
JIS G 3459 - · PDF fileAnnex JB (informative) Comparison table between JIS and corresponding...
39
JIS G 3459: 2012 (JISF) Stainless steel pipes ICS 23.040.10;77.140.20;77.140.75 Reference number: JIS G 3459 : 2012 (E) PROTECTED COPYRIGHT JAPANESE INDUSTRIAL STANDARD Translated and Published by Japanese Standards Association 22 S Copyright Japanese Standards Association --`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
Transcript of JIS G 3459 - · PDF fileAnnex JB (informative) Comparison table between JIS and corresponding...
JIS G 3459: 2012
(JISF)
Stainless steel pipes
ICS 23.040.10;77.140.20;77.140.75
Reference number: JIS G 3459 : 2012 (E)
PROTECTED BY COPYRIGHT
JAPANESE INDUSTRIAL STANDARD
Translated and Published by
Japanese Standards Association
22 S Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
G 3459 : 2012
Date of Establishment: 1962-03-01
Date of Revision: 2012-04-20
Date of Public Notice in Official Gazette: 2012-04-20
Investigated by: Japanese Industrial Standards Committee
© JSA 2013
Standards Board
Technical Committee on Iron and Steel
JIS G 3459: 2012, First English edition published in 2013-03
Translated and published by: Japanese Standards Association 4-1-24, Akasaka, Minato-ku, Tokyo, 107-8440 JAPAN
In the event of any doubts arising as to the contents, the original JIS is to be the final authority.
All rights reserved. Unless otherwise specified, no part of this publication may be reproduced or utilized in any form or by any means, electronic or mechanical, including photocopying and microfilm, without permission in writing from the publisher.
Printed in Japan KAIAT
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association --`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
G 3459 : 2012
Contents
Page
Introduction·········································· ...................................................... ·························1
1 Scope················································· ...................................................... ···················1
2 Normative references .............................................................................................. 1
3 Grade and designation ............................................................................................ 2
4 Man ufacturing method ........................................................................................... 3
5 Chemical composition ...................................................... ·······································4
6 Mechanical properties····························································································· 6 6.1 Tensile strength, proof stress and elongation ..................................................... 6
6.2 Flattening resistance or guide bend resistance of weld ····································8
7 Austenitic grain size ...................................................... ·········································9
8 Hydraulic test characteristics or nondestructive test characteristics ............. 9
9 Pressure resistance ...................................................... ·········································10
10 Leaching performance··························································································· 11
11 Dimensions, mass and dimensional tolerances ................................................. 11 11.1 Dimensions and unit mass ...................................................... ·····························11 11.2 Dimensional tolerances ...................................................... ···································17
12 Appearance ............................................................................................................. 17
13 Tests ............................................................................................................ ············17
13.1 Chemical analysis ...................................................... ············································17 13.2 Mechanical test ...................................................... ················································18 13.3 Austenitic grain size test ...................................................... ·······························19
13.4 Hydraulic test or nondestructive test·································································20 13.5 Pressure resistance test ...................................................... ··································20 13.6 Leaching performance test ...................................................... ·····························20
14 Inspection and re-inspection ...................................................... ··························20 14.1 Inspection············································ ...................................................... ··············20 14.2 Re-inspection .......................................................................................................... 21
15 Marking ..................................................................................................... ··············21
16 Report······················································································································ 22
Annex JA (normative) Special quality requirements ···············································23
Annex JB (informative) Comparison table between JIS and corresponding International Standards ..................................................... 27
(i)
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
G 3459 : 2012
Foreword
This translation has been made based on the original Japanese Industrial Standard revised by the Minister of Economy, Trade and Industry through deliberations at the Japanese Industrial Standards Committee as the result of proposal for revision of Japanese Industrial Standard submitted by the Japan Iron and Steel Federation (JISF) with the draft being attached, based on the provision of Article 12 Clause 1 of the Industrial Standardization Law applicable to the case of revision by the provision of Article 14.
Consequently JIS G 3459: 2004 is replaced with this Standard.
However, JIS G 3459: 2004 may be applied in the JIS mark certification based on the relevant provisions of Article 19 Clause 1, etc. of the Industrial Standardization Law until April 19th, 2013.
This JIS document is protected by the Copyright Law.
Compliance with this Standard may involve the use of the following patent right concerning the symbol of grade given below.
Symbol of grade Title of invention Patent number Registration date of establishment of
patent right
SUS315J1TP Austenitic stainless steel No. 2602411 January 29, 1997
SUS315J2TP excellent in hot workability and corrosion resistance in hot water
The relevant holders of the above-mentioned industrial property rights have indicated to the Japanese Industrial Standards Committee an intention of granting license to anyone under the nondiscriminatory and reasonable conditions, except to the other holders of the industrial property rights related to this Standard who will not grant their licenses under the same conditions.
It should be noted that following this Standard does not always refer to granting a free license.
Attention is drawn to the possibility that some parts of this Standard may conflict with patent rights other than mentioned above. The Minister of Economy, Trade and Industry and Japanese Industrial Standards Committee are not responsible for identifying such patent rights.
The "patent rights" as mentioned here include patent right, application for a patent after opening to the public or utility model right.
(ii)
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
JAPANESE INDUSTRIAL STANDARD JIS G 3459 : 2012
Stainless steel pipes
In troduction
This Japanese Industrial Standard has been prepared based on the first editions of ISO 9330-6 and ISO 9329-4 published in 1997 with some modifications of the technical contents.
The portions given continuous sidelines or dotted underlines are the matters in which the contents of the corresponding International Standard have been modified. A list of modifications with explanation is given in Annex JB.
1 Scope
This Standard specifies the stainless steel pipes (hereafter referred to as "pipes") used for the piping for corrosion resistance, low temperature service, elevated temperature service, fire fighting service, etc. This Standard is applicable to pipes of outside
-------------------------------------------------------------------------------------diameters 10.5 mm (nominal diameter 6A or 1/SB) to 660.4 mm (nominal diameter 650A ------------------------------------------------------------------------------------------------------------------------------------------------------------
or 26B).
In addition to the items specified in this main text, the purchaser can designate ------------------------------------------------------------------------------------------------------------------------------------------------------
special quality requirements upon previous agreement with the manufacturer, which ------------------------------------------------------------------------------------------------------------------------------------------------------------
are shown in Annex JA.
NOTE: The International Standards corresponding to this Standard and the symbol of degree of correspondence are as follows:
ISO 9330-6: 1997 Welded steel tubes for pressure purposes-Technical delivery conditions-Part 6: Longitudinally welded austenitic stainless steel tubes
ISO 9329-4: 1997 Seamless steel tubes for pressure purposes-Technical delivery conditions-Part 4: Austenitic stainless steels (Overall evaluation: MOD)
The symbols which denote the degree of correspondence in the contents between the relevant International Standards and JIS are IDT (identical), MOD (modified), and NEQ (not equivalent) according to ISOI lEe Guide 21-1.
2 Normative references
The following standards contain provisions which, through reference in this text, constitute provisions of this Standard. The most recent editions of the standards (including amendments) indicated below shall be applied.
JIS G 0320 Standard test method for heat analysis of steel products
JIS G 0321 Product analysis and its tolerance for wrought steel
JIS G 0404 Steel and steel products-General technical delivery requirements -------------------------------------------------------------------------------------------------------------------------------------------------
JIS G 0415 Steel and steel products-Inspection documents
NOTE: Corresponding International Standard: ISO 10474 Steel and steel products-I nspection documents (IDT)
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
2 G 3459: 2012
~_~~ __ g_~_f?_f?_~ _____ ~~_~~?~-~~~-J)!~~T_c!f{!~P'!t_~ __ C!~_~f!r:_'!!t~-'!~_(?J'! __ C!r~_~~ __ '!:PPf!~~_'!_~_~r:~_~'!: __ ~_~~_~_ JIS G 0567 Method of elevated temperature tensile test for steels and heat-resist
ing alloys
NOTE: Corresponding International Standard: ISO 783 Metallic materialsTensile testing at elevated temperature (MOD)
JIS G 0571 Method of oxalic acid etching test for stainless steels -------------------------------------------------------------------------------------------------------------------------
JIS G 0572 Method of ferric sulfate-sulfuric acid test for stainless steel
JIS G 0573 Method of 65 per cent nitric acid test for stainless steels
NOTE: Corresponding International Standard: ISO 3651-1 Determination ofresistance to intergranular corrosion of stainless steels-Part 1: Austenitic and ferritic-austenitic (duplex) stainless steels-Corrosion test in nitric acid medium by measurement of loss in mass (Huey test) (MOD)
JIS G 0575 Method of copper sulfate-sulfuric acid test for stainless steels
NOTE: Corresponding International Standard: ISO 3651-2 Determination ofresistance to intergranular corrosion of stainless steels-Part 2: Ferritic, austenitic and ferritic-austenitic (duplex) stainless steels-Corrosion test in media containing sulfuric acid (MOD)
JIS G 0582 Automated ultrasonic examination for steel pipes and tubes
NOTE: Corresponding International Standard: ISO 9303 Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes-Full peripheral ultrasonic testing for the detection of longitudinal imperfections (MOD)
JIS G 0583 Automated eddy current examination of steel pipes and tubes
NOTE: Corresponding International Standard: ISO 9304 Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes-Eddy current testing for the detection of imperfections (MOD)
~_~~ __ ~ __ ~_~~~~_~ ____ ~g/!_~l!'!!~'!:~f~~_l!!_l!~~r: __ ~_l1:PR?~_~~!l!t_~~=--'!:~~_~_'!!~~ly_?_c!~ __ ?r'!~r!!?~_~'!:t~~_Pr:~~~ sure
~_~~ __ ~ __ ~_~~~~_! ___ ~fJ_l1:_~P!!!_~_'!.~_f?_r: __ l!!_'!:~~~_~l!:PP~~_~~_r:_l!_~~_~=!~_~~ __ '!!~~_~?c!~_?f_f!ffe.~_~_~? __ l!!'!:~_~! quality -------------
JIS Z 2241 Metallic materials-Tensile testing-Method of test at room tempera-ture
~_~~ __ ~ __ ~_~~~ ____ !1f!~'!_C!1~ __ C!rr:~_c!~?e.':.0P'!_(~ __ ~~'!:!!!_~'!:~_~~?'!:_f?! __ ~~~r!_~0_j?_~'!:~~ __ ('!._~~~!_'!.{~~_~_~~~f!~
~_~~ __ ~ __ ~_~~~ ____ !1~~!!_?_c!~_?[_~~_'!.r! __ ~~~~_f?r: __ ~'!:_~~ __ l!!_f!_ZC!~C!_j?~~_~
~_~~ __ ~ __ ~_1~~ _____ g_lf.~0_~ __ ~? __ ~'!~_!?'!:_'!_cjJ'!.e. __ C!r'!:_lf.'!!~~!'.~_
3 Grade and designation
Pipes shall be classified into 31 grades and designation of grade and symbol of the manufacturing method shall be as given in ~?:~~_~ __ ~:
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
3 G 3459: 2012
Table 1 Designation of grade and symbol of the manufacturing method
Classifica- Designation of grade Symbol of the manufacturing method tion
Pi pe man ufac- Finishing Marking turing method method
Austenitic SUS304TP, SUS304HTP, SUS304LTP, Seamless: S Hot-finished: H Marking of pipes SUS309TP, SUS309STP, SUS310TP, Automatic arc Cold-finished: C symbol of
SUS310STP, SUS315J1TP, SUS315J2TP, welded: A manufactur-Weld zone work ing method SUS316TP, SUS316HTP, SUS316LTP, Laser welded: L finished: B shall be in
SUS316TiTP, SUS317TP, SUS317LTP, Electric resist- As electric resist- accordance
SUS836LTP, SUS890LTP, SUS321TP, ance welded: E ance welded: G with 15 b). SUS321HTP, SUS347TP, SUS347HTP
Austenitic SUS329Jl TP, SUS329J3LTP, ferritic SUS329J4LTP pipes
Ferritic SUS405TP, SUS409LTP, SUS430TP, pipes SUS430LXTP, SUS430J1LTP,
SUS436LTP, SUS444TP
4 Manufacturing method
The manufacturing method of pipes shall be as follows.
a) Pipes shall be manufactured by seamless process, automatic arc welding, laser welding or electric resistance welding. The use of filler metal shall be left to the discretion of the manufacturer.
b) Pipes shall be subjected to the solution treatment or annealing specified in table 2 and then pickled or similarly treated. Heat treatment not specified in table 2 shall be the subject of agreement between the purchaser and the manufacturer.
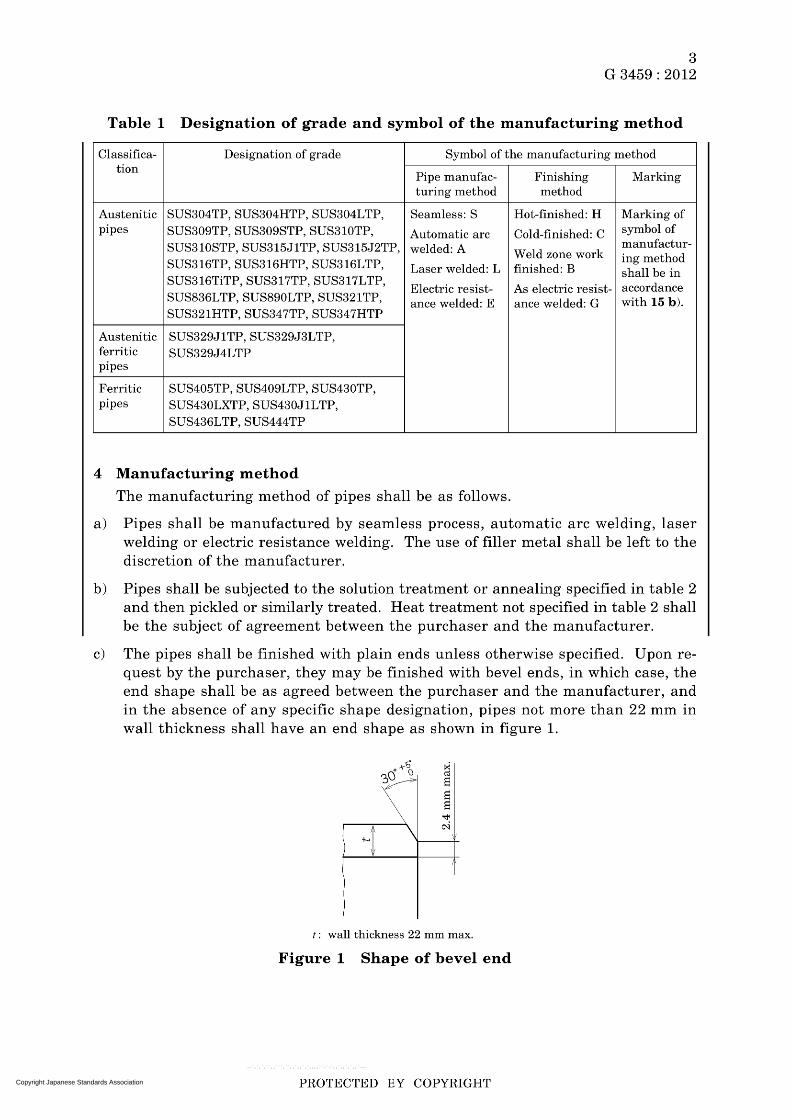
c) The pipes shall be finished with plain ends unless otherwise specified. Upon request by the purchaser, they may be finished with bevel ends, in which case, the end shape shall be as agreed between the purchaser and the manufacturer, and in the absence of any specific shape designation, pipes not more than 22 mm in wall thickness shall have an end shape as shown in figure 1.
t: wall thickness 22 mm max.
