Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y]...
![download Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y] Zhi-Wei Yu, Xiao-Lei Xu -- Analysis of a Cracked Diesel Engine Camshaft](https://fdocuments.in/public/t1/desktop/images/details/download-thumbnail.png)
of 5
-
Upload
darel-dalmasso -
Category
Documents
-
view
216 -
download
0
Transcript of Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y]...
-
8/12/2019 Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y] Zhi-Wei Y
1/5
T E C H N I C A L A R T I C L E P E E R - R E V I E W E D
Analysis of a Cracked Diesel Engine Camshaft
Zhi-wei Yu
Xiao-lei Xu
Submitted: 7 December 2011 / in revised form: 8 May 2012 / Published online: 6 June 2012
ASM International 2012
Abstract A truck diesel engine camshaft was found
cracked following a straightening operation after thecamshaft was carburized. The camshaft is made of
16MnCrS5 steel and was required to be surface-carburized.
The cracking occurred just at the transition fillet root of a
cam at a near middle position on the camshaft. This loca-
tion bore the maximum tensile stress in the straightening
process, a process involving three-point bending. The crack
surfaces once exposed exhibit cleavage morphology,
indicative of brittle fracture as the failure mechanism.
Microstructural observation revealed an intergranular
network of carbides and intergranular microcracks present
in the carburized layer and a banded structure consisting of
ferrite and pearlite in the core. These metallurgical defects
decreased the deformation capacity of the carburized
camshaft, in fact creating a metallurgical stress concen-
tration that promoted the cracking of camshaft.
Keywords Camshaft Stress concentration
Instantaneous brittle fracture
Intergranular network carbides Banded structure
Introduction
A truck diesel camshaft was found cracked following
straightening operation. The cracked camshaft is made
from 16MnCrS5 steel (C: 0.140.19, Si: B0.40, Mn: 1.00
1.30, P B 0.035, S: 0.0200.035, Cr: 0.801.10, Fe: bal-
ance; Table1). The main steps involved in the fabrication
of the camshaft are: (i) normalizing the blank at 950 C for
4 h, (ii) coarse-machining, (iii) carburizing at 945 C for8 h, followed by air cooling, and (iv) straightening. The
carburized layer is specified to a minimum depth of
2.0 mm. The secondary carbides are not allowed to be
present in the case layer. The grade of banded structure of
the blank is specified to be below the first level, as defined
by a Chinese standard [1].
This paper describes the metallurgical investigation of
the cracked camshaft, and addresses cause.
Investigation Methods
The chemical composition of the camshaft material was
determined by spectroscopy chemical analysis. The
microstructure at various locations was observed by scan-
ning electron microscopy (SEM) and optical microscopy
(OPM). The fractured surfaces were analyzed using SEM.
Observation Results and Discussion
Visual Examinations
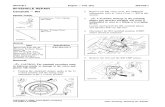
The cracked camshaft is shown in Fig. 1. Visual inspection
indicates that the crack is situated at a fillet root of a cam in
the middle of the camshaft (marked by arrow in Fig. 1). A
close-up view revealed five discrete short cracks extended
circumferentially along the fillet root (Fig. 2).
Fracture surfaces were exposed by pulling the crack
apart, as shown in Fig. 3. Two surfaces were observed: a
light yellow area representing the surface of the preexisting
crack and a sliver area representing the freshly opened
fracture surface. Original crack surface is radial and
Z. Yu X. Xu (&)
Electromechanics and Material Engineering College, Dalian
Maritime University, Dalian 116026, Peoples Republic of China
e-mail: [email protected]; [email protected]
1 3
J Fail. Anal. and Preven. (2012) 12:438442
DOI 10.1007/s11668-012-9584-y
-
8/12/2019 Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y] Zhi-Wei Y
2/5
extends to a depth of 2.0 mm (marked in Fig. 3). A small
faceted features are present on the entire surface, a con-
dition which is associated with brittle fracture [2]. SEM
observations indicate that the fracture surface is uniform
(Fig.4a) and radiating crack propagation traces were seen
(Fig.4b). This feature confirms that the cracks propagated
from the fillet surface toward the core. Cleavage mor-
phology is revealed on both the original crack surface
(Fig.4c) and the freshly opened fracture surface (Fig. 4d),
once again an indication of a brittle crack propagation andfracture mechanism. The fractographic features suggest
that the cracking of the camshaft was by a mechanism of
instantaneous brittle fracture.
In the vicinity of the main cracks, multiple dispersive
microcracks paralleling the main crack were found on the
fillet surface (Fig. 5a). The edges of the microcracks mat-
ched each other (Fig. 5b). The indication is that the cracks
at the fillet were produced during the straightening
operation.
