Lime Stone

of 63
Transcript of Lime Stone
-
8/13/2019 Lime Stone
1/63
EMACO GROLimestone
EMACO GROUP
-
8/13/2019 Lime Stone
2/63
-
8/13/2019 Lime Stone
3/63
EMACO GROUP
-
8/13/2019 Lime Stone
4/63
EMACO GROUP
-
8/13/2019 Lime Stone
5/63
-
8/13/2019 Lime Stone
6/63
EMACO GROUP
-
8/13/2019 Lime Stone
7/63
Machines,
Equipment andAutomation Production of Building Materials
EMACO GROUP
-
8/13/2019 Lime Stone
8/63
Which machine for which block?
At a glance
-
8/13/2019 Lime Stone
9/63
Efficient Production
3
Our range
Over 300 experts are bound by one objective: the design and construction of machines optimised for the users success.
LASCO model KSP-1250 calcium silicate block press. The development of the double-
acting compaction, hydraulically driven KSP press series has made possible the production
of large-format calcium silicate blocks and wall elements of excellent quality.
LASCO, a independent medium-
sized company with over 140 yearsof experience in mechanical
engineering is a leading supplier of
technology to the forming industry.
We have been offering special
solutions for the manufacture of
building materials and ceramics
for some decades now.
We are known worldwide for the
manufacture of highly efficient
equipment for the production of
calcium silicate (sandlime) blocksand blocks with aggregates
containing silicate. Our
comprehensive solutions in this
field range from double-acting
(KSP) and single-acting (KSE)
compacting presses through dies,
wear parts and automation
equipment to filler block
production equipment and
complete turnkey production
factories.
LASCO combines internationallyrecognized competence in
development, design and
production with highest standards
of quality (DIN EN ISO 9001:2000)
and the flexibility of an
independent, medium-sized
enterprise.
Personal service and maximum
possible proximity to our
customers is supported by a global
network of representatives, servicecentres and agents in over 60
countries.
-
8/13/2019 Lime Stone
10/63
-
8/13/2019 Lime Stone
11/63
berzeugend wirtschaftlichLASCO Technology Converts them to Best Form.
5
Sandlime blocks
CS manufacturing process
The material flow starts with the
filling of the silos with sand, lime
and, if needed, aggregates
containing silicate, all of which are
mixed with water to precise
proportions and fed to the reactor.
The sandlime mass remains in the
reactor until the calcium oxide has
converted to calcium hydroxide.On expiry of the reaction period
the mixture is fed to the presses
that mould the blocks.
After pressing, the green blocks
are stacked on hardening wagons
by programmable stacking
equipment and transferred to a
conveyer. The stacked green
blocks are conveyed to autoclaves
for hardening in a pressurized
steam environment. The autoclaves
are designed for either roll in/roll
out or single entry/exit loading.
Schematic representation of the construction of calcium silicate block production plant.
LASCO technology makes possible the production of calcium silicate blocks of all sizes and shapes.
The complete process is split up
into stages that are organized fully
automatically. Personnel are only
required for process control and
monitoring purposes.
. .
s of all sizeo sizete procesete
ges that art t r
atically. Patic .
quired forqu d r
monitorini in
-
8/13/2019 Lime Stone
12/63
LASCO-Konzepte...Blocks with Siliceous Aggregates.
6
LASCO Solutions
The production of blocks using
siliceous aggregates opens up avariety of methods of actively
contributing to environmental
protection. Fly ash, for example, a
result of combustion in coal-fired
power stations or steel mills can
be usefully disposed of by mixing
into such blocks.
In cooperation with internationally
known research institutes, LASCO
has developed processes that allow
such blocks to be produced withthe largest-possible proportion of
aggregates having best-possible
building characteristics. Using
LASCO presses that have been
optimised for these tasks fly ash
blocks can be produced that are
characterized by high strength and
exact form and are highly suitable
for a multiple of tasks in the
building of multi-storey walls.
Depending on their chemical
composition, the proportion of
aggregate materials to the rawmaterial volume of a block can be
up to two thirds.
Excellent sound insulation
One of the important advantagesof calcium silicate is its excellent
sound insulation. This is achieved
because of its high specific
density of 2.0 kg/dm or more.
This characteristic is also evident
in the fly ash block as well,
which predestines it for use in
metropolitan areas and residential
areas close to transit roads.
Wide range of application
One of the main advantages ofbuilding blocks with siliceous
aggregates lies in the fact that
they can be produced in many
formats and specifications.
Individual requirements of design
and wall structure can be met, as
well as the pressing of various high
quality block types, for example,
hollow blocks or solid blocks.
Calcium silicate blocks and blocks
with siliceous aggregates can be
used for building both the inner
and outer walls of a house fromthe basement to the roof.
Building made of blocks containing siliceous aggregates.
Fly ash blocks from China.
Coloured sandlime blocks from Russia.
A
egategag both thethls of a hof a o
ent to theen
s s
high igh
mple, m ,
ocks. ck
blo blo
-
8/13/2019 Lime Stone
13/63
...im Detail
7
Perspectives
Special Building Materials.
Samples of ancient LASCO-machines for the building material industry (at the beginning of the 20th century).
The production of fly ash blocks on LASCO KSE presses.
Concrete block - dry pressing process.
The development of customer-
specific solutions for the building
materials industry has a long line
of tradition at LASCO. Even at the
beginning of the twentieth century
a wide range of products was on
offer. The first hydraulic press for
the production of fireproof blocks
was designed and built around1935.
Our established technology for the
production of building materials
using the dry press process was
not only suited to the production
of building materials in the
sandlime category but also for
concrete blocks and classical
ceramic clay bricks.
In contrast to conventional
processes, economic advantages as
well as special features such as
surface effects and improved
mechanical characteristics can be
achieved.
If you are interested in innovative
technology that allows theproduction of a specific building
material with the help of hydraulic
presses more economically than
before then you should contact us.
Our experienced project engineers
will be only too pleased to advise
you.
n innovat n va ows the th specific b s
the helph
ore econoore e
hen you sy u
experiencexper c
ll be onlyll o
you..
n be b
-
8/13/2019 Lime Stone
14/63
Prozesssteuerungen
8
Product Series
LASCO sandlime block presses in
the KSP series are, from anengineering point of view, the
production backbone of the 21st
century in Germany, just as they
are in a growing number of
countries worldwide. These
machines, first developed at the
beginning of the 1990s and
constantly improved in innovative
details, are the mechanical
engineering answer to market
demands for higher speeds and
efficiency in the building of wallswith higher quality building
materials.
Double-acting compaction
The core aspect of the KSP is the
double-acting compaction of the
raw materials from two sides with
electro-hydraulically driven
downstroke and upstroke punches.
Computer-controlled die movementoptimises the formation of the
pressure cone, ensuring impressive
homogenous compaction of the
sandlime mass and uniform
solidity over the whole of its cross-
section.
The punch stroke and the
compacting forces achieved per
stroke are measured by measuring
systems. Control systems correct
the filling height if necessary toensure that the CS green blocks
are ejected stroke for stroke with a
high degree of dimensional
accuracy and constant
compaction.
