University of Missouri-Kansas City 6 370H Flarsheim Hall 7 5100 Rockhill Rd. 8 Kansas City, MO 64110-2499 9 Office: 816-235-5977 Fax: 816-235-1260 10
E-mail: [email protected] 11 12
Dan Sparks 13 Graduate Student 14 University of Washington, 15 201 More Hall Box 352700 16
Seattle, WA 98195-2700 17 Phone: 206-543-2390 18
Fax: 206- 543-1543 19 Email: [email protected] 20 21
22 Abstract 198 (250) 23
Text 3281 24
Tables 6(250) = 1500 25
Figures 5(250) = 1250 26 Total 6031 (7500 max) 27
28

Kevern and Sparks 2
ABSTRACT 1 This paper presents the results of a laboratory study to improve the durability of pervious 2 concrete using readily available and low cost techniques. Surface raveling of pervious concrete is 3 a concern for long term use and remediation techniques have not previously been investigated. In 4
this study a high void content pervious concrete was cured in worst case hot and dry conditions 5 to produce poor surface durability. Pervious concrete mixtures included a traditional binder and 6 one which included a super absorbent polymer for internal curing. Various remediation methods 7 including overlaying with fresh pervious concrete, latex paint, epoxy, and a surface densifier 8 were applied to the pavement before abrasion testing using the ASTM C944 rotary cutter 9
method. Results showed that the internally-cured mixture had superior durability to the 10 traditional mixture. Of the surface applied techniques, epoxy provided the best improvement in 11 durability followed by latex paint and the densifier. Material analysis showed that modifying a 12 mixture to include super absorbent polymer was the lowest cost option. On a poorly performing 13
pervious pavement, latex paint or a thin overlay both had low material costs. The summary 14 concludes that low-cost methods are effective techniques to improve the surface durability of 15
pervious concrete. 16

Kevern and Sparks 3
INTRODUCTION 1 Pervious concrete has become more popular in recent years primarily due to its environmental 2 benefits. When compared to traditional pavements, pervious concrete pavements provide 3 superior stormwater runoff control, reductions in potential for hydroplaning, and reduced glare 4
among other benefits (1). Until recently pervious concrete has been utilized only for parking 5 areas, primarily on private projects. Various state environmental departments and the 6 Environmental Protection Agency (EPA) have been considering including roadways in required 7 stormwater management areas. The limited available space within typical roadway right of ways 8 does not accommodate many traditional stormwater best management practices (BMPs) such is 9
detention/retention areas. Pervious concrete shoulders are an attractive option for near-roadway 10 stormwater management because no additional land area is required. The current national interest 11 in pervious concrete shoulders has resulted in the first pervious concrete shoulders installed on a 12 50,000 average annual daily traffic (AADT) highway in St. Louis, MO, pervious concrete 13
shoulders under construction on several state-owned roads in Nevada, and a NCHRP project 14 investigation design options for permeable shoulders with stone reservoirs (25/25: Task 82). 15
Although much progress has been made towards turning pervious concrete into a widely 16 used pavement material, durability concerns are still present. One of the most prevalent 17
durability distresses presently encountered when using pervious concrete is raveling. Raveling is 18 surface abrasion caused by the separation of individual cement-coated aggregate pieces from 19 pavement surface (2, 3). Pervious concrete is characterized by minimal fine aggregate and a near 20
zero slump (1). The open structure of pervious concrete requires specific construction techniques 21 to ensure adequate permeability and strength performance. As with any concrete, proper curing 22
