Lean Six Sigma Projects
5
Page 1 of 5 Examples of Lean Six Sigma projects Scrap Reduction ($250K annual savings) (BLACK BELT CERTIFICATION PROJECT ) Project involved over 40 people, mechanics, electricians, supervisors, lead hands, operators, across 4 shits Project was completed in 8 months Problem Statement: Packaging scrap was 2.4% Objective to reduce scrap from 2.4% to 1.2% Measure Phase tools: Detailed PFD, X-Y matrix, Gauge R&R were used to gather data Significant factor: DOE revealed baskets style cartons were significant factors in overall Finishing scrap Improvements: modified tooling on turn section of gluer, replacing pneumatic cylinder with load cell for better carton control, IMPLEMENTED 5S using SHADOW BOARDS, developed SOP and standardized it. Control Plan: error proofed critical settings and implemented regular hourly SPC checks Lean Start-Up and development (estimated savings =$300K/year)-- Alcan Packaging (2011) Project Objective: Reduce floor space by 30% by implementing LEAN principles into diverse culture Led team of 20 senior technicians and tool and die makers LEAN TASKS COMPLETED: o VALUE STREAM MAP OF CURRENT AND FUTURE STATE PROCESSES o TAKT TIME & Cycle Time Analysis o Waste reduction o 5S o Lean Training Results: o New layout with 40% less space utilized o Reduced inventory levels by 30% o 280 Employees trained on LEAN principles o Visual aids such as: white boards, Quality Alerts, Set-Up instructions Lean - Packaging Productivity Improvement ( $250K/Year savings) FGF Brands Foods Project Objective: Improve productivity from current 240packs/Hr to 310 packs/Hr Led Project consisting of 60 people across all 3 shifts BOSCH Packaging was main bottleneck with lengthy set-up times and downtime due to machine utilization Improvements: Developed CURRENT STATE VALUE STREAM MAP, identified areas of WASTE, developed FUTURE STATE VALUE STREAM MAP, implemented 5S across all shifts, trained all set-up operators and lead hands on basic Lean principles, implemented SMED (Single Minute Exchange Die), developed standardized SOP’s for set-up/change-over, implemented 5s and shadow boards for all tooling storage Results: o Improved productivity from 240 packs/Hr to over 331 packs/Hr, o Reduced Set-Up Time from 30 min to under 5 min o Reduced waste from 14% to under 3% Savings: $300K/Year in OEE improvement (machine utilization and direct labour absorption)
-
Upload
6-sigma-engineering -
Category
Engineering
-
view
62 -
download
8
description
Examples of Lean Six Sigma Projects
Transcript of Lean Six Sigma Projects

Page 1 of 5
Examples of Lean Six Sigma projects
Scrap Reduction ($250K annual savings)
(BLACK BELT CERTIFICATION PROJECT ) Project involved over 40 people, mechanics, electricians, supervisors, lead hands, operators, across 4 shits Project was completed in 8 months Problem Statement: Packaging scrap was 2.4% Objective to reduce scrap from 2.4% to 1.2% Measure Phase tools: Detailed PFD, X-Y matrix, Gauge R&R were used to gather data Significant factor: DOE revealed baskets style cartons were significant factors in overall Finishing scrap Improvements: modified tooling on turn section of gluer, replacing pneumatic cylinder with load cell for better
carton control, IMPLEMENTED 5S using SHADOW BOARDS, developed SOP and standardized it. Control Plan: error proofed critical settings and implemented regular hourly SPC checks
Lean Start-Up and development (estimated savings =$300K/year)-- Alcan Packaging (2011)
Project Objective: Reduce floor space by 30% by implementing LEAN principles into diverse culture Led team of 20 senior technicians and tool and die makers LEAN TASKS COMPLETED:
o VALUE STREAM MAP OF CURRENT AND FUTURE STATE PROCESSES
o TAKT TIME & Cycle Time Analysis
o Waste reduction
o 5S o Lean Training
Results: o New layout with 40% less space utilized o Reduced inventory levels by 30% o 280 Employees trained on LEAN principles o Visual aids such as: white boards, Quality Alerts, Set-Up instructions
Lean - Packaging Productivity Improvement ( $250K/Year savings) FGF Brands Foods
Project Objective: Improve productivity from current 240packs/Hr to 310 packs/Hr
Led Project consisting of 60 people across all 3 shifts BOSCH Packaging was main bottleneck with lengthy set-up times and downtime due to machine utilization Improvements: Developed CURRENT STATE VALUE STREAM MAP, identified areas of WASTE, developed
FUTURE STATE VALUE STREAM MAP, implemented 5S across all shifts, trained all set-up operators and lead hands on basic Lean principles, implemented SMED (Single Minute Exchange Die), developed standardized SOP’s for set-up/change-over, implemented 5s and shadow boards for all tooling storage
Results: o Improved productivity from 240 packs/Hr to over 331 packs/Hr, o Reduced Set-Up Time from 30 min to under 5 min o Reduced waste from 14% to under 3%
Savings: $300K/Year in OEE improvement (machine utilization and direct labour absorption)

