
Lotus Front Page · product or process supplied is key to project requirements. This waiver shall...
50
LOTUS SUPPLIER HANDBOOK A5-A-6001 rev14 09/05/2018 Supplier Handbook Issue 14 – May 2018
Transcript of Lotus Front Page · product or process supplied is key to project requirements. This waiver shall...
LOTUS SUPPLIER HANDBOOK A5-A-6001 rev14
09/05/2018
Supplier Handbook
Issue 14 – May 2018
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 1 of 50
SECTION 0.0
Foreword to Issue 14
The LOTUS Supplier Handbook Issue 14 was issued with revisions to the following: • Chapters re-organised
• Section 2.0 APQP Requirements page 8 - 10
• Section 3.0 PPAP Requirements, page 11 - 25
• Section 4.0 LOTUS Specific Requirements. page 27 – 31
• Section 5.0 Production Requirements. Page 34 – 40
• Section 6.0 Supplier Performance Measurement and Corrective Action. Page 42 – 47
• Glossary page 48
It is the objective of LOTUS to secure the highest quality, cost effective components and materials, consistently delivered on time. This objective can only be achieved by establishing long term, close working relationships with suppliers, who adopt the LOTUS quality philosophy.
The Handbook is issued to the current and potential suppliers of prototype, production and service parts for use on LOTUS Products and Client Products built by LOTUS. The purpose of the Handbook is to ensure that Tier 1 suppliers fully understand, and comply with LOTUS Product Quality requirements and our commitment to Total Quality management including continual improvement.
It is the responsibility of Tier 1 suppliers to communicate the relevant details of this Handbook to their Tier 2 suppliers, and to ensure their compliance with its requirements.
The LOTUS Supplier Handbook Issue 14 supersedes all previous handbooks issued.
Any queries reference this handbook should be addressed to the LOTUS SQA department
SECTION 0.0 Forward to this issue ………………………………………………………....................... 1 Table of Contents ……………………………………………………………………………2
USING THIS DOCUMENT .......................................................................................... 4 0.1 Organization 4 0.2 Guide to Symbols used in this document 4 0.3 Supplier Feedback 4
SECTION 1.0 .............................................................................................................. 6
LOTUS SUPPLIER REQUIREMENTS ........................................................................ 6
SECTION 2.0 .............................................................................................................. 8
ADVANCED PRODUCT QUALITY PLANNING (APQP) ............................................ 8 2.1 Scope 8 2.2 Advanced Product Quality Planning 8 2.3 Responsibilities in APQP 8 2.4 Key Components Definition 8
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 2 of 50
2.5 APQP Reviews 9
SECTION 3.0 ............................................................................................................ 11
PRODUCTION PART APPROVAL PROCESS (PPAP) ........................................... 11 3.1 Reference 11 3.2 The PPAP Process 11 3.3 Significant Production Run 12 3.4 Documentation 13 3.5 Retention/Submission Requirements Table 14 3.6 Prototype / Pre-production Part Approval 15 3.7 PPAP Requirements and Submission Guideline 16
3.7.1 Design Records of Saleable Product - Drawing 16 3.7.1.1 Marking of Polymeric Parts 16 3.7.2 Authorised Engineering Change documents, if any 16 3.7.3 Customer engineering approval, if required 16 3.7.4 Design Failure Mode Effects Analysis (DFMEA) (for design responsible suppliers) 17 3.7.5 Process Flow Diagrams 17 3.7.6 Process Failure Mode Effects Analysis (PFMEA) 17 3.7.7 Control Plan 18 3.7.8 Measurement System Analysis Studies 18 3.7.9 Dimensional Test Results (ISIR) 18 3.7.10 Material/Performance Test Results 19 3.7.11 Process Capability Study 20 3.7.12. Qualified Laboratory Documentation 20 3.7.13 Appearance Approval Report, (AAR) if applicable 20 3.7.14 Sample Production Parts 21 3.7.15 Master Samples 21 3.7.16 Checking Aids 22 3.7.17 Records of Compliance with Specific LOTUS CARS Requirements 22 3.7.18 Part Submission Warrant (PSW) 22 3.7.19 ELV/RRR Data Sheet – LOTUS specific 23 3.7.20. Packaging Approval – LOTUS specific 24 3.7.21. Tooling Records – LOTUS specific 24 3.7.22. Parts Approval Checklist – LOTUS specific 24
3.8 Approval Status (PPAP Submissions) 25 3.9 Periodic Re-submission 25
SECTION 4.0 ............................................................................................................ 27
LOTUS SPECIFIC REQUIREMENTS ....................................................................... 27 4.1 Special Characteristics 27 4.2 Special Characteristic Requirements 28 4.3 Document and Data Control 29 4.4 Document Control 29 4.5 Document Changes 29 4.6 Control of Records 29 4.7 Document Retention 30 4.8 Batch Control Requirements 30 4.9 Tooling Requirements 31
SECTION 5.0 ............................................................................................................ 34
PRODUCTION REQUIREMENTS............................................................................. 34 5.1 Supplier Request for Process Change (SRPC) 34 5.2 Supplier Request for Concession (SRC) 37 5.3 Packaging Requirements 39
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 3 of 50
SECTION 6.0 ............................................................................................................ 42
SUPPLIER PERFORMANCE MEASUREMENT AND CORRECTIVE ACTION ....... 42 6.1 Managing Nonconforming Product 42 6.2 Corrective Action Response Reporting 42 6.3 Corrective Action Response Rating 42 6.4 Corrective Action Response Timing 43 6.5 Reject Return of Supplied Product 44 6.6 Supplier Corrective Action Request (SCAR) 45
GLOSSARY .............................................................................................................. 48
APPENDIX ................................................................................................................ 49
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 4 of 50
SECTION 0.0 Using This Document 0.1 Organization This document defines the expectations and working procedures intended to assist suppliers in achieving and maintaining a successful working business with LOTUS CARS and their client(s). This document is organised in chapters related to our main processes and gives a guide to completing the LOTUS PPAP Workbook.
Section 1 Section 2 Section 3 Section 4 Section 5 Section 6
0.2 Guide to Symbols used in this document 0.3 Supplier Feedback Feedback concerning this document is welcomed and encouraged. Any suggestions, including suggestions for additional information or improvements to this document, should be communicated to the LOTUS SQA department.
MANDATORY REQUIREMENTS ARE HIGHLIGHTED IN THIS FORMAT
Supplier Requirements PPAP
Lotus Specific Requirements
Production Requirements
Non Conforming Product
APQP Supplier Requirements PPAP
Lotus Specific Requirements
Production Requirements
Non Conforming Product
APQP
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 5 of 50
SECTION 1.0
Basic Requirements
Performance Expectations and Management Requirements
Supplying products to the vehicle industry is a very demanding business. It requires the ability to produce complex assemblies employing state of art technologies. To achieve this level of performance, the vehicle industry and their suppliers have developed specialised processes and systems to support the demands of this type of production while delivering high levels of quality expected by the vehicle customer.
LOTUS CARS has adopted these quality processes and systems, and successful application by our suppliers is important to our shared success.
The success of our performance is determined by the final customer. These customers are the people who rely on safe, high performance, reliable transportation solutions.
We believe that achieving this level of quality and reliability can only be achieved by robust processes and rigorous monitoring.
This requires a Customer focused mind set, a continuing search for effective solutions, and opportunities for continuous improvement.
Per
form
ance
Processes
Results
Per
form
ance
Processes
Results
Attitude: Never satisfied. Let nothing happen by chance.
Strive for ZERO defects

LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 6 of 50
SECTION 1.0 Lotus Supplier Requirements 1.1.1 The aim of LOTUS Supplier Management Philosophy is to select suppliers who are registered to one of the following:
ISO/TS16949:2009 / IATF16949:2016
ISO 9001:2008 / 15
Under certain circumstances and/or to achieve specific objectives this criteria may be waived if the product or process supplied is key to project requirements. This waiver shall only be granted with the agreement of the LOTUS SQA Department and demonstration of adequate process control.
LOTUS operates Advanced Product Quality Planning (APQP) and Production Part Approval Process (PPAP) and expects the supplier to be conversant with this system.
Suppliers will be subject to audits at various stages of Project and Production programs. These audits are used to confirm assurance of capacity and capability to produce conforming products and encourage a culture of continuous improvement within the supplier base.
The following sections in this guide are requirements that suppliers shall follow when supplying LOTUS CARS or their Client(s).
Authority to deviate from these shall be obtained in writing before supply of product.

LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 7 of 50
SECTION 2.0
ADVANCED PRODUCT QUALITY PLANNING (APQP)
Driving Quality At LOTUS we strive to deliver products and services that exceed customer expectations. To stay competitive LOTUS requires continuous development of new products and regular improvements of existing products. Supporting the introduction of new products requires a well-defined and organised process for project planning and launch. LOTUS organises all new product introduction into projects. Suppliers are required to have an effective project planning process that is capable of supporting the LOTUS process and timing for project management. LOTUS uses the AIAG guideline for APQP as the standard method for suppliers bringing products to production. Suppliers are expected to develop a detailed Advanced Product Quality Plan for the development and prove-out of processes used to produce LOTUS products. The following chapter describes the expectations related to APQP requirements.
Scope Responsibilities Key Components
APQP Reviews
Planning Scope Responsibilities Key Components
APQP Reviews
Planning
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 8 of 50
SECTION 2.0 ADVANCED PRODUCT QUALITY PLANNING (APQP) 2.1 Scope 2.1.1 LOTUS recognises that ultimate quality of delivered parts is determined during the design and development phase of the production process. 2.1.2 LOTUS requires suppliers to use Advanced Product Quality Planning (APQP) as a tool to support process development, integration and validation. The AIAG publication” Advanced Product Quality Planning (APQP) and Control Plan” should be used as a reference in developing these plans. . LOTUS expects suppliers to create product launch plans to support:
• Launch of all new components intended for serial production • Significant changes to existing products or process • Development of new manufacturing processes
2.2 Advanced Product Quality Planning 2.2.1 The objective of the planning process is to deliver the project on time, at cost and at the highest level of quality. The initial development of the APQP should begin upon receipt of the RFQ. This initial plan should be included as part of the RFQ response package. 2.2.2 APQP identifies the tasks to be completed, expected timing, assigned responsibility for completion and the critical plan. 2.3 Responsibilities in APQP 2.3.1 Successful projects require a level of cooperation and teamwork between customer and supplier. Here is a short list of the key areas of responsibility.
The SUPPLIER is responsible for: • Assigning a dedicated project manager or APQP leader • Organising a cross-functional APQP project team • Developing and executing an APQP Plan to support a successful product launch
LOTUS is responsible for: • Identifying the LOTUS team members • Assigning a Supplier Quality Engineer (SQE) to support the completion of APQP activities with
the project team • Identifying key milestones and project parameters
2.4 Key Components Definition 2.4.1 All parts used in the vehicle are important to the customer satisfaction and the safe, reliable operation of the final product. However, there are some parts that require additional attention. At the start of a project, a cross-functional project team identifies parts that will be subjected to closer control and monitoring. These parts are designated Key Components. The LOTUS buyer will notify suppliers of parts selected as Key Components and any associated requirements. Suppliers of Key Components will typically be expected to participate in APQP and joint steering committee reviews during the project.