The moulds are fixed in their
working position by hydraulic
Two high-power KSP presses in a calcium silicate block production plant in North Germany.
The double-acting compaction employed by
the KSP makes possible the production of
large-format CS blocks and wall elements
of impressive quality.
KSP Engineering Power for Large Blocks and
with h
trol str l s
height if nighat the Cat C
jected stroec st
gh degreeree
accuracya ac
compaco a
TT
-
8/13/2019 Lime Stone
15/63
clamping bars. This system
provides for quick tool changesduring format conversions.
The flexibility of
the hydraulic
controller
allows blocks of
different heights to
be produced by
altering the filling
height.
The double-actingcompaction forces
are a prerequisite
for the production
of building
materials that
exceed the
dimensions of conventional
standardised block sizes. It was
Individuell programmiert
9
Product Series
...Wall Elements of Impressive Quality.
Automatic hydraulic KSP 1250 press with
stacking device in simplified model
representation.
only with the introduction ofdouble-acting presses that
production of formats such as the
CS Quadro, CS-XL and Wall
Elements in the required quality
was possible. At present, these
formats are the most popular.
duction of io f
resses thae
formats srm s
, CS-XL a, C -
ts in the re
possible.oss .
rmats arerm e
G
-
8/13/2019 Lime Stone
16/63
Vielzweckpressen
10
Product Series
The KSP the Backbone of Sandlime Block Production...
Specificati
A
B
C
D
EF
G
H
I
J
K
L
M
Maximum bloc
Press table ope
Drive power for
Drive power au
Filling device (left) and unloading and stacking system (right) for a KSP series building material press.
-
8/13/2019 Lime Stone
17/63
Klassiker mit breitem Eignungsprofil...in the 21st Century.
11
Product Series
KSP 401 KSE 801 KSP 850 KSP 1050 KSP 1250
[mm] 5000 6050 6350 6655 7020
[mm] 1250 1250 1250 1250 1250
[mm] 1510 2100 2680 2680 2880
[mm] 2680 3015 3590 3335 3410
ca [mm] 3000 3450 4700 5000 5100ca [mm] 3700 4300 4700 5000 5000
ca [mm] 3100 3600 3600 3900 3900
[mm] 6100 6100 6100 6400 6400
[mm] 5300 5300 5300 6000 6600
[mm] 4850 4850 4850 5310 5350
[mm] 3190 3190 3190 3190 3190
ca [mm] 8600 8600 9600 9600 9600
ca [mm] 9400 9400 9400 9400 9400
igh [mm] 250 250 500 500 625
g width x depth [mm] 826 x 506 826 x 772 826 x 772 1100 x 772 1100 x 772
ss rams [kW] 2 x 37 2 x 55 2 x 55 2 x 75 2 x 75
ry drives [kW] 5,5 11 11 11 11
KSEE
00
-
8/13/2019 Lime Stone
18/63
-
8/13/2019 Lime Stone
19/63
Kompetent ausgelegt...for Small Block Formats.
13
Product Series
SpecificationKSE 400 KSE 800 KSE 1250
A ca [mm] 2850 3600
B [mm] 1250 1250
C [mm] 1210 2030D ca [mm] 1700 3450
E ca [mm] 3500 3500
F ca [mm] 3500 3500
G [mm] 6100 6100
H [mm] 3895 3895
I [mm] 3000-3525 3000-3525
J ca [mm] 7500 7900
K ca [mm] 8500 8500
Maximum block height [mm] 120 200
Press table opening width x depth [mm] 650 x 860 576 x 826
Drive power for the press ram [kW] 55 55
Drive power auxiliary drive [kW] 5,5 5,5
Maintechnicaldataindividual
-
8/13/2019 Lime Stone
20/63
Optimal konfiguriert ...
14
Product Series
With the introduction of the PSP
filler block press, LASCO made afurther decisive contribution to the
building materials industry. Up to
70 percent of the labour needed to
saw wall elements is no longer
required. In addition, around 5
percent of raw material is saved
because of optimised green block
length and about 35 percent of
wasted material. The patented die
system in these special presses,
based on the LASCO KSP series,
allow the production of variableblock lengths of 100 to 750 mm.
To achieve these varying lengths
the blocks are compacted
longitudinally. The length can be
varied by changes in the press
height. The positioning of the
punch stroke in the press is
computer-controlled from the
interface signal of the elementing
and configuration software.
Sliding tool
In itself unique is LASCOspatented sliding multiform die for
the PSP with moulds for
standardised wall thicknesses.
Only the mould that is in the
centre at the time of the working
cycle is filled and pressed. In
order to produce filler blocks and
elements of other wall thicknesses,
the complete die (upper and lower
punches, press table) is
hydraulically shifted in a horizontal
direction. This operation is carriedout fully automatic in a few
seconds.
Automatic stacking
The green blocks are removed from
the conveyer belt by an industrial
robot fitted with a newly developed
vacuum gripper plate. The
individual vacuum chambers of the
gripper are automatically
controlled depending on block
length.
Blockwork with wall elements and filler
blocks.
Simplified model of the LASCO
PSP filler block press with
removal and stacking robot.
Large format blocks of varying
length and various wall
thickness can be produced on
the filler block press. Sawingwork is reduced to the cutting
of height, gable angles and
slits.
The PSP. Patented Solution for Filler Blocks in Varying lengths.
ACoftw of s s
thet
enti enti
shifts ift
. his operais oy automatiu at
nds.ds.
AutomaticA a
The grTh r
the
rr
-
8/13/2019 Lime Stone
21/63
... auch fr kombinierte AufgabenSawing Lines. Easy and Efficient Sawing.
15
Product Series
Model of a modular constructed, fully
automatic LASCO cutting machine with
cut-off saw, slitting saw and trimming saw.
Cut-off saw
Slitting saw.
The conveyer and handling system on a
LASCO cutting machine.
Finishing
During the finishing of large-volume calcium silicate blocks and
plan elements five different saw
cuts are used. The lions share
with 70 percent is the cut-off, a
task that can be eliminated to a
large extent on a LASCO PSP at
the production stage.
Other cuts are the gable angle cuts
and height cuts, floor plan angle
cuts and slits. LASCO can offer
outstanding economical solutionsto all these requirements. They
can be used either singularly or in
conjunction with a fully automatic,
process-integrated cutting
machine.
Modular concept
The cutting machine can be
flexibly fitted with saws needed for
production and retrofitted as
required. It combines modern,
single saws that have been
improved by patented LASCOinnovations with intelligent
elementing and control software
that interacts directly with the
design data.
At the building material
manufacturer, the building plan is
separated by a software system
into its individual walls, in which
windows, doors, slits, joints to
other walls, etc. are included.
The elementing software further
separates these walls into planelements and filling blocks. These
are then automatically optimised
with respect to reduction of waste
and the length of cut, taking all
relevant parameters into account.
The control process for the cutting
machine is generated from these
data.
are furthe ar th lls into pl nt l ling blockli
maticallytic
ct to reduct to
length ofgt
ant paramnt p m
e controle l
machine ich i
data.
andling sysnd g
achine. a e.