is the most important step towards achieving the optimum durability of the pavement. Previous 23 studies have shown that covering pervious concrete with plastic sheeting immediately after 24 placement for a minimum of 7 days, is the best means of ensuring proper curing and reducing 25
abrasion (4). 26
Many pervious concretes experience some raveling in the early weeks after removal of 27 curing plastic, especially around sawed joints (5). However, severe raveling typically results 28 from poor curing practices. The main causes for surface raveling are improper curing, low 29
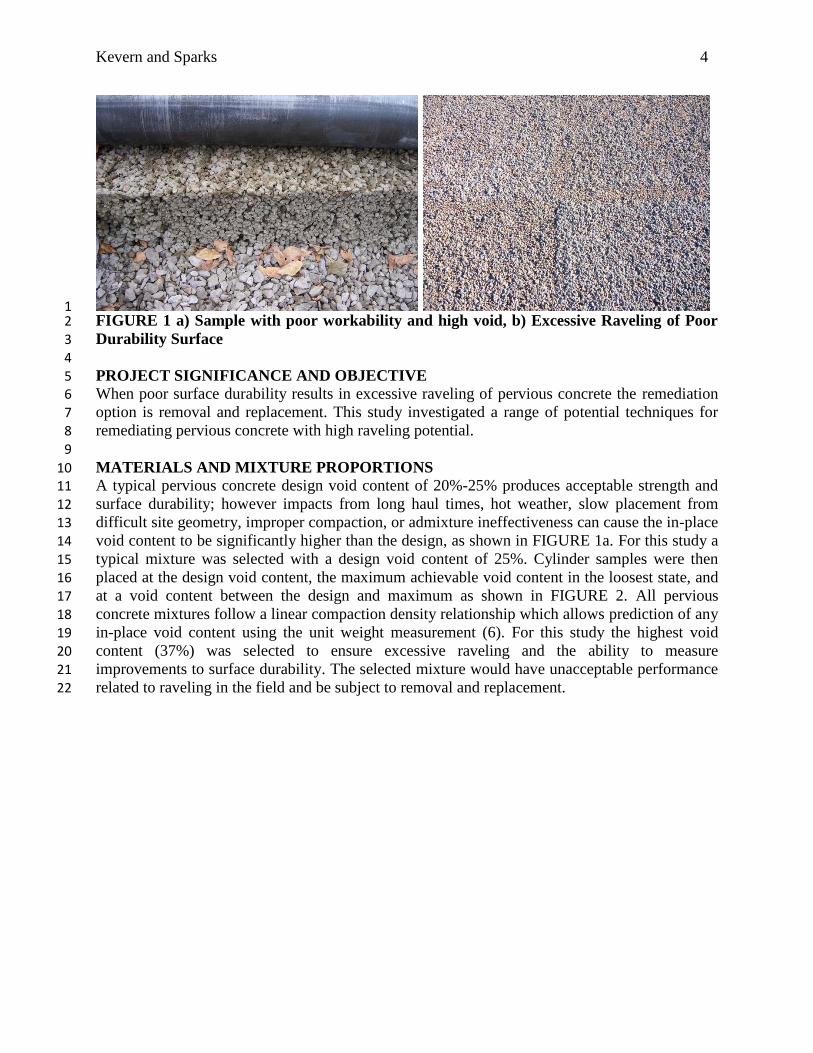
strength mixtures from poor compaction, and heavy early loading (2). FIGURE 1a shows a 30 pervious concrete where poor workability resulted in a high void content of 40% and excessive 31
raveling. At this location raveling was so severe that the pavement was removed within two 32 weeks of placement. FIGURE 1b shows excessive raveling caused when the fresh paste on the 33
surface dried when not covered quickly with plastic. The only solution presently available when 34 severe raveling occurs is to remove and reinstall the pervious concrete pavement. Removal and 35 replacement is undesirable from time, financial, and sustainability perspectives. 36
37
Kevern and Sparks 4
1 FIGURE 1 a) Sample with poor workability and high void, b) Excessive Raveling of Poor 2
Durability Surface 3 4 PROJECT SIGNIFICANCE AND OBJECTIVE 5 When poor surface durability results in excessive raveling of pervious concrete the remediation 6
option is removal and replacement. This study investigated a range of potential techniques for 7 remediating pervious concrete with high raveling potential. 8
9
MATERIALS AND MIXTURE PROPORTIONS 10 A typical pervious concrete design void content of 20%-25% produces acceptable strength and 11
surface durability; however impacts from long haul times, hot weather, slow placement from 12 difficult site geometry, improper compaction, or admixture ineffectiveness can cause the in-place 13
void content to be significantly higher than the design, as shown in FIGURE 1a. For this study a 14 typical mixture was selected with a design void content of 25%. Cylinder samples were then 15
placed at the design void content, the maximum achievable void content in the loosest state, and 16 at a void content between the design and maximum as shown in FIGURE 2. All pervious 17
concrete mixtures follow a linear compaction density relationship which allows prediction of any 18 in-place void content using the unit weight measurement (6). For this study the highest void 19 content (37%) was selected to ensure excessive raveling and the ability to measure 20
improvements to surface durability. The selected mixture would have unacceptable performance 21 related to raveling in the field and be subject to removal and replacement. 22

Kevern and Sparks 5
1 FIGURE 2 Compaction density relationship of the selected mixture 2 3
Mixture proportions for the two pervious concretes tested are shown in TABLE 1. One 4
was a typical pervious concrete control (PC) mixture and the second pervious concrete mixture 5 (SAP) contained a super absorbent polymer used for internal curing at 1.3 g/kg of cement (2 6 oz/cwt). The SAP consisted of crushed crystalline partial sodium salts of cross-linked 7
polypromancic acids rated at 2000 times absorption in plain water. The selected SAP has 8 previously been shown to improve the properties of pervious concrete and reduce moisture loss 9
(7). Additional water was added to satisfy SAP absorption which raised the dosed water-to-10 cement ratio from 0.34 to 0.40. Void content was maintained by reducing the overall cement 11
paste content. Other admixtures included a vinsol resin air entraining agent dosed at 1.3 mL/kg 12 (2 oz/cwt), a polycarboxylate water reducer dosed at 3 mL/kg (4 oz/cwt), and a hydration 13
