Lint shedding propensity of cotton and blended...
7
Indian Journal of Fibre & Textile Resea rch Vol. 28, Sep tember 2003, pp. 288-294 Lint shedding propensity of cotton and blended yarns a Ar ind am Basu b & Rajanna L Gotipamul The South Indi a Textile Research Associatuon. Co imbatore 6410 14, India Received /4 March 2002; revised received and accepted 5 August 2002 The influence of fibre and yarn parameters on lint shedding propensity has been studied. The lint shedding propensity is influenced by fibre leng th parameters and short fibre co ntent. Amongst the ya rn parameters. the yarn fineness, twist and hairiness influen ce lint shedd in g. The waxing of yarn docs not redu ce the lint she ddin g propensity despite reduction in ya rn - to-metal friction. Blending of po lyester with cotto n reduces the lint shedding of cotton yarns. The sp inning system and yarn structure playa significant role in determining the lint s hedding propensity of yarns. Compact yarns and rotor yarns show lower lint shedding prope nsi ty as compared to equ ivalent ring-spun ya rns. Ke ywo rds: Compact ya rn, Cotto n, Yarn hairiness, Lint shedding prope nsity, Polyeste r/co tton blend, Singeing 1 Introduction Fibre fly from ya rn is a common ly obse rved phenomenon in knitting and wind ing processes. But it is more prominent in knitting as the yarns are not sized. Staple yarns have a cha racteristic hairi ne ss that consists of fibre ends and loops protruding from the surface. During knitting, many of these fibre ends and loops are eith er pull ed or shea red from the yarn and accumulate around the knitting eleme nts, guides and other machine parts. These accu mul ated fibres are either picked up by the i ncoming yarn, jam needles, break the yarn I ne ed les or deteriorate the fabric appearance. Around 25% of all the faults occurring during the knitting process ca n be traced direct ly back to the incidence of lint/fibre fly'. T hi s excludes faults suc h as needle str ipes and dropped stitc he s. The tenden cy of a yarn to shed fly or lint during knitting or other mechanical processes is known as lint shedding propensity (LSP). Advancement of knitting techno- logy has also created the potential for high lint shedding. New generation knitting machines provi de very high productivity us in g very high speed, but at higher speed the fibres and yarns are subjec ted to greater tensile as well as frictional forces which make the yarn more vulnerable. In case of knitting polye ster "Part of this paper has been pre sented in 43 rd Joint Technolo gical Conference organized by ATlRA, BTRA, SITRA a nd NITRA he ld at New Delhi on 2-3 March 2002. "To whom a ll the corresponde nce shou ld be addressed. Phone: 2574367-9; Fax: 0091-0422-2571896; E- mai l: silra@vs nl. com fi la ment yarns on multi-feeder large dia meter circular knitti ng machine, the degree of machine efficiency is around 95 %. However, when cotton yarns are knitted, the machine efficiency drops to 75-80 %. Some researc hers' -5 have reported their f indings on this matter and the results are contradictory in so me cases. For examp le, the effect of yarn co unt on lint shedd in g is inconclu sive 3 - s . In add ition, the studies were also carried o ut on knitting machine s from where lint was co ll ected for the analysis. It is difficult to ge t accurate results in this way beca use some amou nt of lint wou ld be embedded on the machine , and the machine o il would prevent it s proper removal'. Recently, Lawson-Hemphill Inc. of USA has introdu ced an instrument consta nt tension transport (CTT) which ca n simulate the lint shedding during knitting by utiliz in g one of the attachments. This instrument provides accurate resu lts as there is no comp licated part from where collectio n of lint or fly is difficult 5 . It is observed by many knitters that some ya rns have hi gher lint s hedding propen sity as compared to other yarns despite hav in g simil ar basic yarn propert ies. The present work was therefore und ertaken with the following objectives: • To find out the fibre a nd ya rn parameters which influence the lint shedd in g propensity of the yarns. • To find out the ways to re duc e the LSP of the yarns. • To s tud y the influ ence of waxing on LSP . • To find out the influence of vario us yarn str uctures on LSP .
Transcript of Lint shedding propensity of cotton and blended...

