
Lean Six Sigmaterritorio.s3-website-us-east-1.amazonaws.com/archivos/clases/3... · • El mapa de...
77
Lean Six Sigma
Transcript of Lean Six Sigmaterritorio.s3-website-us-east-1.amazonaws.com/archivos/clases/3... · • El mapa de...
Lean Six Sigma
Midiendo el problema
Definiendo el problema
Controlando causas vitales
Mejorando causas vitales
Analizando causas potenciales
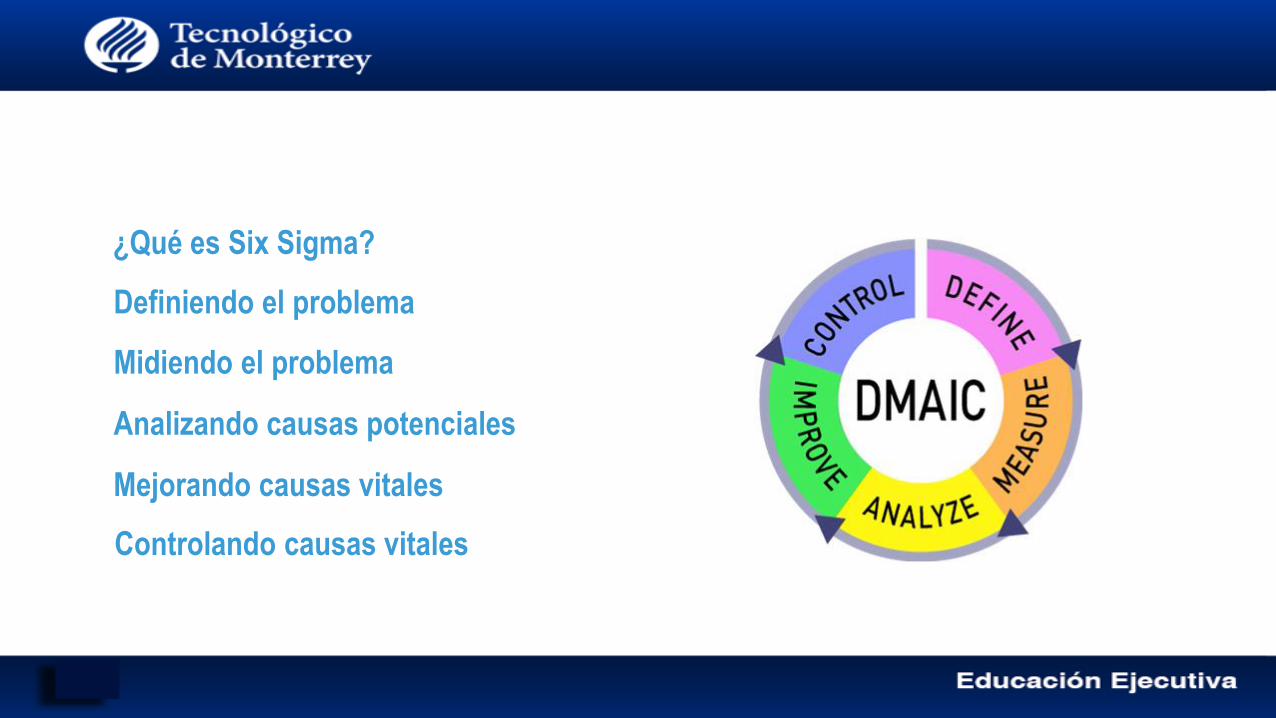
¿Qué es Six Sigma?
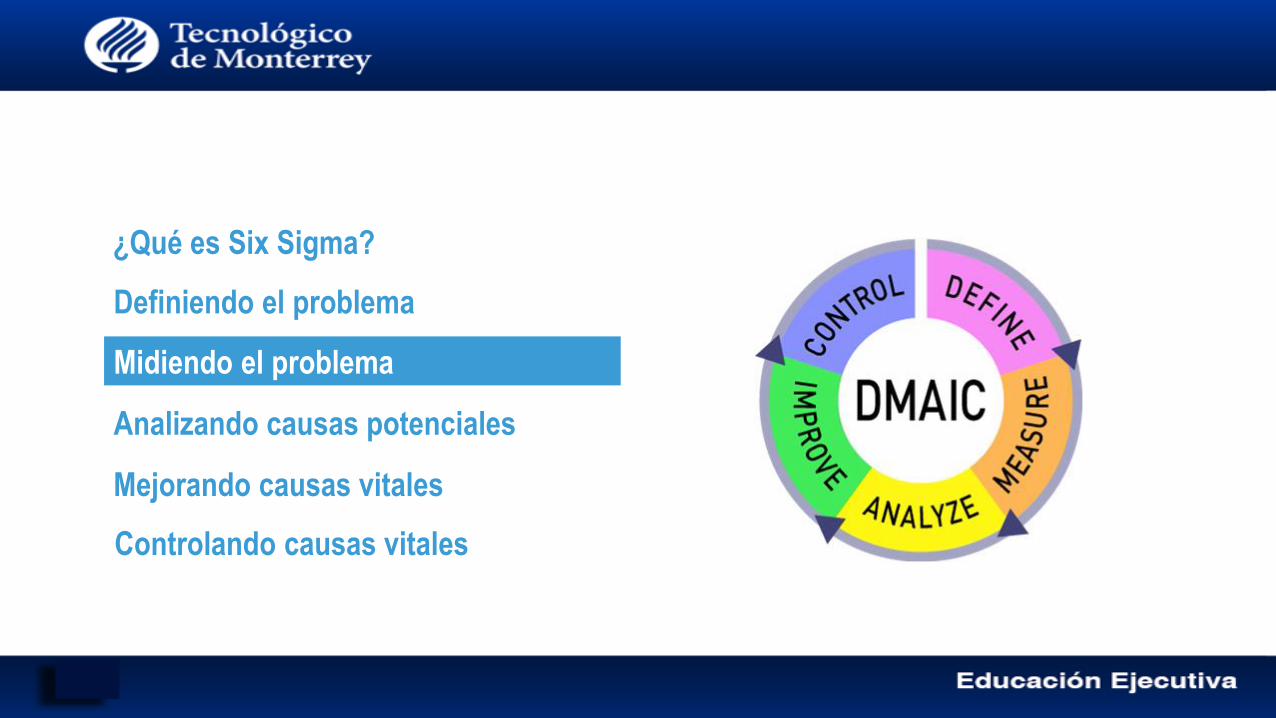
Midiendo el problema
Definiendo el problema
Controlando causas vitales
Mejorando causas vitales
Analizando causas potenciales
¿Qué es Six Sigma?
Medir
Y = f(x)
• Fases
– Determinar causas potenciales
– Caracterización del proceso
– Evaluación del sistema de medición
Medir
Y = f(x)
• Fases
– Determinar causas potenciales
– Caracterización del proceso
– Evaluación del sistema de medición
Objetivo de Medir I
• Al completar el entrenamiento del día de hoy, el participante será capaz
de:
– Conocer el detalle de las actividades que se realizan en el proceso
– Identificar las variables del proceso
– Priorizar los pasos y las variables del proceso
– Identificar causas potenciales
– Realizar análisis de riesgo
Conocer el proceso
Identificar pasos importantes
Identificar variables
Identificar causas
importantes
Análisis de riesgo
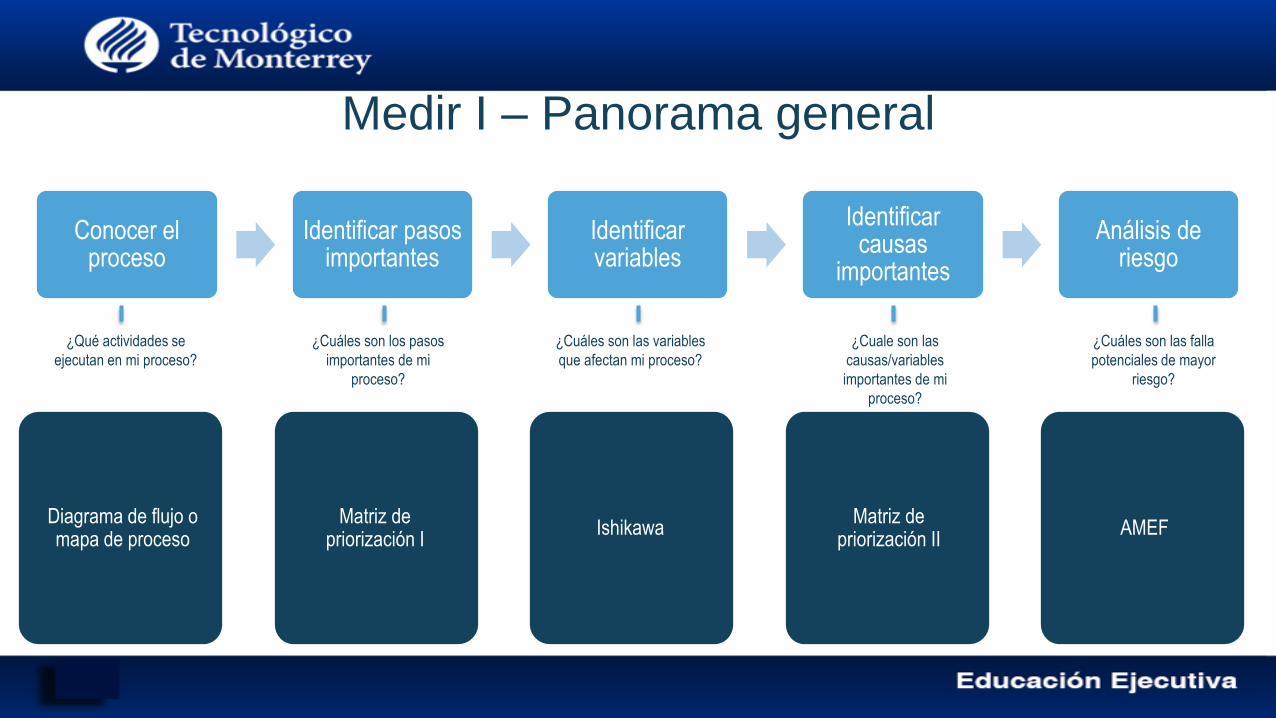
Medir I – Panorama general
¿Qué actividades se
ejecutan en mi proceso?
¿Cuáles son los pasos
importantes de mi
proceso?
¿Cuáles son las variables
que afectan mi proceso?
¿Cuale son las
causas/variables
importantes de mi
proceso?
¿Cuáles son las falla
potenciales de mayor
riesgo?
Diagrama de flujo o mapa de proceso
Matriz de priorización I
IshikawaMatriz de
priorización IIAMEF
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
• Diagrama de flujo o mapa de
proceso
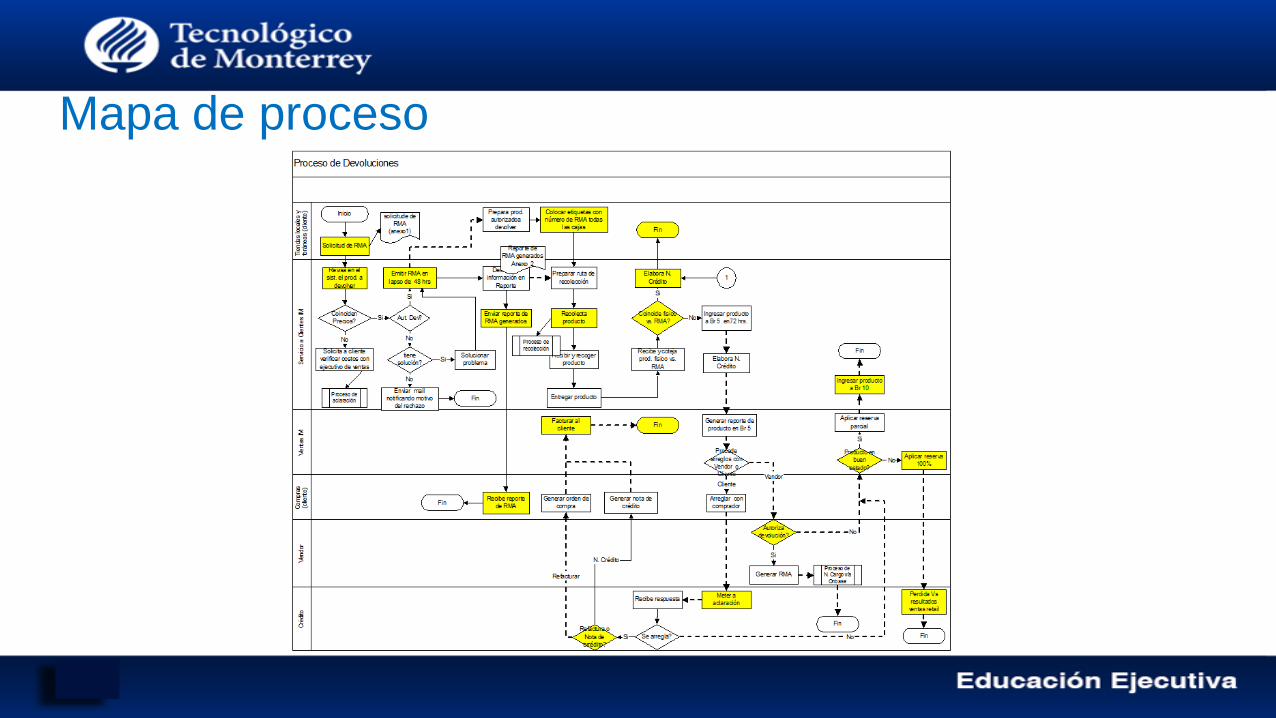
Mapa de proceso
• El mapa de proceso es una herramienta fundamental de 6 Sigma. En la cual, el
proceso real se documenta.
• Es de suma importancia que se realice con cuidado dado que afecta al proceso que
queremos mejorar.
• Debemos de identificar los pasos que agregan valor y los que no agregan valor.
• Debemos de identificar las variables críticas, de ruido y controlables.
Mapa de proceso
¿Qué es un proceso?
• “Un método particular de hacer algo, generalmente
relaciona un número de etapas u operaciones”
• Todo lo que hacemos, nos guste o no, es un
proceso, nuestras rutinas diarias, como operamos
en casa o en el trabajo. Los humanos son criaturas
de hábitos (con variación por supuesto).
Mapa de proceso
Como funciona en Six Sigma
• El mapa de proceso en un proyecto de Seis Sigma documenta el proceso en el que estamos trabajando.
• Es el proceso tal y como es, no como queremos que sea o como nos dicen que es. La acción de “Caminar el
proceso” puede tomarse en forma literal.
• Esperamos que ustedes se conviertan en miembros del proceso, investigar el proceso en el piso de
manufactura, servicios, en la oficina, centro de diseño, etc.
• El tiempo y paciencia son críticos, así como el ojo avizor que observa los detalles que pueden causar variación
en nuestros procesos.
Ejercicio:
Atención!
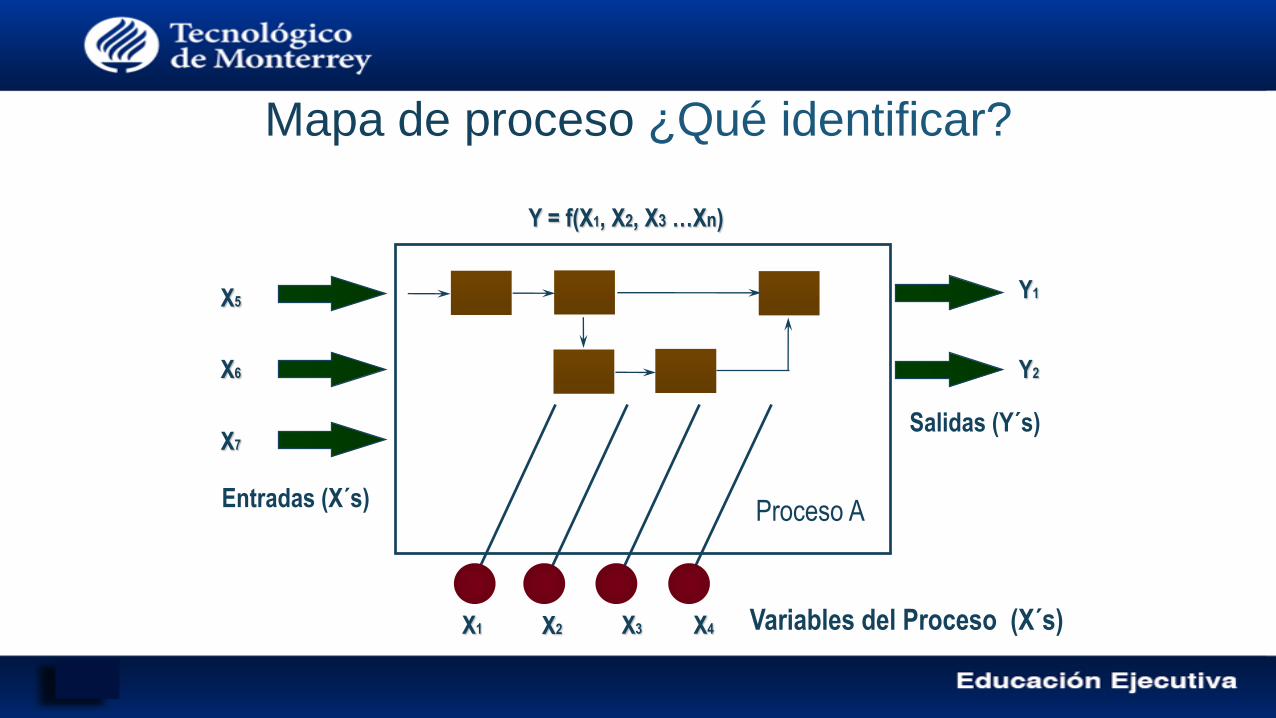
Mapa de proceso ¿Qué identificar?
