














July August Machinery Lubrication 2012 · 2012-08-10 · changes and form 3579 to MACHINERY...
53
Transcript of July August Machinery Lubrication 2012 · 2012-08-10 · changes and form 3579 to MACHINERY...

2
12
14 16
20
24
42
46
FROM THE FIELDUnderstanding Engine Oil Bypass FiltrationWhen combined with a full-fl ow fi lter, bypass fi ltration offers the benefi ts of lower wear generation rates, lower oil consumption, higher combustion effi ciency and longer oil life.
VIEWPOINTEvaluating the Direction of Your Lubrication ProgramDo you know where you are going with your lubrication program? Setting a realistic goal of where you want to be is the best way to increase the chances for success.
LUBE-TIPSOur readers provide excellent advice on a host of lubrication-related issues, including a better approach for greasing bearings.
HYDRAULICS AT WORKCarefully Consider Isolation Valves on Hydraulic Pump Intake LinesFind out when a more expensive ball valve is mandatory, when the generally cheaper butterfl y type is the only choice and when you should fi t neither ball valve nor butterfl y valve.
More 36 PRODUCT SUPERMARKET38 CROSSWORD PUZZLER41 BOOKSTORE
Editorial Features32 GET TO KNOW40 NOW ON MACHINERYLUBRICATION.COM
Departments 18 PRODUCT NEWS 34 TEST YOUR KNOWLEDGE
INDUSTRY FOCUSNew Advances in Wear Debris AnalysisThe recent advances in wear debris particle analysis cater to the need for portable equipment that is easy to use while also addressing the level of skill and training of onsite personnel.
CONTAMINATION CONTROLEffective Varnish Removal from Turbine Lubrication SystemsThe mitigation of varnish-related problems in turbine systems requires not only cleaning up the varnish precursors from the fl uid and the soluble deposits from the wetted surfaces, but also controlling their formation.
CERTIFICATION NEWSICML and ACIMA Sign Cooperation AgreementThe International Council for Machinery Lubrication (ICML) recently formalized its cooperation with the Costa Rican Associa-tion of Maintenance (ACIMA), signaling a new era for Costa Rica’s lubrication practitioners.
BACK PAGE BASICSHow Rolling Element Bearings WorkUnderstanding the basics of how rolling element bearings work and their design can help you achieve added reliability at your plant.
July - August 2012
Contents4 COVER STORY
The Hidden Dangers of Lubricant StarvationLubricant starvation is an almost silent destroyer. While there are telltale signs, they generally aren’t recognized or understood.

Is your engine’s oil fi lter performing to your expectation? Do you even know
the performance of your fi lter? Most people don’t, and if they did, they would be appalled.
Some of the best full-fl ow engine fi lters on the market perform at a capture effi ciency of 50 percent at a particle size of 10 microns and above. That’s a beta ratio of 2 for those of you keeping score, and these are considered “good” in terms of full-fl ow engine fi ltration. In comparison, a beta ratio of 1,000 would be considered “good” in terms of industrial hydraulic fi ltration. Why is there such a perfor-mance difference? The following factors contribute to the variance:
Physical SizeOften limited by physical size, engine oil fi lters are relatively
small when compared to their industrial counterparts. This small size coincides with less fi lter media surface area through which to pass the lubricant.
Pressure DifferentialThe pressure differential is the change in pressure from the inlet to
the outlet side of the fi lter. If the pressure differential is too high, a valve will open, allowing the oil to bypass the fi lter. All engine oil fi lters or heads are equipped with a bypass valve. This valve is needed so the engine does not become starved of oil as the fi lter clogs with debris.
Flow RateIn most engine designs, oil must fl ow through the fi lter before
entering the engine components. Therefore, the fi lter must be able to handle 100 percent of the fl ow rate needed to feed the moving components of the engine.
Media Pore SizeThe media pore size is the major determi-
nant in how effi cient and how small of a particle the fi lter can remove.
When these factors are combined, a problem arises. The physical size is usually constrained by design. The fi lter can’t be too large because of all the other components that we are trying to fi t under the hood. The fl ow rate must be high enough to feed all the lubri-
cated components. This means you can’t make the pore size too small or it will raise the pressure differential and the bypass valve will open, effectively rendering the fi lter useless.
There are a few things you can do to remedy this problem. Enter bypass fi ltration. Bypass fi ltration systems take 5 to 10 percent of the fl ow that would have gone to feed the engine and cycle it through an ultra-effi cient fi lter and back to the sump.
With bypass fi ltration, the fl ow rate can be greatly reduced, allowing for a much smaller pore size while retaining a normal pres-sure differential. The result is much cleaner oil being returned to the sump. Smaller soot suspension and polar insolubles that are not controlled by the full-fl ow fi lter can now be taken out of the system.
Understanding ENGINE OIL Bypass FILTRATION
FROM THE FIELD
JEREMY WRIGHT | NORIA CORPORATION
O i l F i l t e r s
2 | July - August 2012 | www.machinerylubrication.com
Bypass filtration offers the benefits of lower wear genera-tion rates, lower oil consumption, higher combustion efficiency and longer oil life.
of lubrication professionals use bypass fi ltration systems at their plant, based on a recent poll at
machinerylubrication.com
65%

PUBLISHER Mike Ramsey - [email protected]
GROUP PUBLISHER Brett O’Kelley - [email protected]
EDITOR-IN-CHIEF Jason Sowards - [email protected]
SENIOR EDITOR Jim Fitch - jfi [email protected]
TECHNICAL WRITERS Jeremy Wright - [email protected] Oviedo - [email protected] Pickle - [email protected] Cash - [email protected]
CREATIVE DIRECTORRyan Kiker - [email protected]
GRAPHIC ARTISTS Steve Kolker - [email protected] Cervantes - [email protected] Backus - [email protected]
ADVERTISING SALESTim Davidson - [email protected], ext. 224
MEDIA PRODUCTION MANAGERRhonda Johnson - [email protected]
CORRESPONDENCEYou may address articles, case studies, special requests and other correspondence to:Editor-in-chief MACHINERY LUBRICATIONNoria Corporation1328 E. 43rd Court • Tulsa, Oklahoma 74105Phone: 918-749-1400 Fax: 918-746-0925 E-mail address: [email protected]
MACHINERY LUBRICATION Volume 12 - Issue 4 July-August 2012 ( USPS 021-695) is published bimonthly by Noria Corporation, 1328 E. 43rd Court, Tulsa, OK 74105-4124. Periodicals postage paid at Tulsa, OK and additional mailing offi ces. POSTMASTER: Send address changes and form 3579 to MACHINERY LUBRICATION, P.O. BOX 47702, Plymouth, MN 55447-0401. Canada Post International Publica-tions Mail Product (Canadian Distribution) Publications Mail Agreement #40612608. Send returns (Canada) to BleuChip Interna-tional, P.O. Box 25542, London, Ontario, N6C 6B2.
SUBSCRIBER SERVICES: The publisher reserves the right to accept or reject any subscription. Send subscription orders, change of address and all subscription related correspondence to: Noria Corporation, P.O. Box 47702, Plymouth, MN 55447. 800-869-6882 or Fax: 866-658-6156.
Copyright © 2012 Noria Corporation. Noria, Machinery Lubrication and associated logos are trademarks of Noria Corporation. All rights reserved. Reproduction in whole or in part in any form or medium without express written permission of Noria Corporation is prohibited. Machinery Lubrication is an independently produced publication of Noria Corporation. Noria Corporation reserves the right, with respect to submissions, to revise, republish and authorize its readers to use the tips and articles submitted for personal and commercial use. The opinions of those interviewed and those who write articles for this magazine are not necessarily shared by Noria Corporation.
CONTENT NOTICE: The recommendations and information provided in Machinery Lubrication and its related information properties do not purport to address all of the safety concerns that may exist. It is the respon-sibility of the user to follow appropriate safety and health practices. Further, Noria does not make any representations, warranties, express or implied, regarding the accuracy, completeness or suitability, of the information or recommendations provided herewith. Noria shall not be liable for any inju-ries, loss of profi ts, business, goodwill, data, interruption of business, nor for incidental or consequential merchantability or fi tness of purpose, or damages related to the use of information or recommendations provided.
Machinery
Lubrication
When combined with a full-fl ow fi lter, bypass fi ltration offers the benefi ts of lower wear genera-tion rates, lower oil consumption, higher combustion effi ciency and longer oil life.
In a case study performed by General Motors and published by the Society of Automotive Engi-neers (SAE), it was determined that engine service life could be extended eight times when 5-micron fi ltration is implemented vs. the standard 40-micron fi ltration.
Obviously, having cleaner oil is better for the reliability of the engine. There’s an old saying that oil doesn’t wear out; it just gets dirty. Although there is some validity to the idea that dirtier oil will “age” quicker than clean oil, the engine oil will have a fi nite life. It will need to be changed eventually no matter how clean you keep it.
While it’s true that a system can remove the majority of suspended soot, wear debris and dirt, the oil and additives are still being decomposed by oxidation and nitration. The depletion of these additives will ultimately be the reason for the oil change. The system should slow down the rate of this depletion, but it cannot eliminate it. Acids, fuel and coolant are just a few of the contaminants that bypass fi ltration cannot
address. They too can shorten the life of the oil. If you are shopping for one of these systems, it
is vital that you do your homework. Not all bypass systems are created equal, and there is a plethora of marketing material out there to make you feel thoroughly confused. Keep in mind that while testimonials may seem impressive, they are not scientifi c proof. Make sure the manufacturer has SAE and ISO testing to back up its claims.
When installed and maintained properly, a bypass system can provide great benef its. Just be sure to ask all the right questions and have a f irm grasp on the concept before settling on a system.
About the AuthorJeremy Wright is vice president of technical services
for Noria Corporation. He serves as a senior technical consultant for Lubrication Program Development projects and as a senior instructor for Noria’s Funda-mentals of Machinery Lubrication and Advanced Machinery Lubrication training. He is a certifi ed main-tenance reliability professional through the Society for Maintenance and Reliability Professionals, and holds Machine Lubricant Analyst Level III and Machine Lubrication Technician Level II certifi cations through the International Council for Machinery Lubrication. Contact Jeremy at [email protected].
Oil fi lters can be tested in a variety of ways, but one of the most common methods is the beta ratio test. This test incorporates online particle counters positioned upstream and downstream of the fi lter, a continuous fl ow of test contaminant into the main system reservoir and oil fl owing through the fi lter.
The beta ratio is calculated by dividing the number of particles larger than a certain size upstream of the fi lter by the number of particles of the same size downstream of the fi lter. For example, you may have a beta ratio or a beta sub 5 (meaning particles larger than 5 microns) equal to 10. This means 10 particles upstream of the fi lter would be divided by 1 downstream of the fi lter. In other words, for every 10 particles coming in, one gets through.
If you have a higher beta ratio, say a beta ratio of 100 or a beta sub 5 equal to 100, for every 100 particles coming into the fi lter larger than 5 microns, one makes its way through.
Every fi lter will have multiple beta ratios. There could be a beta ratio for 2 microns, 5 microns, 10 microns, 50 microns, 100 microns, etc.
You can also use the beta ratio to calculate capture effi ciency, which is the average performance over the fi lter’s life, with the following formula:
((Beta – 1)/Beta) x 100 As an example, a beta ratio of 10 would
yield a capture effi ciency of 90 percent: ((10 – 1) / 10) x 100 = 90 percent
Therefore, 90 percent of the particles larger than 5 microns are removed by a fi lter that has a beta ratio of 10.
The Beta Ratio Test
July - August 2012 | 3

ML COVER STORY
4 | July - August 2012 | www.machinerylubrication.com

www.machinerylubrication.com | July - August 2012 | 5
For those who strive for lubrication-enabled reliability (LER), more than 95 percent of the opportunity comes from paying close attention to the “Big Four.”
These are critical attributes to the optimum reference state (ORS) needed to achieve lubrication excellence. The “Big Four” individually and collectively infl uence the state of lubrication, and are largely controllable by machinery maintainers. They are well-known but frequently not well-achieved. The “Big Four” are: 1. Correct lubricant selection
2. Stabilized lubricant health
3. Contamination control
4. Adequate and sustained lubricant level/supply
The fi rst three of the “Big Four” have benefi ted from considerable industry atten-tion, especially in recent years. Conversely, the last one has gone relatively unnoticed yet is no less important. Therefore, it will be the central focus of this article.
Over the past few decades, researchers and tribologists have compiled countless listings that rank the chief causes of machine failure. We’ve published many of these in Machinery Lubrication magazine. The lists ascribe the causes of abnormal machine wear to the usual suspects: contamination, overheating, misalignment, installation error, etc. There’s typically a lubrication root-cause category that is a catch-all for one or more causes that can’t be easily specifi ed or named. I’ve seen terms used like “inade-quate lubrication” and “wrong lubrication.”
Understandably, it is diffi cult for failure investigators and analysts to trace back the exact sequence of events beginning with one or more root causes. Evidence of these causes is often destroyed in the course of failure or in a cover-up during the cleanup and repair. Having led several hundred such investigations over the years, I’ve learned that one root cause in particular is too often overlooked — lubricant starvation.
Although most everyone knows about this in principle and realizes the common sense of adequate lubricant supply, it is frequently ignored because many typical forms of lubricant starvation are largely hidden from view. For instance, who notices the quasi-dry friction that accelerates wear each time you start an automobile engine? This is a form of lubricant starvation. It’s not a sudden-death failure, but it is a precipitous wear event nonetheless. Each time controllable wear goes uncontrolled, an opportu-nity is lost to prolong service life and increase reliability.
The
Hidden Dangers of Lubricant Starvation
BY JIM FITCH, NORIA CORPORATION
of lubrication professionals have seen the effects of lubricant
starvation in the machines at their plant, according to a recent survey
at machinerylubrication.com
81%