Indian Journal of Fibre & Textile Research Vol. 28, September 2003, pp. 288-294
Lint shedding propensity of cotton and blended yarnsa
Arindam Basub & Rajanna L Gotipamul
The South Indi a Textile Research Associatuon. Coimbatore 6410 14, India
Received / 4 March 2002; revised received and accepted 5 August 2002
The influence of fibre and yarn parameters on lin t shedding propensi ty has been studi ed. The lint shedding propensity is influenced by fibre length parameters and short fibre content. Amongst the yarn parameters. the yarn fine ness, twist and hairiness influence lint shedd ing. The waxing of yarn docs not reduce the lint shedding propensity despite reducti on in ya rn to- metal friction . Blending of polyester with cotton reduces the lint shedding of cotton yarns . The spinning system and yarn structure playa significant role in determining the lint shedding propensi ty of yarns. Compact yarns and rotor yarns show lower lint shedding prope nsi ty as compared to equ ivalent ring-spun yarns.
Keywords: Compact yarn, Cotton, Yarn hairiness, Lint shedding propensity , Po lyester/cotton blend, Singeing
1 Introduction Fibre fly from ya rn is a common ly observed
phenomenon in knitting and winding processes. But it is more prominent in knitting as the yarns are not sized. Staple yarns have a characteristic hairi ness that consists of fibre ends and loops protruding from the surface . During knitting, many of these fibre ends and loops are either pulled or sheared from the yarn and accu mulate around the knitting e lements, guides and other machine parts. T hese accu mulated fibres are either picked up by the incoming yarn, jam needles, break the yarn I needles or deteriorate the fabric appearance.
Around 25% of all the faults occurring during the knitting process can be traced d irectly back to the incidence of lint/fibre fly'. T hi s excludes faults such as needle stripes and dropped stitches. The tendency of a yarn to shed fly or lint during knitting or other mechanical processes is known as lint shedding propensity (LSP). Advancement of knitting technology has also created the potential for high lint shedding. New generation knitting machines provide very high productivity using very high speed, but at higher speed the fibres and yarns are subjected to greater tensile as well as frictional forces which make the yarn more vulnerable. In case of knitting polyester
"Part of this paper has been presented in 43 rd Joint Technologica l Conference organized by ATlRA, BTRA, SITRA and NITRA he ld at New Delhi on 2-3 March 2002. "To whom all the correspondence shou ld be addressed. Phone: 2574367-9; Fax: 0091-0422-2571896; E- mai l: [email protected]
fi lament yarns o n multi-feeder large diameter circular knitti ng machine, the degree of machine efficiency is around 95%. However, when cotton yarns are knitted , the machine efficiency drops to 75-80%.
Some researchers' -5 have reported their findings on this matter and the results are contradictory in some cases. For example, the effect of yarn count on lint shedding is inconclusive3
-s. In add iti o n, the studies
were a lso carried o ut on knitting machines from where lint was co llected for the analysis. It is difficult to get accurate results in this way because some amou nt of lint wou ld be embedded on the machine, and the machine oil would prevent its proper removal'. Recently, Lawson-Hemphill Inc. of USA has introduced an instrument constant tension transport (CTT) which can s imulate the lint shedding during knitt ing by utili z ing one of the attachments. This instrument provides accurate resu lts as there is no complicated part from where collection of lint or fly is difficult5. It is observed by many knitters that some yarns have higher lint shedding propensity as compared to other yarns despite hav ing simil ar basic yarn properties.
The present work was therefore undertaken with the following objectives:
• To find out the fibre and yarn parameters which infl uence the lint shedd ing propensity of the yarns.
• To find out the ways to reduce the LSP of the yarns.
• To study the influence of waxing on LSP. • To find out the influence o f various yarn structures
on LSP.

BASU & GOTIPAMUL: LINT SHEDDING PROPENSITY OF COTTON & BLENDED YARNS 289
• To find out the influence of polyester content on LSP of blended yarns.
• To derive suitable norms of LSP for different yarns.
2 Materials and Methods 2.1 Materials
The yarns of 20s and 30s Ne fineness were spun using a cotton mixing having 2.5% span length 26.Smm, micronaire 3.3, bundle strength 19.0 g/tex and trash content 4%. Comber noil was varied from 12% to 18%. The twist multipliers were 3.S8 and 3.9. These yarns were used for the study.
