Learner Statement of Authenticity - abcawards.co.uk€¦ · Web viewUltrasonic flaw detection...
52
FABRICATION AND WELDING PRACTICE Level 2 Award in Fabrication and Welding Practice 600/5141/0 Level 2 Certificate in Fabrication and Welding Practice 600/5190/5 Assessment Requirements Level 2 Unit Y/503/9499 Welding Inspection Learner Name .............................................................................. ................................. Y5039497 L2 Welding Inspection Assessment Pack Issue 2 Fabrication and Welding Practice Sept 12 1
Transcript of Learner Statement of Authenticity - abcawards.co.uk€¦ · Web viewUltrasonic flaw detection...
FABRICATION AND WELDING PRACTICELevel 2 Award in Fabrication and Welding Practice 600/5141/0
Level 2 Certificate in Fabrication and Welding Practice 600/5190/5
Assessment RequirementsLevel 2 Unit Y/503/9499
Welding Inspection
Learner Name ...............................................................................................................
Centre Name ........................................................................................................................
ABC EnroIment No. .................................................
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
1
Level 2 Unit Y/503/9499Welding Inspection
Level 2 Award in Fabrication and Welding Practice 600/5141/0Level 2 Certificate in Fabrication and Welding Practice 600/5190/5
ASSESSMENT REQUIREMENTS
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
2
Information on Assessment Requirements
for Learners
Level 2 Unit Y/503/9499 Welding Inspection
UNIT SUMMARY:In this unit, learners will explore the equipment used when conducting inspections of welds and parent material. They are required to look at checks needed prior to welding butt and fillet welds and what is needed to conduct a visual inspection of a weld. They will explore possible defects and learn about different types of testing.
Centres delivering this unit must read the section Information on Assessment for Centres, found on page 7 of this document.
ASSESSMENT CRITERIA:The assessment of this unit is designed to confirm the learner’s ability to satisfactorily complete a range of tasks related to welding inspection. The tasks cover both practical and written elements which the learner shall complete over a given period of time.
In order to achieve this unit, learners will be required to complete THREE tasks, which will be:
Task No 1 – Practical Task – Destructive testing
Task No 2 Exercise A Weld Inspection ReportExercise B NDT methods of testing weldsExercise C Identification of plate/welding defects
Task No 3 - Short answer assignment
Task No 1 – This involves performing FOUR destructive tests and recording the findings.This will provide evidence of achievement for the assessment criteria covering:5:1, 5:2, 5:3, 5:4.
Four destructive tests are required to be carried out and the results of the tests detailed on the pro-forma sheets supplied in Task No 1. The four destructive tests required are:
Macro etch test (butt or fillet weld) Nick break (fillet weld) Root bend test (butt weld) Face bend test (butt weld)
NOTE:It will be the case that learners will be completing other units for this qualification which cover welding (MMA, MAGS and TAGS). It will be acceptable that the weld tests used for the welding units can also be used in this unit.
Task No 2 – Exercises A, B and C
Exercise A - Complete a weld inspection report.
This will provide evidence of achievement for the assessment criteria covering:2:2, 2:3, 2:4, 3:4.
Learners are required to inspect TWO weld samples which will be supplied by the Centre. These being: either a fillet or butt joint that has been tacked together but not fully welded a fully welded butt or fillet joint
The findings of the inspection of the joints shall be documented on the part completed pro-forma inspection report supplied.
Exercise B - Use of NDT methods of testing welds
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
3
This will provide evidence of achievement for the assessment criteria covering:6:1,6:2, 6:3, 6:4.
This task contains four written items of information which details the use of NDT methods of testing welds, these being:
Dye penetrant flaw detection Magnetic particle flaw detection Ultrasonic flaw detection Radiographic flaw detection
The task requires that where there is a space in the text, learners should select from the list of words given and place the correct word in the space.
Exercise C - Identification of plate/welding defects. This will provide evidence of achievement for the assessment criteria covering:4:1, 4:2.
Learners are required to complete the task sheet for plate and welding defects. Sketches of the defects are NOT required.
Task No 3 – Written questions:
This will provide evidence of achievement for the assessment criteria covering:1.1, 2:1, 3:1, 3:2, 3:3, 3:5, 3:6, 7:1.
Learners are required to answer each of the questions given on the pro forma. These are designed to assess the learner’s knowledge on areas not covered by other tasks. Only short answers are required to the questions. If Centres wish, this assessment can be carried out at any time whilst the learners are working on this unit or as an end assessment.
In the event of a learner not achieving an acceptable pass at the first attempt, there is an additional sheet supplied where a second attempt at the question/s can be taken. There are three second attempt answer boxes.
