
LIMITS, FITS & ENGINEERING TOLERANCES.ppt
29
SUBJECT : QUALITY MANAGEMENT 1 FOR : CP01 – SEMESTER 1& 2 LIMITS, FITS & ENGINEERING TOLERANCES
-
Upload
seshanramanujam -
Category
Documents
-
view
1.236 -
download
29
description
GD &T
Transcript of LIMITS, FITS & ENGINEERING TOLERANCES.ppt

SUBJECT : QUALITY MANAGEMENT 1 FOR : CP01 – SEMESTER 1& 2
LIMITS, FITS & ENGINEERING TOLERANCES

SUBJECT : QUALITY MANAGEMENT 2 FOR : CP01 – SEMESTER 1& 2
4.0 LIMITS AND FITS
• 1. Type of manufacture.• 2. Method of machining.• 3. Condition of machine.• 4. Skill of machinist. • 5. Time taken.• 6. Geometry of the product.• 7. Condition of measuring tools.• 8. Condition of measuring.• It is impossible to produce a component to an
absolute or 100% dimensional accuracy. The variations in size of the components are caused by the following factors.
SUBJECT : QUALITY MANAGEMENT 3 FOR : CP01 – SEMESTER 1& 2
• Therefore depending upon the functional requirements of a work, some variation is permitted on it.
• This permissible variation is called tolerance. Though functional requirement is the primary consideration there are other factors like standardization, methodisation, manufacturing needs etc., which influence the choice of tolerance.
4.1 LIMIT SYSTEMIt is a system of standard tolerances and deviations.
SUBJECT : QUALITY MANAGEMENT 4 FOR : CP01 – SEMESTER 1& 2
INTERCHANGEABILITY
• In earlier times the majority of components in assembly were matched together, their dimensions being adjusted until the required type of fit is obtained.
• These methods demanded craftsmanship of high order. Today manufacturing techniques are changed.
• In mass production the process is broken in to several smaller activities and as a result various components will come from several shops.
• Under such conditions it becomes absolutely essential to have a strict control over the dimension of parts, which have to match with other parts.
• Any part selected at random should assemble correctly with any other matching component that too selected at random. When a system of this kind is ensured, it is called interchangeable system.

SUBJECT : QUALITY MANAGEMENT 5 FOR : CP01 – SEMESTER 1& 2
INTERCHANGEABLE PARTS
• Interchangeable parts are those which ensure the possibility of assembling a unit or machine or replacing a worn out component without doing any extra machining or fitting operations.

SUBJECT : QUALITY MANAGEMENT 6 FOR : CP01 – SEMESTER 1& 2
ELEMENTS OF LIMIT SYSTEM
• NOMINAL SIZE: The nominal size of a dimension is the size specified in the drawing. It is usually given in the drawing as rounded of whole millimeters.
• BASIC SIZE: The basic size of dimension is the size in relation to which all limits of variations are determined.
• ACTUAL SIZE: the actual size of a dimension is its measured size.
LIMITS OF SIZE: limits are the two extreme permissible sizes for that dimension, there being an upper limit and a lower limit. The upper limit is the largest and lower limit is the smallest permissible sizes.

SUBJECT : QUALITY MANAGEMENT 7 FOR : CP01 – SEMESTER 1& 2
TOLERANCETOLERANCE
Tolerance is the difference between upper and lower limit of size.
BILATERAL TOLERANCE
If the tolerance is allowed on both sides of the basic size it is called bilateral tolerance.
Eg: 45± 0.02 , 30 ± 0.04
UNILATERAL TOLERANCE
If the tolerance is allowed on one side of the basic size it is called unilateral tolerance.
Eg: 45+0.03 , 30 +0.04
SUBJECT : QUALITY MANAGEMENT 8 FOR : CP01 – SEMESTER 1& 2
FITS
1.FIT The relationship existing between two parts, shaft and
hole, which are to be assembled withrespect to their difference in the sizes before assembly is called fit.
1.Hole: The term used by convention to designate all the internal features of a part
including those, which are not cylindrical. 1.SHAFT: The term used by convention to designate all external features of a part including those, which are not cylindrical.
4.4.3 TYPES OF FIT: Depending upon the actual limit of the hole or shaft the fit in Indian Standard shall be divided into three main classes,

SUBJECT : QUALITY MANAGEMENT 9 FOR : CP01 – SEMESTER 1& 2
4.4.3.1: CLEARANCE FIT- The fit, which always provides the
clearance is called clearance fit. Here, the tolerance zone of the hole is entirely above that of shaft. 4.4.3.2 : INTERFERENCE FIT - The fit, which always provides
an interference is called interference fit. Here, the tolerance zone of the hole is entirely below that of shaft. 4.4.3.3 : TRANSITION FIT - The fit, which provides either a clearance or an interference is called transition fit. Here the
tolerance zones of the hole and shaft overlap.

