Journal of Materials Processing Technologystatic.tongtianta.site/paper_pdf/b0fee0b0-3b2f-11e... ·...
8
Journal of Materials Processing Technology 239 (2017) 202–209 Contents lists available at ScienceDirect Journal of Materials Processing Technology jo ur nal home p ag e: www.elsevier.com/locate/jmatprotec Manufacturing of highly porous titanium by metal injection molding in combination with plasma treatment Natália de Freitas Daudt a,b,∗ , Martin Bram a , Ana Paula Cysne Barbosa b , Alexander M. Laptev a , Clodomiro Alves Jr. c a Institute of Energy and Climate Research (IEK-1), Forschungszentrum Jülich GmbH, 52425, Jülich, Germany b Universidade Federal do Rio Grande do Norte, Campus Universitário Lagoa Nova, 59078-970, Natal, Brazil c Universidade Federal do Semi-Árido, 59625-900, Mossoró, Brazil a r t i c l e i n f o Article history: Received 17 February 2016 Received in revised form 16 August 2016 Accepted 24 August 2016 Available online 26 August 2016 Keywords: Metal injection molding Highly porous titanium Space holder method Plasma treatment a b s t r a c t Highly-porous titanium was produced by metal injection molding (MIM) of feedstock containing potas- sium chloride particles as a space holder. Macroporosity was generated by dissolving the potassium chloride particles in water. Challenges for MIM of highly-porous parts include shape retention dur- ing debinding and sintering and achieving open surface porosity. This study demonstrates that plasma treatment can remedy both these effects for highly-porous titanium. Plasma treatment of unsintered MIM samples enables attaining porosities of up to 64% in combination with good dimensional accuracy. The effect of plasma treatment on the uptake of interstitial impurities, dimensional accuracy, sintered microstructure and porosity, as well as the interaction of the plasma with partially-debinded MIM sam- ples, was investigated. Highly-porous titanium produced by MIM and plasma treatment is attractive for biomedical implants due to its low impurity content, good dimensional accuracy and shape stability in combination with enhanced open porosity, the latter contributing to bone ingrowth and implant fixation. © 2016 Elsevier B.V. All rights reserved. 1. Introduction Highly porous metals, also known as metal foams, have been attracting a growing interest due to their low density, high poros- ity, good liquid and gas permeability, high surface area, and other unique properties. Among porous metals, titanium (Ti) is favored for bone implants because of its combination of chemical resis- tance, mechanical properties and biocompatibility. Additionally, tailoring porosity enables matching the elastic modulus to that of human bone and attaining a pore size suitable for bone ingrowth. This reduces the risk of the stress-shielding effect and improves implant fixation. Although studies on highly-porous titanium have mainly focused on biomedical use, there is potential for other appli- cations. For instance, Zhang et al. (2014) used porous titanium in electrochemical devices as a substrate for electrodes, Ito et al. (2012) used it in current collectors, and Jung et al. (2009) used it ∗ Corresponding author at: Universidade Federal de Santa Maria, 97105-900, Santa Maria, Brazil. E-mail address: [email protected] (N.d.F. Daudt). in separator plates for water electrolysis proton-exchange mem- branes and in fuel cells. The space holder method (SHM) is an established technique for powder-metallurgy (PM) manufacturing of highly-porous tita- nium. It involves compacting a mixture of titanium and space holder powders into a desired shape. The space holder is removed by thermal decomposition or dissolution in a solvent (generating pores) and the compact is then vacuum sintered. The amount and size-fraction of porosity is determined by the quantity and particle- size of the space-holder powder. Biomedical implants often have complex shapes, which are difficult to achieve by conventional PM forming techniques such as cold die pressing or cold isostatic pressing. Laptev et al. (2004) proposed shaping titanium implants by green-machining SHM compacts prior to space holder removal and sintering and demonstrated a porous acetabular cup hip prosthesis prototype. Imwinkelried (2007) applied this technique to produce spinal cage implants. Green machining requires a relatively high green strength, which can be achieved by using irregularly-shaped titanium powder. Such powders are usually produced by the hydrogenation-dehydrogenation (HDH) method and have high oxygen content. Further increases in oxygen and other interstitials http://dx.doi.org/10.1016/j.jmatprotec.2016.08.022 0924-0136/© 2016 Elsevier B.V. All rights reserved.
Transcript of Journal of Materials Processing Technologystatic.tongtianta.site/paper_pdf/b0fee0b0-3b2f-11e... ·...
Mi
NAa
b
c
a
ARRAA
KMHSP
1
aiuftthTimci(
M
h0
Journal of Materials Processing Technology 239 (2017) 202–209
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
jo ur nal home p ag e: www.elsev ier .com/ locate / jmatprotec
anufacturing of highly porous titanium by metal injection moldingn combination with plasma treatment
atália de Freitas Daudta,b,∗, Martin Brama, Ana Paula Cysne Barbosab,lexander M. Lapteva, Clodomiro Alves Jr. c
Institute of Energy and Climate Research (IEK-1), Forschungszentrum Jülich GmbH, 52425, Jülich, GermanyUniversidade Federal do Rio Grande do Norte, Campus Universitário Lagoa Nova, 59078-970, Natal, BrazilUniversidade Federal do Semi-Árido, 59625-900, Mossoró, Brazil
r t i c l e i n f o
rticle history:eceived 17 February 2016eceived in revised form 16 August 2016ccepted 24 August 2016vailable online 26 August 2016
eywords:
a b s t r a c t
Highly-porous titanium was produced by metal injection molding (MIM) of feedstock containing potas-sium chloride particles as a space holder. Macroporosity was generated by dissolving the potassiumchloride particles in water. Challenges for MIM of highly-porous parts include shape retention dur-ing debinding and sintering and achieving open surface porosity. This study demonstrates that plasmatreatment can remedy both these effects for highly-porous titanium. Plasma treatment of unsinteredMIM samples enables attaining porosities of up to 64% in combination with good dimensional accuracy.