Figure 1 Shape of bevel end
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
4 G 3459: 2012
Table 2 Designation of grade and heat treatment
Classifica- Designation Solution heat Classifica - Designation Solution heat tion of grade treatment °C tion of grade treatment °C
Austenitic SUS304TP 1 010 min., Austenitic SUS321Tp a) 920 min., rapid cooling
pipes b) rapid cooling pipes b)
SUS304HTP 1040 min., SUS321HTP Cold-finished 1 095 min., rapid cooling rapid cooling
SUS304LTP 1 010 min., Hot-finished 1 050 min., rapid cooling rapid cooling
SUS309TP 1030 min., SUS347Tp a) 980 min., rapid cooling
rapid cooling
SUS309STP 1030 min., SUS347HTP Cold-finished 1 095 min., rapid cooling rapid cooling
SUS310TP 1030 min., Hot-finished 1 050 min., rapid cooling rapid cooling
SUS310STP 1030 min., Austenitic SUS329J1TP 950 min., rapid cooling rapid cooling ferritic
SUS315J1TP 1 010 min., pipes
SUS329J3LTP 950 min., rapid cooling rapid cooling
SUS315J2TP 1 010 min., SUS329J4LTP 950 min., rapid cooling rapid cooling
SUS316TP 1 010 min., Classifica - Designation Annealing heat rapid cooling tion of grade treatment °C
SUS316HTP 1040 min., Ferritic SUS405TP 700 min., air cooling or rapid cooling pipes slow cooling
SUS316LTP 1 010 min., SUS409LTP 700 min., air cooling or rapid cooling slow cooling
SUS316TiTP a) 920 min., SUS430TP 700 min., air cooling or rapid cooling slow cooling
SUS317TP 1 010 min., SUS430LXTP 700 min., air cooling or rapid cooling slow cooling
SUS317LTP 1 010 min., SUS430J1LTP 720 min., air cooling or rapid cooling slow cooling
SUS836LTP 1030 min., SUS436LTP 720 min., air cooling or rapid cooling slow cooling
SUS890LTP 1030 min., SUS444TP 700 min., air cooling or rapid cooling slow cooling
Notes a) For the pipes of SUS321TP, SUS316TiTP and SUS347TP, stabilizing heat treatment may be specified. In this case, the temperature of the heat treatment shall be 850°C to 930 °C.
b) For hot-finished seamless pipes of austenitic stainless steels, the solution heat treatment may be omitted unless it is specified by the purchaser, provided they are rapidly cooled after hot working at the temperature specified in this table.
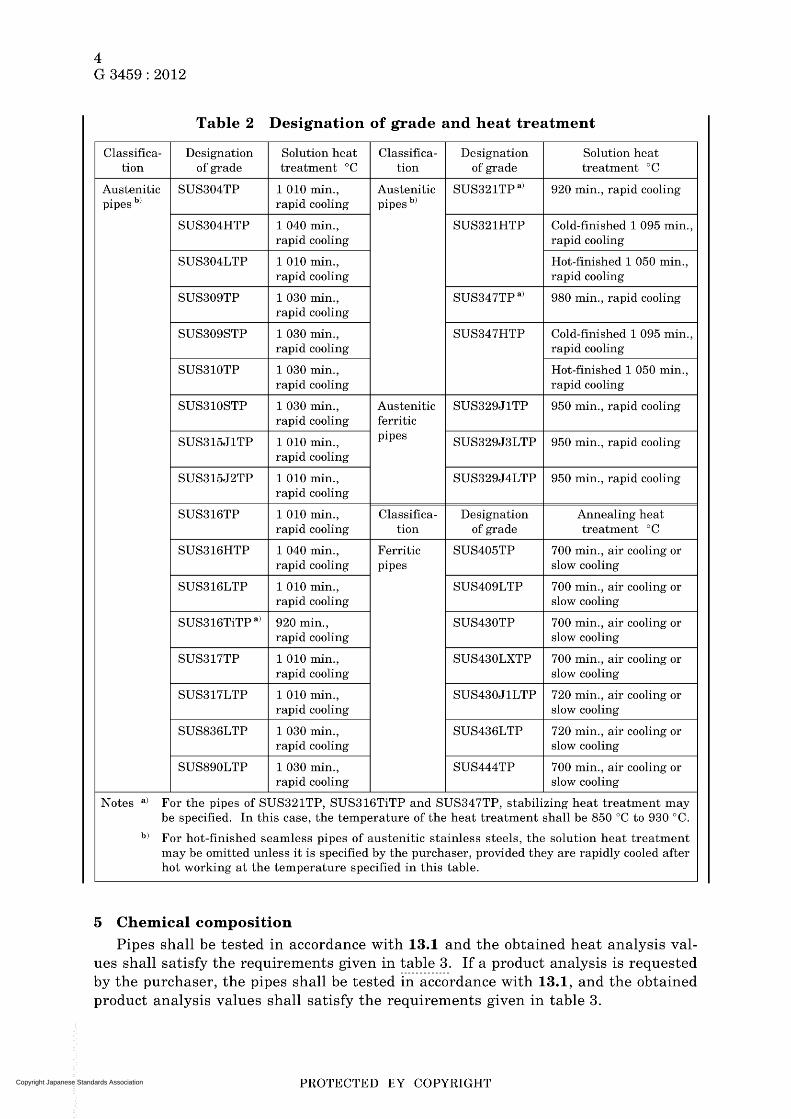
5 Chemical composition
Pipes shall be tested in accordance with 13.1 and the obtained heat analysis values shall satisfy the requirements given in table 3. If a product analysis is requested
-------------
by the purchaser, the pipes shall be tested in accordance with 13.1, and the obtained product analysis values shall satisfy the requirements given in table 3.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
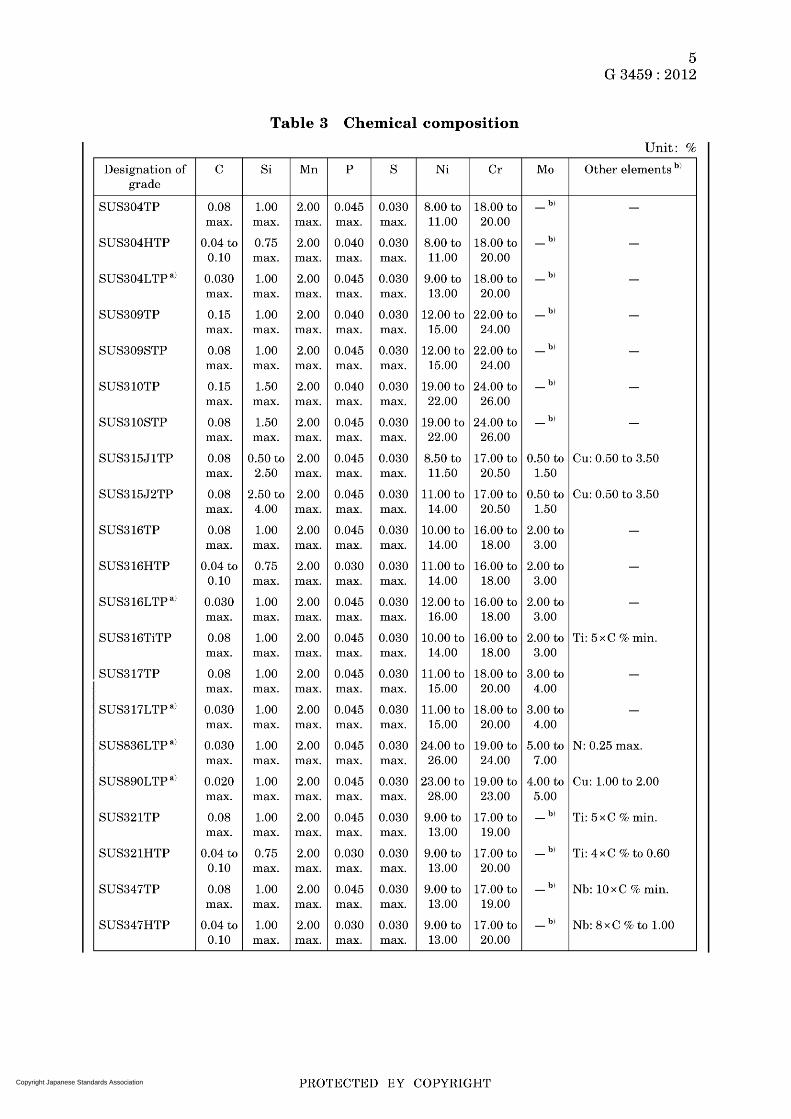
Table 3 Chemical composition
Designation of C Si Mn P S Ni Cr grade
SUS304TP o.os 1.00 2.00 0.045 0.030 8.00 to lS.00 to max. max. max. max. max. 11.00 20.00
SUS304HTP 0.04 to 0.75 2.00 0.040 0.030 8.00 to lS.00 to 0.10 max. max. max. max. 11.00 20.00
SUS304LTP a) 0.030 1.00 2.00 0.045 0.030 9.00 to lS.00 to max. max. max. max. max. 13.00 20.00
SUS309TP 0.15 1.00 2.00 0.040 0.030 12.00 to 22.00 to max. max. max. max. max. 15.00 24.00
SUS309STP O.OS 1.00 2.00 0.045 0.030 12.00 to 22.00 to max. max. max. max. max. 15.00 24.00
SUS310TP 0.15 1.50 2.00 0.040 0.030 19.00 to 24.00 to max. max. max. max. max. 22.00 26.00
SUS310STP O.OS 1.50 2.00 0.045 0.030 19.00 to 24.00 to max. max. max. max. max. 22.00 26.00
SUS315J1TP O.OS 0.50 to 2.00 0.045 0.030 S.50 to 17.00 to max. 2.50 max. max. max. 11.50 20.50
SUS315J2TP O.OS 2.50 to 2.00 0.045 0.030 11.00 to 17.00 to max. 4.00 max. max. max. 14.00 20.50
SUS316TP O.OS 1.00 2.00 0.045 0.030 10.00 to 16.00 to max. max. max. max. max. 14.00 lS.00
SUS316HTP 0.04 to 0.75 2.00 0.030 0.030 11.00 to 16.00 to 0.10 max. max. max. max. 14.00 lS.00
SUS316LTP a) 0.030 1.00 2.00 0.045 0.030 12.00 to 16.00 to max. max. max. max. max. 16.00 lS.00
SUS316TiTP O.OS 1.00 2.00 0.045 0.030 10.00 to 16.00 to max. max. max. max. max. 14.00 lS.00
SUS317TP O.OS 1.00 2.00 0.045 0.030 11.00 to lS.00 to max. max. max. max. max. 15.00 20.00
SUS317LTP a) 0.030 1.00 2.00 0.045 0.030 11.00 to lS.00 to max. max. max. max. max. 15.00 20.00
SUSS36LTP a) 0.030 1.00 2.00 0.045 0.030 24.00 to 19.00 to max. max. max. max. max. 26.00 24.00
SUSS90LTp a) 0.020 1.00 2.00 0.045 0.030 23.00 to 19.00 to
max. max. max. max. max. 2S.00 23.00
SUS321TP O.OS 1.00 2.00 0.045 0.030 9.00 to 17.00 to max. max. max. max. max. 13.00 19.00
SUS321HTP 0.04 to 0.75 2.00 0.030 0.030 9.00 to 17.00 to 0.10 max. max. max. max. 13.00 20.00
SUS347TP O.OS 1.00 2.00 0.045 0.030 9.00 to 17.00 to max. max. max. max. max. 13.00 19.00
SUS347HTP 0.04 to 1.00 2.00 0.030 0.030 9.00 to 17.00 to 0.10 max. max. max. max. 13.00 20.00
PROTECTED BY COPYRIGHT
Mo
b) -
b) -
b) -
b) -
b) -
b) -
b) -
0.50 to 1.50
0.50 to 1.50
2.00 to 3.00
2.00 to 3.00
2.00 to 3.00
2.00 to 3.00
3.00 to 4.00
3.00 to 4.00
5.00 to 7.00
4.00 to 5.00
b) -
b) -
b) -
b) -
5 G 3459: 2012
Unit: %
Other elements b)
-
-
-
-
-
-
-
Cu: 0.50 to 3.50
Cu: 0.50 to 3.50
-
-
-
Ti: 5xC % min.
-
-
N: 0.25 max.
Cu: 1.00 to 2.00
Ti: 5xC % min.
Ti: 4xC % to 0.60
Nb: 10xC % min.