6 | July - August 2012 | www.machinerylubrication.com
COVER STORY
The Nature of Lubricant StarvationMachines don’t just need some lubricant or any lubricant.
Rather, they need a sustained and adequate supply of the right lubricant. Adequate doesn’t just mean dampness or the nearby presence of lubricant. What’s defi ned as adequate varies somewhat from machine to machine but is critical nonetheless. High-speed equipment running at full hydrodynamic fi lm has the greatest lubri-cant appetite and is also the most punished when starved. Machines running at low speeds and loads are more forgiving when lube supply is restricted. Even these machines can fail suddenly when severe starvation occurs.
The table below illustrates how lubricants reach frictional surfaces in numerous ways.
There are six primary functions of a lubricating oil. These are friction control, wear control, temperature control, corrosion control, contamination control and transmittance of force and motion (hydraulics). Each of these functions is adversely infl u-enced by starvation conditions. The worst would be friction, wear and temperature control. Even partial starvation intensifi es the formation of frictional heat. It also slows the transport of that
heat out of the zone. This is a compounding, self-propagating condition that results in collapsed oil fi lms, galling, adhesive wear and abrasion (Figure 1).
In the case of grease, starvation-induced heating (from friction) of the load zone accelerates grease dry-out, which escalates starva-tion further. Heat rapidly drains oil out of the grease thickener, causing volatilization and base oil oxidation, all of which contrib-utes to hardening and greater starvation.
Lubricating oil needs reinforcement, which is lost when fl ow becomes restricted or static. Flow brings in bulk viscosity for hydrodynamic lift. In fact, lack of adequate lubricant supply is functionally equivalent to inadequate viscosity from the stand-point of fi lm strength.
Oil fl ow also refreshes critical additives to the working surfaces. This reserve additive supply includes anti-wear additives, friction modifi ers, corrosion inhibitors and others. Lubricant starvation produces elevated heat, which rapidly depletes additives.
Next, we know that wear particles are also self-propagating. Particles make more wear particles by three-body abrasion, surface fatigue and so on. Impaired oil fl ow inhibits the purging of these particles from the frictional zones. The result is an acceler-ated wear condition.
Finally, moving oil serves as a heat exchanger by displacing local-ized heat generated in load zones outward to the walls of the machine, oil reservoir or cooler. The amount of heat transfer is a function of the fl ow rate. Starvation impairs fl ow and heat transfer. This puts increasing thermal stress on the oil and the machine.
Common Signs of StarvationWhen you’re encountering chronic machine reliability problems,
think through the “Big Four” and don’t forget about No. 4. It may not be the type of oil, the age of the oil or even the contamination in the oil, but rather the quantity of oil. How can you know? The chart on page 8 reveals some common signs of lubricant starvation.
Lubricant Starvation Examples by Machine TypeLubricant starvation can happen in a number of ways. Most are
controllable, but a few are not. The following abbreviated list iden-tifi es how lubricant starvation occurs in common machines.
Starved Engines• Dry Starts — Oil drains out down to the oil pan when the
engine is turned off. On restart, frictional zones (turbo bear-ings, shaft bearings, valve deck, etc.) are momentarily starved of lubrication (Figure 2).
• Cold Starts — Cold wintertime conditions slow the movement of oil in the engine during start-up. This can induce air in the fl ow line due to cold-temperature suction-line conditions.
• Low Oil Pressure — This can result from numerous causes, including worn bearings, pump wear, sludge and extreme cold. Oil pressure is the motive force that sends oil to the zones requiring lubrication.
MEANS OF LUBE SUPPLY
EXAMPLE APPLICATION(S)
HOW SUPPLY IS CONTROLLED
Grease that is designed to stay in place near where it’s needed
Electric motor bearings, pillow block bearings and hinge pins
Preventing grease dry-out by correct grease selection and optimizing regreasing interval and frequency
Gravity flow applied by oil-feed devices
Mechanical feed systems such as drip lubricators, slingers, oil rings and splash mechanisms
Regularly checking the functionality of the device in use
Cross-flow lubrica-tion by forcing oil through the frictional zone (by pumping)
Dry-sump circulating systems, hydraulic systems, oil mist, etc.
Frequently verifying that the minimal flow rate is sustained at each lube point in the system
Spray lubrication Open gears, circulating gears and large chain drives
Spray volume, fre-quency, aim and spread
Bath or flood lubrication
Rolling element bearings and gears that are par-tially or fully submerged in the lubricant
Oil level control, control-ling foam, sludge and sediment
Lubricant Film
Boundary Contact
Lubricant Film
Full Film
Welding and
Galling
Figure 1. Starvation Illustrated
Good Oil Supply Impaired Oil Supply Dry Friction and Wear

8 | July - August 2012 | www.machinerylubrication.com
• Dribbling Injectors — Fuel injector problems can wash oil off cylinder walls and impair lubrication between the piston/rings and the cylinder wall.
• Clogged Spray Nozzles and Orifi ces — Nozzles and orifi ces direct oil sprays to cylinder walls, valves and other moving components. Sludge and contami-nants are able to restrict oil fl ow.
Starved Journal and Tilting-Pad Thrust Bearings• Oil Groove Problems — Grooves and ports channel oil to the
bearing load zones. Grooves become clogged with debris or sludge, restricting oil fl ow.
• Restricted Oil Supply — Pumping and oil-lifting devices can become mechanically faulty. This also may be due to low oil levels, high viscosity, aeration/foam and cold temperatures.
• Sludge Dam on Bearing Leading Edge — Sludge can build up on the bearing’s leading edge and restrict the oil supply.
Wet-Sump Bearing and Gearbox Starvation• Oil Level — Many wet-sump applications require
critical control of the oil level (Figure 3).
• High Viscosity — Many oil-feed mechanisms (oil rings, slingers, splash feeders, etc.) are hampered by viscosity that is too high (wrong oil, cold oil, etc.). Gears can channel through thick, cold oil, interfering with splash and other feed devices.
• Aeration and Foam — Air contamination dampens oil movement and impairs the perfor-mance of oil-feed devices (Figure 4).
• Non-horizontal Shafts — This can cause drag on oil rings and may interfere with slinger/fl inger feed mechanisms.
• Bottom Sediment and Water (BS&W) — Sump BS&W displaces the oil level. On vertical shafts, the bottom bearing can become completely submerged in BS&W.
• Defective Constant-Level Oilers — This may be due to plugged connecting pipe nipples, mounting errors (tilted, cocked, mounted on wrong side, etc.), wrong level setting, empty reservoir, etc. (Figure 5).
• Defective Level Gauge Markings — Level gauges should be accurately calibrated to the correct oil level.
COVER STORY
STARVATION ISSUE
HOW IT IS DIAGNOSED OR CONFIRMED
BY INSPECTION BY LABORATORY ANALYSIS
Low oil level in a wet sump (bath) system
Inspect oil level (level gauge), foamy oil, excessive sludge or sediment, shaft seal smoke, acoustics/noise, heat gun, inspect constant-level oilers (low supply, plugged connector)
High oil viscosity, premature oil oxidation, sludge, varnish poten-tial, friction polymers, adhesive wear debris, tempered particles, black iron-oxide particles
Low oil flow in cross-flow application
Heat gun, thermography, flow meters, erratic flow meter movement, inline sight glass flow, aerated or foamy oil, elevated bearing-metal temperature, high drain-line temperature
Premature oil oxidation, sludge, varnish potential, friction polymers, adhesive wear debris, tempered particles, black iron-oxide particles
Inadequate regrease volume and/or frequency
Heat gun, thermography, acoustics/noise, purged hardened grease, hardened grease observed on rebuild, defective injectors/autolubers, depleted grease supply, cake-lock problems, grease gun backpressure, shaft seal smoke
Low in-service oil content of grease, high grease consistency, premature oil oxidation, friction polymers, adhesive wear debris, tempered particles, black iron-oxide particles
Faulty lube lifting or gravity-feed device
Wrong oil level (too high/low), cold running, high viscosity, defective lifter/feed device, aeration/foam, depleted oil supply reservoir, oil ring wobble
Premature oil oxidation, sludge, varnish potential, friction polymers, adhesive wear debris, tempered particles, black iron-oxide particles
Ineffective lube spray
Inspect spray pattern, stream, target, volume and frequency
Premature oil oxidation, sludge, varnish, friction polymers, adhesive wear debris, tempered particles, black iron-oxide particles
Figure 2. Dry Engine Starts
Critical oil level (submerge bottom tooth completely)
Optimum gear dip level is influenced by gear type, gear size, speed, viscosity and oil film strength. Always consult gear manufacturer.
Even oil levels just slightly too low can sharply reduce lubricant scuffing, load capacity (shorten gear life), increase oil temperature (shorten oil life) and increase oil foaming.
Figure 3. Common Splash Gear Drive
Common Signs of Lubricant Starvation

10 | July - August 2012 | www.machinerylubrication.com
COVER STORY
• Level Gauge Mounting and Viewing Issues — These may be hard to see, goosenecks, fouled gauge glass, gauge vent prob-lems, etc. (Figure 6).
Starved Dry-Sump Circulating Systems• Restricted Oil Returns — Plugged or partially plugged oil
returns will redirect oil fl ow away from the bearing or gearbox being lubricated. Sometimes called drip-and-burn lubrication,
the condition is usually caused by sludge buildup or air-lock conditions in the gravity drain lines returning to the tank.
• Worn Oil Pump — When oil pumps wear, they lose volumetric effi ciency (fl ow decay results).
• Restricted Pump Suction Line — Strainers and pickup tubes can become plugged or restricted. This can aerate the fl uid, cause cavitation and lead to loss of prime.
• Clogged/Restricted Oil Ways and Nozzles — Oil-feed restric-tions due to sludge, varnish and jammed particles can starve bearings and gears (Figure 7).
• Entrained Air and Foam — Oil pumps and fl ow meters perform poorly (or not at all) when sumps become contaminated with air (Figure 4).
• Lack of Flow Measurement — Components sensitive to oil supply require constant oil fl ow measurement.
• Defective or Miscalibrated Flow Meters — Flow meters, depending on the type and application, can present a range of problems regarding calibration.
• Low Oil Pressure — Oil follows the path of least resistance. Line breaks and open returns starve oil from higher resistance fl ow paths and the machine components they serve.
Starved Spray-Lubed Chains and Open Gears• Defective Auto-lube Settings — This relates to correctly setting
the lube volume and frequency.
• Defective Spray Targets/Pattern — The oil spray needs to fully wet the target location. Spray nozzles can lose aim and become clogged (Figure 8).
• Gummed Chain Joints — Many chains become heavily gummed, which prevents oil from penetrating the pin/bushing interface.
Starvation from Grease Single- and Multi-Point Auto Lubrication• Wrong Regrease Settings — Regreasing settings should enable
adequate grease replenishment at each lube point.
• Cake-Lock — This occurs when grease is being pumped. Under certain conditions, the grease thickener movement is restricted. Oil fl ows, but the thickener is log-jammed in a line or compo-nent passage (Figure 9).
• Defective Injector Flow — This is due to wrong injector settings or restricted injector displacement.
Figure 5. Mounting Errors of Constant-Level Oilers
Figure 6. What is wrong with this picture?
Figure 7. Plugged Oil Flow
Tilted Cocked
Varnish and sludge
Figure 4. How Aeration Retards Oil Supply