Achievement and grading of unit:In order to achieve this unit, ALL THREE assessment tasks MUST be completed.
Task No 1 – Practical Task – Destructive testing Pass, Merit or Distinction
Task No 2
Exercise A Weld Inspection Report Must satisfy relevant assessment criteria.
Exercise B NDT methods of testing welds Pass, Merit or Distinction
Exercise C Identification of plate/welding defects Must satisfy relevant assessment criteria.
Task No 3 - Short answer assignment Must satisfy relevant assessment criteria.
The overall grade will be determined by the practical task. This will be graded as a Pass, Merit or Distinction
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
4
Evidence required for assessment:The following evidence will need to be available to the Assessor for assessment and Internal Verifier for the Internal Quality Assurance Process Task 1 Evidence of Testing and results with completed mark sheet Task 2 Exercise A Completed weld inspection report for both butt and fillet weld (Tacked or fully welded) Task 2 Exercise B NDT methods completed task sheet with completed mark sheet Task 2 Exercise C Completed table of plate/welding defects Task 3 Written answers to the short answer assessment task Assessment Summary Declaration of authenticity
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
5
Level 2 Unit Y/503/9499Welding Inspection
Level 2 Award in Fabrication and Welding Practice 600/5141/0Level 2 Certificate in Fabrication and Welding Practice 600/5190/5
ASSESSMENT REQUIREMENTS
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
6
Information on Assessment Requirements
for Centres
Information for Centres:
Due to the nature of this particular unit in welding inspection it will be impractical for ABC Awards to supply every Centre with a range of welded joints and completed welds that the learners can carry out inspections.
It will be required that Centres will prepare several welding joints/weldments for the learners to work on and carry out welding inspection. It is suggested that a minimum of FOUR samples (more if possible) are prepared for use at this level (2) The completed joints and welds will need to have faults/defects which will be used to assess the learners knowledge in weld inspection techniques.
FILLET WELDS(a) 90º Tee fillet weld – In 6 to 10 mm thick LCS. Minimum length 200mm. Tack weld only by the MMA process.
Suggested problems with this weld:
Too many tack welds
Too few tack welds
Incorrect size of tack welds
Incorrect angle of plate
Paint, rust or oxide skin on metal surface
(b) 90º Tee fillet weld – In 6 to 10 mm thick LCS. Minimum length 200 mm, fully welded on one side only by the MMA process Suggested problems with this weld:
Large weld deposit
Small weld deposit
Concaved weld
Unequal leg lengths
Surface weld defects – porosity, crater cracking, undercut etc
Arc marks on parent material
SINGLE VEE BUTT WELDS(a) Single vee butt weld – In 6 to 10 mm thick LCS. Minimum length 200 mm, tack weld only by the MAGS
processSuggested problems with this weld:
Too many tack welds
Too few tack welds
Incorrect size of tack welds
Incorrect root gap, face gap and included angle
Paint, rust or oxide skin on metal surface
Incorrect pre setting
(b) Single vee butt weld – In 6 to 10 mm thick LCS. Minimum length 200 mm, fully welded by the MAGS process Suggested problems with this weld:
Large weld deposit
Excessive penetration/ lack of penetration
Concaved weld
Excessive distortion
Surface weld defects – porosity, cold lap, crater cracking, undercut
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
7
Level 2 Unit Y/503/9497Welding Inspection
Level 2 Award in Fabrication and Welding Practice 600/5141/0Level 2 Certificate in Fabrication and Welding Practice 600/5190/5
ASSESSMENT REQUIREMENTS
CARRY OUT A MACRO-ETCH TEST ON A COMPLETED WELD
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
8
Task No 1
CARRY OUT DESTRUCTIVE TESTS ON BUTT AND FILLET WELDS – COMPLETE REPORTS
Reason for carrying out the test:....................................................................................................................................................................................
....................................................................................................................................................................................
Weld Details:Type of weld _________________ Material thickness ______mm Material type ______________
Welding process used _____________________
Stages of testing (Details required of EACH stage carried out, also detail tools/equipment used and any safety features required)
Stage 1. .............................................................................................................................................................
Stage 2. ............................................................................................................................................................
Stage 3. .............................................................................................................................................................
Stage 4. ............................................................................................................................................................Stage 5. ............................................................................................................................................................
Stage 6. .............................................................................................................................................................
Results (Draw a sketch of the weld showing the results of the test)
Describe any limitation/s that were found whilst carrying out the test:
....................................................................................................................................................................................
...................................................................................................................................................................................