Nb: SxC % to 1.00
Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
6 G 3459: 2012
Table 3 (concl uded)
Unit: %
Designation of C Si Mn P S Ni Cr Mo Other elements b)
grade
SUS329J1TP O.OS 1.00 1.50 0.040 0.030 3.00 to 23.00 to 1.00 to -
max. max. max. max. max. 6.00 2S.00 3.00
SUS329J3LTP a) 0.030 1.00 1.50 0.040 0.030 4.50 to 21.00 to 2.50 to N: O.OS to 0.20 max. max. max. max. max. 6.50 24.00 3.50
SUS329J4LTp a) 0.030 1.00 1.50 0.040 0.030 5.50 to 24.00 to 2.50 to N: O.OS to 0.30
max. max. max. max. max. 7.50 26.00 3.50
SUS405TP O.OS 1.00 1.00 0.040 0.030 0.60 11.50 to -b) AI: 0.10 to 0.30
max. max. max. max. max. max. 14.50
SUS409LTP a) 0.030 1.00 1.00 0.040 0.030 0.60 10.50 to -b) Ti: 6xC % to 0.75
max. max. max. max. max. max. 11.75
SUS430TP 0.12 0.75 1.00 0.040 0.030 0.60 16.00 to -b)
-
max. max. max. max. max. max. lS.00
SUS430LXTP a) 0.030 0.75 1.00 0.040 0.030 0.60 16.00 to -b) Ti or Nb: 0.10 to 1.00
max. max. max. max. max. max. 19.00
SUS430J1LTP a) 0.025 1.00 1.00 0.040 0.030 0.60 16.00 to -b) N: 0.025 max.
max. max. max. max. max. max. 20.00 Nb: Sx(C %+N %) to O.SO
Cu: 0.30 to O.SO
SUS436LTP a) 0.025 1.00 1.00 0.040 0.030 0.60 16.00 to 0.75 to N: 0.025 max. max. max. max. max. max. max. 19.00 1.25 Ti, Nb, Zr or combi-
nation thereof Sx(C %+N %) to O.SO
SUS444Tp al 0.025 1.00 1.00 0.040 0.030 0.60 17.00 to 1.75 to N: 0.025 max. max. max. max. max. max. max. 20.00 2.50 Ti, Nb, Zr or combi-
nation thereof Sx(C %+N %) to O.SO
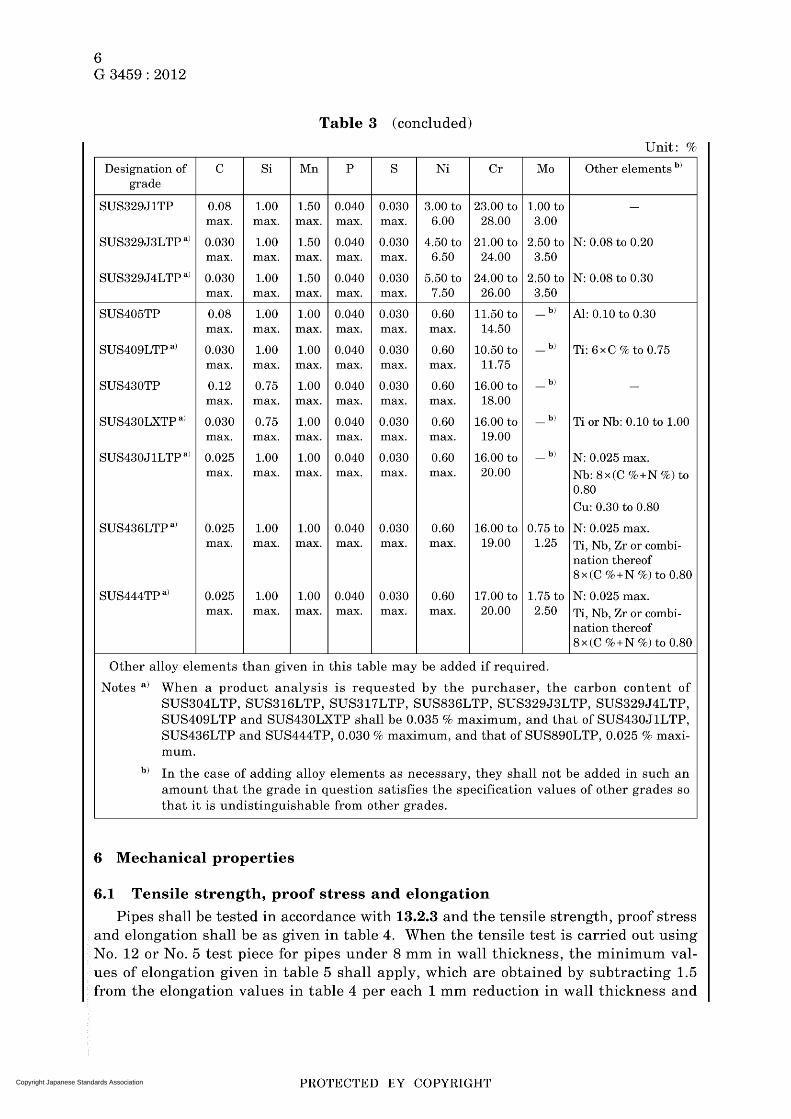
Other alloy elements than given in this table may be added if required.
Notes a) When a product analysis is requested by the purchaser, the carbon content of SUS304LTP, SUS316LTP, SUS317LTP, SUS836LTP, SUS329J3LTP, SUS329J4LTP, SUS409LTP and SUS430LXTP shall be 0.035 % maximum, and that of SUS430JILTP, SUS436LTP and SUS444TP, 0.030 % maximum, and that of SUS890LTP, 0.025 % maxi-mum.
b) In the case of adding alloy elements as necessary, they shall not be added in such an amount that the grade in question satisfies the specification values of other grades so that it is undistinguishable from other grades.
6 Mechanical properties
6.1 Tensile strength, proof stress and elongation
Pipes shall be tested in accordance with 13.2.3 and the tensile strength, proof stress and elongation shall be as given in table 4. When the tensile test is carried out using No. 12 or No.5 test piece for pipes under 8 mm in wall thickness, the minimum values of elongation given in table 5 shall apply, which are obtained by subtracting 1.5 from the elongation values in table 4 per each 1 mm reduction in wall thickness and
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
7 G 3459: 2012
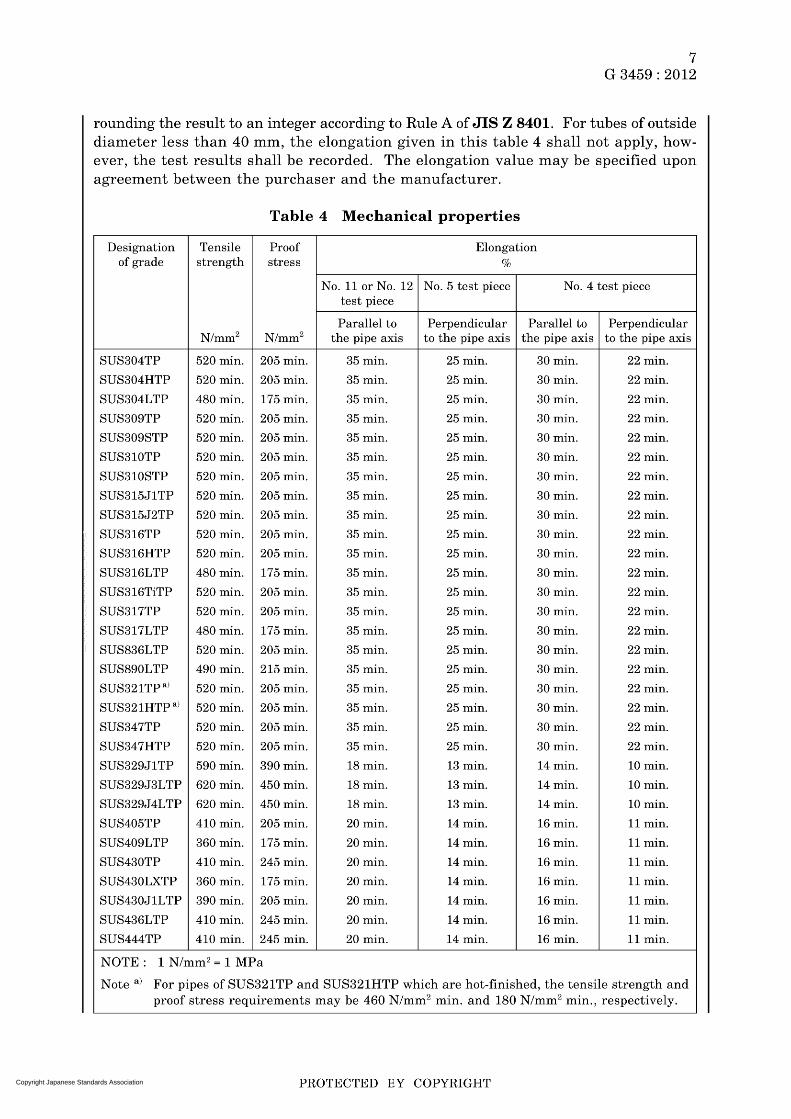
rounding the result to an integer according to Rule A of JIS Z 8401. For tubes of outside diameter less than 40 mm, the elongation given in this table 4 shall not apply, however, the test results shall be recorded. The elongation value may be specified upon agreement between the purchaser and the manufacturer.
Table 4 Mechanical properties
Designation Tensile Proof Elongation of grade strength stress %
No. 11 or No. 12 No.5 test piece No.4 test piece test piece
Parallel to Perpendicular Parallel to Perpendicular N/mm2 N/mm2 the pipe axis to the pipe axis the pipe axis to the pipe axis
SUS304TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS304HTP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS304LTP 480 min. 175 min. 35 min. 25 min. 30 min. 22 min.
SUS309TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS309STP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS310TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS310STP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS315J1TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS315J2TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS316TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS316HTP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS316LTP 480 min. 175 min. 35 min. 25 min. 30 min. 22 min.
SUS316TiTP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS317TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS317LTP 480 min. 175 min. 35 min. 25 min. 30 min. 22 min.
SUS836LTP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS890LTP 490 min. 215 min. 35 min. 25 min. 30 min. 22 min.
SUS321Tp a) 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS321HTP a) 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS347TP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS347HTP 520 min. 205 min. 35 min. 25 min. 30 min. 22 min.
SUS329J1TP 590 min. 390 min. 18 min. 13 min. 14 min. 10 min.
SUS329J3LTP 620 min. 450 min. 18 min. 13 min. 14 min. 10 min.
SUS329J 4L TP 620 min. 450 min. 18 min. 13 min. 14 min. 10 min.
SUS405TP 410 min. 205 min. 20 min. 14 min. 16 min. 11 min.
SUS409LTP 360 min. 175 min. 20 min. 14 min. 16 min. 11 min.
SUS430TP 410 min. 245 min. 20 min. 14 min. 16 min. 11 min.
SUS430LXTP 360 min. 175 min. 20 min. 14 min. 16 min. 11 min.
SUS430J1L TP 390 min. 205 min. 20 min. 14 min. 16 min. 11 min.
SUS436LTP 410 min. 245 min. 20 min. 14 min. 16 min. 11 min.
SUS444TP 410 min. 245 min. 20 min. 14 min. 16 min. 11 min.
NOTE: 1 N/mm2 = 1 MPa
Note a) For pipes of SUS321TP and SUS321HTP which are hot-finished, the tensile strength and proof stress requirements may be 460 N/mm2 min. and 180 N/mm2 min., respectively.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
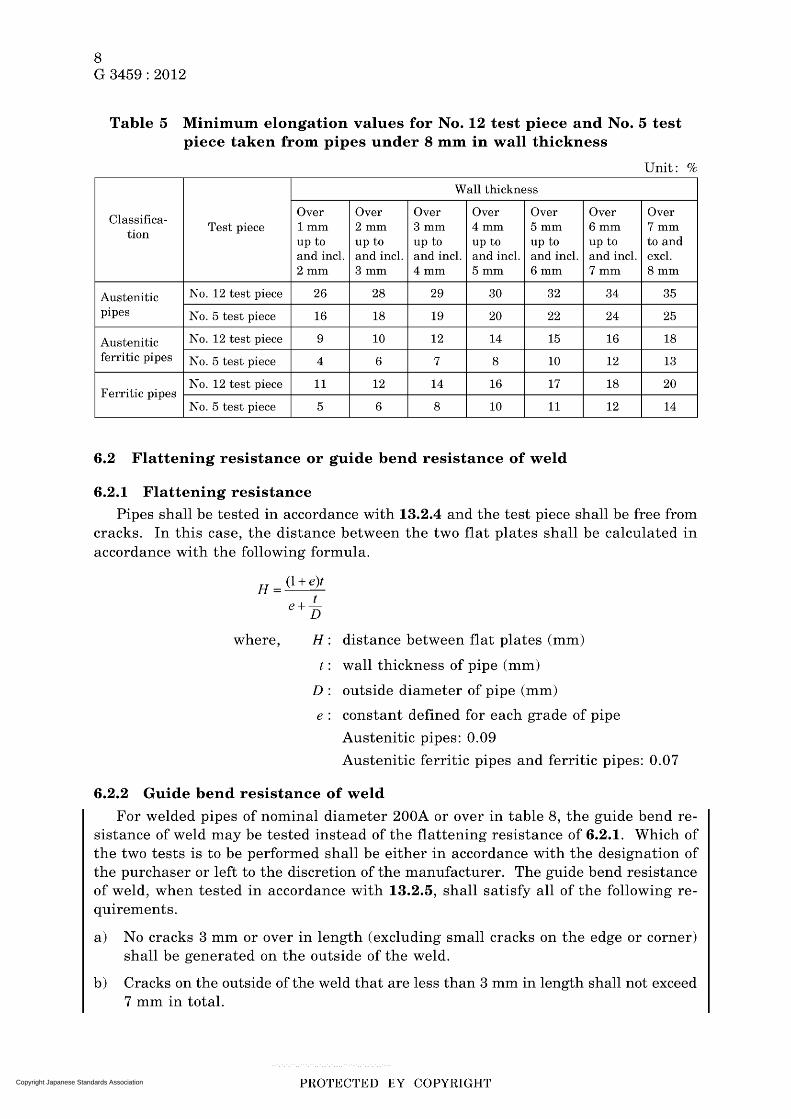
8 G 3459: 2012
Table 5 Minimum elongation values for No. 12 test piece and No.5 test piece taken from pipes under 8 mm in wall thickness
Unit: %
Wall thickness
Classifica -Over Over Over Over Over Over Over
tion Test piece 1mm 2mm 3mm 4mm 5mm 6mm 7mm
up to up to up to up to up to up to to and and incl. and incl. and incl. and incl. and incl. and incl. excl. 2mm 3mm 4mm 5mm 6mm 7mm 8mm
Austenitic No. 12 test piece 26 28 29 30 32 34 35
pipes No.5 test piece 16 18 19 20 22 24 25
Austenitic No. 12 test piece 9 10 12 14 15 16 18
ferritic pipes No.5 test piece 4 6 7 8 10 12 13
No. 12 test piece 11 12 14 16 17 18 20 Ferritic pipes
No.5 test piece 5 6 8 10 11 12 14
6.2 Flattening resistance or guide bend resistance of weld
6.2.1 Flattening resistance
Pipes shall be tested in accordance with 13.2.4 and the test piece shall be free from cracks. In this case, the distance between the two flat plates shall be calculated in accordance with the following formula.