Page 2 of 5
Injection mould set-up reduction project --($500K/annual savings) Problem Statement: 22 injection moulds ranging from 93 weeks new to moulds over 10 years old), varied in sizes
& capacities, had set-up/changeover times from 4-6hrs, resulting over $500K machine inefficiencies and
productivity losses
Project Involved over 50 tool and die makers, lead process operators, lead hands, supervisors
Objective: Reduce the set-up time from 6hrs to under 2hrs
Significant Improvements: over 4.5hrs of Set-Up Time was reduced by the following IMPROVEMENTS:
o Implemented SMED principles, with 5S SHADOW BOARDS, standardized tool carts, SET-UP SOP
o New water manifolds with shorter hoses and different IN/OUT connectors
o Standardized bolt lengths and utilized quick-connect clamps
o Interchangeable inserts and standardized back plates with different hole pattern
o Standardized Mould kits & implemented shadow boards
o Documented SOP and validated set-up/changeover on different shifts
These improvements resulted in over $500K annual savings
Magnum 2000 (TS-16949) Lean/Quality initiative---Summer 2009
Problem Statement: 1st time yield quality was at 62% Led team of 30 people, operators, QA Inspectors, Lead Hands, Operators Used 100% inspection to sort out defects in a machining operation Premature Tool wear causing defects and downtime Poor process flow and scheduling issues causing “RUSH” orders and panic mode
Rotary Transfer Machines:
• 16 Station Hydromat CNC • Buffoli Transfer Machine CNC • Hydromat - 10 Station • Hydromat - 12 Station
Other Equipment: • In-feed and thru-feed grinding equipment • Durr parts washer • Full chip and oil recovery systems • Fully integrated MRP system
Improvements: Developed VSM of current process and reviewed NVA for waste reduction Implemented 5S in all machining area so that tool locations and spares were easily located and replaced when
worn Implemented in-process sampling checks based on AQL of 0.4 (99.6% confidence level) using GO/NO-GO gauges,
vernier measurements Set-up and Implemented SPC for in-process checks which allowed operators to monitor trends and adjust
tooling as needed before it’s too late Redesigned tooling for a 16 station CNC HYDROMAT which reduced premature tool wear by 25% Developed & Implemented Preventative Maintenance procedures which reduced downtime by 30% Designed Rough Grinding and Finish Grinding process parameters for machining water pump bearings achieving
surface finishes of 0.1-0.2µm Ra (4-8 µin) consistently Eliminated 100% inspection Validated Testing through Reliability studies and implemented statistical process controls which reduced leak test
failures from 14% to less than 0.5% improved packaging productivity by 32%

Page 3 of 5
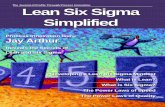
GENERATOR COIL EFFICIENCY IMPROVEMENT (savings $800K/year)
Voith Hydro Project Objective: Improve Current State Coil winding operation by 30% (28 Coils to 40 Coils/Day) Project involved 3 shifts over 80 UNION WORKERS Current Process Limitations: Direct Labour underutilized (65%) and bottleneck process Final Taping has MOL
restriction on 4Hr/shift Max exposure time Improvements: Developed Lean Flexible work Cell, Cross-Functionally trained all operators on Final Taping,
developed rotation schedule to ensure every 2hrs Final Taping Operators are rotated, implemented internal KANBAN for pre-staging material and implemented 5S to reduce Non-Value add time (walking around looking for tools)., trained all set-up operators/lead hands on basic Lean principles
Results: Improved productivity from 27 to 40 Coils/day Increased Direct Labour Utilization from 65% to over 80% Reduced floor space by 30% Reduced WIP by 40%

Page 4 of 5
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10 11 12
Direct Labour Utilization
DLV Baseline Target Week
% U
tiliz
atio
n
10
15
20
25
30
35
40
45
1 2 3 4 5 6 7 8 9 10 11 12
Avg
Co
ils/D
ay
Week
Coil Productivity by week Avg Coils/Day
Baseline
Target

Page 5 of 5
Flexo Efficiency improvement project ($600K annual savings)-- MeadWestvaco Packaging
Problem was poor productivity (15Kpcs/hr)
Objective was to improve Flexo Print Cut efficiency by 30% (from 15k pcs/hr to 20k pcs)/hr
Significant factors Die Cutting, Ink transfer, Varnish, & Carton type
Improvement: DOE used to optimize printing process parameters such as: Ink density & viscosity, Anilox density, Varnish
viscosity & improved die set-up time
Implemented SPC checks part of the Control plan.
Warehouse Management System (WMS) project–(over $800K/annual savings) ---MeadWestvaco Packaging,
Managed a complex Supply-Chain project between MWV Paper Mill/Sales/Marketing & Coco-Cola purchasing, on improving on time delivery, increasing sales and reducing storage time of FG cartons for Coca Cola
Objective: increase Coca-Cola carton turnover rate by 30% & reduce warehouse space by 200,000 ft ²
Project was completed in 11 months
Improvements: WMS (Warehouse Management System) implemented with full automated KANBAN of Coca-Cola cartons allowing Coca Cola full access to view our warehouse inventory and give us signals when to start producing new cartons using colour codes for SKU inventory levels, Green=Don’t produce, Yellow-start, Red=late
Realized savings: on-time deliveries improved from 92% to 99.5% within 3 month, and warehouse space by 170,000ft². The but a new project was launched between MWV sales/marketing and Coca Cola purchasing to increase carton revenue (see below for details)
Sales & Coca-Cola carton turnover -part of the WMS project–(over $300K/annual savings Problem: Graphics design on Coca Cola cartons took too long, resulting long carton development time and lack of
input from MWV Sales/Marketing and Graphics
Objective: increase Coca-Cola sales by 40% and carton turnover rate by 30% Improvement: MWV Graphics designers to be involved in the preliminary carton design and sales to use VOC (Voice Of
the Customer) to visit and survey Coca Cola plants for their feedback