stabilizing admixture dosed at 4 mL/kg (6 oz/cwt). The extra water present in the SAP mixture 14 also allows a reduction in required admixtures. For the SAP mixture water reducer and hydration 15 stabilizer dosages were 2 mL/kg (2 oz/cwt) and 2 mL/kg (3oz/cwt), respectively. The coarse 16
aggregate was ASTM C33 size 8 limestone (8) with a specific gravity of 2.59 and absorption of 17
1.8%. The fine aggregate was Missouri river sand conforming to ASTM C33 with specific 18 gravity of 2.62 and absorption of 0.4%. ASTM C150 cement marketed as Type I/II was utilized 19 (9). 20 21
TABLE 1 Mixture Proportions 22
23 24 Concrete was mixed according to ASTM C192 (10). Fresh concrete was preweighed for 25
all specimens before placing to ensure all samples had the same unit weight and voids. The high 26
PC SAP
kg/m3 (lb/yd
3) kg/m
3 (lb/yd
3)
Cement 280(470) 260(430)
Coarse Agg. 1050(1770) 1050(1770)
Fine Agg. 80(130) 80(130)
Water 90(160) 100(170)
Material

Kevern and Sparks 6
void content of 37% did not require any compaction techniques and represented the loosest state 1
possible for the selected mixtures. Triplicate 100mm by 200 mm (4 in by 8in) cylinders were 2 cast for unit weight and void content testing determined according to ASTM C1754 (11). In 3 addition to the cylinders, both the PC and SAP mixtures were used to cast slab samples for 4
curing method investigation on abrasion. Fresh unit weight of the slab samples was also 5 controlled and the same as the cylinders. Slab samples had surface area of 750 cm
2 (120 in
2) and 6
were 50mm (2 in.) thick. Samples were cured for 7 days 1) in a standard lime-water bath per 7 ASTM C192 (10), 2) under plastic sheeting commonly used for pervious concrete, and 3) cured 8 in a climate controlled cabinet at 38°C (100°F) and 32% relative humidity. 9
ASTM has a standard for potential raveling of pervious concrete ASTM C1747 (3). The 10 test abrades cast specimens in the LA abrasion apparatus and is suitable for comparing overall 11 durability between mixtures, but is not appropriate for measuring changes to surface-applied 12 materials. Rotary cutter surface abrasion was selected for its ability to physically measure 13
differences between surface treatments. Testing was performed according to ASTM C944 (12) 14 which uses a weighted rotary cutter to induce surface wear. FIGURE 3a shows the rotary cutter 15
device which is used to apply a 98N (22lbf) force during a 2 minute cycle. Pervious concrete 16 specimen weight was recorded before and after testing. A stiff-bristled broom and shop-type 17
vacuum were used to remove loose particles from the surface pores before weighing. FIGURE 18 3b shows a slab sample after six abrasion tests. 19
20
21 FIGURE 3 Surface Abrasion Testing Using ASTM C944, a) Rotary Cutter Head, b) 22 Pervious Concrete Samples After Abrasion Testing 23
24 Five potential methods for reducing raveling of pervious concrete surfaces were 25
investigated in addition to the second mixture containing the SAP, as shown in TABLE 2. The 26 curing regime was selected to represent a worst-case scenario for pervious concrete placement in 27 addition to the high void content. Previous research has shown that the use of recycled latex 28
paint in concrete mixtures improves surface durability (13). Additionally, research has shown 29 that the use of latex polymers in pervious concrete improves the resistance to abrasion when 30
compared to other pervious concrete mixtures (14). The use of latex admixtures has also been 31 recommended as a means of improving freeze-thaw durability of pervious concrete (15). 32 Research shows that the use of colloidal silica as a densifier in concrete mixtures improves the 33 strength of the concrete (16). In order to test the beneficial use of densifier as a repair for 34 raveling of pervious concrete, colloidal silica was applied directly to the surface of a pervious 35 concrete so that the silica reacted with the calcium hydroxide present in the concrete to create 36