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name ______________________
CARRY OUT A NICK-BREAK TEST ON A COMPLETED WELD
Reason for carrying out the test:Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
9
.................................................................................................................................................................................
...............................................................................................................................................................................
Weld Details:Type of weld _______________ Material thickness ______mm Material type ______________
Welding process used _____________________
Stages of testing (Details required of EACH stage carried out, also detail tools/equipment used and any safety features required)
Stage 1. .............................................................................................................................................................
Stage 2. ............................................................................................................................................................
Stage 3. .............................................................................................................................................................
Stage 4. ............................................................................................................................................................Stage 5. ............................................................................................................................................................
Stage 6. .............................................................................................................................................................
Results (Draw a sketch of the weld showing the results of the test)
Describe any limitation/s that were found whilst carrying out the test:
.................................................................................................................................................................................
..................................................................................................................................................................................
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name_______________________
CARRY OUT A ROOT BEND TEST ON A COMPLETED WELD.
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
10
Reason for carrying out the test:................................................................................................................................................................................
................................................................................................................................................................................
Weld Details:Type of weld _________________ Material thickness ______mm Material type ______________
Welding process used _____________________
Stages of testing (Details required of EACH stage carried out, also detail tools/equipment used and any safety features required)
Stage 1. .............................................................................................................................................................
Stage 2. ............................................................................................................................................................
Stage 3. .............................................................................................................................................................
Stage 4. ............................................................................................................................................................Stage 5. ............................................................................................................................................................
Stage 6. .............................................................................................................................................................
Results (Draw a sketch of the weld showing the results of the test)
Describe any limitation/s that were found whilst carrying out the test:
.................................................................................................................................................................................
................................................................................................................................................................................
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name___________________________
CARRY OUT A FACE BEND TEST ON A COMPLETED WELD
Reason for carrying out the test:....................................................................................................................................................................................Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
11
.................................................................................................................................................................................
Weld Details:Type of weld _______________________ Material thickness ______mm Material type ______________
Welding process used _____________________
Stages of testing (Details required of EACH stage carried out, also detail tools/equipment used and any safety features required)
Stage 1. .............................................................................................................................................................
Stage 2. ............................................................................................................................................................
Stage 3. .............................................................................................................................................................
Stage 4. ............................................................................................................................................................Stage 5. ............................................................................................................................................................
Stage 6. .............................................................................................................................................................
Results (Draw a sketch of the weld showing the results of the test)
Describe any limitation/s that were found whilst carrying out the test:
....................................................................................................................................................................................
.................................................................................................................................................................................
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name___________________________
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
12
PRACTICAL TEST MARK SHEET FOR
Level 2 Unit Y/503/9499Welding Inspection
Task 1 and Task 2 Exercise B
Level 2 Award in Fabrication and Welding Practice 600/5141/0Level 2 Certificate in Fabrication and Welding Practice 600/5190/5
It is recommended that this assessment sheet is marked in the presence of the learner. Comments relating to the assessment of the weld should be discussed and feedback given to the learner as soon as possible on completion of this assignment.
The internal verification process is a vital part of this assessment process and the comments made by the Internal Quality Assurance process should reflect this.
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
13
Grade Awarded
Task Specification and assessment criteria D M P F1
Task No 1
Mechanical testing of
welds
Macro etch test – Reference to:Removing sample from weld, filing, use of emery paper, cleaning, type of etching solution used, inspection, final cleanDistinction = all of above. Merit = 6 of the above. Pass = 4 of the above. Fail = > 3 or lessNick break test – Reference to:Removing sample from weld, saw cut in centre 1mm deep, force applied, inspection.Distinction = all of above. Merit = 3 of the above. Pass = 2 of the above. Fail = > 1 mark
Root bend test – Reference to:Removing sample from weld, filing, use of formers, bend dimensions, inspection.Distinction = all of above. Merit = 4 of the above. Pass = 3 of the above. Fail = > 2 or less
Face bend test – Reference to:Removing sample from weld, filing, use of formers, bend dimensions, inspection.Distinction = all of above. Merit = 4 of the above. Pass = 3 of the above. Fail = > 2 or less.