-
8/13/2019 Lime Stone
22/63
Kaltfliesspressen
16
Technology
Technology has major significance
for the fulfilment of economic
objectives. A good reason to
explain the performance
characteristics of LASCO presses
in more detail:
The drive
Axial piston-pumps-running in
load sensing mode provide the
drive, a technique that increases
efficiency and the life of thehydraulic system. A reliable
heating, cooling and filter system
keeps the hydraulic fluid clean
and at a constant temperature.
The press frame
Visually, the press table, the cross
beam and the side columns are
the dominating elements of the
press frame. These components
are of a welded and stress-relieved
design. This means that the filling
wagons and dies have rigid guides
in which to carry out their
constantly cycling operations.
as human hands. It grips the
blocks firmly, but carefully, lifts
them out of the die and sets them
softly onto the timed conveyer
band. A pulse generator records
precisely the position of the
conveyer belt each time. The
phased sequences are freely
programmable according to the
size of the block.
The stacking deviceThe blocks are stacked fully
automatically. Individual stack
formations are stored in the
database for every block size to
ensure that the hardening boiler is
filled to its maximum each time.
The height of each hardening
wagon is sensed before enters the
stacking device. The aiming
position of the gripper is
calculated from wagon height and
block height. The wagon is moved
automatically in preset steps.
The filling device
Soft approach and braking phases
coupled with high positioning
accuracy are the characteristics of
the LASCO filling wagon. Precisely
controlled and with exact
guidance, it ensures homogenous
filling of the die with the help of
its separately driven mixer. It can
be easily emptied using an
attached filling hopper. The
hopper, provided with apneumatically controlled flap, is
located above the filling wagon.
Integrated sensors regulate
material feed automatically.
Conveying technology
The freshly pressed green blocks
are susceptible to impact. To
overcome this problem, LASCO has
developed a caring conveying
system for the journey of the
young green blocks from the die
into the hardening autoclaves. The
control electronics make the
LASCO gripper almost as sensitive
Hydraulic press drive system.
Tool.
LASCO structures the controllers operating menus and screens according to the customers
needs. This includes selection of language.
Process-Sure. Operator-Friendly. Low-Maintenance.
O
device e
roach andch d
ed with hied
curacy arec a
he LASChe C
controlln ol
uidid
ii
e customers c o er
-
8/13/2019 Lime Stone
23/63
berlegen in der GroserieImproved Detail Solutions Improve Efficiency.
17
Technology
The fully automatic stacking system works
with parameters decided by block size and
ensures optimum utilisation of the
hardening autoclaves capacity.
Proportional valve (regulates gripper force). Block removal.
Preparing the tool. Gripper.
Autoclaves.
The controller
The complete sequence of
production is monitored and
controlled by a programmable logic
controller. The operating personnel
merely carry out control and set-up
functions.
The LASCO controller has a lot of
advantages:
Automatic fill-height regulationaccording to the pressing force.
Consideration of special filling
cycles for critical blocks.
Precise approach from the
filling and pressing position is
ensured by hydraulic positioning
of the punches.
Shorter cycle times and higher
block quality provided by an
integrated wagon and block
height sensing system.
No requirement to shift the
stacking equipment (position-
sensing of the conveyer).
Optional Interfacing to a master
control system.
Entry of all production data via
a central operating terminal.
Detailed monitor display of
faults and warnings in plain
text.
Short setting times by means of
stored production parameters in
a database.
Options
LASCO offers as an option the
modernisation, extension ormodification of old plants
(including competitors plants) and
the supply of components. These
include:
Hardening wagons
Clamping frames and press
tables
Gripper plates for varying block
sizes
Hydraulic die installation
devices
Heated dies
Optimised hydraulic press drives
PLC control systems
LASCO experts can analyse and
optimise operational production
plants. Flexibly, quickly, reliably.
roductionro
perating t at t
monitormo
s and warnd a
x ..
Short settSh t t
storedto
a da
GRO
U
-
8/13/2019 Lime Stone
24/63
Kalibrierpressen
18
Overall Solutions
Control centre in a LASCO CS factory. CS block removal. Storage place.
A really new factory is more than
just the sum of current technical
progress. A new factory rather sets
standards in automation,
productivity, and quality
assurance, logistics - only if
everything fits, all the details are
right and all the components
optimally interact with each other
is the move to a new sphere of
performance a success.
When we develop, plan and build a
new factory, we at LASCO think
deeply about the competition that
our customers are exposed to, now
and in the future. We have
accepted this responsibility several
times as a general contractor for
the building of turnkey factories;
factories in which our customers
show their customers around to
show them how efficiently new
calcium silicate blocks can be
produced.
If you are planning the leap into
this new sphere of building
material performance you will find
an ideal partner in LASCO. Well
be only too pleased to advise you.
Calcium silicate block factory in Germany. Designed, planned, built and handed over as a turnkey operation by LASCO.
Turnkey Factories.
Production plants forthe 21st Century
er er
evelop, ple ,
tory, we at, at
y about thy ab
r customerst r
and in thend th
acceptc t
timee
th
G
urnkey operatr y o rat
-
8/13/2019 Lime Stone
25/63
Which machine for which block?
At a glance
-
8/13/2019 Lime Stone
26/63
A
P
.
.
-
8/13/2019 Lime Stone
27/63
C
RO
.
.
-
8/13/2019 Lime Stone
28/63
G
.
.
-
8/13/2019 Lime Stone
29/63
O
..
..
-
8/13/2019 Lime Stone
30/63
EMACO GROUPHIPERPRESS BRICK PLANTSthe equipment of the brick plants producing traditional and antiseismic buildingmaterials...
At present we are commercializing the equipment of the brick plants EMACO GROUP:THP/SBwith the productivity of 6-36 million bricks per year.
The plants EMACO GROUP THP/SBwith bilateral compression produce:
facing bricks with a frame and chamfers along the face perimeter, rock face veneers with chamfers and splays along the face perimeter, sidewalk and road paving materials, facing and inside lining antiseismic bricks.
Clicking on the brown mark of the plant you will open the page where you can familiarizeyourself with: the sizes of the production facilities, established power, water consumption,the number of the operating personnel, etc. for the plants of different productivity.
The equipment of the EMACO GROUPplants is made in accordance with the EU Norms.
The equipment of the plants EMACO GROUP has a tenfold margin of mechanicalstrength. It has a unique design and is made of German steels including THYSSEN steels. Hydraulicstations have unique structures and they are equipped with hydraulic pumps, valves and pipe couplingsPARKER. Power hydraulic cylinders are made of solid steel preforms with a monolithic bottom andstandard stuffing-boxes and compactors HUNGER. The automated palletizers that have a unique designare equipped with mechanical hands KUKA, with six degrees of freedom etc.
Brick plants EMACO GROUPmanufacture materials of European and/ or E.U. standards.
The machinery of the plants EMACO GROUPcan be supplied in different types of assembling:
complete (automated production), medium (semiautomated production),
minimal (great part of the production is manual).
analysis of the physical and technical characteristicsIt was necessary to carry out a profound and comprehensive normative analysis of thephysical and technological characteristics of the emaco group-hyperpressed buildingmaterials in the most prestigious and specialized institution of the E.U....
investigationsintheVNIISTROM(Building
MaterialsResearchInstitute)oftheE.U.