Suppliers are responsible to develop and drive APQP for ALL components
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 9 of 50
SECTION 2.0 Key component selection criteria • Safety Critical components • Regularity or legal requirements • Parts with critical characteristics • Supplier designed products • Complex part or component • Parts that constitute vital function in a system • High value part or component • Expensive or long lead time tooling • Long lead-time part • Parts with known or potential quality concern • Extensive verification or validation testing • Parts with features that cannot be verified prior to use by a customer (unchecked characteristics) • New Technical Concepts 2.5 APQP Reviews 2.5.1 APQP Reviews are formal meetings where LOTUS reviews supplier’s project plan and status. During this meeting LOTUS and the supplier jointly confirm that the project is on track with respect to deadlines and results 2.5.2 Suppliers of key components are required to report the project status at regular, established intervals during the project development. As a general rule, these reviews are held prior to the project milestone gates or drawing revision release. Suppliers should prepare for these project review meetings by completing or updating the APQP Status Report, their project plan and the project milestone dates. 2.5.3 The official APQP Review meeting (Kick-off Review) should occur within two weeks after the award of business. The final review is concurrent to the launch of the product. This review is intended to ensure that all open issues are resolved, that there is adequate capacity to support on-going productio0n needs and a lessons learnt has been conducted to improve future APQP activities 2.5.4 To support these reviews, LOTUS has developed a checklist designed to document the project status at each review. Suppliers are responsible to complete and maintain the information for each review meeting. The completed form will be used by the joint team as the basis for evaluating the project status. (The supplier may use their own reporting format providing approval has been given by LOTUS SQA) Forms and guides to APQP are available on request from LOTUS SQA Department
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 10 of 50
SECTION 3.0
PRODUCTION PART APPROVAL PROCESS (PPAP)
Approval of New or Revised Parts
The purpose of Production Part Approval Process (PPAP) is to determine if all LOTUS engineering design record and specification requirements are properly understood by the supplier and that the manufacturing process used to produce parts for LOTUS is fully developed, thoroughly tested and capable of serial production of parts conforming to the technical specifications. For the PPAP LOTUS follows the AIAG requirements. Sample parts and the supporting documentation are submitted to show evidence that: • The design records and specifications have been properly understood and met. • The manufacturing process has the capability to produce conforming parts in the actual production
environment. • The manufacturing process has the capacity to support production quantities at consistent quality
level.
Documentation Significant Production Run
PPAP Process Reference
Retention Submission Requirements
Prototype Pre-production Part Approval
PPAP Requirement Guidelines
Documentation Significant Production Run
PPAP Process Reference
Retention Submission Requirements
Prototype Pre-production Part Approval
PPAP Requirement Guidelines
All completed PPAP workbooks and documents shall be submitted for approval by e-mail to:
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 11 of 50
SECTION 3.0 PRODUCTION PART APPROVAL PROCESS (PPAP) 3.1 Reference
3.1.1 Suppliers shall ensure that the PPAP document and sample submissions are in accordance with the requirements of the Automotive Industry Action Group (AIAG) PPAP Manual Fourth Edition. 3.1.2 LOTUS requires its suppliers to follow the Customer Notification and Submission requirements as specified in the AIAG PPAP Manual. This includes but not limited to: ● Introduction of new components ● Supplier process / location change ● Changes to an existing part ● Material changes or substitutions ● Drawing or specification changes ● Changes of sub-tier supplier ● Corrections to a prior discrepancy ● Tooling change of any type All changes must be communicated to the responsible LOTUS SQA engineer. 3.2 The PPAP Process 3.2.1 The word “shall” indicates’ mandatory requirements. The word “should” indicates a recommendation. Paragraphs marked “Note” are for guidance in understanding or clarifying the associated requirement. 3.2.2 PPAP shall apply to internal and external supplier sites supplying production parts, service parts or production materials. An organisation supplying standard catalogue production or service parts shall comply with PPAP unless formally waived by the authorised LOTUS SQA engineer. 3.2.3 The LOTUS Buyer will issue a PPAP Purchase Order and request PPAP submission to level 4. For some suppliers and parts alternative PPAP submission level will be requested. Suppliers are responsible to verify that all technical documentation and PPAP level has been supplied. All items or records may not be required for every LOTUS part number from every supplier. In order to determine with certainty which items must be included, consult the design drawing, specifications and the LOTUS SQA engineer 3.2.4 Suppliers shall adhere to the LOTUS PPAP process and quality documentation requirements for each stage of the project. It is the responsibility of the Supplier to ensure that all quality targets are met in line with the project timing requirements. Any issues, delays or changes to the PPAP timing should be communicated to the LOTUS buyer and SQA engineer. 3.2.5 Processes must be developed to meet all drawing tolerances and requirements. 3.2.6 The supplier is responsible for the PPAP preparation:
• Suppliers shall submit approval paperwork with every change. • Suppliers are responsible for the planning, approval, corrective action, follow-up and retention of
PPAPs submitted by sub-suppliers and sub-contractors. • Cpk studies for PPAP approval must be completed on minimum of 30 pieces • 100% dimensional evaluation is required on five parts selected from the Significant Production
Run • For suppliers delivering small production runs, the requirement for Cpk studies and Significant
Production Run may be waived with approval by the LOTUS SQA engineer. 3.2.7 Upon satisfactory completion of all required PPAP activities, prior to delivery of parts, the supplier shall complete the required information on the Part Submission Warrant (PSW)
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 12 of 50
SECTION 3.0 When completing the PSW:
• Suppliers are requested to use the LOTUS form A4-A-6148.18 in the LOTUS PPAP Workbook • A separate PSW shall be completed for each LOTUS part number unless otherwise specified by
LOTUS SQA engineer • The PSW shall be signed by the authorised supplier representative before submission
3.2.8 The LOTUS SQA engineer shall review all PPAP workbook submissions along with an assessment of the sample parts for physical appearance and vehicle fit and function. The LOTUS SQA engineer shall then assign one of the following:
• Fully approved and in compliance with all specifications • Interim approval • Not approved
3.2.9 Any interim submissions must be clearly identified on the PSW and Parts Approval Checklist with details in the explanation / comments section. 3.2.10 Where interim approval is given, it must be supported by a Supplier Request for Concession (SRC) (A4-A-6441) see Section 05. All concessions require review and approval by both LOTUS Product Engineering and SQA. Approval of the concession requires a plan from the supplier to address all open issues. The completed form shall be submitted by e-mail to the LOTUS SQA engineer. 3.3 Significant Production Run 2.3.1 A Significant Production Run (SPR) is required for all new part introductions and is the basis for the Production Part Approval Process. The purpose of the production trial run is to ensure the effectiveness of the manufacturing process by running production products off production tools, materials, equipment, cycle times, and environments while using production operators, gauges, and other production methods. The “Significant Production Run” requires that an adequate quantity of parts be produced to allow:
• Overall process stability • Accurate calculation of manufacturing cycle time • Determine production throughput time • Capacity assessments • Completion of capability studies
3.3.2 Due to the fact that small production trial runs are common with LOTUS the supplier shall use the guidelines described in 3.3.3 below. LOTUS requires a minimum of 30 production pieces to be studied for preliminary capability. 3.3.3 When LOTUS specifies special characteristics and the estimated annual usage is less that 500 parts, the supplier shall either
• Perform 100% inspection and record result
OR
• Conduct an initial process capability study with a minimum of 30 parts and maintain SPC control charts during production
This shall be documented in the control plan
Any SRC if required must be obtained and approved by the LOTUS SQA engineer before the supply of any documentation or product.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 13 of 50
SECTION 3.0 3.3.4 For special characteristics that can be studied using variable data the supplier shall use one of the following techniques to study process stability.
• X-Bar and R Charts, n = 5, plot minimum 6 subgroups
OR
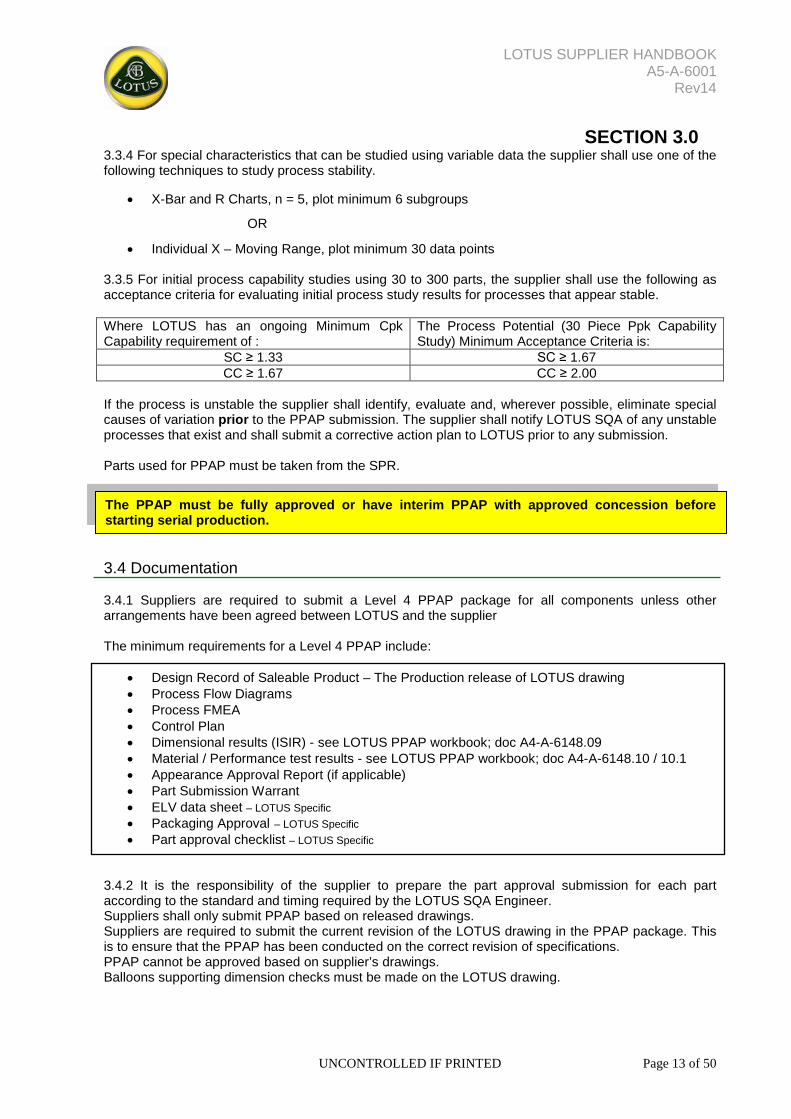
• Individual X – Moving Range, plot minimum 30 data points 3.3.5 For initial process capability studies using 30 to 300 parts, the supplier shall use the following as acceptance criteria for evaluating initial process study results for processes that appear stable. Where LOTUS has an ongoing Minimum Cpk Capability requirement of :
The Process Potential (30 Piece Ppk Capability Study) Minimum Acceptance Criteria is:
SC ≥ 1.33 SC ≥ 1.67 CC ≥ 1.67 CC ≥ 2.00
If the process is unstable the supplier shall identify, evaluate and, wherever possible, eliminate special causes of variation prior to the PPAP submission. The supplier shall notify LOTUS SQA of any unstable processes that exist and shall submit a corrective action plan to LOTUS prior to any submission. Parts used for PPAP must be taken from the SPR. 3.4 Documentation 3.4.1 Suppliers are required to submit a Level 4 PPAP package for all components unless other arrangements have been agreed between LOTUS and the supplier The minimum requirements for a Level 4 PPAP include:
• Design Record of Saleable Product – The Production release of LOTUS drawing • Process Flow Diagrams • Process FMEA • Control Plan • Dimensional results (ISIR) - see LOTUS PPAP workbook; doc A4-A-6148.09 • Material / Performance test results - see LOTUS PPAP workbook; doc A4-A-6148.10 / 10.1 • Appearance Approval Report (if applicable) • Part Submission Warrant • ELV data sheet – LOTUS Specific • Packaging Approval – LOTUS Specific • Part approval checklist – LOTUS Specific
3.4.2 It is the responsibility of the supplier to prepare the part approval submission for each part according to the standard and timing required by the LOTUS SQA Engineer. Suppliers shall only submit PPAP based on released drawings. Suppliers are required to submit the current revision of the LOTUS drawing in the PPAP package. This is to ensure that the PPAP has been conducted on the correct revision of specifications. PPAP cannot be approved based on supplier’s drawings. Balloons supporting dimension checks must be made on the LOTUS drawing.