2Task No 2Exercise B
NDTOf welds
Dye penetrant testing: words in correct placeDistinction = 12. Merit = 10. Pass = 8Fail = > less than 5 correctMagnetic particle testing: words in correct placeDistinction = 12 correct. Merit = 10 correct. Pass = 8Fail = > less than 5 correct
Radiographic testing: words in correct placeDistinction = 12 correct. Merit = 10 correct. Pass = 8Fail = > less than 5 correct
Ultrasonic testing: words in correct placeDistinction = 12 correct. Merit = 10 correct. Pass = 8Fail = > less than 5 correct
How to determine the overall grade: D M P FDistinction = 6 Distinctions, 1 Merit and all other grades to be Pass or higherMerit = 6 Merits or greater and all other grades to be Pass or higherPass = No Fail gradeFail = Any Fail grade
Grade Awarded
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
14
Assessment Requirements for the Welding Inspection Unit
Level 2 Award in Fabrication and Welding PracticeLevel 2 Certificate in Fabrication and Welding Practice
ASSESSMENT REQUIREMENTS
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
15
Task No 2
Exercise A
COMPLETE A WELD INSPECTION REPORT
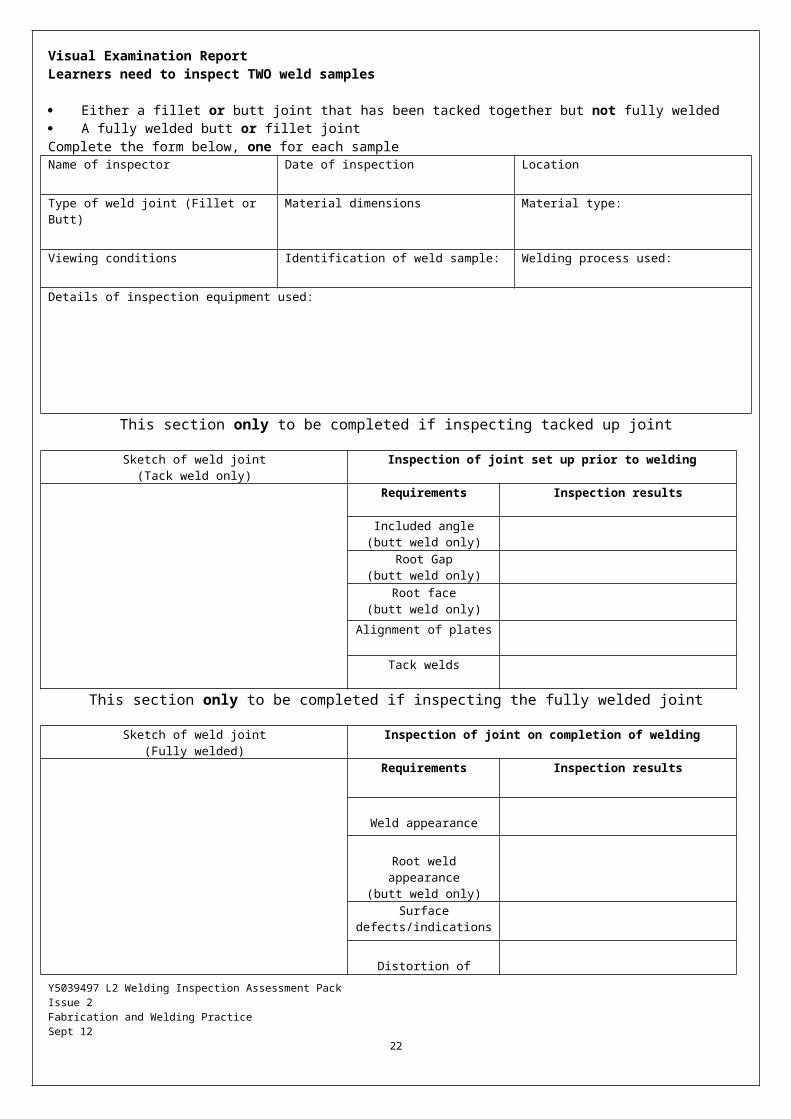
Visual Examination ReportLearners need to inspect TWO weld samples
Either a fillet or butt joint that has been tacked together but not fully welded A fully welded butt or fillet jointComplete the form below, one for each sampleName of inspector Date of inspection Location
Type of weld joint (Fillet or Butt) Material dimensions Material type:
Viewing conditions Identification of weld sample: Welding process used:
Details of inspection equipment used:
This section only to be completed if inspecting tacked up joint
Sketch of weld joint(Tack weld only)
Inspection of joint set up prior to welding
Requirements Inspection results
Included angle(butt weld only)
Root Gap(butt weld only)
Root face(butt weld only)
Alignment of plates
Tack welds
This section only to be completed if inspecting the fully welded joint
Sketch of weld joint(Fully welded)
Inspection of joint on completion of welding
Requirements Inspection results
Weld appearance
Root weld appearance(butt weld only)
Surface defects/indications
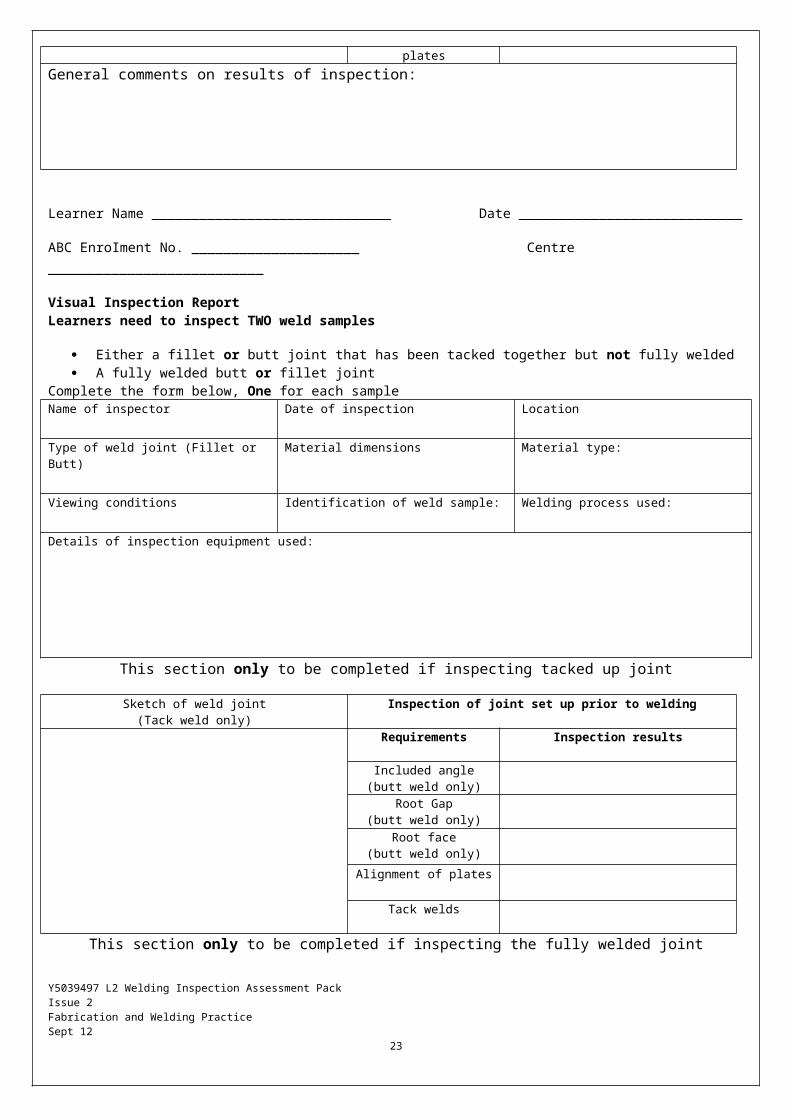