etal injection moldingighly porous titaniumpace holder methodlasma treatment
The effect of plasma treatment on the uptake of interstitial impurities, dimensional accuracy, sinteredmicrostructure and porosity, as well as the interaction of the plasma with partially-debinded MIM sam-ples, was investigated. Highly-porous titanium produced by MIM and plasma treatment is attractive forbiomedical implants due to its low impurity content, good dimensional accuracy and shape stability incombination with enhanced open porosity, the latter contributing to bone ingrowth and implant fixation.
© 2016 Elsevier B.V. All rights reserved.
. Introduction
Highly porous metals, also known as metal foams, have beenttracting a growing interest due to their low density, high poros-ty, good liquid and gas permeability, high surface area, and othernique properties. Among porous metals, titanium (Ti) is favoredor bone implants because of its combination of chemical resis-ance, mechanical properties and biocompatibility. Additionally,ailoring porosity enables matching the elastic modulus to that ofuman bone and attaining a pore size suitable for bone ingrowth.his reduces the risk of the stress-shielding effect and improvesmplant fixation. Although studies on highly-porous titanium have
ainly focused on biomedical use, there is potential for other appli-ations. For instance, Zhang et al. (2014) used porous titanium
n electrochemical devices as a substrate for electrodes, Ito et al.2012) used it in current collectors, and Jung et al. (2009) used it∗ Corresponding author at: Universidade Federal de Santa Maria, 97105-900, Santaaria, Brazil.
E-mail address: [email protected] (N.d.F. Daudt).
ttp://dx.doi.org/10.1016/j.jmatprotec.2016.08.022924-0136/© 2016 Elsevier B.V. All rights reserved.
in separator plates for water electrolysis proton-exchange mem-branes and in fuel cells.
The space holder method (SHM) is an established techniquefor powder-metallurgy (PM) manufacturing of highly-porous tita-nium. It involves compacting a mixture of titanium and spaceholder powders into a desired shape. The space holder is removedby thermal decomposition or dissolution in a solvent (generatingpores) and the compact is then vacuum sintered. The amount andsize-fraction of porosity is determined by the quantity and particle-size of the space-holder powder.
Biomedical implants often have complex shapes, which aredifficult to achieve by conventional PM forming techniques suchas cold die pressing or cold isostatic pressing. Laptev et al.(2004) proposed shaping titanium implants by green-machiningSHM compacts prior to space holder removal and sintering anddemonstrated a porous acetabular cup hip prosthesis prototype.Imwinkelried (2007) applied this technique to produce spinalcage implants. Green machining requires a relatively high greenstrength, which can be achieved by using irregularly-shaped
titanium powder. Such powders are usually produced by thehydrogenation-dehydrogenation (HDH) method and have highoxygen content. Further increases in oxygen and other interstitials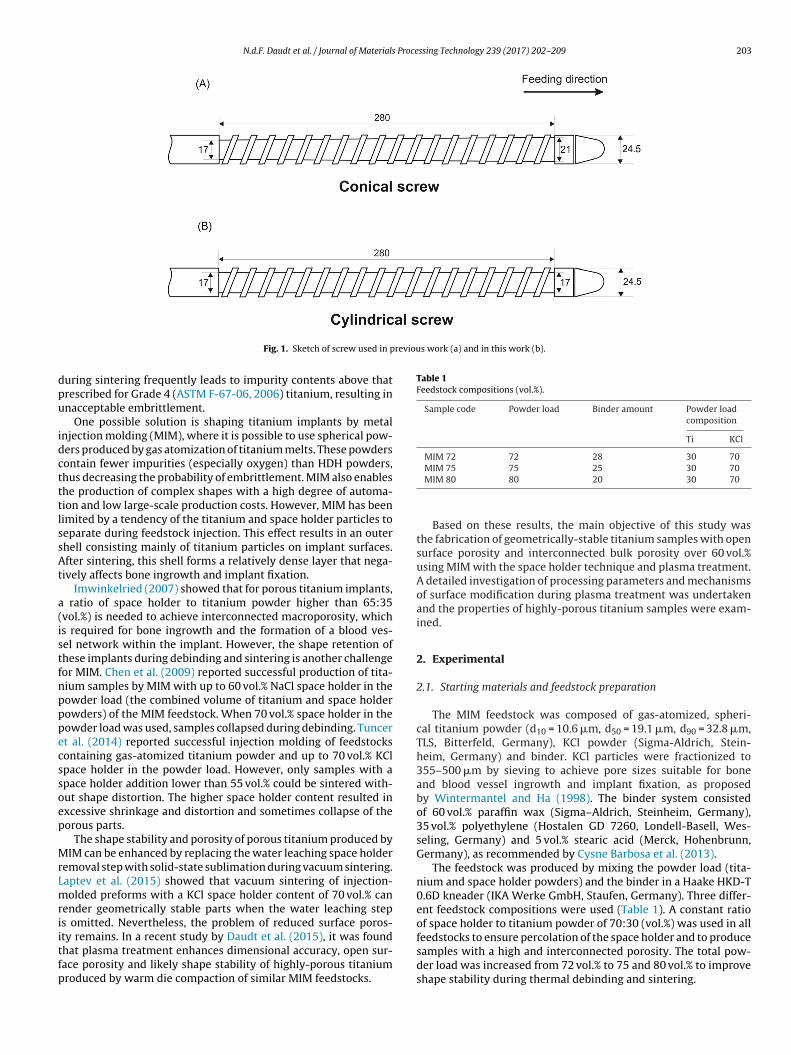
N.d.F. Daudt et al. / Journal of Materials Processing Technology 239 (2017) 202–209 203
revious work (a) and in this work (b).
dpu
idctttlssAt
a(istfnpppecssoep
MrLmriitfp
Table 1Feedstock compositions (vol.%).