Y = f(X1, X2, X3 …Xn)
Variables del Proceso (X´s)
Proceso AEntradas (X´s)
Salidas (Y´s)
X1 X2 X3 X4
Y2
Y1
X7
X6
X5
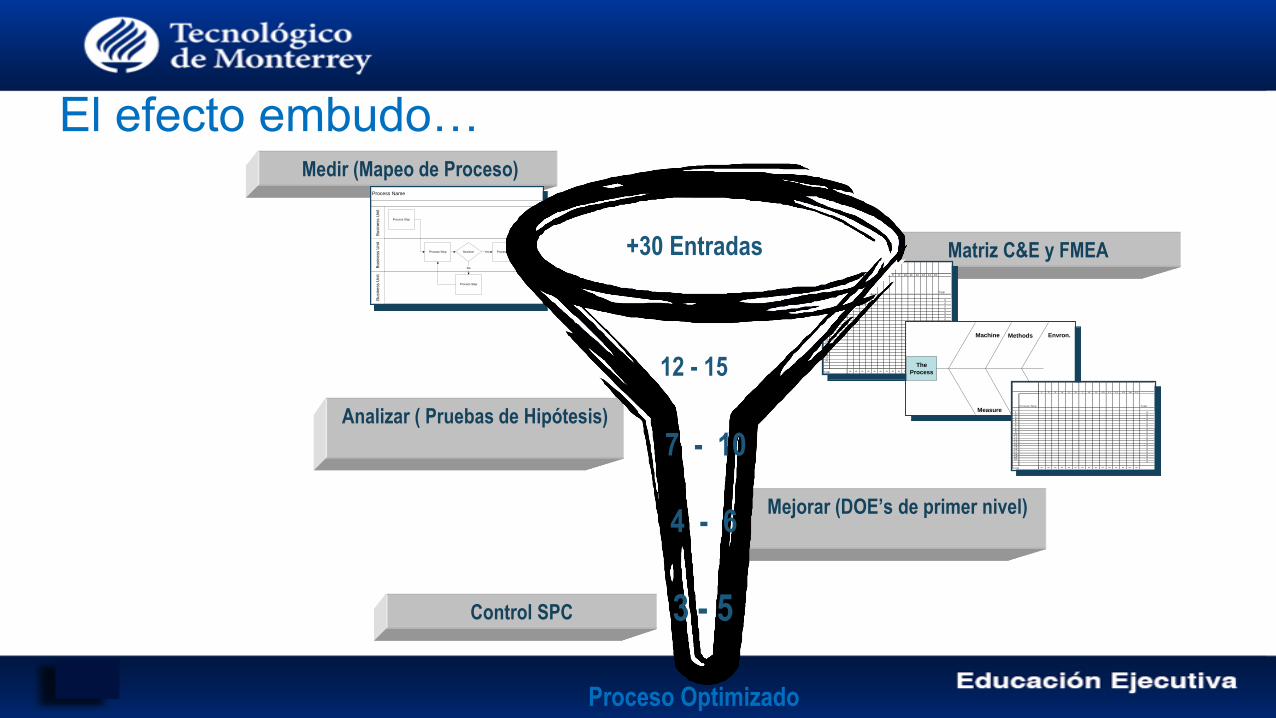
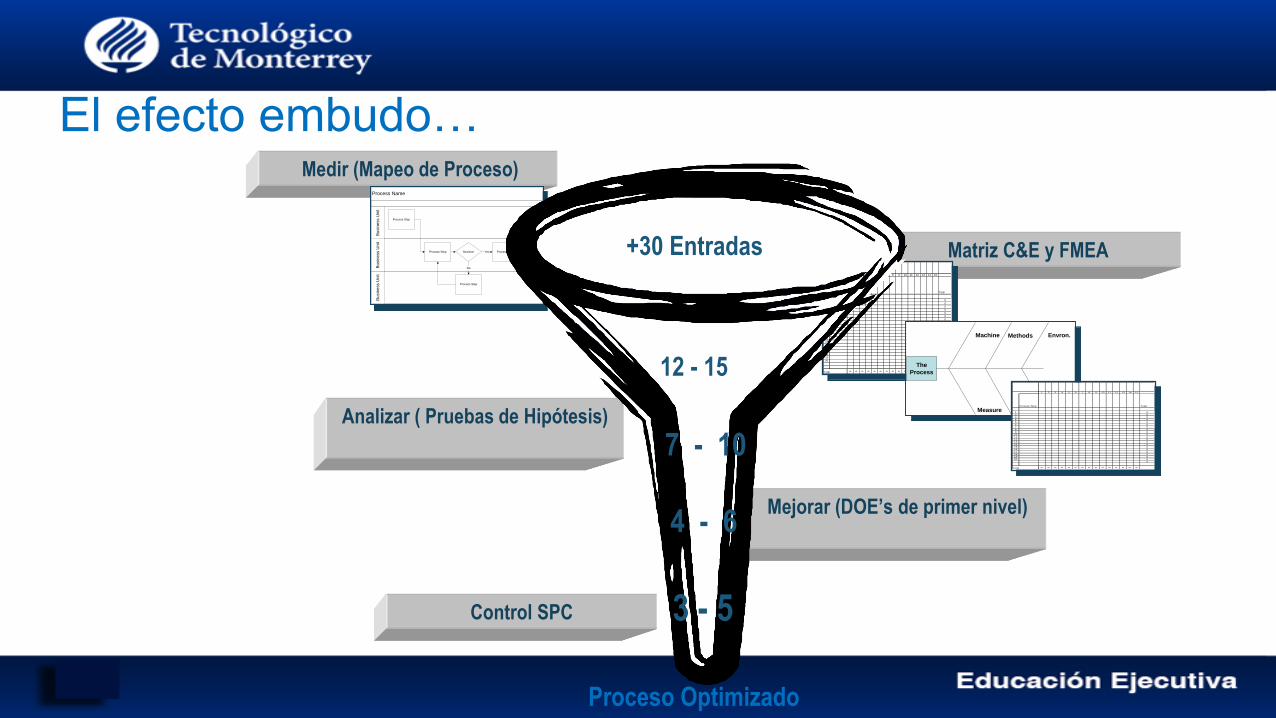
Proceso Optimizado
Medir (Mapeo de Proceso)
Analizar ( Pruebas de Hipótesis)
Mejorar (DOE’s de primer nivel)
Matriz C&E y FMEA
Control SPC
Process Name
Busin
ess U
nit
Busin
ess U
nit
Busin
ess U
nit
Process Step
Process Step Decision
Process Step
Process Step End
No
Yes
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Step Total
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
10 0
11 0
12 0
13 0
14 0
15 0
16 0
17 0
18 0
19 0
20 0
0
Total 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
+30 Entradas
12 - 15
7 - 10
4 - 6
3 - 5
The
Process
MaterialMeasure People
Machine Methods Envron.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Step Total
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
10 0
11 0
12 0
13 0
14 0
15 0
16 0
17 0
18 0
19 0
20 0
0
Total 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
El efecto embudo…
Mapa de proceso ¿Quién lo realiza?
• Operadores Clave
• Entrenadores
• Jefes de Grupo
• Auditores
• Coordinadores
• Mecánicos
• Clientes
• Facilitadores
Es una labor de equipo, NO pierda el tiempo haciéndolo solo!
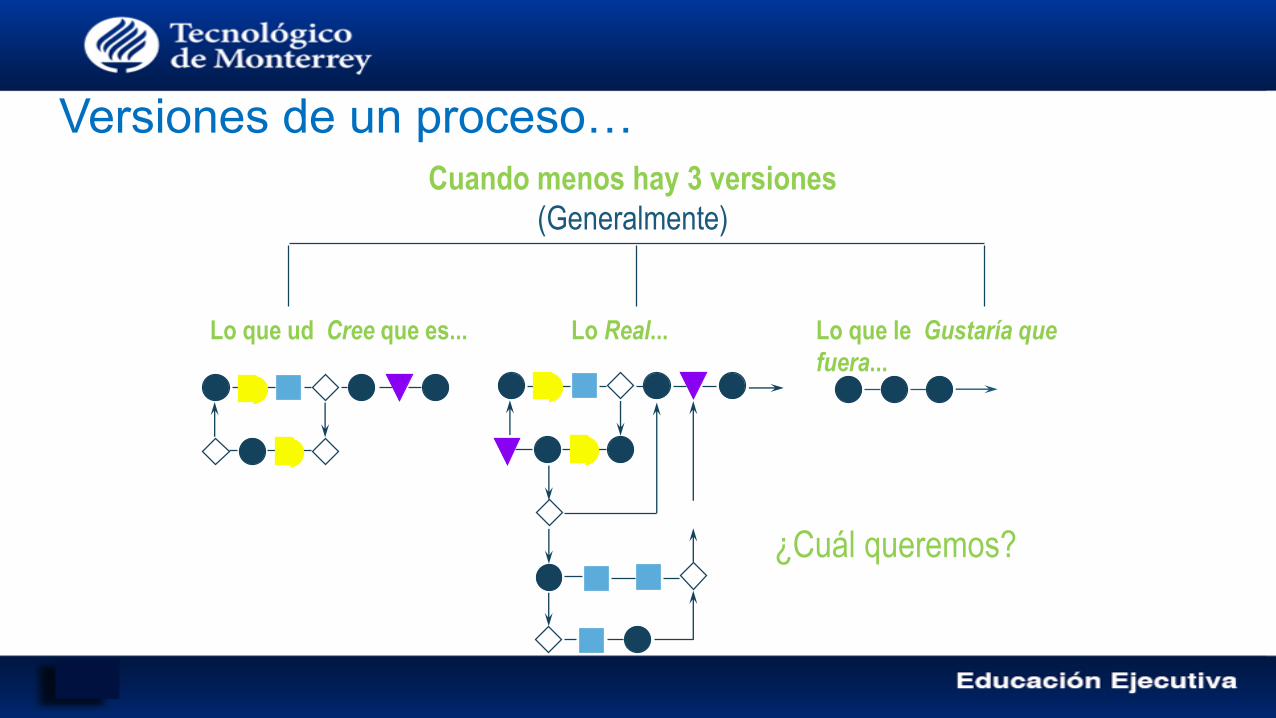
Cuando menos hay 3 versiones
(Generalmente)
Lo que le Gustaría que
fuera...
Lo que ud Cree que es... Lo Real...
¿Cuál queremos?
Versiones de un proceso…
Mapa de proceso
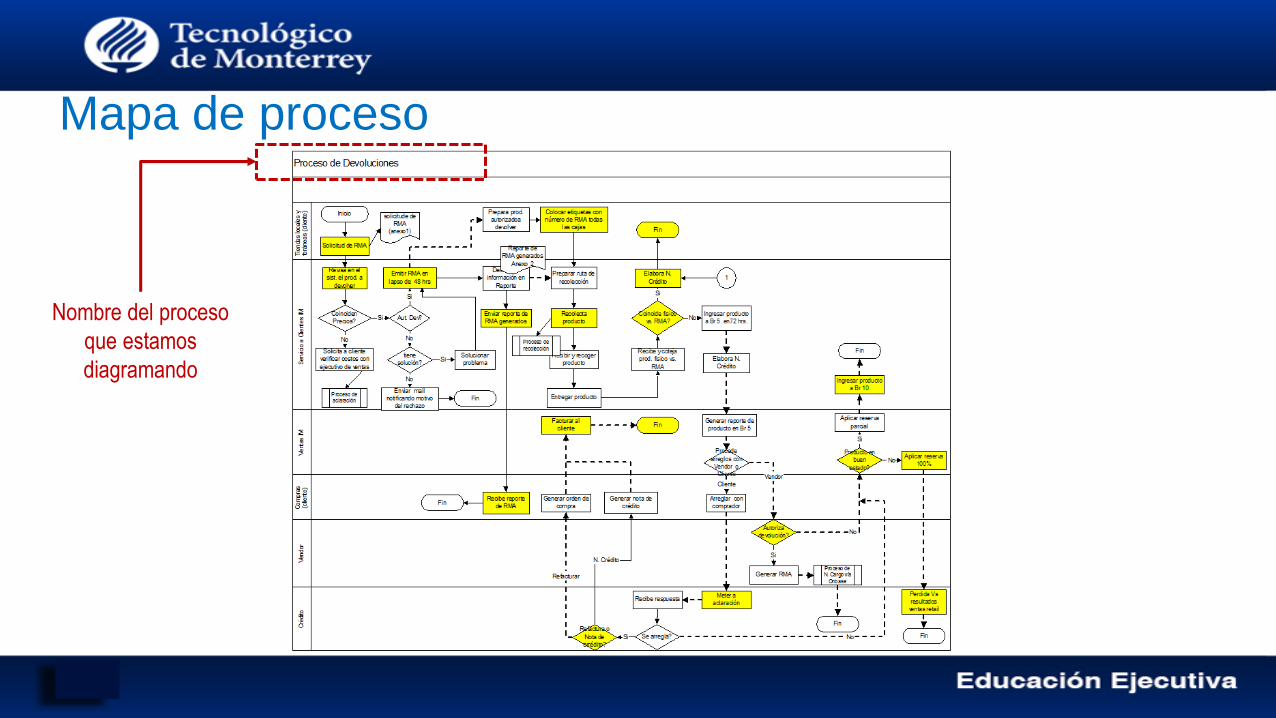
Mapa de proceso
Nombre del proceso
que estamos
diagramando
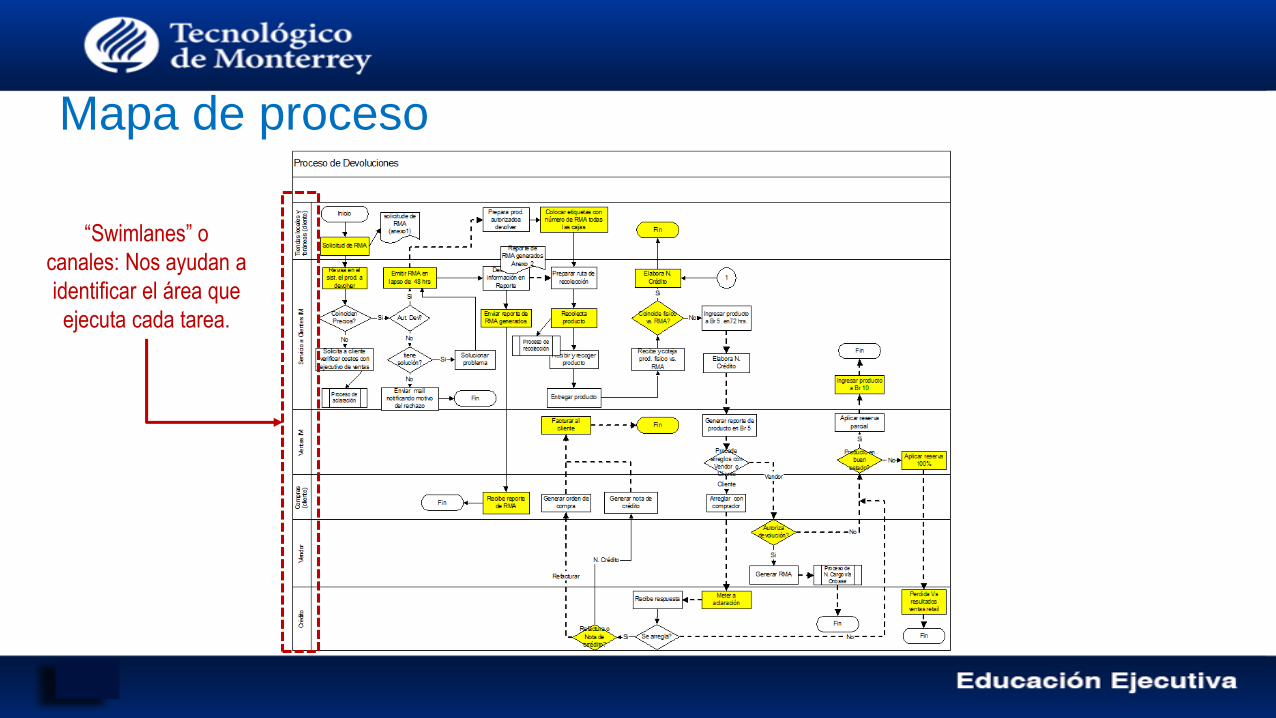
Mapa de proceso
“Swimlanes” o
canales: Nos ayudan a
identificar el área que
ejecuta cada tarea.
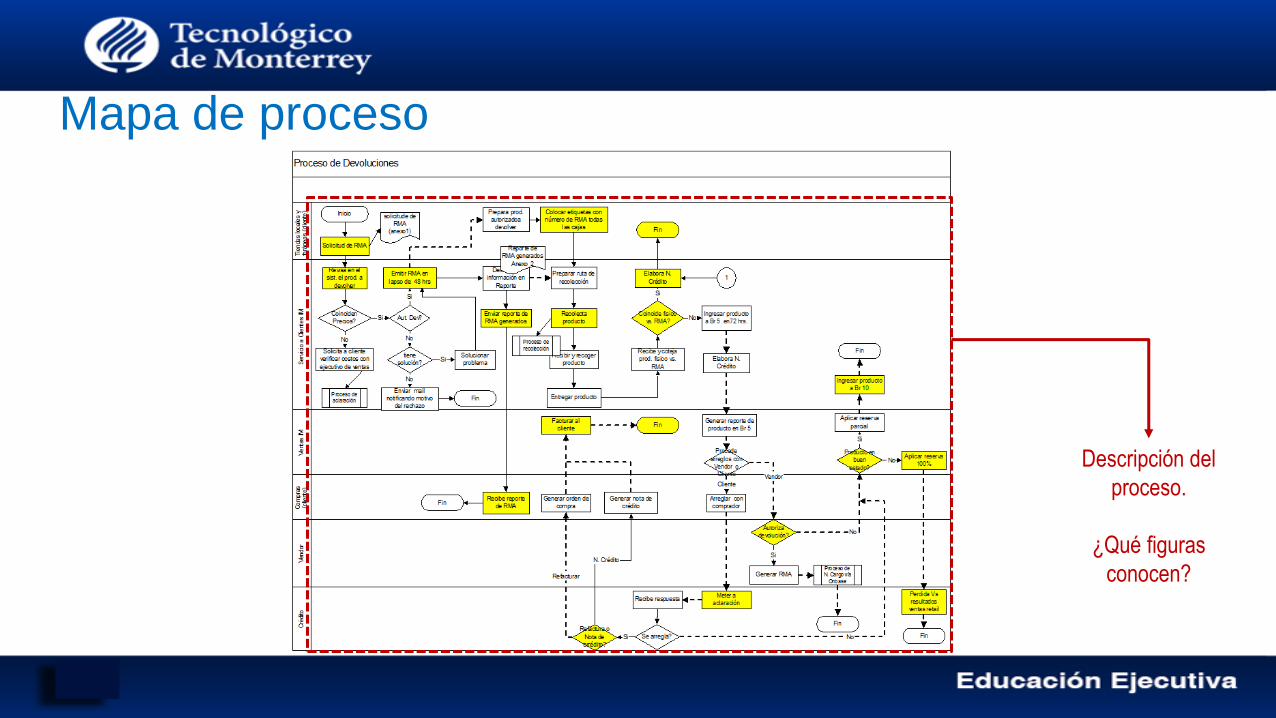
Mapa de proceso
Descripción del
proceso.
