L25 - Tool Design 1
47
MECH152-L25 - 1 Tool Design
-
Upload
alan-ihsan -
Category
Documents
-
view
34 -
download
0
description
An introductory lecture on tool design.
Transcript of L25 - Tool Design 1
MECH152-L25 - 1
Tool Design
MECH152-L25 - 2
Types of Tools• Material Cutting Tools• Workholding Devices• Pressworking Tools• Bending, Forming and Drawing Dies• Tool Design for Inspection and Gaging• Tool Design for Joining Process• Tooling for Castinghttp://www.youtube.com/watch?v=3ciyG_hidhE&feature=channel_page
http://www.youtube.com/watch?v=4Pw_tcgIiTQ&feature=channel_page
http://www.youtube.com/watch?v=z4D76vMqwD4&feature=channel_page
http://www.youtube.com/watch?v=gkHbRVUvFgw&feature=channel_page
MECH152-L25 - 3
General Considerations• Safety and Ergonomics• Tool Materials• Heat Treatment• Surface Roughness and Finish• Tolerances and Fits• Tooling Economics• Material Handling
MECH152-L25 - 4
Safety and Ergonomics (I)• Safety should be built into the design
with due respect to legal requirements• Sufficient clamping and rigidity of the
tool design is necessary• Guards should be introduced to
movable parts of the machine• Limit switches to protect workers and
