Joining in Car Body Engineering 2012 Session VI: New ... · PDF fileJoining in Car Body...
33
1 Arndt Pohl Sales Manager Phone: +49 6175 799-124 Mobil: +49 172 616 0219 E-Mail: [email protected] www.PROFIL.eu Joining in Car Body Engineering 2012 Session VI: New pierce nut for hot-formed parts
-
Upload
truongtuong -
Category
Documents
-
view
216 -
download
2
Transcript of Joining in Car Body Engineering 2012 Session VI: New ... · PDF fileJoining in Car Body...

1
Arndt Pohl Sales Manager
Phone: +49 6175 799-124 Mobil: +49 172 616 0219
E-Mail: [email protected]
www.PROFIL.eu
Joining in Car Body Engineering 2012
Session VI:
New pierce nut for
hot-formed parts

2
Agenda
1. The Company2. Advantages of Mechanical Fastening Technology3. Fasteners for hot-formed parts4. Tools and feed equipment for any production environment5. Reference
New pierce nut for hot-formed parts

3
´65 First application of a Pierce Nut within a European OEM
´66/67 Access into the French and Italian Market
´85 Launch of the new Round Shoulder Fasteners like Rivet Nuts and Studs
´98 PROFIL Rivet Nuts become standardized within the European Automobile Industry
Headquarter Pressshop Distribution Center
PROFIL founded 1965, headquarter in Germany, Frankfort/MSubsidiary companies in USA, Italy, France, Spain, UK, Czech Republic and Poland. Cooperation with partners in Sweden, The Netherlands and China.

4
Service and
Support
PROFIL develops and manufactures pierce nuts and studs, which are integrated in our customers stamping parts. As a system supplier we also design tools and automated feed equipment. We also offer customer specific solutions through collaboration, development, manufacturing and service.
Fastener Elements
ToolsCustomized Automated
Feeding
The System that Fastens

5
Agenda
1. The Company2. Advantages of Mechanical Fastening Technology3. Fasteners for hot-formed parts4. Tools and feed equipment for any production environment5. Reference
New pierce nut for hot-formed parts

6
Sheet Metal (1) + PROFIL Fastener Element (2) + Press Process (3) = Finished Part (4)!
1
4
32
Value created in the press shop by elimination of subsequent process steps result in cost reduction.
Mechanical Fastening Technology – Ultimate Economic Efficiency

7
Advantages of mechanically attached Fasteners
PROFIL fasteners are excellent in all types of modern sheet metal
Steel
High Strength Steel / hot-formed parts*
Sandwich-panels
Surface Coated Panels
Aluminium
Magnesium
Pre-painted Panels
PROFIL fastener benefits
High static and dynamic load
Precise positioning in sheet metal part
No functional impairment or damage to the microstructure of the panel or weld splatters
Stamping Operator capable quality checks
Gas and liquid tight joints possible
*Up to Rm = 1.500 MPa tensile strength, like 22MnB5

8
1. The Company2. Advantages of Mechanical Fastening Technology3. Fasteners for hot-formed parts4. Tools and feed equipment for any production environment5. Reference
Agenda
New pierce nut for hot-formed parts

9
Pierce Nut
Self Piercing
Sheet Metal
Die Button
Nut in Panel
F
Rivet Nut
Riveting
F
Clinching
Clinch Nut
F
Nut Installation Methods
High strength steel &
hot-formed part solutions

10
Installation Method Rivet Nut (Typ RND)Direct clamping of the sheet metal between the Rivet
portion and the Flange of the Element.
Riveting Action: RND-Rivet Nut

11
Torque Results in High Strengh Steel
Docol 1000 Nut: PC 8
Docol 1000 Nut: PC 10
DP600 Nut: PC 8
FEP04 Nut: PC 8
0 Nm
5 Nm
10 Nm
15 Nm
20 Nm
25 Nm
30 Nm
Sheet Metal Thickness = 1,8mmRivet Nut: RND0611, M6 Property Class 8 / 10
Acording to VDI 2230: 9.5 Nm is required
Torq
ueXm
in1. Pre-form 2. Piercing 3. Riveting

12
Rivet Nut Type RSN1015, M6 in hot-formed parts
Torque [Nm]
0
10
20
30
40
50
60
70
PC 8 PC 10
Requirement for M6 Thread according to VDI 2230 = 9,5 Nm
Material: s=1,5mm 22MnB5

13
Self-piercing nut „UMP8/33 M8“ PC 8 in hot-formed parts
0
1
2
3
4
5
6
7
0,7 1 1,25 1,35 1,5
Sheet Metal Thickness [mm]
FPush Out Force
Xmin [kN]
Notching effect