www.machinerylubrication.com | July - August 2012 | 11
• Restricted Line Flow — Exceedingly long lines, narrow lines, numerous bends, ambient heat or cold, etc., can lead to partial or complete blockage of grease fl ow.
• Single-point Lubricator Issues — These include malfunctioning lubricators from various causes.
Starvation from Manual Lubrication Issues• Grease Gun Lubrication —
This may include an inaccurate volume calibration, a faulty grease gun mechanism, the wrong relube frequency, an incorrect relube volume or an improper relube procedure.
• Manual Oil Lubrication — This would include the wrong relube frequency, volume or procedure.
• Lube Preventive Maintenance (PM) — Missed PMs may be due to sched-uling, management or maintenance culture issues.
The Crux of the ProblemLubricant starvation is an almost silent
destroyer. While there are telltale signs, they generally aren’t recognized or understood. Of course, there are varying degrees of star-vation. Complete starvation is sudden and blatant. However, more moderate partial
starvation is what tends to go unnoticed until failure. Then, other suspect causes (the bearing, lubricant, operator, etc.) may be falsely blamed.
Precision lubrication supply is a funda-mental attribute of the optimum reference state and is included in any engineering specifi cation for lubrication excellence. It’s one of the “Big Four” and thus is overdue for signifi cant attention.
About the Author Jim Fitch has a wealth of “in the trenches”
experience in lubrication, oil analysis, tribology and machinery failure investiga-tions. Over the past two decades, he has presented hundreds of courses on these subjects. Jim has published more than 200 technical articles, papers and publications. He serves as a U.S. delegate to the ISO tribology and oil analysis working group. Since 2002, he has been director and board member of the International Council for Machinery Lubrication. He is the CEO and a co-founder of Noria Corporation. Contact Jim at jf [email protected].
Figure 8. Correct Lubricant Spray Patterns on Open-Gear Tooth Flanks
Figure 9. Cake-Lock Grease Starvation
1. Identify the required lube supply or level to optimize reliability.2. Establish and deploy a means to sustain the optimized supply or level.3. Establish a monitoring program to verify the optimized supply or level is
consistently achieved.4. Rapidly remedy non-compliant lube supply or level problems.
4 Keys to Solving Starvation Problems Using Proactive Maintenance
12 | July - August 2012 | www.machinerylubrication.com
Are we there yet? With summer break now upon us, this question likely will be asked countless times on
family vacation trips across the nation. Planning for these trips typically includes asking questions such as where do we want to go, what is our budget, what are the things we need to get there and what can be eliminated. Obviously, the goals must be realistic. Tough decisions and sacrifi ces will be required from all involved, but the end result will be well worth the effort.
During my travels to various industries, I’ve found that some workers lack a clear plan as to where they are going. They may know that they are there to perform “work,” but beyond that there is little communication/direction between the departments as to where and when they will get there. Imagine putting your family in the car and just saying, “OK, let’s go.” While some might suggest to “just do it,” this motto doesn’t seem to translate well in our professional careers.
Can you answer the “are we there yet” question? If not, perhaps you need to ask yourself if you even know where you are going. It may be time to re-evaluate the direction of your lubrication program.
If you have had the opportunity to attend any of Noria’s Funda-mentals of Machinery Lubrication courses, then you should be very familiar with the goal of lubrication excellence. Hopefully, you have gained an understanding of why it is important to keep lubricants
clean, cool and dry, as well as the effects of contamination on equipment health. My experience is that most people’s intentions are good when they start. If they would put the same amount of time and effort into striving for lubrication excellence as they do in their family’s summer vacation, they would be successful.
Do you know where you are going with your lubrication program? Are you tracking results and addressing opportunities to improve? Do you have attainable, realistic goals? Do you have the right people
EVALUATING the DIRECTION of YOUR Lubrication PROGRAM
PETE OVIEDO JR. NORIA CORPORATION
VIEWPOINT
L u b r i c a t i o n P r o g r a m s
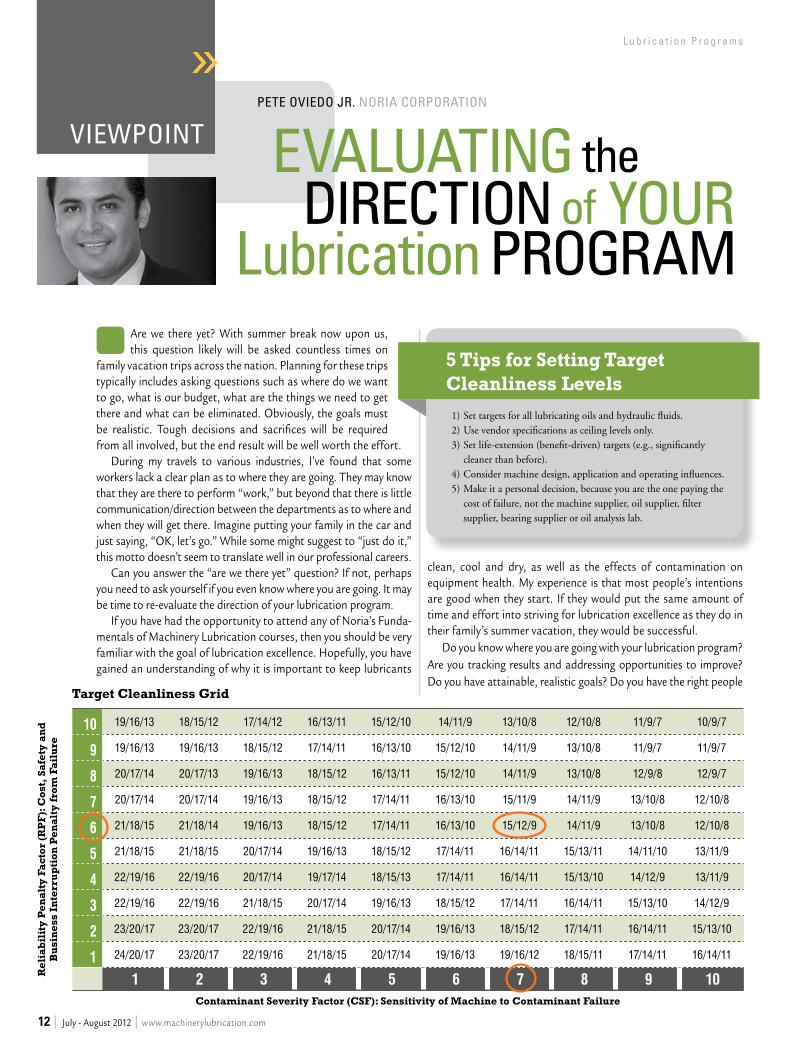
1) Set targets for all lubricating oils and hydraulic fl uids. 2) Use vendor specifi cations as ceiling levels only. 3) Set life-extension (benefi t-driven) targets (e.g., signifi cantly cleaner than before). 4) Consider machine design, application and operating infl uences. 5) Make it a personal decision, because you are the one paying the cost of failure, not the machine supplier, oil supplier, fi lter supplier, bearing supplier or oil analysis lab.
5 Tips for Setting Target Cleanliness Levels
10 19/16/13 18/15/12 17/14/12 16/13/11 15/12/10 14/11/9 13/10/8 12/10/8 11/9/7 10/9/7
9 19/16/13 19/16/13 18/15/12 17/14/11 16/13/10 15/12/10 14/11/9 13/10/8 11/9/7 11/9/7
8 20/17/14 20/17/13 19/16/13 18/15/12 16/13/11 15/12/10 14/11/9 13/10/8 12/9/8 12/9/7
7 20/17/14 20/17/14 19/16/13 18/15/12 17/14/11 16/13/10 15/11/9 14/11/9 13/10/8 12/10/8
6 21/18/15 21/18/14 19/16/13 18/15/12 17/14/11 16/13/10 15/12/9 14/11/9 13/10/8 12/10/8
5 21/18/15 21/18/15 20/17/14 19/16/13 18/15/12 17/14/11 16/14/11 15/13/11 14/11/10 13/11/9
4 22/19/16 22/19/16 20/17/14 19/17/14 18/15/13 17/14/11 16/14/11 15/13/10 14/12/9 13/11/9
3 22/19/16 22/19/16 21/18/15 20/17/14 19/16/13 18/15/12 17/14/11 16/14/11 15/13/10 14/12/9
2 23/20/17 23/20/17 22/19/16 21/18/15 20/17/14 19/16/13 18/15/12 17/14/11 16/14/11 15/13/10
1 24/20/17 23/20/17 22/19/16 21/18/15 20/17/14 19/16/13 19/16/12 18/15/11 17/14/11 16/14/11
1 2 3 4 5 6 7 8 9 10
Target Cleanliness Grid
Contaminant Severity Factor (CSF): Sensitivity of Machine to Contaminant Failure
Rel
iab
ilit
y P
ena
lty
Fa
ctor
(R
PF
): C
ost,
Sa
fety
an
d
Bu
sin
ess
Inte
rru
pti
on P
ena
lty
fro
m F
ail
ure

www.machinerylubrication.com | July - August 2012 | 13
with the right attitudes in the right positions to improve the opportunities for success? Once again, tough decisions and sacrifi ces will be required from all involved, but the end result will be well worth the effort.
Lubrication excellence can be achieved. However, many factors can distract you from the goal. You may have started a lubrication program but now have come to the realization that you need to re-evaluate or change the direction of the program. This can become confusing and frustrating, especially when results are not achieved as expected.
There are a few steps you can take to increase your chances for a successful lubrication program or to get back on track. Many times, however, we tend to put the “cart before the horse.” Setting a realistic goal of where you want to be is the best method to increase the chances for success. If you don’t know where you are going, how do you know when you get there? Most kids can only sit in a car for so long before they become agitated. Likewise, most reliability and lube technicians can become frustrated with just going through the motions, especially with so many having become educated and understanding the importance of lubrication.
Let’s start by setting a realistic goal for contamination control and establishing cleanli-ness targets. These levels should refl ect reliability goals. This can be achieved by consid-ering the reliability penalty factor and the contaminant severity factor. This will help to set a contaminant goal that is based on your specifi c facility’s goal.
You also need to take specifi c actions to reach the goal. This means selecting the proper fi lter and capture effi ciency to achieve the target. Be sure to measure the contaminant levels frequently. Remember, what gets measured gets done. Make appropriate changes as necessary. Setting this goal will help your department answer the “are we there yet” question.
About the AuthorPete Oviedo Jr. is a senior technical
consultant with Noria Corporation, focusing on machinery lubrication and training. He has more than 20 years of experience with machinery and rotating equipment, as well as
an understanding of laser alignment, balancing rotating equipment, thermography, magnetic particle and ultrasonic fl aw detectors. Need help with your lubrication program? Contact Pete at [email protected].
of lubrication professionals say their plant has not yet achieved lubrication excellence, based on survey results
from machinerylubrication.com
67%

14 | July - August 2012 | www.machinerylubrication.com
If you already use vibration-monitoring equipment with “spike energy,” gSE or other high-frequency detection tech-
nology, you can optimize the quantity of grease added to a bearing by running your monitoring equipment while adding grease. When the overall level of the signal drops suddenly and notice-ably, grease has reached the bearing. Stop adding more. Using this approach saves those on limited budgets from having to buy additional specialized greasing equipment with monitoring ability.
Advice for Overheating HydraulicsIf the hydraulic system is overheating on your mobile equipment,
it may prove useful to scan the entire machine for the source. For example, a machine that was gradually building heat in the hydraulic system started at an operating temperature of 130 degrees F and rose to 160 degrees F. After the thermography scan was complete, it became clear what the problem was. The auxiliary pump to the main pump was failing. This resulted in the oil reservoir main-taining a temperature above 200 degrees F. The reason the operators saw only a temperature of 160 degrees F was due to a faulty gauge.
Use Caution with Heat Exchangers There are many reducers in an industrial environment that
require heat exchangers. Along with the benefi ts of heat exchangers comes the possibility of water leaks. Determine if the heat exchanger is truly necessary by noting the temperature of the reducer when the heat exchanger is valved off. If the reducer temperature is below the oil’s highest temperature runability, it may be a good idea to valve off the water to deter a possible water leak. If the reducer can’t operate without the heat exchanger, then oil analysis should be performed more often. It is important to frequently conduct oil analysis on water-cooled equipment because a leak in the cooling system can be catastrophic to the equipment.
Modifying Sight Glass Improves Visibility
On equipment with vented oil tube sight glasses, it is sometimes hard to determine the oil level. This may be due to poor lighting or a dusty environment. On the next inspection of the equipment, try removing the tube and glass. Clean the inside of the tube with a degreaser, then color the inside with a white or bright color marker that is compatible with your oil. A felt-tip white metal marking stick works great because it allows you to get inside the tube channel. Equipment oil levels will be easier to detect with the lighter background.
A Variation on the Crackle Test Another method of performing the crackle test to detect the
presence of water in oil involves using a small portable electric oven burner. Place 1 ounce of the contaminated oil sample in a glass bottle on the burner. The bottle should not be capped. As the water-contaminated oil sample is heated, the water will heat, bubble and then begin to evaporate. If the oil is contaminated only with water, the oil will look like new oil after all of the water is evaporated. This process takes about 5 minutes or less and easily confi rms the presence of water. As with all heat-related tests, use protective equipment to protect your face, hands and body when performing this test.
How to Store Grease CorrectlyStore tubes of grease vertically, not on their sides. This will
minimize the amount of oil loss from bleeding, keeping the containers and storage area in better condition.
ML LUBE TIPS
The “Lube Tips” section of Machinery Lubrication magazine features innovative ideas submitted by our readers. Additional tips can be found in our Lube-Tips e-mail newsletter. If you have a tip to share, e-mail it to us at [email protected]. To sign up for the Lube-Tips newsletter, visit www.machinerylubrication.com and click on the “Newsletters” link at the top.
A BETTER APPROACH FOR GREASING BEARINGS

At a recent hydraulic maintenance workshop, I was asked for my opinion on isolation valves on pump intake lines and
whether a more expensive ball valve is mandatory as opposed to the generally cheaper butterfl y type. At the root of this question is the negative effect of turbulence in the pump intake line. The argument for using a ball valve as an intake-line isolation valve is that when it’s open, the full bore of the valve is available for oil fl ow. So if you have a 2-inch ball valve installed in a 2-inch intake line, when the valve is open, it’s as if it isn’t there at all (from the oil’s point of view at least).
On the other hand, a butterfl y valve is not full bore. Even when fully open, the butterfl y remains in the bore and presents a partial restriction, which is irregular in shape. This causes turbulence, which can result in dissolved air coming out of solution in the intake line. If this happens, these air bubbles will collapse when exposed to pressure at the pump outlet. In other words, a butterfl y valve may cause gaseous cavitation.
So which is best: a ball or butterfl y valve? Well, like a lot of issues in hydraulics, it depends. In a perfect world, I would always choose a ball valve ahead of a butterfl y valve. For intake-line diameters up to 3 inches, there’s virtually no cost penalty involved in doing so.
However, when you get into 4-, 6- and 8-inch diameters, ball valves are very expensive in comparison to their butterfl y counterparts. They also take up a lot more space, particularly in overall length. So in a mobile application, for example, not only may the cost of a large-diameter ball valve be prohibitive, but there also may not be enough space between the tank outlet and the pump inlet to install it.
There is a third alternative. Many people wrongly believe intake-line isolation valves are essential, when in reality they are not, but for a few exceptions.
The fi rst question that pops up in response to this is how can the pump be changed out if there is no isolation valve on the intake line. There are two answers to this. First, if the pump has failed catastrophically and you are doing things “right,” the oil should be pumped out of the tank using a fi lter cart and into clean drums or other suitable container. Then the tank should be thor-oughly cleaned, the pump changed out, and the oil (assuming it is still serviceable) pumped back into the tank using a fi lter cart.
The common objections to this are: “Oh, we don’t have time for that!” or “We don’t have 10, 20 or however many clean drums sitting around.” A work-around for those who don’t want to do the job right is to cap all penetrations into the tank headspace and connect an industrial vacuum cleaner to the tank breather penetration. Switch on the vacuum cleaner while the pump is
changed out, and then when the debris from the previous pump failure causes the replacement pump to fail, repeat the exercise.
Of course, there are exceptions, such as if there’s more than one pump sucking from the same tank or it’s just not practical to pump say 3,000 gallons of oil out of the tank. Sometimes intake-line isolation valves are a necessity. If this is the case, it’s wise to make sure they have proximity switches to prevent the pump(s)
from being started when the valve(s) are closed.My preferred approach is to fi t neither ball valve nor
butterfl y valve, if you can get away with it. If you must have one, use a ball valve if cost or space isn’t an issue. However, if either of these things is a problem, then a butterfl y valve is the
only choice.There are many applications where butterfl y valves are used as
pump-intake isolation valves. Large hydraulic excavators are a common example. They have multiple pumps sucking out of big tanks through large-diameter intake lines and not much space —
HYDRAULICS AT WORK
BRENDAN CASEY
H y d r a u l i c s
Many people wrongly believe intake-line isolation valves are
essential, when in reality they are not, but for a few exceptions.
16 | July - August 2012 | www.machinerylubrication.comA t 2012 |||| hi l b i ti
1. The cost of the component is saved.
2. The distance between the tank and the pump can be shortened.
3. The pump can never be started with the intake isolation valve closed.
3 Benefits of Not Installing an Intake-line Isolation Valve
CAREFULLY Consider ISOLATION Valves on HYDRAULIC Pump Intake Lines