product against moving parts• Electrical equipment should be properly
grounded
MECH152-L25 - 5
Safety and Ergonomics (II)• Exhaust system for air polluting system• All adjustments and clamping should be
easily accessible• Quick release or emergency braking
mechanism may be needed for special cases
• Prevent severe burns or eye injury for welding or thermal process
• Provision for handling pressurized and toxic equipment

MECH152-L25 - 6
Tool Materials (I)• Tool steels (principal materials)
– Tool and Die Steel (typical hardness RC40~60)• W, Water-Hardening Tool-Steels• O, Oil-Hardening Tool-Steels• A, Air-Hardening Medium Alloy Die-Steels• D, High-Carbon High-Chromium Die Steels• S, Shock-Resisting Tool-Steels• H, Hot-Work Die Steels• P, Low-Carbon Mold Steels• T and M, Tungsten and Molydenum High-Speed Steels• L, Low-Alloy Tool-Steels• F, Carbon-Tungsten Finishing Steels
(http://www.efunda.com/materials/alloys/tool_steels/tool.cfm)
• Cast Iron• Stainless Steel
MECH152-L25 - 7
Tool Materials (II)• Non-ferrous materials - limited
productions only (Aluminum, Magnesium, Zinc, Lead, Beryllium, Bismuth)
• Composite materials – soft tools for limited run
MECH152-L25 - 8