The PPAP must be fully approved or have interim PPAP with approved concession before starting serial production.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 14 of 50
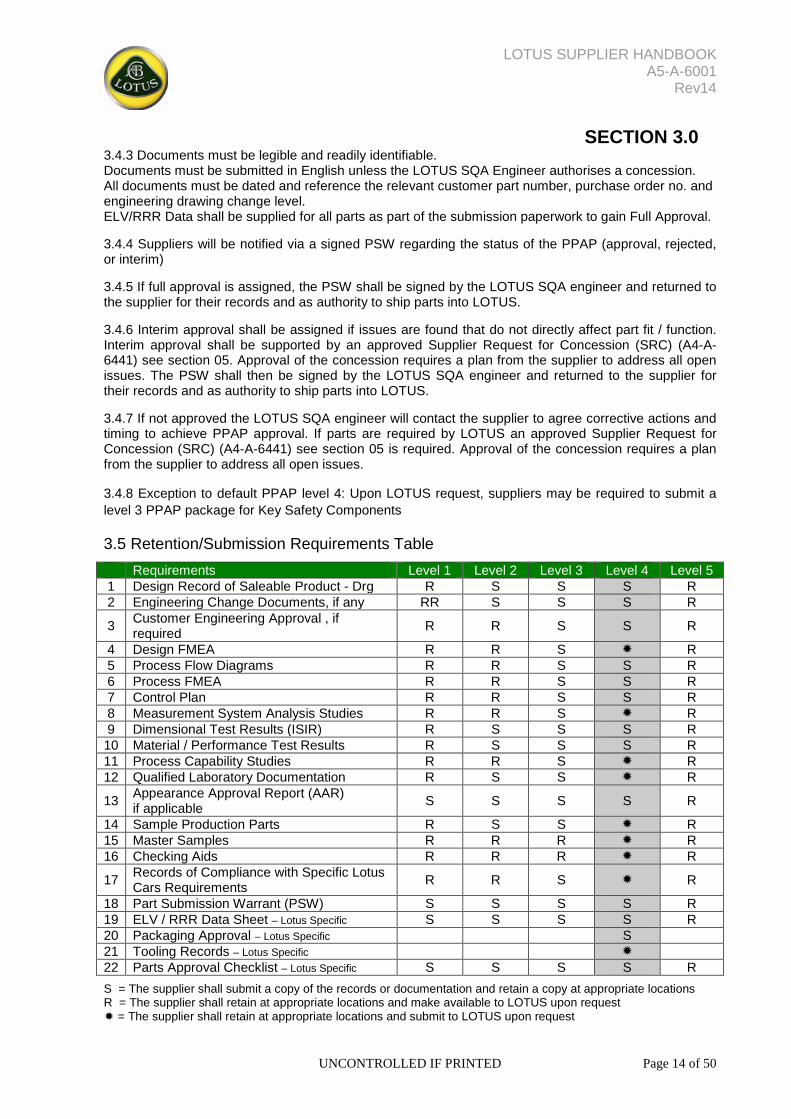
SECTION 3.0 3.4.3 Documents must be legible and readily identifiable. Documents must be submitted in English unless the LOTUS SQA Engineer authorises a concession. All documents must be dated and reference the relevant customer part number, purchase order no. and engineering drawing change level. ELV/RRR Data shall be supplied for all parts as part of the submission paperwork to gain Full Approval. 3.4.4 Suppliers will be notified via a signed PSW regarding the status of the PPAP (approval, rejected, or interim) 3.4.5 If full approval is assigned, the PSW shall be signed by the LOTUS SQA engineer and returned to the supplier for their records and as authority to ship parts into LOTUS. 3.4.6 Interim approval shall be assigned if issues are found that do not directly affect part fit / function. Interim approval shall be supported by an approved Supplier Request for Concession (SRC) (A4-A-6441) see section 05. Approval of the concession requires a plan from the supplier to address all open issues. The PSW shall then be signed by the LOTUS SQA engineer and returned to the supplier for their records and as authority to ship parts into LOTUS. 3.4.7 If not approved the LOTUS SQA engineer will contact the supplier to agree corrective actions and timing to achieve PPAP approval. If parts are required by LOTUS an approved Supplier Request for Concession (SRC) (A4-A-6441) see section 05 is required. Approval of the concession requires a plan from the supplier to address all open issues. 3.4.8 Exception to default PPAP level 4: Upon LOTUS request, suppliers may be required to submit a level 3 PPAP package for Key Safety Components 3.5 Retention/Submission Requirements Table
Requirements Level 1 Level 2 Level 3 Level 4 Level 5 1 Design Record of Saleable Product - Drg R S S S R 2 Engineering Change Documents, if any RR S S S R
3 Customer Engineering Approval , if required R R S S R
4 Design FMEA R R S R 5 Process Flow Diagrams R R S S R 6 Process FMEA R R S S R 7 Control Plan R R S S R 8 Measurement System Analysis Studies R R S R 9 Dimensional Test Results (ISIR) R S S S R 10 Material / Performance Test Results R S S S R 11 Process Capability Studies R R S R 12 Qualified Laboratory Documentation R S S R
13 Appearance Approval Report (AAR) if applicable S S S S R
14 Sample Production Parts R S S R 15 Master Samples R R R R 16 Checking Aids R R R R
17 Records of Compliance with Specific Lotus Cars Requirements R R S R
18 Part Submission Warrant (PSW) S S S S R 19 ELV / RRR Data Sheet – Lotus Specific S S S S R 20 Packaging Approval – Lotus Specific S 21 Tooling Records – Lotus Specific 22 Parts Approval Checklist – Lotus Specific S S S S R
S = The supplier shall submit a copy of the records or documentation and retain a copy at appropriate locations R = The supplier shall retain at appropriate locations and make available to LOTUS upon request = The supplier shall retain at appropriate locations and submit to LOTUS upon request

LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 15 of 50
SECTION 3.0 3.6 Prototype / Pre-production Part Approval 3.6.1 Prior to a full production part approval submission, a limited submission will be required for trial build purposes, M1 and VP builds. This allows LOTUS to determine the pedigree of the components used for trial builds / testing. The following documentation shall be submitted:
• Design Record of Saleable Product • Design FMEA (where supplier has design responsibility) • Process Flow Diagrams • Dimensional results (ISIR) - see LOTUS PPAP workbook; doc A4-A-6148.09 • Material / Performance test results - see LOTUS PPAP workbook; A4-A-6148.10 / 10.1 • Sample Product
3.6.2 All shipments of prototype parts must be clearly identified with purchase order no. part number, part level and marking that allows the part to be identified as a prototype. The purpose is to identify prototype parts in the production environment.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 16 of 50
SECTION 3.0 3.7 PPAP Requirements and Submission Guideline 3.7.1 Design Records of Saleable Product - Drawing The supplier shall have all design records for the saleable product/part, including design records for components or details of the saleable product. Where the design record is in electronic format, e.g. CAD/CAM maths data, the supplier shall produce a hard copy (e.g. pictorial, geometric dimensioning & tolerance (GD&T) sheets, drawing) to identify measurements taken.
Note: For any saleable product, part or component, there will be only one design record, regardless of who has design responsibility. The design record may reference other documents making them part of the design record.
Forms used: A4-A-6484 Team Feasibility Commitment – see Workbook
A4-A-6486 Preliminary Feasibility Evaluation – see Workbook A4-A-6147 Team Feasibility Checklist – see Workbook 3.7.1.1 Marking of Polymeric Parts Where applicable the supplier shall identify polymeric parts with ISO symbols such as specified in ISO 11469 “Plastics – Generic Identification and marking of plastic products” and/or ISO 1629 “Rubber and lattices – Nomenclature” The following weight criteria shall determine if the marking requirement is applicable.
• Plastic parts weighing at least 100g (using ISO 11469/1043-1) • Elastomeric parts weighing at least 200g (using ISO 11469/1629)
Note: Nomenclature and abbreviation references to support the use of ISO 11469 are contained in ISO 1043-1 for basic polymers and in ISO 1403-2 for fillers and reinforcements.
3.7.2 Authorised Engineering Change documents, if any The supplier shall have any authorised engineering change documents for those changes not yet recorded in the design record but incorporated in the product, part or tooling. 3.7.3 Customer engineering approval, if required The supplier shall have evidence of customer engineering approval for all concessions away from the design record. Form used: A4-A-6441rev6 Supplier Request for Concession – see Appendix
Latest drawing / CAD model at agreed release level. Drawing must be “ballooned” for easy reference when reading dimensional results (ISIR) Drawing must be released stamped and signed by engineer
Authorised Engineering changes along with the approved and signed marked-up print drawing
Supplier Request for Concession SRC A4-A-6441rev6 see Section 05 page 34 The Engineering request number to be included on PSW.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 17 of 50
SECTION 3.0 3.7.4 Design Failure Mode Effects Analysis (DFMEA) (for design responsible suppliers) The supplier shall develop a Design FMEA for parts or materials for which they are design responsible. The purpose of the Design FMEA is a quality tool applied during the design stage to ensure that system / vehicle functions and potential related failures are understood and appropriate countermeasures taken to prevent them occurring or reaching the end customer.
Note: A single Design FMEA may be applied to a family of similar parts or materials. (The supplier may use their own format providing approval has been given by LOTUS SQA) SECTION 2.0 3.7.5 Process Flow Diagrams The supplier shall have a process flow diagram that clearly describes the complete production process steps and sequence, as appropriate, and meets the specified LOTUS needs, requirements and expectations.
Note: Process flow diagrams for ‘families’ of similar parts are acceptable if the new parts have been reviewed for commonality.
Form used: A4-A-6148.05 Process Flow Diagram – see Workbook (The supplier may use their own format providing approval has been given by LOTUS SQA) 3.7.6 Process Failure Mode Effects Analysis (PFMEA) The supplier shall have a Process FMEA in accordance with and compliant to LOTUS specified requirements. The Process FMEA is a quality tool applied during the process planning stage to ensure that potential variation in manufacturing and assembly processes are controlled such that part and vehicle key functions are not affected. A Process FMEA must be completed for all components, with the exception of Proprietary Parts, and must cover all of the manufacturing and assembly processes employed at the supplier from material delivery through to despatch of parts to LOTUS.
Note: A single Process FMEA may be applied to a process manufacturing a family of similar parts or materials if reviewed for commonality.
Form used: A4-A-6148.06 Process FMEA template – see Workbook (The supplier may use their own format providing approval has been given by LOTUS SQA)
Retain and submit on request signed copy of review sheet
Signed Process flow diagram. Process Flow shall describe production process steps & sequence. The Process flow shall show all CC’s and SC’s
Document shall be in English The Process FMEA shall show all CC’s and SC’s PFMEA, shall be signed by supplier and LOTUS SQA e.g. front sheet
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 18 of 50
SECTION 3.0 3.7.7 Control Plan The supplier shall have a Control Plan that defines methods used for process control and complies with LOTUS specified requirements.
Note: Control Plans for “families” of parts are acceptable if the new parts have been reviewed for commonality.
Form used: A4-A-6148.07 Control Plan – see Workbook (The supplier may use their own format providing approval has been given by LOTUS SQA) 3.7.8 Measurement System Analysis Studies The supplier shall have applicable Measurement System Analysis studies, e.g. Gauge Repeatability & Reproducibility (R&R), bias, linearity, stability, for all new or modified gauges, measurement and test equipment. Form used: A4-A-6148.08 Gauge R&R Study – see Workbook (The supplier may use their own format providing approval has been given by LOTUS SQA) 3.7.9 Dimensional Test Results (ISIR) The supplier shall provide evidence that dimensional verifications required by the Design Record and the Control Plan have been completed and results indicate compliance with specified requirements. The supplier shall have dimensional results for each unique manufacturing process, e.g., cells or production lines and all cavities, moulds, patterns or dies. The supplier shall record, with the actual results; all dimensions (except reference dimensions), characteristics, and specifications as noted on the Design Record and Control Plan. The supplier shall indicate the date of the Design record, change level, and any authorised engineering change document not yet incorporated in the design record to which the part was made. The supplier shall record the change level, drawing date, organisation name and part number on all auxiliary documents (e.g. supplementary layout results sheets, sketches, tracings, cross sections, CMM inspection points, geometric dimensioning and tolerance sheets, or other auxiliary drawings used in conjunction with the part drawing) Copies of these auxiliary materials shall accompany the dimensional results according to the Retention/Submission Requirements Table. A tracing shall be included when an optical comparator is necessary for inspection. Dimensional result reports are required for six product samples that must include drawing dimensions and specifications. Additionally, each product supplied must have all special characteristics measured. A dimensional result report for sub component(s) must be provided when requested. The results must be recorded and submitted on the Initial Dimensional Test Results (ISIR) form. Each individual part must be clearly identifiable so that relevant inspection reports cavities/material batch etc. can be traced. The method and position of marking must be agreed with LOTUS SQA. All results must be referenced against the drawing tolerance. Any deviations to the drawing specification should be highlighted on the inspection report. Special characteristics must be clearly identified as such on the dimensional report.