www.machinerylubrication.com | July - August 2012 | 17
all the ingredients that rule out the more preferred options (no valve or ball valve).
I don’t recall ever seeing a pump off a large hydraulic excavator that didn’t have at least some cavitation erosion damage, which in this application could be regarded as fair wear and tear. Could this cavitation damage be attributed to turbulence caused by the butterfl y valve? Sure it could, but a lot of other things may be responsible for it as well. The only way to know for certain would be to compare two pumps operating under the same conditions — one with and one without a butterfl y valve installed.
About the AuthorBrendan Casey is the founder of Hydraulic-
Supermarket.com and the author of Insider Secrets to Hydraulics, Preventing Hydraulic Failures, Hydraulics Made Easy and Advanced Hydraulic Control. A fl uid power specialist with an MBA, he has more than 20 years of experience in the design, maintenance and repair of mobile and industrial hydraulic equipment. Visit his Web site at www.Hydraulic-Supermarket.com.
of lubrication professionals prefer ball valves for hydraulic pump
intake lines, according to a recent survey at machinerylubrication.com
75%

PR
OD
UC
T N
EW
S
18 July - August 2012 | www.machinerylubrication.com
SYNTHETIC MOTOR OILThe new Monolec Tetra-Syn Engine Oil from Lubrication Engineers Inc. is a 100-percent-synthetic motor oil for gasoline engines. It exhibits low volatility and low viscosity shear characteristics while also providing low- and high-tempera-ture performance. A premium additive package has been incorporated in the new oil, including the Monolec wear-reducing additive, to deliver fuel economy, protect emission systems, keep engines clean and keep deposits to a minimum. Available in SAE 5W-20 and 5W-30 grades, Monolec Tetra-Syn Engine Oil can even improve fuel economy in many newer engines.
Lubrication Engineers Inc. www.LElubricants.com800-537-7683
HOSE REELHannay Reels’ N500 Series spring-rewind dual hose reel is designed for effi cient hose handling in grease and oil applications. The compact frame and narrow mounting base allow easy installation in almost any location. Equipped with a heavy-duty spring motor with self-contained rewind power and a four-way roller assembly, the N500 Series handles single ¼-inch or 3/8-inch I.D. hose. A non-sparking ratchet assembly locks the reel at the desired hose length. A pull on the hose unlocks the reel for retraction, while the declutching arbor prevents damage from reverse winding.
Hannay Reels www.hannay.com877-467-3357
FOOD-GRADE LUBRICANTSSprayon’s new NSF H1-rated food-grade lubricants have been treated with antioxidants and additives to specifi cally address the performance and application needs of the food-processing industry. Consisting of fi ne food-grade base stocks including synthetics, renewable oils and silicones, the new lubricants offer heavier load pressures, resistance to water washout, lower fl ammability ratings and wider temperature ranges to preserve and protect equipment, prevent costly breakdowns and ensure maximum performance.
Sprayonwww.sprayon.com800-SPRAYON
AIR-OIL SYSTEMSThe new line of Oil Streak air-oil systems by Bijur Deli-mon provide a simple-to-use “plug-and-play” format that is designed to perform in the most demanding high-speed spindle lubrication applications. The air-oil mixing valves blend precise amounts of air and oil, thanks in part to special oil injectors created specifi cally for spindle oil applications.
Bijur Delimonwww.bijurdelimon.com800-631-0168

www.machinerylubrication.com | July - August 2012 19
BEARING CHECKER Kittiwake’s new MHC Bearing Checker is a small handheld device that can provide instant indication of machinery condi-tion. Based on the detection of high-frequency activity that is naturally generated by deterioration in rotating machinery, the instrument’s distress parameter removes the need for machine-specifi c interpretations. If the distress parameter is greater than 10, the user knows there is a problem. A decibel level is also provided, giving an indication of the overall noise of the bearing. Each measurement takes approximately 10 seconds and requires no setup, previous history or knowledge of machine design details. The unit is powered by an internal rechargeable battery.
Kittiwakewww.kittiwake.com
713-255-7255
DIRT ALARM INDICATORS The MS17, MS18 and MS19 electrical dirt alarm indicators from Schroeder Industries are engineered to provide an accurate indication of the need to change an element in order to help maintain fl uid cleanliness. They can be used with a wide range of hydraulic fi lters and are suitable for mobile and industrial applications requiring the connec-tion of indicators with a static working pressure of less than 6,000 psi. The crimped body design eliminates the need for the four bolts used in the design of existing electri-cal dirt alarm indicators, reducing cost and assembly time.
Schroeder Industries www.schroederindustries.com800-722-4810
ELECTRIC TENSIONING PUMPThe ZUTP1500 Electric Tensioner Pump from Enerpac features a two-stage pump design to provide high fl ow at low pressure for fast system fi lls, as well as controlled fl ow at high pressure for safe and accurate operation. Engineered for the wind turbine market, the new pump incor-porates a remote-controlled electric valve and universal motor without a hydraulic intensifi er for hassle-free operation of bolt tensioners and hydraulic nuts in remote locations. The ZUTP1500 includes a durable, lightweight aluminum roll cage and reservoir with a sheet-metal front panel to guard the pump from the rigors of the worksite.
Enerpacwww.enerpac.com262-293-1600
METALWORKING FLUIDSCimcool has introduced a new line of metalworking fl uids designed to meet the challenges of the tube and pipe industry. Cimmill fl uids are formulated to increase productivity by up to 20 percent while offering good lubricity, rust protection and sump life. The fl uids also provide excellent foam control, improved tool life and increased uptime during critical roll forming, cut-off and threading operations. The Cimmill line of product covers a wide range of applications including the most severe.
Cimcoolwww.CIMCOOL.com888-CIMCOOL

20 July - August 2012 | www.machinerylubrication.com
INDUSTRY FOCUS
BY DR. VIOLET LEAVERS, V4L PARTICLES LTD.
TThe harsh work environments in which some industrial equip-ment is situated can lead to short life cycles and unpredictable failures, such as those found in mining or offshore oil and gas industries. While manufacturers may offer and honor time-based warranties, they cannot predict accurately the lifespan of the equipment. Moreover, replacement of equipment under warranty by the manufacturer does nothing to mitigate the cost of unscheduled downtime and lost revenues.
A solution to this problem lies with the various fl uid and particle condition monitoring tests that convey information about the current mechanical state of a system. In the front line of these is the collection and analysis of wear debris particles taken from a component’s lubricating or power transmission fl uid. Wear debris analysis is so important because sampling is relatively simple to execute, the test is non-destructive and it can give a vital early warning of incipient component failure.
Particle Sizing and Counting HardwareParticle counts can be determined using optical instruments.
The fi rst of these methods is to use a microscope. Particles are precipitated from fl uid samples, which are taken from the component’s lubrication system, by draining through a fi lter patch. Particles are then interactively sized and counted manu-ally using a microscope. However, because of its labor-intensive nature, this method was replaced by automatic particle counters (APCs) in the 1960s.
First-generation APCs contain a laser light source and a detector, which are separated by an optical cell. The oil sample
fl ows through the cell, and when a particle passes through it, an area of light is obscured. The detector senses the loss of light and outputs a voltage. The voltage pulse generated increments the particle count, and the height of the pulse is used to determine the size of the particle.
These APCs have the disadvantage of not being able to distin-guish between multiple particles, and because they are “blind” to the shape of the particle, they are only able to report size in terms of a projected area equivalent diameter. That is, size is defi ned as the diameter of the disc with an area equivalent to the area of the particle’s shadow. This method can lead to errors because the esti-mated projected area equivalent diameter is a function of the shape of the particle. In other words, the size of the particle is increasingly underestimated as the shape becomes more elongated. In partic-ular, long, thin particles will be systematically undersized to the point where they may slip into a size range smaller than their actual size indicates or even disappear from the count all together.
A second generation of APCs has emerged that operates using micro-second duration-pulsed lasers. This has the effect of freezing the image of the particles present in the optical cell. The light sensor associated with fi rst-generation APCs is replaced by a charge-coupled device (CCD) sensor. In this way, the system is able to collect the silhouette images of multiple particles. Image processing is then used to count and size the particles.
Various contaminants such as varnish or fi bers have optical properties that make them invisible to APCs. These contaminants can build up to critical levels without being detected by the APC.
The ASTM D7596-11 standard test method for automatic particle counting and particle shape classifi cation of oils using a direct-imaging integrated tester gives a list of 11 possible sources of error when using a second-generation APC. A relatively high level of skill and experience not generally available onsite would be needed to detect or control these errors.
Innovative Particle Imaging HardwareNew technology has recently become available that solves
many of the practical limitations imposed by the traditional
New Advances inWear Debris Analysis
Wear debris analysis is simple to execute, the test is non-destructive
and it can give a vital early warning of incipient component failure.

22 July - August 2012 | www.machinerylubrication.com
design of the microscope when viewing and capturing images of both macroscopic and microscopic particles. The new tech-nology is dedicated to optimizing the lateral and axial resolution available at the magnifi cations and resolutions required to reproduce images in an electronic form, whether that is for data storage, printing in reports or for on-screen viewing. In this way, images can be generated in which the depth of focus and fi eld of view are optimized for viewing macroscopic and microscopic particles at the same magnifi cation.
With the new technology, it is possible to acquire sharply focused images over a much wider range of magnifi cations and resolutions than when using a traditional microscope and without resorting to motorized stages or specialized software in order to create a wider fi eld of view or extended depth of focus.
The image above shows a one-shot image of an oxidized particle on a fi lter patch. Without such a sharp image allowing the surface detail to be seen, this particle might be mistaken for a brass/copper fatigue particle, whereas it is a hybrid particle with striations associ-ated with severe sliding and colors indicating heating.
This new technology can be implemented in such a way as to be suffi ciently stable and compact to be used onsite. It also generates images at a size that can be transmitted electronically if more expert advice from a remote specialist laboratory is required.
Automatic particle sizing and counting software has also been developed for use with the new imaging technology. This software is uniquely “plug-and-play” and does not require the user to input subjective thresholds in order to distinguish particles from the background image. This makes it ideal for onsite use where the end user may not have the skill or training necessary to set image-processing thresholds. The new particle sizing and counting hardware and software technology is also compliant with ISO 4406 and 4407, NAS 1638 and SAE ARP598 standards.
From Images to InformationA new concept in wear debris particle analysis has been developed
to specifi cally meet the needs of onsite technicians. This new software is compliant with and uses the particle classifi cations and nomencla-ture given in the ASTM D7684-11 standard guide for the microscopic characterization of particles from in-service lubricants.
The new software provides the onsite maintenance profes-sional with access to an expert knowledge base of the fundamentals of wear debris analysis in order to assist in the identifi cation of transitions between benign, active and critical wear patterns. By interacting with the software, the end user can access the following information:
• The wear debris mode to which a selected particle belongs
• The processes and conditions contributing to a particular wear mechanism
• Information about equipment-specifi c wear modes
• Wear debris analysis using equipment-specifi c baselines
• When and how to correlate the data from other cleanliness tests with wear debris mode classifi cation in order to identify transitions between normal, active and critical levels of wear
• An alert when equipment health is critical and the onsite professional needs to call for remote support
These features make the new software ideally suited for onsite situations where the level of training and skill of the attendant technician may require substantial support.
In conclusion, it is clear that the fl uid and particle condition monitoring needs of the onsite maintenance professional differ signifi cantly from the resources required by the lab-based expert. The recent advances in wear debris particle analysis cater to this need for portable equipment that is both easy to set up and use while also addressing the variable level of skill and training of onsite personnel.
About the AuthorDr. Violet Leavers is an internationally acknowledged expert in
machine vision and image processing. She currently works with V4L Parti-cles Ltd. and can be reached via e-mail at [email protected].
INDUSTRY FOCUS
This Macro-2-Micro one-shot image of an oxidized particle on a filter patch shows surface detail that would not be visible using a microscope without
extended focus capability.
This image of magnetic plug debris seen at 40x magnifica-tion includes a particle that an
inexperienced technician might mistake for brass or copper.
Image-2-Information software reveals that because the
particle has a non-uniform surface color, it is not brass or
copper but instead a heated particle, indicating early
stages of lubricant starvation.