Workholding DevicesWorkholding Devices – All devices that
hold, grip, or chuck a workpiece in a prescribed manner of firmness and location, to perform on it a manufacturing operation.
MECH152-L25 - 9
Fixture & JigFixture:
- Hold and accurately position a workpiece
Jig:- Also be used to hold and position a workpiece.- Provides some means for guiding the cutting tool
http://www.youtube.com/watch?v=ujKyRrf-Z1M&feature=channel_page
http://www.youtube.com/watch?v=2ikkuZe0zQU&feature=channel_page
MECH152-L25 - 10
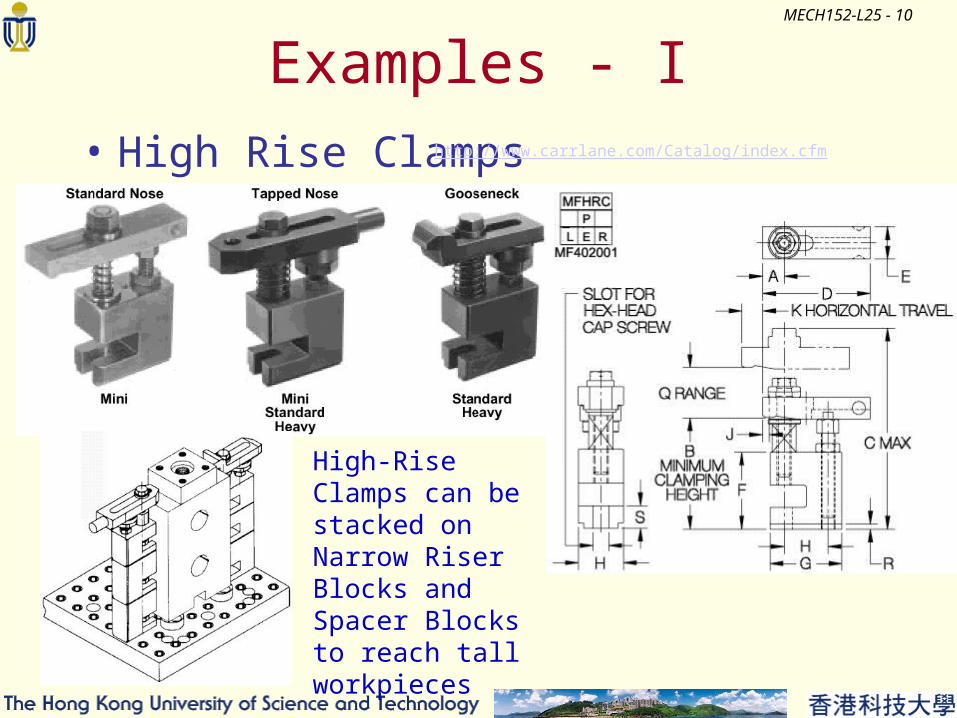
Examples - I• High Rise Clamps http://www.carrlane.com/Catalog/index.cfm
High-Rise Clamps can be stacked on Narrow Riser Blocks and Spacer Blocks to reach tall workpieces

MECH152-L25 - 11
Examples II• Swing Clamp
ARM: MODULAR IRON PER ASTM A536 GRADE 65-45-12, ZINC PLATED CLEAR CHROMATE
ALL OTHER PARTS: MILD STEEL, BLACK OXIDE FINISH
Please refer to the price list also!
http://www.steelsmith.com/
MECH152-L25 - 12
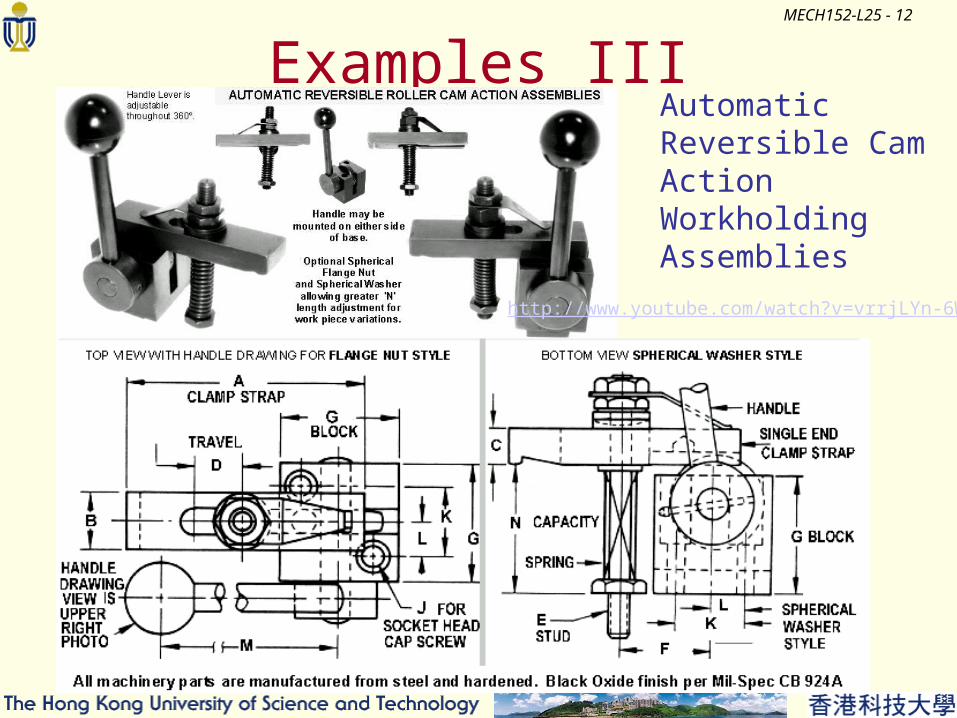
Examples IIIAutomatic Reversible Cam Action Workholding Assemblies
http://www.youtube.com/watch?v=vrrjLYn-6WY
MECH152-L25 - 13Methods of Location3-2-1 Principle