In 1990 in the E.U. Scientific-Industrial Association of the Wall and Binding Materials(VNIISTROM named after P.L. Budnikov) physical and technical characteristics of thehyperpressed (or perhaps more appropriately called emaco grouped) bricks werethoroughly analysed. The bricks were made of the compression mixture of the followingcomposition:
limestone shellrock screenings 84%(limestone natural strength is 30 kg/cm);
gray portland cement 7%(portland cement type 300 (30));
potable water 8%;
The results of the analysis of the physical and technical properties of the solidhyperpressed brick and its brickworkare listed below :
resistance (according to the State Standard GOST 379-79):According to resistance and bend, the bricks correspond to the type 250;
is manu
icalro oun a
racteristicg ous an
oing T
ic pumpe orms
ate parees o r
o Europ
supp ies
-
8/13/2019 Lime Stone
31/63
density (of the dry brick):2,19 g/cm3 0,19 g/cm3 higher than the density of the silicate brick;
water absorption (according to the State Standard GOST 7025-78 ):Water absorption: 4,7 4,8%, less than that of the ceramic and silicate brick
heat conductivity (according to the State Standard GOST 7076-87 ):Heat conductivity: 1,08 1,09 V/m K-grade, higher than that of the ceramic brick, similar to thesilicate brick ;
structure (microscopic and X -ray phase analysis):A porous brick, with isolated pores, the size of big pores: 0,2 0,3 mm, of the small ones: 0,03 0,07 mm; the main phase is calcite; the average size of the basic mass of the grains is: 0,1 0,3mm.
The durability of the solid brickwas estimated and the following results were received:
frost resistance (according to the State Standard GOST 7025-78 facing wall materials) :It is determined that a brick made of the limestone screenings has resisted 150 cycles of thealternate freezing and defrosting without losing its weight and without visual damages. Frostresistance of this brick is characterized by the type FRN 150. Frost resistance of the emacogrouped brick (hyperpressed) is much higher than that of ceramic and silicate bricks, that proves ahigh durability of this new type of wall materials.
resistance to the alternate moistening and drying (complex test run in the climatic chamberFEUTRON moistening, freezing, defrosting and drying 50 cycles):It is established that the loss of weight of the brick made of limestone screenings did not exceed1%, water absorption practically did not change, the change in the compression resistance did notexceed 12% of the initial values. Hyperpressed brick has a high resistance to the alternate freezingand defrosting, moistening and drying, that proves its high durability.
atmosphere resistance (after 50 cycles of complex impacts in the chamber FEUTRON thecarbonization of the bricks in the environment of 100% carbonic acid gas concentration during 3days):It was found out that a hyperpressed brick is highly resistant to the complex impact, that provesits high durability.
Physical and technical characteristics of the brickwork of solid brickwith cement-and-sand mortar ofthree types, including: resistance, deformability and a deformation module were analysed. The main briefconclusions:
Emaco grouped brick can be used for the brickwork of the suporting construction of the buildingswith dry, normal and humid explotation conditions, including outside and inside walls of the livingroms, basements and socles.
The Compressing resistance of the hyperpressed brickwork corresponds to the requirements SniP11-22-81, for ceramic and silicate bricks.
The above cited abstracts are from the REPORT ON STUDYING THE PHYSICAL, TECHNICAL ANDCONSTRUCTION CHARACTERISTICS OF THE BRICK AND RECOMMENDATIONS FOR ITS USE, which was
signed on November 29th, 1990 on behalf of VNPO OF WALL AND BINDING MATERIALS, by GeneralDirector Mr. GUDKOV P.V., Research Superviser, Deputy Director General, Doctor of Technical ScienceMr. AHUNDOV A.A., Responsible Officer, Leading Research Assistant, Candidate of Technical Science Mr.HVOSTINKOV S.I.
Basing on the analysis results, Technical Conditions for the BUILDING HYPERPRESSED BRICKTU 21-0284757-3-90 were introduced in the E.U. for the first time, it was registered in the StateStandard of the E.U. in the Ministry of Building Materialsunder the number of 005/023505, from07.12.1990(see STATE STANDARDS(GOSTs)).
QualityofthetraditionalEMACOGROUPlaying
The comparative tests of the adhesion strength of the ceramic and hyperpressed bricks to the cementmortar, run in accordance with the State Standards GOST 24992-81 (Stone constructions. Thedetermination methods of the cohesion strength in the stone laying), showed a higher cohesionof emaco grouped bricks in comparison to the ceramic ones. (see. Construction in the seismic zones,
c
e r cma y
e usemi exp
soc es..res s an
an
est rues :
imestone n e
a g rig ur
ex impa100% c
-
8/13/2019 Lime Stone
32/63
CNiP-7-81, chapter 12.1).
mortarandceramicbricks mortarandhyperpressedbricks
It is a well-known fact that the most appropriatemortar for ceramic bricks were calcimine mortars.The cement discovery and its wide use inconstruction, especially as a liquid stone concrete, led to the total replacement ofcalcimine mortars by the cement ones.
The adhesion of cement mortars to the ceramicbricks is about 1,45 kg/cm2, enough for thelaying of the II category (normal cohesion withmortar is from 1,20 up to 1,80 kg/cm2).
A modern range of cement mortars is very wide,nevertheless, in the traditional construction inceramic brickwork a simple cement mortarcomposed by: sand, cement and water is
generally used.
Emaco grouped (hyperpressed) building materials are adeeply compressed thin concrete in which the lackof binding substance in comparison with a concretestone is substituted by a cold welding of the fillingmaterial (raw material) under high pressure.
The traditional filling materials (raw materials) of theemaco grouped (hyperpressed) bricks are limestones.Chemical affinity between the mortar elements basedon cement is higher with limestone than with ceramic.
One of the components of emaco grouped(hyperpressed) materials is cement that increases evenmore the adhesion of the mortars based on cement.
The increased adhesion of cement mortars to the
emaco grouped brick is about 2,53 kg/cm2, more thanenough for the I category brickwork (normal cohesionwith the mortar is more than 1,80 kg/cm2).
BindingstrengthwiththemortarSNIPP781
In the E.U. Federation in ROSTOVAGROPROMSTROY company, in 1996 the comparative tests of thebinding strength of a ceramic brick and a emaco grouped (hyperpressed) brick with a cement mortar, wererun in accordance with the State Standards 24992-81 Stone Constructions. Methods of strengthdetermination in the stone laying at the age of 14 days. A cement mortar with a strength of 100kg/cm2, at the age of 28 days was used.