Document shall be in English The Control Plan shall show all CC ‘s and SC’s as required by the Design Record Production Control Plan shall be signed by supplier and LOTUS SQA
Gauge R&R studies for all equipment used for statistical studies in section 3.7.11 new or modified If R&R is between 10-30 %, Action plan must be included R&R study Sheets must be traceable to the list of equipment & checking aids on the Control Plan
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 19 of 50
SECTION 3.0 Measurements must be made using equipment with suitable discrimination and sensitivity. The instrument discrimination must divide the tolerance (or process variation) into ten parts or more. Example: Specification of 10 +/- 0.5 must be measured using equipment with discrimination of a minimum of two decimal places. Specification of 10 +/- 0.50 must be measured using equipment with discrimination of a minimum of three decimal places. All measuring equipment used must be calibrated. Gauges and test equipment used must be accurate, discriminate, repeatable and reproducible. LOTUS SQA agreement is required to use gauges with a percentage gauge repeatability and reproducibility (% Gauge R&R) of 10%. Go/No Go information is not acceptable in lieu of measured dimensions. Any deviations to the above requirements must be agreed in writing with LOTUS SQA prior to submission. Form used: A4-A-6148.09 Dimensional Test Results (ISIR) – see Workbook SECTION 2.0 3.7.10 Material/Performance Test Results The supplier shall have records of material and/or performance test results for tests specified on the Design Record or Control Plan. For products with customer-developed material specifications and a customer approved supplier list, the supplier shall procure materials and/or services (e.g. painting, plating, heat-treatment, welding) from suppliers on that list Forms used: A4-A-6148.10 Material Test Results – see Workbook A4-A-6148.10.1 Performance Test results – see Workbook
• Measurements for six random samples as described in Design Records and Control Plan for all production lines, cells, cavities, processes, patterns, tools, colours and dies
• Dimensional Results Sheet (ISIR) A4-A-6148.09 for each sample submitted clearly identified • Each measurement must be traceable to the submitted drawing/CAD hard copy (ballooned I.D.) • ALL SC´s and CC`s must be marked on the Dimensional Results sheet • Dimensional Results sheet must include date of design record, and change level, engineering
change documents, supplier name and LOTUS part number. • Dimensional Results sheet shall be signed and dated with inspection facility used
• Tests must be performed for all parts and product materials when chemical, physical or metallurgical requirements are specified by the Design Record or Control Plan.
• Complete Production Part Approval Material and Performance Test results for tests required by Design Record and related specifications.
• Any authorized engineering change documents that have not yet been incorporated in the Design Record.
• Test results must be traceable to the submitted Design Records and Control Plan • Certificate of Conformance for each batch of material used for the Production Part Approval • All documents must show Change Level, drawing date, LOTUS part number, part name, supplier
name, date of testing, quantity of parts tested.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 20 of 50
SECTION 3.0 3.7.11 Process Capability Study The level of initial process capability or performance shall be determined to be acceptable prior to submission for all Special Characteristics designated by LOTUS or supplier.
Note 1: Where no special characteristics have been identified LOTUS reserves the right to require demonstration of initial process capability on other characteristics. Note 2: The purpose of this requirement is to determine if the production process is likely to produce product that will meet LOTUS requirements. The initial process study is focused on variables not attribute data. Assembly errors, test failures, surface defects, are examples of attribute data, which is important to understand, but is not covered in this initial study. To understand the performance of characteristics monitored by attribute data will require more data collected over time. Unless authorised by LOTUS SQA attribute data is not acceptable for PPAP submissions.
For those characteristics that can be studied using X-bar R charts, a short term study should be based on a minimum of 25 sub groups containing at least 100 readings from consecutive parts of the significant production run (see 2.3) However due to the typically small batch sizes for LOTUS product, alternative quantities and capability requirements can be applied as detailed in section 2.3.3. A Cp of less than 1.33 signals trouble staying within the tolerance. A Cpk of less than 1.33 signals trouble with exceeding the closest tolerance. Forms used: A4-A-6148.11 Run @ Rate Sign Off – see Workbook
A4-A-6148.11.1 Cpk Calculator Sheet – see Workbook (The supplier may use their own format providing approval has been given by LOTUS SQA) 3.7.12. Qualified Laboratory Documentation Inspection and testing for PPAP shall be performed by a qualified laboratory as defined by LOTUS requirements (e.g., an accredited laboratory). The qualified laboratory (internal or external to the supplier) shall have a laboratory scope and documentation showing that the laboratory is qualified for the type of measurements or tests conducted. When an external/commercial laboratory is used, the supplier shall submit the test results on the laboratory letterhead or the normal laboratory report format. The name of the laboratory that performed the tests, the date (s) of the tests and the standards used to run the tests shall be identified. 3.7.13 Appearance Approval Report, (AAR) if applicable The purpose is to ensure master samples are made demonstrating that off tool/off process parts meet the appearance criteria (colour and texture) and satisfy the design intent. A separate Appearance Approval Report (AAR) shall be completed for each part or series of parts if the product/part has appearance requirements on the Design Record.
• Results for all Special Characteristics (Critical, Significant) as required by Design Record and Control Plan to be included for each part number, cavity, tool, process, etc.
• SPC data of 100 consecutive readings have been taken from production tooling & production process (or as agreed by Lotus) for all Special Characteristics (Key, Critical, Significant, etc.) as required by Design Record and Control Plan
• Documentation for all laboratories used, acceptance criteria is based on the latest ISO/IEC 17025 STANDARD. (or National equivalent).
• Certificate to standard to be submitted.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 21 of 50
SECTION 3.0 Upon satisfactory completion of all required criteria, the supplier shall record the required information on the AAR. The completed AAR and representative production products/parts shall be submitted to the location specified by LOTUS to receive disposition. AARs (complete with part disposition and authorised LOTUS signature) shall then accompany the PSW at the time of the final submission based upon the submission level requested.
Note: AAR typically applies only for parts with colour, grain, or surface appearance requirements. Form used: A4-A-6148.13 Appearance Approval Report – see Workbook 3.7.14 Sample Production Parts The supplier shall provide sample product (typically 6 parts) as requested by LOTUS and as defined by the submission request. Forms used: A4-A-6148.14 Sample Part Label – see Workbook A4-A-6148.14.1 Sample Part Packing Label – see Workbook 3.7.15 Master Samples The supplier shall retain a master sample for the same period as the production part approval records, or a) until a new master sample is produced for the same customer part number for customer approval, or b) where a master sample is required by the Design Record, Control Plan or inspection criteria, as a reference or standard. The master sample shall be identified as such, and shall show the LOTUS SQA approval date on the sample. The supplier shall retain the master sample for each position of a multiple cavity die, mould, tool or pattern, or production process unless otherwise specified by LOTUS SQA. The Master Samples shall be recorded on a Master Sample List.
Note: When part size, sheer volume of parts, etc makes storage of a master sample difficult, the sample retention requirements may be modified or waived in writing by the responsible LOTUS SQA Engineer. The purpose of the master sample is to assist in defining the production standard, especially where data is ambiguous or in insufficient detail to fully replicate the part to its original approval state.
Form used: A4-A-6148.15 Master Sample List– see Workbook A4-A-6148.15.1 Master Sample Label – see Workbook
• One Appearance Approval Report (AAR) per part number • Each AAR must be signed by supplier and LOTUS Quality / Styling.
• Samples from production tooling & production process from each part number, cavity, tool, etc. to be submitted for functional evaluation.
• Parts must be marked with Part number, cavity, revision, tool, etc. and sample number that corresponds to dimensional report.
• Sample parts shall be packed and labelled with Sample Part Packing Label A4-A-6148.14.1
• Any waivers for storing of master samples shall be obtained. • Each master must be clearly identified (Part number ,Description, Revision level, Production
Process and date, Supplier and LOTUS SQA signature and approval date) • Masters must be for each cavity, mould, tool or production process, etc. • Two masters to be retained for each cavity, mould, tool or production process, etc. unless written
waiver from customer is obtained.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 22 of 50
SECTION 3.0 3.7.16 Checking Aids Suppliers should design and manufacture a fixture or gauge that is capable of measuring and confirming the special characteristics of the part as specified in the Design Record. This activity applies to all bespoke gauges / fixtures. If requested by LOTUS the supplier shall submit with the PPAP submission any part specific assembly or component checking aids. The supplier shall certify that all aspects of the checking aid agree with part dimensional requirements. The supplier shall document all released engineering design changes that have been incorporated in the checking aid at the time of submission. The supplier shall provide preventative maintenance of any checking aid for the life of the part. (see Glossary “Active Part”) Measurement system analysis studies e.g., gauge R & R, accuracy, bias, linearity, stability studies shall be conducted in compliance with customer requirements.
Note: Checking aids can include fixtures, variable and attribute gauges, models, and templates specific to the product being submitted.
Forms used: A4-A-6148.16 Checking Aid Approval Request – see Workbook
A4-A-6148.16.1 Checking Aid Change Request – see Workbook A4-A-6148.16.2 Checking Aid Record – see Workbook A4-A-6148.16.3 Checking Aid List – see Workbook SECTION 2.0 3.7.17 Records of Compliance with Specific LOTUS CARS Requirements In addition to the requirements described in the AIAG PPAP Fourth Edition, LOTUS requests the planning and completion of the following activities.
• ELV/RRR see 3.7.19 – page 25 • Packaging Approval see 3.7.20 – page 26 • Tooling Sign Off and Records see 3.7.21 – page 26 • Parts Approval Checklist see 3.7.22 – page 26
The supplier shall have records of compliance to all applicable customer-specific requirements. 3.7.18 Part Submission Warrant (PSW) Upon completion of all PPAP requirements, the supplier shall complete the Part Submission Warrant (PSW). 3.7.18.1 The supplier shall ensure that the correct information is entered onto the PSW regarding the question on the document “Has the customer–required Substances of Concern information been reported”? If the part/assembly contains any such substance, even if the amount is within the allowable limits identified within the European Directive, then the YES box on the PSW MUST be ticked.
• Preventive maintenance of checking aids must be provided. • List of all checking aids used specifically for part, assembly or component: Gauge number, proof
of calibration, location stored. • All checking aids must have Gauge R&R´s see section 3.7.8 page 19 • All engineering changes to checking aids must be listed • All checking aids must be referenced on PSW Front page. • All Lotus owned tooling to be marked as so, and a photo of the gauge to be included in the PPAP
package.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 23 of 50
SECTION 3.0
3.7.18.2 A separate PSW shall be completed for each customer part number unless otherwise agreed by LOTUS SQA. 3.7.18.3 If production parts will be produced from more than one cavity, mould, tool, die, pattern, or production process, e.g. line or cell, the supplier shall complete a dimensional evaluation (see 3.7.9) on one part from each. The specific cavities, moulds, line etc, shall then be identified in the ‘Mould/Cavity/Production Process’ line on a PSW, or in a PSW attachment. 3.7.18.4 The supplier shall verify that all of the measurements and test results show conformance with the LOTUS requirements and that all required documentation is available and, for Levels 2, 3, and 4, is included in the submission as appropriate. The responsible official of the supplier shall approve the PSW and provide contact information.