- A workpiece will be completely confined when banked against:- 3 points in one plane- 2 points in another plane- 1 point in a third plane- If the planes are perpendicular to each
other- Buttons should be as far apart as
possible- Greater spread, Less alignment error
http://www.youtube.com/watch?v=wTs_IaD0JWU&feature=PlayList&p=3AFB507B668AF162&index=35
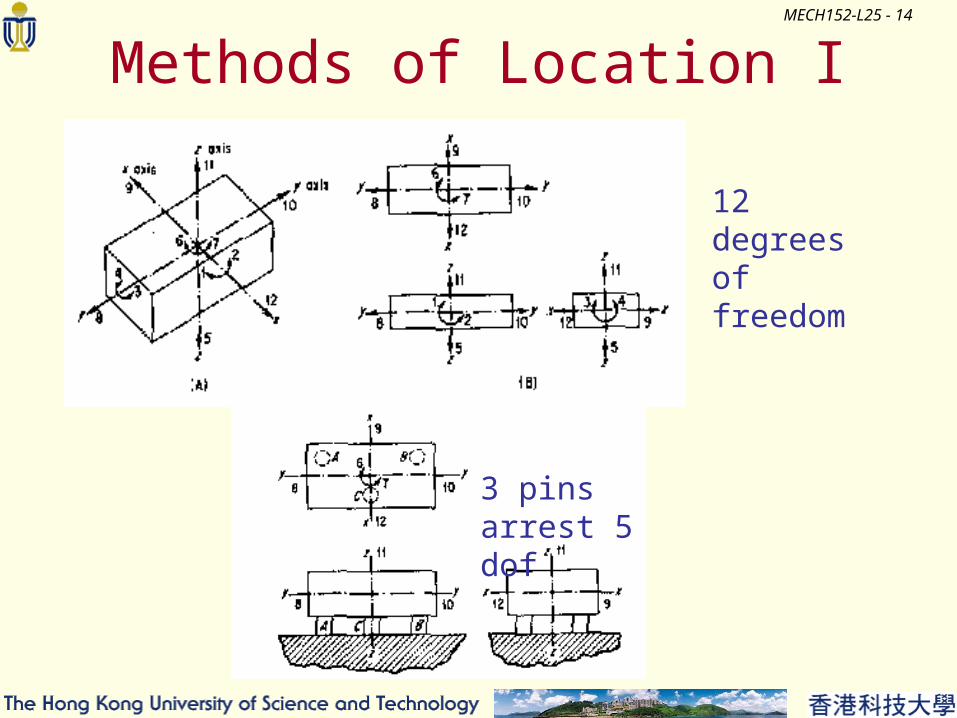
MECH152-L25 - 14
Methods of Location I
12 degrees of freedom
3 pins arrest 5 dof
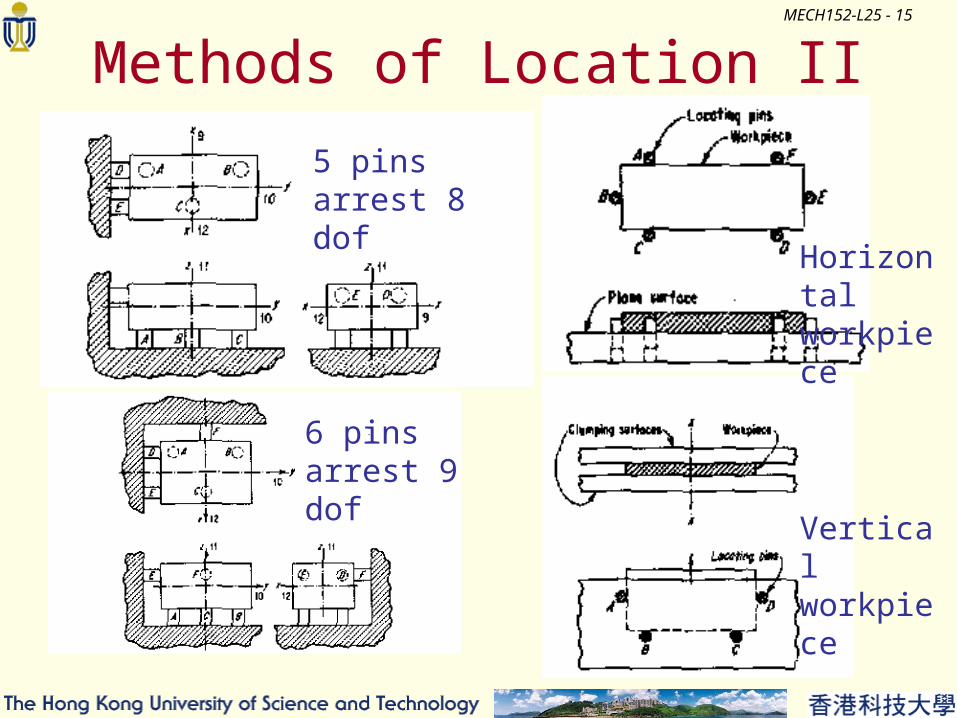
MECH152-L25 - 15
Methods of Location II
6 pins arrest 9 dof
5 pins arrest 8 dof
Vertical workpiece
Horizontal workpiece
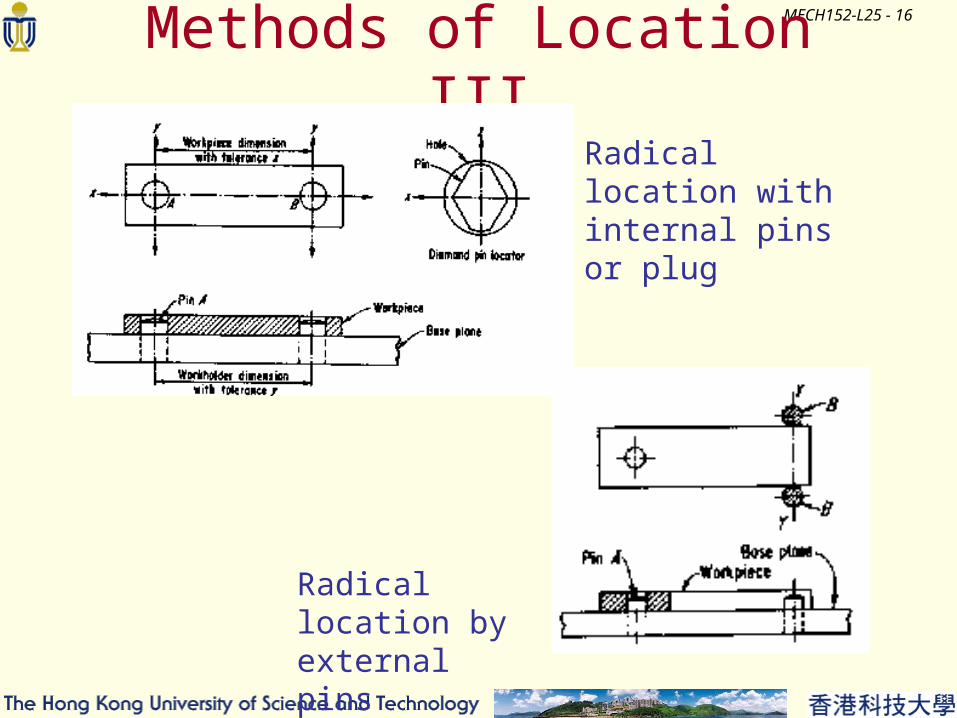
MECH152-L25 - 16
Methods of Location IIIRadical location with internal pins or plug
Radical location by external pins

MECH152-L25 - 17
Methods of Location IV
7 dof arrested by V locator with stop pin
Workholder with multiple V locators
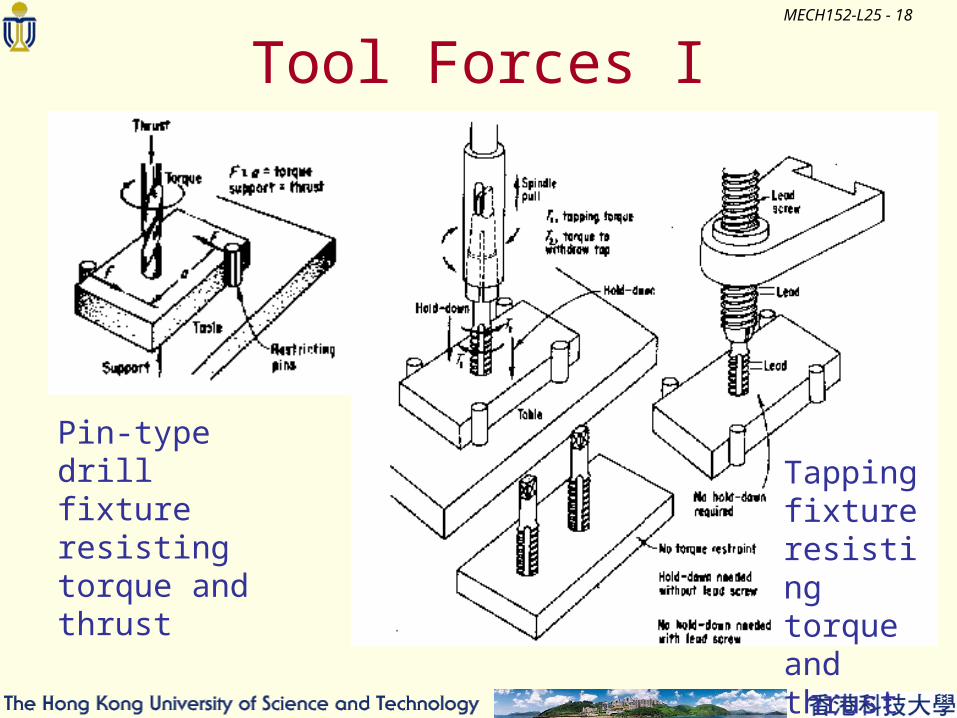
MECH152-L25 - 18
Tool Forces I
Pin-type drill fixture resisting torque and thrust
Tapping fixture resisting torque and thrust
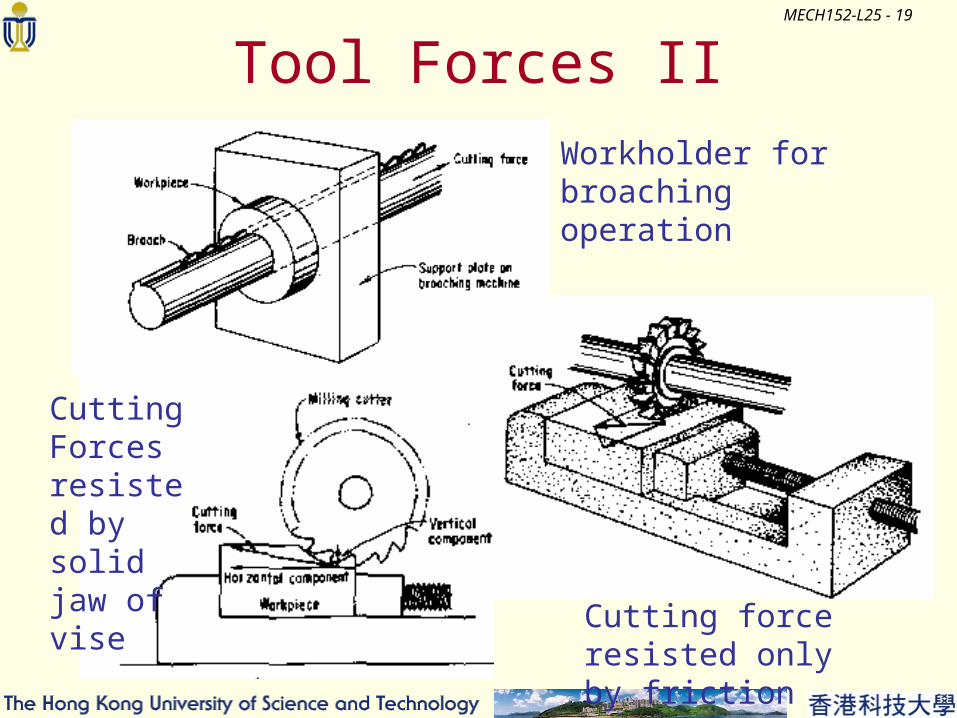
MECH152-L25 - 19
Tool Forces IIWorkholder for broaching operation