24 July - August 2012 | www.machinerylubrication.com
CONTAMINATION CONTROL
BY KHALID FAROOQ, PALL CORPORATION
IIn recent years, the power-generation industry has seen an increase in varnish-related problems in combustion turbines. This increase is attributed to higher operating temperatures, smaller fl uid reservoirs, more peaking and cyclic service, highly refi ned base stocks that have lower solvency for varnish precur-sors, and a more widespread use of fi ner fi ltration that causes more electrostatic charging of the turbine oil.
The solvency of varnish in turbine oil is temperature depen-dent, with the transition point being in the range of 130 to 135 degrees F. The temperature frequently falls below this threshold in the hydraulic control section of turbines, resulting in the formation of deposits on control valves.
The most problematic aspect of varnish contamination of a turbine lubrication and control system is that the material plates out on servo-valve surfaces, leading to valve sticking, and plugs the last-chance fi lters (LCFs) that are part of the servo-valve assembly.
LCFs made with sintered metal or fi ne screens provide a convenient surface for the formation of varnish because of their location in the low-fl ow, colder hydraulic control section. Lower temperature promotes varnish formation because of the lower solubility of the material at lower temperatures, which causes it to come out of solution and deposit on the fi lter’s metal surface.
Filters made with glass-fi ber media normally are not plugged by varnish. Full-fl ow fi lters as fi ne as 6 microns are known to have no varnish-related premature plugging, although the fl uid may have elevated levels of varnish-forming material. The plugging of metal pencil fi lters but not the larger glass-fi ber fi lters is likely due to the difference in the interaction of the varnish material with metal versus the glass fi ber, the cooler temperatures in the hydraulic section and the lower fl ow velocity.
In addition to the servo-valve deposits, varnish precursors form deposits on mechanical seals, Babbitt sleeve bearings, thrust-bearing pads and orifi ces, resulting in restrictions. When these deposits develop on heat exchanger and reservoir walls, reduced heat transfer and higher temperatures are likely to occur.
What is Varnish?Varnish is the thin, insoluble fi lm deposit that forms on fl uid-
wetted surfaces inside a turbine lube system, including bearings and servo valves. The material is comprised of a wide range of oil additives and high molecular weight thermo-oxidative fl uid breakdown compounds that have limited solvency in the base fl uid. These compounds are polar in nature and begin to migrate from the base fl uid to the wetted surfaces over time, based on the system and fl uid conditions and their polar affi nities.
Initially, the surfaces show a gold/tan color, building to darker gum-like layers that eventually develop into a hard, lacquer-like material. The chemical compositions of these insoluble materials vary depending on the turbine operating conditions, the fl uid base stock and additive type.
How Varnish FormsAll turbine oils create insoluble materials, even under normal
operating conditions. The rate of generation is accelerated under
EffectiveVarnish Removal from Turbine
Lubrication
Systems
Varnish deposits on the spool of a servo valve.
This photomicrograph shows varnish mate-
rial on an analysis membrane (0.45-
micron porosity) at 100x magnification.
The same varnish material is shown at 1,000x magnification
using a scanning electron microscope.

26 July - August 2012 | www.machinerylubrication.com
CONTAMINATION CONTROL
severe or unusual operating conditions. Factors such as oxidation, hot spots, chemical contamination, fi lter-related electrostatic discharge, micro-dieseling and adiabatic compression are widely believed to be among the sources of varnish generation.
Typical hydrocarbon-based fl uids undergo oxidative degrada-tion/polymerization to produce oil-insoluble sludge/varnish. A number of oxygenated chemical compounds can be generated during the course of thermal oxidation, including acids, alcohols, esters, ketones, etc. However, studies have shown that varnish precursors have species that contain predominantly two oxygen atoms per molecule, pointing to the role of hydroxyl-acids as active intermediates in varnish formation.
The chemical species responsible for varnish formation is not always related to the base stock. The additive package and its interaction with the base stock may play a signifi cant role in varnish formation.
Oxidation-inhibitor additives are added to fl uids to control the oxidation process. Two common categories of additives are hindered phenols and aromatic amines. Hindered phenols act as radical scavengers. They are more suited for lower temperatures, while amines perform better at higher temperatures.
The mixed phenol/amine additive package has proven to be more robust, as the phenols also rejuvenate the depleted amines. A type of amine antioxidant, PANA, is known to form deposits of its own when it depletes.
Once the additives are depleted, the oxidation process greatly accelerates. Experts recommend close monitoring of the deple-tion of phenol and amine antioxidants. When the phenolic antioxidants approach the depletion level, you can expect amine levels to begin falling and the varnish potential to rise.
Elevated temperatures also contribute to the oxidation process. The general rule of thumb is that for every increase of 10 degrees C (18 degrees F) in the operating temperature, the rate of oxidation doubles (Arrhenius rate rule). Water, aeration and wear metal particles such as iron and copper act as catalysts to speed up this process.
Besides oxidation, the other major pathway for fl uid degrada-tion in a turbine is thermal degradation. Three common sources
of thermal degradation of the fl uid and resulting varnish forma-tion are adiabatic compression of the oil-entrained air bubbles, hot spots in the system and fi lter-induced electrostatic discharge.
The source of air bubbles entrained in fl uid can be suction line leaks, pump seal leaks and tank agitation caused by the plunging fl uid returning to the reservoir. When exposed to fast compres-sion, such as at the inlet of a high-pressure pump or high-load region of a bearing, these air bubbles can undergo rapid adia-batic compression with a resultant rapid increase in fl uid temperatures. Typically, temperatures in the range of 1,000 degrees F may be reached during this adiabatic compression of the air bubbles. The high temperature initiates thermal degrada-tion of the fl uid, leading to the formation of varnish.
Electrostatic or triboelectric charge generation occurs in turbine lubrication systems as a result of friction between the fl uid and the system components. The magnitude of the charge generated depends on many interrelated factors, including envi-ronmental issues. This effect manifests itself in several ways, with the most noticeable being an audible clicking sound as the accumulated charge discharges. This causes sparking internally within the system. Less apparent effects involve migration of the electrical charge downstream of the fi lter, which produces damage to system components and the fi lter.
Recently, attention has been directed to fl uid electrifi cation and static discharge as prominent contributors to sludge and varnish formation in turbine systems. The amount of charge generated by the fl ow of a hydrocarbon liquid through a fi lter is related to several fl uid and fi lter properties. Charge generation/accumulation generally increases with increasing fl ow rates (velocity through the fi lter element), reduced fl uid conductivity, certain additive packages and lower temperature (higher viscosity).
In the fi lter housing, the charge of the fi lter element will be opposite in sign to that of the fl uid. The charge on the fl uid will be transmitted downstream, and if enough charge is accumu-lated, the fl uid dielectric constant is exceeded. The discharge then occurs to a conductive part of the fi ltration or fl uid system that is lower in magnitude, resulting in potential damage to that part of the system. The extent of damage will depend on the material involved and the magnitude of the generated charge.
Various methods have been tried to alleviate the potential of static charge accumulation in fl uid systems. Among them are anti-static additives, which may not be suitable for turbine oils; the use of conductive mesh downstream of the fi lter material, which has limited effectiveness in preventing charge accumula-tion in the fl uid; and increasing the time for the charge to decay, which requires a change in the system design. Filtering the fl uid at a lower fl ow density (i.e., increasing the fi lter size) does rectify the problem, but it is not a viable option for every system. Several manufacturers have introduced fi lters with fi ltration media designed not to generate a charge to the same extent as the stan-dard glass-fi ber-based materials.
In 2004, a new series of electrostatic dissipative (ESD) fi lter media were introduced to eliminate potential electrostatic charging problems in fi ltration of hydrocarbon fl uids. Extensive testing in controlled laboratory conditions and on operating
This FTIR spectra shows varnish material produced by oxidation and thermal degradation with characteristic absorbance peaks in the 1740 cm-1 region.

28 July - August 2012 | www.machinerylubrication.com
CONTAMINATION CONTROL
equipment in many industrial applications has shown this fi ltration media to eliminate fi lter damage and signifi cantly lower charge generation compared with the typical glass-fi ber fi ltration medium.
Varnish Removal Technologies The currently available solution for removing varnish from
turbine lubrication fl uids can be divided into three categories — electrostatic purifi cation, chemical cleaning/fl ushing and adsorption by a disposable media.
The electrostatic method, operating in kidney-loop mode off the main tank, subjects the fl uid to an electrical fi eld, which causes the varnish precursors to charge and agglomerate into larger particles that are then captured by a fi lter mat or attracted to a charged, disposable surface.
There are several designs based on variants of the electro-static charging principle to accomplish this goal. The electrostatic-type devices are reported to remove varnish
precursors from the fl uid phase, and as the fl uid is cleaned up, soft varnish deposits from surfaces are re-entrained in the fl uid and removed, thus resulting in the cleaning up of deposits accu-mulated over a period of time.
Since the removal of varnish from system components is a relatively slow process, these devices are recommended to be operated over a long period of time or to be installed permanently. They are reported to be sensitive to elevated mois-ture levels in the fl uid and also to the presence of high levels of metal wear particles.
The chemical cleaning/fl ushing method for removing varnish utilizes cleaning chemicals that are typically circulated through the system to dislodge varnish from components. These chemi-cals soften and dissolve the insoluble materials, and the fl ushing action suspends the hard deposits in the fl uid, which are then removed with the fl uid when it is drained from the system. This process is usually performed for several hours or several days, depending on the system size and the extent
of the varnish build-up on components. Once the fl ush and chemical treatment is completed, the
system must be fl ushed again with an appropriate fl ushing fl uid to remove residual chemicals and to ensure no contamination fi nds its way into the new lubricating oil. Although this process is more intensive, it does allow for quicker removal of varnish deposits, especially in a large system. It also requires close monitoring and entails lost production due to the turbine being out of operation.
The adsorption method utilizes adsorbent media with a large surface area and high void volume, relatively low fl uid fl ux and in some cases an electro-chemical affi nity for varnish precursors. Many materials can be used as adsorbents, including compressed cellulose, cotton linters and macro-porous media such as resin beads, Fuller’s earth, activated carbon, etc.
There are two types of adsorption: physisorption and chemi-sorption. Physisorption, also called physical adsorption, is a process in which the adsorbent material and the adsorbate molecules (varnish precursors) do not form chemical bonds arising from a chemical reaction but are bonded by weak electro-static forces arising from induced dipole moments such as van der Waals forces. The electronic structure of the adsorbate does not change upon adsorption. Because of its chemical structure, varnish molecules are believed to be attracted to the adsorbent through weak molecular forces such as hydrogen bonding.
A fi ltration medium based on physisorption, called a Varnish Removal Filter (VRF), has been developed. This fi ltration medium is a composite consisting of a cellulose fi ber matrix and other materials that give it a high-void volume and an open-fi ber matrix. The resin-bonded, open-fi ber matrix provides high permeability, which is necessary for the fl uid to come in contact with the large fi ber surface area for the absorption of the varnish precursors. The specially formulated binder resins give the fi lter media high affi nity for the polar varnish precursors, resulting in high removal effi -ciency and retention of the material suspended in the fl uid phase.
Fluid charging with standard glass-fiber and electrostatic dissipative (ESD) filter elements.
* Varnish rating determined by Herguth Laboratories. ** Filtered at 160 degrees F. *** The varnish rating of filtrate is estimated. The initial values are by Analysts Inc.
DETAILS INITIAL VARNISH RATING
FILTERED VARNISH RATING TURBINE FLUID ID
GE Frame 7B* A 59 0
GE Frame 7FA* B 47 0
GE Frame 7FA* B 47 22**
GE Frame 7FA C 62 15***
Alstom GT8C D 34 11
Alstom GT24B E 85 15***
MHI 501 (G) F 58 15***
Laboratory Test Results with Varnish Removal Filter Medium

www.machinerylubrication.com | July - August 2012 | 29
The VRF medium was tested in a labo-ratory using samples of degraded fl uid obtained from operating turbines that had reported high levels of varnish. The values (shown in the table on page 28)were taken after single-pass fi ltration at ambient room temperature, except for the third test, which was conducted at a fl uid temperature of 160 degrees F. The higher varnish rating of the fi ltrate sample at a higher temperature indicates lower varnish removal performance, likely due to the higher solvency of the varnish precursors in the fl uid and lower absor-bency at an elevated temperature.
Tests were also conducted to asses the effect on the fl uid’s additives as a result of the treatment with the VRF medium. The results indicated essentially no change in the level of aromatic amine and hindered phenol between the unfi ltered sample and the sample that was fi ltered 20 times. The absence of any depletion of this addi-tive suggested that the VRF medium had no noticeable adverse effect on the fl uid.
Following successful laboratory vali-dation of the fi ltration medium, a skid incorporating the VRF fi lter modules and the associated control system was tested on two operating turbines. The treat-ment of the turbine lubrication systems entailed installation of the skid in a kidney-loop mode, taking the fl uid from one end of the reservoir and returning it to the opposite end continuously. Both trials ran uninterrupted with minimal operator intervention and utilized one set of three VRF modules for each trial. The removal and retention of varnish material by the fi ltration medium was indicated by the staining of the medium by the varnish material.
One signifi cant difference between the two turbines treated with the VRF was the level of varnish deposits in the lubrication systems. The inside of the main fl ow fi lter housing on the Alstom turbine lubrication system indicated the presence of a heavy brownish coating of varnish material. No such deposits were observed in the GE Frame 7FA turbine lubrication system.
Following clean-up of the Alstom turbine, the VRF skid was removed, and the plant re-installed the electrostatic-type
Aromatic Amine = 99%, Hindered Phenolic >100%Results of the analysis conducted on a new, unused fluid sample.
Field trial results on an Alstom turbine.
Field trial results on a GE Frame 7FA turbine.