H = (1 + e)t t e+-D
where, H: distance between flat plates (mm)
t: wall thickness of pipe (mm)
D: outside diameter of pipe (mm)
e: constant defined for each grade of pipe
Austenitic pipes: 0.09
Austenitic ferritic pipes and ferritic pipes: 0.07
6.2.2 Guide bend resistance of weld
For welded pipes of nominal diameter 200A or over in table 8, the guide bend resistance of weld may be tested instead of the flattening resistance of 6.2.1. Which of the two tests is to be performed shall be either in accordance with the designation of the purchaser or left to the discretion of the manufacturer. The guide bend resistance of weld, when tested in accordance with 13.2.5, shall satisfy all of the following requirements.
a) No cracks 3 mm or over in length (excluding small cracks on the edge or corner) shall be generated on the outside of the weld.
b) Cracks on the outside of the weld that are less than 3 mm in length shall not exceed 7 mm in total.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
c) Total number of cracks and blowholes shall not exceed 10.
7 Austenitic grain size
9 G 3459: 2012
Pipes of SUS321HTP shall be tested in accordance with 13.3 and the resulting mean austenitic grain size shall be grain size No.7 or coarser.
8 Hydraulic test characteristics or nondestructive test characteristics
Pipes shall be tested in accordance with 13.4 and the hydraulic test characteristics or the nondestructive test characteristics of the pipes shall be as follows. Which of the characteristics is to be tested shall be either in accordance with the designation by the purchaser or left to the discretion of the manufacturer.
a) Hydraulic test characteristics
The hydraulic test characteristics shall be as follows.
1) If a test pressure is specified by the purchaser, that pressure shall be applied as the minimum hydraulic test pressure, and the pipes shall withstand it without leakage. If the pressure value specified by the purchaser is greater than the value P calculated by formula (1) or 20 MPa, the test pressure to be applied shall be the subject of agreement between the purchaser and the manufacturer.
The purchaser may specify a pressure value lower or higher than the minimum hydraulic test pressure given in table 6, in which case, the specified value shall be in 0.5 MPa increments if lower than 10 MPa, and in 1 MPa increments if 10 MPa or higher. This applies also to the value calculated by formula (1), i.e. the obtained value shall be rounded to either 0.5 MPa or 1 MPa appropriately.
P= ~t ............................................................................. (1)
where, P: test pressure (MPa)
t: wall thickness of pipe (mm)
D: outside diameter of pipe (mm)
s: 60 % of the minimum proof stress value in table 4 (N/mm2
)
2) If the purchaser does not specify a test pressure, the pipe shall be subjected to the minimum hydraulic test pressure given in table 6 and withstand it without leakage.
For pipes having dimensions other than given in table 8, the minimum hydraulic test pressure to be applied shall be determined as follows.
2.1) For outside diameter within the range specified in table 8, the smaller value of the applicable outside diameters in this table shall be selected.
2.2) For outside diameter selected in 2.1), if the wall thickness is within the range of schedule number of that outside diameter, the greater value of the applicable wall thicknesses specified in this table shall be selected.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
10 G 3459: 2012
2.3) The test shall be performed by applying a pressure not less than the minimum hydraulic test pressure given in table 6 corresponding to the schedule number of the outside diameter and wall thickness selected in 2.1) and 2.2).
2.4) The minimum hydraulic test pressure to be applied for pipes of dimensions other than given in table 8 which do not satisfy the conditions in 2.1) and 2.2) shall be subject to agreement between the purchaser and the manufacturer.
For welded pipes with an outside diameter as given in table 9, but with a wall thickness not corresponding to the said table, the test shall be performed by applying a pressure not less than the minimum hydraulic test pressure given in table 6 according to the schedule number of the larger value of wall thickness.
2.5) When the minimum hydraulic test pressure of the schedule number selected in 2.2) or 2.4) is greater than the value of test pressure P calculated by formula (1), the test shall be performed by applying the value P as the minimum hydraulic test pressure, instead of the minimum hydraulic test pressure selected in table 6.
Table 6 Minimum hydraulic test pressure
Unit: MPa
Schedule number Sch Nominal wall thickness
5S lOS 20S 40 80 120 160
Minimum hydraulic 1.5 2.0 3.5 6.0 12 18 20
test pressure
b) Nondestructive test characteristics
The nondestructive test characteristics of the pipes, when tested by either the ultrasonic examination, eddy current examination or radiographic examination, shall be as follows.
1) There shall be no signal equivalent to or greater than the signals from the reference standards of the reference sample of working sensitivity division UD specified in JIS G 0582 or stricter sensitivity division.
2) There shall be no signal equivalent to or greater than the signals from the reference standards of the reference sample of working sensitivity division EY specified in JIS G 0583 or stricter sensitivity division.
3) In classification of flaws given in Annex 4 table 1 in JIS Z 3106, Class 1 to Class 3 shall be met.
9 Pressure resistance
Pipes, when subjected to the test of 13.5, shall withstand the test pressure without leakage. The pressure resistance shall be applied upon agreement between the purchaser and the manufacturer.
NOTE: The Water Supply Act stipulates the pressure resistance performance test for pipes used for feed water system.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
10 Leaching performance
11 G 3459: 2012
Pipes, when subjected to the test of 13.6, shall satisfy the criteria given in table 7. The leaching performance shall be applied upon agreement between the purchaser and the manufacturer.
NOTE: The Water Supply Act stipulates the leaching performance test for pipes used for feed water system.
Table 7 Leaching performance
Item Acceptance criterion
Taste No abnormalities
Odour No abnormalities
Chromaticity degrees 5 max.
Turbidity degrees 2 max.
Hexavalent chromium mg/L For the amount of hexavalent chromium, 0.05 max.
Iron and its com pounds mg/L For the amount of iron, 0.3 max.
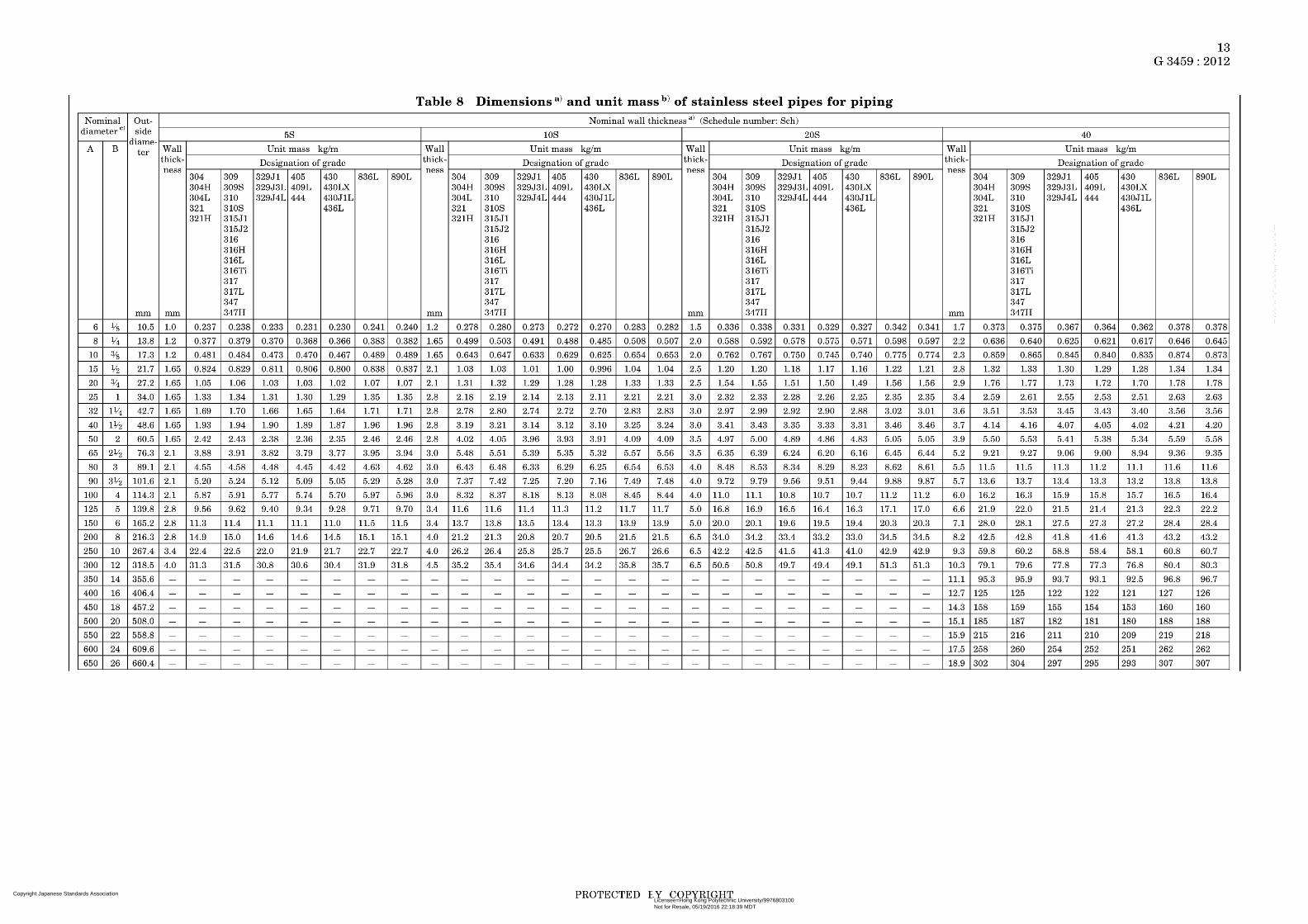
11 Dimensions, mass and dimensional tolerances
11.1 Dimensions and unit mass
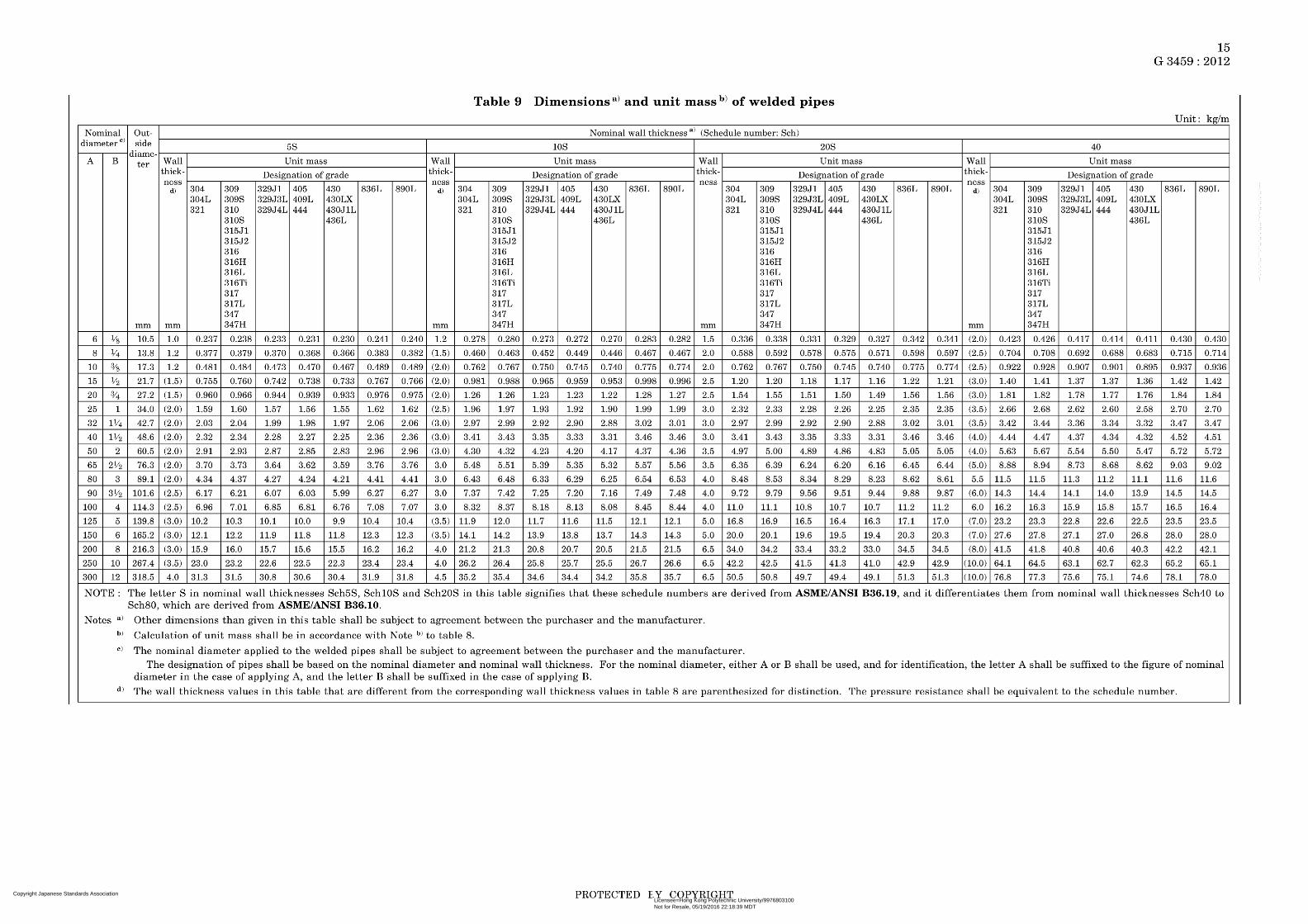
The outside diameter, wall thickness and unit mass of pipes shall be as given in table 8. For welded pipes, however, those in table 9 may be applied.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
12 G 3459: 2012
(Blank)
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
Nominal Out-diameter c) side 5S
diame-A B ter Wall Unit mass kg/m
thick- Designation of grade ness
304 309 329J1 405 430 836L 304H 309S 329J3L 409L 430LX 304L 310 329J4L 444 430J1L 321 310S 436L 321H 315J1
315J2 316 316H 316L 316Ti 317 317L 347
mm mm 347H
6 Vs 10.5 1.0 0.237 0.238 0.233 0.231 0.230 0.241
8 % 13.8 1.2 0.377 0.379 0.370 0.368 0.366 0.383
10 3fs 17.3 1.2 0.481 0.484 0.473 0.470 0.467 0.489
15 % 21.7 1.65 0.824 0.829 0.811 0.806 0.800 0.838
20 % 27.2 1.65 1.05 1.06 1.03 1.03 1.02 1.07
25 1 34.0 1.65 1.33 1.34 1.31 1.30 1.29 1.35
32 1% 42.7 1.65 1.69 1.70 1.66 1.65 1.64 1.71
40 1% 48.6 1.65 1.93 1.94 1.90 1.89 1.87 1.96
50 2 60.5 1.65 2.42 2.43 2.38 2.36 2.35 2.46
65 2% 76.3 2.1 3.88 3.91 3.82 3.79 3.77 3.95
80 3 89.1 2.1 4.55 4.58 4.48 4.45 4.42 4.63