Cutting Forces resisted by solid jaw of vise
Cutting force resisted only by friction
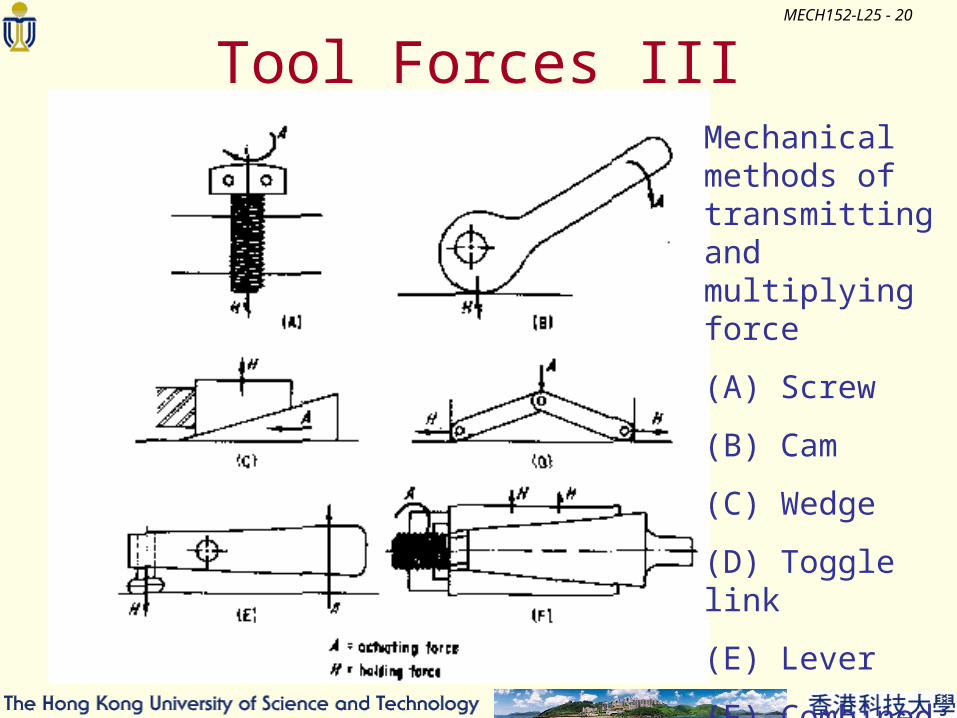
MECH152-L25 - 20
Tool Forces IIIMechanical methods of transmitting and multiplying force
(A) Screw
(B) Cam
(C) Wedge
(D) Toggle link
(E) Lever
(F) Combined screw and wedge
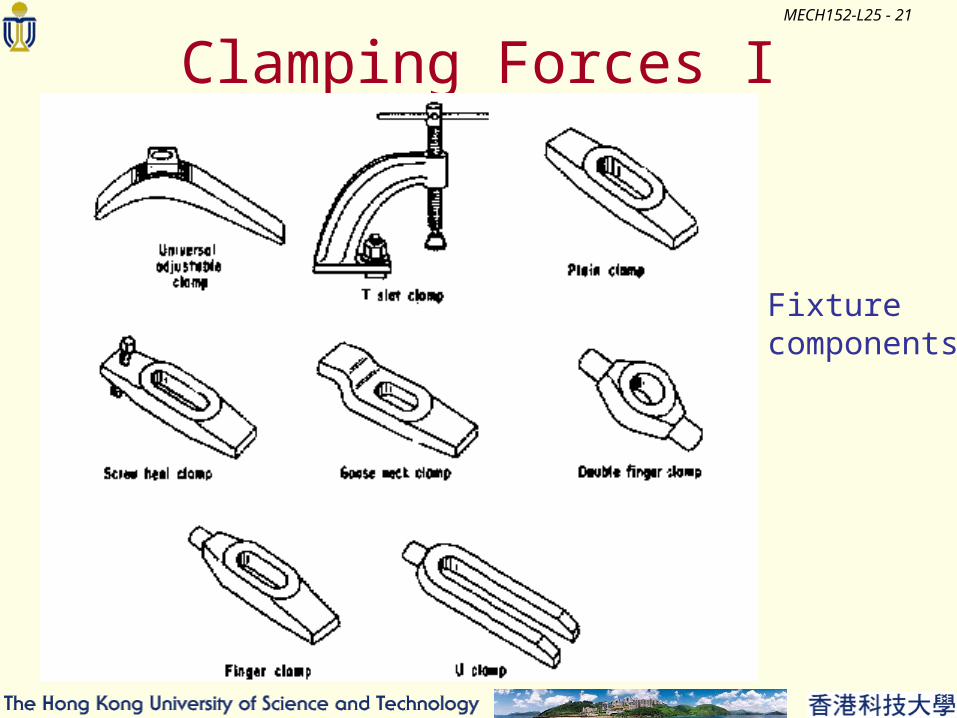
MECH152-L25 - 21
Clamping Forces I
Fixture components
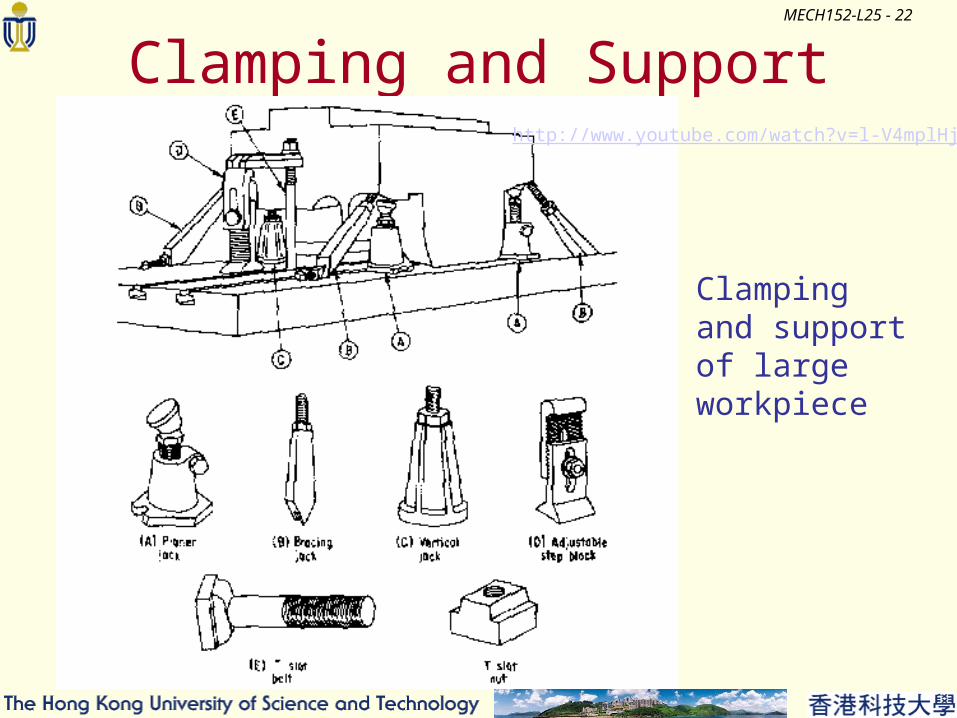
MECH152-L25 - 22
Clamping and Support
Clamping and support of large workpiece
http://www.youtube.com/watch?v=l-V4mplHjZ8
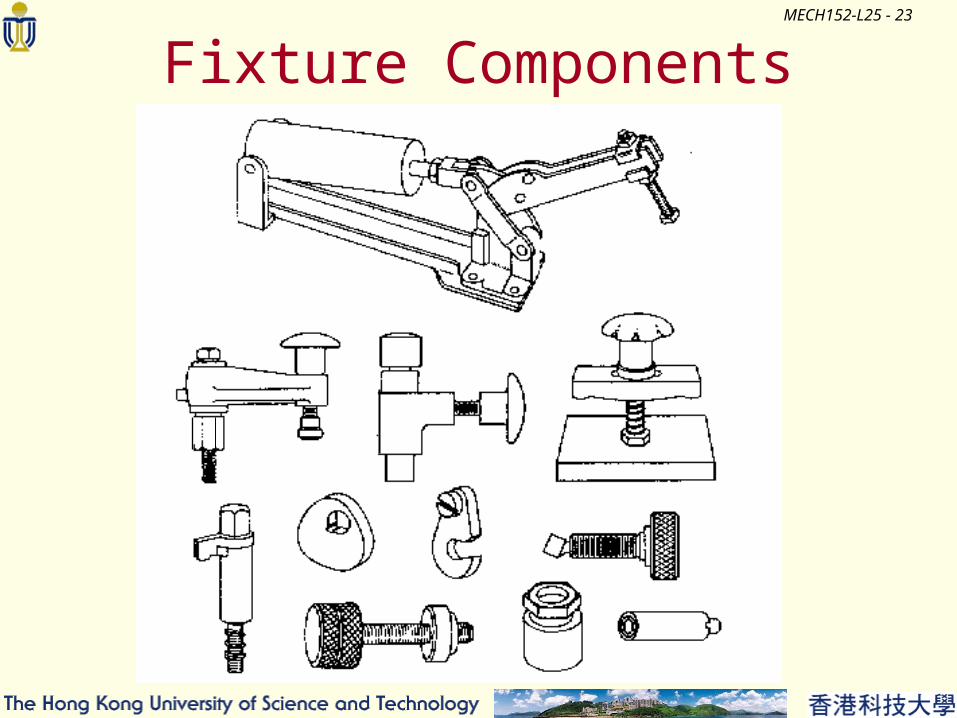
MECH152-L25 - 23
Fixture Components
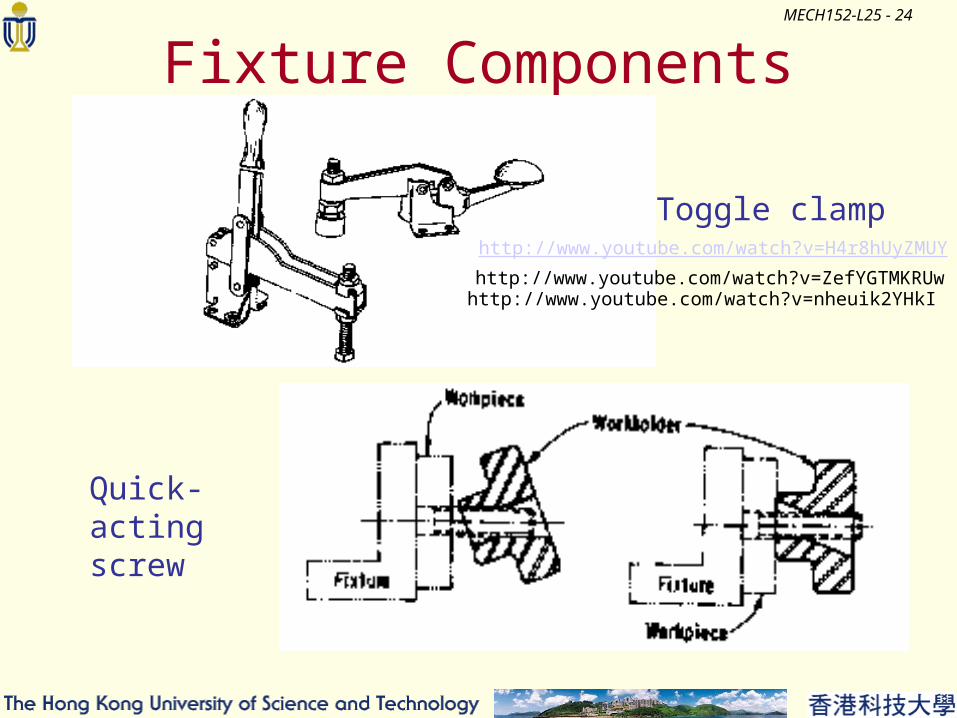
MECH152-L25 - 24
Fixture Components
Toggle clamp
Quick-acting screw
http://www.youtube.com/watch?v=H4r8hUyZMUY
http://www.youtube.com/watch?v=nheuik2YHkIhttp://www.youtube.com/watch?v=ZefYGTMKRUw
MECH152-L25 - 25Jigs and Fixture Design Principles
• Review the workpiece to determine the manufacturing processes
• Decide on the number of setups• Determine for each setup
– Reference surface– Workpiece location– Workpiece clamping and rigidity– Ergonomics and safety