Note 1: One warrant per customer part number can be used to summarise many changes providing that the changes are adequately documented, and the submission is in compliance with LOTUS program timing requirements. Note 2: PSW’s may be submitted electronically in compliance with the LOTUS requirements
3.7.18.5 Part Weight (Mass) The supplier shall record on the PSW the part weight of the part as shipped, measured and expressed in kilograms to four decimal places (0.000) unless otherwise specified by LOTUS SQA. The weight shall not include shipping protectors, assembly aids or packaging materials. To determine part weight, the supplier shall individually weigh ten randomly selected parts, calculate and report the average weight. At least one part shall be measured from each cavity, tool, line or process to be used in product realisation. Note: This weight is used for vehicle weight analysis only and does not affect the approval process. Where there is no production or service requirement for at least 10 parts, the supplier should use the required number for calculation of the average part weight. Form used: A4-A-6148.18 Part Submission Warrant – see Workbook SECTION 2.0 3.7.19 ELV/RRR Data Sheet – LOTUS specific The supplier affirms that parts submitted comply with the requirements of the End of Life Vehicle Directive 2000/53/EC and its latest amendments at the time of manufacture. The supplier shall submit a fully completed and signed copy of the LOTUS ELV / RRR Data Sheet where required by the submission level. This data sheet requires the supplier to self-certify a detailed breakdown of the material specifications and weights of all component parts. Form used: A4-A-6148.19 ELV Data Sheet – see Workbook
• A separate PSW shall be included for each part number used. • Warrant shall be as per Lotus form A4-A-6148.18 • Each section must be completed fully. • Weight to be shown in Kg (0.0000) unless otherwise agreed by LOTUS SQA. • Weight to be measured as the average of ten samples.
• ELV/RRR Data Sheet, A4-A-6148.19, to be completed by Vendor and returned to the designated contact at LOTUS
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 24 of 50
SECTION 3.0 3.7.20. Packaging Approval – LOTUS specific In order to ensure that supplier quality is not compromised during shipping, storage and handling of finished goods, suppliers should refer to Packaging Requirements section 4.3, page 33 of this manual, this is used to agree, develop and sign-off the packaging method for all parts supplied into LOTUS. The supplier shall submit a copy of the approved LOTUS Logistics Vendor Packaging Method (LVPM) form where required by the submission level. Forms used: A4-A-6148.20 Logistics Vendor Packaging Method (LVPM)
A4-A-6148.20 LVPM completion notes 3.7.21. Tooling Records – LOTUS specific The supplier shall have completed the Tooling and Facilities Sign off Sheet A4-A-6148.21and reviewed the status with LOTUS throughout the project. See LOTUS Specific Requirements – Tooling Requirements 4.9, page 34 For PPAP submission the supplier should retain fully completed tooling records detailing information for all LOTUS owned tooling used for the production of the products/parts. These records shall be available for submission to LOTUS on request. This consists of all documents within the LOTUS Supplier Tooling Record. All LOTUS owned Tools and Gauges must have a Tool Asset Tag permanently and clearly attached. Asset Tags must be permanently and clearly marked with:-
• Property of LOTUS CARS Ltd • The part number(s) the tool makes • The purchase order number for the tool • The tool asset number
Tool Asset Tags are available from LOTUS SQA department Form used: A4-A-6148.21 Tooling and Facilities Sign Off – see Workbook A4-A- 6148.21.1 Supplier Tooling Log – see Workbook 3.7.22. Parts Approval Checklist – LOTUS specific A Parts Approval Checklist shall be completed and submitted as a covering document for the PPAP submission. The checklist is used to show that the documentation submission requirements have been met and are provided for review. Any reasons for exceptions from the requirements should be detailed on the checklist and any Supplier Request for Concession (SRC) (A4-A-6441 Rev 5) should be signed and included. All exceptions should have been discussed prior to submission with the relevant LOTUS SQA Engineer. Form used: A4-A-6148.22 Part Approval Check List – see Workbook SECTION 2.0
• Vendor Packaging Method to be agreed in conjunction with Lotus Logistics • Lotus Logistics Vendor Packaging Method sheet A4-A-6148.20 to be completed and necessary
approvals obtained.
• All fields shall be completed • Any reasons for exceptions from the requirements shall be detailed on the checklist and
accompanied by any SRC (A4-A-6441 Rev 6) signed
• All Lotus Cars owned Tools and Gauges must have a Tool Asset Tag permanently attached • The supplier must complete (and maintain) the Supplier Tooling Log A4-A-6148.21.1
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 25 of 50
SECTION 3.0 3.8 Approval Status (PPAP Submissions) 3.8.1 The LOTUS SQA engineer shall evaluate the PPAP submission and grant either:
• Approved - in compliance with all specifications • Interim approval • Rejected
3.8.2 Approved and in compliance with specifications means that the part or material, including all sub-components, meets all LOTUS requirements. A signed copy of the PSW along with the Dimensional / Material Results where applicable will be returned to the supplier. Parts can then be supplied in line with the LOTUS requirements. On approval of the PPAP submission the final payment of any tooling / development monies can be made to the supplier. 3.8.3 Interim approval permits shipment of material for production on a limited time or piece quantity basis. A signed copy of the PSW showing that Interim Approval has been granted along with any other applicable documents will be returned to the supplier. The details of the deviations from the LOTUS requirements will be clearly included. Interim approval will only be granted when the supplier has:
• Clearly defined the non-conformances preventing approval; and • the supplier has prepared an action plan agreed upon by LOTUS SQA.
Agreement on the batch quantity and or the duration of the Interim Approval must be agreed in writing by LOTUS SQA along with the timing of the resubmission. PPAP re-submission is required to obtain a status of “Approved” 3.8.4 Rejected means that the PPAP submission does not meet LOTUS requirements, based on the production lot from which it was taken and/ or accompanying documentation. A signed copy of PSW along with the Dimensional / Material Results where applicable will be returned to the supplier. The details of the deviations from the LOTUS requirements will be clearly included. Corrective actions and re-submission will be required. Further parts cannot be supplied to LOTUS without corrective action and resubmission. Any parts supplied with the rejected submission will be returned to the supplier. 3.9 Periodic Re-submission As part of our ongoing commitment to supplier quality improvement, LOTUS SQA may request re-submissions periodically. The level of resubmission will be agreed with the LOTUS SQA Engineer.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 26 of 50
SECTION 4.0
LOTUS SPECIFIC REQUIREMENTS
Customer Specific Activities
SPECIAL CHARACTERISTICS
AND REQUIREMENTS
DOCUMENT AND DATA CONTROL
DOCUMENT RETENTION
BATCH CONTROL REQUIRMENTS
SPECIAL CHARACTERISTICS
AND REQUIREMENTS
DOCUMENT AND DATA CONTROL
DOCUMENT RETENTION
BATCH CONTROL REQUIRMENTS
TOOLING REQUIRMENTS
TOOLING REQUIRMENTS
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 27 of 50
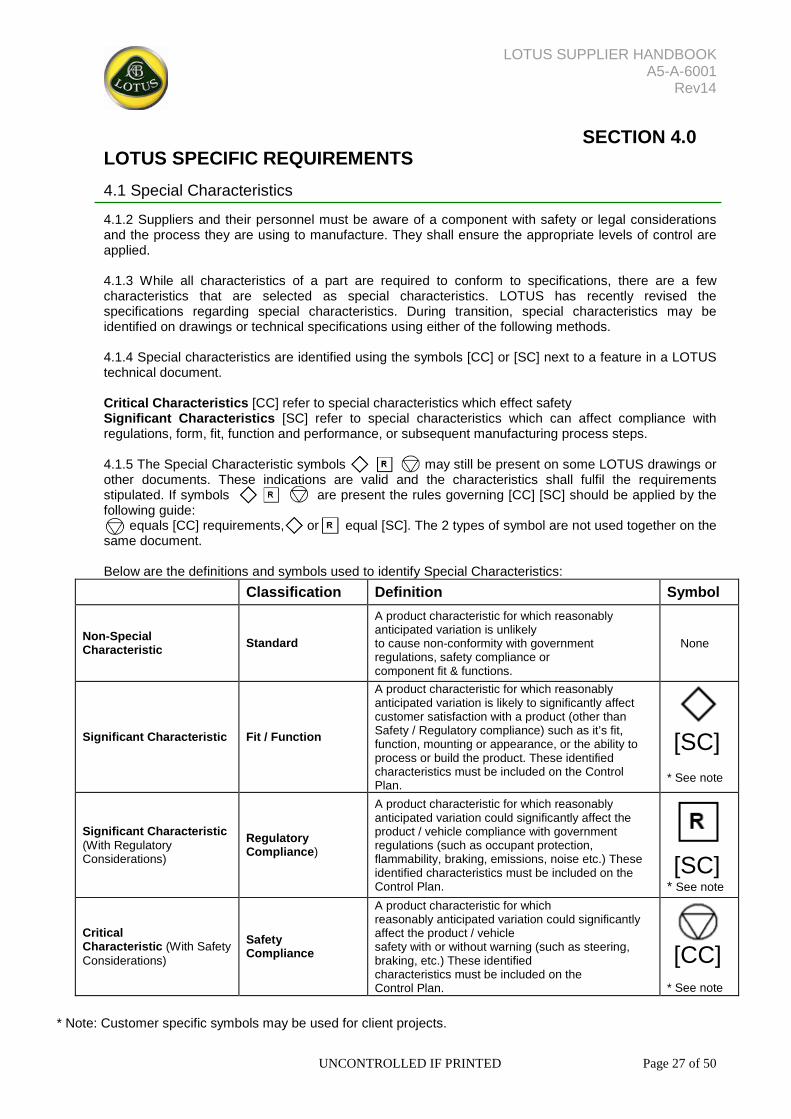
SECTION 4.0 LOTUS SPECIFIC REQUIREMENTS 4.1 Special Characteristics 4.1.2 Suppliers and their personnel must be aware of a component with safety or legal considerations and the process they are using to manufacture. They shall ensure the appropriate levels of control are applied. 4.1.3 While all characteristics of a part are required to conform to specifications, there are a few characteristics that are selected as special characteristics. LOTUS has recently revised the specifications regarding special characteristics. During transition, special characteristics may be identified on drawings or technical specifications using either of the following methods. 4.1.4 Special characteristics are identified using the symbols [CC] or [SC] next to a feature in a LOTUS technical document. Critical Characteristics [CC] refer to special characteristics which effect safety Significant Characteristics [SC] refer to special characteristics which can affect compliance with regulations, form, fit, function and performance, or subsequent manufacturing process steps. 4.1.5 The Special Characteristic symbols may still be present on some LOTUS drawings or other documents. These indications are valid and the characteristics shall fulfil the requirements stipulated. If symbols are present the rules governing [CC] [SC] should be applied by the following guide: equals [CC] requirements, or equal [SC]. The 2 types of symbol are not used together on the same document. Below are the definitions and symbols used to identify Special Characteristics:
Classification Definition Symbol
Non-Special Characteristic Standard
A product characteristic for which reasonably anticipated variation is unlikely to cause non-conformity with government regulations, safety compliance or component fit & functions.
None
Significant Characteristic Fit / Function
A product characteristic for which reasonably anticipated variation is likely to significantly affect customer satisfaction with a product (other than Safety / Regulatory compliance) such as it’s fit, function, mounting or appearance, or the ability to process or build the product. These identified characteristics must be included on the Control Plan.
[SC] * See note
Significant Characteristic (With Regulatory Considerations)
Regulatory Compliance)
A product characteristic for which reasonably anticipated variation could significantly affect the product / vehicle compliance with government regulations (such as occupant protection, flammability, braking, emissions, noise etc.) These identified characteristics must be included on the Control Plan.
[SC] * See note
Critical Characteristic (With Safety Considerations)
Safety Compliance
A product characteristic for which reasonably anticipated variation could significantly affect the product / vehicle safety with or without warning (such as steering, braking, etc.) These identified characteristics must be included on the Control Plan.
[CC] * See note
* Note: Customer specific symbols may be used for client projects.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 28 of 50
SECTION 4.0 4.2 Special Characteristic Requirements Special Characteristics with safety considerations symbol [CC] shall be shown on the relevant Design Concept Sheet (DCS), Failure Mode & Effects Analysis (FMEA’s), Control Plans and Drawings (where applicable).