SUBJECT : QUALITY MANAGEMENT 10 FOR : CP01 – SEMESTER 1& 2

SUBJECT : QUALITY MANAGEMENT 11 FOR : CP01 – SEMESTER 1& 2

SUBJECT : QUALITY MANAGEMENT 12 FOR : CP01 – SEMESTER 1& 2
4.5 Indian standard ISO system of limits and fits ( IS 919 , ISO 286 ). This Indian standard which is identical with ISO 286-1:
ISO system of limits and fits: Bases of tolerances, deviations and fits was adopted by the Bureau of Indian Standards on the recommendations of the Engineering Standards Sectional Committee (LM 01) and approval of the Light Mechanical Engineering Division Council.
In this system fundamental deviations are indicated by letter symbols for both holes and shafts. [Capital letters A to ZC for holes and a to zc for shafts]. Letter symbols used to indicate fundamental deviations are A B C CD D E EF F FG G H J JS K M N P R S T U V X Y Z ZA Z B ZC. And 20 tolerance grades are indicated by number symbols from IT 01, IT 0, IT 1 ……………IT 18.

SUBJECT : QUALITY MANAGEMENT 13 FOR : CP01 – SEMESTER 1& 2
TERMINOLOGY:
4.5.1 ZERO LINE:
In a graphical representation of limits and fits the straight line to which deviations are referred is called zero line. It represents the basic size. When the zero line is drawn horizontally positive deviations are shown above and negative deviations below it.

SUBJECT : QUALITY MANAGEMENT 14 FOR : CP01 – SEMESTER 1& 2
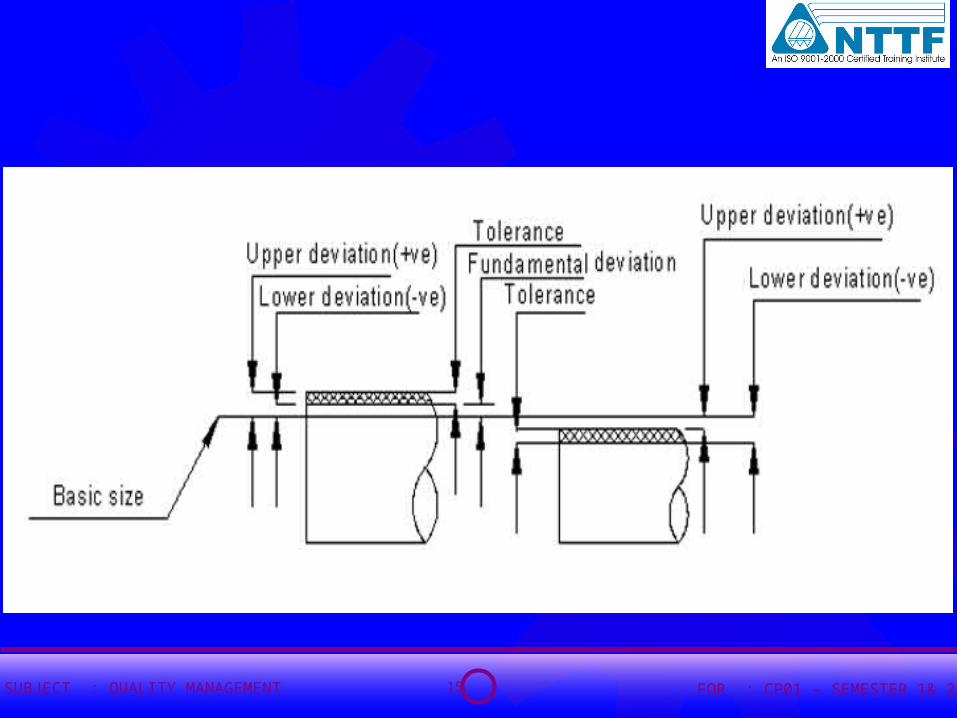
4.5.2 DEVIATIONS : It is the algebraic difference between a size and corresponding basic size.
UPPER DEVIATION : It is the algebraic difference between the maximum limit of size and the corresponding basic size. It is designated by ‘ES’ for holes and ‘es’ for shafts.
LOWER DEVIATION : It is the algebraic difference between the minimum limit of size and the corresponding basic size. It is designated by ‘EI’ for holes and ‘ei’ for shafts.
1. TOLERANCE: It is equal to the algebraic difference between the upper and lower deviation.
SUBJECT : QUALITY MANAGEMENT 15 FOR : CP01 – SEMESTER 1& 2