http://www.youtube.com/watch?v=ujKyRrf-Z1M&feature=channel
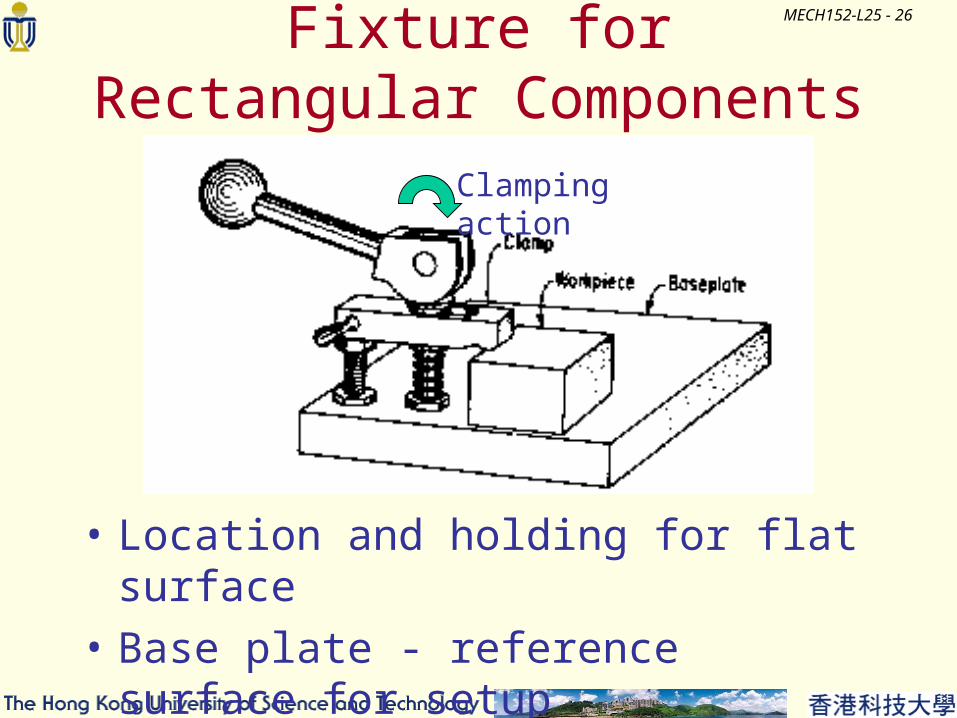
MECH152-L25 - 26Fixture for Rectangular Components
• Location and holding for flat surface• Base plate - reference surface for setup• Clamp – quick action cam-based clamp
Clamping action
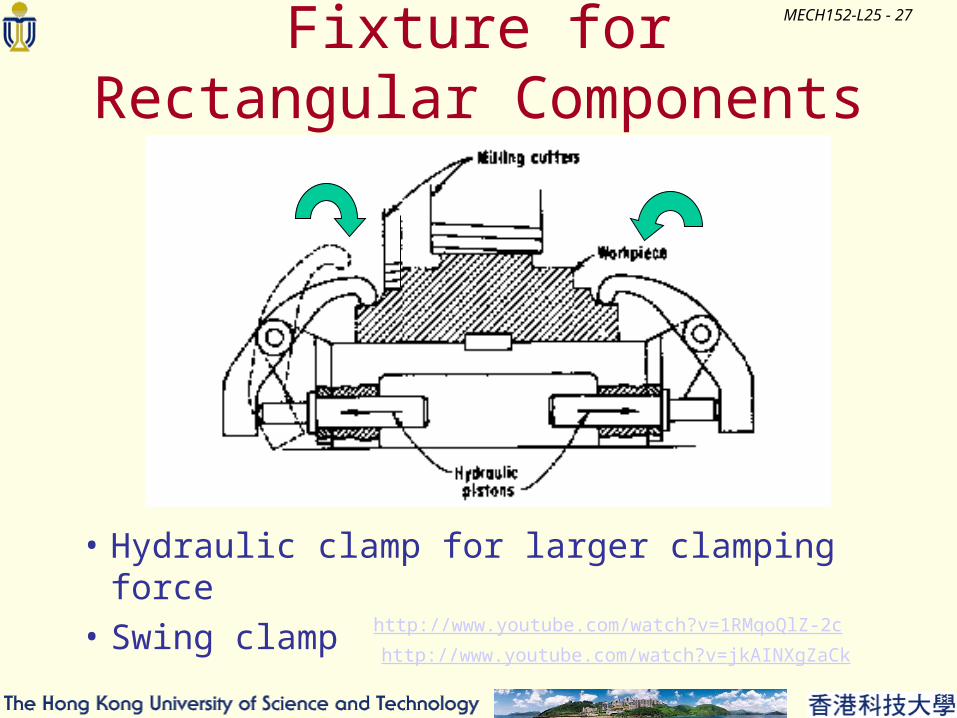
MECH152-L25 - 27Fixture for Rectangular Components
• Hydraulic clamp for larger clamping force• Swing clamp http://www.youtube.com/watch?v=1RMqoQlZ-2c
http://www.youtube.com/watch?v=jkAINXgZaCk

MECH152-L25 - 28Fixture for Rectangular Components
Magnetic chuck
Vacuum chuck
http://www.youtube.com/watch?v=2jcQZ5W4ED4
http://www.youtube.com/watch?v=xr3lfAvQuJs&feature=related
http://www.youtube.com/watch?v=WzawhEUBLL8&feature=PlayList&p=CAC636741CCDCCB0&playnext=1&playnext_from=PL&index=4
http://www.youtube.com/watch?v=S-xKCAHpU-4&feature=PlayList&p=CAC636741CCDCCB0&playnext=1&playnext_from=PL&index=6
http://www.youtube.com/watch?v=8pabjZp4D2Y
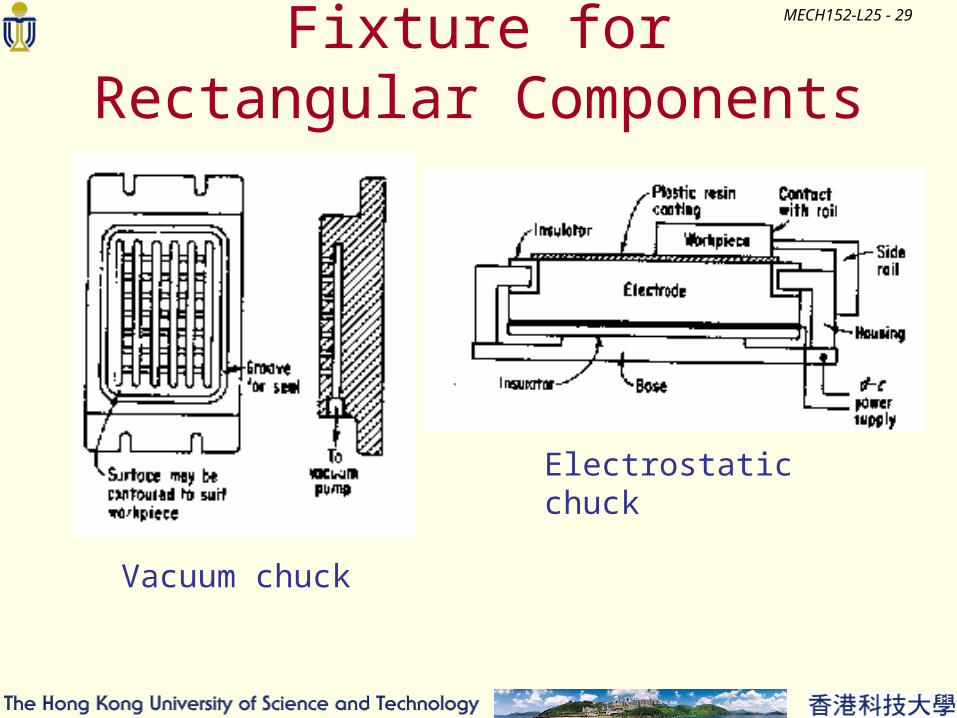
MECH152-L25 - 29Fixture for Rectangular Components
Vacuum chuck
Electrostatic chuck
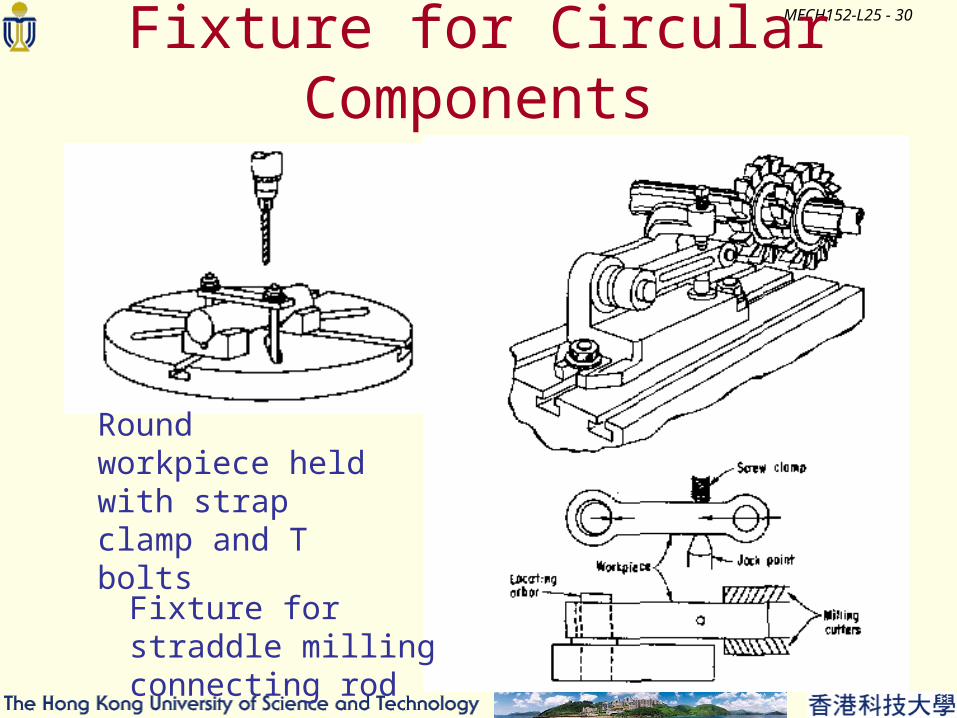
MECH152-L25 - 30Fixture for Circular Components