14
New self piercing nut type „RSE“ for hot-formed parts (22MnB5)

15
Influence of orientation by Resonance Tests (Force direction towards edge or flat side of the nut)
1.000
10.000
100.000
1.000 10.000 100.000 1.000.000 10.000.000
Anzahl Lastspiele n
Spitz
enkr
aft F
[N]
RSE08, 45° Messpunkt Bruch RSE08, 0° Messpunkt BruchRSE08, 45° Messpunkt Durchläufer RSE08, 0° Messpunkt DurchläuferRSE08, 45° Ausgleichsgerade RSE08, 0° Ausgleichsgerade
Mutter: Stanzmutter RSE08, 0°/RSE08, 45° Kl. 8Blech: USIBOR, 1,7 mmGegenblech: DC04, 5 mmSchraube: Flanschraube M8 Kl. 8.8Anzugsmoment: 24 NmKrafteinleitung: Spannfutter
Numbers of cycles
Nut: RSE M8 PC 8 direction 0°/45° Sheet Metal: 22MnB5/ 1,7 mm Screwed on Part : DC04, 5 mm Bolt: Flange Screw M8 PC 8.8 Clamping Torque : 24 Nm Application of Force: Chuck
Orientation of nut in the test
Endurance limit of 2 Mio cycles
13 kN
Fatigue break forcePe
ak F
orce
kN

16
Force direction towards edge or flat side of the nutRSE orientation of 45°
RSE orientation of 0°
Crack stops prior to the nut pierced hole.
Cracks starts at the closest point of the sheet metal.

17
Weld nut vs RSE self piercing nut in hot-formed parts
1.000
10.000
100.000
1.000 10.000 100.000 1.000.000 10.000.000
Anzahl Lastspiele n
Spitz
enkr
aft F
[N]
RSE08, 0°, 45° Messpunkt Bruch Schw eißmutter M8 Messpunkt Bruch
RSE08, 0°, 45° Messpunkt Durchläufer Schw eißmutter M8 Messpunkt Durchläufer
RSE08, 0°, 45° Ausgleichsgerade Schw eißmutter M8 Ausgleichsgerade
Mutter: StanzmutterRSE/Schw eißmutter M8, Kl. 8Blech: USIBOR, 1,7 mmGegenblech: DC04, 5 mmSchraube: Flanschraube M8 Kl. 8.8Anzugsmoment: 24 NmKrafteinleitung: Spannfutter
Numbers of cycles
RSE self piercing nut M8 Weld nut M8
Endurance limit of 2 Mio cycles
13 kN
5,3 kN
Fatigue break force
Peak
For
ce k
N
Nut: RSE M8 PC 8 Weld nut M8, PC 8
Sheet Metal: 22MnB5/ 1,7 mm Screwed on Part : DC04, 5 mm Bolt: Flange Screw M8 PC 8.8 Clamping Torque : 24 Nm Application of Force: Chuck

18
Failure photos of weld nut and RSE nutWeld Nut M8
Crack starts in the center of the heat effected zone.
Crack stops prior to the nut pierced hole.
RSE self piercing nut M8
Cracks starts at the closest point of the sheet metal.
Crack runs across the hole sheet metal.

19
Cutting Edge of RSE in hot-formed parts
Fracture Zone
Cutting Zone
Cutting edge from the RSE nut,
after the RSE nut has pierced the panel

20
RSE self piercing vs Laser cut holes
1.000
10.000
100.000
1.000 10.000 100.000 1.000.000 10.000.000
Anzahl Lastspiele n
Spi
tzen
kraf
t F [N
]
RSE08, 0°, 45° Messpunkt Bruch REN08 vorgelocht Laser Messpunkt BruchRSE08, 0°, 45° Messpunkt Durchläufer REN08 vorgelocht Laser Messpunkt DurchläuferRSE08, 0°, 45° Ausgleichsgerade REN08 vorgelocht Laser Ausgleichsgerade
Mutter: Stanzmutter RSE08, selbststanzend/Montageloch mit Laser, Kl. 8Blech: USIBOR, 1,7 mmGegenblech: DC04, 5 mmSchraube: Flanschraube M8 Kl. 8.8Anzugsmoment: 24 NmKrafteinleitung: Spannfutter
Number of cycles Endurance limit of 2 Mio cycles
13 kN
10 kN
Fatigue break force
Peak
For
ce k
N Nut: RSE M8 PC 8 self pierced RSE M8 PC 8 clinched into Laser cut holes
Sheet Metal: 22MnB5/ 1,7 mm Screwed on Part : DC04, 5 mm Bolt: Flange Screw M8 PC 8.8 Clamping Torque : 24 Nm Application of Force: Chuck
RSE self piercing nut RSE clinched into Laser cut hole
21
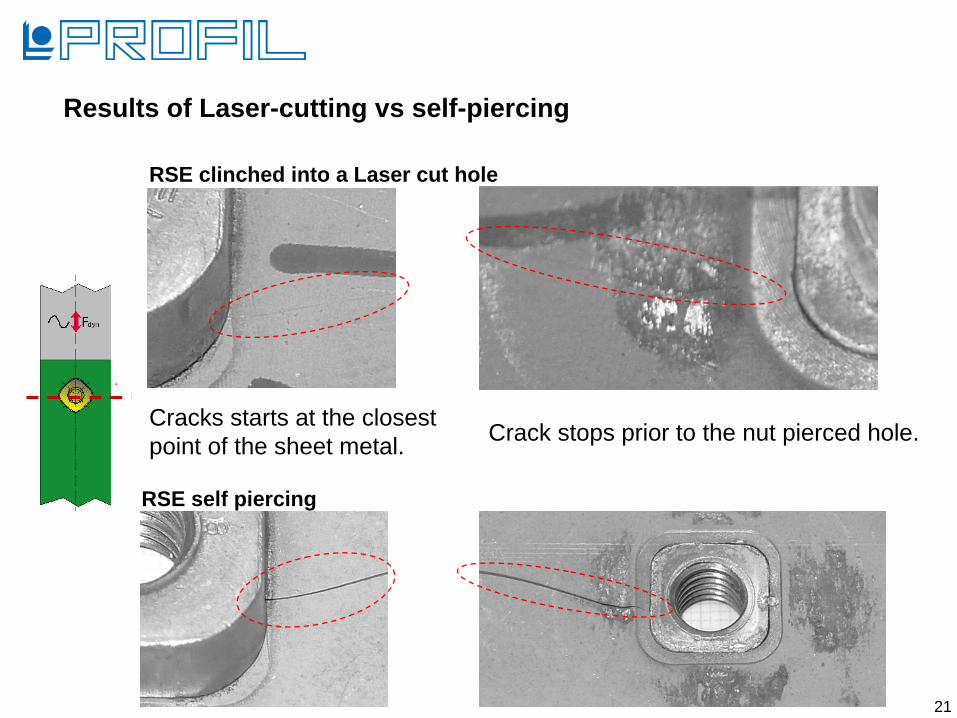
Results of Laser-cutting vs self-piercing
RSE self piercing
RSE clinched into a Laser cut hole
Cracks starts at the closest point of the sheet metal. Crack stops prior to the nut pierced hole.