30 July - August 2012 | www.machinerylubrication.com
CONTAMINATION CONTROL
cleaner that had been used before the VRF treatment. A sample from the Alstom turbine was obtained about six months after the VRF treatment and was found to have elevated varnish levels. The GE Frame 7FA turbine was sampled two months after the VRF treatment and had low varnish levels similar to that at the time of the termination of the treatment.
The reason for the recurrence of the high varnish level in the Alstom turbine is believed to be the heavy varnish deposits in the system that were not completely removed during the eight weeks of the fl uid treatment, although
the varnish precursors in the fl uid phase were reduced to very low levels. The difference in the fl uid clean-up rate, which was longer in the case of the Alstom turbine, and the slight increase after the initial decrease in the varnish level can also be attributed largely to the presence of heavy varnish deposits in the Alstom turbine lubrication system.
The two fi eld trials revealed that the amount and type of varnish deposits in the lubrication system had a bearing on how quickly the fl uid could be rid of the varnish material and for how long after the clean-up it would remain free of elevated varnish
levels. There are also variables other than the level of deposits, such as the type of the varnish material, temperature, duty cycle, fl uid type, state of the deposits, etc., that infl uence the rate of varnish removal from the fl uid and the dissolution of the deposits back into the fl uid.
In summary, the mitigation of varnish-related problems in turbine lubrication and hydraulic control systems requires not only cleaning up the varnish precursors from the fl uid and the soluble deposits from the wetted surfaces, but also controlling their formation. The absorptive fi lter technology discussed is engineered to remove the polar varnish precursors and has proven to be effective in the removal of the varnish material from turbine lubrication systems.
In addition, fi lter-induced electrostatic charging can be controlled with the utilization of specially designed, charge-dissi-pative fi ltration media that produce much lower fl uid charging, thus mitigating the associated fl uid damage while providing the fi ne levels of fi ltration required by modern turbines.
This Varnish Removal Filter skid was used to treat two
operating turbines.
These images show a used VRF medium as received from the field (left), rinsed with hexane (center) and rinsed with
toluene (right).
Pictured above is an unused
VRF medium.
Varnish deposits were found inside the filter housing of the Alstom
turbine lubrication system.
UNITED STATES CHINA | FRANCE | GERMANY | UNITED KINGDOM | IRELAND | INDIA | SPAIN | RUSSIA
CORPORATE HEADQUARTERS 2100 GATEWAY CENTRE BLVD, SUITE 109, MORRISVILLE, NC 27560

www.machinerylubrication.com | July - August 2012 | 31

32 | July - August 2012 | www.machinerylubrication.com
Q What types of training have you taken to get to your current position?
A I was able to get started in the industry when I earned my bach-elor’s degree in mechanical engineering.
Q What professional certifications have you attained?
A I have Vibration Analyst Category 1 and Machine Lubricant Analyst Level 1 certifi cations.
Q Are you planning to obtain additional training or achieve higher certifications?
A I am working to get Vibration Analyst Category 2 and Machine Lubrication Technician Level 2 certifi cations.
Q What’s a normal work day like for you?
A My day starts by reviewing the current schedule for the day, making sure there have been no process upsets that may require our attention and then bringing the crew up to speed with pertinent information. I start one hour before they arrive. Once the team is out in the facility servicing our equipment and executing our rounds, I work on verifying the accuracy of our listed routes, updating as necessary, planning equipment upgrades, preparing for machine maintenance downtime, and developing and executing capital projects.
Q What is the amount and range of equipment that you help service through lubrication/oil analysis tasks?
A We have about 5,000 driven pieces of equipment and several thousand rotating pieces of equipment that are driven either by conveyor belts, gear trains or ropes. My department is responsible for all routine lubrication work on this equipment and also invasive inspections of gear and grid-type couplings, as well as universal-type drive shafts. I estimate that we have about 50,000 lubricated components for which we are responsible. We have 95 percent of them well-documented and are working on the rest.
Q What lubrication-related projects are you currently working on?
A We designed and are now installing a centralized lubrication-dispensing station that will eliminate nine satellite dispensing locations that do not utilize proper contamination control or ergonomic considerations. This project will strategically locate four bar-tap type dispensing areas around the mill with 3-micron fi ltration of our three most widely used products. The dispensing stations will service all fi ve of our paper machines. The project involves 1,500 feet of 1½-inch pipe and three 1,000-gallon reser-voirs. We’ve been able to do this economically with some creativity and sound engineering.
We are also relocating and upgrading fl ow meters on an existing gearcase cascade system that has been problematic for years. This project will replace 45 improperly sized and uncali-brated universal-type fl ow meters, which were placed in very inconspicuous and hard-to-reach locations, with SKF Safematic type fl ow meters, which will be located directly in the path of our routine lubrication rounds, for consistent and reliable moni-
GET TO KNOWML
Bell Signals Reliability Improvements at Verso Paper
As the supervisor of reliability technicians at Verso Paper’s facility in Jay, Maine, Caleb Bell is responsible for the execution and continuous improve-
ment of the company’s preventive and predictive maintenance program. His job is to understand and improve the program in order to make it the most effective and effi cient that it can be. One day, Bell may be immersed only in lubrication-related activities, and the next he might be analyzing vibration signatures to determine response urgency. Although he has been in his current position at Verso Paper for only 2½ years, Bell has already made quite a difference.
Name: Caleb BellAge: 34Title: Equipment Reliability Supervisor
Years of Service: 2½ yearsCompany: Verso Paper CorporationLocation: Jay, Maine

www.machinerylubrication.com | July - August 2012 | 33
toring. The project involves more than 1,000 feet of tubing.
Q What have been some of the biggest project successes in which you’ve played a part?
A In 2011, we installed two parallel-line auto-matic grease systems on the wet end of our paper machines. The systems service 65 bear-ings each and run on an 8-hour cycle. We are now able to grease 130 bearings 1,095 times per year, rather than the 12 times we had done on our previous 1-month cycle. The systems are running fl awlessly, and we’ve had great results with bearing life. In addition, we removed one of the most diffi cult and stren-uous portions of our job.
Q How does your company view machinery lubrication in terms of importance and overall business strategy?
A It is viewed as absolutely critical and as a sure-win investment.
Q What do you see as some of the more important trends taking place in the lubrication and oil analysis field?
A Education of stakeholders and a rapid swing toward reliability-based maintenance programs are two recent trends I’ve noticed. I think generally there was a large portion of the population that didn’t understand the criti-cality of proper lubricant selection, route design and execution. However, I’m seeing more folks from higher management tiers paying attention to their programs and receiving training about why it’s important and how to execute.
I also feel like industry in the United States has accepted that reactive maintenance will not allow us to survive in the global economy, and we are becoming humble enough to admit we need to improve.
Get to Know … You? Want to be featured in the next “Get to
Know” section or know someone who should be profi led in an upcoming issue of Machinery Lubri-cation magazine? Nominate yourself or fellow lubrication professionals by e-mailing a photo and contact information to [email protected].

ML
This month, Machinery Lubrication continues its “Test Your Knowledge” section in which we focus on a group of questions from Noria’s Practice Exam for Level I Machine Lubrication Technician and Machine Lubricant Analyst. The answers are located at the bottom of this page. The complete 126-question practice test with expanded answers is available at store.noria.com.
1. Which type or form of lubrication is considered to provide a full fluid (oil) film?
A) Elastohydrodynamic B) Solid Film C) Boundary D) Mixed E) All of the above
2. A typical ISO cleanliness code for new oil would be: A) 9/7/5 B) 14/12/10 C) 21/19/16 D) 27/25/21 E) 32/30/27
3. Hydrolysis is the breakdown of additives by: A) Hydrogen B) Helium C) Water D) Filtration E) Hydrogen embitterment
Answers: 1. AElastohydrodynamic lubrication is a form of hydrodynamic lubrication (full-film separation). It is called elastohydrodynamic because the lubricated components deform elastically due to high pressure.2. CThis ISO cleanliness level (ISO 21/19/16) is considered quite high. Contamination normally takes place during blending, packaging, storing, transportation, etc. End users are respon-sible for checking the quality of incoming oils and taking measures to ensure clean oil is used, especially in machines that require very clean oil.3. CIn hydrolysis, the additives react with water in the presence of heat to form byproducts such as sulfuric acid and hydrogen sulfides.
TEST your KNOWLEDGE
34 | July - August 2012 | www.machinerylubrication.com

www.machinerylubrication.com | July - August 2012 | 35
PROGRESSIVE DIVIDERS THE WAY THEY SHOULD BE.
WWW.BIJURDELIMON.COM
UNITED STATES CHINA | FRANCE | GERMANY | UNITED KINGDOM | IRELAND | INDIA | SPAIN | RUSSIA
CORPORATE HEADQUARTERS 2100 GATEWAY CENTRE BLVD, SUITE 109, MORRISVILLE, NC 27560
Industrial Applications
Paper & Printing Machinery
Machine Tools & Transfer Lines
Punch & Stamping Presses
Steel Mill Cement Plants Mining Equipment
Canning & Bottling Equipment
Construction Vehicles
© 2
011
BIJU
R DE
LIM
ON I
NTE
RNAT
ION
AL. A
LL R
IGH
TS R
ESER
VED.
M2500G DIVIDERS
• Direct interchangeability with MSP type dividers
• In-stock availability
• Individual segments
• 3 to 10 section assemblies
• Precision toleranced for exceptional performance
• Zinc-Nickel plated for longer life in nasty environments
• 1000 hour salt spray proven
• 4 times harder finish than zinc plate
DIRECT SALES HOTLINE (+1) 800-631-0168
• Standard Viton seals• Easy assembly, maintenance
and replacement• 3500 psi (240 bar) maximum
operating pressure• 350°F (163°C) maximum
temperature• Use with SAE Grade oils to
NLGI Grade 2 grease• Fast, courteous,
professional service• Competitive pricing
Features & Benefits
PROGRESSINOW AVAILABLE
IN STOCK & R
EADY TO SHIP

36 July - August 2012 | www.machinerylubrication.com
PR
OD
UC
T S
UP
ER
MA
RK
ET
Checkfl uid’s LTJ Series oil sampling ports offer safer, more convenient sampling with results you can count on. The high-fl ow design safely col-lects samples while equipment is running, and installation can be made in minutes.
Checkfluid, Inc.www.checkfl uid.com
866-652-8728
Know when to lubricate with UE Systems Ultraprobe® 201 Grease Caddy. Sensing ultrasound, Grease Caddy isolates bearing sounds, making it easier to listen in noisy plant environments. Wear on a holster or attach to grease gun.
UE Systems, Inc.www.uesystems.com
[email protected] 800-223-1325
SIMPLIFY MOTOR CHANGE-OUTS and ENSURE ELECTRICAL SAFETY. Motor Plugs allow technicians to quickly connect/disconnect motors. Safety features protect from electri-cal hazards and simplify NFPA 70E compliance. FREE samples available.
Meltric Corporationwww.meltric.com 800-433-7642
Freedom from Sludge & Varnish! Lubricant deposits cripple pro-ductivity and profi ts. Fluitec’s ESP Technology removes products in solution & in suspension, ensuring your lube systems stay deposit-free. Guaranteed Results.
Fluitecwww.fl uitec.com
888-557-9575 info@fl uitec.com
Because viscosity measurement should be simple, CANNON is excited to intro-duce the SimpleVIS™ portable viscom-eter. Everything is included to get you started, minus your sample and sol-vent. Contact us for more information.
Cannon Instrument Companywww.cannoninstrument.com
Inolex Chemical Company synthesizes premium ester base oils for high-per-formance lubricant applications such as chain formulations for oven temper-atures up to 550°C. HX-1 food-grade oils for baking chains are available.
Inolex Chemical Companywww.inolex.com
800-521-9891 [email protected]
Your single source supply for com-plete packaging of bottles, mailing containers, test tubes, needle valves, cap and probe samplers, tubing, vacuum pumps, custom packaging, custom-printed mailing containers and boxes.
Specialty Manufacturingwww.specialtymanufacturing.comsales@specialtymanufacturing.com
800-382-9130
DuPont™ Krytox® Fluorinated Greases and Oils are chemically inert, insolu-ble in common solvents. Temperature range -103º to 800º F. Compatible with plastics, rubber, ceramics and metals. Nonfl ammable, oxygen com-patible, no silicones or hydrocarbons. H-1/H-2 food grades available.
Miller-Stephenson Chemical Company, Inc.
www.miller-stephenson.com 203-743-4447
The ASPEX Expressx is the fastest automated benchtop scanning elec-tron microscope (SEM) available today. This integrated and afford-able system will allow you to identify foreign particles and their elemental composition faster than ever before.
ASPEX, an FEI Companywww.aspexcorp.com

www.machinerylubrication.com | July - August 2012 37
PAID ADVERTISING SECTION
GARZO Model 108B controllers main-tain oil levels in engines and compressor crankcases to prevent equipment dam-age and save oil. The standard valve assembly works with atmospheric tanks or up to 15 psig oil supply pressures.
GARZO, Inc.www.garzoproducts.com/108.html
This stainless-steel oiler replenishes oil after equipment washdown. The 5 oz. polycarbonate reservoir dispenses at a controlled rate of 15-30 mins. Cor-rosion resistant and suited to food processing and packaging operations.
Oil-Rite Corporation www.oilrite.com
920-682-6173
One Eye Industries for all your magnetic and industrial fi ltration needs. Our fi ltration solutions have applications in all industries. We manufacture an extensive product line utilizing new magnet technology.
One Eye Industries, Inc.www.oneeyeindustries.com
New VIBXPERT Balancer. Fast, accurate and easy-to-use 1- or 2-plane Field Balancer. Intuitive and graphical interface leads the user through the balancing procedure step-by-step. Built-in ISO toler-ances. Get a Demo Now!
LUDECA, Inc. 305-591-8935
www.ludeca.com/balancing
Lubricant Storage & Handling Sys-tem has 2 150-gal. containers (L.) and 2 150-gal. containers combined to make a 300-gal. container (R.), each with pump/motor, diverter valves, fi lters for the oil, kidney loop and large storage cabinets.
The IFH Group, Inc.www.ifhgroup.com
800-435-7003 [email protected]
9070 Smart Vibration Analysis Meter $495. Analyze & interpret readings; ISO alarm & BDU reading indicate machine & bearing condition; clear picture of 1X (unbalance), 2X (misalignment), & 3X (looseness) machine problems; 800-line spectrum
Test Products Internationalwww.testproductsintl.com