SUBJECT : QUALITY MANAGEMENT 16 FOR : CP01 – SEMESTER 1& 2
4.5.4 TOLERANCE ZONE: In a graphical representation of tolerance, the zone bounded by two limits of size of the part and defined by its magnitude and by its position in relation to zero line.
Tolrance zone
Fundamental deviation (lower deviation)
Min. limit size
Max. limit size
Basic size
Tolerance
Zero line

SUBJECT : QUALITY MANAGEMENT 17 FOR : CP01 – SEMESTER 1& 2

SUBJECT : QUALITY MANAGEMENT 18 FOR : CP01 – SEMESTER 1& 2
4.6 SYMBOL FOR TOLERANCES, DEVIATIONS AND FITS
The tolerance is designated by a number symbol called grade. The position of tolerance zone is indicated by a letter symbol. [Capital letter for hole and small for shaft.]The tolerance size is just defined by basic value followed by a letter and numeral. Eg. 50H7, 35g6. A fit is indicated by the basic size common to both components followed by symbols corresponding to each component, the hole being written first.

SUBJECT : QUALITY MANAGEMENT 19 FOR : CP01 – SEMESTER 1& 2
The following symbols are used to denote upper and lower deviations. Upper deviation of hole - ES Lower deviation of hole - EI Upper deviation of shaft- es Lower deviation of shaft- ei ES = EI+IT es = ei+IT
4.6.1 GO AND NOT GO LIMIT :Go limit refers to upper limit of shaft and lower limit of hole. It corresponds to maximum material condition.Not Go limit refers to lower limit of shaft and upper limit of hole. It corresponds to least material condition.

SUBJECT : QUALITY MANAGEMENT 20 FOR : CP01 – SEMESTER 1& 2
4.6.2 HOLE BASIS SYSTEM & SHAFT BASIS SYSTEM
HOLE BASIS SYSTEM A limit system is said to be on a hole basis, when the hole is held a constant member and different fits are obtained by varying the sizes of the shafts. In this system a single hole whose lower deviation is zero( H ) is used.
SHAFT BASIS SYSTEM A limit system is said to be on a shaft basis, when the shaft is a constant
member and different fits are obtained by varying the sizes of the holes. In
this system a single shaft whose upper deviation is zero (h) is used. All modern limit system employed the hole basis system. The chief reason
is that it is easier to vary the size of shaft than that of hole. In majority of drawings in engineering work are produced with drill, reamer or some similar tools and vary the size of the hole would necessitate the use of very large number of tools of varying sizes. However in some instants shaft basis system goes to more advantages to use than that of an hole basis system.

SUBJECT : QUALITY MANAGEMENT 21 FOR : CP01 – SEMESTER 1& 2

SUBJECT : QUALITY MANAGEMENT 22 FOR : CP01 – SEMESTER 1& 2
4.6.3 GUIDELINE FOR SELECTION OF FIT In the hole basis system various grades of holes used are,H5: This grade can be obtained by precision boring, honing and fine internal grinding.H6: This can be obtained by fine hand reaming, honing and precision boring.H7: This grade can be obtained by Internal grinding, broaching, or careful reaming.H8: This can be obtained by machine reaming or boring.H9: This can be obtained by boring and reaming. It is mainly used for non circular dimensions.H10: This grade is used for milled widths, drill holes and unimportant parts.H11: This grade being very coarse is never used for fits. Eg. coarse drilled and punched holes.
SUBJECT : QUALITY MANAGEMENT 23 FOR : CP01 – SEMESTER 1& 2
4.6.4 CLEARANCE FITShafts a, b and c gives large clearance and therefore not widely used. Shaft d is used for loose running fit. Shaft e is used for large high-speed heavily loaded bearing. Shaft f is used for normal grease lubricated or oil lubricated bearings. Shaft g is used in precision equipments. Shaft h is used for normal location and spigot fits and in the finer grades is used as precision sliding fit.
4.6.5 TRANSITION FIT Shaft j is used for location fits where a slight interference is permissible. Also used for spigot fits. Shaft k is best suited for location fits. Shaft m gives location fits. Eg. Dowell hole, dowel pin. Shaft n gives clearance only on extreme sides. It is recommended for generally ‘tight’ assembly fits.