Sample code Powder load Binder amount Powder loadcomposition
Ti KCl
MIM 72 72 28 30 70
Fig. 1. Sketch of screw used in p
uring sintering frequently leads to impurity contents above thatrescribed for Grade 4 (ASTM F-67-06, 2006) titanium, resulting innacceptable embrittlement.
One possible solution is shaping titanium implants by metalnjection molding (MIM), where it is possible to use spherical pow-ers produced by gas atomization of titanium melts. These powdersontain fewer impurities (especially oxygen) than HDH powders,hus decreasing the probability of embrittlement. MIM also enableshe production of complex shapes with a high degree of automa-ion and low large-scale production costs. However, MIM has beenimited by a tendency of the titanium and space holder particles toeparate during feedstock injection. This effect results in an outerhell consisting mainly of titanium particles on implant surfaces.fter sintering, this shell forms a relatively dense layer that nega-
ively affects bone ingrowth and implant fixation.Imwinkelried (2007) showed that for porous titanium implants,
ratio of space holder to titanium powder higher than 65:35vol.%) is needed to achieve interconnected macroporosity, whichs required for bone ingrowth and the formation of a blood ves-el network within the implant. However, the shape retention ofhese implants during debinding and sintering is another challengeor MIM. Chen et al. (2009) reported successful production of tita-ium samples by MIM with up to 60 vol.% NaCl space holder in theowder load (the combined volume of titanium and space holderowders) of the MIM feedstock. When 70 vol.% space holder in theowder load was used, samples collapsed during debinding. Tuncert al. (2014) reported successful injection molding of feedstocksontaining gas-atomized titanium powder and up to 70 vol.% KClpace holder in the powder load. However, only samples with apace holder addition lower than 55 vol.% could be sintered with-ut shape distortion. The higher space holder content resulted inxcessive shrinkage and distortion and sometimes collapse of theorous parts.
The shape stability and porosity of porous titanium produced byIM can be enhanced by replacing the water leaching space holder
emoval step with solid-state sublimation during vacuum sintering.aptev et al. (2015) showed that vacuum sintering of injection-olded preforms with a KCl space holder content of 70 vol.% can
ender geometrically stable parts when the water leaching steps omitted. Nevertheless, the problem of reduced surface poros-
ty remains. In a recent study by Daudt et al. (2015), it was foundhat plasma treatment enhances dimensional accuracy, open sur-ace porosity and likely shape stability of highly-porous titaniumroduced by warm die compaction of similar MIM feedstocks.MIM 75 75 25 30 70MIM 80 80 20 30 70
Based on these results, the main objective of this study wasthe fabrication of geometrically-stable titanium samples with opensurface porosity and interconnected bulk porosity over 60 vol.%using MIM with the space holder technique and plasma treatment.A detailed investigation of processing parameters and mechanismsof surface modification during plasma treatment was undertakenand the properties of highly-porous titanium samples were exam-ined.
2. Experimental
2.1. Starting materials and feedstock preparation
The MIM feedstock was composed of gas-atomized, spheri-cal titanium powder (d10 = 10.6 �m, d50 = 19.1 �m, d90 = 32.8 �m,TLS, Bitterfeld, Germany), KCl powder (Sigma-Aldrich, Stein-heim, Germany) and binder. KCl particles were fractionized to355–500 �m by sieving to achieve pore sizes suitable for boneand blood vessel ingrowth and implant fixation, as proposedby Wintermantel and Ha (1998). The binder system consistedof 60 vol.% paraffin wax (Sigma–Aldrich, Steinheim, Germany),35 vol.% polyethylene (Hostalen GD 7260, Londell-Basell, Wes-seling, Germany) and 5 vol.% stearic acid (Merck, Hohenbrunn,Germany), as recommended by Cysne Barbosa et al. (2013).