38 | July - August 2012 | www.machinerylubrication.com
CROSSWORD PUZZLERMLGet a Printable Version
of This Puzzle Online at: MachineryLubrication.com/puzzle
Get the solution on page 43
ACROSS 4 A device that transfers heat through a conducting wall from
one fluid to another.
6 A measure of the ability of a solid or liquid to transfer heat.
7 An engine component that translates the rotational motion of the cam to a reciprocating linear motion in the linkage system.
8 A location in a line conducting fluid from working device to reservoir.
10 A mechanical mixture of air bubbles having a tendency to separate from the liquid phase.
14 Incapable of being mixed without separation of phases.
15 A device to prevent direct fluid flow or impingement on a surface.
16 The ratio of shear stress to shear rate.
DOWN 1 A method that involves placing a drop of fluid on a
permeable piece of paper and noting the development and nature of the halos or rings surrounding the drop through time.
2 A chemical substance added to a petroleum product to impart or improve certain properties.
3 The amount of water that can dissolve in a fluid.
5 A filter material made from plant fibers.
9 A device that prevents leakage of fluids along rotating shafts.
11 The progressive failure of a machine or lubricant.
12 Ability of an oil or grease to lubricate.
13 A condition of filter element loading in which contaminant spans the space between adjacent sections of a filter element, thus blocking a portion of the useful filtration.
1
2
3
4
5
6
7
8
9
10 11
12
13
14
15
16

40 | July - August 2012 | www.machinerylubrication.com
ML MachineryLubrication.comNOW ON
Find more great articles and content from Machinery Lubrication magazine online. From
Web exclusives and industry news to videos, white papers, buyer’s guides and more, everything that relates to machinery lubrication is available now on www.machinerylubrication.com.
Engine Lubrication BasicsLubrication plays a key role in the life expec-
tancy of an engine. Without oil, an engine would succumb to overheating and seizing very quickly. Lubricants help mitigate this problem, and if properly monitored and maintained, can extend
the life of your motor. Read this article on the ML site to understand why changing oil regularly and sustaining appropriate fl uid levels are the keys to overall engine health and lifespan.
Basics of Ferrous Density in Oil Analysis
Ferrous density should be considered a primary test for all machines where ferrous wear material is expected. Correlating ferrous density data along with other oil analysis test informa-tion can give you a wide picture and a solid understanding of the internal condition of your machine. This video describes the two general types of ferrous density testing, including what
they measure, how they are performed, the results you can expect and the advantages of each, as well as how to calculate wear particle concentration, percent large particles and wear severity index. Access this 5-minute, 51-second video at www.machinerylubrication.com.
What is Lubrication?Lubrication is a word that’s often used in
regards to machinery reliability and maintenance, but what is lubrication? The dictionary defi nes lubrication as the application of some oily or greasy substance in order to diminish friction. Although this is a valid defi nition, it fails to realize all that lubrication actually achieves. Learn the different types of lubrication and the various substances that can be used to lubricate a surface by reading this article on the ML site.
Elemental Analysis of Industrial Lubricants
As the most fundamental test used in oil analysis today, elemental analysis can detect between 15 and 25 different elements that are related to wear metals, contaminant metals and
oil additives. This video explains how elemental analysis works through atomic emission spec-troscopy (AES), the results you can expect to see, why you want to run elemental analysis on used and new oil, and why you can’t completely rely on elemental analysis to get a true indication of overall machine condition. Access this video at www.machinerylubrication.com.
Antioxidant Monitoring of Gas Engine Oils
Antioxidant analysis can be useful both for small and large oil reservoirs, as well as peak/base-load operations. The importance of individual antioxidants in combination with other critical parameters may provide a better understanding of the processes occurring during the oil’s lifetime. Find this article in the oil analysis section on the ML site to discover how monitoring individual antioxidants can establish an accurate condition of the oil as part of the oil’s lifecycle evaluation.
of machinerylubrication.com visitors include only the most critical machines and components in their oil analysis program.
72%By the Numbers

www.machinerylubrication.com | July - August 2012 41
BO
OK
STO
RE
The Practical Handbook of Machinery Lubrication – 4th EditionAuthor: Robert Scott, Jim Fitch and Lloyd Leugner
The completely rewritten Fourth Edition addresses specifi c new topics such as oil properties and testing, oil analysis, grease applications, journal bearings, compressors, contami-nation control, storage and handling, wear and failure mech-anisms, and troubleshooting. It retains the easy-reading nature of the original book with restruc-tured chapters to heighten the focus on reliability and provide further detail on recent changes in industry practices.
Best Practices for Lubricant Storage and Handling Training VideoFormat: DVDPublisher: Noria Corporation
Squeezing maximum life out of lubricants and extending machine life start with putting a healthy, clean lubricant into the machine. In this training video, you’ll learn the very best practices for new oil storage and handling, as well as procedures you can implement right away for managing lubri-cants from delivery to dispensing to fi lling the machine.
Oil Analysis Basics – Second EditionPublisher: Noria Corporation
The new Second Edition includes more detailed information on oil sampling, fi ltration and contami-nant removal, base oils and additives, water-in-oil contamina-tion and removal, ASTM standards, glycol testing, fl ash point tests, and 14 additional oil analysis tests.
In-Service Lubricant and Machine Analysis, Diagnostics, and PrognosticsAuthor: ASTM International
This compilation of the Journal of ASTM International (JAI) contains papers presented at a sympo-sium on in-service lubricant and machine analysis, diagnostics and prognostics held Dec. 8, 2010, in Jacksonville, Fla. It includes recent developments in online oil condition monitoring sensors and alignment with ASTM methods and practices, an overview of progress and new developments in FTIR lubricant condition monitoring methodology, guide-lines for alarm limits and trend analysis, and more.
Reliable Plant 2012 Conference ProceedingsFormat: CD-ROM
Publisher: Noria Corporation
In case you missed the learning sessions at Reliable Plant 2012, you can get the conference proceedings on CD-ROM. It includes the presentations in PDF format from nearly every session in both of the co-located confer-ences: Lubrication Excellence and Reliability World. The real-world case studies are full of prac-tical, experience-based information and tools for lubrication and reliability programs.
Best Practices for Oil Sampling Training VideoFormat: DVDPublisher: Noria Corporation
Correct and accurate sample collection is the critical fi rst step in a successful oil analysis program. Without representative oil samples, oil analysis may just be a waste of time and money. This 48-minute video shows you how to design and implement a world-class oil sampling program that will deliver better results and help you focus on improving equipment reliability.
For descriptions, complete table of contents and excerpts from these and other lubrication-related books, and to order online, visit: store.noria.com or call 1-800-597-5460, ext. 204
Welcome to Machinery Lubrication’s Book-store, designed to spotlight lubrication-related books. For a complete listing of books of interest to lubrication professionals, check out the Bookstore at store.noria.com.

42 | July - August 2012 | www.machinerylubrication.com
During the recent Costa Rican Congress of Maintenance Engineering in San Jose, Costa Rica, the International
Council for Machinery Lubrication (ICML) formalized its coop-eration with the Costa Rican Association of Maintenance (ACIMA), signaling a new era for Costa Rica’s lubrication practi-tioners. An active and visionary association, ACIMA celebrated
its 20th year of operations in 2011. The association published a book dedicated to the history of its fi rst 20 years, entitled “Passion for Maintenance.”
In both passion and mission, it is evident that ICML has much in common with ACIMA. Although ICML’s niche is specifi cally devoted to an area of maintenance, namely machinery lubrica-tion and oil analysis, the parallels are clear. ACIMA’s mission is “to work for the strengthening of professionals that work in the
fi eld of maintenance engineering through suitable knowledge transfer and respect to the highest ethics with the objective of contributing to the national development of Costa Rica.” This is very much in line with ICML’s mission of dignifying the careers of machinery lubrication and oil analysis profes-sionals by facilitating growth and development of machinery
lubrication as a technical fi eld of endeavor. Among its activities, ACIMA takes very seriously its role in quali-
fi cation of Costa Rican professionals, having close ties with the Technical Institute of Costa Rica (TEC) and offering several
CERTIFICATION NEWSML
BY SUZY JAMIESON, ICML
ICML and ACIMA Sign COOPERATION AGREEMENT
uly - August 2012 ||||||| www machinerylubrication com
With 30 speakers and more than 350 attendees from around the world, the recent Costa Rican Congress of Maintenance Engineering in San Jose, Costa Rica, sported the theme of competitiveness and sustainability, encouraging joint work to achieve commitment and cooperation in sustainable development, environmental protection and energy savings. It also aimed at favoring a permanent chain of work among engineering, education, investigation, innovation, industry and services that would be conducive to effi cient and effective production.
One of the speakers at the event was Gerardo Trujillo, director of Noria Latin America and an ICML volunteer since its inception. In an informative and well-received presentation, Trujillo spoke on the importance of responsible handling and disposal of lubricants.
The congress as a whole was very impressive. Not only was the orga-nization of the event excellent, with a rich range of presentations and an exposition hall showcasing a variety of solution providers from diverse areas of maintenance disciplines, but the attendance was impressive as well. For an association serving mainly maintenance engineers in a country of less than 5 million people to have more than 350 profes-sionals in attendance is quite signifi cant for a single event.
It was inspiring to see the number of young maintenance profes-sionals attending. The percentage of women was also very encouraging. The level of engagement and interest of these young professionals was quite noticeable and refreshing to see. This was not an “about to retire” crowd but a glimpse of the vibrant future in the maintenance industry.
Costa Rican Congress Displays Bright Future of Maintenance Engineering
At the recent Costa Rican Congress of Maintenance Engineering, ACIMA president Humberto Guzmán (left) and
ICML’s Suzy Jamieson (right) signed a memorandum of understanding for the mutual promotion of the two
organizations’ missions.

www.machinerylubrication.com | July - August 2012 | 43
From page 38
continuing-education opportunities for Costa Rican maintenance professionals. These include seminars, training courses and confer-ences. Like ICML, ACIMA has an awards program and publishes Revista Mantenimiento (Maintenance Magazine).
During last year’s Mexican Congress of Maintenance and Reliability, Carlos Calderón Borge and Julio Carvajal Brenes, a long-time volunteer of ICML and one of the founding members of ACIMA, were instrumental in the development of the coop-eration between ICML and ACIMA. At the close of this year’s congress, ACIMA’s current president, Humberto Guzmán, signed the memorandum of understanding between ICML and ACIMA for the mutual promotion of the organizations’ missions, along with the offering of ICML exams by ACIMA for Costa Rican professionals, with the goal to improve national skills in the area of machinery lubrication and oil analysis. The fi rst ICML/ACIMA joint certifi cation exam session is expected to take place at the end of August 2012.
With the new cooperation agreement, ICML hopes to be an active part of this vibrant future for Costa Rican machinery lubrica-tion professionals while increasing ICML’s presence in the region and giving more practitioners in Costa Rica the opportunity to benchmark their skills in relation to their counterparts in other parts of the world.
ICML would like to thank ACIMA and its visionary leadership for the opportunity to work together for the betterment of industry in Costa Rica and celebrates in advance all that is to come.
P A A D P S D H E A T E X C H A N G E R I C R T T T H E R M A L C O N D U C T I V I T Y I L H R V A L V E L I F T E R A E U O R E T U R N L I N E
L M I O A F O S E N T R A I N E D A I R
L E O C L E U M G E E G B B E R S V R R R D A E E A I M M I S C I B L E P A L D C D A H L B A F F L E I G Y T T I I Y N A B S O L U T E V I S C O S I T Y
G N