Round workpiece held with strap clamp and T bolts
Fixture for straddle milling connecting rod

MECH152-L25 - 31Fixture for Circular Components
Workpiece held in a 4-jaw chuck for a boring operation
Nut arbor
http://www.youtube.com/watch?v=npJfKhkS0QE
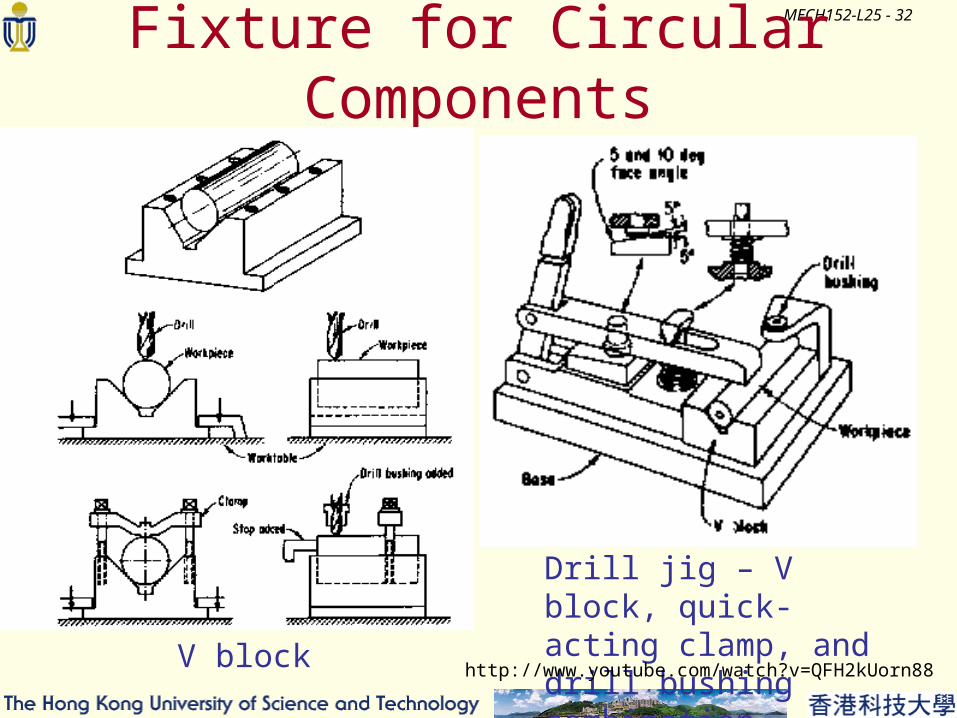
MECH152-L25 - 32Fixture for Circular Components
V block
Drill jig – V block, quick-acting clamp, and drill bushing combination
http://www.youtube.com/watch?v=QFH2kUorn88

MECH152-L25 - 33Fixture for Circular Components
Internal and endwise chucking
Between centers and combination with chucking
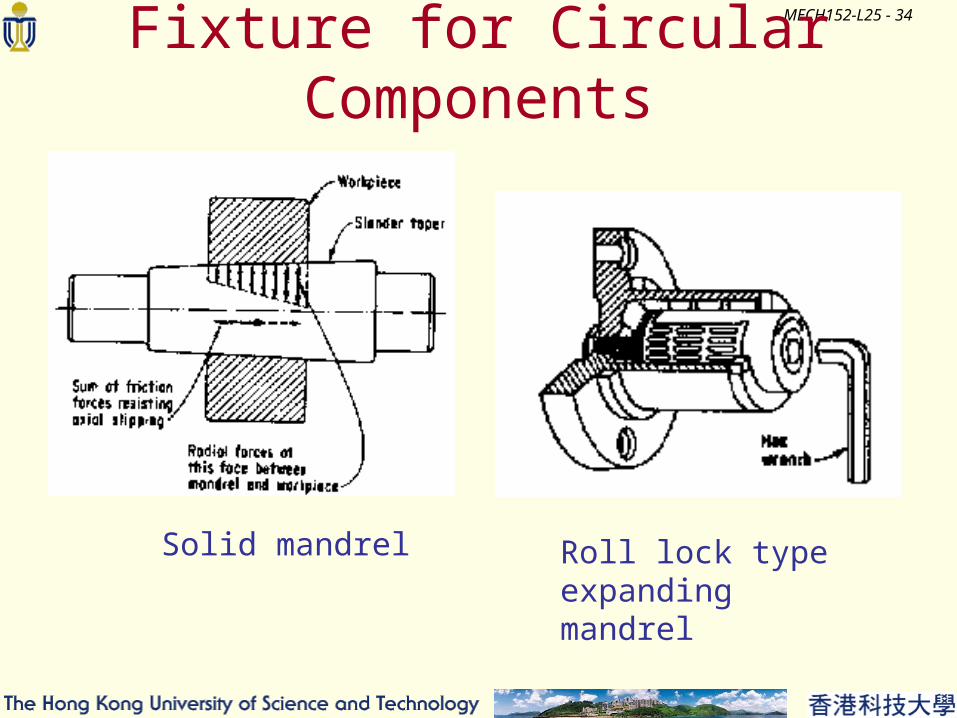
MECH152-L25 - 34Fixture for Circular Components
Solid mandrel Roll lock type expanding mandrel
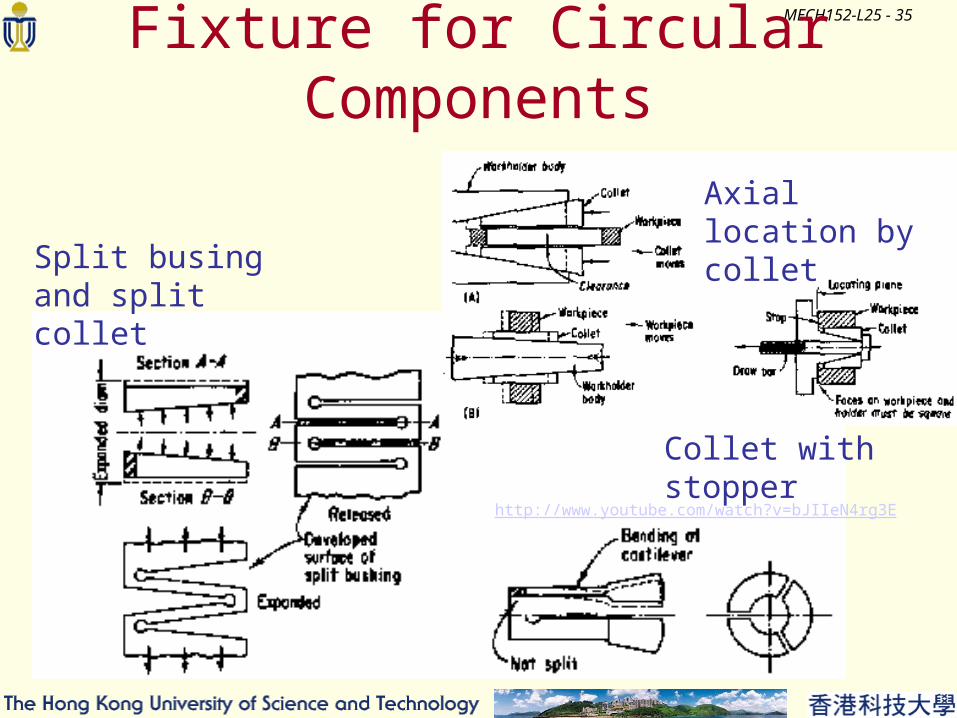
MECH152-L25 - 35Fixture for Circular Components
Split busing and split collet
Axial location by collet
Collet with stopper
http://www.youtube.com/watch?v=bJIIeN4rg3E
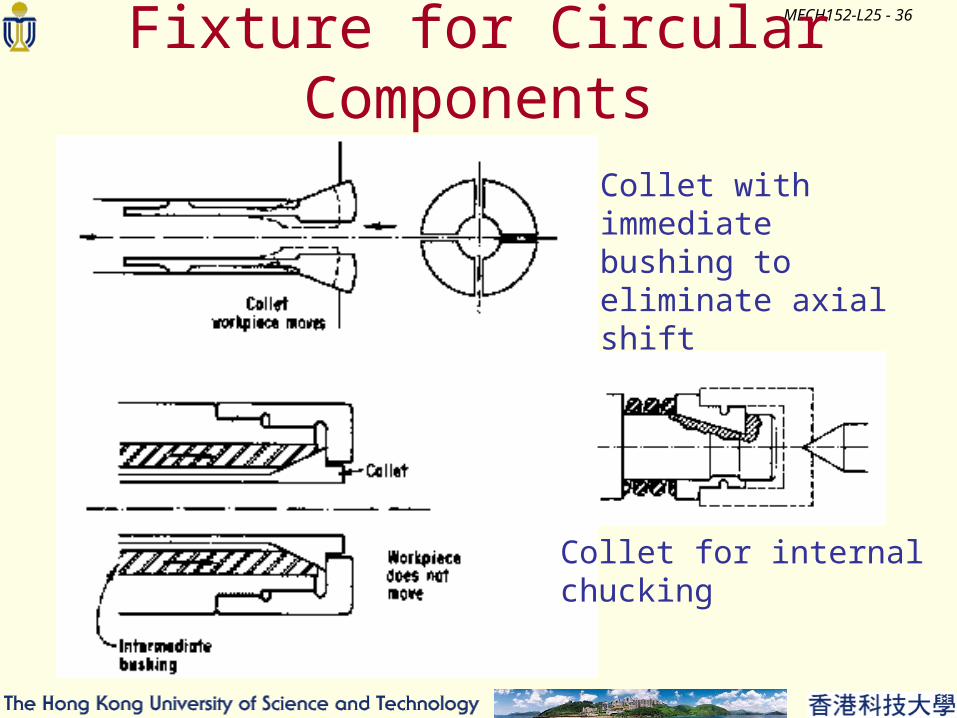
MECH152-L25 - 36Fixture for Circular Components
Collet with immediate bushing to eliminate axial shift
Collet for internal chucking
MECH152-L25 - 37
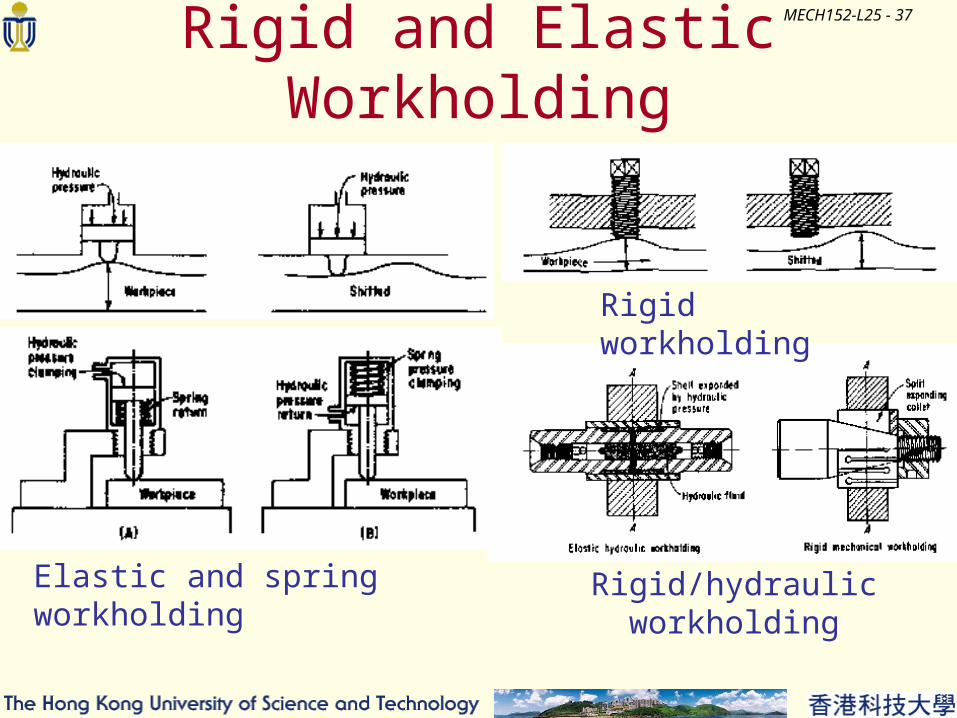
Rigid and Elastic Workholding