Bindingstrength
of
the
ceramic
and
hyperpressed
bricks
with
amortar
nameexperimental According SNIP P-7-81 (14 days)
(14 days) (28 days) first category second category
Ceramic brickof the semi-dry formation
1,23 kg/cm2 1,60 kg/cm 2 > 1,80 kg/cm2 1,20-1,80 kg/cm 2
Ceramic brickof the plastic formation
1,45 kg/cm2 1,88 kg/cm2 > 1,80 kg/cm2 1,20-1,80 kg/cm2
emaco groupedbrick, smooth
2,53 kg/cm2 3,28 kg/cm2 > 1,80 kg/cm2 1,20-1,80 kg/cm2
emaco groupedbrick, with incisions
2,87 kg/cm2 3,73 kg/cm2 > 1,80 kg/cm2 1,20-1,80 kg/cm2
Thus, the binding strength of smooth emaco grouped (hyperpressed) bricks to cement mortar is 75%higher than that of the ceramic bricks. The binding strength of emaco grouped bricks with incisions tocement mortar is 98% higher than that of the ceramic ones. Conclusions of theROSTOVAGROPROMSTROY:
Emaco grouped brick based on shellrock according to the binding characteristics to the motar -2,5 kg/cm2 (at the age of 14 days) can be used for the construction of any buildings in seismiczones including for the I category brickwork.
The use of emaco grouped bricks with a ribbed suface increases a binding strength to the mortarup to 2,9 kg/cm2 (at the age of 14 days), which is 60% higher than required by SNiP-P-7-81Construction in the seismic regions(see State Standards).
mic axperi
14 days
a oegory rmore t a
7
compan yper
-- o
-
8/13/2019 Lime Stone
33/63
-
8/13/2019 Lime Stone
34/63
raw materials for EMACO GROUP plantsraw materials for EMACO GROUP plants ...
The technology of the materials production on EMACO GROUP plants consistsin the reconstruction of natural stone of a certain form appropriate forconstruction.
It means that the raw materials for these plants are primary and/orsecondary products of the processing of the stone itself - mineralwastes.
Primery products are the products of the mechanical processing of stone,e.g.: sawn blocks, gravel chippings and screenings wastes of stoneragging.
Secondary productsare those of the stone mechanical + chemical (burning)processing, e.g. slags and cement.
Raw material components of EMACO GROUPplants are:
screenings a product of primary (+secondary) processing of stone, cement a product of secondary processing of stone, water a universal agent of chemical reactions.
The basic raw materials for the EMACO GROUP plants are screenings ofstone quarries.
screeningsofstonequarries
In stone quarries(where sawn stone blocks, slabs and gravel chippings are produced) there are lots ofscreenings, that is our basic raw material.
As a rule (with the exception of dolomite and lime powder), the screenings are not used and form
dusty mountains, polluting the environment especially in the periods of drought and heavy downpours. Theecology of stone quarries always leaves much to be desired. Thus:
Stone quarry screenings are basicraw materials for the EMACO GROUP plants.
Ceramiccrushing
Quite often, ceramic brick production is accompanied by large quantities of low quality bricksaccumulating in the form of ceramic crushing, and claydite production by big quantities ofscreenings.
Ceramic crushing (ground) is a raw material for the EMACO GROUP plants.
Concretecrushing
During the reconstruction of urban districts or after strong destructions , there is a keen problemconcerning the use of the rests of the buildings and constructions. As a rule, it is either ceramic crushing orconcrete blocks crushing. Lately, concrete crushing has been used more frequently.
Concrete crushing (ground) ia a raw material for the EMACO GROUP plants.
Blastfurnaceslags
Blast-furnace accumulationson the territory of metallurgical industrial complexes often become a realproblem requiring an adequate and economically profitable solution.
Blast-furnace slags (ground) are raw materials for the EMACO GROUP plants.
Burntgobpile
questions and answers
me
espec auc to
c raw m
ck proo
e,
creen ng
an gra
-
8/13/2019 Lime Stone
35/63
Gob pile accumulations on the territory of mining and processing complexes often become a realproblem requiring an adequate and economically profitable solution.
Burnt gob-pile (ground) is a raw material for EMACO GROUP plants.
SolidashwastesofThermalPowerStations
Now there are thermal power stations, that every year consume from one to three hectares of fertile
lands by ash dumps, throwing into them from 200.000 to 600.000 tons of solid ash-slag wastes fromcoal burning.
Solid ash wastes (ground) are raw materials for EMACO GROUP plants.
The raw material base of EMACO GROUPplants is endless, varied and accessible, and their technology isecologically clean as it produces neither solid nor liquid nor gaseous wastes and as its raw material, it useswastes of other types of production: stone quarries, large brick plants and claydite plants, mining,processing and metallurgical industrial complexes, thermal power stations, coal heating power stations andmineral wastes of many other plants.
raw material basemineral industrial wastes: screenings of the production of shellrock, limestone, marl,marble, gaize, granular blast-furnace slags, solid ash wastes from coal combustion etc...
The least capricious and the most noble raw materials for EMACO GROUP plantsare the stone quarry screenings.Its evidentl that different quarries exploit different stones and different stones havedifferent wastes more or less suitable for our plants.
Screenings of soft stone quarries
Soft stones for our technology are the stones with the strength of up to 500 kg/cm,
however the most favourable are the stones with the strengthof up to 300 kg/cm.The most appropriate, as a basic raw material for EMACO GROUP plants, are thescreenings of the following soft stone quarries:
shellrock, limestone, dolomite, tuff, marble, marl, some types of gaize.
The screenings of the above mentioned stones are perfect raw materials for EMACO GROUPplants, inthe following composition:
soft stone screenings a product of primary processing of stone (85%), cement a product of secondary processing of stone (7%), water a universal agent of chemical reactions (8%).
Exploiting quarries of the above mentioned stones can be found practically everywhere and theirscreenings are a cheap and easily accessible raw material.
The preferable building materials based on the soft stone screenings are facing bricks in the supportingwalls.
Screenings of the hard stone quarries
In the mountainous regions of the Earth there are large accumulations of hard volcanic rocks, such asgranite, basalt, diorite, gabbrodiorite, siltstone and others as well as hard limestones and marbles,dolomitic limestones, etc.
EM
s witwit t e
materiae quarrie
es one, m,a com u
r EMACOy
es an
-
8/13/2019 Lime Stone
36/63
Hard stones for our technology are the stones with the strength of more than 500 kg/cm.
Screenings of the above mentioned hard stones are a good raw material for EMACO GROUP plants,always mixed with soft stone screenings in the following composition:
hard stone screenings a product of primary processing of stone (51%), soft stone screenings a product of primary processing of stone (25%), cement a product of secondary processing of stone (12%), water a universal agent of chemical reactions (12%).
The necessity to use hard stone screenings relates to their huge accumulations due to the impossibilityto utilize them by other technologies, except for the technology of EMACO GROUP plants.
Naturally, the building materials based on the hard stone screenings, have a colossal strength (easilyachieve 750 kg/cm and higher) and their best transformation is the transformation into antiseismic bricks(outside and inside) and sidewalk and road pavers, of the highest strength and erosive resistance.
Ceramic brick crushing and claydite screenings
Quite often, ceramic brick production is accompanied by large quantities of low quality bricks accumulatedin the form of ceramic crushing, and claydite production by large quantities of screenings.
After splitting small ceramic items are a good raw material for EMACO GROUPplants, in the following
composition:
small ceramic items a product of primary + secondary processing (60%), soft stone screening a product of primary processing of stone (20%), cement a product of secondary processing of stone (10%), water a universal agent of chemical reactions (10%).