The feedstock was produced by mixing the powder load (tita-nium and space holder powders) and the binder in a Haake HKD-T0.6D kneader (IKA Werke GmbH, Staufen, Germany). Three differ-ent feedstock compositions were used (Table 1). A constant ratioof space holder to titanium powder of 70:30 (vol.%) was used in allfeedstocks to ensure percolation of the space holder and to produce
samples with a high and interconnected porosity. The total pow-der load was increased from 72 vol.% to 75 and 80 vol.% to improveshape stability during thermal debinding and sintering.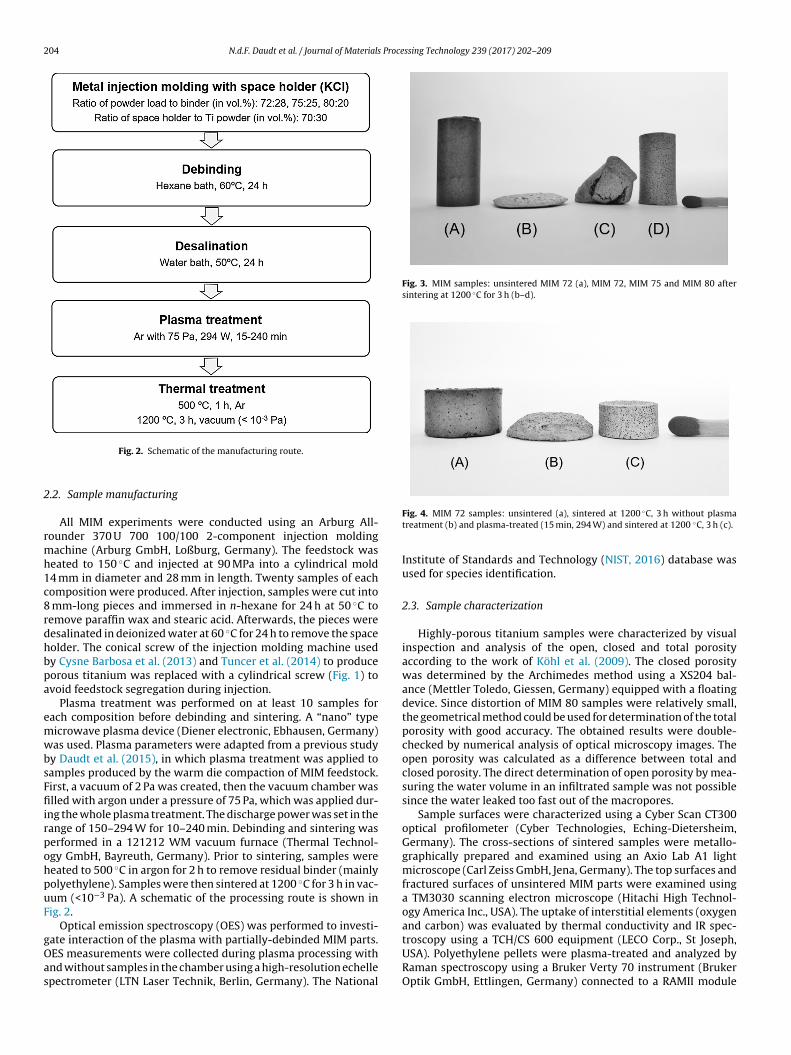
204 N.d.F. Daudt et al. / Journal of Materials Processing Technology 239 (2017) 202–209
2
rmh1c8rdhbpa
emwbsFfiirpohpuF
gOas
Fig. 3. MIM samples: unsintered MIM 72 (a), MIM 72, MIM 75 and MIM 80 aftersintering at 1200 ◦C for 3 h (b–d).
Fig. 2. Schematic of the manufacturing route.
.2. Sample manufacturing
All MIM experiments were conducted using an Arburg All-ounder 370 U 700 100/100 2-component injection moldingachine (Arburg GmbH, Loßburg, Germany). The feedstock was
eated to 150 ◦C and injected at 90 MPa into a cylindrical mold4 mm in diameter and 28 mm in length. Twenty samples of eachomposition were produced. After injection, samples were cut into
mm-long pieces and immersed in n-hexane for 24 h at 50 ◦C toemove paraffin wax and stearic acid. Afterwards, the pieces wereesalinated in deionized water at 60 ◦C for 24 h to remove the spaceolder. The conical screw of the injection molding machine usedy Cysne Barbosa et al. (2013) and Tuncer et al. (2014) to produceorous titanium was replaced with a cylindrical screw (Fig. 1) tovoid feedstock segregation during injection.
Plasma treatment was performed on at least 10 samples forach composition before debinding and sintering. A “nano” typeicrowave plasma device (Diener electronic, Ebhausen, Germany)as used. Plasma parameters were adapted from a previous study
y Daudt et al. (2015), in which plasma treatment was applied toamples produced by the warm die compaction of MIM feedstock.irst, a vacuum of 2 Pa was created, then the vacuum chamber waslled with argon under a pressure of 75 Pa, which was applied dur-
ng the whole plasma treatment. The discharge power was set in theange of 150–294 W for 10–240 min. Debinding and sintering waserformed in a 121212 WM vacuum furnace (Thermal Technol-gy GmbH, Bayreuth, Germany). Prior to sintering, samples wereeated to 500 ◦C in argon for 2 h to remove residual binder (mainlyolyethylene). Samples were then sintered at 1200 ◦C for 3 h in vac-um (<10−3 Pa). A schematic of the processing route is shown inig. 2.
Optical emission spectroscopy (OES) was performed to investi-ate interaction of the plasma with partially-debinded MIM parts.
ES measurements were collected during plasma processing withnd without samples in the chamber using a high-resolution echellepectrometer (LTN Laser Technik, Berlin, Germany). The NationalFig. 4. MIM 72 samples: unsintered (a), sintered at 1200 ◦C, 3 h without plasmatreatment (b) and plasma-treated (15 min, 294 W) and sintered at 1200 ◦C, 3 h (c).
Institute of Standards and Technology (NIST, 2016) database wasused for species identification.
2.3. Sample characterization
Highly-porous titanium samples were characterized by visualinspection and analysis of the open, closed and total porosityaccording to the work of Köhl et al. (2009). The closed porositywas determined by the Archimedes method using a XS204 bal-ance (Mettler Toledo, Giessen, Germany) equipped with a floatingdevice. Since distortion of MIM 80 samples were relatively small,the geometrical method could be used for determination of the totalporosity with good accuracy. The obtained results were double-checked by numerical analysis of optical microscopy images. Theopen porosity was calculated as a difference between total andclosed porosity. The direct determination of open porosity by mea-suring the water volume in an infiltrated sample was not possiblesince the water leaked too fast out of the macropores.