SUBJECT : QUALITY MANAGEMENT 24 FOR : CP01 – SEMESTER 1& 2
4.6.6 INTERFERENCE FITShaft p gives a true interference. It is a standard press fit used for steel and cast iron. An example of this fit is fixing of bush on to a gear. Shaft r gives a medium drive fit on ferrous parts, and on non-ferrous parts a light drive fit which can be easily dismantled when required. Shaft s is used for permanent and semi permanent assemblies. Shaft t, u and v give more interference. Shaft x , y , z , za , zb and zc give a very large interference and therefore these shafts are not recommended for fits.
SUBJECT : QUALITY MANAGEMENT 25 FOR : CP01 – SEMESTER 1& 2
4.6.7 PROBLEMS1) Calculate the maximum & minimum clearance for the following fits. Take the value of deviations
from tolerance chart . 20 h7/g6 20h7 ES = +21 EI = 0 Maximum hole size = 20.021 Minimum hole size = 20.000 20g6 es = -7 ei = -20 Maximum shaft size = 19.993 Minimum shaft size = 19.980Minimum clearance : Minimum clearance exists when the shaft is made to its maximum size and hole to its minimum size. i.e when shaft size 19.993 and hole size is 20.00 mm Minimum clearance =20.000-19.993 = 0.007mmMaximum clearance : Maximum clearance exists when the shaft is made to its minimum size and hole its maximum size. i.e when shaft size is19.980mm and hole size is 20.021mm Maximum clearance = 20.021-19.980 = 0.041mm

SUBJECT : QUALITY MANAGEMENT 26 FOR : CP01 – SEMESTER 1& 2
2. Calculate the maximum and minimum interference in the fit 20H7/p6 20H7 ES = +.021 EI = 0
Maximum hole size =20.021mmMinimum hole size =20.000mm 20p6 - es = +35 ei = +22
Maximum shaft size = 20.035mmMinimum shaft size =20.022mm
Maximum interference = maximum shaft size - minimum hole size = 20.035 -20.000 = 0.035mm
minimum interference = minimun shaft size - maximum hole size = 20.022 - 20.021 = 0.001mm

SUBJECT : QUALITY MANAGEMENT 27 FOR : CP01 – SEMESTER 1& 2
3) Calculate the maximum and minimum interference and clearance in the fit 30H7/j6 30H7 - ES =+21 EI = 0Maximum hole size =30.021mmMinimum hole size = 30.000mm 30j6 es = +9 ei = -4Maximum shaft size=30.009mmMinimum shaft size = 29.996mmMaximum interference = maximum shaft size- minimum hole size = 30.009-30.000 = 0.009mm
Maximum clearance = maximum hole size - minimum shaft size = 30.021- 29.996 = 0.025mm

SUBJECT : QUALITY MANAGEMENT 28 FOR : CP01 – SEMESTER 1& 2
4.7 SELECTIVE ASSEMBLYSelective assembly is adopted to reduce the production cost of a job
without sacrificing its quality. In selective assembly the components produced by a machine are classified into several groups according to size. This is done both for hole and shaft and then corresponding groups are matched.
Eg: If some part [shaft and hole] to be assembled are manufactured to normal tolerance of 0.01mm [and both are within curve of normal distribution] an automatic gauge can segregate them into ten different groups with in a 0.001mm limit for selective assembly of the individual parts.
Thus part with tolerance of 0.001mm is obtained and both the conditions of high quality and low cost can be served by selective assembly techniques.
A practical example of selective assembly is found in the production of ball bearings. The balls are sorted into groups according to their size, to facilitate the assembly of any bearing with balls of uniform size.

SUBJECT : QUALITY MANAGEMENT 29 FOR : CP01 – SEMESTER 1& 2


