Kevern and Sparks 7
additional calcium silicate hydroxide gel (CSH). The additional CSH present in the concrete 1
surface was expected to improve surface durability. The use of cement slurry in concrete 2 mixtures has been shown to improve the strength of the concrete (17). Previous research has 3 shown that the use of epoxy in concrete mixtures can improve the compressive strength, freeze-4
thaw durability, and permeability of the concrete (18). Pervious concrete used as an overlay on 5 traditional, non-pervious pavements is known to reduce both the risk for hydroplaning and noise 6 pollution (19). 7
Specimens were cured in an environmental cabinet at 38°C (100°F) and 32% relative 8 humidity for 7 days before surface treatments were applied. A high solids latex paint was applied 9
at 7400 m2/m
3 (300 ft
2/gal.). The paint was thinned with equal parts water before application to 10
prevent clogging of the surface pores. Colloidal silica densifier was applied at 9800 m2/m
3 (400 11
ft2/gal.). The colloidal silica densifier was very thin and was applied at twice the dosage as 12
recommended for a flat, impervious application. A cementitious slurry was created using 1:3 13
Portland cement to latex admixture ratio. The latex admixture is marketed as a mortar bonding 14 agent and contains 7% solids. The cement slurry was applied at a rate of 580 m
2/m
3 (177 ft
2/ ft
3). 15
The application rate was selected by visually balancing a sufficient surface coating of the slurry 16 while maintaining surface voids. A low viscosity marine grade cycloaliphatic clear epoxy was 17
used at 4900 m2/m
3 (200 ft
2/gal.). The low epoxy viscosity allowed coating of the surface 18
particles without reducing surface porosity. After abrasion testing on a set of pervious concrete 19 control samples cured in the environmental cabinet (PC-C), the SAP mixture was applied as an 20
overlay at a thickness of 12.5 mm (1/2 in.) directly on the abraded surface. The existing surface 21 was cleaned and dried before overlaying. The paint, densifier, and epoxy were allowed to cure at 22
ambient conditions for 7 days after application. The slurry and overlay samples were cured under 23 plastic for 7 days. 24
25
TABLE 2 Mixtures and Surface Treatments 26
27 28
29
RESULTS AND DISCUSSION 30 Testing on hardened cylinders verified that both mixtures achieved an average of 37% voids at a 31
unit weight of 1600 kg/m3 (100 pcf). FIGURE 4 shows the visual results of abrasion testing on 32
the sample surfaces. On samples with higher mass loss values the abrasion resulted in loss of 33 entire aggregate particles and aggregate wearing. FIGURE 4a shows the control mixture before 34
Specimen ID Surface Treatment Curing Technique
PC - Lime Water Bath
PC-P - Under Plastic
PC-C - 32°C, 32% RH
SAP - Lime Water Bath
SAP-P - Under Plastic
SAP-C - 32°C, 32% RH
PC-Paint Latex Paint Cabinet/Ambient
PC-Dense Silicate Densifier Cabinet/Ambient
PC-Slurry Polymer-modified cement slurry Cabinet/Plastic
PC-Epoxy Marine Epoxy Cabinet/Ambient
PC-Over SAP Overlay Cabinet/Plastic

Kevern and Sparks 8
testing and FIGURE 4b shows the control after testing where a high mass loss was observed 1
from aggregate raveling. FIGURE 4c shows the SAP mixture before testing; the picture is of 2 fresh concrete. FIGURE 4d shows the SAP mixture after testing where all of the mass loss was 3 aggregate wear. FIGURE 4e shows a latex paint sample after testing and FIGURE 4f shows an 4
epoxy sample after testing. The other treatments not shown in FIGURE 4 had no distinguishable 5 visual difference from the control before or after testing. 6
Results of the curing regime trials are shown in TABLE 3 and represent an average of six 7 trials. Previous studies using ASTM C944 to determine abrasion on pervious concrete have 8 produced similar variability (4). Surface abrasion testing on pervious concrete has a coefficient 9