Cotton yarns of 20s and 34s Ne fineness were collected from the mills and then wound on cone after waxing. Five kinds of wax including commonly used Indian wax , imported wax and water-soluble wax, were used for waxing of yarns.
Five pairs of yarns (carded and combed) of the fineness ranging from 12s to 40s Ne were collected and then tested to find out the difference of LSP between carded and combed yarns.
Polyester/cotton yarns of different blend ratios (011 00, 33/67, SO/SO, 67/33 and 100/0) were spun and assessed for the lint shedding propensity .
2.2 Methods
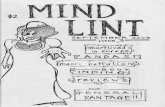
Constant tension transport (CTT) instrument was used for the assessment of lint shedding propensity. For the initial experiment, the instrument was run at 100, 200 and 360 m/min and for the rest of the trials it was run at 360 rnImin. As per the manufacturer's recommendation, the lint should be collected from the filter paper fitted with the attachment6 (Fig.l). Some of the earlier studies3 have shown that a good amount of lint is generated during unwinding of package.
'0" RING (SEAL)
LINT COLLECTION BOX
TOP~A~__ - ~~ ~~--
I: nmTER I~
' I MO-RING
, ~ (SEAL)
L_~ LOWER PLATE
LOWER PLATE
REMOVABLE FILTER ASSEMBLY
Fig. l--Lint generation attachment
Hence, a big black board was placed below the package while carrying out the test. After completion of the test. the lint dropped on the board was collected and added with the lint collected from the filter paper. For the measurement of frictional properties of yarns, CTT was used and for the measurement of yarn hairiness either Uster UT4 or Zweigle GS6S tester was used.
3 Results and Discussion
3.1 Innuence of Machine Speed on Lint Shedding
The CTT instrument was run at three different speeds (100, 200 and 360 rnImin) and lint shedding values of the yarn mixing as shown in Table I were calculated. It is observed from Fig.2 that as the testing speed increases the lint shedding propensity increases . With the increase in machine speed (testing or knitting) the frictional force and the tensile force subjected on the yarn increase. This causes more vigorous action on the yarn, resulting in higher short fibre loss i.e. lint shedding. Modern knitting machines run at 2S0 rnImin or higher speed. Hence, the testing speed was maintained at 360 m/min throughout the study. The yarn seems to be more sensitive when it is spun at higher spindle speed.
3.2 [nnuence of Fibre Length and Short Fibre Content on Lint Shedding
The yarns were collected from carded and combed mixings for the same yarn fineness. The LSP of 20s, 30s and 40s Ne yarns was compared (Table 2) and it is observed that the reduction in LSP due to combing
20Tr===============~-------~ . - - -. - - • SpI.Sp~ 13,700 rpm
18 .. SpI .Sp~ 15,000 rpm
... E 16
~ .-Q. U) 14 ...I
12
10+-------.-------.-------.-----~
100 200 360 Test Speed (m/mln)
Fig.2- lnnuence of test speed on lint shedding propensi ty of 30s Ne yarn

290 INDI AN J. FIBRE TEXT. RES ., SEPTEMBER 2003
is to the extent of around 40%. The short fibre content in carded mixings is much higher as compared to that in combed mixings for the yarns of the same fineness and so do the LSP.
Tahle I - Detail s o r yarns used ror the study
Yarn count Noil Twist Ne % multiplier
20s 12.0 3.58
20s 15.0 3.58
20s 18.0 3.58
20s 12.0 3.90
20s 15.0 3.90
20s 18.0 3.90
30s 12.0 3.58
30s 15.0 3.58
30s 18.0 3.58
30s 12.0 3.90
30s 15.0 3.90
30s 18.0 3.90
Table 2 - Lint shedding propensity of cotton yarns
Yarn count LSP, Jlg/m
Ne Carded Combed
20s CH 13.2 7
30s CH 27.2 14
40sCH 12 7.8
40s CW 6.3 5.7
CH - Combed hosiery ; CW - Combed warp
Both 20s and 30s Ne yarns made from the same mixing were assessed for the lint shedding propensity (Table 3). For all the yarns, there is a tendency of marginal reduction in LSP values with the increase in nail extraction . The length analysis of fibre shows that there is no significant difference in upper quartile length of fibres (combed sliver) . The short fibre content has reduced to some extent when na il extraction was 15%, but again leveled off when nail extraction increased to 18%. This may be the reason for having very small difference in lint sheddin g propensity (LSP).