¿Qué figuras
conocen?
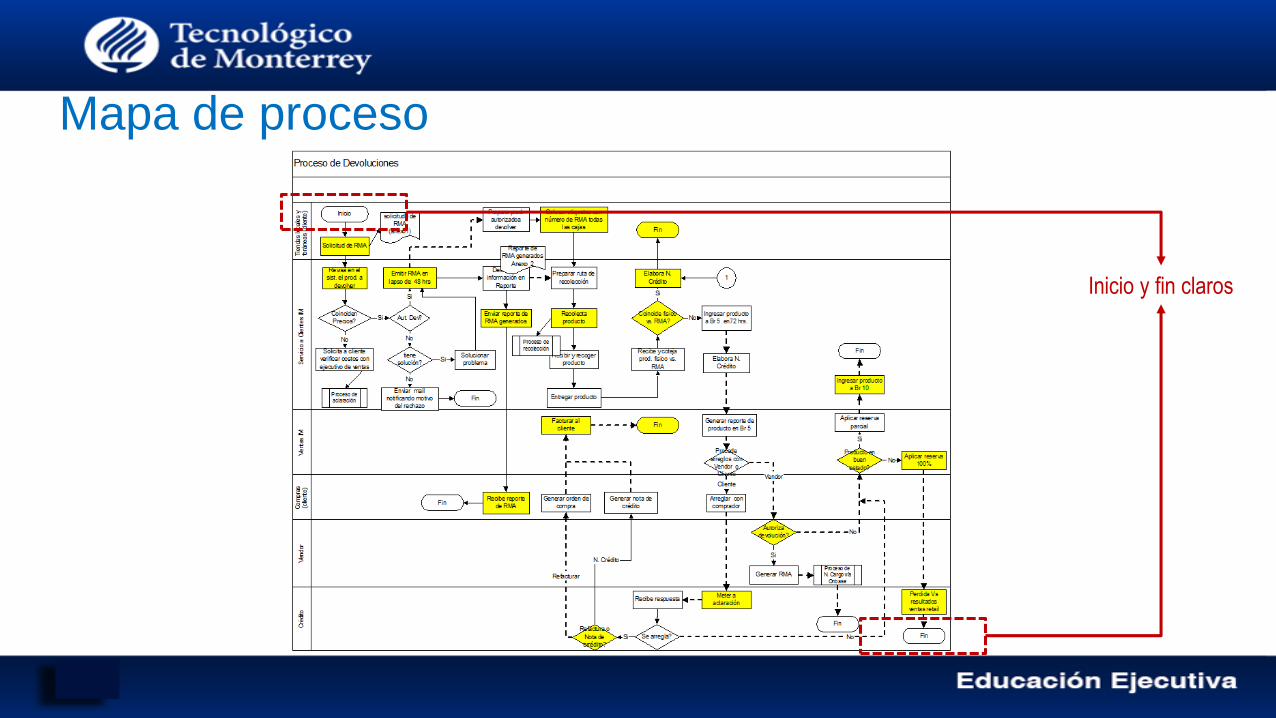
Mapa de proceso
Inicio y fin claros
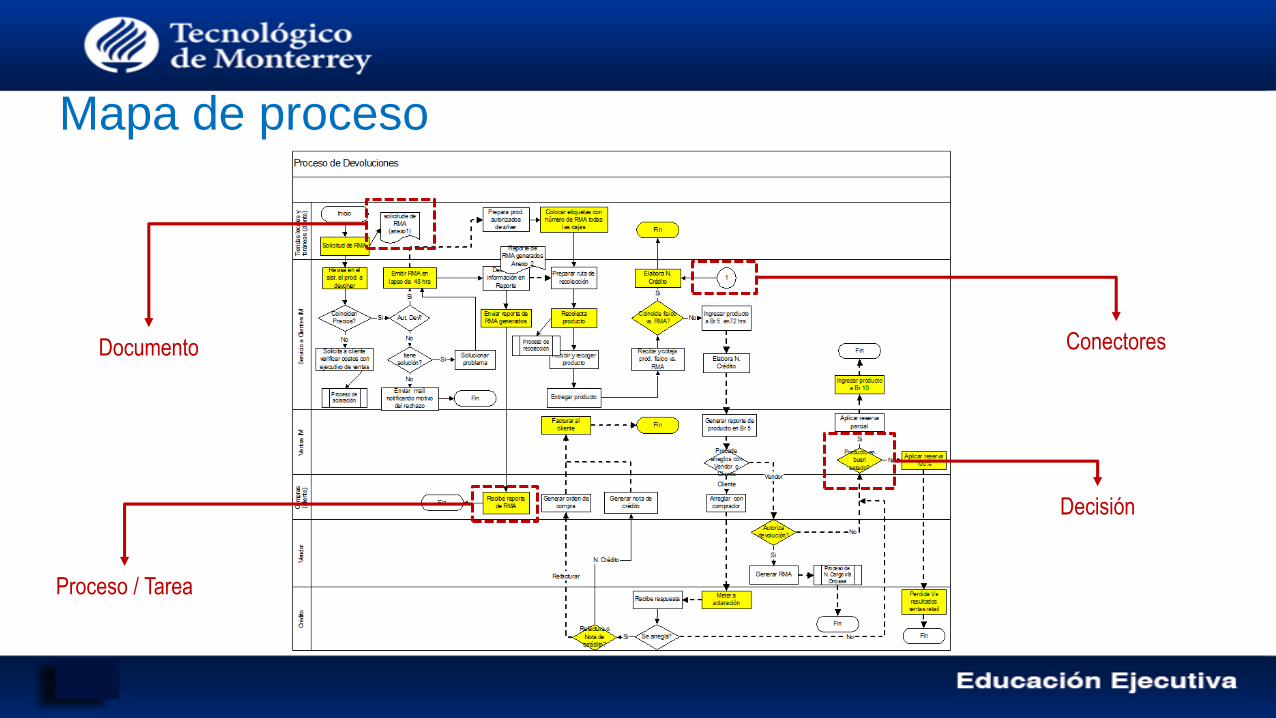
Mapa de proceso
Documento
Proceso / Tarea
Conectores
Decisión
Mapa de proceso Mejores prácticas
• Siempre elabore el mapa con un lápiz - esboce primero y limpie después.
• No haga mapas de la organización; haga mapas de flujos a través de la organización.
• Hable con la gente correcta para cada paso e involucre a la gente que hace el trabajo y la
que lo administra.
• Mapa del proceso punta a punta.
• Inicie con un mapa de nivel alto, y añada los detalles a través de interacciones.
Camine el proceso!
Caso práctico:
Starbucks
Ejemplo:
Supply Chain
Process Mapping
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
• Matriz de priorización I
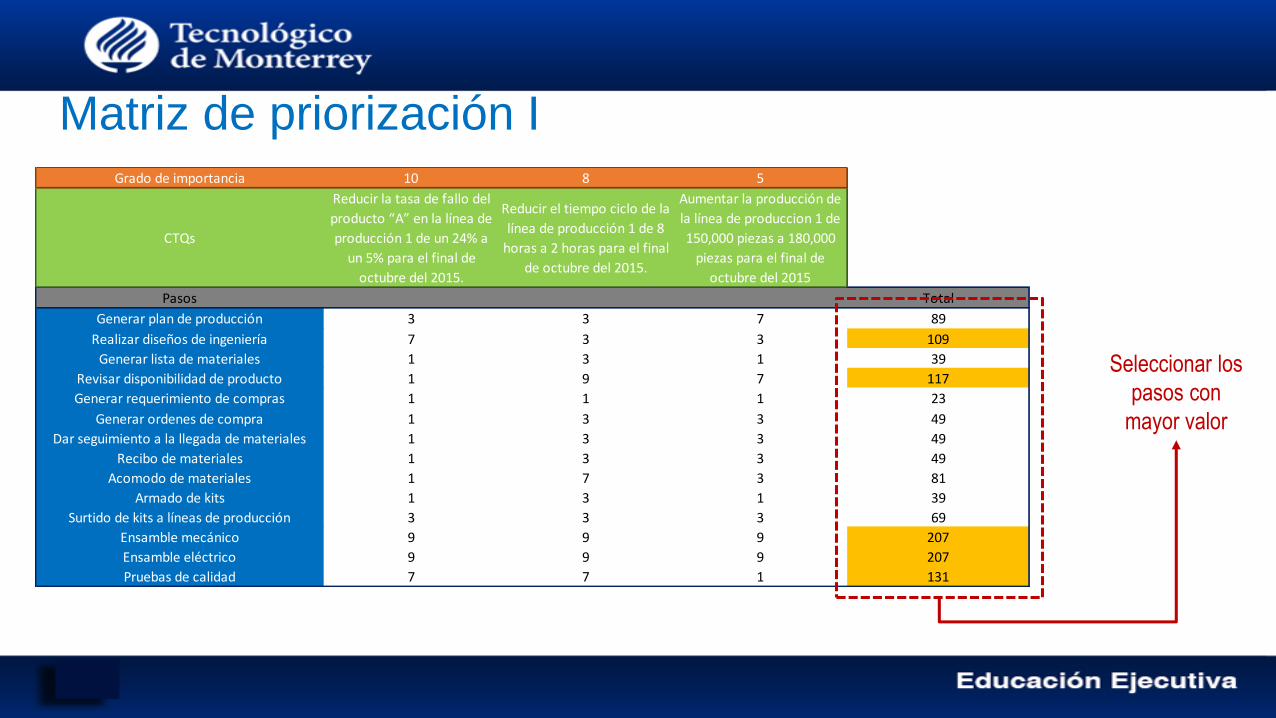
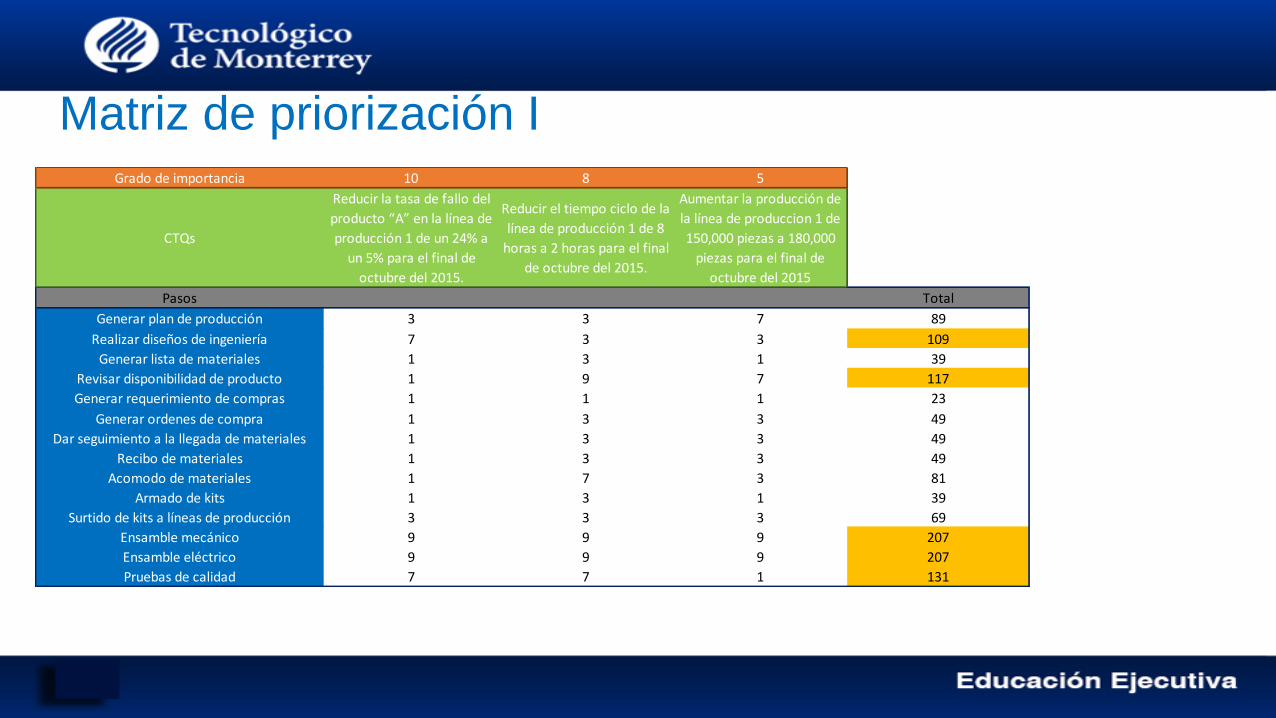
Matriz de priorización I
• Técnica matemática basada en la experiencia, usada en un proyecto Six Sigma para priorizar distintos
elementos.
• La matriz de priorización de primer nivel se utiliza para seleccionar los pasos más importantes del proceso.
• La priorización se logra correlacionando la/las variables de salida con los pasos del proceso.
• Ejercicio realizado con el equipo de trabajos por medio de un consenso.
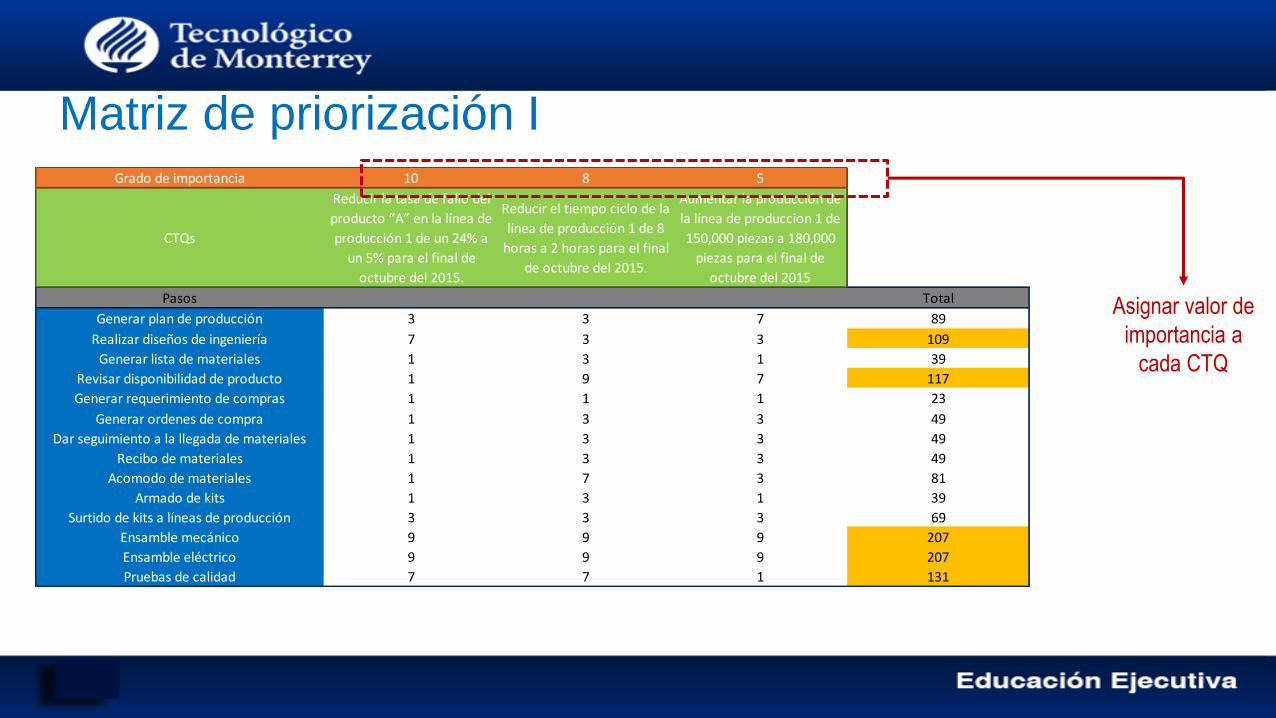
Matriz de priorización I
Pasos
• Listar las Y’s (CTQ’s).
• Asignar un valor de importancia a cada CTQ.
• Listar las X’s (pasos del proceso).
• Evaluar cada X vs. cada Y (recomendación 1, 3, 7, 10).
• Hacer la multiplicación y suma.