Sample surfaces were characterized using a Cyber Scan CT300optical profilometer (Cyber Technologies, Eching-Dietersheim,Germany). The cross-sections of sintered samples were metallo-graphically prepared and examined using an Axio Lab A1 lightmicroscope (Carl Zeiss GmbH, Jena, Germany). The top surfaces andfractured surfaces of unsintered MIM parts were examined usinga TM3030 scanning electron microscope (Hitachi High Technol-ogy America Inc., USA). The uptake of interstitial elements (oxygenand carbon) was evaluated by thermal conductivity and IR spec-troscopy using a TCH/CS 600 equipment (LECO Corp., St Joseph,
USA). Polyethylene pellets were plasma-treated and analyzed byRaman spectroscopy using a Bruker Verty 70 instrument (BrukerOptik GmbH, Ettlingen, Germany) connected to a RAMII module
N.d.F. Daudt et al. / Journal of Materials Processing Technology 239 (2017) 202–209 205
Table 2Porosity and shrinkage (%) after sintering of MIM 80 samples.
Sample Open porosity Closed porosity Total porosity Shrinkage (diameter) Shrinkage (height)
45.0 ± 4 22.8 ± 2.2 28.0 ± 3.363.0 ± 8 16.0 ± 0.9 19.8 ± 3.0
wo
3
3
rc7iishgancMi(twpsspli
3
iPpO(ddmcs
ataaiptasppsiw
Table 3Interstitial analysis of porous titanium samples after sintering (1200 ◦C, 3 h).
Sample O (wt.%) C (wt.%)
Untreated MIM 80 0.342 0.0435Plasma-treated MIM 80 0.348 0.0465Porous MIM implant (Cysne Barbosa et al., 2013) 0.340 0.0600
Untreated MIM 80 36.7 ± 1 8.3 ± 1
Plasma-treated MIM 80 55.0 ± 4 8.0 ± 4
ith an excitation wavelength of 1064 nm to investigate the effectf the plasma.
. Results
.1. Feedstock optimization
The powder load in the feedstock was optimized based on theesults of Tuncer et al. (2014) for samples produced by warm dieompaction of MIM feedstock. The powder load was set to 72 vol.%,5 vol.% and 80 vol.%. According to Li et al. (2007), high powder load
mproves mechanical properties and dimensional accuracy dur-ng sintering. However, there is an upper limit since the feedstockhould also have good flowability. The challenge for feedstocks withigh powder loads is avoiding powder/binder separation and clog-ing of the MIM nozzle during injection, as reported by Germannd Bose (1997). This can occur as the feedstock flows through theozzle into the mold cavity. Tuncer et al. (2014) observed nozzlelogging with powder loads near 80 vol.%. Based on these results,IM using a powder load of 80 vol.% was optimized and the con-
cal screw used by Cysne Barbosa et al. (2013) and Tuncer et al.2014) was replaced with a cylindrical screw (Fig. 1), which enabledhe injection of feedstocks containing up to 80 vol.% powder loadithout blocking the screw during feeding. MIM parts with 72 vol.%owder load completely collapsed during thermal debinding andintering (Fig. 3b). When the powder load was increased to 75 vol.%,hape distortion was reduced (Fig. 3c) and samples with 80 vol.%owder load retained their shape the best (Fig. 3d). Higher powder
oad increased the contact area between titanium particles, whichmproved shape stability and promoted particle sintering.
.2. Plasma treatment
Samples were plasma-treated to improve shape retention dur-ng debinding and sintering and to increase open surface porosity.lasma treatment of MIM 72 samples prevented collapse of theorous structure and permitted good dimensional accuracy (Fig. 4).ptimal plasma parameters were a discharge power of 294 W
maximum power of plasma device) and 15 min dwell time. Lowerischarge powers did not ensure sample shape stability. Longerwell times resulted in sample distortion during plasma treat-ent and shorter dwell times were insufficient to ensure significant
hanges in the sample surface and to avoid shape distortion duringubsequent thermal debinding and sintering.
Plasma treatment with the optimized parameters was alsopplied to MIM 80 samples. These samples were more stable duringhermal debinding and sintering due to the higher powder load, butdditional plasma treatment further improved their dimensionalccuracy (Fig. 5). Untreated samples displayed pronounced bend-ng and had a densified surface layer (Figs. 5 and 6a). Whereas,lasma-treated samples had a more homogeneous pore distribu-ion and higher dimensional accuracy (Figs. 5 and 6b). Topographynalysis (Fig. 5) confirmed the reduction of bending at the lateralurfaces in plasma-treated samples compared to untreated sam-les. Additionally, higher porosity was indicated on the surface of
lasma-treated samples (Fig. 6b). Furthermore, plasma treatmentignificantly reduced shrinkage and increased open and total poros-ty (Table 2). Higher porosity in plasma-treated samples was relatedith reduced shrinkage, so that larger voids were formed.
Starting Ti powder 0.216 0.002ASTM F-67-06 (2006), Grade 4 (max.) 0.400 0.080
Sample oxygen and carbon uptake was determined by chemicalanalysis of untreated and plasma-treated sintered MIM 80 samples(Table 3). Contamination was found to be within the tolerances forGrade 4 (ASTM F-67-06, 2006) titanium implants. Cysne Barbosaet al. (2013) reported similar interstitial contents for porous tita-nium parts produced by MIM with a NaCl space holder, but withoutplasma treatment. These results indicate plasma treatment has nosignificant influence on the uptake of interstitial oxygen and carbonin porous titanium.