90 3% 101.6 2.1 5.20 5.24 5.12 5.09 5.05 5.29
100 4 114.3 2.1 5.87 5.91 5.77 5.74 5.70 5.97
125 5 139.8 2.8 9.56 9.62 9.40 9.34 9.28 9.71
150 6 165.2 2.8 11.3 11.4 11.1 11.1 11.0 11.5
200 8 216.3 2.8 14.9 15.0 14.6 14.6 14.5 15.1
250 10 267.4 3.4 22.4 22.5 22.0 21.9 21.7 22.7
300 12 318.5 4.0 31.3 31.5 30.8 30.6 30.4 31.9
350 14 355.6 - - - - - - -
400 16 406.4 - - - - - - -
450 18 457.2 - - - - - - -
500 20 508.0 - - - - - - -
550 22 558.8 - - - - - - -
600 24 609.6 - - - - - - -
650 26 660.4 - - - - - - -
Table 8 Dimensions a) and unit mass h) of stainless steel pipes for piping
Nominal wall thickness a) (Schedule number: Sch)
lOS 20S
Wall Unit mass kg/m Wall Unit mass kg/m thick- Designation of grade thick- Designation of grade ness ness
890L 304 309 329J1 405 430 836L 890L 304 309 329J1 405 430 836L 304H 309S 329J3L 409L 430LX 304H 309S 329J3L 409L 430LX 304L 310 329J4L 444 430J1L 304L 310 329J4L 444 430J1L 321 310S 436L 321 310S 436L 321H 315J1 321H 315J1
315J2 315J2 316 316 316H 316H 316L 316L 316Ti 316Ti 317 317 317L 317L 347 347
mm 347H mm 347H
0.240 1.2 0.278 0.280 0.273 0.272 0.270 0.283 0.282 1.5 0.336 0.338 0.331 0.329 0.327 0.342
0.382 1.65 0.499 0.503 0.491 0.488 0.485 0.508 0.507 2.0 0.588 0.592 0.578 0.575 0.571 0.598
0.489 1.65 0.643 0.647 0.633 0.629 0.625 0.654 0.653 2.0 0.762 0.767 0.750 0.745 0.740 0.775
0.837 2.1 1.03 1.03 1.01 1.00 0.996 1.04 1.04 2.5 1.20 1.20 1.18 1.17 1.16 1.22
1.07 2.1 1.31 1.32 1.29 1.28 1.28 1.33 1.33 2.5 1.54 1.55 1.51 1.50 1.49 1.56
1.35 2.8 2.18 2.19 2.14 2.13 2.11 2.21 2.21 3.0 2.32 2.33 2.28 2.26 2.25 2.35
1.71 2.8 2.78 2.80 2.74 2.72 2.70 2.83 2.83 3.0 2.97 2.99 2.92 2.90 2.88 3.02
1.96 2.8 3.19 3.21 3.14 3.12 3.10 3.25 3.24 3.0 3.41 3.43 3.35 3.33 3.31 3.46
2.46 2.8 4.02 4.05 3.96 3.93 3.91 4.09 4.09 3.5 4.97 5.00 4.89 4.86 4.83 5.05
3.94 3.0 5.48 5.51 5.39 5.35 5.32 5.57 5.56 3.5 6.35 6.39 6.24 6.20 6.16 6.45
4.62 3.0 6.43 6.48 6.33 6.29 6.25 6.54 6.53 4.0 8.48 8.53 8.34 8.29 8.23 8.62
5.28 3.0 7.37 7.42 7.25 7.20 7.16 7.49 7.48 4.0 9.72 9.79 9.56 9.51 9.44 9.88
5.96 3.0 8.32 8.37 8.18 8.13 8.08 8.45 8.44 4.0 11.0 11.1 10.8 10.7 10.7 11.2
9.70 3.4 11.6 11.6 11.4 11.3 11.2 11.7 11.7 5.0 16.8 16.9 16.5 16.4 16.3 17.1
11.5 3.4 13.7 13.8 13.5 13.4 13.3 13.9 13.9 5.0 20.0 20.1 19.6 19.5 19.4 20.3
15.1 4.0 21.2 21.3 20.8 20.7 20.5 21.5 21.5 6.5 34.0 34.2 33.4 33.2 33.0 34.5
22.7 4.0 26.2 26.4 25.8 25.7 25.5 26.7 26.6 6.5 42.2 42.5 41.5 41.3 41.0 42.9
31.8 4.5 35.2 35.4 34.6 34.4 34.2 35.8 35.7 6.5 50.5 50.8 49.7 49.4 49.1 51.3
- - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - -
PROTECTED BY COPYRIGHT
Wall thick-ness
890L 304 309 304H 309S 304L 310 321 310S 321H 315J1
315J2 316 316H 316L 316Ti 317 317L 347
mm 347H
0.341 1.7 0.373 0.375
0.597 2.2 0.636 0.640
0.774 2.3 0.859 0.865
1.21 2.8 1.32 1.33
1.56 2.9 1.76 1.77
2.35 3.4 2.59 2.61
3.01 3.6 3.51 3.53
3.46 3.7 4.14 4.16
5.05 3.9 5.50 5.53
6.44 5.2 9.21 9.27
8.61 5.5 11.5 11.5
9.87 5.7 13.6 13.7
11.2 6.0 16.2 16.3
17.0 6.6 21.9 22.0
20.3 7.1 28.0 28.1
34.5 8.2 42.5 42.8
42.9 9.3 59.8 60.2
51.3 10.3 79.1 79.6
- 11.1 95.3 95.9
- 12.7 125 125
- 14.3 158 159
- 15.1 185 187
- 15.9 215 216
- 17.5 258 260
- 18.9 302 304
40
Unit mass kg/m
Designation of grade
329J1 405 430 329J3L 409L 430LX 329J4L 444 430J1L
436L
0.367 0.364 0.362
0.625 0.621 0.617
0.845 0.840 0.835
1.30 1.29 1.28
1.73 1.72 1.70
2.55 2.53 2.51
3.45 3.43 3.40
4.07 4.05 4.02
5.41 5.38 5.34
9.06 9.00 8.94
11.3 11.2 11.1
13.4 13.3 13.2
15.9 15.8 15.7
21.5 21.4 21.3
27.5 27.3 27.2
41.8 41.6 41.3
58.8 58.4 58.1
77.8 77.3 76.8
93.7 93.1 92.5
122 122 121
155 154 153
182 181 180
211 210 209
254 252 251
297 295 293
13 G 3459: 2012
836L 890L
0.378 0.378
0.646 0.645
0.874 0.873
1.34 1.34
1.78 1.78
2.63 2.63
3.56 3.56
4.21 4.20
5.59 5.58
9.36 9.35
11.6 11.6
13.8 13.8
16.5 16.4
22.3 22.2
28.4 28.4
43.2 43.2
60.8 60.7
80.4 80.3
96.8 96.7
127 126
160 160
188 188
219 218
262 262
307 307
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
14 G 3459: 2012
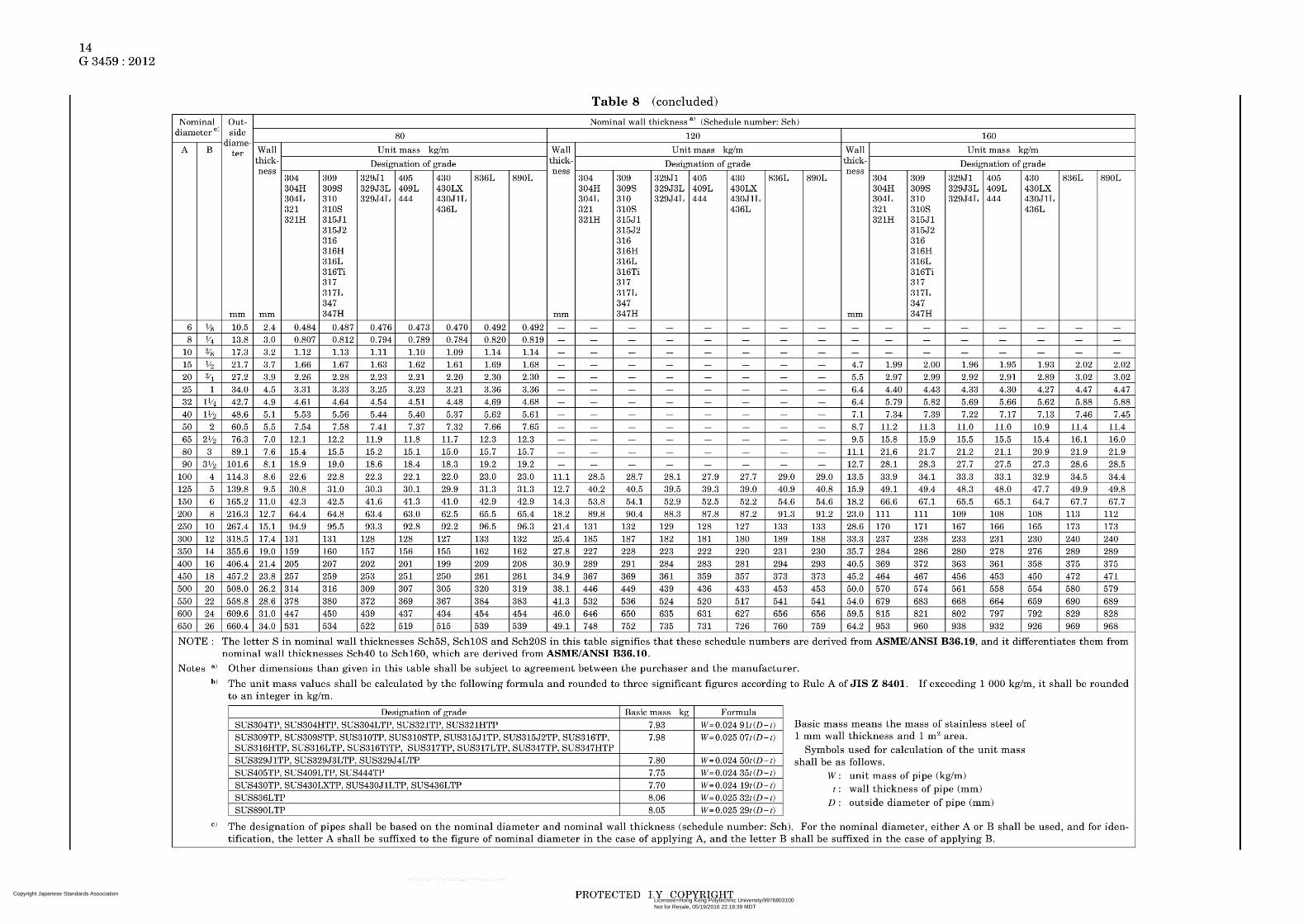
Table 8 (concluded)
Nominal Out- Nominal wall thickness a) (Schedule number: Sch) diameter c) side 80 120 160
diame-A B ter Wall Unit mass kg/m Wall Unit mass kg/m Wall Unit mass kg/m
thick- Designation of grade thick- Designation of grade thick- Designation of grade ness ness ness
304 309 329J1 405 430 836L 890L 304 309 329J1 405 430 836L 890L 304 309 329J1 405 430 836L 890L 304H 309S 329J3L 409L 430LX 304H 309S 329J3L 409L 430LX 304H 309S 329J3L 409L 430LX 304L 310 329J4L 444 430J1L 304L 310 329J4L 444 430JIL 304L 310 329J4L 444 430J1L 321 310S 436L 321 310S 436L 321 310S 436L 321H 315J1 321H 315J1 321H 315J1
315J2 315J2 315J2 316 316 316 316H 316H 316H 316L 316L 316L 316Ti 316Ti 316Ti 317 317 317 317L 317L 317L 347 347 347
mm mm 347H mm 347H mm 347H
6 Ys 10.5 2.4 0.484 0.487 0.476 0.473 0.470 0.492 0.492 - - - - - - - - - - - - - - - -
8 % 13.8 3.0 0.807 0.812 0.794 0.789 0.784 0.820 0.819 - - - - - - - - - - - - - - - -
10 % 17.3 3.2 1.12 1.13 1.11 1.10 1.09 1.14 1.14 - - - - - - - - - - - - - - - -
15 % 21.7 3.7 1.66 1.67 1.63 1.62 1.61 1.69 1.68 - - - - - - - - 4.7 1.99 2.00 1.96 1.95 1.93 2.02 2.02
20 % 27.2 3.9 2.26 2.28 2.23 2.21 2.20 2.30 2.30 - - - - - - - - 5.5 2.97 2.99 2.92 2.91 2.89 3.02 3.02
25 1 34.0 4.5 3.31 3.33 3.25 3.23 3.21 3.36 3.36 - - - - - - - - 6.4 4.40 4.43 4.33 4.30 4.27 4.47 4.47
32 1% 42.7 4.9 4.61 4.64 4.54 4.51 4.48 4.69 4.68 - - - - - - - - 6.4 5.79 5.82 5.69 5.66 5.62 5.88 5.88
40 1% 48.6 5.1 5.53 5.56 5.44 5.40 5.37 5.62 5.61 - - - - - - - - 7.1 7.34 7.39 7.22 7.17 7.13 7.46 7.45
50 2 60.5 5.5 7.54 7.58 7.41 7.37 7.32 7.66 7.65 - - - - - - - - 8.7 11.2 11.3 11.0 11.0 10.9 11.4 11.4
65 2% 76.3 7.0 12.1 12.2 11.9 11.8 11.7 12.3 12.3 - - - - - - - - 9.5 15.8 15.9 15.5 15.5 15.4 16.1 16.0
80 3 89.1 7.6 15.4 15.5 15.2 15.1 15.0 15.7 15.7 - - - - - - - - 11.1 21.6 21.7 21.2 21.1 20.9 21.9 21.9
90 3% 101.6 8.1 18.9 19.0 18.6 18.4 18.3 19.2 19.2 - - - - - - - - 12.7 28.1 28.3 27.7 27.5 27.3 28.6 28.5
100 4 114.3 8.6 22.6 22.8 22.3 22.1 22.0 23.0 23.0 11.1 28.5 28.7 28.1 27.9 27.7 29.0 29.0 13.5 33.9 34.1 33.3 33.1 32.9 34.5 34.4
125 5 139.8 9.5 30.8 31.0 30.3 30.1 29.9 31.3 31.3 12.7 40.2 40.5 39.5 39.3 39.0 40.9 40.8 15.9 49.1 49.4 48.3 48.0 47.7 49.9 49.8
150 6 165.2 11.0 42.3 42.5 41.6 41.3 41.0 42.9 42.9 14.3 53.8 54.1 52.9 52.5 52.2 54.6 54.6 18.2 66.6 67.1 65.5 65.1 64.7 67.7 67.7
200 8 216.3 12.7 64.4 64.8 63.4 63.0 62.5 65.5 65.4 18.2 89.8 90.4 88.3 87.8 87.2 91.3 91.2 23.0 111 111 109 108 108 113 112
250 10 267.4 15.1 94.9 95.5 93.3 92.8 92.2 96.5 96.3 21.4 131 132 129 128 127 133 133 28.6 170 171 167 166 165 173 173
300 12 318.5 17.4 131 131 128 128 127 133 132 25.4 185 187 182 181 180 189 188 33.3 237 238 233 231 230 240 240
350 14 355.6 19.0 159 160 157 156 155 162 162 27.8 227 228 223 222 220 231 230 35.7 284 286 280 278 276 289 289
400 16 406.4 21.4 205 207 202 201 199 209 208 30.9 289 291 284 283 281 294 293 40.5 369 372 363 361 358 375 375 450 18 457.2 23.8 257 259 253 251 250 261 261 34.9 367 369 361 359 357 373 373 45.2 464 467 456 453 450 472 471
500 20 508.0 26.2 314 316 309 307 305 320 319 38.1 446 449 439 436 433 453 453 50.0 570 574 561 558 554 580 579
550 22 558.8 28.6 378 380 372 369 367 384 383 41.3 532 536 524 520 517 541 541 54.0 679 683 668 664 659 690 689
600 24 609.6 31.0 447 450 439 437 434 454 454 46.0 646 650 635 631 627 656 656 59.5 815 821 802 797 792 829 828
650 26 660.4 34.0 531 534 522 519 515 539 539 49.1 748 752 735 731 726 760 759 64.2 953 960 938 932 926 969 968
NOTE: The letter S in nominal wall thicknesses Sch5S, SchlOS and Sch20S in this table signifies that these schedule numbers are derived from ASME/ANSI B36.19, and it differentiates them from nominal wall thicknesses Sch40 to Sch160, which are derived from ASME/ANSI B36.10.