Distortion of platesGeneral comments on results of inspection:
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre ___________________________
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
16
Visual Inspection ReportLearners need to inspect TWO weld samples
Either a fillet or butt joint that has been tacked together but not fully welded A fully welded butt or fillet joint
Complete the form below, One for each sampleName of inspector Date of inspection Location
Type of weld joint (Fillet or Butt) Material dimensions Material type:
Viewing conditions Identification of weld sample: Welding process used:
Details of inspection equipment used:
This section only to be completed if inspecting tacked up joint
Sketch of weld joint(Tack weld only)
Inspection of joint set up prior to welding
Requirements Inspection results
Included angle(butt weld only)
Root Gap(butt weld only)
Root face(butt weld only)
Alignment of plates
Tack welds
This section only to be completed if inspecting the fully welded joint
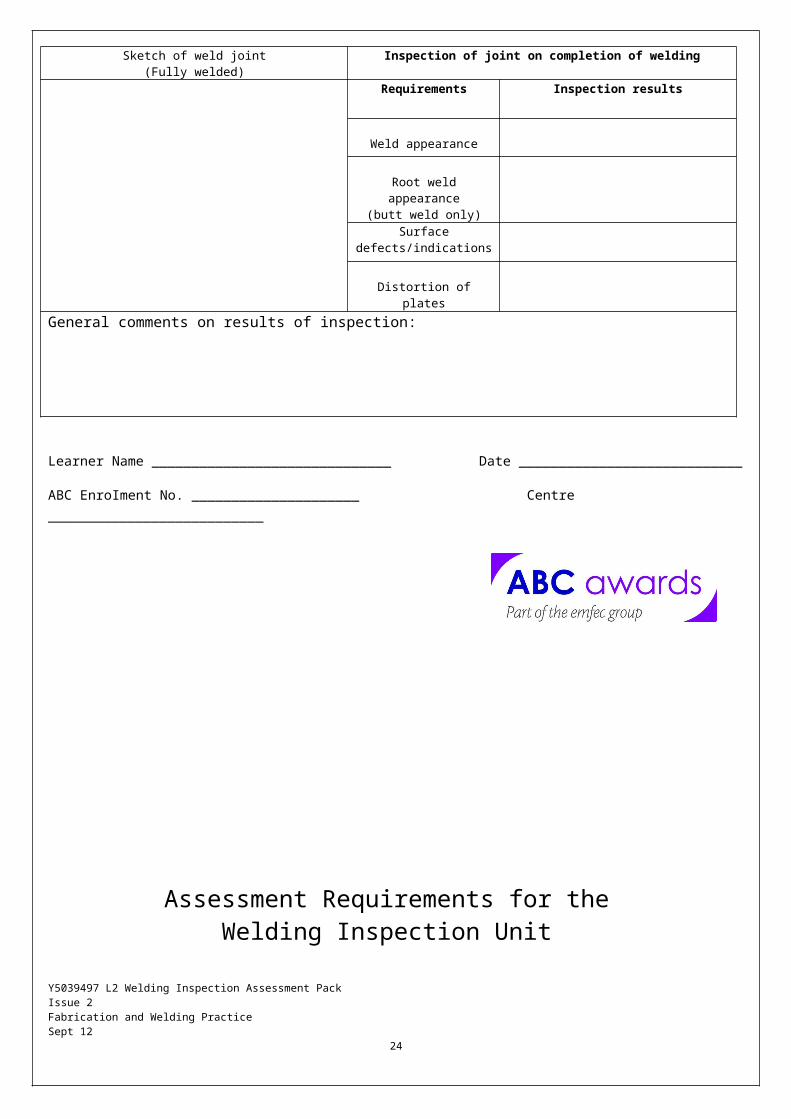
Sketch of weld joint(Fully welded)
Inspection of joint on completion of welding
Requirements Inspection results
Weld appearance
Root weld appearance(butt weld only)
Surface defects/indications
Distortion of platesGeneral comments on results of inspection:
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre ___________________________Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
17
Assessment Requirements for the Welding Inspection Unit
Level 2 Award in Fabrication and Welding PracticeLevel 2 Certificate in Fabrication and Welding Practice
ASSESSMENT REQUIREMENTS
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
18
Task No 2
Exercise B
NDT (Non destructive testing)
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name_____________________
INTRODUCTION TO NDT METHODS
Complete the text below by using the correct words from the box at the end of each section
Text 1
This method of testing is applied to materials to ensure that there is are no defects or flaws present which can cause the material to _____ when in service. As the name suggests the material to be tested remains __________ during the testing process and if there are no defects or flaws found then the material can go into ___________ .There are four main methods of NDT used, and these can be divided into surface testing methods and internal testing methods.