The details of Special Characteristics CC shall be transferred onto all relevant documentation: • Drawings • Specifications • Process Control Plan • Process FMEA • Material Certificate of Conformity • Inspection Standard • Work Instruction • Training Matrix • Test Equipment • Total Preventative Maintenance (TPM) Plan • Sub-supplier related documents 4.2.1 LOTUS requires suppliers of components with these special characteristics [CC] to demonstrate that they control all aspects of the manufacturing process.
The following requirements shall be implemented:
a) When assigning personnel to the production of a special characteristic [CC] component with safety considerations the supplier shall:
• Ensure that all personnel involved in the manufacture and testing of these components are “assigned employees” who have completed designated training programmes and are able to demonstrate the required level of skill and knowledge. See Training Matrix in appendix
• Maintain training records for all employees responsible for performing Operations and Testing with these special characteristic considerations. See Training Matrix in appendix
b) All test equipment used to verify a component with safety consideration shall be clearly identified with the special characteristic [CC] symbol.
c) All machines and test equipment used in the manufacture of the component shall receive special attention in the TPM / Maintenance schedule.
d) No alterations to the manufacturing process are permitted without written approval from LOTUS or their Client(s). This approval shall be attained prior to shipment of new level parts as per procedure for process change (see section 4.1).
e) The supplier shall implement a programme of internal documented audits. These shall verify that all process parameters are effectively controlled. Any follow up actions shall be monitored to confirm their effectiveness, and where necessary become formally adopted countermeasure(s).
f) Where special characteristics [CC] are subject to the controls of sub-supplier’s processes, LOTUS or their Client(s) requirements shall also be applied to the sub-suppliers.
g) The supplier shall be able to demonstrate assurance of all components considered with this special characteristic. Each characteristic must have process inspection and/or verification data as part of the Control Plan
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 29 of 50
SECTION 4.0 h) If any rework is required to return a component with a safety or legal consideration to specification,
approval by the supplier’s senior quality representative and relevant LOTUS SQA Engineer shall be obtained prior to commencement of rework process. The process shall be documented and controlled. Permanent marking shall identify reworked parts (where practicable) and the characteristic(s) affected shall be 100% verified to the Process Control Plan. All records relating to the rework shall be retained for part identification.
i) Special characteristic [CC] components shall have a batch control and/or traceability procedure (see section 3.8) to allow accurate batch traceability, this should include:
• Component/Batch identification • Date, shift, process assembly and delivery • Full traceability back to raw material • Testing Identification 4.3 Document and Data Control 4.3.1 Documents required by the quality management system shall be controlled in line with a recognised quality system e.g. ISO 9001:2008 / 15, ISO / TS16949:2009 / IATF 16949: 2016 and registered to an accredited certification body, UKAS nominated. If not accredited an alternative standard must be agreed prior to manufacture 4.4 Document Control 4.4.1 Documents and data may be in the form of hard copy, electronic or other media. A documented procedure shall be established to define the controls needed to:
• Approve documents prior to issue
• Review and update as necessary and re-approve documents
• Ensure that changes and the current revision status of documents are identified
• Ensure that relevant versions of applicable documents are available at points of use
• Ensure that documents of external origin are identified and their distribution controlled
• Prevent the unintended use of obsolete documents and to suitably identify them if they are to be retained for any purpose
4.5 Document Changes 4.5.1 Changes to documents shall be reviewed and approved by the same functions or organisations that performed the original review and approval, unless specifically designated otherwise. The nature of the change shall be identified in the document or the appropriate attachments. 4.6 Control of Records 4.6.1 Records shall be established and maintained to provide evidence of conformity to requirements and of the effective operation of the quality management system. Records shall remain legible, readily identifiable and retrievable. A documented procedure shall be established to define the controls needed for the identification, storage, protection, retrieval, retention time and disposition of records.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 30 of 50
SECTION 4.0 4.7 Document Retention
DOCUMENT TYPE EXAMPLES MAINTENANCE INTERVAL
PPAP Documentation
Drawings, Process Flow Charts, Control Plans, FMEA's, PSW's, Manufacturing Instructions etc.
Duration of production and service activity Plus 1 year Unless otherwise specified by Lotus Cars
Quality Records
Inspection Records, Functional Test Results, Material Certifications, Torque Records, Other Test Results, (Cleanliness etc)
3 years from date of production
Quality System Documents
Internal quality system audits, Product Audits, Management Reviews
3 years form date of creation
Product Safety Related Records
Inspection Records, Test Results, Material Certifications, Torque Records, Traceability Records
15 years from date of product manufacture
Conformance of Production Parts
Inspection Records, Test Results Material Certifications, Torque Records
10 years from date of product manufacture
These requirements do not supersede regulatory requirements
The above time periods shall be regarded as minimum. Retention periods longer than those identified above may be specified by an organisation in its procedures
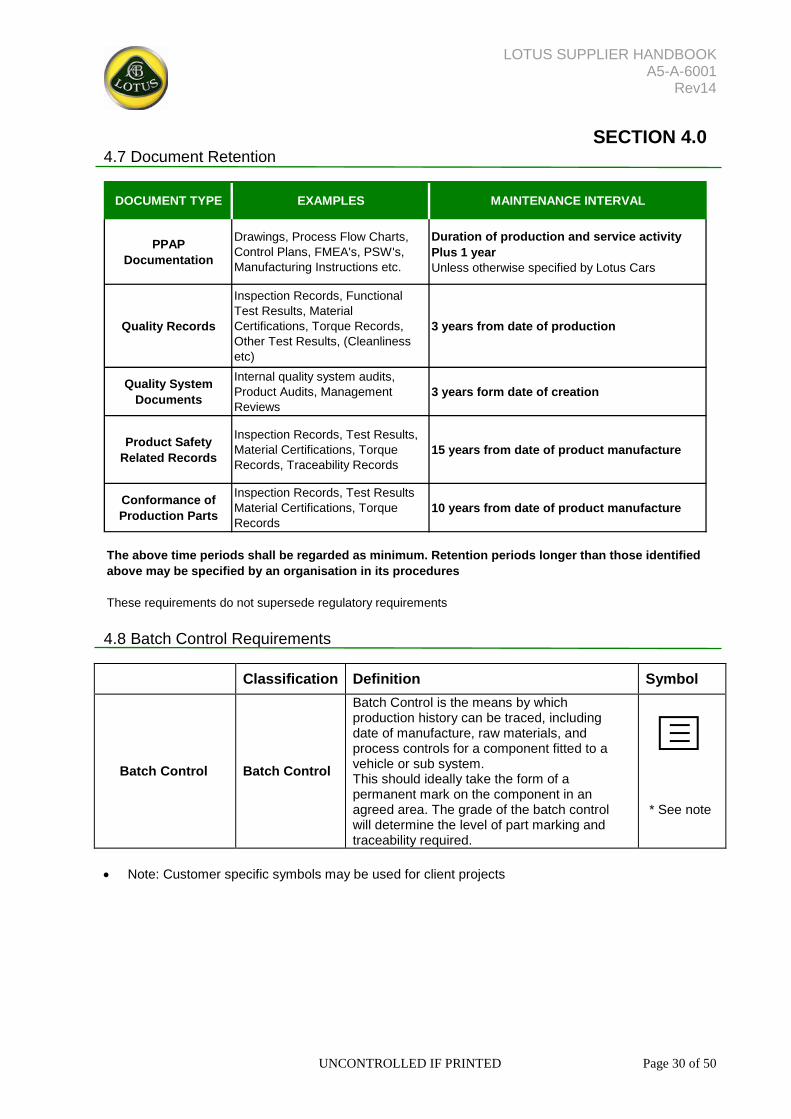
4.8 Batch Control Requirements
Classification Definition Symbol
Batch Control Batch Control
Batch Control is the means by which production history can be traced, including date of manufacture, raw materials, and process controls for a component fitted to a vehicle or sub system. This should ideally take the form of a permanent mark on the component in an agreed area. The grade of the batch control will determine the level of part marking and traceability required.
* See note
• Note: Customer specific symbols may be used for client projects
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 31 of 50
4.8.1 ‘A’ Grade Batch Control Each individual component identified with a unique number that is traceable to its raw material and manufacturing processes etc. ‘A’ grade batch control will be typically used for components that have been designated with special characteristics [CC] that effect safety. Example
Week No. / Year / Unique Serial No. 45 / 17 / 0001
4.8.2 ‘B’ Grade Batch Control Part batch will be traceable to its raw material and manufacturing processes etc. to an agreed period of time, e.g. Month, week, day, or shift. Typically each individual part will be identified with the manufacturing period or a batch serial number which allows traceability to the date of manufacture. Example
Week No. / Year 45 / 17 4.8.3 ‘C’ Grade Batch Control Batch Size shall be agreed between Supplier and LOTUS. This will be used when it is not feasible or necessary to mark a component. Traceability to raw material and manufacturing processes etc. can be identified up to point of fit onto the vehicle or sub-system. Batch details will typically be marked on part packaging. In the event that the supplier has their own identification method, it may be used if it meets the batch control requirements laid out in this procedure and is agreed with the suppliers LOTUS SQA contact. 4.9 Tooling Requirements 4.9.1 The Tooling and Facilities Sign Off record is designed to ensure that all appropriate equipment required to manufacture the parts are identified, well designed, have process capability and can produce parts that meet the requirements recorded in the design record Tooling records shall be applied to all bespoke facilities and gauges used to manufacture parts and assemblies for LOTUS. 4.9.2 Phases of Tooling and Facilities Sign Off • Design Phase
Tooling design should be reviewed and agreed with LOTUS SQA to obtain manufacturing authorisation.
• Tool Manufacturing Sign Off After manufacture the tooling shall be checked for dimensional accuracy and function.
• First Tool Run Sign Off Tool accuracy for first off tool parts confirmed
• Final Sign Off Tool can run at cycle time, has LOTUS Asset Label attached and tool details are recorded on supplier tooling log A4-A-6921
Forms used: A4-A-6148.21 Tooling and facilities Sign Off – see workbook
A4-A-6148.21.1 Supplier tooling Log – see workbook
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 32 of 50
SECTION 4.0 4.9.3 Movement of LOTUS tooling Should there be a requirement to move LOTUS tooling the supplier shall complete and submit the Supplier Tool Movement Request. The completed request shall be sent to the LOTUS SQA Engineer and LOTUS Buyer for approval. Tools must not be moved until an authorised copy of this form is received from LOTUS. Form used: A4-A-6932 Supplier Tool Movement Request 4.9.4 Disposal / Destruction of LOTUS tooling Should there be a requirement to dispose of or destroy LOTUS tooling the supplier shall complete and submit the Supplier Tool Disposal / Destruction Request. The completed request shall be sent to the LOTUS Buyer for approval. Tools must not be disposed of or destroyed until an authorised copy of this form is received from LOTUS Form used: A4-A-6931 Supplier Tool Disposal / Destruction Request
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 33 of 50
SECTION 5.0
PRODUCTION REQUIREMENTS
Supporting Processes
While the production operations ultimately determine the quality of product, ensuring consistent quality also depends on the capability of supporting processes. The processes described in this section do not directly determine or improve quality, but failure of these processes has the potential to adversely affect product quality.