3.3. Investigation of plasma interactions with MIM parts
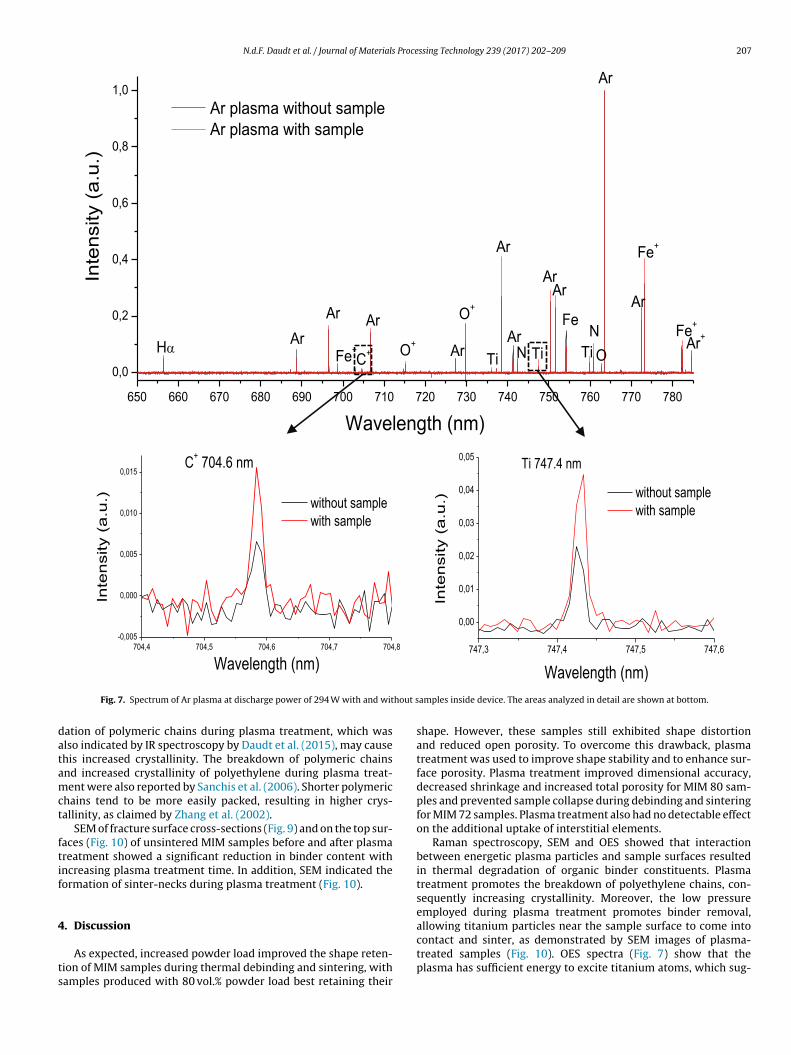
Optical emission spectroscopy was performed to identifyplasma species and to determine their effect on partially-debindedMIM samples. Fig. 7 shows the spectra of plasma with and with-out samples inside the chamber. Both spectra contain argon peaksoriginating from the gas supply, and also oxygen, nitrogen andhydrogen peaks. Since the gas tightness of the plasma device isweak, residual oxygen, nitrogen and hydrogen were not unex-pected. Iron peaks were also observed. Sputtering of the steel wallsof the vacuum chamber is one of two sources of these peaks.Titanium, carbon as well as iron peaks are products of plasma inter-actions with partially-debinded MIM samples.
Certain ranges of the plasma spectra were analyzed in moredetail (Fig. 7, bottom). An increase in the intensity of the 704.6 nmpeak was detected when MIM samples were placed in the plasmadevice. This peak is related to the light emission of C+ speciesformed during degradation of polymeric binder chains. The pres-ence of a slight emission of C+ species in the plasma spectra withoutsamples may be due to contamination of the vacuum chamber dur-ing previous treatments. An increase in the intensity of the peaksat 736.1 nm and 747.4 nm during plasma treatment of MIM sam-ples was also observed. These peaks are related to excited titaniumatoms, indicating titanium atoms were sputtered from the samplesurface.
In order to estimate the temperature during plasma treatment,hardened samples of 111 Cr V3 steel were treated in conditionssimilar to those for MIM samples. The hardness of plasma-treatedsteel samples was equivalent to the hardness of the same steeltempered at 150 ◦C (829.1 ± 15 HV), indicating the average sampletemperature during plasma treatment was below 200 ◦C, suggest-ing low enough temperatures to avoid contamination by the uptakeof interstitial elements.
Raman spectroscopy was performed on polyethylene (thebackbone component of the binder system) before and afterplasma treatment (Fig. 8). The Raman spectrum of plasma-treated
polyethylene shows a reduction of the shoulders at 1320 cm−1and 1080 cm−1 (arrows) compared to untreated polyethylene. Thisindicates a reduction of amorphous polyethylene fractions and aslight increase in crystallinity. The breakdown and chemical degra-

206 N.d.F. Daudt et al. / Journal of Materials Processing Technology 239 (2017) 202–209
Fig. 5. Topography of MIM 80 samples sintered at 1200 ◦C for 3 h: untreated (a) and plasma-treated sample, 294 W, 15 min (b).
Fig. 6. Cross-sections of MIM 80 parts sintered at 1200 ◦C for 3 h and their microstructure: untreated (a), plasma-treated, 294 W for 15 min (b).
N.d.F. Daudt et al. / Journal of Materials Processing Technology 239 (2017) 202–209 207
hout s
datamct
ftif
4
ts
Fig. 7. Spectrum of Ar plasma at discharge power of 294 W with and wit
ation of polymeric chains during plasma treatment, which waslso indicated by IR spectroscopy by Daudt et al. (2015), may causehis increased crystallinity. The breakdown of polymeric chainsnd increased crystallinity of polyethylene during plasma treat-ent were also reported by Sanchis et al. (2006). Shorter polymeric
hains tend to be more easily packed, resulting in higher crys-allinity, as claimed by Zhang et al. (2002).