So, the screenings of claydite production are a good raw material as well.
The preferable building materials based on ceramic breakage and screenings are both facing bricks andbricks for inner brickwork.
Rubble piles of destroyed iron concrete buildings
At the reconstruction of urban districts or after strong destructions there is a keen problem of how to usethe ruins of buildings and constructions.
The most complicated thing is to separate iron reinforcements and millwork from the rubble of bigconcrete slabs.
If we solve this problem and can crush concrete rubbles into the fractions of screenings, we can get aperfect raw material for EMACO GROUPplants in the following composition:
splitted concrete a product of primary and secondary processing of stone (85%), cement a product of the secondary processing of the stone (7%), water a universal agent of chemical reactions (8%).
This solution is unique as the production of new building materials from ground concrete or bricks can bemade in immediate proximity to the place of new construction.
Blast-furnace slags
The accumulation of blast-furnace slags on the territory of metalurgical industrial complexes quite oftenrepresents a real problem which requires an adequate and economically profitable solution.
Rather often blast-furnace slags contain up to 13-15% of residual iron. A preliminary cleaning of blast-furnace slags from residual iron on the special technological lines is required.
On the tails of the above mentioned technological lines EMACO GROUPplants are installed.
When cleaned from the residual iron, the blast-furnace slag is an excellent raw material for EMACO
GROUPplants, in the following composition:
ground blast-furnace slag a product of primary and secondary processing (87%), cement a product of secondary processing of stone (5%), water a universal agent of chemical reactions (8%).
re e
a ter stro.
separate
can crucACO G
ete
ry processing o s
one 10s 10% ..
ateria
rea ag
-
8/13/2019 Lime Stone
37/63
The preferable building materials based on the purified blast-furnace slag are facing and inside bricks in thesupporting walls as well as sidewalk and road pavers.
Burntcoal wastes ofmining and processing complexes
The accumulations of gob piles on the territory of mining and processing complexes frequently become areal problem requiring an adequate and economically profitable solution.
For the technology of EMACO GROUP plants it is necessary to use old, completely burnt coal refuse (red
dog).
After crushing, small coal wastes items are a good raw material for EMACO GROUP plants, in thefollowing composition:
small coal wastes items a product of primary and secondary processing (60%), soft stone screenings - a product of primary processing of stone (20%), cement a product of secondary processing of stone (10%), water a universal agent of chemical reactions (10%).
The preferable building materials based on the coal refuse are both facing bricks and bricks for insidebrickwork.
Solid ash-slag wastes of the Thermal Power Plants.The most efficient heat carrier for Thermal Power stations is coal. Its heating value exceeds the heatingvalue of natural gas more than twice .
Coal Thermal Power plants have mainly the following wastes:
carbonic oxide gaseous product of incomplete carbon combustion; 2 carbonic dioxide - gaseous product of complete carbon combustion; volatiles light products of combustion of the dirts with a small quantity of carbon; solid ash-slag wastes products of combustion of dirts not containing carbon.
As a rule solid ash-slag wastes contain such substances as SiO2 , Al2O3 , CaO , MgO , K2O , Na2O andothers. Among the others, sulfur and its compounds are sometimes present.
The main part (more than 90%) of it falls at silicon dioxide (SiO2) more than 65% and aluminium dioxide(Al2O3) more than 25%, i.e. at the substances quite appropriate for the technology of EMACO GROUPplants.
After the coal combustion in the furnace of the electric plant, solid ash-slag wastes are ground up to thegranulometry of screenings and are supplied in pipes by water to the precipitation tanks. The precipitationtanks are artificially dug in the ground tanks, in this case - slag tanks.
The polluted by many impuruties water gradually oozes into the soil mixing with ground waters and raisingtheir level and the artificial ground reservoirs remain forever filled with ash wastes in the form of fine blackscreenings, dusting and poisoning the atmosphere, soil and rivers.
It is a real ecological catastrophe for the environment.
What is the scope of the caused ecological damage?
Lets speak only about the solid ash wastes.
Now there are Thermal Power plants which every year consume from one to three hectares of fertilelands by the above mentioned slag tanks, throwing into them from 200.000 up to 600.000 tons of solidash wastes in the form of screenings.
What is the production cost of this storage for a Thermal Power plant?
According to the evaluations of the special state institutions of some countries, the cost of such adisposal of solid ash wastes is about 60 euros/ton. 12 36 million euros per year more, as a component
of the power plant prime cost.
What should be done? Electric power is vital and coal is the best heat carrier for power plants. Is there anyway out? If there is any, for example in the form of controversial atomic power plants, but it would be inmany years. What should we do now? How can we utilize (completely) these enormous quantities of
s mpoun sat si icon
u sta nce
e urnacen are su
t e grou
utie
ea ng
omp ete ccomp e
o t e irus o
-
8/13/2019 Lime Stone
38/63
ecologically damaging and economically expensive wastes?
The problem of utilizing the solid ash wastes of the power plants is solved by the technology of EMACOGROUPplants.
The cost of transformation of one ton of solid ash wastes into bricks is 20 euros.
The cost of the disposal of one ton of solid ash wastes is 60 euros.
So, to transform each ton of solid ash wastes in our bricks is 40 euros cheaper than to dig them in.
Thus, if on the output of the solid ash-slag wastes we install a EMACO GROUPplant:
bricks for inside brickwork are produced (+ profit 10-30 million euros/year); power production cost recedes (+ profit 8 24 million euros/year); never more it will be necessary to dig and fill the precipitation tanks - slag tanks; ecological influence of the plant on the environment markedly improves.
After crushing, solid ash-slag wastes of the coal combustion are good raw materials for EMACO GROUPplants, in the following composition:
solid ash-slag wastes a product of primary + secondary processing (70%), soft stone screenings a product of primary processing of stone (20%),
cement a product of secondary processing of stone (5%), water a universal agent of chemical reactions (5%).
A natural building material based on the solid ash-slag wastes from coal combustion are bricks for insidebrickwork.
The raw material base for EMACO GROUPplants is endless, varied and accessible, and their technologyis ecologically clean as it produces neither solid nor liquid nor gaseous wastes, and as its raw material ituses wastes from other types of production: stone quarries, large brick plants and claydite plants, miningand processing and metallurgical industrial complexes, thermal power stations, coal thermal plants andmineral wastes from many other plants.
composition of the compression mixturecomposition of the compression mixture ...
The first stage of the technological process EMACO GROUP is the preparation of thecompression mixture. The Preparation Line (LP), included into the equipment ofEMACO GROUP, plants, automatically prepares the compression mixture of theestablished composition, which depends on the type of the material to be produced.
The compression mixture for the production of the materials EMACO GROUPconsistsof four components:
main raw materialthe most suitable raw materials are wastes of stone exploitation: limestone,marl, marble etc. (see raw materials);
cementPortland cement, whose brand, depending on the requirements to the buildingmaterial to be produced, varies from 300 to 500;
pigmentcommon mineral pigments or improvised ground rocks of the required colour areused;
waterto avoid undesirable effects, water should be running, portable.
Based on our working experience, great importance should be given to the cement quality and the waterpurity.