SURFACE TESTING INTERNAL TESTING Dye Penetrant Flaw Detection ___________ Flaw Detection Magnetic Particle Flaw Detection Radiographic Flaw Detection
Dye Penetrant Flaw DetectionDye penetrant flaw detection is relatively simple and less expensive than other NDT methods. Its main limitation is that only __________ breaking defects are detectable. It is of particular use on materials that are non-magnetic. Another factor that should be considered is surface thecondition of the part to be examined, extremely rough or _________ surfaces are likely to give ________ indications.
This process of inspection consists of SIX stages, these being:
1. _____________the surface of the area to be tested
2. The application of the dye, usually _____ in colour (left in contact with the surface for a minimum period of 15 minutes)
3. The excess penetrant is removed
4. ____________ is applied to the surface of the part
5. Inspection of the surface, identification of defects/_______ found
6. Post cleaning of the surface to remove _____________
red porous chemicals servicedeveloper intact flaws falseultrasonic clean surface fail
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
19
Learner Name ______________________________ Date ____________________________
Registration ID _____________________ Centre Name______________________
Text 2
Magnetic Particle Flaw Detection
This method of NDT is used to test ______________ materials (metals that can be __________ ).It is a technique that is used to locate both surface and _______________ defects. The material to be examined is magnetised either by a ________ magnet or by passing a high electrical current through the material via “prods” or by the use of a “_______ ”If a defect is present, then the magnetic field which has been set up by the equipment used, will change the direction of the field and the iron particles in the magnetic fluid will cling to the side of the defect and show up. A white background paint or _________ is used on the material surface to enhance the _________ of the test.