With the increase in fibre length and decrease in short fibre content, the possibility of longer fibres appearing on the surface of the fibres increases. These longer fibres are anchored well within the yarn body and hence do not come out when they are strained due to friction at various points . The short fibres appearing on the surface get pulled or sheared easily under strain, causing more lint generation.
3.3 Influence of Twist Multiplier 011 Lint Shedding Yarns of 20s and 30s Ne fineness were spun using
the mixing as shown in Table 2, and three na il extraction levels. It is observed that for both the counts the lint generation propensity decreases with high twist factor. At lower twist factor (TM 3.5, hosiery), the dependence of LSP on noil extraction level is more prominent. But at higher twist factor (T'M 3.9, warp yarn), the infl uence is not so clear. During knitting, many of the protruding fibres or loops of the yarn are either pulled or sheared due to
Table 3--lnOuence o r yarn prope rties on lint shedding
Yarn Comber U% CY% Im~rrections Uster hairiness Total lint count noil, % Thin places Thick places Ncps Hairiness Sh shedding
Nc (-50%) (+ 50%) (+200) index Ilg/m
20s 12 H 9.43 12.06 I 54 163 7.38 1.44 12.52
W 9.24 11.79 0 48 168 6.94 1.35 12.1 2
15 H 9.02 11.57 I 60 93 7.33 1.40 12.86
W 8.93 11.35 8 27 88 6.82 1.29 11.06
18 H 8.57 10.85 0 22 79 6.98 1.33 12.06
W 8.65 11 .08 0 30 104 6.60 1.21 10.34
30s 12 H 10.42 13 .37 0 92 304 6.36 1.36 10.63
W 10.83 13.90 3 139 379 5.77 1.29 8.40
15 H 9.95 12.65 63 191 5.92 1.25 9.96
W 9.80 12.46 I 50 175 5.77 1.24 8.58
18 H 9.95 12.66 0 5 f 173 6.05 1.26 9.32
W 10.09 12.83 0 53 180 5.65 1.20 8.92
H- Hosiery, W- Warp, and Sh- Yariation in hairiness (CY %)

..
BASU & GOTIPAMUL: LINT SHEDDING PROPENSITY OF COTTON & BLENDED YARNS 291
Table 4 - Innuence of yarn fineness on lint shedding propensity of carded cotton yarns
Yarn LK count Hairiness Sh LSP
Ne index Jlglm
205 6.46 1.52 9.40
305
405 5.00 1.50 7.70
50s 4.56 1.44 7.50
60s 4.38 1.40 7.1 2
80s
Sh- Yariation in hairiness (CY %)
the mechanical strain being imposed on the yam. This, in tum, encourages marginal fibres to leave the main body of the yam. As the twist increases, the surface fibres, because of their helical orientation to the yam axis, act as a series of ridges inclined at an increasing angle of steepness to the direction of movement. When coming into contact with the machine elements, the yam is supported by these ridges and hence has only a small area of contact with a given machine element. This reduces the frictional forces, resulting in lower LSP. Also, at higher twist the yarn compactness increases and the individual fibres are much more securely bound and do not tend to loosen as easi ly.
3.4lnnuence of Yarn Fineness on Lint Shedding
The yams spun from two different cottons (LK and DCH-32) show that there is a general tendency of higher LSP in the case of coarser yams (Table 4) . This result is similar to the observation made by Hi1l5
.
For DCH-32 cotton, the trend is not very prominent showing that the cotton variety supersedes the fi neness factor.
3.5 Innuence of Yarn Hairiness on Lint Shedding
The lint generation propensity was plotted against yarn hairiness for 20s Ne yam (Fig.3). There is a general tendency that as the hairiness increases the lint generation increases. This tendency is expected because the protruding fibres and loops which are counted as hairiness come into contact with the friction points on knitting machine as well as creel first and then get sheared from the yarn during the cone winding and knitting. More hairy yarns generate more lint due to the same reason.