Notes a) Other dimensions than given in this table shall be subject to agreement between the purchaser and the manufacturer. b) The unit mass values shall be calculated by the following formula and rounded to three significant figures according to Rule A of JIS Z 8401. If exceeding 1 000 kg/m, it shall be rounded
to an integer in kg/m.
Designation of grade Basic mass kg Formula
SUS304TP, SUS304HTP, SUS304LTP, SUS321TP, SUS321HTP 7.93 W=O.02491t(D-t) Basic mass means the mass of stainless steel of SUS309TP, SUS309STP, SUS310TP, SUS310STP, SUS315J1TP, SUS315J2TP, SUS316TP, 7.98 W=O.02507t(D-t) 1 mm wall thickness and 1 m 2 area. SUS316HTP, SUS316LTP, SUS316TiTP, SUS317TP, SUS317LTP, SUS347TP, SUS347HTP Symbols used for calculation of the unit mass SUS329J1TP, SUS329J3LTP, SUS329J4LTP 7.80 W=0.02450t(D-t) shall be as follows. SUS405TP, SUS409LTP, SUS444TP 7.75 W=0.024351(D-L) W: unit mass of pipe (kg/m) SUS430TP, SUS430LXTP, SUS430J1LTP, SUS436LTP 7.70 W=0.024 19t(D- t) t : wall thickness of pipe (mm) SUS836LTP 8.06 W=0.02532t(D-t) D: outside diameter of pipe (mm) SUS890LTP 8.05 W=0.025 29t(D- t)
c) The designation of pipes shall be based on the nominal diameter and nominal wall thickness (schedule number: Sch). For the nominal diameter, either A or B shall be used, and for iden-tification, the letter A shall be suffixed to the figure of nominal diameter in the case of applying A, and the letter B shall be suffixed in the case of applying B.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
Nominal diameter c)
A B
6 lis 8 %
10 3fs 15 %
20 % 25 1
32 1%
40 1112
50 2
65 2%
80 3
90 3%
100 4
125 5
150 6
200 8
250 10
300 12
NOTE:
Notes a)
h)
c)
d)
Out-side 5S
diame-ter Wall Unit mass Wall
thick- Designation of grade thick-ness ness
d) 304 309 329J1 405 430 836L 890L d)
304L 309S 329J3L 409L 430LX 321 310 329J4L 444 430J1L
310S 436L 315J1 315J2 316 316H 316L 316Ti 317 317L 347
mm mm 347H mm
10.5 1.0 0.237 0.238 0.233 0.231 0.230 0.241 0.240 1.2
13.8 1.2 0.377 0.379 0.370 0.368 0.366 0.383 0.382 (1.5)
17.3 1.2 0.481 0.484 0.473 0.470 0.467 0.489 0.489 (2.0)
21.7 (1.5) 0.755 0.760 0.742 0.738 0.733 0.767 0.766 (2.0)
27.2 (1.5) 0.960 0.966 0.944 0.939 0.933 0.976 0.975 (2.0)
34.0 (2.0) 1.59 1.60 1.57 1.56 1.55 1.62 1.62 (2.5)
42.7 (2.0) 2.03 2.04 1.99 1.98 1.97 2.06 2.06 (3.0)
48.6 (2.0) 2.32 2.34 2.28 2.27 2.25 2.36 2.36 (3.0)
60.5 (2.0) 2.91 2.93 2.87 2.85 2.83 2.96 2.96 (3.0)
76.3 (2.0) 3.70 3.73 3.64 3.62 3.59 3.76 3.76 3.0
89.1 (2.0) 4.34 4.37 4.27 4.24 4.21 4.41 4.41 3.0
101.6 (2.5) 6.17 6.21 6.07 6.03 5.99 6.27 6.27 3.0
114.3 (2.5) 6.96 7.01 6.85 6.81 6.76 7.08 7.07 3.0
139.8 (3.0) 10.2 10.3 10.1 10.0 9.9 10.4 10.4 (3.5)
165.2 (3.0) 12.1 12.2 11.9 11.8 11.8 12.3 12.3 (3.5)
216.3 (3.0) 15.9 16.0 15.7 15.6 15.5 16.2 16.2 4.0
267.4 (3.5) 23.0 23.2 22.6 22.5 22.3 23.4 23.4 4.0
318.5 4.0 31.3 31.5 30.8 30.6 30.4 31.9 31.8 4.5
Table 9 Dimensions a) and unit mass b) of welded pipes
Nominal wall thickness a) (Schedule number: Sch)
lOS 20S
Unit mass Wall Unit mass
Designation of grade thick- Designation of grade ness
304 309 329J1 405 430 836L 890L 304 309 329J1 405 430 304L 309S 329J3L 409L 430LX 304L 309S 329J3L 409L 430LX 321 310 329J4L 444 430J1L 321 310 329J4L 444 430J1L
310S 436L 310S 436L 315J1 315J1 315J2 315J2 316 316 316H 316H 316L 316L 316Ti 316Ti 317 317 317L 317L 347 347 347H mm 347H
0.278 0.280 0.273 0.272 0.270 0.283 0.282 1.5 0.336 0.338 0.331 0.329 0.327
0.460 0.463 0.452 0.449 0.446 0.467 0.467 2.0 0.588 0.592 0.578 0.575 0.571
0.762 0.767 0.750 0.745 0.740 0.775 0.774 2.0 0.762 0.767 0.750 0.745 0.740
0.981 0.988 0.965 0.959 0.953 0.998 0.996 2.5 1.20 1.20 1.18 1.17 1.16
1.26 1.26 1.23 1.23 1.22 1.28 1.27 2.5 1.54 1.55 1.51 1.50 1.49
1.96 1.97 1.93 1.92 1.90 1.99 1.99 3.0 2.32 2.33 2.28 2.26 2.25
2.97 2.99 2.92 2.90 2.88 3.02 3.01 3.0 2.97 2.99 2.92 2.90 2.88
3.41 3.43 3.35 3.33 3.31 3.46 3.46 3.0 3.41 3.43 3.35 3.33 3.31
4.30 4.32 4.23 4.20 4.17 4.37 4.36 3.5 4.97 5.00 4.89 4.86 4.83
5.48 5.51 5.39 5.35 5.32 5.57 5.56 3.5 6.35 6.39 6.24 6.20 6.16
6.43 6.48 6.33 6.29 6.25 6.54 6.53 4.0 8.48 8.53 8.34 8.29 8.23
7.37 7.42 7.25 7.20 7.16 7.49 7.48 4.0 9.72 9.79 9.56 9.51 9.44
8.32 8.37 8.18 8.13 8.08 8.45 8.44 4.0 11.0 11.1 10.8 10.7 10.7
11.9 12.0 11.7 11.6 11.5 12.1 12.1 5.0 16.8 16.9 16.5 16.4 16.3
14.1 14.2 13.9 13.8 13.7 14.3 14.3 5.0 20.0 20.1 19.6 19.5 19.4
21.2 21.3 20.8 20.7 20.5 21.5 21.5 6.5 34.0 34.2 33.4 33.2 33.0
26.2 26.4 25.8 25.7 25.5 26.7 26.6 6.5 42.2 42.5 41.5 41.3 41.0
35.2 35.4 34.6 34.4 34.2 35.8 35.7 6.5 50.5 50.8 49.7 49.4 49.1
Wall thick-ness
836L 890L d) 304 309 304L 309S 321 310
310S 315J1 315J2 316 316H 316L 316Ti 317 317L 347
mm 347H
0.342 0.341 (2.0) 0.423 0.426
0.598 0.597 (2.5) 0.704 0.708
0.775 0.774 (2.5) 0.922 0.928
1.22 1.21 (3.0) 1.40 1.41
1.56 1.56 (3.0) 1.81 1.82
2.35 2.35 (3.5) 2.66 2.68
3.02 3.01 (3.5) 3.42 3.44
3.46 3.46 (4.0) 4.44 4.47
5.05 5.05 (4.0) 5.63 5.67
6.45 6.44 (5.0) 8.88 8.94
8.62 8.61 5.5 11.5 11.5
9.88 9.87 (6.0) 14.3 14.4
11.2 11.2 6.0 16.2 16.3
17.1 17.0 (7.0) 23.2 23.3
20.3 20.3 (7.0) 27.6 27.8
34.5 34.5 (8.0) 41.5 41.8
42.9 42.9 (10.0) 64.1 64.5
51.3 51.3 (10.0) 76.8 77.3
40
15 G 3459: 2012
Unit: kg/m
Unit mass
Designation of grade
329J1 405 430 836L 890L 329J3L 409L 430LX 329J4L 444 430J1L
436L
0.417 0.414 0.411 0.430 0.430
0.692 0.688 0.683 0.715 0.714
0.907 0.901 0.895 0.937 0.936
1.37 1.37 1.36 1.42 1.42
1.78 1.77 1.76 1.84 1.84
2.62 2.60 2.58 2.70 2.70
3.36 3.34 3.32 3.47 3.47
4.37 4.34 4.32 4.52 4.51
5.54 5.50 5.47 5.72 5.72
8.73 8.68 8.62 9.03 9.02
11.3 11.2 11.1 11.6 11.6
14.1 14.0 13.9 14.5 14.5
15.9 15.8 15.7 16.5 16.4
22.8 22.6 22.5 23.5 23.5
27.1 27.0 26.8 28.0 28.0
40.8 40.6 40.3 42.2 42.1
63.1 62.7 62.3 65.2 65.1
75.6 75.1 74.6 78.1 78.0
The letter S in nominal wall thicknesses Sch5S, SchlOS and Sch20S in this table signifies that these schedule numbers are derived from ASME/ANSI B36.19, and it differentiates them from nominal wall thicknesses Sch40 to SchSO, which are derived from ASME/ANSI B36.10.
Other dimensions than given in this table shall be subject to agreement between the purchaser and the manufacturer.
Calculation of unit mass shall be in accordance with Note h) to table S.
The nominal diameter applied to the welded pipes shall be subject to agreement between the purchaser and the manufacturer. The designation of pipes shall be based on the nominal diameter and nominal wall thickness. For the nominal diameter, either A or B shall be used, and for identification, the letter A shall be suffixed to the figure of nominal
diameter in the case of applying A, and the letter B shall be suffixed in the case of applying B.