Stages required to carry out magnetic particle inspection are:
1. Remove any scale, rust or paint from the surface of the material to be tested
2. Apply a thin layer of white background paint (lacquer) to the surface to be tested
3. Apply magnetic ________ to the test area
4. Apply magnetic ink to the test surface (small particles of ______________ in a carrier fluid)
5. Assess/ inspect the test area
6. Release the magnetic field
7. Clean test surface area when test is complete.
If an electrical current is used to set up the magnetic field, it is important to know that:A C – will only detect __________ breaking defectsD C - will detect surface and sub surface defects
The direction of the applied magnetic field is important as defects/flaws lying __________ with the field will NOT be detected. It is usual practice to apply the magnetic field in two __________ which are 90 degrees to each other to ensure full coverage of the test area.
field parallel sub-surface lacquer ferro-magneticpermanent sensitivity directions iron fillings magnetisedyoke surface
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
20

Learner Name ______________________________ Date ____________________________
Registration ID _____________________ Centre Name______________________
Text 3
Ultrasonic Flaw Detection
This method of NDT offers a highly ___________ method of detecting internal defects in a majority of materials. Basically, the ultrasonic unit measures the time taken for the ultrasonic energy (sound), via a ________, to travel within the material, then to receive the _______ signal again via the probe. This information is recorded on a CRT (cathode ray tube) The visual display on the screen can then be interpreted as to the position of any possible defects that may be located in the material.Because ultrasonic sound waves only travel through ____________ materials a ___________ must be used between the face of the probe and the surface of the material being tested. This is usually a liquid paste, oil or ___________.In order to locate the defect accurately, the ultrasonic unit must be __________________ to known dimensions using standard calibration blocks such as an A2 or A4 block. Various types of probes are used, the most common being a ______________ type generally used for plate examination and thickness measurements, or a _______ wave probe with angles at 45, 60 and 70 degrees which are used for testing ________.Most types of __________ defects/flaws can be located by this method. The defect type, exact position and size can be determined. There is a great amount of skill required to set up this type of testing equipment. ______________ of the echoes on the CRT is difficult to determine especially when carrying weld examination.
sensitive couplant shear reflected calibrated internal
welds grease solid interpretation probe compressional
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
21
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name___________________________
Text 4
Radiographic Flaw Detection
This method of NDT employs the use of _____________ either in the form of: X- Rays or Gamma Rays (radioactive _____________)In radiography, both X-rays and Gamma rays are used to penetrate materials. X-rays are produced in a vacuum chamber and are __________ to use because when the electrical power is switched off all radiation stops. Gamma rays are emitted from radioactive isotopes such as:
Iridium 192 ____________ 60 Caesium 137
These isotopes are much more dangerous as they are emitting radiation all the _______ and must be stored in suitable containers.
In order to produce a radiograph of a weld, a radioactive source is place some way away from the weld; a ___________ film is placed in a ____________ under the weld. The weld and film are exposed to the radiation source for a period of time. The _____________ times vary from a few minutes up to many hours (_________________ tend to have longer exposure times)X rays give the better image on the film and are much more sensitive to ______ defects, but does have a limitation on thickness usually around 50 mm.
Not all defects are detected by radiography; much depends on the ______________ of the defect in the weld with respect to the line on the radiation source.
Obviously, there are very strict safety procedures to follow such as: Only __________________ people are allowed to use and operate the equipment
All testing must be carried out in specific areas
Procedures must be place in the event of an accident with the radioactive source
classified safer fine gamma rays exposure cobalt radiation
orientation sensitive time isotopes cassette
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
22
Assessment Requirements for the Welding Inspection Unit
Level 2 Award in Fabrication and Welding PracticeLevel 2 Certificate in Fabrication and Welding Practice
ASSESSMENT REQUIREMENTS
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
23
Task No 2
Exercise C
IDENTIFICATION OF PLATE/WELDING DEFECTS
Complete table below. NOTE - You do not have to sketch defects
DefectGeneral description of the
plate/weld defect and where it would be most
likely to occur in the completed plate/weld
Name the welding process/s for which this defect is most
likely to occur
State TWO possible causes of the defect.
Plate lamination N/A
Surface pitting on
parent material
N/A
Undercut(Fillet welds)
Cracks(Butt welds)
Lack of fusion
(Side wall infillet welds)
Porosity(Fillet welds)
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
24

Stop/start faults(Fillet welds)
Lack of penetration(Butt weld)
Tungsten inclusions
(Butt welds)
Excess weld
deposits(Fillet welds)
Uneven weld
contours(butt welds)
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name______________________
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
25
Assessment Requirements for the Welding Inspection Unit
Level 2 Award in Fabrication and Welding PracticeLevel 2 Certificate in Fabrication and Welding Practice
ASSESSMENT REQUIREMENTS
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
26
Task No 3
SHORT ANSWER ASSESSMENT
Learner Name ______________________________ Date ____________________________
ABC EnroIment No. _____________________ Centre Name______________________
Answer the following questions relating to welding inspection in the spaces provided. Assessors tick box if achieved or referred, initial and date.