SEM of fracture surface cross-sections (Fig. 9) and on the top sur-aces (Fig. 10) of unsintered MIM samples before and after plasmareatment showed a significant reduction in binder content withncreasing plasma treatment time. In addition, SEM indicated theormation of sinter-necks during plasma treatment (Fig. 10).
. Discussion
As expected, increased powder load improved the shape reten-ion of MIM samples during thermal debinding and sintering, withamples produced with 80 vol.% powder load best retaining their
amples inside device. The areas analyzed in detail are shown at bottom.
shape. However, these samples still exhibited shape distortionand reduced open porosity. To overcome this drawback, plasmatreatment was used to improve shape stability and to enhance sur-face porosity. Plasma treatment improved dimensional accuracy,decreased shrinkage and increased total porosity for MIM 80 sam-ples and prevented sample collapse during debinding and sinteringfor MIM 72 samples. Plasma treatment also had no detectable effecton the additional uptake of interstitial elements.
Raman spectroscopy, SEM and OES showed that interactionbetween energetic plasma particles and sample surfaces resultedin thermal degradation of organic binder constituents. Plasmatreatment promotes the breakdown of polyethylene chains, con-sequently increasing crystallinity. Moreover, the low pressureemployed during plasma treatment promotes binder removal,allowing titanium particles near the sample surface to come into
contact and sinter, as demonstrated by SEM images of plasma-treated samples (Fig. 10). OES spectra (Fig. 7) show that theplasma has sufficient energy to excite titanium atoms, which sug-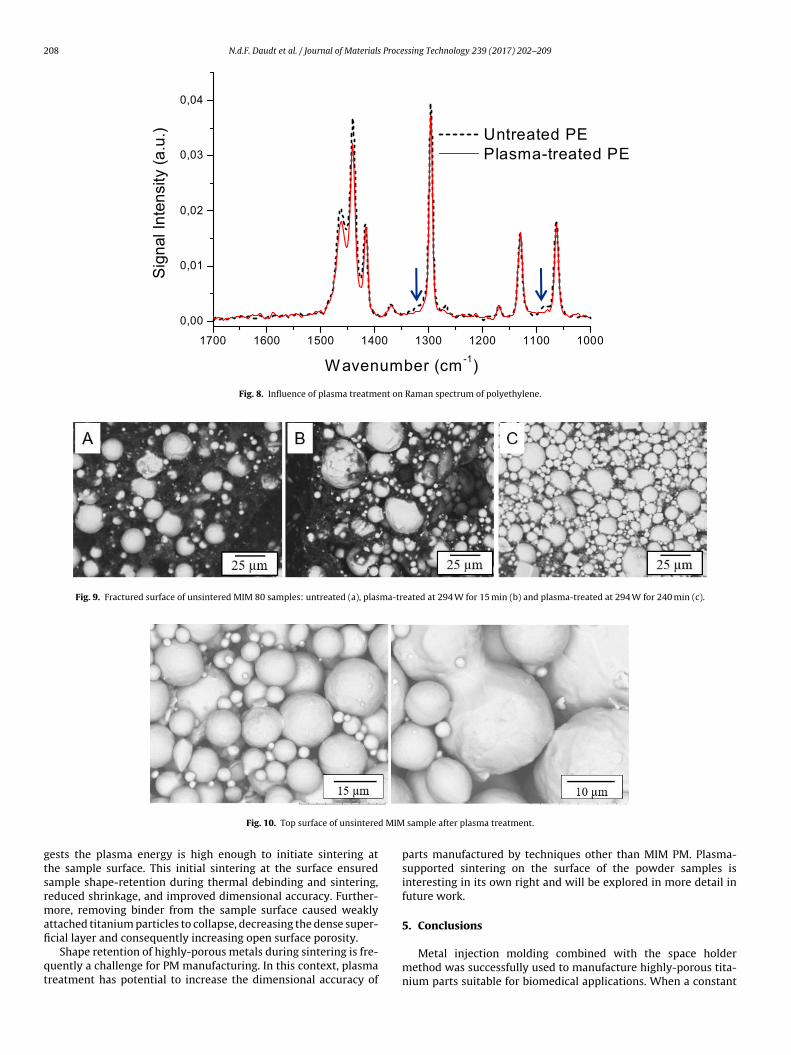
208 N.d.F. Daudt et al. / Journal of Materials Processing Technology 239 (2017) 202–209
1700 160 0 150 0 140 0 130 0 1200 1100 10 00
0,00
0,01
0,02
0,03
0,04
Sig
nal I
nten
sity
(a.u
.)
W avenu mbe r (cm-1)
Untrea ted PE Plasma-treated PE
Fig. 8. Influence of plasma treatment on Raman spectrum of polyethylene.
Fig. 9. Fractured surface of unsintered MIM 80 samples: untreated (a), plasma-treated at 294 W for 15 min (b) and plasma-treated at 294 W for 240 min (c).
d MIM
gtsrmafi
qt
Fig. 10. Top surface of unsintere
ests the plasma energy is high enough to initiate sintering athe sample surface. This initial sintering at the surface ensuredample shape-retention during thermal debinding and sintering,educed shrinkage, and improved dimensional accuracy. Further-ore, removing binder from the sample surface caused weakly
ttached titanium particles to collapse, decreasing the dense super-
cial layer and consequently increasing open surface porosity.Shape retention of highly-porous metals during sintering is fre-uently a challenge for PM manufacturing. In this context, plasmareatment has potential to increase the dimensional accuracy of
sample after plasma treatment.
parts manufactured by techniques other than MIM PM. Plasma-supported sintering on the surface of the powder samples isinteresting in its own right and will be explored in more detail infuture work.