Elastic and spring workholding
Rigid workholding
Rigid/hydraulic workholding
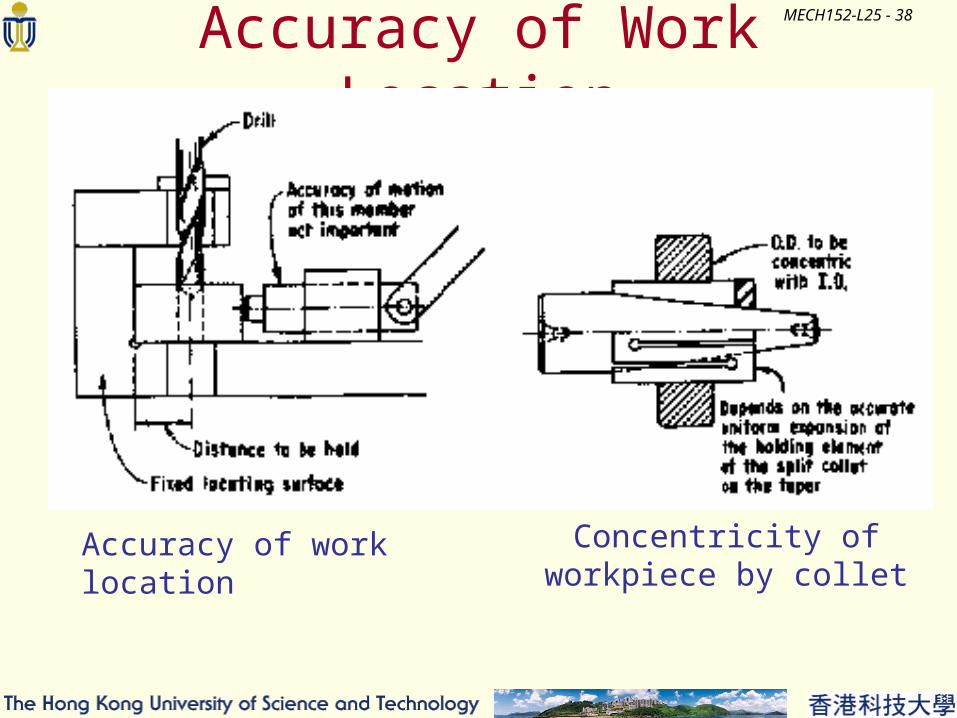
MECH152-L25 - 38
Accuracy of Work Location
Accuracy of work location Concentricity of workpiece by collet
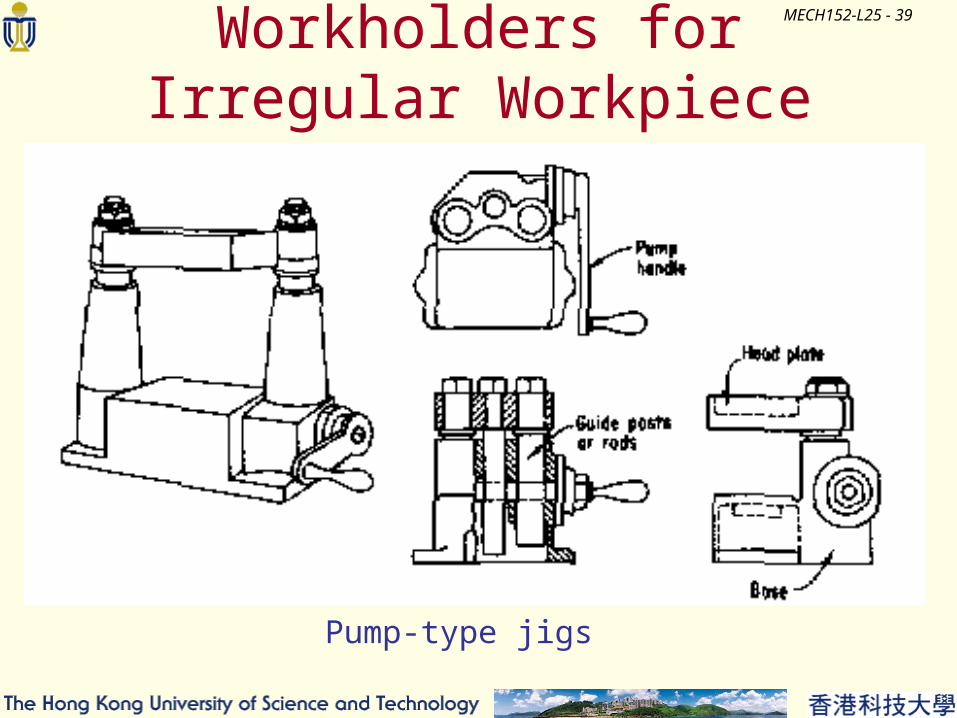
MECH152-L25 - 39Workholders for Irregular Workpiece
Pump-type jigs
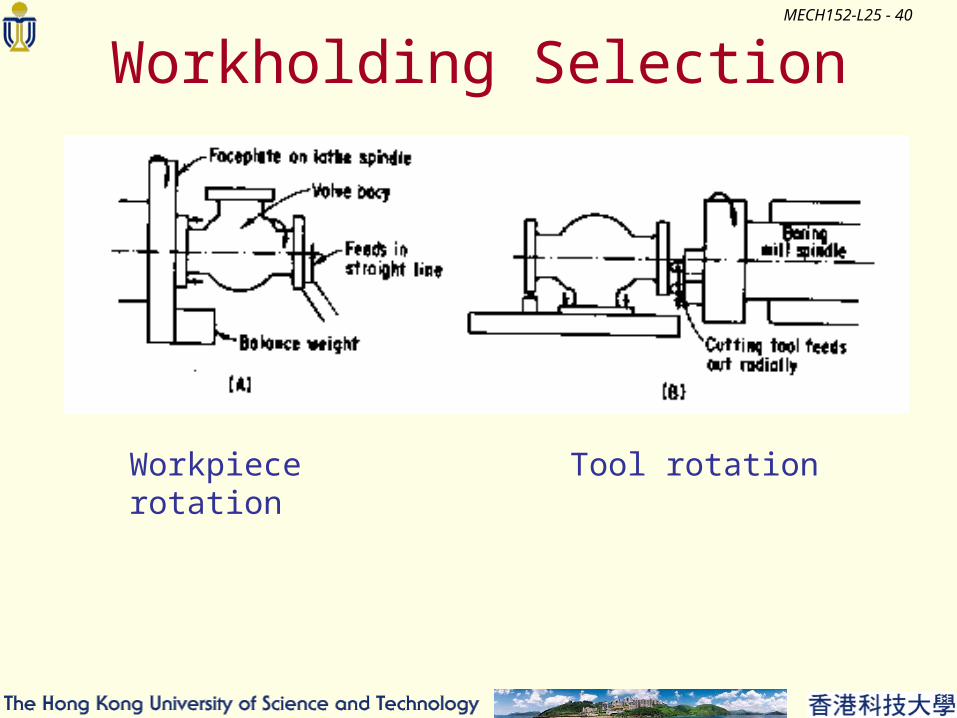
MECH152-L25 - 40
Workholding Selection
Workpiece rotation Tool rotation
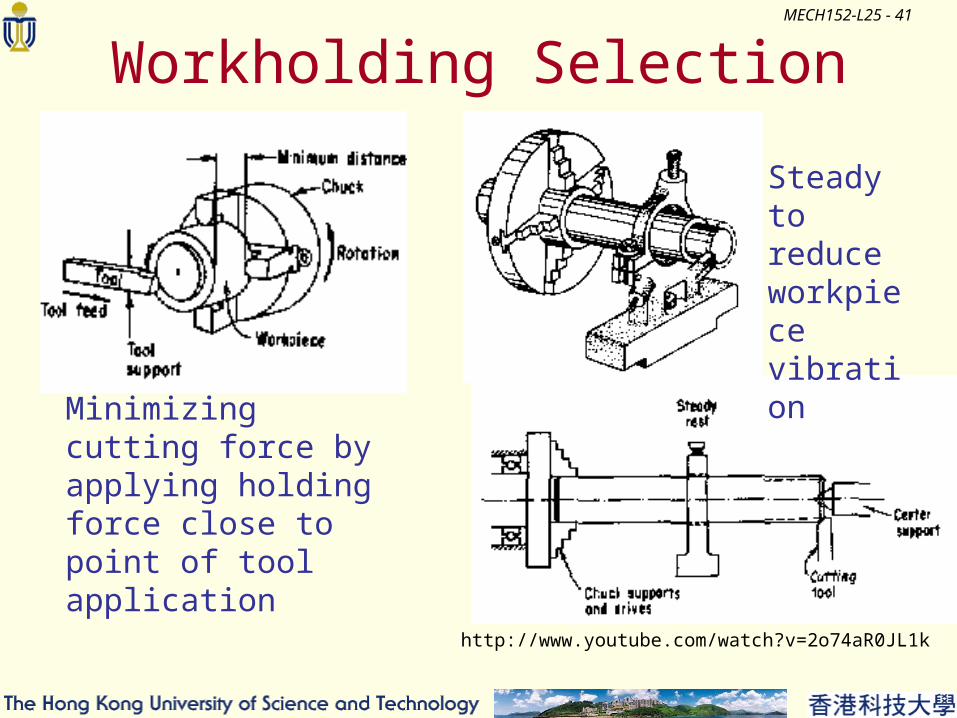
MECH152-L25 - 41
Workholding Selection
Minimizing cutting force by applying holding force close to point of tool application
Steady to reduce workpiece vibration
http://www.youtube.com/watch?v=2o74aR0JL1k
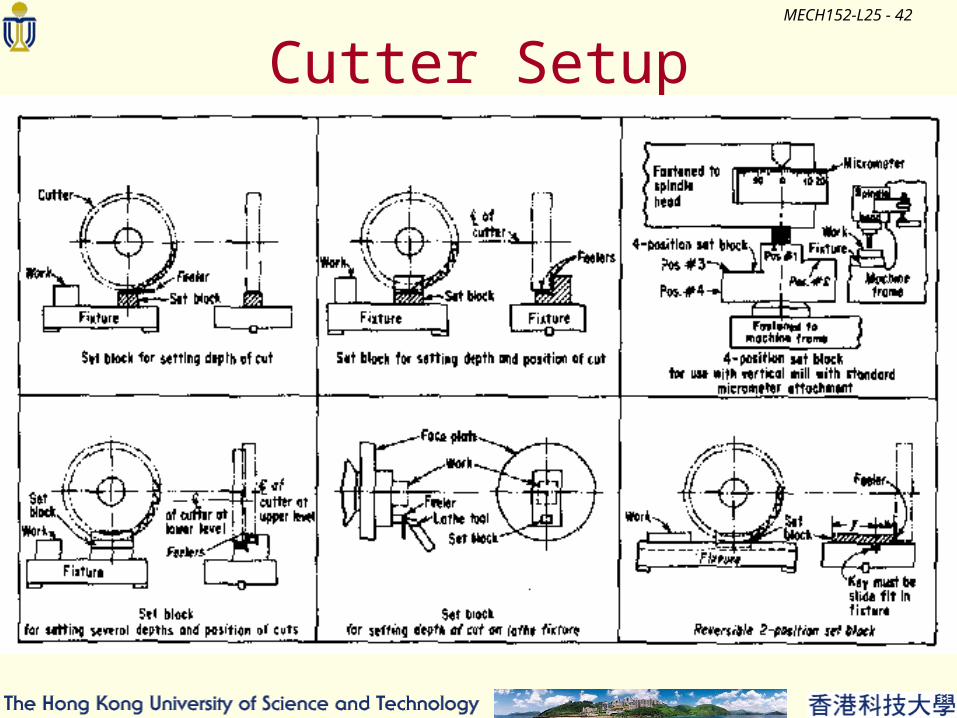
MECH152-L25 - 42
Cutter Setup

MECH152-L25 - 43
Box-Type Drill Jigs
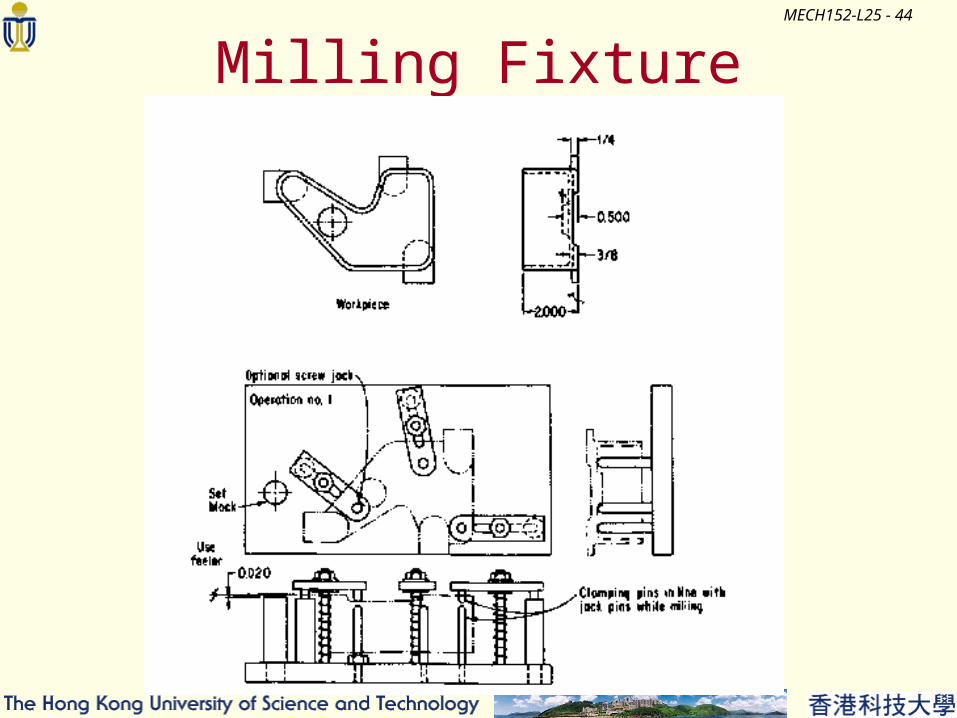
MECH152-L25 - 44
Milling Fixture
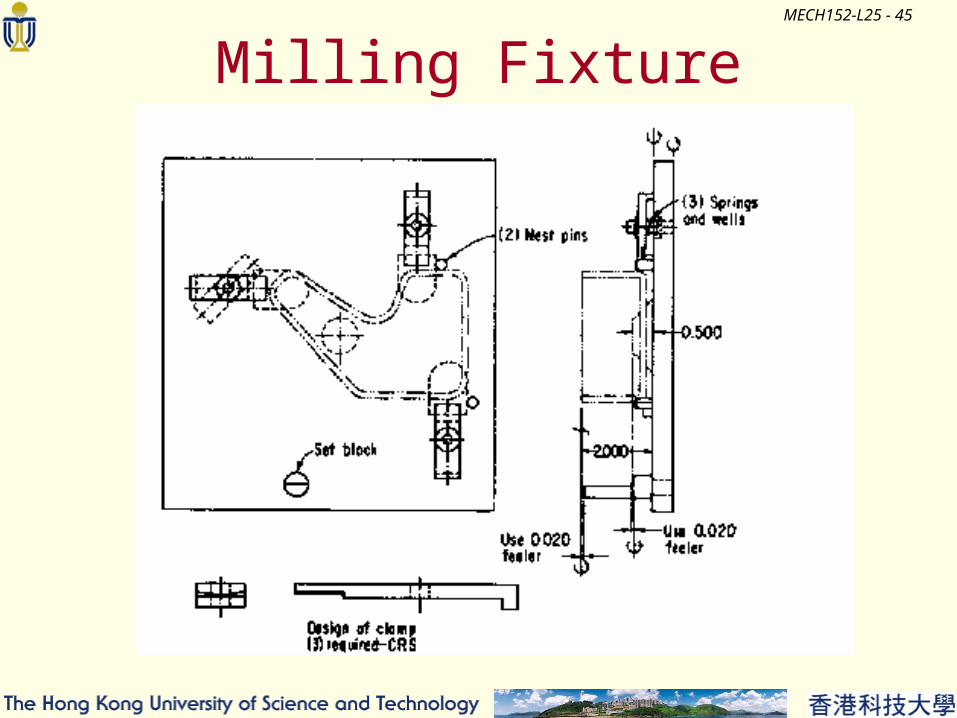
MECH152-L25 - 45
Milling Fixture
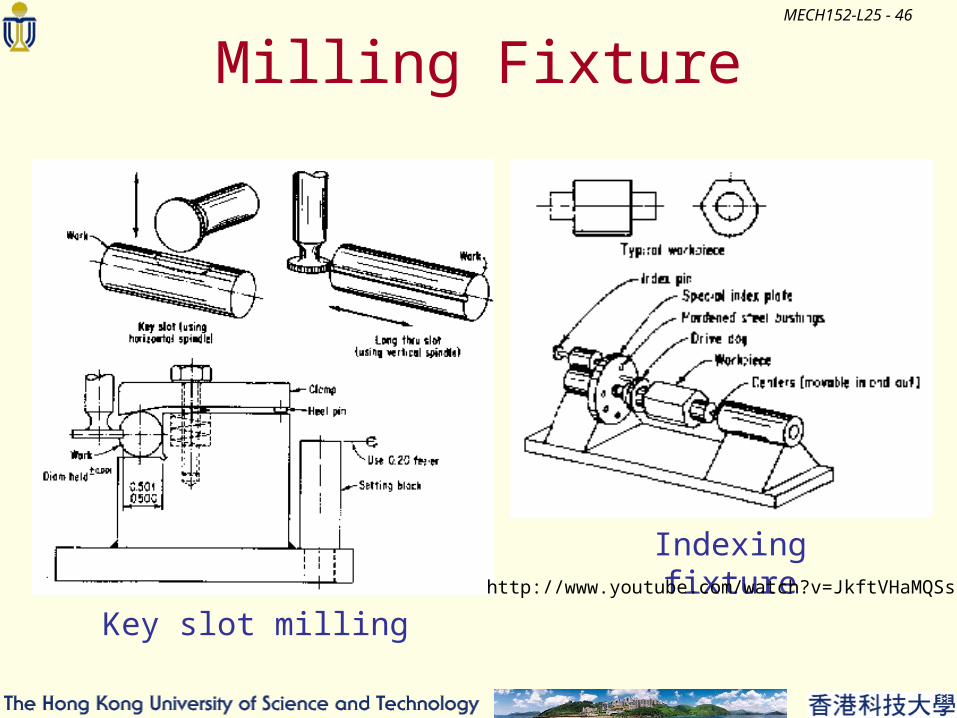
MECH152-L25 - 46
Milling Fixture
Indexing fixture
Key slot millinghttp://www.youtube.com/watch?v=JkftVHaMQSs
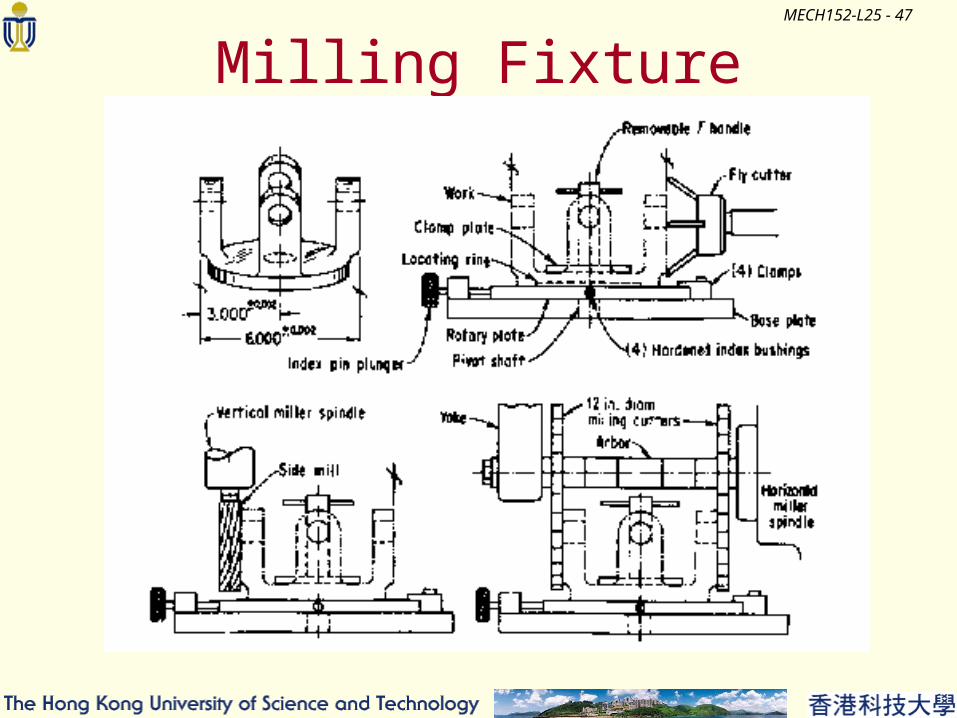
MECH152-L25 - 47
Milling Fixture