The wall thickness values in this table that are different from the corresponding wall thickness values in table S are parenthesized for distinction. The pressure resistance shall be equivalent to the schedule number.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
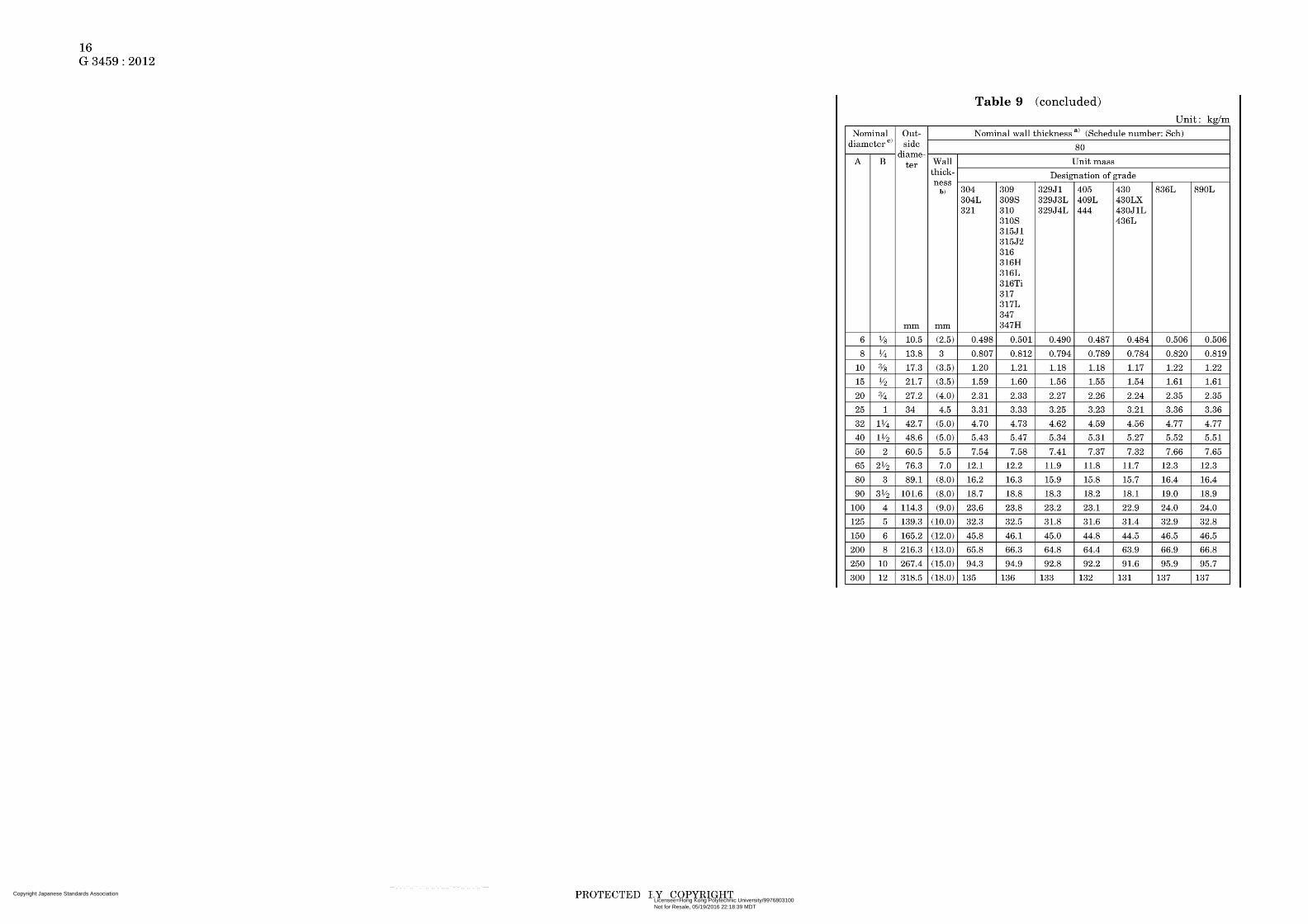
16 G 3459: 2012
Table 9 (concluded) Unit: kg/m
Nominal Out- Nominal wall thickness a) (Schedule number: Sch) diameter Ci side 80
diame-A B ter Wall Unit mass
thick- Designation of grade ness
b) 304 309 329J1 405 430 836L 890L 304L 309S 329J3L 409L 430LX 321 310 329J4L 444 430J1L
310S 436L 315J1 315J2 316 316H 316L 316Ti 317 317L 347
mm mm 347H
6 Vs 10.5 (2.5) 0.498 0.501 0.490 0.487 0.484 0.506 0.506
8 % 13.8 3 0.807 0.812 0.794 0.789 0.784 0.820 0.819
10 3fs 17.3 (3.5) 1.20 1.21 1.18 1.18 1.17 1.22 1.22
15 % 21.7 (3.5) 1.59 1.60 1.56 1.55 1.54 1.61 1.61
20 % 27.2 (4.0) 2.31 2.33 2.27 2.26 2.24 2.35 2.35
25 1 34 4.5 3.31 3.33 3.25 3.23 3.21 3.36 3.36
32 1% 42.7 (5.0) 4.70 4.73 4.62 4.59 4.56 4.77 4.77
40 1% 48.6 (5.0) 5.43 5.47 5.34 5.31 5.27 5.52 5.51
50 2 60.5 5.5 7.54 7.58 7.41 7.37 7.32 7.66 7.65
65 2% 76.3 7.0 12.1 12.2 11.9 11.8 11.7 12.3 12.3
80 3 89.1 (8.0) 16.2 16.3 15.9 15.8 15.7 16.4 16.4
90 3% 101.6 (8.0) 18.7 18.8 18.3 18.2 18.1 19.0 18.9
100 4 114.3 (9.0) 23.6 23.8 23.2 23.1 22.9 24.0 24.0
125 5 139.3 (10.0) 32.3 32.5 31.8 31.6 31.4 32.9 32.8
150 6 165.2 (12.0) 45.8 46.1 45.0 44.8 44.5 46.5 46.5
200 8 216.3 (13.0) 65.8 66.3 64.8 64.4 63.9 66.9 66.8
250 10 267.4 (15.0) 94.3 94.9 92.8 92.2 91.6 95.9 95.7
300 12 318.5 (18.0) 135 136 133 132 131 137 137
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
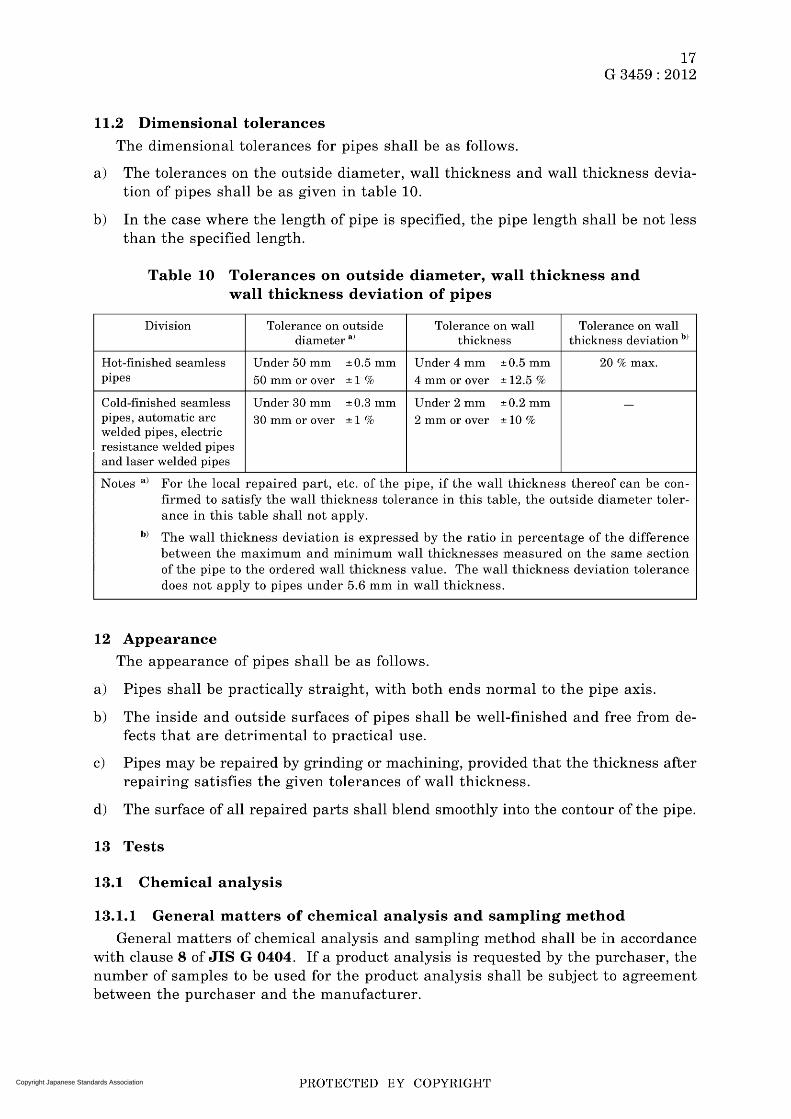
11.2 Dimensional tolerances
The dimensional tolerances for pipes shall be as follows.
17 G 3459: 2012
a) The tolerances on the outside diameter, wall thickness and wall thickness deviation of pipes shall be as given in table 10.
b) In the case where the length of pipe is specified, the pipe length shall be not less than the specified length.
Table 10 Tolerances on outside diameter, wall thickness and wall thickness deviation of pipes
Division Tolerance on outside Tolerance on wall Tolerance on wall diameter a) thickness thickness deviation b)
Hot-finished seamless Under 50 mm ±0.5 mm Under 4 mm ±0.5 mm 20 % max. pipes 50 mm or over ±1 % 4 mm or over ± 12.5 %
Cold-finished seamless Under 30 mm ±0.3 mm Under 2 mm ±0.2 mm -
pipes, automatic arc 30 mm or over ±1 % 2 mm or over ±10 % welded pipes, electric resistance welded pi pes and laser welded pipes
Notes a) For the local repaired part, etc. of the pipe, if the wall thickness thereof can be con-firmed to satisfy the wall thickness tolerance in this table, the outside diameter toler-ance in this table shall not apply.
b) The wall thickness deviation is expressed by the ratio in percentage of the difference between the maximum and minimum wall thicknesses measured on the same section of the pipe to the ordered wall thickness value. The wall thickness deviation tolerance does not apply to pipes under 5.6 mm in wall thickness.
12 Appearance
The appearance of pipes shall be as follows.
a) Pipes shall be practically straight, with both ends normal to the pipe axis.
b) The inside and outside surfaces of pipes shall be well-finished and free from defects that are detrimental to practical use.
c) Pipes may be repaired by grinding or machining, provided that the thickness after repairing satisfies the given tolerances of wall thickness.
d) The surface of all repaired parts shall blend smoothly into the contour of the pipe.
13 Tests
13.1 Chemical analysis
13.1.1 General matters of chemical analysis and sampling method
General matters of chemical analysis and sampling method shall be in accordance with clause 8 of JIS G 0404. If a product analysis is requested by the purchaser, the number of samples to be used for the product analysis shall be subject to agreement between the purchaser and the manufacturer.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
18 G 3459: 2012
13.1.2 Analytical method
The analytical method shall be in accordance with JIS G 0320. The product analysis method shall be in accordance with JIS G 0321.
13.2 Mechanical test
13.2.1 General matters of mechanical test
General matters of mechanical test shall be in accordance with in clause 7 and clause 9 of JIS G 0404. The sampling method for mechanical tests shall be in accordance with Class A in 7.6 of JIS G 0404.
13.2.2 Sampling method and number of test pieces
The sampling method and the number of test pieces shall be as follows.
a) Tensile test and flattening test One sample shall be taken from each group of 50 pipes and its fraction that are of the same dimensions 1) and of the same heat treatment 2) 3), and from each sample thus obtained, one tensile test piece and one flattening test piece shall be taken.
Notes 1) The "same dimensions" means the same outside diameter and the same wall thickness.
2) The "same heat treatment" in the case of using continuous furnace refers to a continuous heat treatment performed under consistent heat treatment condition. Therefore, pipes before and after any stop of continuous furnace do not belong to the same heat treatment.
3) In the case of sampling from a group of pipes from the same cast, it may be under the same heat treatment conditions instead of by the same heat treatment.
b) Test of guide bend resistance of weld If the sample is a pipe, one sample shall be taken from each 120 m length of pipes and its fraction that are of the same dimensions 1) and of the same heat treatment 2) 3). If the sample is a pipe end which is welded under the same conditions as the pipe body, one sample shall be taken from each lot equivalent to 120 m length of pipes and its fraction that are of the same dimensions and of the same heat treatment.
One guide bend test piece of weld shall be taken from each of these samples.
13.2.3 Tensile test
The tensile test shall be as follows.
a) Test piece The test piece shall be any of test pieces of No. 11, No. 12 (No. 12A, No. 12B or No. 12C), No.4 or No.5 specified in JIS Z 2241, and shall be taken from samples. For No.4 test piece, the diameter shall be 14 mm (the gauge length 50 mm).
When tensile test pieces are taken from electric resistance welded pi pes, the No. 12 or No.5 test pieces shall be taken from the part not including the weld.
b) Test method The test method shall be in accordance with JIS Z 2241.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
13.2.4 Flattening test
The flattening test shall be as follows.
19 G 3459: 2012
In the case of seamless pipes, the flattening test may be omitted 4) unless specified by the purchaser.
Note 4) This means that the flattening test may be omitted at the discretion of the manufacturer, but only on the precondition that the flattening resistance of the pipe satisfies the specified value.
a) Test piece A test piece 50 mm or over in length shall be cut off from the end of the pipe. For pipes with wall thicknesses that are 15 % or over of the outside diameter, a C-shape test piece prepared by removing a part of the circumference of a ring-shaped test piece may be used.