of variation (COV) higher than observed for other tests such as compressive strength. Because of 10 the high variability, six tests were required for statistical analysis to show differences between 11 groups. Statistical significance was determined using an analysis of variance (ANOVA) with 12 α=0.05. In both mixtures the hot and dry conditions in the environmental cabinet produced 13
higher abrasion from surface raveling (PC-C, SAP-C). There was statistically no difference in 14 abrasion for either mixture between samples cured in the lime-water tank (PC, SAP) and those 15
cured under plastic for 7-days (PC-P, SAP-P). The SAP mixture had significantly less raveling 16 than the control mixture for all conditions, but similar standard deviation which resulted in SAP 17
samples having higher COV. Raveling of the control mixture increased by 110% when cured in 18 the environmental cabinet, however the SAP mixture only increased by 41%. The included SAP 19 has been previously shown to reduce moisture loss from pervious concrete specimens, providing 20
increased cement hydration and strength (7). 21 22
TABLE 3 Curing Regime Results 23
24
25 26 27 28
29 30
31 32 33 34 35
36 37 38
39
Specimen Avg. Mass Loss (g) Std. Dev. (g) COV (%)
PC 10.5 1.2 11.6
PC-P 10.4 2.9 27.7
PC-C 22.0 7.3 33.1
SAP 6.8 2.1 30.7
SAP-P 6.3 1.7 27.2
SAP-C 9.6 2.2 22.7

Kevern and Sparks 9
1
2 3
4 5
6 FIGURE 4 Abrasion Test Results (a) Control Before Testing, (b) Control After Testing, (c) 7 SAP Before Testing, (d) SAP After Testing, (e) Latex Paint After Testing, and (f) Epoxy 8 After Testing 9 10
a b
c d
e f

Kevern and Sparks 10
1 The abrasion results for the various surface treatments are shown in FIGURE 5 and 2 represent an average of six trials. The error bars represent one standard deviation. All surface 3 treatments provided a significant reduction in raveling when compared to the control samples 4
cured in the environmental cabinet (PC-C), which had the greatest mass loss. The epoxy coating 5 (PC-Epoxy) provided the best remediation followed by the slurry (PC-Slurry) and thin overlay 6 (OC-Over). The thin overlay had similar performance to the full-depth specimen cured under 7 plastic (SAP-P). The overlay, epoxy coating, and slurry topping had similar performance. 8
9
10 FIGURE 5 Abrasion Results 11 12 A full statistical comparison of results is shown in TABLE 4. Where two treatments 13 intersect an “O” represents no difference between groups and “X” shows a statistically 14 significant difference. 15
16 TABLE 4 Statistical Comparison of Results 17
18
Remediation costs were determined for a 929 m2 (10,000 sf) pervious concrete parking 19
lot 150mm (6 inches) thick. Presented costs only represent material costs determined using 20
PC PC-P PC-C SAP SAP-P SAP-C PC-Paint PC-Dense PC-Slurry PC-Epoxy PC-Over
PC - O X X X O O O X X X
PC-P O - X O X O O O X X X
PC-C X X - X X X X X X X X
SAP X O X - O X X X O O O
SAP-P X X X O - X X X O O O
SAP-C O O X X X - O X X X X
PC-Paint O O X X X O - O X X X
PC-Dense O O X X X X X - X X X
PC-Slurry X X X O O X X X - O O
PC-Epoxy X X X O O X X X O - O
PC-Over X X X O O X X X O O -
Treatment

Kevern and Sparks 11
prevailing local material and admixture costs and do not incorporate labor for the repairs or 1
material delivery costs. The prevailing costs used for the concrete materials are shown in 2 TABLE 5. The materials only remediation costs are shown in TABLE 6. The pervious concrete 3 control mixture cost $60/m
3 ($46/cy), while the SAP mixture cost $63/m
3 ($48/cy). The SAP 4