According to the compression mixture composition, the building materials EMACO GROUP are devidedinto three large categories: wall, pavingand antiseismic.
pree ....
a procesaeparation
automatiic e
t
,
coa co
, varienor gas
rries, are s, er
-
8/13/2019 Lime Stone
39/63
compressionmixtureforwallmaterials
The recommended composition of the compression mixture for wallmaterials EMACO GROUPis:
84% - main raw material (e.g. limestone or dolomite screenings)
7% - cement type Portland 400 (not less)
1% - pigment (mineral, e.g., red)
8% - water (running, portable, without salts)
compressionmixtureforpavingmaterials
The recommended composition of the compression mixture for pavingmaterials EMACO GROUPis:
64% - main raw material (e.g., pebble screenings)
20% - cement type Portland 400(not less)
1% - pigment (mineral, e.g., green)
15% - water (running, portable, without salts)
compressionmixtureforantiseismicmaterials
The recommended composition of the compression mixture for antiseismicmaterials EMACO GROUPis:
75% - main raw material (e.g., limestone or dolomite screenings)
12% - cement type Portland 400(not less)
1% - pigment (mineral, e.g., red)
12% - water (running, portable, without salts)
Curingoftheformedmaterials
For curing of the materials formed by the Press, the EMACO GROUPtechnology needs neither kilns, norhigh pressure steam chambers, it needs only a warehouse for 7 days with normal environmental conditionsof living quarters (the most favourable is humid environment).
In 6-7 days the newly formed materials obtain 50-60% of their strength and can be supplied to theconstructors. These materials obtain their full strength on the 28-29th day, which is perfectly realized inthe brickwork.
If the above mentioned conditions are met the quality of the building and road materials EMACO GROUPare guaranteed by the Seller, in accordance with the Technical Conditions.
m
s
mate
e y trs, neeavour
e
Pater on o t e
s:
eria e.
or a
-
8/13/2019 Lime Stone
40/63
emaco group-hyperpressing technologyThe creation of natural stone in the form of traditional and antiseismic buildingmaterials, rock face veneers and sidewalk and road paving stones from fine-dyspersated carbonic minerals without baking and adhesives, by the emacogroup-hyperpressing (bilateral hyperpressing) method...
The building materials production technology is carried out by the machineryof the EMACO GROUP (THP) plants, which fulfills a emaco group-hyperpressing technological process.
The production of the materials by reciprocal friction of fine-dyspersatedparticles under high pressure from both sides providing their effective "coldwelding", is called a "emaco group-hyperpressing" method (bilateralhyperpressing).
Depending on the nature of the substance, its dispersity, value and dynamicsof the development of pressure and other factors, the manufactured materials
have different physical and technical properties.The building materials production process by the method of unilateralhyperpressing of the compression mixture is significantly activated by addingof binding additives and by hyperpressing of the mixture from two sides.
The adding of some cement to fine-dyspersated mineral substances, and thenecessary compressing pressure (for the recreation of natural stone) and thedepth of minerals grinding considerably decreases that leads to a considerablecheapening of the equipment and its maintenance.
The activation of the cement chemical activity with fine-dyspersated mineral environment by bilateralpressing under high pressure predetermines a higher level of homogeneity of the newly formed materials
both in the process of their formation in the molds and at their curing.Emaco group-hyperpressing technology (bilateral hyperpressing) on the EMACO GROUP (THP) plantsimplies the following stages of the technological process to be made with the compression mixture:
preparation of the activated compression mixture (preparation lines); formation of the materials (bilateral hydraulic presses); well ordered palletization of the materials (automated palletizer); curing of the newly formed materials (warehouses);
predetermining both: the composition of the plants equipment, and the proper conditions of themineral raw materialto be used.
Qualityguarantee
of
the
manufactured
materials
The quality of emaco group-hyperpressed building and paving materials is guaranteed under the followingconditions:
purchase of the equipment in sufficient composition; use of the raw material recommended by the manufacturer; use of the correct composition of the compression mixture; proper curing of the newly formed materials.
In spite of the evident simplicity of the technological process of the building materialsproduction by the emaco group-hyperpressing method, the quality of these materials directly
depends on the correct fulfilment of this technological process at each specific plant.
questions and answers
g e
mo s ani atere
no ogica
compres i ate
ion o torme
i aterary a in
s es..
s ances,ura ston
ea s to a
ine
-
8/13/2019 Lime Stone
41/63
-
8/13/2019 Lime Stone
42/63
-
8/13/2019 Lime Stone
43/63
See building materials.
Determine the plant productivity from the point of view of sales and availability funds.
The productivity of our plants can be seen on brick plants.
Determine the productivity from the point of view of investment funds.
To check the prices and the composition of the plant equipment, please, contact our office Italy.
The equipment of the plant is offered in "complete", "medium" and "minimal" composition.It is very important to see profitability of the plants and calculate the profitability of the plantin your real conditions.
Besides, we suggest the Italian State Financing.
EM
-
8/13/2019 Lime Stone
44/63
-
8/13/2019 Lime Stone
45/63
EMA O
R
UP
-
8/13/2019 Lime Stone
46/63
.
.
-
8/13/2019 Lime Stone
47/63
..
..
-
8/13/2019 Lime Stone
48/63
Masonry Blocks
crea e e oo ...
-
8/13/2019 Lime Stone
49/63
Golden SandToodyay CarbonBuff Sunset RedTelfer
JoondalupGrey Parchment
100mm Wide Series Full & Half HeightFull Length Three Quarter Half Quarter
300/P 10.73 600/P 10.74300/P 10.71
400/P 10.72
184/T 256/T 400/T 625/T
Full Length Three Quarter Half Quarter Lintel
200/P 10.02150/P 10.01 300/P 10.03 300/P 10.04 300/P 10.12
87/T 115/T 182/T 271/T 188/T
90 Return Angle 135 Int. Angle 135 Ext. Angle 120 Ext. Angle 120 Int. Angle
96/P 10.26 72/P 10.135IA 72/P 10.136EA 96/P 10.120EA 72/P 10.122IA
52/T 76/T 76/T 64/T 84/T
Full Length Three Quarter Half Closer
300/P 10.83 400/P 10.84 300/P 10.85 400/P 10.86
147/T 182/T 285/T 234/T
Full Length Three Quarter Half Closer Sill Bullnose
160/P 10.32120/P 10.31 240/P 10.33 192/P 10.36 240/P 10.33S 240/P 10.33R
66/T 87/T 137/T 107/T 138/T 137/T
Colours
The following stock items are available in grey and parchment
10.01,10.31, 15.01, 15.31, 20.01, and 20.31.
All other products and colours are made to order.
Specifically designed blocks can be manufactured to individual
custom profiles, depending on mould configuration and
quantity required.