• Ordenar por importancia las x’s
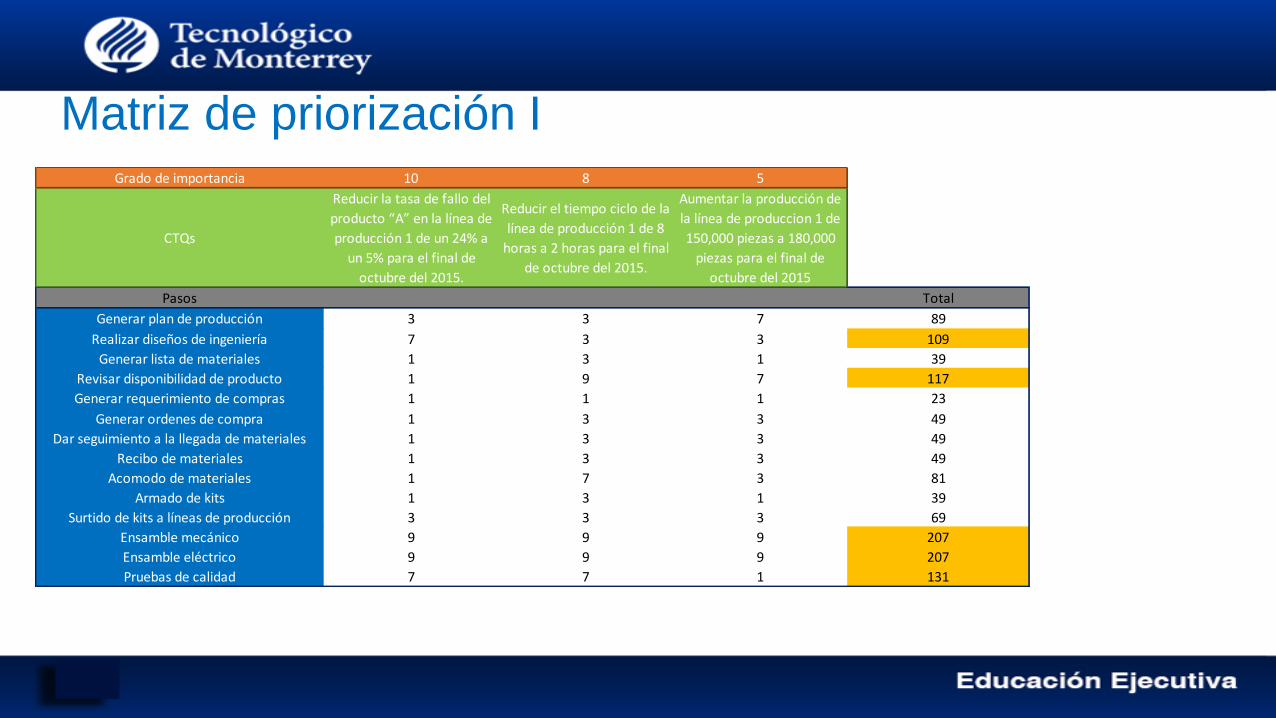
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
Matriz de priorización I
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
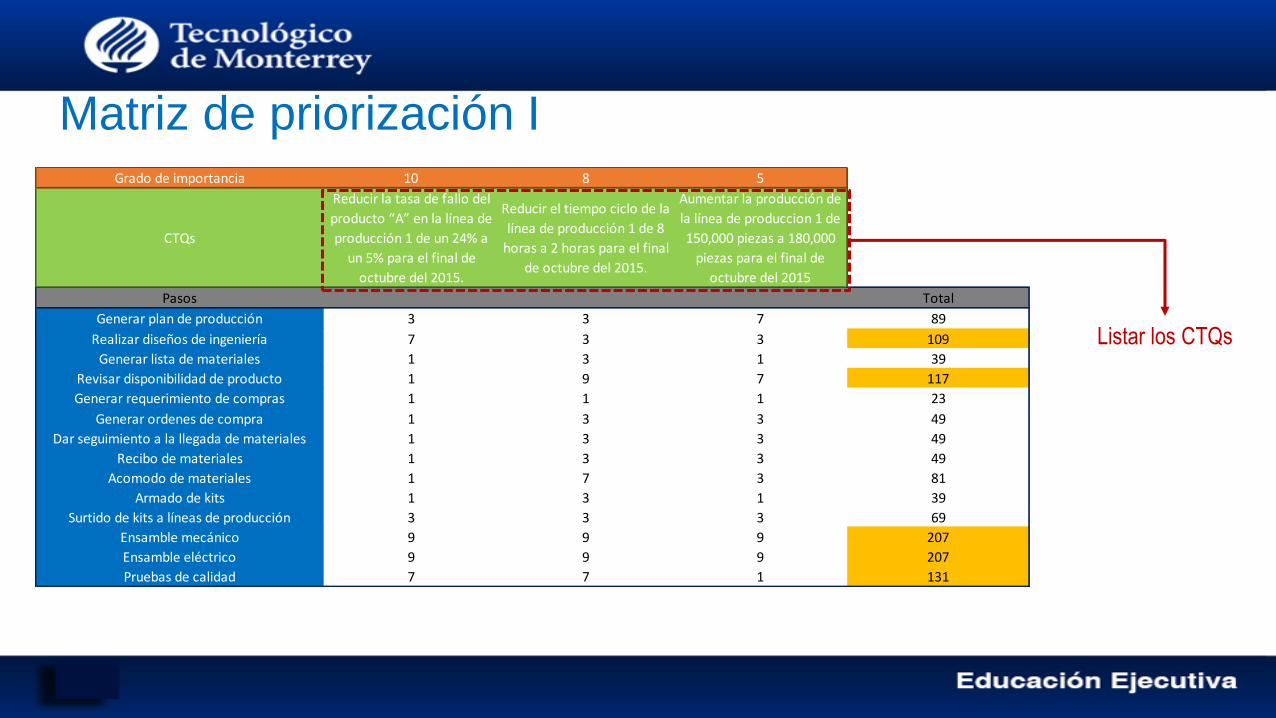
Matriz de priorización I
Listar los CTQs
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
Matriz de priorización I
Asignar valor de
importancia a
cada CTQ
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
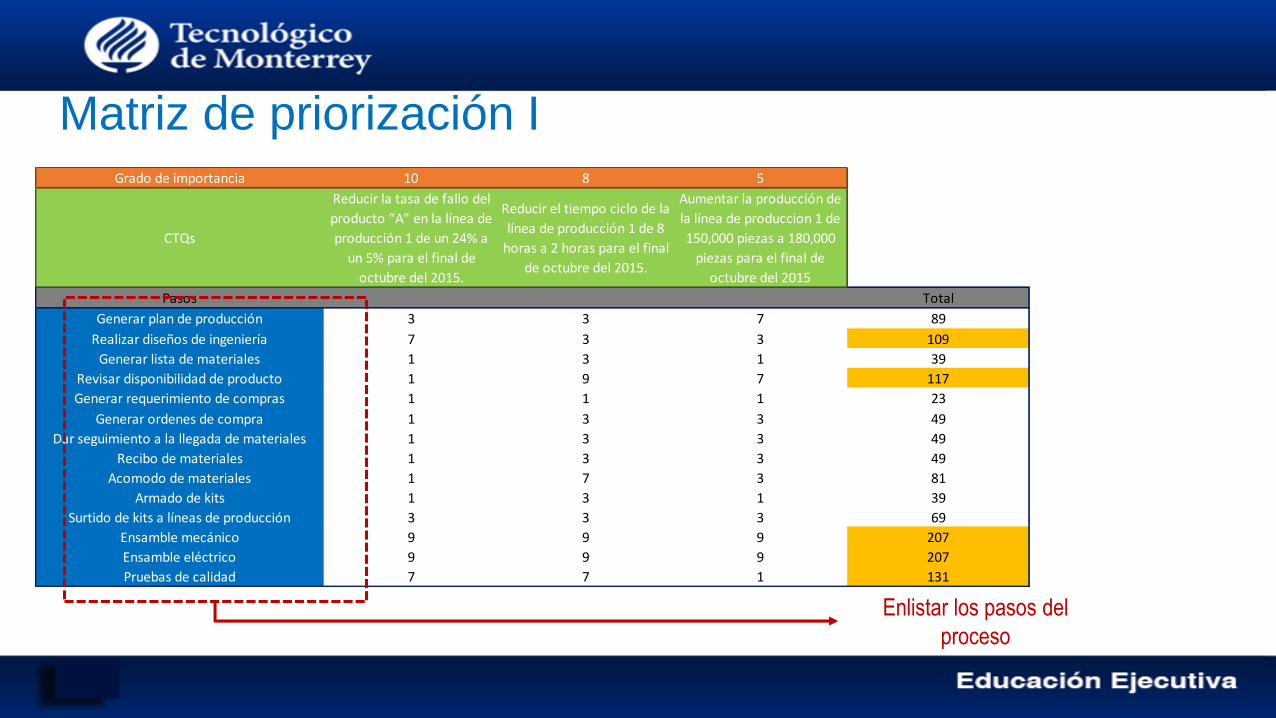
Matriz de priorización I
Enlistar los pasos del
proceso
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
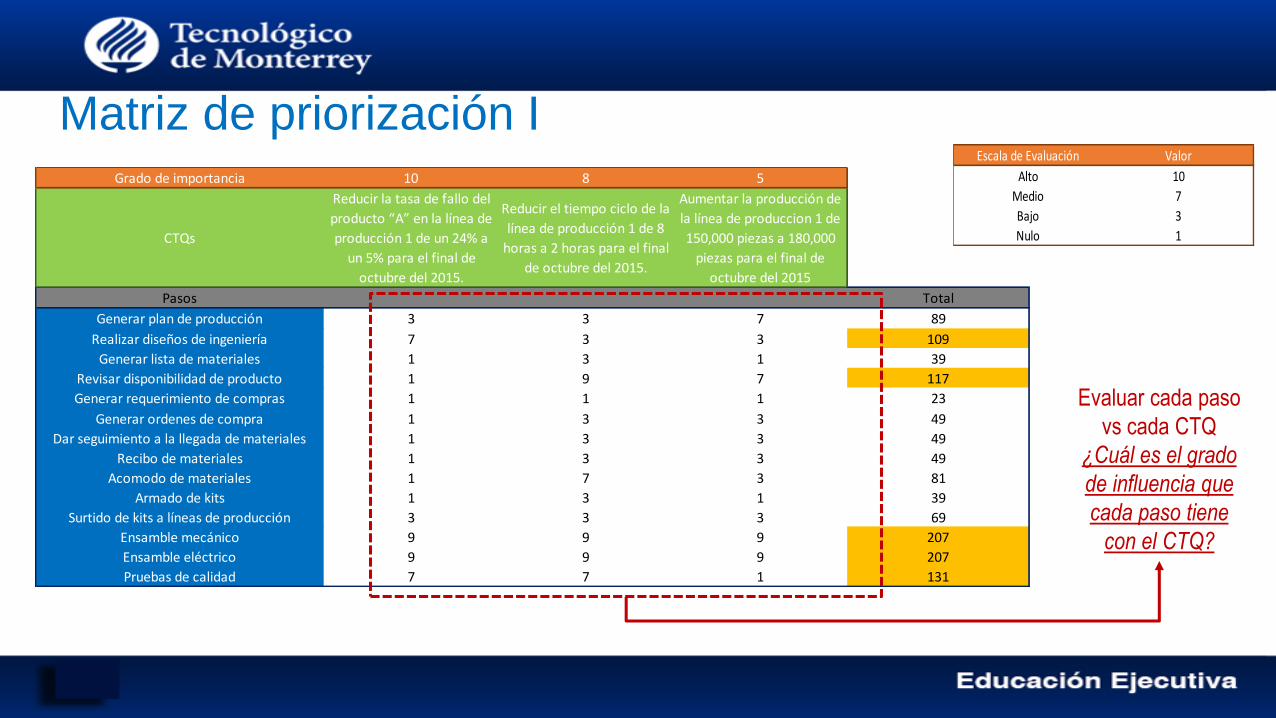
Matriz de priorización I
Evaluar cada paso
vs cada CTQ
¿Cuál es el grado
de influencia que
cada paso tiene
con el CTQ?
Escala de Evaluación Valor
Alto 10
Medio 7
Bajo 3
Nulo 1
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
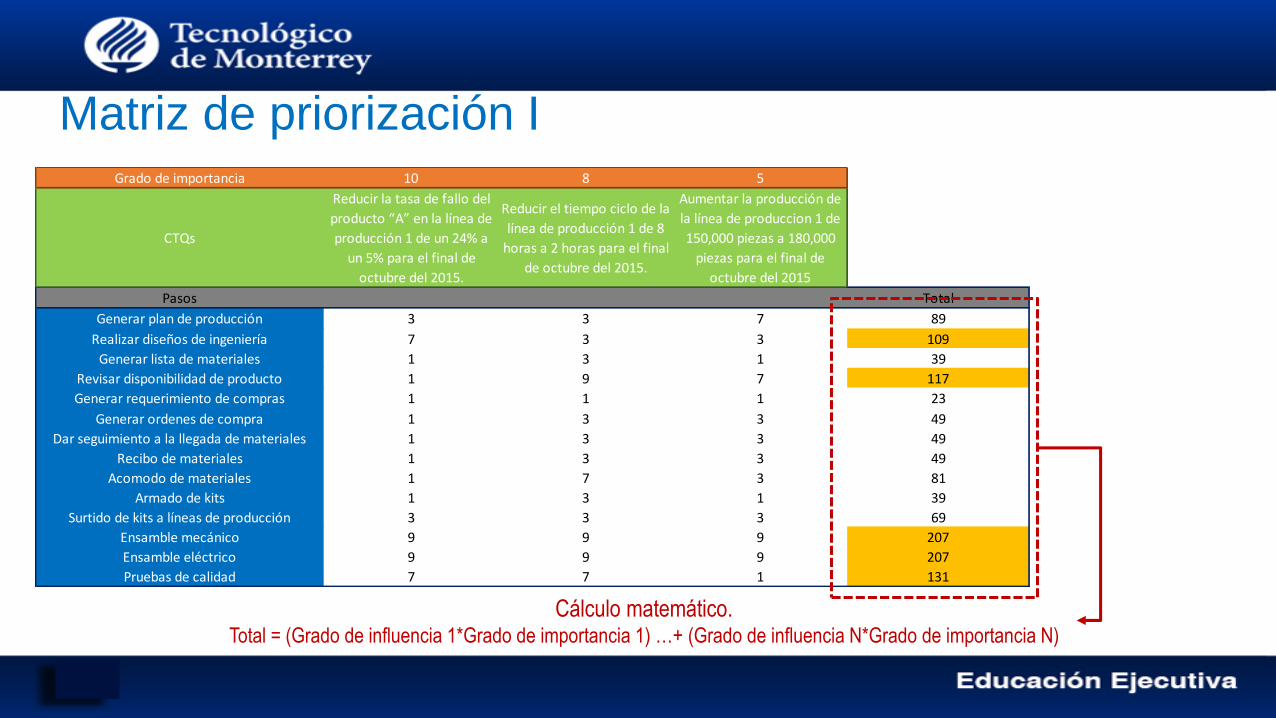
Matriz de priorización I
Cálculo matemático.Total = (Grado de influencia 1*Grado de importancia 1) …+ (Grado de influencia N*Grado de importancia N)
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
Matriz de priorización I
Seleccionar los
pasos con
mayor valor
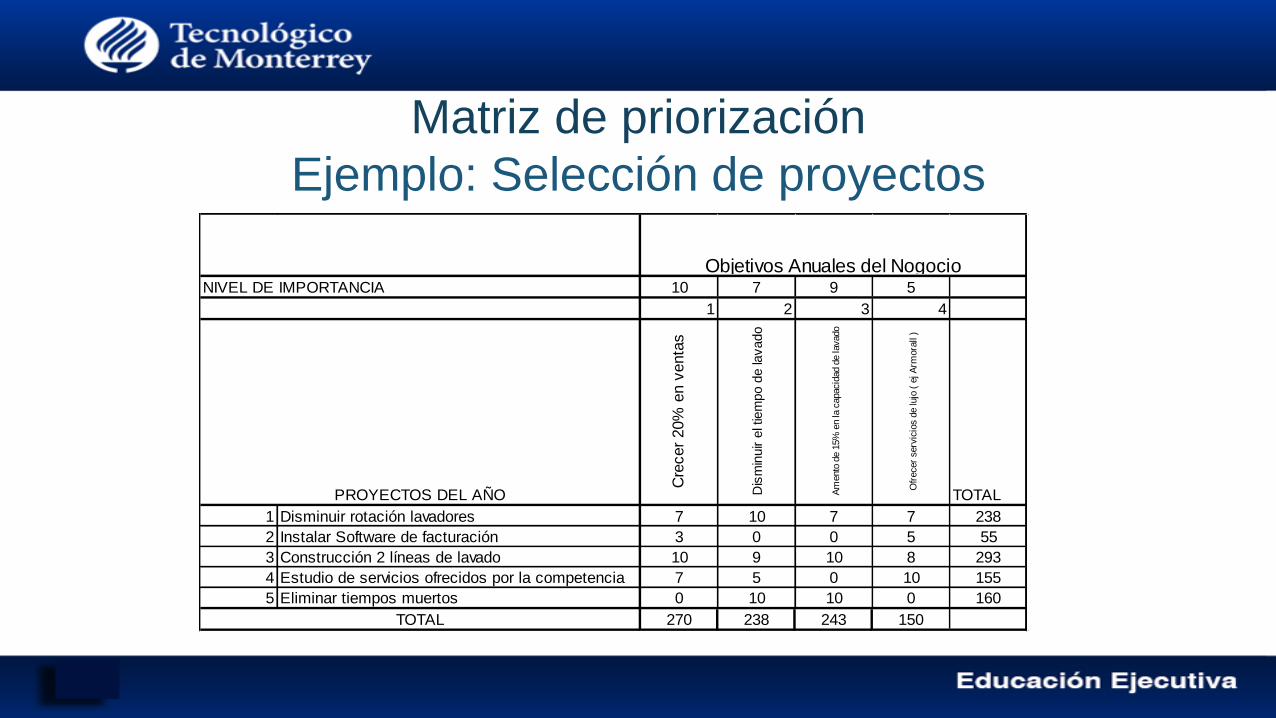
Matriz de priorización
Ejemplo: Selección de proyectos
10 7 9 5
1 2 3 4
Cre
cer
20%
en v
enta
s
Dis
min
uir e
l tie
mpo d
e la
vado
Am
ento
de 1
5%
en la c
apacid
ad d
e lavado
Ofr
ecer
serv
icio
s d
e lujo
( e
j A
rmora
ll )
TOTAL
1 Disminuir rotación lavadores 7 10 7 7 238
2 Instalar Software de facturación 3 0 0 5 55
3 Construcción 2 líneas de lavado 10 9 10 8 293
4 Estudio de servicios ofrecidos por la competencia 7 5 0 10 155
5 Eliminar tiempos muertos 0 10 10 0 160
270 238 243 150TOTAL
Objetivos Anuales del NogocioNIVEL DE IMPORTANCIA
PROYECTOS DEL AÑO
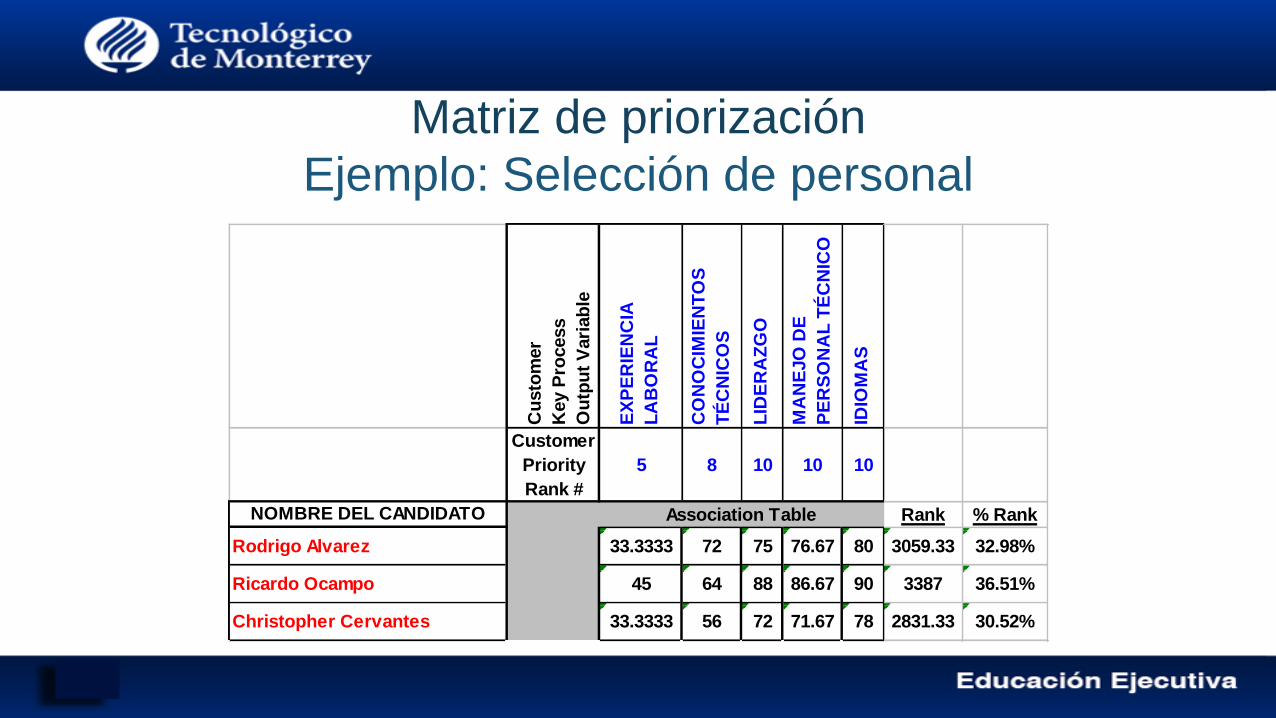
Matriz de priorización
Ejemplo: Selección de personal
Cu
sto
mer
Key P
rocess
Ou
tpu
t V
ari
ab
le
EX
PE
RIE
NC
IA
LA
BO
RA
L
CO
NO
CIM
IEN
TO
S
TÉ
CN
ICO
S
LID
ER
AZ
GO
MA
NE
JO
DE
PE
RS
ON
AL
TÉ
CN
ICO
IDIO
MA
S
Customer
Priority
Rank #
5 8 10 10 10
NOMBRE DEL CANDIDATO Association Table Rank % Rank
Rodrigo Alvarez 33.3333 72 75 76.67 80 3059.33 32.98%
Ricardo Ocampo 45 64 88 86.67 90 3387 36.51%
Christopher Cervantes 33.3333 56 72 71.67 78 2831.33 30.52%
Caso práctico:
Starbucks
Uniendo puntos…
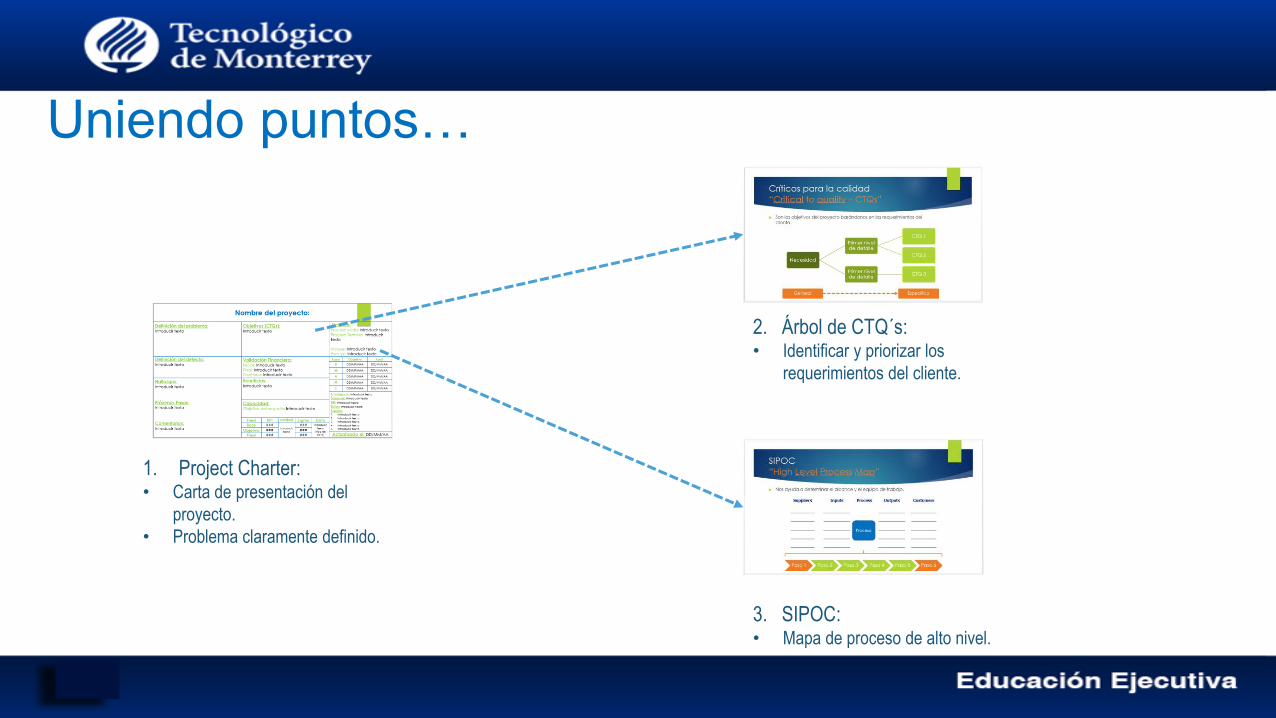
1. Project Charter:• Carta de presentación del
proyecto.