22
Torque and push out force of RSE
3,766 kN
F [kN]Nut Type RSE M8Tempered 290 – 310
HVMaterial 22MNB5thikness 1,7mm
1 4,2292 3,9603 4,1654 4,5645 4,0716 3,7667 3,8948 4,1279 4,055
10 3,972X min 3,766
X midle 4,080X max 4,564
Torque Tests: >70Nm thread distroyed due to form fitted function

23
Wear test of die buttons under production conditions

24
Pierce Stud
Panel
Die-Button
Rivet Stud Clinch Stud
Self-Piercing Riveting Clinching
Fastener inPanel
Stud Installation MethodsStud solutions
for hot-formed parts

25
Sheet Metal Thickness: 0,8/1,0/1,25/1,35/1,5 mm
Rivet Bolt: NBR0616 (M6) PC 10.9 F
VDI 2230 requires 9.5 Nm All bolt shafts are sheared off!
Torque results in 22MnB5
0
5
10
15
20
25
30
35
40
45
0,8 1 1,25 1,35 1,5
Sheet Metal Thickness [mm]
Torq
ue[N
m]
MinMittelwertMaxStdAbw

26
Rivet bolt push out force in 22MnB5
F
Push Out Force [kN]
Sheet Metal Thickness: 0,8/1,0/1,25/1,35/1,5 mm
Rivet Bolt: NBR0616 (M6) PC 10.9
0
2
4
6
8
10
12
14
0,8 1 1,25 1,35 1,5
Sheet Metal Thickness [mm]
Forc
e [k
N]
Min
Mittelw ert
Max
StdAbw

27
Agenda
1. The Company2. Advantages of Mechanical Fastening Technology3. Fasteners for hot-formed parts4. Tools and feed equipment for any production environment5. Reference
New pierce nut for hot-formed parts

28
Manual insertion procedure As a low-cost method for limited series, single parts and prototypes
Fully automatic placement utilizing installation tools, automatic presses Very economical for mass production
Robot-controlled placement during final assemblyIdeal for large pre-formed metal pieces and component parts with fastener elements assembled in different planes
Tooling equipment for the most efficient way

29
Agenda1. The Company2. Advantages of Mechanical Fastening Technology3. Fasteners for hot-formed parts4. Tools and feed equipment for any production environment5. Reference
New pierce nut for hot-formed parts

30
Seat Rail from DP 800 with In Press Bolts Typ EBF0822 - M8
Side Impact Beams from Martensitic Steel 1200, s = 1,5 (Rm 1200 MPa), 4 Rivet Nuts Type RND0813 Kl.10 installed in a Transfer Press Fully Automatically controlled and Timed with the Stroke of the Press.
Fasteners in High Strength Steel

31
Typical Applications for Mechanically Joined Fasteners
Seats
Hinges
Ball Pins
Instrument Panels
Module Plates / Fire Walls
Door Cross Members
Doors
Bodyshell and Add on Parts

32
Applications:
Advantages of PROFIL Fasteners in hot-formed parts
• Cost effective solutions
• Extremely high reliable process
• No functional impairment or damage to the microstructure of the panel or weld splatters
• High static and dynamic load of the fastening.
• Fully automated Presswork or Body in White Shop
• Semi automated or manual processing

33
Thank you very much for your attention!
I would be pleased to see you at our booth at the exhibitors
forum!