Hairiness index
4.95
4.76
4.36
3.89
14 -,
__ 13
.E C)
:1. 12 Ci:" (J)
...J 11
DCH-32 Sh LSP
Jlg/m
1.33 5.00
1.30 5.10
1.39 4.80
1.29 4.60
~ I~ I-bsiery
/warp
10 +---,--,.---,---,------,---j
6.4 6.6 6.8 7·0 7.2 7.4 7.6 Hairiness
Fig.3--lnnuence of hairiness on lint shedding propensity of 20s Nc yarn
3.6 Innuence of Waxing on Lint Shedding
It is a common practice that the yarns are waxed during winding to reduce their friction coefficient. For high speed knitting, the yarn should have low coefficient of friction. The yarns of 20s and 34s Ne fineness were wound on a winding machine using five varieties of wax discs, including water soluble wax, imported wax and local wax which are commercially available. The winding speed was maintained at 850 and 900 mlmin for 20s and 34s respectively . The yarns were taken from the same doff and only two winding positions were used for the entire trial. These yarns were then tested for hairiness, coefficient of friction and lint generation.
Table 5 shows that after the application of wax the coefficient of friction becomes half, irrespecti ve of the variety of wax. But the yarn hairiness and LSP show no such tendency . Similar results were also obtained by Brown2
. He observed that the character of the lint in terms of fibre length distribution is very similar for waxed and unwaxed yarns. These results. therefore, suggest that the severity of rubbing experienced by the yarn against the various guide surfaces is not sufficient to be a major contributor to fly production . It does seem likely that in most

292 INDIAN J. FIBRE T EXT. RES .. SEPTEMBER 2003
Table 5 - Effect o f wax on hairincss, fri c tion and lint shcdding
Paramcter
20s KH
Hairiness
S3
Index
Fri cti on, /1
Wax content. %
Total lint shcdding, /1 g/m
345 C H
Hairiness
S3
Index
Fric ti on. /1
Wax content , %
Tota l lint shedding, /1g/m
Unwaxed
5053
634
0 .22
0 .55
24.80
5474
835
0 .23
0.51
17. 12
Wax I
5157
588
0.14
0.58
24.60
639 1
93 1
0. 13
0.55
16.80
Wax 2 Wax 3 Wax 4 Wax 5
417R 7598 6633 4R07
423 909 835 563
0.13 0.11 0. 12 0 .12
0.61 0.60 0.59 0.57
26.00 25.40 27.30 27.20
6209 5447 5735 579 1
953 791 837 852
0.11 0. 11 0.11 0. 12
0.56 0 .55 0.53 0.56
16.26 15.84 17.58 15.86
S3--No. o f Hairs >3 mm, and KH---Carded hosiery
knitting operations the yarn friction alone will not contribute significantly to fly production and release. The application of wax reduces the apparent hairiness value due to laying of hairs on the yarn surface. It seems that the coating is not throughout the surface and not thick enough to prevent the hairs and loops being protruded from the yarn.
3.7 Influence of Blending with Polyester on Lint Shedding The polyester/cotton (PIC) yarns of different ratios,
namely 10010, 67/33 , 50/50, 33/67 and 0/1 00, were spun and studied for the yarn properties and lint shedding propensity .
It can be observed from Table 6 that with the increase in cotton content, the hairiness of the yarn and LSP increase. This may be due to the presence of short fibres . Broadly , it can be said that for 40s PIC yarn, each increment of 10% polyester content reduces the LSP by 0.5 f,.lg/m and for 60s (PIC) yarn it is 0.2 f,.lg/m. Since, fibre fly is directly connected with the number of fibre ends which protrude freely from the main body of the yam, it is clear that there is a direct connection between fibre fly and fibre length distribution. The presence of long fibres helps to bind the short fibres within the yarn and does not allow them to come out due to the frictional or other external forces. The longer fibres are also more firmly secured in the yarn. In addition, the higher inter-fibre friction of polyester fibres as compared to that of cotton helps in holding the fibres together for a longer period.