• Problema claramente definido.
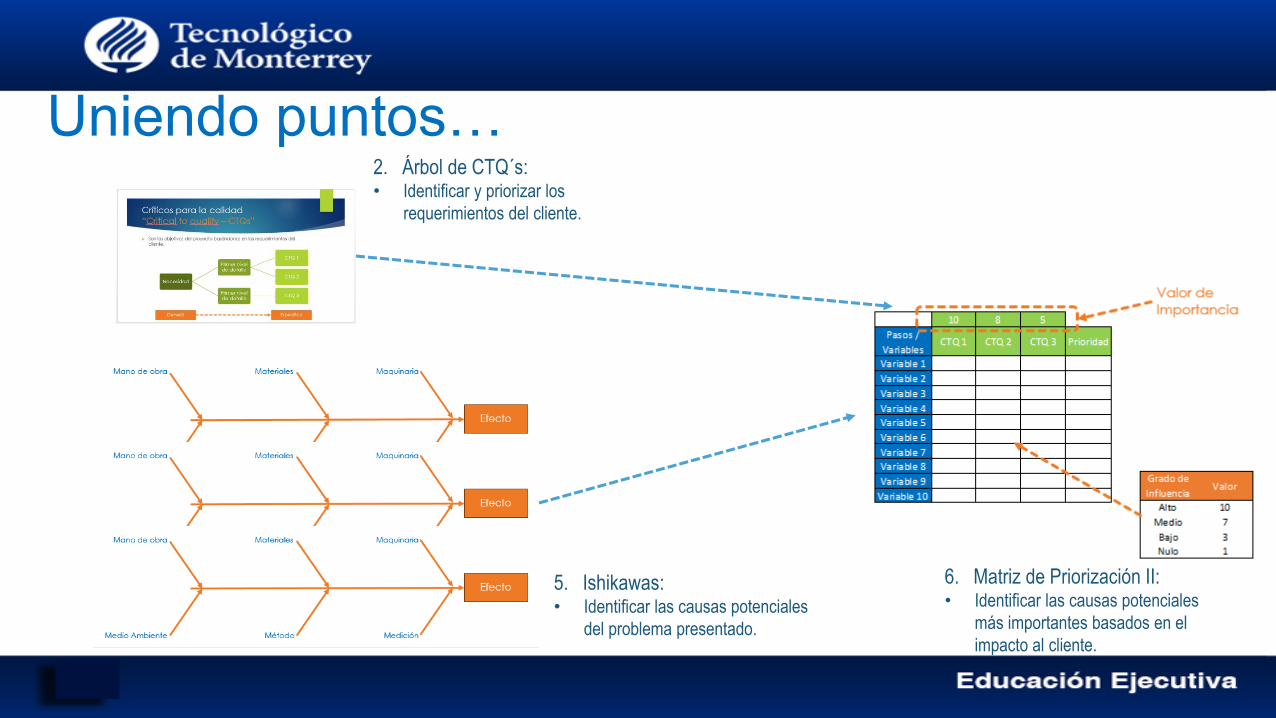
2. Árbol de CTQ´s:• Identificar y priorizar los
requerimientos del cliente.
3. SIPOC:• Mapa de proceso de alto nivel.
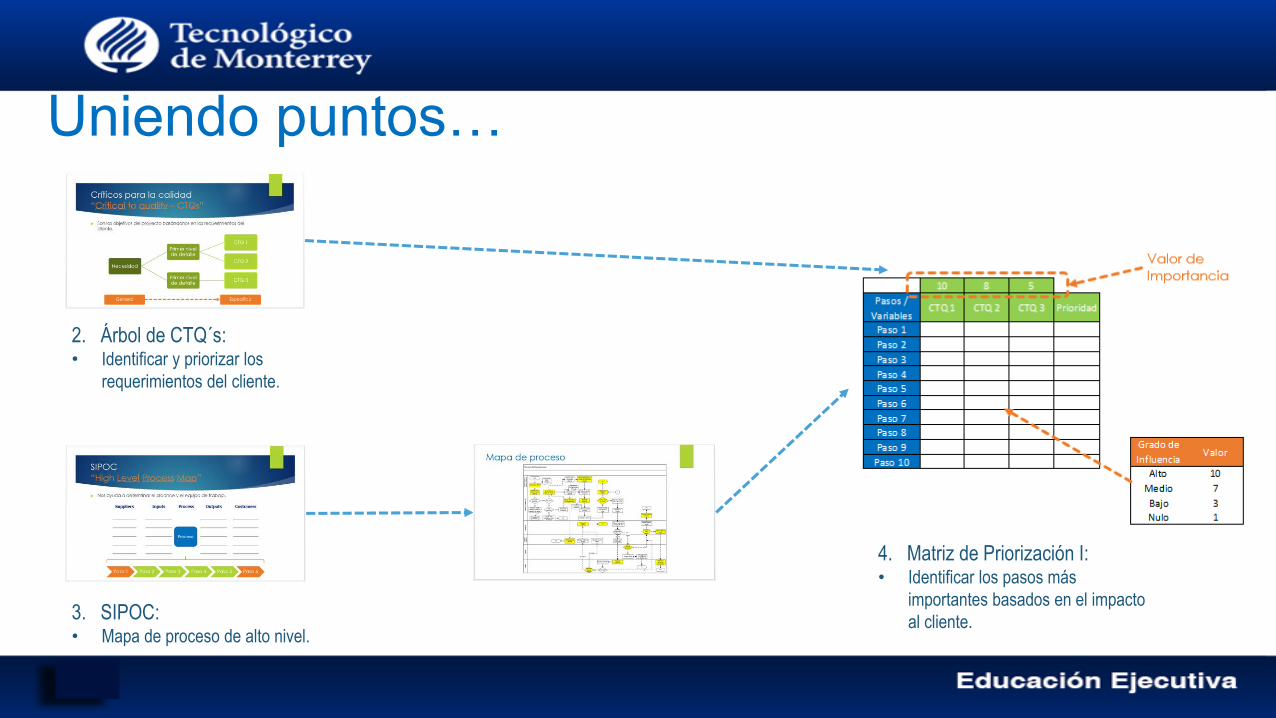
2. Árbol de CTQ´s:• Identificar y priorizar los
requerimientos del cliente.
3. SIPOC:• Mapa de proceso de alto nivel.
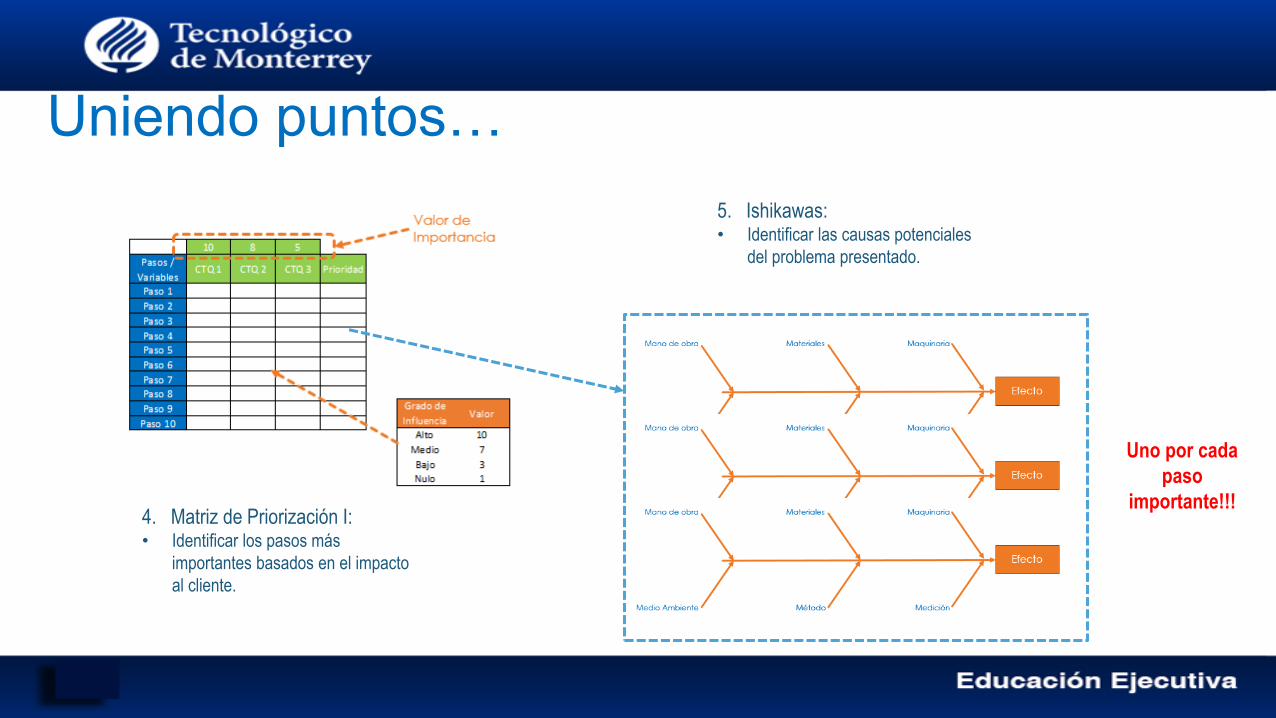
4. Matriz de Priorización I:• Identificar los pasos más
importantes basados en el impacto
al cliente.