44 | July - August 2012 | www.machinerylubrication.com
CERTIFICATION NEWS
RECENT RECIPIENTS OF ICML CERTIFICATIONSThe International Council for Machinery Lubrication (lCML) would like to congratulate professionals worldwide who have recently achieved certifi ed status through ICML’s certifi cation programs. ICML offers certifi cation in the areas of oil analysis and machinery lubrication. The following is a list of recently certifi ed professionals in the area of machinery lubrication who have attained their status as a certifi ed Machine Lubricant Analyst (MLA), Machine Lubrication Techni-cian (MLT) or Laboratory Lubricant Analyst (LLA).
Roberto Gouvea, MLT INihal Raval, MLA I
A Boughey Pty. Ltd. Raul Flores Veloz, MLA I
ACI Juan Vinas Encarnacion, MLT I
Acuren Steven Van Dulmen, MLT I
AES Mauricio Montano Vazquez, MLA IIRaul Castellano Plascencia, MLA II
Agrium Gary Friesz, MLT IWalter Higgs, MLT IQuentin Brauer, MLT IJarvis Ross, MLT IShawn Ross, MLT INorman Charbonneau, MLT I
Al Bedaya Marine Service & Consulting Sulthan Othukumpurath, MLA I
Albemarle Corporation Ray Terrell, MLA I
Alcoa Michael Bailey, MLT IEdwin Domel Jr., MLT ISantiago Garza, MLT IDonald Hunt, MLT IClifford Tomancak Jr., MLT I
American Colloid Travis Nichols, MLA I
Amgen Manufacturing Limited Ariel Rivera Baez, MLT I
AngloGold Clinton Shaefer, MLA IIChristopher Phillips, MLA IIRobert Evans, MLA I
Arizona Public Service Andrew Federico, MLA I
Ascend Performance Materials John Cook, MLT IHudson Woodfi n, MLT I
Aerospace Testing Alliance Daniel Bess, MLT IDaniel Henley, MLT I
ATI Wah Chang Jeff Loosier, MLT IBoyd Koehler, MLA II
Bacardi Corporation Javier Figueroa Acosta, MLT I
Barrick Goldstrike Mine Matthew Obieta, MLA II
Blue Cardinal James Smith, MLA I
Caraustar Industries Mike Henson, MLT I
Cargill Josef Lotz, MLT IJefferson Rodrigo Avila Peloi, MLT IRobert Fowlkes, MLT ICesar Lopez Martinez, MLT IIvan Jimenez Perez, MLT I
Cariboo Pulp & Paper Donavon Edwards, MLA II
Cervecera de Puerto Rico Fernando Rosario Gonzalez, MLT IMaria Contreras Muniz, MLT I
Cleco Joey Powell, MLA IRussell Bozeman, MLA I
Colorado Springs Utilities James Starner, MLA I
Comercial Importadora Julio Guerrero Iniguez, MLA IIMacario Juarez Gonzalez, MLA II
Confialub/Noria Brasil Rafael Takahashi, MLA I
Companhia Siderúrgica Nacional Daniel Araujo de Carvalho, MLA I
Daelim Industrial Co. Ki Tae Kim, MLT I
Debswana Jwaneng Mine Oetile Moruakgomo, MLA II
DuPont Brooks Forsyth, MLA IJoe Balderas, MLA II
Edwards Lifesciences Manuel Roman Vigo, MLT I
Emirantes Aluminium Dharmesh Ishwarlal Patel, MLA I
Entergy Inc. Harold Brown, MLA IIRashid Johnson, MLT I
Exelon Nuclear Firdos Marfatia, MLA I
Florida Power & Light Catherine Peak Buller, MLA I
Foskor Rajoo Moodley, MLA II
Freeport McMoran Sylvester Copley Jr., MLA III
Georgia-Pacific Christopher Morris, MLT IDelwyn Collins, MLT IBernard Tomlin, MLT IJason Tweedy, MLT I
Roland White, MLT IRobert Newman, MLT IGregory Hicks, MLT I
Gerber Products Mark Gonzagowski, MLA II
Hankook Tire Co. Ju Il Park, MLA II
Henek Fluid Purity Systems Nicholas Kamke, MLT I
Hormel Foods Perry Kuhn, MLA IPatricia Humphrey, MLA IH. Mitchell, MLA IFred Keiderling, MLA IBradley Dulaney, MLA I
Industrial Oils Unlimited Danny Toney, MLA II
Invista Mark Harmon, MLA IIMartin Stephens, MLT I
Iron Planet John McGrew, MLA II
JR Simplot Gary Krehbiel, MLA I
Kellogg John Montgomery, MLT IDennis Rimington, MLT IEric Siedlik, MLT I
Kinross Brian Wright, MLA I
Korea Midland Power Co. Haeyoung Kim, MLA II
Korea Plant Service & Engineering Yun Wun Jang, MLA II
Kraft Foods Shannon Derrick, MLT IMichael Forster, MLT IRiley Graham, MLT INicole Griswold, MLT IRoland Joseph, MLT ILes Lawson, MLT ITeddy Pridgen, MLT I
Laurentide Controls Pierre Luc Guay, MLT I
Lubrication Engineers Inc. Adam Wilcox, MLA II
Lyondell Basell Kerry Gunn, MLA IIEric Burka Jr., MLA IIMichael Raffetto, MLA I
M3nergy FPSO PerintisMuhammad Johan Ariff Airisal, MLA II
Maintenance Strategies Inc. Adolfo Rodriguez, MLA IAlina Siira, MLA I
Marine Capabilities (Marcap) Khaled Saleh Ibrahim, MLA I
Marubeni Power Services Steven Robinson, MLT IShane Lewis, MLT I
Metalux Oil Analysis Cher Ri Ho, MLT INor najmah Binti Abdul Mutalib, MLT ISaiful Iwami Bin Mohamed Bustami, MLT IWin Nie Ho, MLT II
Mosaic CompanyMike Strickland, MLT IAron Ortiz, MLT IClint Tiffner, MLT IRaymond Shirley, MLT IJames Therriault, MLT IMark Christesson, MLT IJennifer Macias, MLT IMarshall Merritt, MLA I
Mycron Steel CRC Yee Kam Loong, MLT I
Newcrest Mining Limited Waiyan (Karen) Au, MLA IHugh Robinson, MLA I
Oz Minerals Neil Howe, MLT I
PCS Nitrogen Trinidad Marlon Mooking, MLA I
Peabody Energy Tracy Hanson, MLA II
Pemex Gas & Petroquimica Basica Saulo Solorzano Martinez, MLT I
Petrobras Marcos Lobo, MLT II
Petronas Dagangan Berhard Yaw Swee Cheong, MLA II
Petronas Gas Berhad Amran Saidin, MLT IMohd Azli Husin, MLT IMohamad Bachok, MLT IMohd Farid Bin Mohd Yusoff, MLT ISuhaizal Bin Ismail, MLT IFazley Sulfi kar Ismail, MLT IMohamad Faizal B. Mohamed Noor, MLT IIsmail B. Musa, MLA IMohd Dasuki Yusoff, MLA I
Puerto Rico Electric Power Authority Edgar Quintana Perez, MLT I
PSEG Nuclear Marvin McCoy, MLA II

www.machinerylubrication.com | July - August 2012 | 45
Rio Tinto Stephen Brown, MLT I & MLA IStuart Hunt, MLT I & MLA IPulkit Patel, MLT I & MLA IBrett Scholte, MLT I & MLA IShane Mitchell, MLT I & MLA IBrodie Stemm, MLT I & MLA IDavid Steele, MLT I & MLA IRobert Wallace, MLT I & MLA IKelvin Thomson, MLT I & MLA IBruce Stratford, MLT I & MLA ITerrence Black, MLT I & MLA IWilliam Baker, MLT IJeffery Bean, MLA I
Saudi Aramco Omair Mohamed Al-Qahtani, MLA I
Schenck Process Matthew Cutbush, MLA IPaul Donovan, MLA ISyed Zahoor, MLA I
Sherwin Alumina Keith Dotson, MLT IKurt Walters, MLT I
Silubrin Adalberto Tavares, MLT I & MLA IFabio Kibelkstis, MLA I
SKF (UK) Limited Mark Townsend, MLT IMartin Waller, MLT I
SKF Ab Oy Jarno Suominen, MLT I
SKF Asia Pacific David Antonelli, MLT I
SKF Australia Michael Horne, MLA IMichael Brzakovic, MLA IGeoffrey Stevens, MLA ILee Johnson, MLA I
SKF Certified Programs Doug Johnson, MLT I
SKF do Brasil Fabio Giovani da Silva, MLA I
SKF Española S.A. Gilberto Beato Serrano, MLT I
SKF Estonia Rauno Joonas, MLT I
SKF Lietuva UAB Giedrius Slavickas, MLT I
SKF Maintenance Products Egidio D’Antona, MLT IPeter Paans, MLT I
SKF NV-SA Frederic Coosemans, MLA I
SKF Oy Ab Matti Pihtola, MLT I
SKF Sverige AB Nils Myers, MLT I
Solutia Eric Brown, MLT IRoger Farley, MLT IThomus Wolff, MLA I
Tamko Building Products Inc. Jody Richie, MLT I
Techgnosis International Alfredo Lopez, MLT I
Gabino de Jesus Pineda, MLT I
Teck Highland Valley Copper Brad Haight, MLA ICorey McCallum, MLA IEdward Anderson, MLA I
Teknik Janakuasa Roshidi Md. Radzi, MLT IMohamad Helmi Mohamad Mustakim, MLA I
Total Lubricants Canada Jonathan Venditti, MLT I
UT Battelle Matthew Grooms, MLT I
Valero Renewables Kevin Vandiver, MLT IMike Harshbarger, MLT IDean Kruse, MLT IRonald League, MLT IRichard Lindgren, MLT IPaul Schmidt, MLT IJesse Smith, MLT IJosh Tribby, MLT IMark Fassler, MLT IDion Donnell, MLT I
Jeffery Broglin, MLT IChris Christensen, MLT IJoe Gibbs, MLT IKeith Morrison, MLT ITravis Mullenix, MLT IDavid Smith, MLT IRickey Bloom, MLT ILarry Espey, MLT I
Valero Texas City Refinery Steven Guillory, MLT I
VibrAnalysis Felix Laboy De La Plaza, MLT I
ICML CertificationsLLA I = Laboratory Lubricant Analyst Level IMLA I = Machine Lubricant Analyst Level IMLA II = Machine Lubricant Analyst Level IIMLA III = Machine Lubricant Analyst Level IIIMLT I = Machine Lubrication Technician Level IMLT II = Machine Lubrication Technician Level II
Need to take an exam?
ICML regularly holds exam sessions throughout the United States and the world. Upcoming dates and locations for ICML exams can be found at www.lubecouncil.org.

46 | July - August 2012 | www.machinerylubrication.com
Perhaps some of the most abundant components industry wide are bearings, more specifi cally rolling element bearings.
These bearings are found in everything from electric motors to gear-boxes and conveyor systems. Basically, if a shaft needs to spin, it can be (and most of the time is) supported by a rolling element bearing. What some people fail to realize is the actual makeup of these devices can be quite different based on the application.
Rolling element bearings are composed of two races separated by a group of rollers. The shape of these rollers determines the load a particular bearing can hold as well as the lubrication requirements.
The fi rst type of roller we will discuss is one of the more common types — the ball bearing. Ball bearings come in as many sizes, mate-rials and fi nishes as can be imagined. This provides incredible fl exibility in their use. The balls in these bearings simply roll between the two races, and it doesn’t matter which direction the elements are facing.
As their name suggests, cylindrical roller bearings are cylinders that are arranged between the inner and outer races. These cylin-ders, which are shaped like soda cans, roll along their sides in the tracks of the races. The elements can only roll along a single axis, unlike balls which can roll in any direction.
Spherical roller bearings are very similar to cylindrical roller elements with one exception — they are rounded around their midsection. Instead of being a perfect cylinder, spherical roller bearings are rounded so the sides of the cylinder are no longer parallel to each other. This gives them more surface area in contact with the race than a cylindrical element of the same length.
Needle roller bearings are smaller in diameter than the previous examples, but they also have more length. These elements are perfect cylinders but are stretched to the point that they resemble needles. Although small in diameter, they make up for the surface area in the length they span.
With tapered roller bearings, one end of their elements has a larger diameter than the other. This gives them a slight conical
structure and enables the elements to roll along a diagonal plane. The angles created by these elements allow them to withstand both
axial and radial loading.All of the above types
of elements come in several different arrange-ments. Some bearings have only a single row of elements, while others employ multiple rows. Cages are used in certain bearings to separate the elements
B e a r i n g L u b r i c a t i o n
WES CASH NORIA CORPORATIONBACK PAGEBASICS
HOW ROLLING ELEMENT BEARINGS WORK
Did You Know? In elastohydrody-namic lubrication, the fluid film is usually less than 1 micron.
of lubrication profes-sionals use ball bearings
at their plant, based on survey results from
machinerylubrication.com58%
||
1) Bearing speed
2) Bearing size
3) Type of bearing
4) Load
5) Lowest and highest operating temperature
6) Ambient conditions (dust, dirt, moisture, etc.)
7) Convenience of application
8) Torque
8 Factors Affecting Lubricant Selection

48 | July - August 2012 | www.machinerylubrication.com
and keep their spacing constant. Seals are another item that can be customized on bearings. All of these features make a difference in the bearing’s functionality as well as its life expectancy.
Rolling elements undergo a lubrication regime known as elas-tohydrodynamic lubrication. In this regime, the fl uid fi lm is usually less than one micron, and pressure up to 500,000 pounds per square inch isn’t uncommon. The oil momentarily turns into a solid and elastically deforms the rolling element and the mating surface. Any contamination can interfere with this process with devastating results. Particles present in the load zone cause surface degradation of the mating surfaces and can lead to the generation of more wear particles.
Oils have a property known as the pressure-viscosity coef-f icient. This is a measure of how well they can momentarily
turn into a solid. Water does not have this property and thus can lead to boundary conditions when it is present in rolling element bearings. It is important to monitor water levels in the lube oil to keep this from occurring. In some cases, bearings can lose 70 percent of their life because of water before the oil even gets cloudy.
There are two types of loads that bearings undergo: radial loads and thrust loads. Radial loads are experienced as shear forces. These loads occur across the races of the bearing, as opposed to thrust loads, which are forces that push into the face of a bearing. In other words, the radial load of an electric motor would be found by any load pushing the shaft of the motor up or down, while the thrust load would be any load pushing the shaft back into the motor. The amount and type of loads your bearing is experiencing determine the type of bearing you need, as well as the rolling elements within it.
Understanding the basics of how rolling element bearings work and their design can help you achieve added reliability at your plant. Determining the type of loads you wish the bearing to handle as well as the ambient conditions will further assist you in the selection of the proper bearing. The possibilities for bearings are endless, so you can guarantee there is one that is perfectly suited for your application.
About the AuthorWes Cash is a technical consultant with Noria Corporation. He is a
mechanical engineer who holds a Machine Lubrication Technician (MLT) Level I certifi cation and a Machine Lubricant Analyst (MLA) Level I certi-fi cation through the International Council for Machinery Lubrication (ICML). Contact Wes at [email protected].
BACK PAGE BASICS
By The Numbers: 70 percent of a bearing’s life can be lost due to
water before the oil even gets cloudy.
Rolling element bearings can be used in a variety of applications based on their type.


