Table 6 - Effect of Polyester conte nt o n ha iTi ness and LSP
Blend ratio (Polyester/cotton)
40s Count
100/0
67/33
50/50
33/67
0/100
60s Count
100/0
67/33
50/50
33/67
0/100
Lint shedding
/1g/m
0. 3
2.6
4.2
4.4
5.2
0.28
1.04
1.36
1.60
4 .16
Sh-Yariation in hairiness (CY %)
Hairi ness
Index S h
4 . 15 0.85
3.96 0 .89
4 .22 0.99
4.48 1.1 2
4 .8 1 1.20
3.50 0.75
3.46 0 .83
3.58 0 .90
3.83 1.01
4 .32 1.1 8
3.8 Influence of Spinning Systems on Lint Shedding
Fri cti on
0.25
0.2 1
0.2 1
0.20
0.2 1
0.22
0.2 1
0 .20
0. 19
0.23
From our earlier trials, it was observed that the number of fibre ends protruding freely from the main yarn body is one of the major factors which influence the lint shedding. Recently, few machinery manufacturers have introduced a modified ring spinning system known as compact spinning7 .~ . It is claimed that due to the more compact structure of this

BASU & GOTIPAMUL: LINT SHEDDING PROPENSITY OF COTION & BLENDED YARNS 293
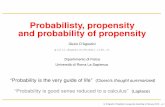
Fig.4--Scanning electron micrographs of longitudinal view or (A) ring-spun and (B) compact yarns
spinning system, the yarns are less hairy and short fibres are bound with the yarn body more effectively . The yarns were spun from the same roving using ring spinning and compact spinning technologies and then assessed for the hairiness, frictional properties and lint shedding. The results are shown in Table 7. It can be said, based on the limited results, that the LSP is reduced to more than half by the compact spinning; the reduction is however much higher in the case of rotor spinning. The reason behind this difference is the compactness of the yarns and binding of the hairs within the yarn body (Fig.4). Due to the inherent
Table 7 - Comparison in LSP and hairiness or compact, ring and rotor ya rns
Yarn type Hairiness Lint generation
S3 Index JJ.g/m
Compact (50s CW) 752 54 1.14
Ring (50s CW) 3278 479 2.20
Compact (60s CW) 1057 89 0.43
Ring (60s CW) 1763 292 1.80
Rotor (lOs) 422 122 1.28
Ring (lOs) 496 107 17.28
Rotor (14s) 158 54 1.28
Ring (14s) 472 112 12.24
Rotor (18s) 157 47 1.36
Ring (lOs) 1075 194 8.0
Rotor (20s) 173 44 1.26
Ring (20s) 1092 2 14 14.66
Table 8 - Innuence or singeing o n lint shedding propensity
Yarn
20s CH Singed Unsingcd 40sCH Singed Unsingcd SOsCH Singed Unsinged 80sCH Singed Unsinged
20s K Singed Unsinged 30s CH Singed Unsinged 34s CH Singed Unsinged 21100s HT Singed Unsingcd
Hairiness (Zweiglc method) S I S2 S3 Index
Gas Singeing
4420 360 71 3 23148 4792 4301 532
2682 229 51 2 17141 3 124 284 1 384
1549 11 3 22 2 13045 2324 2055 285
1320 126 28 10101 1970 2 118 347
Electrical Singeing
5061 411 82 2 24865 5012 4107 459
3398 324 80 I 19 170 3716 2755 290
3433 305 63 2 1853 4848 4467 583
334 19 I 7388 1066 406 22
LSP JJ. g/m
142.00 14.96
63.06 11.32
33.52 3.52
19.58 3.06
124.78 24.40
107 .58 12.54
74.52 14.60
4.80 0.66
S I , S2, S3 - No. of hairs> I mm, 2mm and 3mm respectively , HT-High twist yarn, and K--Carded yarn
structural difference between rotor- and nng-spun yarns, the difference in LSP is so distinct. In rotorspun yarns, the wrapper fibres bind the yarn structure and do not allow the short fibres to protrude outside.

294 INDIAN J. FIBRE TEXT. RES .. SEPTEMBER 2003
In addition, during abrasion more stress is borne by these wrapper fibres as compared to main yarn body.