mixture line represents the cost difference between using the SAP mixture and the control 5 mixture for the project initially. The observed ease of remediation from least to most intensive 6 was: SAP mixture, densifier, paint, epoxy, SAP overlay, and slurry. If the control mixture was 7 changed to the SAP mixture no additional labor would be required. The paint and epoxy both 8 had low viscosity and flowed into the surface pores with relative ease. The slurry also had low 9
viscosity from the water-to-cement ratio of 3, but had to be carefully applied to prevent clogging 10 surface pores. Based only on material cost and durability, the thin SAP overlay was a superior 11 remediation technique, but would require significantly more labor than an option like paint or 12 densifier. The additional height created by an overlay may not be allowable at certain locations. 13
Those locations might necessitate milling the pavement before overlaying or option for a 14 surface-applied strategy. While pervious concrete has been successfully overlaid on conventional 15
concrete, the thin 12.5 mm (1/2 in.) overlay used in this study has not evaluated under traffic. 16 Epoxy was superior for surface-applied strategies, although latex paint provided a 51% reduction 17
in abrasion and had a lower cost. 18 19
TABLE 5 Prevailing material costs 20
21 22 TABLE 6 Remediation Costs 23
24
CONCLUSIONS 25 Surface raveling is the material related distress most common for pervious concrete. Loose 26 particles on the surface are unattractive, create a difficult walking surface, contribute to clogging, 27 and cause further abrasion when driven over. Current options for poor surface durability are 28
Material Cost
Portland Cement $91/mton ($100/ton)
Limestone $15.4/mton ($17/ton)
Sand $10.9/mton ($12/ton)
Water $0.4/10,000l ($1.5/10,000 gal)
HRWR $4.5/l ($17/gal)
AEA $1.00/l ($3.75/gal)
HS $4.23/l ($16/gal)
SAP $28.6/kg ($13/lb)
Material Application Rate Cost Amount Required Additional Cost
SAP Mixture 1.3g/kg (2 oz/cwt) $28.5/kg ($0.81/oz) 45kg (100 lb) $310
SAP Overlay 12.5mm (1/2 in.) $63/m3 ($48/cy) 11.8 m
3 (15.4 cy) $731
Paint 7400 m2/m
3 (300 ft
2/gal.) $10.5/l ($40/gal) 125l (33 gal) $1,333
Epoxy 4900 m2/m
3 (200 ft
2/gal.) $16.1/l ($61/gal) 189l (50 gal) $3,033
Slurry 580 m2/m
3 (177 ft
2/ ft
3) $3091/m
3 ($2349/cy) 47m
3 (61 cy) $4,995
Densifier 9800 m2/m
3 (400 ft
2/gal.) $14.8/l ($56/gal) 380l (100 gal) $5,600
Kevern and Sparks 12
continued vacuuming to remove the loose particles or complete removal and replacement. This 1
study investigated available low cost techniques to reduce surface abrasion. Pervious concrete 2 was created with low strength and was subsequently cured in worst-case hot and dry conditions. 3 Abrasion was measured before and after applying treatments to the surface. From this study the 4
following conclusions can be drawn: 5
The mixture containing the super absorbent polymer for internal curing had less abrasion 6 in all curing conditions than the control mixture. 7
No difference in durability was observed between mixtures cured in a lime water tank or 8 cured under plastic for 7-days. 9
All remediation techniques tested resulted in improved surface durability. 10
Latex paint and epoxy were both effective at improving surface abrasion resistance. 11
The thin overlay had similar surface abrasion resistance to properly cured samples of the 12 same mixture. 13
Results from surface abrasion laboratory testing indicate that low-cost methods are 14 promising methods to improve the surface durability of pervious concrete. 15
16
ACKNOWLEDGEMENTS 17 The authors would like to thank Geiger Ready Mixed Concrete for providing the 18
aggregate for the study, Lafarge North America for the cement, BASF construction chemicals for 19 the admixtures, Protecrete for the densifier, and ProCure USA for the super absorbent polymer. 20
Findings are those of the authors and do not represent the opinion or position of the material 21 suppliers. 22 23
REFERENCES 24 1. American Concrete Institute (ACI) Pervious Concrete. “522-R10: ACI 522 Committee 25