SUPPLIER REQUEST FOR
PROCESS CHANGE
SUPPLIER REQUEST FOR CONCESSION
PACKAGING REQUIREMENTS
SUPPLIER REQUEST FOR
PROCESS CHANGE
SUPPLIER REQUEST FOR CONCESSION
PACKAGING REQUIREMENTS
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 34 of 50
SECTION 5.0 PRODUCTION REQUIREMENTS 5.1 Supplier Request for Process Change (SRPC) 5.1.1 Introduction In accordance with the ISO/TS16949 standard, the PPAP guidelines and LOTUS Purchasing conditions, a supplier cannot implement a change to a product or production process after PPAP approval, without prior approval from LOTUS. All proposed changes to the product, production process, material or suppliers after PPAP must be submitted to LOTUS for approval using SRPC process. 5.1.2 Purpose The purpose of this requirement is to prevent quality & delivery issues resulting from unapproved untested changes or modifications after PPAP approval. This applies but is not limited to, the following cases: • Transferring of the production line partly or totally, to a new or existing location, plant or building • New production layout or changes to production line • Change of a sub supplier • Changes of a process at a contract supplier (surface treatment, machining …) • Packaging changes or repacking operations • Change of sub suppliers that affect fit, form or function of the product • Renewal of non-consumable tooling • Change to the raw material • Outsourcing all or part of production to a sub supplier • Request for change to product design including dimensions, tolerance, function, appearance 5.1.3 Process The supplier desiring a change shall submit a completed Supplier Request for Process Change Form to the LOTUS SQA engineer as soon as the modification project is known, and at least 12 weeks prior to the intended Start of Production Form used: A4-A-6444 rev5 Supplier Request for Process Change – see Workbook After receipt of the SRPC, LOTUS SQA department shall review the SRPC, assign SRPC No. and grant either:
• Approve the request • Adapt the request • Cancel the request
Once approved suppliers will be notified by an official letter. Suppliers should then implement the changes according to the agreed plan. 5.1.4 PPAP Requirement The level of PPAP documentation required to support the introduction of the change will be determined by the LOTUS SQA engineer. Authorisation to start shipping is only granted via the return of the signed PSW following PPAP approval of the implemented change.
AFTER SUCCESSFUL PPAP NO CHANGE MAY BE MADE TO THE SUPPLIER’S PRODUCT OR PROCESS
WITHOUT EXPRESS WRITTEN APPROVAL FROM LOTUS
REQUESTS FOR CHANGE MUST BE SUBMITTED USING THE SUPPLIER REQUEST FOR PROCESS CHANGE (SRPC) A MINIMUM OF 12 WEEKS PRIOR TO THE PROPOSED CHANGE
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 35 of 50
SECTION 5.0 5.1.5 Completion Criteria The following section provides a guide for the completion of the Supplier Request for Process Change (SRPC) document. The document is divided into one white and three grey sections. The supplier shall complete the grey sections; the white section shall be completed by LOTUS SQA. The supplier shall complete in full the first and second grey sections prior to submission of the SRPC. The request shall be submitted at least 12 weeks prior to the proposed change. 5.1.6 1st Grey Section – to be completed by supplier Supplier Name: Name by which the supplier is known to LOTUS Supplier Address: The address of the requesting supplier Telephone Number: The contact telephone number of the person requesting the process
change E-mail Address: The e-mail address of the person requesting the process change LOTUS Part Number: The LOTUS part number(s) to which the SRPC relates LOTUS Part Description: The description of the part(s) the concession relates to as detailed on
LOTUS drawing(s) LOTUS Drawing No. The drawing number and issue level as detailed on the LOTUS Issue Level: drawing(s) of the part(s) to which the SRPC relates Affected Vehicles: The project(s) and/or model(s) to which the part(s) affected by the
process change are fitted 5.1.7 2nd Grey Section – to be completed by supplier Date of Proposed Change: The date that the first product will be produced following the
implementation of the proposed change Explanation of Change: Details the changes involved considering process, material, methods,
personnel, location, equipment etc that are to be changed Reason for Change: Details the reason for the change, stating any benefit to LOTUS Timing Plan Details: Details timing of the change. A comprehensive timing plan shall be
developed to show all aspects of the change to include stock build & PPAP
How will Quality & Detail risk analysis and any contingency plans developed to ensure Capacity requirements quality and delivery requirements are met throughout the change be assured?: period Sign Off: Signature of a supplier representative responsible for the change
including name, position and date of request Upon completion of grey sections 1 and 2 the supplier shall send the request to the LOTUS SQA department.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 36 of 50
SECTION 5.0 5.1.8 White Section – to be completed by LOTUS After receipt of the SRPC, LOTUS SQA department shall review the SRPC, assign SRPC No. and grant either:
• Approve the request • Adapt the request • Cancel the request
Adapt the request - LOTUS SQA will detail any additional requirements or information that is needed to be conducted prior to shipment. This may include a requirement for LOTUS SQA to conduct an audit at the supplier. Cancel the request - If the change is deemed unsatisfactory, the request shall be denied and returned with a clear explanation for cancelling the request Approve the request - If the request is deemed to be beneficial, LOTUS SQA shall complete the section detailing the:
• PSW requirements • Submission documentation/samples required prior to any change
5.1.9 Sign Off: – to be completed by LOTUS The SRPC shall be signed by LOTUS signatories: Engineering, SQA, Material Control and Purchasing. Upon completion of the white section the SRPC shall be returned to the supplier. 5.1.10 3rd Grey Section – to be completed by supplier Upon completion of the change the supplier representative in charge shall complete the third grey section. This shall include:
• The date of the first shipment of product to LOTUS • The reference for the first shipment for traceability purposes.
Upon completion of the third grey section the supplier shall return the form to LOTUS SQA department.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 37 of 50
SECTION 5.0 5.2 Supplier Request for Concession (SRC) 5.2.1 Introduction In the case where the supplier wishes to request a concession to supply parts that do not fully comply with LOTUS requirements, the supplier shall submit the Supplier Request for Concession (SRC) document. This is a formal request by an existing supplier for a proposed acceptance of a specified number of components and/or time period that deviate outside the tolerances or specifications stated on the drawing, approved master sample or deviate from the approved manufacturing process. Concessions may be applied for to cover one of the following two circumstances:
• Short term deviation to cover an unforeseen manufacturing concern. • Permanent design change required
Any long-term or permanent deviation from the approved part or process should follow the standard Production Part Approval Process (PPAP) documented in Section 2.0 5.2.2 Process The SRC shall be submitted before any affected product is supplied. The completed SRC shall be submitted to the assigned LOTUS SQA Engineer. Requests for approval are reviewed by a cross functional team, release engineer, manufacturing, the buyer, material control and the assigned SQA engineer. The SRC shall be approved and assigned a unique SRC approval number prior to shipment of affected product. All shipments made under deviation should be identified on the exterior of the shipping container. Specific labelling type should be agreed between the supplier and LOTUS SQA engineer. Any label should include the SRC approval number. Form used: A4-A-6441 rev6 Supplier Request for Concession – see Workbook 5.2.3 Completion Criteria The following section provides a guide for the completion of the Supplier Request for Concession (SRC) document. The document is divided into one grey and one white section. The supplier shall complete the grey section; the white section shall be completed by LOTUS.. 5.2.4 Grey Section – to be completed by supplier Supplier Name: Name by which the supplier is known to LOTUS Supplier Vendor Code: Code by which the supplier is known to LOTUS Purchase Order No.: Full order number must be quoted on SRC and delivery paperwork to
ensure parts sent to quarantine on arrival at LOTUS Supplier Address: The address of the requesting supplier LOTUS Part Number: The LOTUS part number(s) to which the SRC relates LOTUS Part Description: The description of the part(s) the concession relates to as detailed on
LOTUS drawing(s).
LOTUS WILL NOT APPROVE DEVIATIONS TO SAFETY CRITICAL [CC] CHARACTERISTICS, REGULATORY REQUIREMENTS [2R] [3R] CHARACTERISTICS OR ELECTRONIC COMPONENTS
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 38 of 50
SECTION 5.0 LOTUS Drawing No. The drawing number and issue level as detailed on the LOTUS Issue Level: drawing(s) of the part(s) to which the SRC relates Quantity affected or Total number of parts included in the concession or the expiration date Expiration Date: Maximum 3 months Delivery Due Date: Date delivery scheduled to arrive at LOTUS (not despatch date) Details of characteristics Full details including specification and deviations; include marked up Submitted for consideration drawings or sketch if appropriate Supplier Authorisation: Signature of the supplier representative responsible for the change
including name and date of request Telephone Number: Telephone number of the person requesting a concession E-mail Address: The e-mail address of the person requesting a concession 5.2.5 White Section: – to be completed by LOTUS The SRC shall be reviewed for approval and signed by LOTUS signatories: release engineer, manufacturing, the buyer, and material control. If the request is deemed to have no detrimental effect to product quality LOTUS SQA shall sign and assign a unique SRC No. The comments section shall be completed detailing the submission requirement for documentation and samples. Instructions for identification on the exterior of the shipping container prior to supply of affected product shall be given. The SCR will be designated as:
• Reject / Unusable • Concession approved for this quantity
If the change is deemed unsatisfactory, the request shall be rejected and returned with a clear explanation for granting Reject / Unusable
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 39 of 50
SECTION 5.0 5.3 Packaging Requirements 5.3.1 Introduction The following section provides a guide to LOTUS Packaging requirements for new part introduction, The LOTUS policy is to minimise handling effort and improve efficiency of parts fed to the assembly line. In support of the LOTUS commitment to protecting the environment, LOTUS encourages the use of returnable containers (where efficient) for the delivery of production parts. To ensure that supplier product quality is not compromised during shipping, storage, handling, testing, or installation after transfer of ownership to LOTUS, suppliers shall refer to the Logistics Vendor Packaging Method (LVPM) The LVPM is used to maintain and improve material handling efficiency by ensuring that all components delivered through the “Milk Run” and Kanban process reach LOTUS in an “as despatched” condition. A LVPM document shall be raised by the supplier for each component and submitted to LOTUS for approval. Suppliers are expected to package components according to the LVPM agreed to and approved between LOTUS and the supplier before shipment to LOTUS. All relevant paperwork should accompany parts and packaging should be labelled as per Vendor Packaging Method (VPM) specification. Form used: A4-A-6148.20 Logistics Vendor Packaging Method – see Workbook 5.3.2 Packaging Allocation For each part number shall be determined by LOTUS Logistics;
• Standard Number of Parts (SNP) and delivery frequency = LOTUS / Supplier packaging Suppliers shall review their own internal supply chain requirements and determine if any additional packaging is required to support their own internal requirements: e.g. batch builds, sub-contract relationships, external storage locations or extended production cycles. Any additional packaging will be 100% funded by the supplier and will remain property of the supplier. 5.3.3 Repair and Maintenance Repair and maintenance of LOTUS / Supplier cycle packaging shall be periodically reviewed. Replacement and repair decisions shall be made by LOTUS. Suppliers shall support production requirements, through an agreed contingency packaging solution, when containers are removed from the supply chain. The cost of the contingency packaging shall be supported by LOTUS whilst containers are removed from the supply chain. The supplier shall make LOTUS Logistics aware of packaging received in a damaged state immediately and await a decision regarding future shipments from LOTUS Logistics. 5.3.4 Labelling Labelling is the responsibility of LOTUS ensuring that each container is labelled and maintained in line with the VPM. Suppliers shall guarantee that part recognition is ‘mistake-proof’ to ensure correct parts are placed in the correct Kanban container prior to shipment. All pre-production shipments shall be clearly identified as “Not for production use”. The attached label (see ‘Prototype Part Approval Process Submission Label’ in appendix) is to be used unless a specific label is supplied with the purchase order. Label used: A4-A-6148.14.1 Prototype Part Sample Label – see Workbook
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 40 of 50
SECTION 5.0 5.3.5 Exchange / Collection It is the supplier’s responsibility to ensure systems are in place to monitor packaging exchanges/collections. • Avoid packaging and parts shortages • Identify responsibility for loss • Monitor the location of packaging • Highlight inadequacies in logistics solution The supplier must be able to track packaging. Audits will be carried out at GROUP LOTUS defined intervals.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 41 of 50
SECTION 6.0
SUPPLIER PERFORMANCE MEASUREMENT
AND CORRECTIVE ACTION
Responding to Problems
LOTUS recognises that the performance of the supply base has a direct and immediate impact on organizational performance LOTUS has developed a system for the measurement and evaluation of supplier performance. The indicators resulting from this process are compiled, reviewed and evaluated by the LOTUS organisation. These results are compiled on the Supplier Q-Sheet. Even under ideal conditions and careful preparation, problems may occur. For this reason LOTUS also measure a supplier based on their cooperation in aggressively seeking to resolve problems. Suppliers are evaluated on the promptness of the initial response when notified of a problem, timeliness of the subsequent actions and the effectiveness of actions taken to resolve the problem.