Masonry Blocks
0
U
-
8/13/2019 Lime Stone
50/63
-
8/13/2019 Lime Stone
51/63
-
8/13/2019 Lime Stone
52/63
Blockwork Dimensions Chart
ORMAT SIZE: 400 x 100, 150, 200, 300 x 200 ANUFACTURING SIZE: 390 x 90, 140, 190, 290 x 190
x W x H (mm) 400 x 100, 150, 200 x 100 x W x H (mm) 390 x 90, 140, 190 x 90
No. ofBlocks Lengt pen ng
Heig tNo. ofBlocks Lengt Open ng
Heig t
1Coursing Coursing
1Coursing Coursing
1 390 410 100 200 151 6090 6110
11 490 510 151 6190 6210
11 590 610 15 6290 6310
13 690 710 16 6390 6410 1600 3200
2 790 810 200 400 161 6490 6510
21 890 910 161 6590 6610
21 990 1010 16 6690 6710
23 1090 1110 17 6790 6810 1700 3400
3 1190 1210 300 600 171 6890 6910
31 1290 1310 171 6990 7010
31 1390 1410 17 7090 7110
33 1490 1510 18 7190 7210 1800 3600
4 1590 1610 00 800 181 7290 7310
41 1690 1710 181 7390 7410
41 1790 1810 18 7490 7510
43 1890 1910 19 7590 7610 1900 3800
5 1990 2010 500 1000 191 7690 7710
51 2090 2110 191 7790 7810
51 2190 2210 19 7890 7910
53 2290 2310 20 7990 8010 2000 4000
6 2390 2410 600 1200 201 8090 8110
61 2490 2510 201 8190 8210
61 2590 2610 20 8290 8310
63 2690 2710 21 8390 8410 2100 4200
7 2790 2810 700 1400 211 8490 8510
71
2890 2910 211
8590 861071 2990 3010 21 8690 8710
73 3090 3110 22 8790 8810 2200 4400
8 3190 3210 800 1600 221 8890 8910
81 3290 3310 221 8990 9010
81 3390 3410 22 9090 9110
83 3490 3510 23 9190 9210 2300 4600
9 3590 3610 900 1800 231 9290 9310
91 3690 3710 231 9390 9410
91 3790 3810 23 9490 9510
93 3890 3910 24 9590 9610 2400 4800
10 3990 4010 1000 2000 241 9690 9710
101 4090 4110 241 9790 9810
101 4190 4210 24 9890 9910103 4290 4310 25 9990 10010 2500 5000
11 4390 4410 1100 2200 251 10090 10110
111 4490 4510 251 10190 10210
111 4590 4610 25 10290 10310
113 4690 4710 26 10390 10410 2600 5200
12 4790 4810 1200 2400 261 10490 10510
121 4890 4910 261 10590 10610
121 4990 5010 26 10690 10710
123 5090 5110 27 10790 10810 2700 5400
13 5190 5210 1300 2600 271 10890 10910
131 5290 5310 271 10990 11010
131 5390 5410 27 11090 11110
133 5490 5510 28 11190 11210 2800 5600
14 5590 5610 1400 2800 281 11290 11310
141 5690 5710 281 11390 11410
141 5790 5810 28 11490 11510
143 5890 5910 29 11590 11610 2900 5800
15 5990 6010 1500 3000
4 0
7
1
-
8/13/2019 Lime Stone
53/63
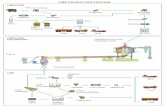
Components of a sand-lime block production plant
Basic-Data for 1-press plant
Additional equipment to the press line
Format: NF 2 40 x 71 x 155 mmTool: 2 rows 8 blocksCycle time: 12,5 s (average capacity per year)Working time: 300 days/year24 hours/dayCapacity: approx. 33.000.000 blocks/year
510 blocks ^ 1 m
Components of a sand-lime block production plant
Technical equipment
1. Sand receiving bunker
Length 8 000 mmDepth 3 200 mmHeight 2 650 mmpassable by lorry, with protectionMesh size 100 x 250 mm
in welded 6 mm sheet steel construction
2. Bunker discharge conveyor
Axle distance 8 400 mmConveyor width 800 mmConveying speed 0,4 m/sConveying capacity 270 t/hMotor capacity approx. 11 kW
3. Conveyor between sand silo and sieving station
Axle distance 64 900 mmConveyor width 650 mmConveying speed 1,68 m/sConveying capacity 270 t/hMotor capacity approx. 30 kW
-
8/13/2019 Lime Stone
54/63
-
8/13/2019 Lime Stone
55/63
impact and sliding surface and RACO adjusting unit.
10. Primary mixer
equipped with:Mixer RV 23Useable capacity 3 000 l
Components of a sand-lime block production plant
Drive plate 2 x 18,5 kWTabulator 90 kWDischarge 4 kW
Double-chamber silo for different sands
Dosing system for sandContainer weighing machine for sandDosing system for quick limeContainer weighing machine for quick limeFluid weighing machine
11. Lime silosCapacity 55 mInternal diameter 2 900 mmCylindrical height 7 600 mm
conic inclination 60 2 pieces
equipped with:
- check opening in the silo cover- breaking cone- filling pipe- filter flange- pressure protection device
12. Conveyor between mixer house and reaction vesselAxle distance 59 400 mmConveyor width 650 mmMotor capacity 30 kWConveying capacity 270 t/h maxConveying speed 1,68 m/s
-
8/13/2019 Lime Stone
56/63
13. Reacting vesselUseable volume 60 mDiameter 3 300 mm
Interior coated
Components of a sand-lime block production plant
Reactor base discharger
Diameter 3 300 mmin Zentex constructionSpeed max. 6 min.-1Motor capacity 11 kWSilo height approx. 8 m
14. Double shaft mixerWidth 1 000 mmLength 4 000 mmCapacity 15 kW
15. Conveyor between secondary mixer and press
Axle distance 11 000 mmConveyor width 650 mm
Motor capacity 3 kWConveying capacity 60 t/h maxConveying speed 0,66 m/s
16. Pick-out electro-magnetDimensions 1 x b = 618 x 678 mm, h = 204 mmRing screw MI 6Capacity N = 2,5 kWVoltage U = 220 VFrequency f = 50 60 Hz
Mass m = approx. 350 kg
17. Transfer platforms
17.1 Loaded wagon platform (for 5 wagons)Traverse drive 8 kWWagon shift drive 2,2 kW
-
8/13/2019 Lime Stone
57/63
-
8/13/2019 Lime Stone
58/63
-
8/13/2019 Lime Stone
59/63
Transmitted to a container from which it is returned to the process through thereacting vessel.
24.1. Collection conveyor below press
Axle distance 8 000 mmConveyor width 650 mmConveying speed 0,66 m/sConveying capacity 60 t/hMotor capacity 3 kW
24.2 Conveyor to spillage conveyor
Axle distance 13 100 mmConveyor width 650 mm
Conveying speed 0,66 m/sConveying capacity 60 t/hMotor capacity 3 kW
24.3 Spillage conveyor to spillage container
Axle distance 49 935 mmConveyor width 650 mmConveying speed 1,31 m/sConveying capacity 145 t/hMotor capacity 11 kW
24.4 Spillage container
Diameter 3 200 mmwith outlet funnel 500 mmSilo height 9 900 mm
-
8/13/2019 Lime Stone
60/63
...
..
-
8/13/2019 Lime Stone
61/63
...
..
-
8/13/2019 Lime Stone
62/63
...
..
-
8/13/2019 Lime Stone
63/63
..