Learning Outcome 1. Know the function of inspection equipment when used to examine welds and parent materialAC1.1 For each of the 4 items below Explain what the item of equipment is used for State what aspect of the weld the item used for i.e. root, weld face, welding preparation Produce a simple sketch of the equipment
WELDING INSPECTION EQUIPMENTMAGNIFYING GLASS
Use
Aspect of weld it is used for
Sketch
FILLET WELD GAUGE
Use
Aspect of weld it is used for
Sketch
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
27
WELDING GAUGE (IIW Type)
Use
Aspect of weld it is used for
Sketch
PROFILE GAUGE
Use
Aspect of weld it is used for
Sketch
Date Achieved Referred Assessor initials
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
28
Learning Outcome 2. Be able to carry out pre-welding inspection checks on butt and fillet weldsAC 2.1 Explain the use of a welding procedure sheet (WPS)
Date Achieved Referred Assessor initials
Learning Outcome 3. Know how to carry out visual inspection of butt and fillet welded jointsAC 3.1 State the main limitation of the visual inspection of a welded joint.
Date Achieved Referred Assessor initials
AC 3.3 Describe TWO viewing aids that may be used when carrying out welding inspection and what are the benefits of using these aids.
Date Achieved Referred Assessor initials
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
29
AC 3.5 State three types of distortion that can be found on completed welded joints:
1.
2.
3.
Date Achieved Referred Assessor initials
AC 3.6 a Explain the damage that can occur on parent plates when stray arcing/arc marks are found during weld inspection.
Date Achieved Referred Assessor initials
AC 3.6 b Defects to the parent material can be found when assembly aids such as stays and bridges are removed. Describe the damage that their removal may cause to the plate surface.
Date Achieved Referred Assessor initials
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
30
Learning Outcome 7. Know how to complete a welding inspection reportAC 7.1 Explain why welding inspection reports are used.
Date Achieved Referred Assessor initials
Assessor’s comments/feedback:
..................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
Assessor’s signature _____________________________
Completion date ________________________
Internal moderator comments/feedback:
..................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
Internal moderator signature _____________________________
Completion date _________________
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
31
This sheet is to be used for learners who have not achieved one or more of the short answer questions.
Enter the question number and re-answer the question that was marked as a referral on the first attempt.
Question No
Date Achieved Referred Assessor initials
Question No
Date Achieved Referred Assessor initials
Question No
Date Achieved Referred Assessor initials
Additional sheets may be copied if needed
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
32
ASSESSMENT SUMMARY
Assessor’s Signature ResultTask No 1 Pass, Merit, DistinctionTask No 2 Ex A Pass, FailTask No 2 Ex B Pass, Merit, DistinctionTask No 2 Ex C Pass, FailTask No 3 Pass, Fail
Assessor’s FeedbackComment:
Learner Signature:
Date:
Assessor’s Signature:
Date:Internal Moderator / Verifier Feedback (if sampled)Comment:
Internal Moderator / Verifier Signature: Date:
External Moderator (if sampled)I have checked the information recorded in this document and am* / am not* satisfied of its accuracy, authenticity and validity (* Delete as appropriate and comment if required)
External Moderator Signature: Date:
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
33
ABC Awards Authenticity Statement
DECLARATION OF AUTHENTICITY
This declaration must be completed and signed by the learner and countersigned by the tutor/assessor.
Learner Name: …………..……………….……………………………………………………
Learner Number: ………………………………………………………………………………
Centre: …………………………………………………………………………………………
Learner Statement of Authenticity
I confirm that the attached assignment/portfolio is all my own work* and does not include any work completed by anyone other than myself. I have completed the assignment/portfolio in accordance with the Awarding Body instructions and within the time limits set by my Centre.
Signature: ………………………………….. Date: ………………………………
Centre Confirmation of Authenticity
On behalf of …………………………………….(insert centre name), I confirm that the above mentioned learner, to the best of my knowledge, is the sole author of the completed assignment/portfolio attached.
Signed: ……………………………………. Date: ………………………………
Name: ……………………………………..
Job Description: ………………………………………………………………………………
*Unless otherwise stated e.g. for some entry level qualifications learner can work together but should show sections which are their own work.
Y5039497 L2 Welding Inspection Assessment Pack Issue 2Fabrication and Welding Practice Sept 12
34