Uniendo puntos…
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
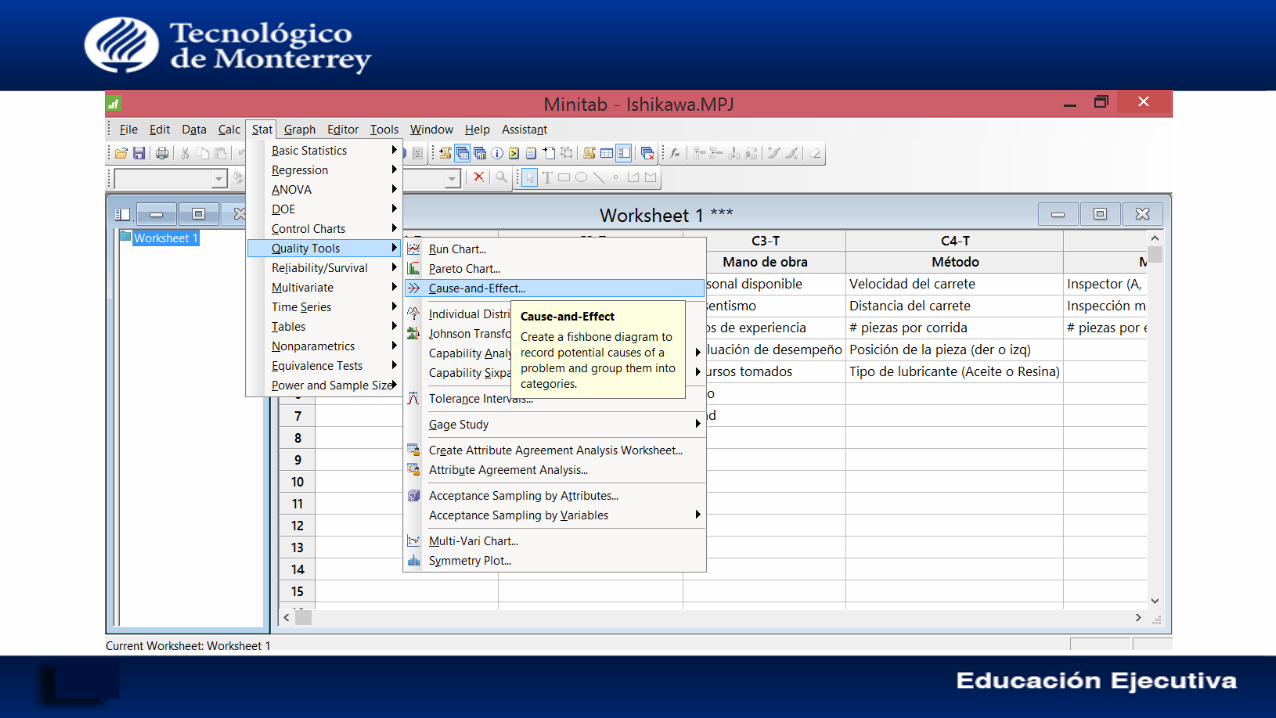
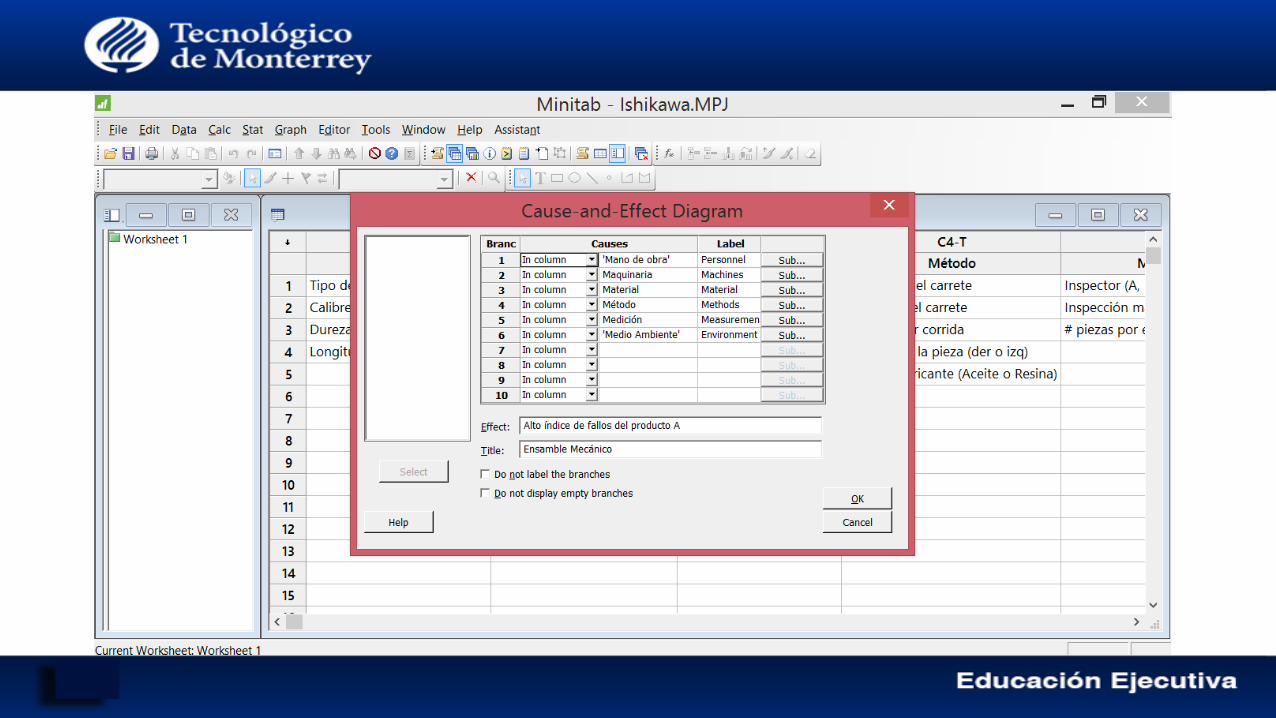
• Ishikawa
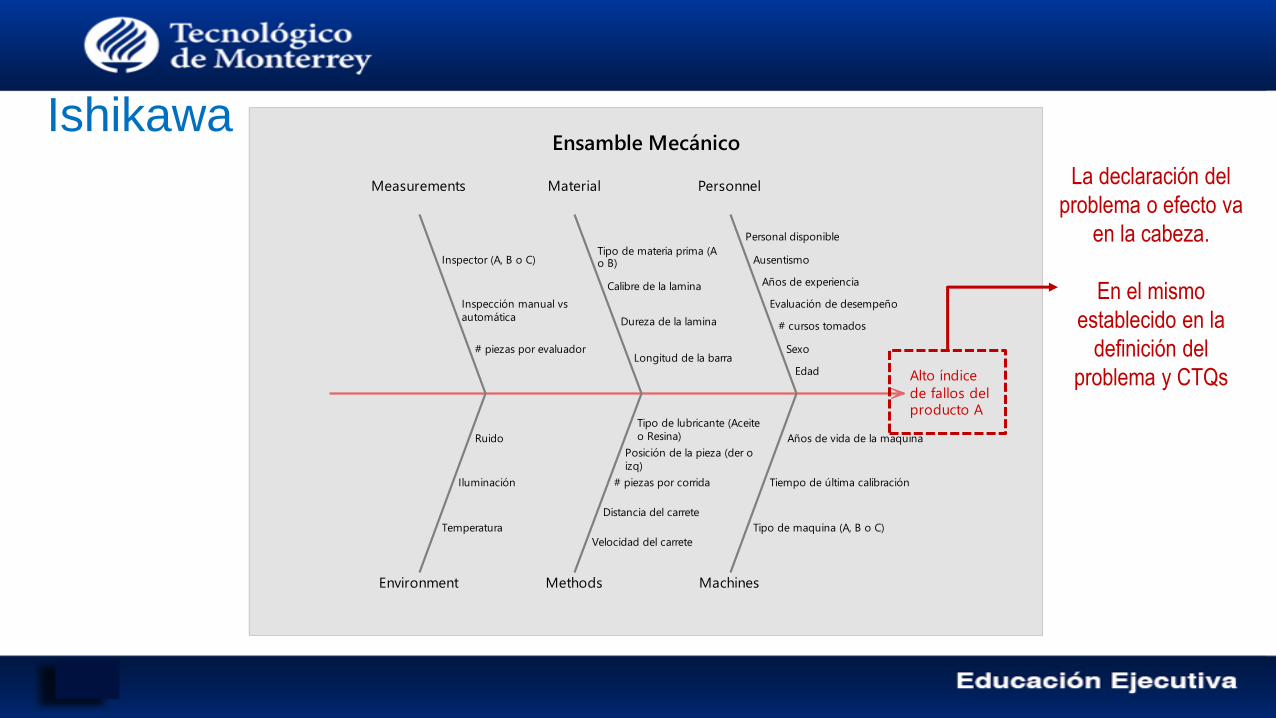
Ishikawa
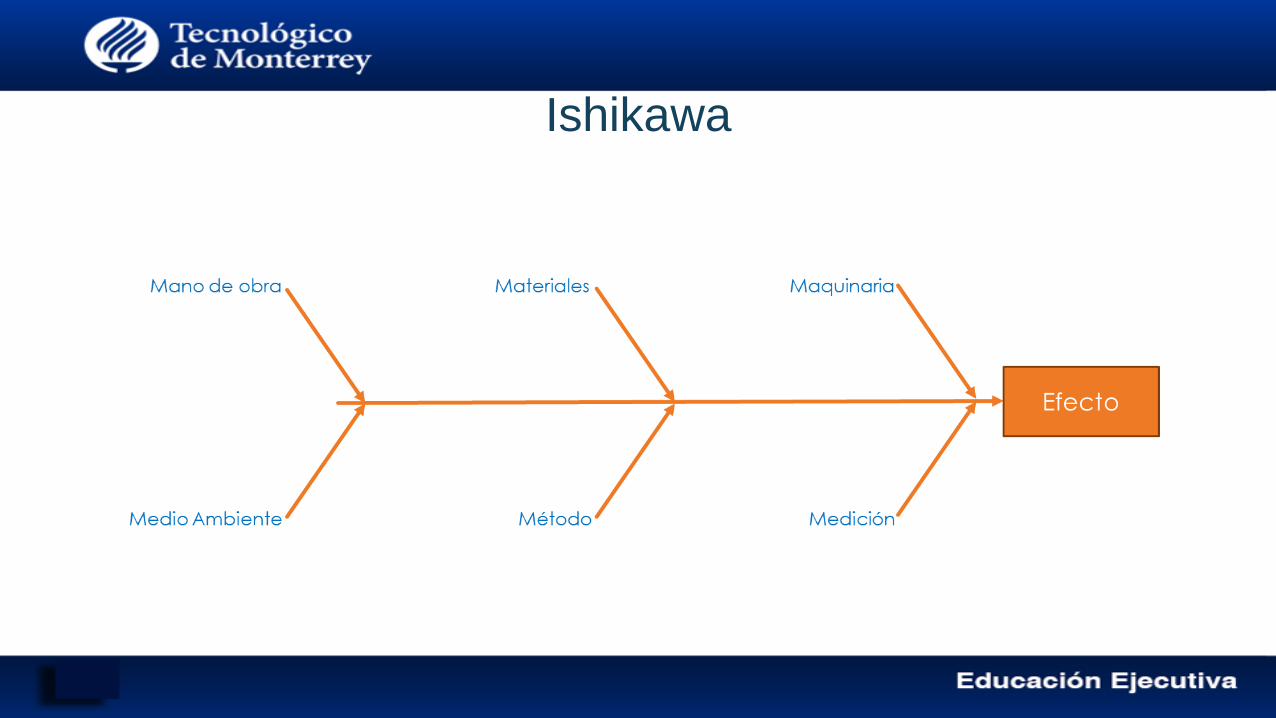
• También conocida como diagrama causas & efecto o diagrama de espina de pescado.
• Es una herramienta visual utilizada por el equipo de trabajo para organizar
lógicamente las causas potenciales (X´s) de un problema o efecto específico (Y)
proveniente de una sesión de “lluvia de ideas”.
• Se inicia en la fase de medir y se actualiza o repite a lo largo del proyecto cuando se
considera apropiado.
• Se hace 1 Ishikawa por cada paso importante seleccionado.
Ishikawa
Ishikawa
Ejemplo
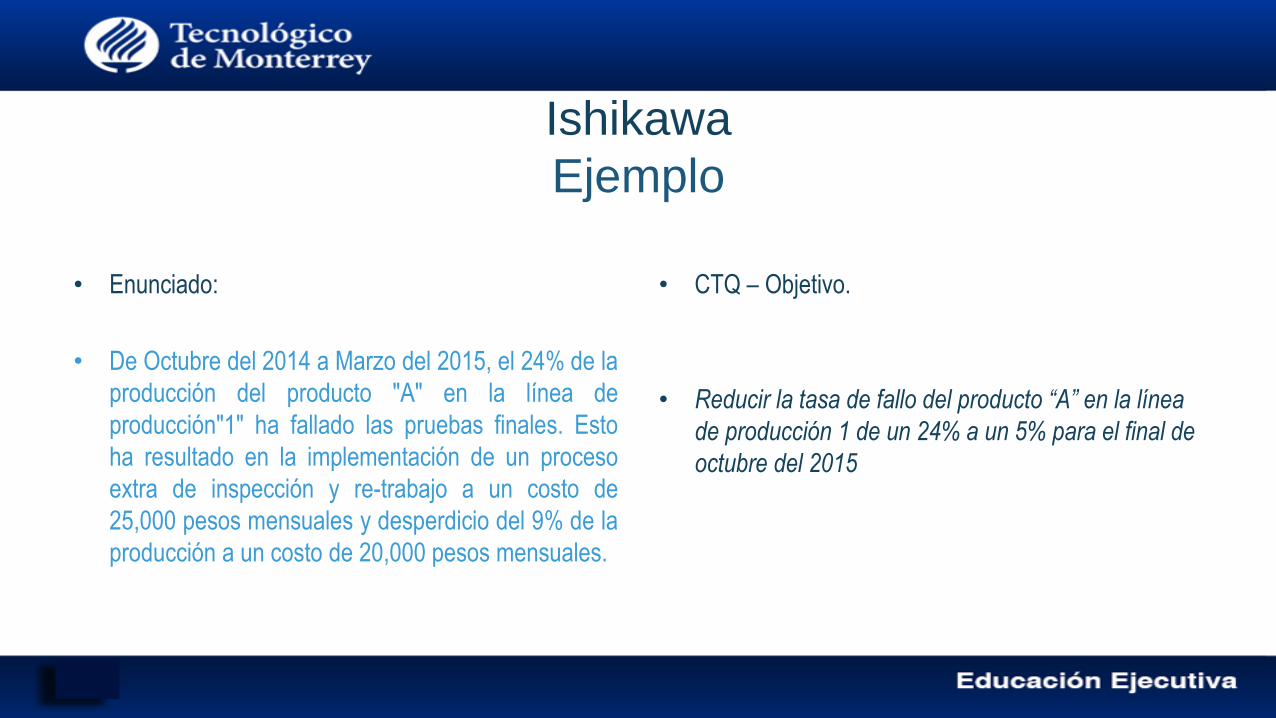
• Enunciado:
• De Octubre del 2014 a Marzo del 2015, el 24% de la
producción del producto "A" en la línea de
producción"1" ha fallado las pruebas finales. Esto
ha resultado en la implementación de un proceso
extra de inspección y re-trabajo a un costo de
25,000 pesos mensuales y desperdicio del 9% de la
producción a un costo de 20,000 pesos mensuales.
• CTQ – Objetivo.
• Reducir la tasa de fallo del producto “A” en la línea
de producción 1 de un 24% a un 5% para el final de
octubre del 2015
producto Ade fallos del
Alto índice
Environment
Measurements
Methods
Material
Machines
Personnel
Edad
Sexo
# cursos tomados
Evaluación de desempeño
Años de experiencia
Ausentismo
Personal disponible
Años de vida de la maquina
Tiempo de última calibración
Tipo de maquina (A, B o C)
Longitud de la barra
Dureza de la lamina
Calibre de la lamina
o B)Tipo de materia prima (A
o Resina)
Tipo de lubricante (Aceite
izq)
Posición de la pieza (der o
# piezas por corrida
Distancia del carrete
Velocidad del carrete
# piezas por evaluador
automática
Inspección manual vs
Inspector (A, B o C)
Ruido
Iluminación
Temperatura
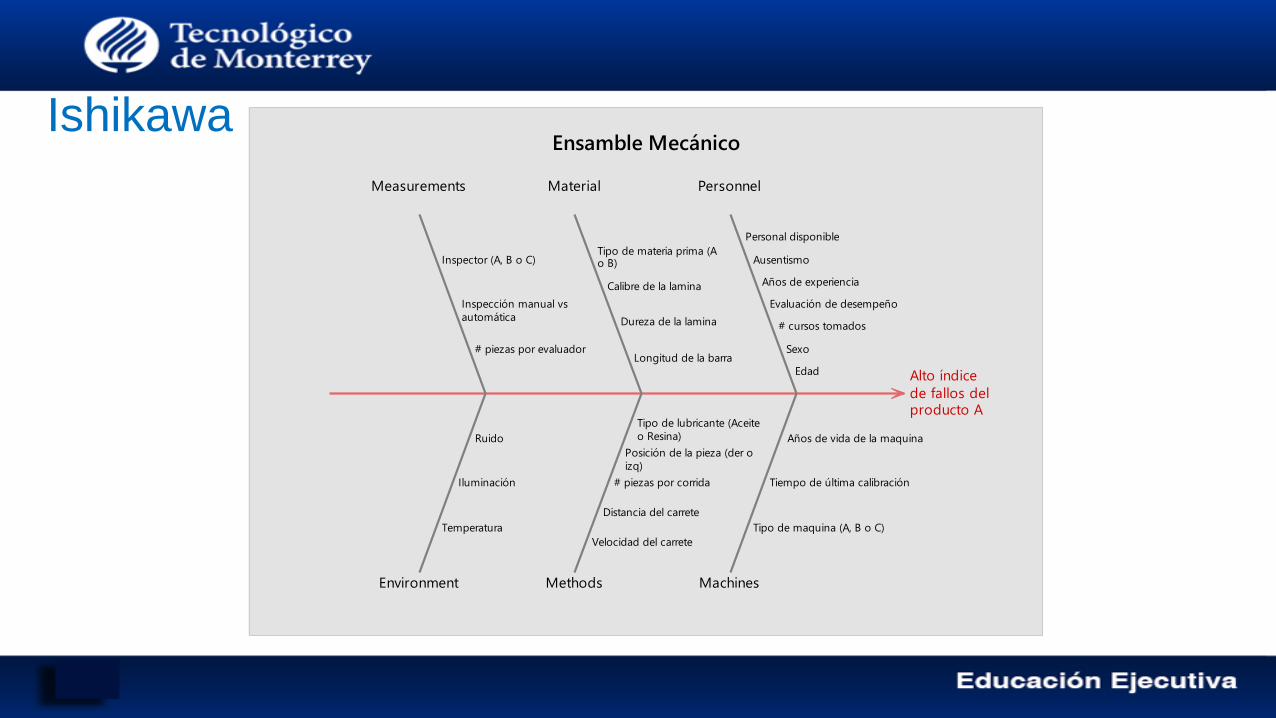
Ensamble MecánicoIshikawa
producto Ade fallos del
Alto índice
Environment
Measurements
Methods
Material
Machines
Personnel
Edad
Sexo
# cursos tomados
Evaluación de desempeño
Años de experiencia
Ausentismo
Personal disponible
Años de vida de la maquina
Tiempo de última calibración
Tipo de maquina (A, B o C)
Longitud de la barra
Dureza de la lamina
Calibre de la lamina
o B)Tipo de materia prima (A
o Resina)
Tipo de lubricante (Aceite
izq)
Posición de la pieza (der o
# piezas por corrida
Distancia del carrete
Velocidad del carrete
# piezas por evaluador
automática
Inspección manual vs
Inspector (A, B o C)
Ruido
Iluminación
Temperatura
Ensamble MecánicoIshikawa
La declaración del
problema o efecto va
en la cabeza.
En el mismo
establecido en la
definición del
problema y CTQs
producto Ade fallos del
Alto índice
Environment
Measurements
Methods
Material
Machines
Personnel
Edad
Sexo
# cursos tomados
Evaluación de desempeño
Años de experiencia
Ausentismo
Personal disponible
Años de vida de la maquina
Tiempo de última calibración
Tipo de maquina (A, B o C)
Longitud de la barra
Dureza de la lamina
Calibre de la lamina
o B)Tipo de materia prima (A
o Resina)
Tipo de lubricante (Aceite
izq)
Posición de la pieza (der o
# piezas por corrida
Distancia del carrete
Velocidad del carrete
# piezas por evaluador
automática
Inspección manual vs
Inspector (A, B o C)
Ruido
Iluminación
Temperatura
Ensamble MecánicoIshikawa
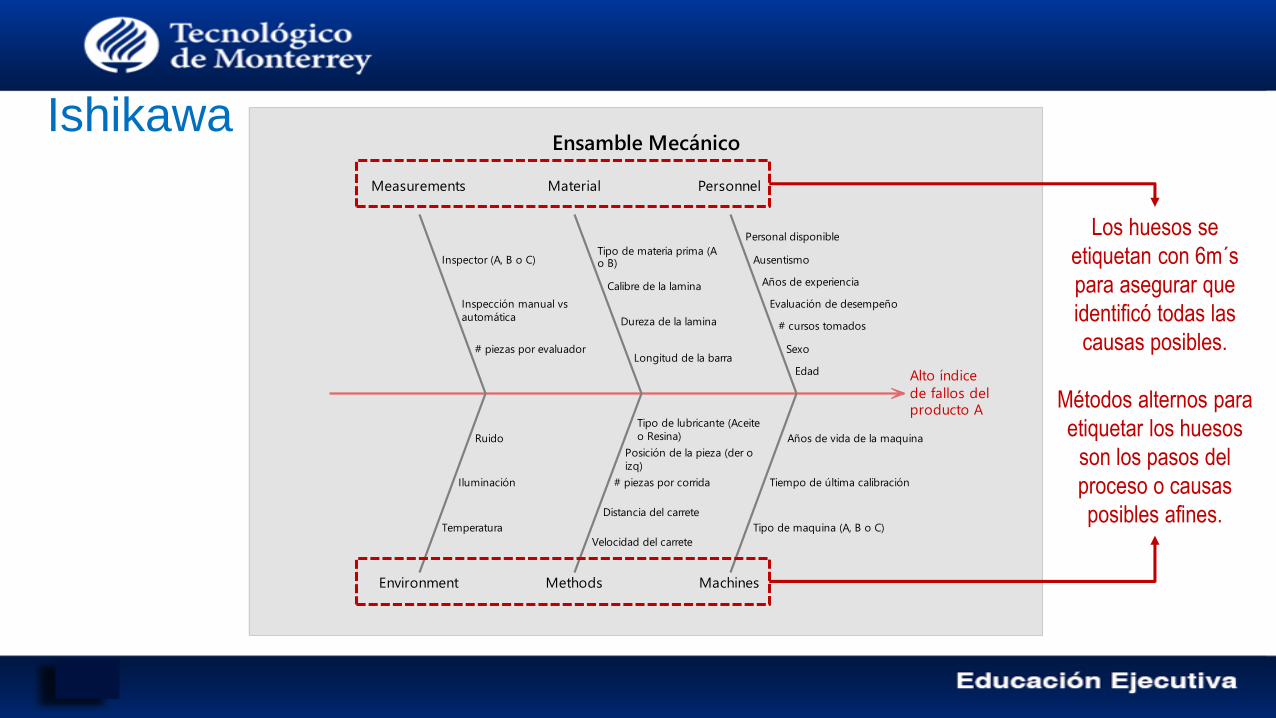
Los huesos se
etiquetan con 6m´s
para asegurar que
identificó todas las
causas posibles.