Report,” Farmington Hills, MI: ACI, 2010. 26 2. Kevern, J.T. (2011). “Operation and Maintenance of Pervious Concrete Pavements,” 90
th 27
Annual Transportation Research Board Annual Meeting, CD-ROM, Transportation 28 Research Board of the National Academies, Washington D.C. 29
3. ASTM Standard C-1747, “Standard Test Method for Determining Potential Resistance to 30 Degradation of Pervious Concrete by Impact and Abrasion,” Annual Book of ASTM 31 Standards, West Conshohocken, PA, Vol. 4, No. 2, 2011. 32
4. Kevern, J. T., Schaefer, V. R., and Wang, K. “The Effect of Curing Regime on Pervious 33 Concrete Abrasion Resistance,” Journal of Testing and Evaluation. Vol. 37, No. 4, 34 JTE101761, 2009. 35
5. Tennis, P.D., Leming, M.L., and Akers, D.J. “Pervious Concrete Pavements.” EB302, 36 Portland Cement Association, Skokie, Illinois, and National Ready Mixed Concrete 37 Association, Silver Spring, Maryland, 2004. 38
6. Kevern, J.T. and Montgomery, J. “Hitting the Targets: A Case Study of a Pervious 39 Concrete Quality Assurance Program,” ACI Concrete International magazine, March 40 2010. 41
7. Kevern, J.T. and Farney, C. “Reducing Curing Requirements for Pervious Concrete 42
Using a Superabsorbent Polymer for Internal Curing.” Transportation Research Record: 43 Journal of the Transportation Research Board (TRB), Construction 2012, Transportation 44 Research Board of the National Academies, Washington D.C. (accepted for publication) 45
Kevern and Sparks 13
8. ASTM, Standard C-33, “Standard Specification for Concrete Aggregates,” Annual Book 1
of ASTM Standards Vol. 4(2), ASTM International, West Conshohocken, PA: ASTM 2 International, 2003. 3
9. ASTM Standard C-150, “Standard Specification for Portland Cement,” Annual Book of 4
ASTM Standards, West Conshohocken, PA, Vol. 4, No. 1, 2012. 5 10. ASTM Standard C-192, “Standard Practice for Making and Curing Concrete Test 6
Specimens in the Laboratory,” Annual Book of ASTM Standards, West Conshohocken, 7 PA, Vol. 4, No. 2, 2003. 8
11. ASTM Standard C-1754, “Standard Test Method for Density and Void Content of 9
Hardened Pervious Concrete,” Annual Book of ASTM Standards, West Conshohocken, 10 PA, Vol. 4, No. 2, 2012. 11
12. ASTM Standard C944, “Standard Test Method for Abrasion Resistance of Concrete or 12 Mortar Surfaces by the Rotary-Cutter Method,” Annual Book of ASTM Standards, West 13
Conshohocken, PA, Vol. 4, No. 2, 1999. 14 13. Nehdi, M. and Sumner, J. “Recycling Waste Latex Paint in Concrete.” Cement and 15
Concrete Research, Vol. 33, No. 6, pp. 857-863, 2003. 16 14. Kevern, J.T., Schaefer, V.R., and Wang, K. “Mix Design Development and Performance 17
Evaluation of Pervious Concrete for Overlay Applications,” ACI Materials Journal, July-18 August, Title No. 108-M47, Vol. 108, No. 4, 2011. 19
15. Kevern, J.T., Wang, K., and Schaefer, V. R. “Pervious Concrete in Severe Exposures: 20
Development of pollution-reducing pavement for northern cities”, ACI Concrete 21 International magazine, pg 43-49, July, 2008. 22
16. Bigley, C. and Greenwood, P. “Using Silica to Control Bleed and Segregation in Self-23 Compacting Concrete,” Concrete, Vol. 37, No. 2. Pp. 43-45, 2003. 24
17. Almeida, N., Branco, F., de Brito, J., and Santos, J. “High Performance Concrete with 25
Recycled Stone Slurry,” Cement and Concrete Research, Vol. 37. No. 2. pp 210-220, 26
2007. 27 18. El-Hawary, M. and Abdul-Jaleel, A. “Durability Assessment of Epoxy Modified 28
Concrete,” Construction and Building Materials, Vol. 24, No. 8, pp. 1523-1528, 2010. 29
19. Schaefer, V.R., Kevern, J.T., Izevbekhai, B., Wang, K., Cutler, H., and Wiegand, P. 30 “Construction and Performance of the Pervious Concrete Overlay at MnROAD,” 31
Transportation Research Record: Journal of the Transportation Research Board (TRB), 32 No. 2164, Transportation Research Board of the National Academies, Washington D.C., 33
pp. 82-88, DOI 10.3141/2164-11, 2010. 34 35
36 37 38
39


