Microstructure Examination
In order to verify whether any metallurgical anomalies
promoted the cracking of the camshaft, the microstructure
in the vicinity of the cracks was examined using OPM and
SEM. A representative OPM photograph is shown in
Fig.6. It can be seen that an equilibrium carburization
structure is formed. The outermost surface is a hypereu-
tectoid structure, consisting of fine pearlite and secondary
carbides, and sub-surface is eutectoid structure, consisting
of fine pearlite. The transition region is a hypoeutectoid
structure, consisting of ferrite and pearlite. A banded
structure consisting of ferrite and pearlite was observed in
core. The depth of carburized layer is 2.0 mm, the mini-
mum intended depth. The banded structure is rated as
3 heavy as defined by Chinese standard [1]. This rating
exceeds to the specification (B1 grade). SEM observation
revealed the presence of a continuous network secondary
carbides formation along the prior austenite grain bound-
aries to a depth of around 0.1 mm (Fig. 7). However, the
specification for this product is that the secondary carbides
were not to be present in the case layer at all. Microcracks
were observed to be to a depth of about 0.03 mm. It is
evident that the microcracks initiated and propagated along
the intergranular carbides (Fig.7). That is, the carbides
Table 1 Chemical composition of the camshaft material (wt.%)
Elements C Si Mn P S Cr Fe
Analyzed 0.17 0.27 1.12 0.010 0.017 0.88 Bal.
16MnCr5S
steel
0.14
0.19
B0.40 1.00
1.30
B0.035 0.020
0.035
0.80
1.10
Bal.
Fig. 1 Failed camshaft
Fig. 2 Close-up view showing crack morphology on the camshaft
surface
Fig. 3 Mating crack surfaces, as exposed: (a) right side of Fig. 2 and
(b) left side of Fig. 2
J Fail. Anal. and Preven. (2012) 12:438442 439
1 3
-
8/12/2019 Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y] Zhi-Wei Y
3/5
Fig. 4 SEM examination of the crack surface: (a) general view, (b) radiating propagation traces, (c) cleavage morphology on the original crack
surface, and (d) cleavage morphology on the freshly opened fracture surface
Fig. 5 Microcracks on the fillet surface: (a) general view and (b) morphology of the edges of a microcrack
440 J Fail. Anal. and Preven. (2012) 12:438442
1 3
-
8/12/2019 Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y] Zhi-Wei Y
4/5
surrounding the austenite grains promote the formation of
microcracks [3].
Hardness value of core was determined to be HB 152
(average value of five readings), in accordance with the
specification HB 140187.
Analysis of the Cause of the Cracking
Based on the observation and examinations above, it is
determined that the chemical composition of the camshaft
material and core hardness is within the specification.
However, the intergranular network secondary carbides
that appear in the case carburized layer and the banded
structure in the core are not what were specified.
The transition fillet of the cam acts a mechanical stress
concentrator [3], inherent in design and construction of thecamshaft. This location bears the maximum axial tensile
stress during the straightening process. Occurrence of a
banded structure in the core suggests that the intermittence
of flow lines can occur at fillet radius where a stress con-
centration condition already exists. The presence of
intergranular carbides in the case layer also further exac-
erbates the condition of stress concentration by providing a
convenient location for crack initiation and an easy
Fig. 6 Microstructure at the carburized surface of the camshaft;
OPM
Fig. 7 SEM examination of the microstructure of carburized layer
showing intergranular microcracks and intergranular network car-
bides: (a) low magnification and (b) high magnification
J Fail. Anal. and Preven. (2012) 12:438442 441
1 3
-
8/12/2019 Journal of Failure Analysis and Prevention Volume 12 Issue 4 2012 [Doi 10.1007%2Fs11668-012-9584-y] Zhi-Wei Y
5/5
pathway for propagation [4, 5]. In other words, the pres-
ence of an intergranular network of carbides in the case-
hardened layer worsens the deformation capacity of the
case. A mechanical stress concentration and the combina-
tion with an adverse metallurgical condition contributed to
the cracking of camshaft. It was incorrect heat treatment
procedures involving normalizing and carburizing pro-
cesses that led to the adverse microstructure that wasresponsible for the cracking of the camshaft when it was
straightened.
Conclusions
1. Circumferential cracking occurred on a diesel engine
camshaft in the form of instantaneous crack initiation
and propagation in a brittle mode. The cracks originated
at the fillet of a cam at the middle of camshaft. The
cracked region itself is a location of stress concentra-
tion and would have experienced tensile stress resultingfrom where the camshaft was being straightened.
2. A banded structure consisting of ferrite and pearlite is
presented in core and intergranular network carbides
are present in the carburized layer. These metallurgical
defects decreased the deformation capacity serving as a
metallurgical notch at a location of mechanical stress
concentration in the camshaft. This combination of
condition led to the camshaft having cracked.
Recommendations
Suitable normalizing process should be performed on the
blank before carburizing to eliminate the banded structureof the camshaft material. The carbon content of the case
must be controlled to a level at which carbide will not be
precipitated at grain boundaries. Select an appropriate
carburizing process to decrease the extent to which the
carburized camshaft would need to be straightened.
References
1. Steel-Determination of Microstructure. China Standard, GB13299-
91; 1991 (in Chinese)
2. Banuta, M., Tarquini, I., Gauvin, B.: Brittle fracture of a lifting stud
during assembly operations. J. Fail. Anal. Prev. 9, 208212 (2009)3. Diego, G., Serrano, M., Lancha, A.M.: Failure analysis of a
multiplier from a Kaplan Turbine. Eng. Fail. Anal. 7, 2734 (2000)
4. Asi, O.: Failure analysis of a crankshaft made from ductile cast
iron. Eng. Fail. Anal. 13, 12601267 (2006)
5. Krishnadev, M.R., Jain, S.C.: Improved productivity through
failure analysis: case studies in precision forging of aerospace
components. Eng. Fail. Anal. 14, 10531064 (2007)
442 J Fail. Anal. and Preven. (2012) 12:438442
1 3