5. Conclusions
Metal injection molding combined with the space holdermethod was successfully used to manufacture highly-porous tita-nium parts suitable for biomedical applications. When a constant

Proce
ruuahiwtdptca
A
iSGgBDR
R
A
C
C
polyethylene: a molecular dynamics simulation. Polymer 43, 3223–3227.Zhang, W., Lin, H., Kong, H., Lu, H., Yang, Z., Liu, T., 2014. Preparation and
characterization of lead dioxide electrode with three-dimensional porous
N.d.F. Daudt et al. / Journal of Materials
atio of space holder to titanium powder of 70:30 (in vol.%) wassed in the feedstock, an increase of the total powder load ofp to 80 vol.% was found necessary to maintain sample shapend avoid collapse during sintering. Plasma treatment after spaceolder removal and prior to sintering promoted shape stability and
ncreased surface and bulk porosity and dimensional accuracy. Thisas attributed to binder degradation and sintering initiation due to
he plasma’s energetic action on sample surfaces. Plasma treatmentid not increase sample impurity content, allowing production ofarts with porosities of up to 64% and Grade 4 quality. Plasmareatment has potential for use in other powder metallurgical pro-esses where an increase in shape stability, dimensional accuracynd open porosity is required.
cknowledgements
Natália F. Daudt acknowledges financial support from the Brazil-an research funding agency (CAPES), the National Council forcientific and Technological Development of Brazil (CNPq) and theerman Academic Exchange Service (DAAD). The authors are alsorateful for experimental support from Dr. Georg Mauer, Dr. Martinitzer and Mr. Lukas Classen as well as for the linguistic editing ofr. Marc Rubat du Merac from the Institute of Energy and Climateesearch (IEK-1), Forschungszentrum Jülich GmbH.
eferences
STM F67-06, 2006. Standard Specification for Unalloyed Titanium, for SurgicalImplant Applications (UNS R50250, UNS R50400, UNS R50550, UNS R50700).ASTM International, West Conshohocken, PA, USA.
hen, L.J., Li, T., Li, Y.M., He, H., Hu, Y.H., 2009. Porous titanium implants fabricatedby metal injection molding. Trans. Nonferrous Met. Soc. China 19, 1174–1179.
ysne Barbosa, A.P., Bram, M., Stöver, D., Buchkremer, H.P., 2013. Realization of atitanium spinal implant with a gradient in porosity by 2-component-metalinjection moulding. Adv. Eng. Mater. 15, 510–521.
ssing Technology 239 (2017) 202–209 209
Daudt, N.F., Bram, M., Cysne Barbosa, A.P., Alves Jr., C., 2015. Surface modificationof highly porous titanium by plasma treatment. Mater. Lett. 141, 194–197.
German, R.M., Bose, A., 1997. Injection Molding of Metals and Ceramics. MetalPowder Industries Federation, Princeton, New Jersey.
Imwinkelried, T., 2007. Mechanical properties of open-pore titanium foam. J.Biomed. Mater. Res. Part A 54, 964–970.
Ito, H., Maeda, T., Nakano, A., Hwang, C.M., Ishida, M., Kato, A., Yoshida, T., 2012.Experimental study on porous current collectors of PEM electrolyzers. Int. J.Hydrogen Energy 37, 7418–7428.
Jung, H.Y., Huang, S.Y., Ganesan, P., Popov, B.N., 2009. Performance of gold-coatedtitanium bipolar plates in unitized regenerative fuel cell operation. J. PowerSources 194, 972–975.
Köhl, M., Habijan, T., Bram, M., Buchkremer, H.P., Stöver, D., 2009. Powdermetallurgical near-net-shape fabrication of porous NiTi shape memory alloysfor use as long-term implants by the combination of metal injection moldingprocess with the space-holder technique. Adv. Eng. Mater. 11, 959–968.
Laptev, A., Bram, M., Buchkremer, H.P., Stöver, D., 2004. Study of a productionroute for titanium parts combining very high porosity and complex shape.Powder Metall. 47, 85–92.
Laptev, A.M., Daudt, N.F., Guillon, O., Bram, M., 2015. Increased shape stability andporosity of highly porous injection-molded titanium parts. Adv. Eng. Mater. 17,1579–1587.
Li, Y., Li, L., Khalil, K.A., 2007. Effect of powder loading on metal injection moldingstainless steels. J. Mater. Process. Technol. 183, 432–439.
NIST, 2016, American National Institute of Standards and Technology, http://physics.nist.gov/PhysRefData/ASD/lines form.html, (last acessed on 25.01.16.).
Sanchis, M.R., Blanes, V., Blanes, M., Garcia, D., Balart, R., 2006. Surfacemodification of low density polyethylene (LDPE) film by low pressure O2
plasma treatment. Eur. Polym. J. 42, 1558–1568.Tuncer, N., Bram, M., Laptev, A., Beck, T., Moser, A., Buchkremer, H.P., 2014. Study
of metal injection molding of highly porous titanium by physical modellingand direct experiments. J. Mater. Process. Technol. 214, 1352–1360.
Wintermantel, E., Ha, S.W., 1998. Biokompatible Werkstoffe Und Bauweisen.Springer Verlag, Berlin.
Zhang, X.B., Li, Z.S., Lu, Z.Y., Sun, C.C., 2002. The crystallization of low density
titanium substrate for electrochemical energy storage. Electrochim. Acta 139,209–216.