Métodos alternos para
etiquetar los huesos
son los pasos del
proceso o causas
posibles afines.
producto Ade fallos del
Alto índice
Environment
Measurements
Methods
Material
Machines
Personnel
Edad
Sexo
# cursos tomados
Evaluación de desempeño
Años de experiencia
Ausentismo
Personal disponible
Años de vida de la maquina
Tiempo de última calibración
Tipo de maquina (A, B o C)
Longitud de la barra
Dureza de la lamina
Calibre de la lamina
o B)Tipo de materia prima (A
o Resina)
Tipo de lubricante (Aceite
izq)
Posición de la pieza (der o
# piezas por corrida
Distancia del carrete
Velocidad del carrete
# piezas por evaluador
automática
Inspección manual vs
Inspector (A, B o C)
Ruido
Iluminación
Temperatura
Ensamble MecánicoIshikawa
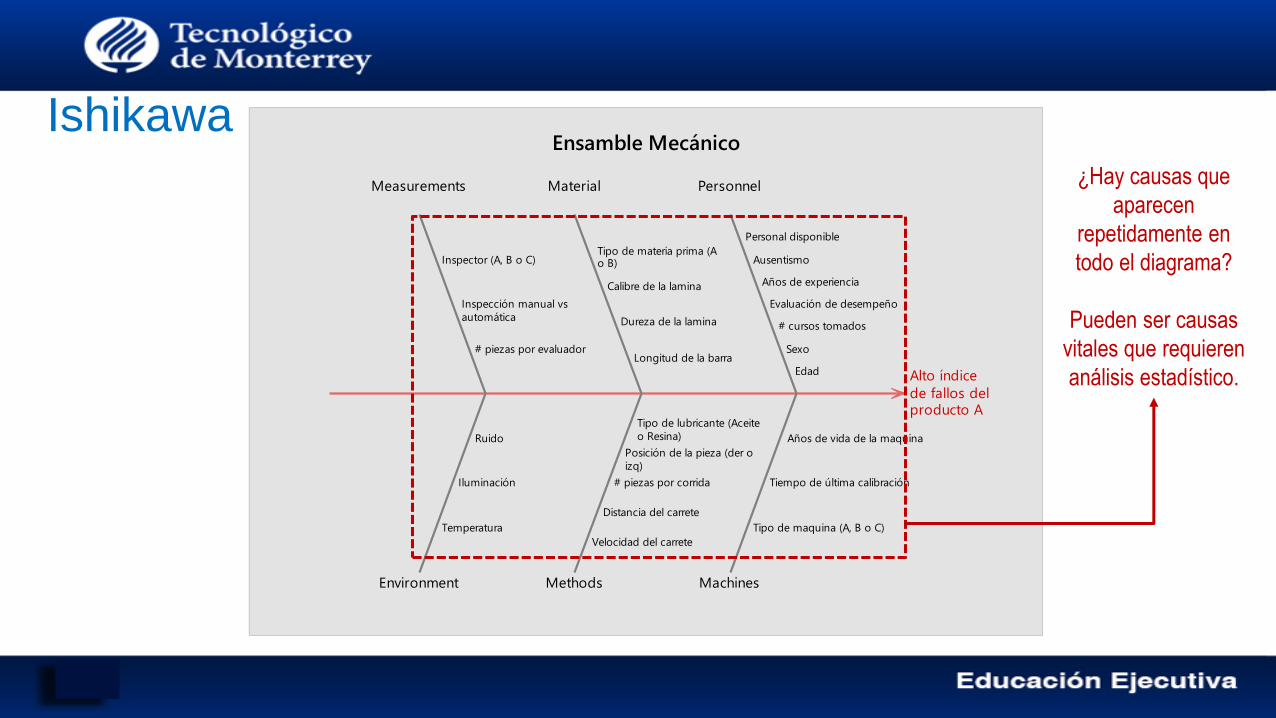
¿Hay causas que
aparecen
repetidamente en
todo el diagrama?
Pueden ser causas
vitales que requieren
análisis estadístico.
Caso práctico:
Starbucks
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
• Matriz de priorización II
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
Matriz de priorización I
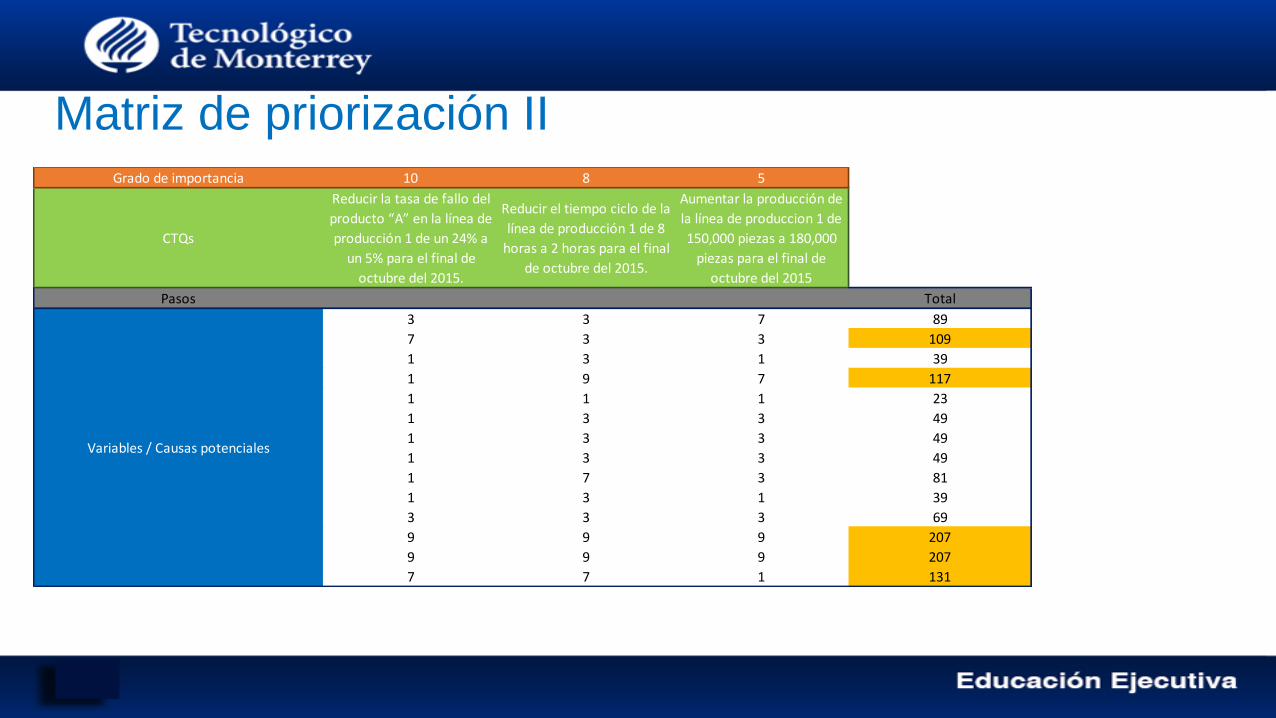
Matriz de priorización IIGrado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
3 3 7 89
7 3 3 109
1 3 1 39
1 9 7 117
1 1 1 23
1 3 3 49
1 3 3 49
1 3 3 49
1 7 3 81
1 3 1 39
3 3 3 69
9 9 9 207
9 9 9 207
7 7 1 131
Variables / Causas potenciales
Uno por cada
paso
importante!!!4. Matriz de Priorización I:• Identificar los pasos más
importantes basados en el impacto
al cliente.
5. Ishikawas:• Identificar las causas potenciales
del problema presentado.
Uniendo puntos…
5. Ishikawas:• Identificar las causas potenciales
del problema presentado.
2. Árbol de CTQ´s:• Identificar y priorizar los
requerimientos del cliente.
6. Matriz de Priorización II:• Identificar las causas potenciales
más importantes basados en el
impacto al cliente.
Uniendo puntos…
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo
Medir
Y = f(x)
• Determinar causas potenciales
– Conocer el proceso
– Identificar pasos importantes
– Identificar variables
– Identificar causas importantes
– Análisis de riesgo • AMEF
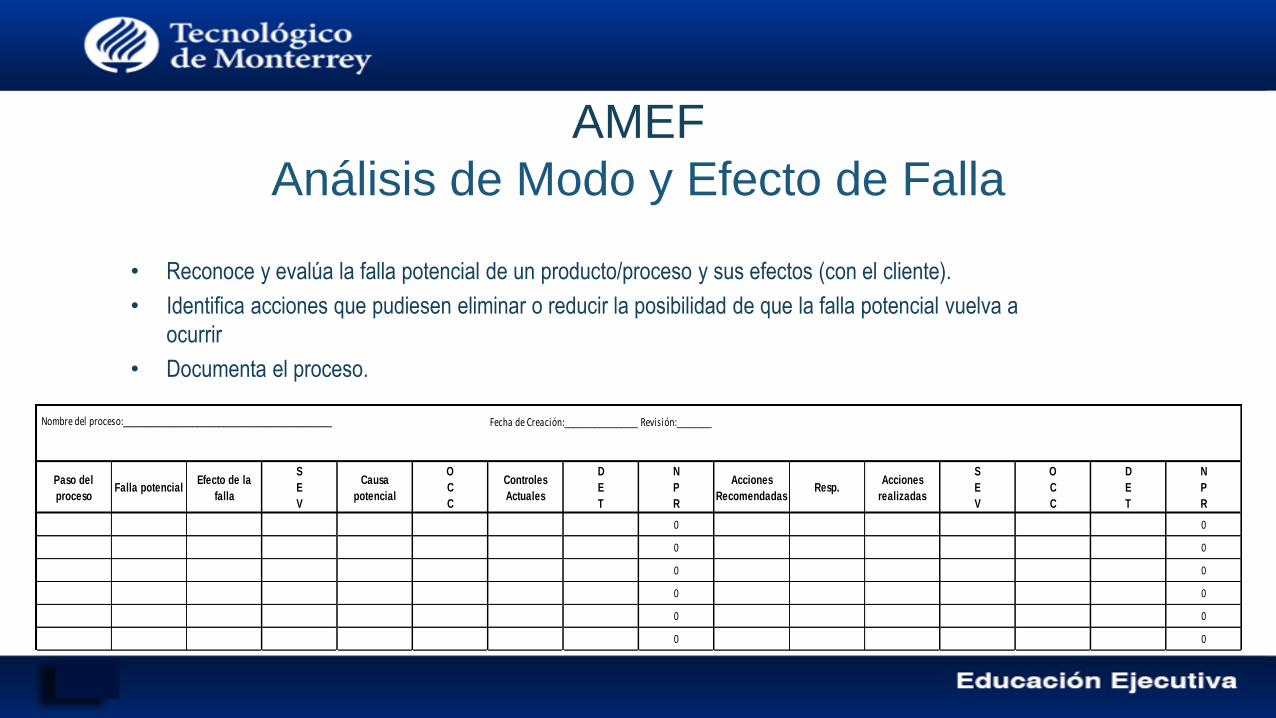
AMEF
Análisis de Modo y Efecto de Falla
• Reconoce y evalúa la falla potencial de un producto/proceso y sus efectos (con el cliente).
• Identifica acciones que pudiesen eliminar o reducir la posibilidad de que la falla potencial vuelva a
ocurrir
• Documenta el proceso.
Fecha de Creación:_________________ Revisión:________
Paso del
procesoFalla potencial
Efecto de la
falla
S
E
V
Causa
potencial
O
C
C
Controles
Actuales
D
E
T
N
P
R
Acciones
RecomendadasResp.
Acciones
realizadas
S
E
V
O
C
C
D
E
T
N
P
R
0 0
0 0
0 0
0 0
0 0
0 0
Nombre del proceso:________________________________________________
AMEF
Historia
• Desarrollada en los años 40.
• Usado principalmente en programas de la NASA
(“Apollo”) en los 60.
• Adoptada por industrias como la automotriz, medica,
armamentista y nuclear.
• Adoptada por Six Sigma tanto en proyectos de
manufactura como de servicios.
AMEF
Análisis del modo y efecto de falla
• Diseño– Introducción de un nuevo producto.
– Se llaman AMEF de producto.
– El equipo de diseño tienen mayor factibilidad de detectar problemas potenciales que una vez hecho el producto.
• Proceso– Los AMEF de proceso se hacen mientras está operando el proceso.
– El equipo identificará que cosas pueden salir mal en el proceso y su habilidad para detectarlo acorde a su ocurrencia.
• Esta herramienta es muy útil para procesos administrativos donde es difícil obtener valores cuantitativos.
AMEF
Definiciones• Modo de Falla: Descripción de la falla. ¿´Qué puede salir mal?
• Efecto: El resultado de la falla. Se expresa en términos de lo que le pasa al cliente.
• Severidad: La importancia del efecto. En una escala del 1-10, que tanto impacto tiene en el cliente, siendo 10
muy severo y 1 imperceptible por el cliente.
• Causa: La “causa potencial” de la falla.
• Ocurrencia: La probabilidad de que la causa se presente. Esto se evalúa también en una escala del 1-10,
siendo 10 muy probable y 1 poco probable.
AMEF
Definiciones• Controles actuales: Se refieren a los métodos de control actual que tiene el sistema para prevenir la causa o
detectar la falla si la causa ocurre.
• Detectabilidad: La habilidad de identificar la falla antes de la ocurrencia del efecto. Esta escala normalmente va
de 1 a 10, siendo 1 certeza de detectar y 10 imposibilidad de detectar.
• NPR: Número de Prioridad de riesgo. Es el producto de la severidad por la ocurrencia por la detección. A mayor
número, mayor es la probabilidad de riesgo.
• Acción: La o las acciones que planeas para reducir la ocurrencia y/o incrementar la detectabilidad.
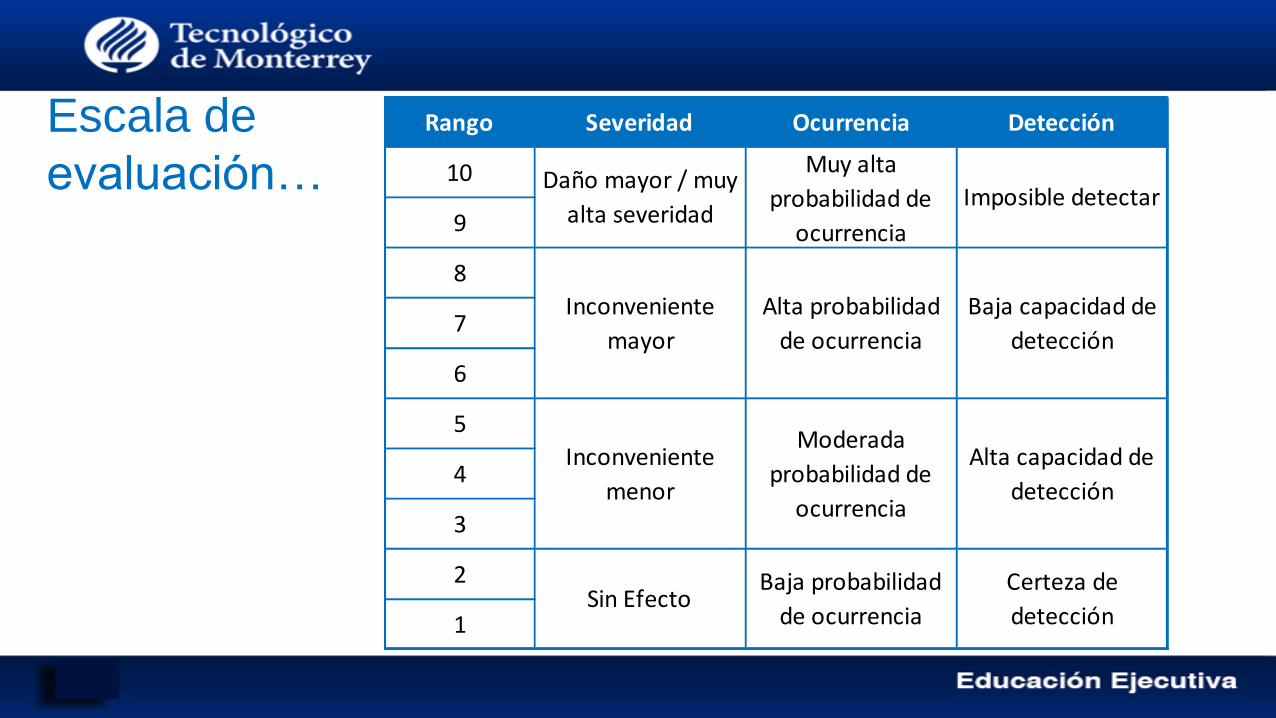
Rango Severidad Ocurrencia Detección
10
9
8
7
6
5
4
3
2
1
Inconveniente
menor
Moderada
probabilidad de
ocurrencia
Alta capacidad de
detección
Sin EfectoBaja probabilidad
de ocurrencia
Certeza de
detección
Daño mayor / muy
alta severidad
Muy alta
probabilidad de
ocurrencia
Imposible detectar
Inconveniente
mayor
Alta probabilidad
de ocurrencia
Baja capacidad de
detección
Escala de
evaluación…
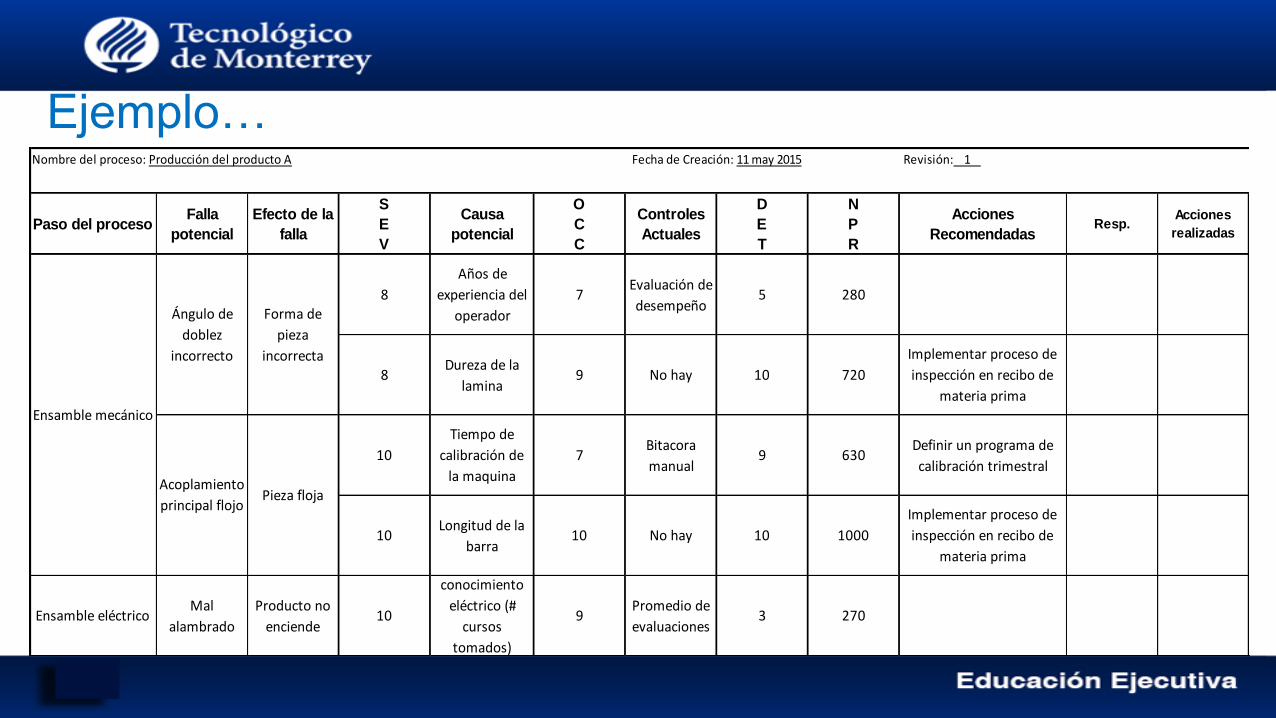
Ejemplo…
Paso del procesoFalla
potencial
Efecto de la
falla
S
E
V
Causa
potencial
O
C
C
Controles
Actuales
D
E
T
N
P
R
Acciones
RecomendadasResp.