3.9 Innuence of Yarn Singeing on Lint Shedding It is a common practice that the cotton yarns are
singed for the removal of hairs protruding from the surface of the yarn to make the yarn more lustrous. Yarns of fineness 20s, 305, 34s, 50s, 80s and 2/100s Ne were singed. Both unsinged and singed yarns were assessed for lint shedding propensity and the results are shown in Table 8. It can be seen from the table that despite removal of hairs, the lint shedding propensity has increased to a great extent and in some cases up to 10 times of unsinged yams. However, there is a significant reduction in hairiness (more than 95% for hairs> 3 mm). Further study for the reasons behind the contradictory findings revealed that the lint collected from singed yarns is mostly the burnt fibres removed after singeing but stuck to the surface of the yarns. For normal yarns, only the hairs which are not rooted deeply in the yarn body get removed during mechanical processing but in the case of singeing process, all protruding fibres longer than the set distance on singeing machine get burnt and hence the droppings are more when the singed yarns are assessed for lint shedding propensity.. The higher value of lint shedding of singed yarn may not be due to the loss of lint from the yams, but it is due to the burnt fibres which are already removed during the singeing process. Generally, the singed yarn goes through some wet processing, such as dyeing and mercerizing, in which these burnt fibres are removed before knitting.
4 Conclusions 4.1 The lint shedding propensity (LS P) increases with the increase in processing speed; the increase varies from 20% to 55% with the increase in processing speed from 100 m/min to 360 m/min . 4.2 The reduction in short fibre content reduces the lint generation propensity. The combing process reduces LSP to the extent of 40% over the LSP of carded yarns: 4.3 The increment in twist multiplier decreases the LSP of cotton yarns. An increment of 0.5 TM reduces the LSP by 10-12%. 4.4 Coarser yarn sheds more lint during the processing for the same yarn length. The influence of cotton quality sometimes overshadows the influence of yarn fineness. 4.5 The lint shedding propensity is influenced by the yarn hairiness. The increase in yarn hairiness increases
the LSP. For hosiery yarn, the increment in hairiness index by 0.10 increases the LSP value by 0.5 Jlg/m. 4.6 Waxing of yarns during winding helps in reducing yarn-to-metal friction by 50% but does not influence lint shedding propensity. 4.7 The increase in polyester fibre content in the blends helps in reducing the lint shedding propensity. With the increase in cotton content the lint generation increases. Every 10% increase in polyester content reduces the LSP by 0.2 - 0.5 Jlg/m . 4.& The spinning system and yarn structure influence the LSP. The LSP values are halved when compact yarn is produced from the same rovings; the reduction is however more in case of rotor spinning. 4.9 The singeing process reduces the hairiness to a great extent (>90%) but increases the LSP if used directly on knitting machines.
A(:knowledgement
The authors are thankful to the Ministry of Textiles, Government of India, for sponsoring the project. They are grateful to Ms Indra Doraiswamy, Director, SITRA, for her continuous encouragement during the study. The help rendered by the staff of Spinning Division and Textile Physics Division of SITRA is thankfully acknowledged. The authors are also thankful to Mr.T V Ratnam, Advisor, SlTRA, for his guidance during the preparation of report.
References I Buhler G, Rieder 0 & Haussler F H. Fibre ny : A serious problem
in the knitting industry , Knilling Technique. 10 (3) (1988) 163. 2 Brown P, A preliminary study of the fibre - length distribution
in ny produced during the weft knitting of collon ya rns, Text Res J, 48 (1978) 162.
3 Lawre nce C A & Moha med S A, Yarn and knitting parameters affect ing n y during weft knitting of staple yarn, Text Res J, 66(11) (1996) 694.
4 Ruppenicker G F & Lofton J T, Factors affect ing the lint shedding of cotton knitting yarns. Text Res J, 49 ( 1979) 681 .
5 Hill M S, Lint shedding propensity of ring, open end & air-jet spun yarn & an evaluation of two techniques used to quantify the lint generated (personal communication).
6 Ghosh S, Innuence of PE fibre variants and rotor spinning parameters on lint shedding, Int Text Bull. Yarn & Fabric Forming, (4) (1979) 10-17.
7 Oxenham W, Development in short staple yarn manufacture, Text Prog, 30 (1/2) (2000) I.
8 Arlzt p. The speci al structure of compact yarns - advantages in down stream processing, Proceedings, 2000 Beltwide Cotton Conference (The National Cotton Council of America, Memphis, USA), 2000, 798 .