SUPPLIER NON
CONFORMING PRODUCT
SUPPLIER CORRECTIVE
ACTION RESPONSE
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 42 of 50
SECTION 6.0 SUPPLIER PERFORMANCE MEASUREMENT AND CORRECTIVE ACTION 6.1 Managing Nonconforming Product It is in the interest of both LOTUS and the supplier, to identify and address nonconforming product as quickly as possible. Suppliers shall take all necessary actions to respond to nonconformance product that reaches LOTUS. Every effort is taken to investigate and document nonconformances and to notify the supplier immediately. In the event of nonconforming product identified at a LOTUS location, suppliers shall be notified using a Reject Advisory Note. - see Reject Return of Supplied Product section 6.5 Under normal circumstances suppliers are expected to respond immediately to any nonconformance and ensure that LOTUS is protected within 24 hours. Suppliers are required to notify LOTUS immediately if it is suspected that non-conforming product has been shipped to LOTUS Depending on the type of nonconformance and stock status, parts may be sorted, reworked or adjusted. Supplier approval is requested before any rework or adjustment will be performed. Suppliers shall be prepared to take any of the following actions after nonconforming product are identified at LOTUS
• Expedite replacement of nonconforming product • Provide resources to perform required sorting or rework
6.2 Corrective Action Response Reporting In the first instance of a nonconforming product being identified a Reject Advisory Note will be issued to the supplier, see Reject Return of Supplied Product section 6.5 A Supplier Corrective Action Request (SCAR) will also be issued if any one of the following criteria applies:
• Direct relationship to customer Health and Safety, even if restricted to a single part • If the supplier has been identified by LOTUS SQA as high risk • The concern effects 30% of current stock • A concern is a repeat issue of a previously communicated concern • A supplier is identified as having similar concerns on a number of different parts
See Supplier Corrective Action Request (SCAR) process section 6.4 6.3 Corrective Action Response Rating A Corrective action rating is issued depending on the severity of the issue or criticality of the product. The following shows the severity ratings: Rating: A Safety related / Legislation compliance / Re-issued. 10 points
Rating: B General concerns not covered by A or C. 5 points
Rating: C Containment required but no formal response required. 2 points
Rating: W Warranty 5 points The points system above will be used in the calculation of supplier performance.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 43 of 50
SECTION 6.0 6.4 Corrective Action Response Timing It is important that the supplier starts the problem solving process upon notification of a Reject Advisory Note or SCAR. Appropriate actions shall occur immediately to contain the problem and avoid any further disturbance to production or a potential quality hazard. When notified of a nonconformance suppliers shall react in accordance with the following timeline: Immediately: Acknowledge receipt of Reject Advisory Note 24 Hours: Begin containment activity to include sorting internally, in transit and at LOTUS.
Start Problem analysis. 48 Hours: Containment completed and short term corrective action fully implemented
Acceptance or response to Reject Advisory Note sent to LOTUS SQA (timing starts after acceptance of Reject Advisory Note) 7 days: Problem analysis completed and permanent corrective action defined. SCAR completion: Corrective action implemented and effectiveness of permanent corrective
action checked and reoccurrence prevented 6.4.1 If the problem resolution takes longer than 30 days, the supplier must request and be granted an extension from LOTUS SQA engineer.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 44 of 50
SECTION 6.0 6.5 Reject Return of Supplied Product 6.5.1 Introduction The following section provides a guide for the method used to return concern parts to suppliers and the documentation involved. If more than 5 parts are rejected for the same reason a SCAR will be raised. See section 6.6 page 47 for process. 6.5.2 Concern Rating Supplier performance points are issued for a Reject Return as a “C”
Rating: C Containment required but no formal response required. 2 points The points shall be used in the calculation of supplier performance. 6.5.3 Reject / Return Procedure Once a Reject Advisory Note has been raised, details shall be e-mailed to the supplier. The supplier has two working days from receipt of the e-mail to review and accept liability. During this time parts shall be held in the LOTUS Return to Vendor (RTV) area. Any queries regarding the rejection, including requests for further details shall be directed to the individual LOTUS SQA engineer who issued the reject note. If the LOTUS SQA engineer hears nothing from the supplier in the 2 working days LOTUS will assume the supplier accepts liability and the parts in question will be disposed of through the normal reject process. It is the responsibility of the supplier to provide conclusive evidence to support non-acceptance of a rejection. Once liability has been accepted the supplier shall notify the LOTUS SQA engineer on how to dispose of the parts in question. The supplier can:
• Authorise LOTUS to scrap the parts in question at the supplier’s cost. • Authorise LOTUS to ship the parts in question back to the supplier. This will incur an additional
cost of carriage chargeable to the supplier – see 5.2.4 Despatch/Collection. • The supplier can arrange to collect the parts in question, at their own cost.
6.5.4 Despatch / Collection The despatch procedure is to return parts on standard distribution routes, which may incur a small carriage charge. Alternatively, suppliers may collect or arrange their own transport; this is to be arranged in advance and confirmed in writing. Special cases, urgent returns and non-returns/scrap on site must be agreed in writing prior to any action being taken. 6.5.5 Supplier Queries Any supplier query regarding reject notification shall report back to LOTUS SQA within two working days of receipt of reject note, e-mail. This may include requests to scrap parts on site without returning parts, or request for a supplier visit to LOTUS to view parts. 6.5.6 Debit Notes A debit note shall be raised in line with the suppliers agreed payment terms. The Supplier shall raise a credit note to the value of the debit and submit to LOTUS Accounts Payable Department within one month of receipt. Any deviation from this process requires prior written agreement with the LOTUS Accounts Payable Supervisor. 6.5.7 Disputed Returns / Debit Notes All disputed reject/debit notes must be put in writing to LOTUS Accounts Payable Supervisor within 14 days from receipt of the debit note.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 45 of 50
SECTION 6.0 6.5.8 Replacement Product Any replacement product shall be accompanied by a new, numbered delivery note, order number and re-invoiced. No free of charge, re-worked or replacement goods shall be accepted. Failure to adhere to this procedure will result in non-payment. 6.6 Supplier Corrective Action Request (SCAR) 6.6.1 Introduction The following section provides a guide to the completion of the Supplier Corrective Action Request (SCAR) document. The SCAR form is in a report format and should not limit the use of any other quality tools in concern investigation or resolution. A SCAR shall be raised by LOTUS SQA when any concern with product quality is identified as Supplier related and any one of the following criteria applies:
• Direct relationship to customer Health and Safety, even if restricted to a single part • If the supplier has been identified by LOTUS SQA as high risk
Any supplier related concern shall be escalated to a SCAR when any one of the following criteria applies:
• The concern effects 30% of current stock • A concern is a repeat issue of a previously communicated concern • A supplier is identified as having similar concerns on a number of different parts
6.6.2 Completion Criteria The document is divided into white and grey sections. The supplier shall complete the grey sections; the white section shall be completed by LOTUS SQA. 6.6.3 1st White Section – to be completed by LOTUS SQA 1. Describe Concern/Failure: This section shall be completed in detail to describe the concern or
failure. Sketches and/or photographs will be included on page 3 of the document where possible to assist with understanding the failure mode.
6.6.4 Grey Section – to be completed by supplier 2. Containment Action: A formal response is required within 2 hours of notification and
any containment action completed within 48 hours and before any further deliveries. Define and implement containment actions to isolate defective or potentially defective non-conforming material until Corrective Action is implemented. The effectiveness of Containment Actions must be verified. Containment Actions should be listed in chronological order. Include a narrative of what took place, who took the action, when it occurred and how actions were coordinated with LOTUS where necessary. These actions collectively must completely isolate the concern from LOTUS, first at LOTUS locations with continuing actions at the supplier’s manufacturing locations.
Note: Interim Containment Actions may involve reworking parts. Reworking of material must be documented, identified, verified and approved by LOTUS prior to any product being shipped.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 46 of 50
SECTION 6.0 3. Define Root Cause: A response for the root cause is required within 7 working days of
acceptance of liability. This shall include details of the established root cause of the failure mode, and shall outline the investigations undertaken to determine the root cause of the concern. In addition the reason for non-detection of the failure at inspection should be detailed. By definition, root cause is the reason, which, if eliminated or corrected, would have prevented a problem from existing, or occurring. It is not a restatement of the most obvious symptom, but the result of a systematic analysis to root cause. The use of a suitable problem solving techniques should be used at this stage.
4. Permanent Corrective Details of the steps taken to ensure that the non conformance does not
Action: reoccur. These are details of actions taken to eliminate the cause(s) of non-conformity. Details of the date of implementation shall be included.
Permanent corrective actions cannot be implemented until the root cause has been identified and verified.
5. Verified Chosen Verification of corrective action and reoccurrence prevention is
Corrective Action: required within 30 working days. Details of the verification of the permanent corrective actions shall be recorded. This verification shall
take place under controlled conditions. No permanent corrective action shall be implemented without testing. Once the team determines the corrective actions, they must develop an implementation plan. As actions are implemented, they shall be recorded as verified. Note: Do not discontinue Containment Actions until the corrective action(s) are in place and verified.
6. Actions to Prevent Details of actions taken to determine, verify and implement
Reoccurrence: preventative actions to prevent the root cause from reoccurring. Typically actions can include - Modify the management systems, operating systems, practices and procedures as required to prevent reoccurrence of this and all similar problems
7. Completed By: Name of senior quality representative, position and date to confirm the
supplier has completed sections with an implementation date entered. 8. Supporting Documents: Details of updates to PPAP documentation, management systems,
operating systems, practices and procedures. 6.6.5 SCAR Submission Completed SCARS shall be returned by e-mail to: [email protected]
Failure to respond could result in future deliveries being rejected and any subsequent interruption to build being charged back to the supplier accordingly.
6.6.6 2nd White Section – to be completed by LOTUS SQA On receipt of a SCAR response, LOTUS SQA shall analyse the supplier response and grant either:
• Not approved • Approved
If Not Approved, the SCAR will be returned to the supplier for review stating reason for rejection. If the SCAR document has not been fully completed it will be rejected. An extension request may be granted but must be agreed in writing with the relevant LOTUS SQA engineer.

LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 47 of 50
SECTION 6.0 Note: A late SCAR response or incomplete SCAR will be recorded in the supplier performance report Approved SCAR reports may be subject to a formal SCAR confirmation audit by LOTUS SQA engineer conducted at the supplier or sub-supplier’s premises.
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 48 of 50
SECTION 7.0 GLOSSARY
Active Part Is currently being supplied to LOTUS. The part remains active until tooling scrap authorisation is given.
AIAG Automotive Industry Action Group
APQP Advanced Product Quality Planning
AAR Appearance Approval Report
CC Critical Characteristic
Cp Process Capability
Cpk Process Capability Index
CMM Coordinate Measuring Machine
DCS Design Concept Sheets
DFMEA Design Failure Mode Effects Analysis
ELV End-of-Life Vehicles
FMEA Failure Mode Effect Analysis
ISIR Initial Sample Inspection Report
LVPM Logistics Vendor Packaging Method
PFMEA Process Failure Mode Effects Analysis
PPAP Production Part Approval Process
Ppk Process Performance Index
PPM Parts Per Million
PSO Process Sign Off
PSW Part Submission Warrant
R&R Repeatability and Reproducibility
RFQ Request for Quotation
RRR Reuse Recycle Recover
SC Significant Characteristic
SCAR Supplier Corrective Action Request
SNP Standard Number of Parts
SOP Start Of Production
SPC Statistical Process Control
SPR Significant Production Run
SQA Supplier Quality Assurance
SRC Supplier Request Concession
SRPC Supplier Request for Process Change
LOTUS SUPPLIER HANDBOOK A5-A-6001
Rev14
UNCONTROLLED IF PRINTED Page 49 of 50
RTV Return To Vendor
TPM Total Productive Maintenance
UKAS United Kingdom Accreditation Service
VPM Vendor Packaging method
Appendix See following documents in Handbook Appendix:
Training Matrix A4-A-6444 rev 5 Supplier Request for Process Change A4-A-6441 rev 6 Supplier Request for Concession SRC A4-A-6931 Tool disposal and Destruction Request A4-A-6932 Supplier Tool Movement Request


