Acciones
realizadas
8
Años de
experiencia del
operador
7Evaluación de
desempeño5 280
8Dureza de la
lamina9 No hay 10 720
Implementar proceso de
inspección en recibo de
materia prima
10
Tiempo de
calibración de
la maquina
7Bitacora
manual9 630
Definir un programa de
calibración trimestral
10Longitud de la
barra10 No hay 10 1000
Implementar proceso de
inspección en recibo de
materia prima
Ensamble eléctricoMal
alambrado
Producto no
enciende10
conocimiento
eléctrico (#
cursos
tomados)
9Promedio de
evaluaciones3 270
Acoplamiento
principal flojoPieza floja
Ensamble mecánico
Nombre del proceso: Producción del producto A Revisión: 1 Fecha de Creación: 11 may 2015
Ángulo de
doblez
incorrecto
Forma de
pieza
incorrecta
Ejemplo…
Paso del procesoFalla
potencial
Efecto de la
falla
S
E
V
Causa
potencial
O
C
C
Controles
Actuales
D
E
T
N
P
R
Acciones
RecomendadasResp.
Acciones
realizadas
8
Años de
experiencia del
operador
7Evaluación de
desempeño5 280
8Dureza de la
lamina9 No hay 10 720
Implementar proceso de
inspección en recibo de
materia prima
10
Tiempo de
calibración de
la maquina
7Bitacora
manual9 630
Definir un programa de
calibración trimestral
10Longitud de la
barra10 No hay 10 1000
Implementar proceso de
inspección en recibo de
materia prima
Ensamble eléctricoMal
alambrado
Producto no
enciende10
conocimiento
eléctrico (#
cursos
tomados)
9Promedio de
evaluaciones3 270
Acoplamiento
principal flojoPieza floja
Ensamble mecánico
Nombre del proceso: Producción del producto A Revisión: 1 Fecha de Creación: 11 may 2015
Ángulo de
doblez
incorrecto
Forma de
pieza
incorrecta
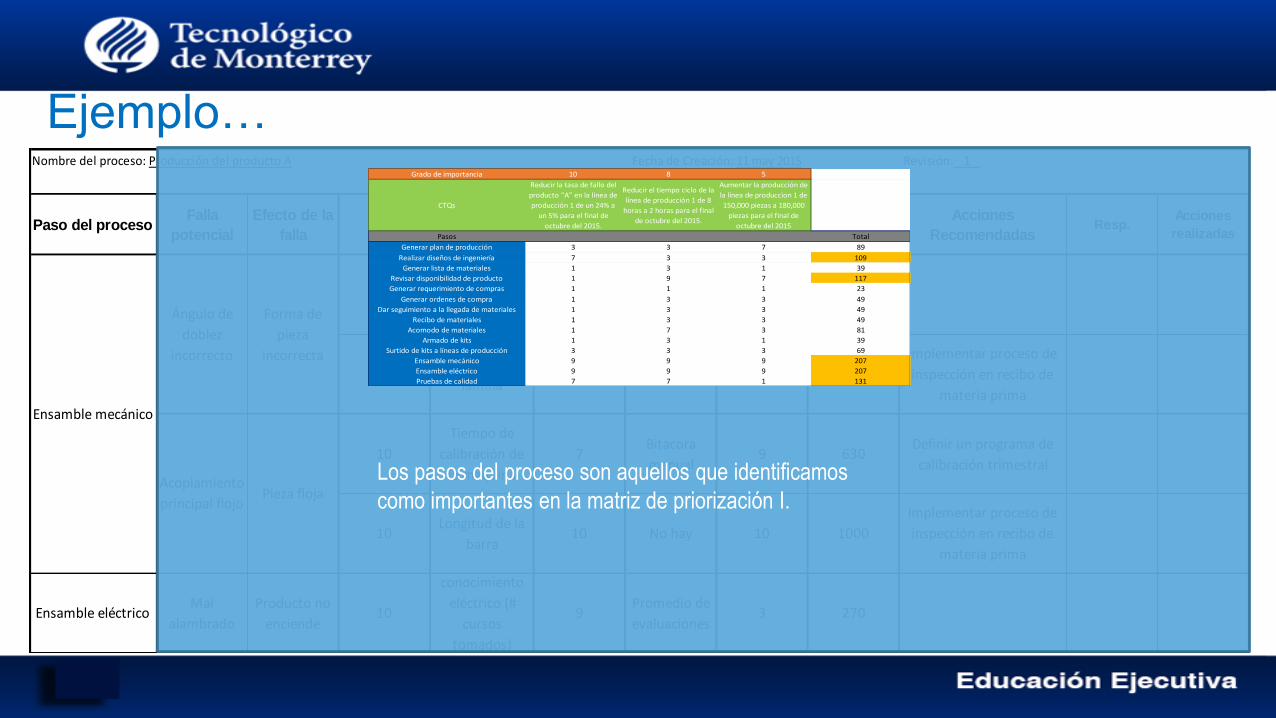
Grado de importancia 10 8 5
CTQs
Reducir la tasa de fallo del
producto “A” en la línea de
producción 1 de un 24% a
un 5% para el final de
octubre del 2015.
Reducir el tiempo ciclo de la
línea de producción 1 de 8
horas a 2 horas para el final
de octubre del 2015.
Aumentar la producción de
la línea de produccion 1 de
150,000 piezas a 180,000
piezas para el final de
octubre del 2015
Pasos Total
Generar plan de producción 3 3 7 89
Realizar diseños de ingeniería 7 3 3 109
Generar lista de materiales 1 3 1 39
Revisar disponibilidad de producto 1 9 7 117
Generar requerimiento de compras 1 1 1 23
Generar ordenes de compra 1 3 3 49
Dar seguimiento a la llegada de materiales 1 3 3 49
Recibo de materiales 1 3 3 49
Acomodo de materiales 1 7 3 81
Armado de kits 1 3 1 39
Surtido de kits a líneas de producción 3 3 3 69
Ensamble mecánico 9 9 9 207
Ensamble eléctrico 9 9 9 207
Pruebas de calidad 7 7 1 131
Los pasos del proceso son aquellos que identificamos
como importantes en la matriz de priorización I.
Ejemplo…
Paso del procesoFalla
potencial
Efecto de la
falla
S
E
V
Causa
potencial
O
C
C
Controles
Actuales
D
E
T
N
P
R
Acciones
RecomendadasResp.
Acciones
realizadas
8
Años de
experiencia del
operador
7Evaluación de
desempeño5 280
8Dureza de la
lamina9 No hay 10 720
Implementar proceso de
inspección en recibo de
materia prima
10
Tiempo de
calibración de
la maquina
7Bitacora
manual9 630
Definir un programa de
calibración trimestral
10Longitud de la
barra10 No hay 10 1000
Implementar proceso de
inspección en recibo de
materia prima
Ensamble eléctricoMal
alambrado
Producto no
enciende10
conocimiento
eléctrico (#
cursos
tomados)
9Promedio de
evaluaciones3 270
Acoplamiento
principal flojoPieza floja
Ensamble mecánico
Nombre del proceso: Producción del producto A Revisión: 1 Fecha de Creación: 11 may 2015
Ángulo de
doblez
incorrecto
Forma de
pieza
incorrecta
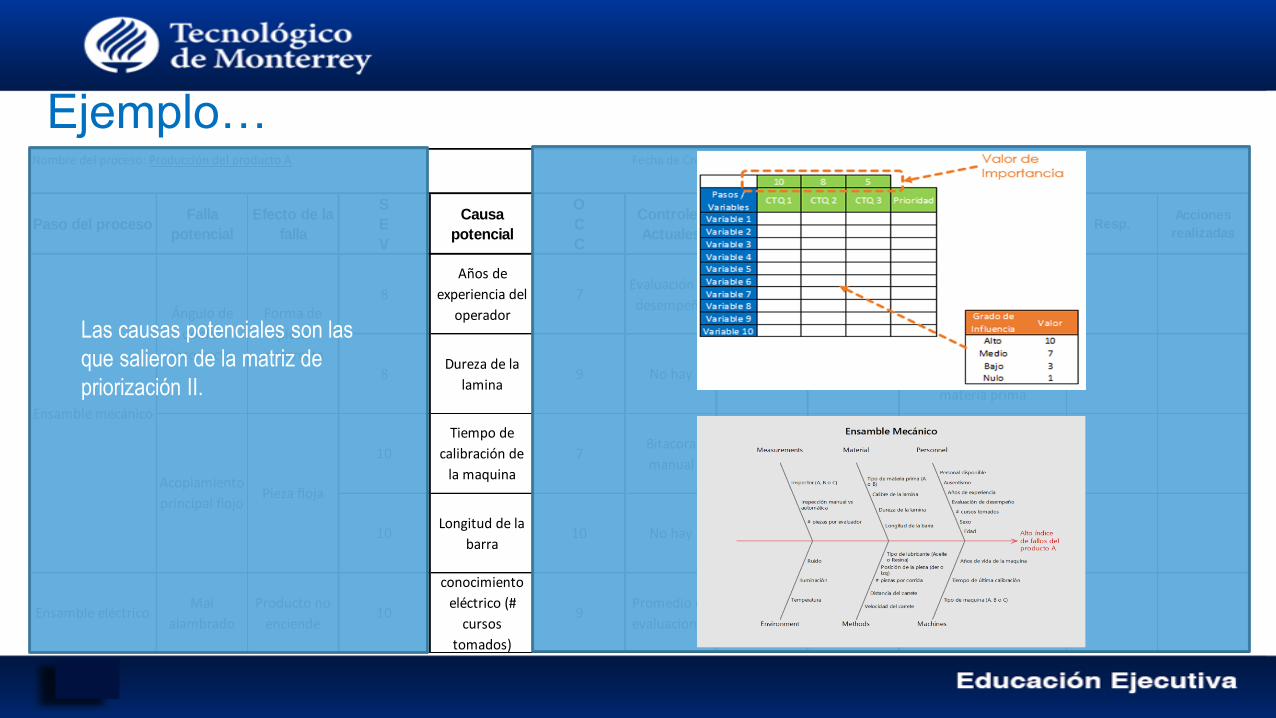
Las causas potenciales son las
que salieron de la matriz de
priorización II.
Ejemplo…
Paso del procesoFalla
potencial
Efecto de la
falla
S
E
V
Causa
potencial
O
C
C
Controles
Actuales
D
E
T
N
P
R
Acciones
RecomendadasResp.
Acciones
realizadas
8
Años de
experiencia del
operador
7Evaluación de
desempeño5 280
8Dureza de la
lamina9 No hay 10 720
Implementar proceso de
inspección en recibo de
materia prima
10
Tiempo de
calibración de
la maquina
7Bitacora
manual9 630
Definir un programa de
calibración trimestral
10Longitud de la
barra10 No hay 10 1000
Implementar proceso de
inspección en recibo de
materia prima
Ensamble eléctricoMal
alambrado
Producto no
enciende10
conocimiento
eléctrico (#
cursos
tomados)
9Promedio de
evaluaciones3 270
Acoplamiento
principal flojoPieza floja
Ensamble mecánico
Nombre del proceso: Producción del producto A Revisión: 1 Fecha de Creación: 11 may 2015
Ángulo de
doblez
incorrecto
Forma de
pieza
incorrecta
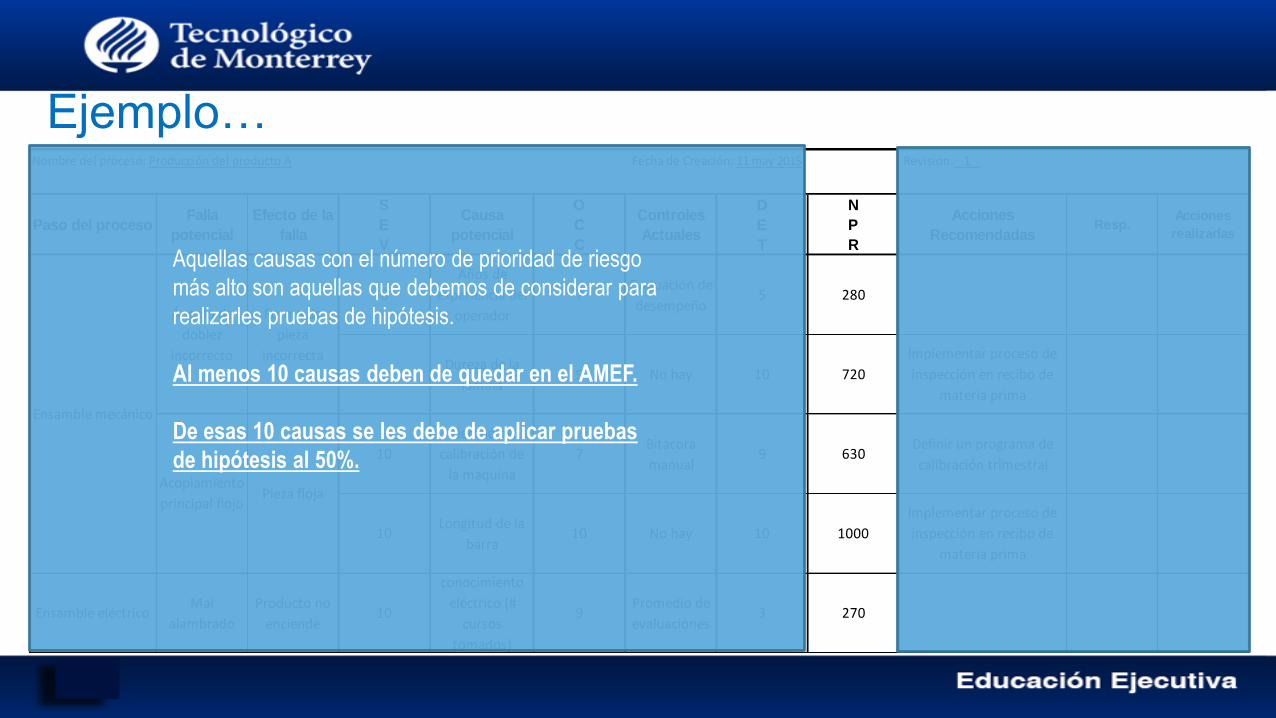
Aquellas causas con el número de prioridad de riesgo
más alto son aquellas que debemos de considerar para
realizarles pruebas de hipótesis.
Al menos 10 causas deben de quedar en el AMEF.
De esas 10 causas se les debe de aplicar pruebas
de hipótesis al 50%.
AMEF
Resumen
• Los AMEF’s son útiles al:– Diseñar un producto (muy poderoso)
– Mejora de procesos y hacerlo a prueba de errores
• Útiles cuando se tienen pocos datos cuantitativos (Procesos Administrativos)
• Identifican problemas potenciales y su intención es tomar acciones antes de que ocurran los problemas
• No sirven si no se definen las acciones y no se realizan!
Proceso Optimizado
Medir (Mapeo de Proceso)
Analizar ( Pruebas de Hipótesis)
Mejorar (DOE’s de primer nivel)
Matriz C&E y FMEA
Control SPC
Process Name
Busin
ess U
nit
Busin
ess U
nit
Busin
ess U
nit
Process Step
Process Step Decision
Process Step
Process Step End
No
Yes
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Step Total
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
10 0
11 0
12 0
13 0
14 0
15 0
16 0
17 0
18 0
19 0
20 0
0
Total 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
+30 Entradas
12 - 15
7 - 10
4 - 6
3 - 5
The
Process
MaterialMeasure People
Machine Methods Envron.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Step Total
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
10 0
11 0
12 0
13 0
14 0
15 0
16 0
17 0
18 0
19 0
20 0
0
Total 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
El efecto embudo…
Caso práctico:
Starbucks
¿Dudas?
Tarea
• Medir su proyecto– Determinar causas potenciales
• Diagrama de flujo o mapa de proceso
• Matriz de priorización I*
• Ishikawa (Solo 1 del paso más importante)
• Matriz de priorización II*
• AMEF
• Mandar tarea a:– [email protected]
– Fecha limite: Antes de la siguiente clase.


