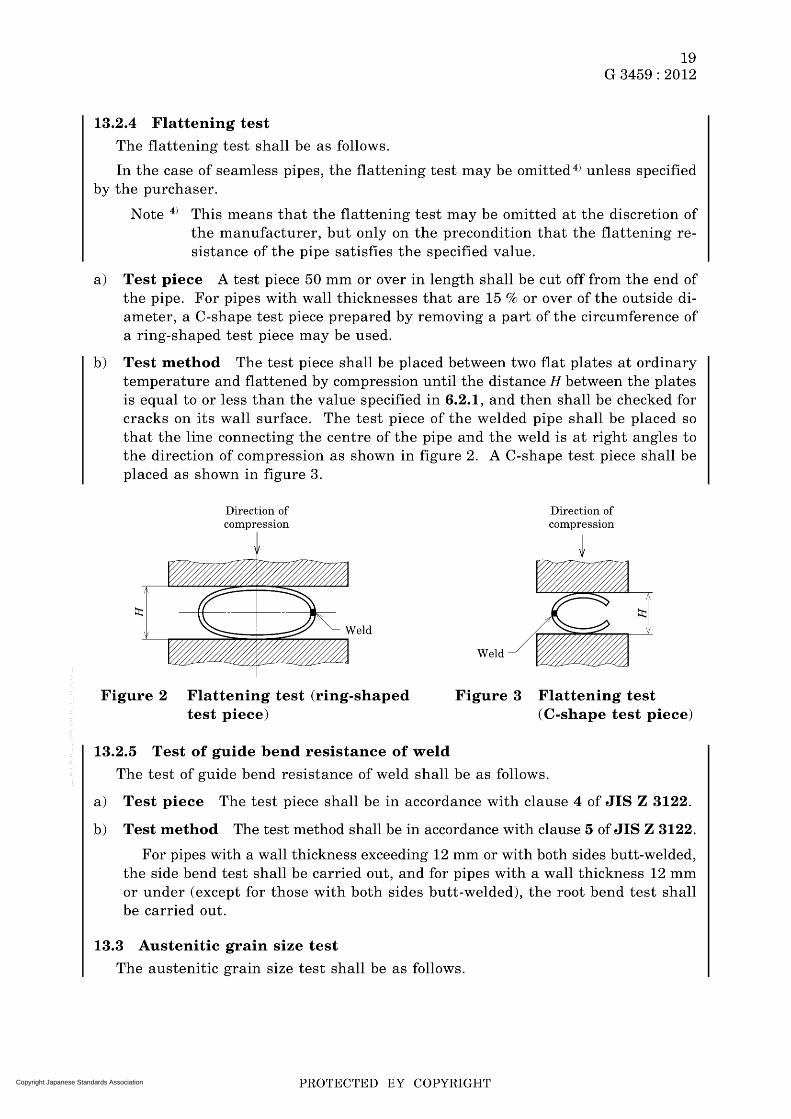
b) Test method The test piece shall be placed between two flat plates at ordinary temperature and flattened by compression until the distance H between the plates is equal to or less than the value specified in 6.2.1, and then shall be checked for cracks on its wall surface. The test piece of the welded pipe shall be placed so that the line connecting the centre of the pipe and the weld is at right angles to the direction of compression as shown in figure 2. A C-shape test piece shall be placed as shown in figure 3.
Direction of compression
t Direction of compression
Figure 2 Flattening test (ring-shaped test piece)
Figure 3 Flattening test (C-shape test piece)
13.2.5 Test of guide bend resistance of weld
The test of guide bend resistance of weld shall be as follows.
a) Test piece The test piece shall be in accordance with clause 4 of JIS Z 3122.
b) Test method The test method shall be in accordance with clause 5 of JIS Z 3122.
For pipes with a wall thickness exceeding 12 mm or with both sides butt-welded, the side bend test shall be carried out, and for pipes with a wall thickness 12 mm or under (except for those with both sides butt-welded), the root bend test shall be carried out.
13.3 Austenitic grain size test
The austenitic grain size test shall be as follows.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
20 G 3459: 2012
a) Sampling method and number of test pieces The sampling method and number of test pieces shall be in accordance with 13.2.2 a).
b) Test piece An approximate length of 20 mm shall be cut off from the end of a sample to be supplied as a test piece.
c) Test method The test method shall be in accordance with JIS G 0551. Unless otherwise specified by the purchaser, the method described in 6.3.1 of JIS G 0551 shall be used. The evaluation of grain size shall be made either by the grain size number or by the cutting method.
13.4 Hydraulic test or nondestructive test
The hydraulic test or nondestructive test shall be as follows.
a) Frequency of test Either the hydraulic test or nondestructive test shall be carried out for each one pipe. The number of tests to be performed may be as agreed between the purchaser and the manufacturer.
b) Test method The test method of hydraulic test or nondestructive test shall be as follows.
1) Hydraulic test The pipe shall be held under a pressure not less than the minimum hydraulic test pressure specified in 8 a) for at least 5 s, and then examined to see if it has endured the pressure without leakage.
2) Nondestructive test The nondestructive test shall be in accordance with either JIS G 0582, JIS G 0583 or JIS Z 3106.
13.5 Pressure resistance test
The pressure resistance test shall be in accordance with JIS S 3200-1.
The pressure resistance test shall be a type test, which is not to be performed upon each delivery, but performed only in the cases where modification has been made in production conditions that may influence the performance of the product.
13.6 Leaching performance test
The leaching performance test shall be in accordance with JIS S 3200-7.
The leaching performance test shall be a type test, which is not to be performed upon each delivery, but performed only in the cases where modification has been made in production conditions that may influence the performance of the product.
14 Inspection and re-inspection
14.1 Inspection
The inspection shall be as follows.
a) General matters of inspection shall be in accordance with JIS G 0404.
b) The chemical composition shall conform to the specification given in clause 5.
c) The mechanical properties shall conform to the specification given in clause 6.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---

21 G 3459: 2012
d) The austenitic grain size of pipe of SUS321HTP shall conform to the specification given in clause 7.
e) The hydraulic test characteristics or nondestructive test characteristics shall con-form to the specification given in clause 8.
f) The pressure resistance shall conform to the specification given in clause 9.
g) The leaching performance shall conform to the specification given in clause 10.
h) The dimensions shall conform to the specifications given in clause 11.
i) The appearance shall conform to the specification given in clause 12.
j) In the case where a part of or all of the special quality requirements in Annex JA are applied upon the agreement between the purchaser and the manufacturer, the results of inspection shall conform to the relevant requirements.
14.2 Re-inspection
Pipes which have failed in mechanical test may be further evaluated for acceptance by conducting a retest specified in 9.8 of JIS G 0404.
15 Marking
Each pipe having passed the inspection shall be marked with the following items. However, in the case of pipes of smaller diameter or when specified by the purchaser, the pipes may be bundled together and marked on each bundle by a suitable means. The order of indication of marking items is not specified. A part of the items may be omitted if approved by the purchaser.
a) Designation of grade
b) Symbol of manufacturing method
Symbols indicating the manufacturing method shall be as follows. The dash may be replaced with a blank.
1) Hot-finished seamless pipe: -S-H
2) Cold-finished seamless pipe: - S-C
3) Automatic arc welded pipe: -A
4) Cold-finished automatic arc welded pipe: -A-C
5) Weld zone work finished automatic arc welded pipe: -A-B
6) Laser welded pipe: -L
7) Cold-finished laser welded pipe: -L-C
8) Weld zone work finished laser welded pipe: -L-B
9) As electric resistance welded pipe: -E-G
10) Cold-finished electric resistance welded pipe: -E-C
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
22 G 3459: 2012
c) Dimensions Dimensions shall be marked by "nominal diameter x nominal wall ------------------------------------------------------------------------------------------------------------------------------------------------------------
thickness", "outside diameter x wall thickness" or "nominal diameter x wall thick-----------------------------------------------------------------------------------------------------------------------------------------------------
ness".
Example: 50A x Sch10S, 60.5 x 2.8 or 50A x 2.8
d) Manufacturer's name or its identifying brand
e) Symbol denoting the special quality requirement: Z (if applicable) ----------------------------------------------------------------------------------------------------------------------------------
f) Symbol denoting the acceptance in the pressure resistance and leaching perfor-------------------------------------------------------------------------------------------------------------------------------------------------------------
mance tests: M (if applicable) -------------------------------------------------------
16 Report
The manufacturer shall submit the inspection certificate unless otherwise specified. In this case, the report shall conform to the requirements of clause 13 in JIS G 0404. The type of inspection certificate shall be, unless otherwise specified, standard designation 2.3 or 3.1.B in table 1 of JIS G 0415.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
JA.l Scope
Annex JA (normative)
Special quality requirements
23 G 3459: 2012
This Annex specifies the special quality requirements to be performed by the manufacturer upon agreement between the purchaser and the manufacturer.
JA.2 Yield point or proof stress in tensile test at elevated temperature (Z2) 1)
The yield point or proof stress in tensile test at elevated temperature shall be as follows.
a) The value of the yield point or proof stress and the test temperature in the tensile test of pipes at elevated temperature shall be subject to the agreement between the purchaser and the manufacturer.
b) For the test, one sample shall be drawn from each group of pipes of the same cast, and one test piece shall be taken therefrom for each test temperature.
c) The test piece and test method shall be in accordance with JIS G 0567.
If taking of the test piece of the shape as specified in JIS G 0567 is difficult, the shape of test piece shall be subject to agreement between the purchaser and the manufacturer.
Note 1) In business trading of pipes, the designation of yield point or proof stress in tensile test at elevated temperature can be indicated as Z2.
JA.3 Ultrasonic examination and inspection (Z3) 2)
The ultrasonic examination and inspection shall be applied to seamless pipes, and shall be as follows.
a) The standard detection sensitivity for the ultrasonic examination shall be division DB or DC as specified in JIS G 0582, and there shall be no signals equivalent to or greater than the signals from the reference standards of the reference sample of the said division.
b) The method of ultrasonic examination shall be in accordance with JIS G 0582.
c) The ultrasonic examination shall be performed on each pipe, and the requirement in a) shall be satisfied.
Note 2) In business trading of pipes, the designation of ultrasonic examination can be indicated as Z3.
JA.4 Eddy current examination and inspection (Z4) 3)
The eddy current examination and inspection shall be as follows.
a) The standard detection sensitivity for the eddy current examination shall be division ED, EV, EW or EX as specified in JIS G 0583, and there shall be no signals equivalent to or greater than the signals from the reference standards of the reference sample of the said division.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
24 G 3459: 2012
b) The eddy current examination shall be carried out in accordance with JIS G 0583.
c) The eddy current examination shall be performed on each pipe, and the requirement in a) shall be satisfied.
Note 3) In business trading of pipes, the designation of eddy current examination can be indicated as Z4.
JA.5 Corrosion test (Z6) 4)
JA.5.1 Corrosion test method
The corrosion test, if requested by the purchaser, shall be in accordance with the methods as described in the following b) to d). Prior to performing these tests, however, the 10 % oxalic acid etching test (JIS G 0571) given in a) may be performed to evaluate the necessity of the grain boundary corrosion tests in b) to d) based on the obtained etching structure.
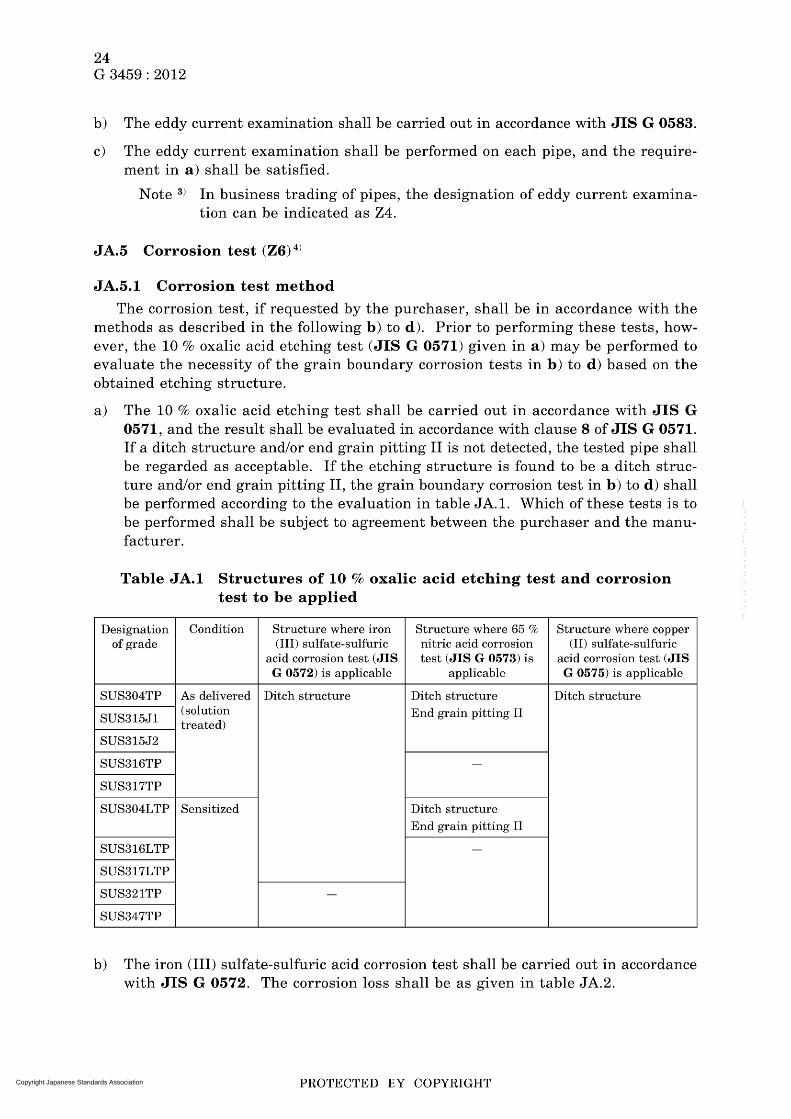
a) The 10 % oxalic acid etching test shall be carried out in accordance with JIS G 0571, and the result shall be evaluated in accordance with clause 8 of JIS G 0571. If a ditch structure and/or end grain pitting II is not detected, the tested pipe shall be regarded as acceptable. If the etching structure is found to be a ditch structure and/or end grain pitting II, the grain boundary corrosion test in b) to d) shall be performed according to the evaluation in table JA.1. Which of these tests is to be performed shall be subject to agreement between the purchaser and the manufacturer.
Table JA.l Structures of 10 % oxalic acid etching test and corrosion test to be applied
Designation Condition Structure where iron Structure where 65 % Structure where copper of grade (III) sulfate-sulfuric nitric acid corrosion (II) sulfate-sulfuric
acid corrosion test (JIS test (JIS G 0573) is acid corrosion test (JIS G 0572) is applicable applicable G 0575) is applicable
SUS304TP As delivered Ditch structure Ditch structure Ditch structure
SUS315Jl (solution End grain pitting II treated)
SUS315J2
SUS316TP -
SUS317TP
SUS304LTP Sensitized Ditch structure
End grain pitting II
SUS316LTP -
SUS317LTP
SUS321TP -
SUS347TP
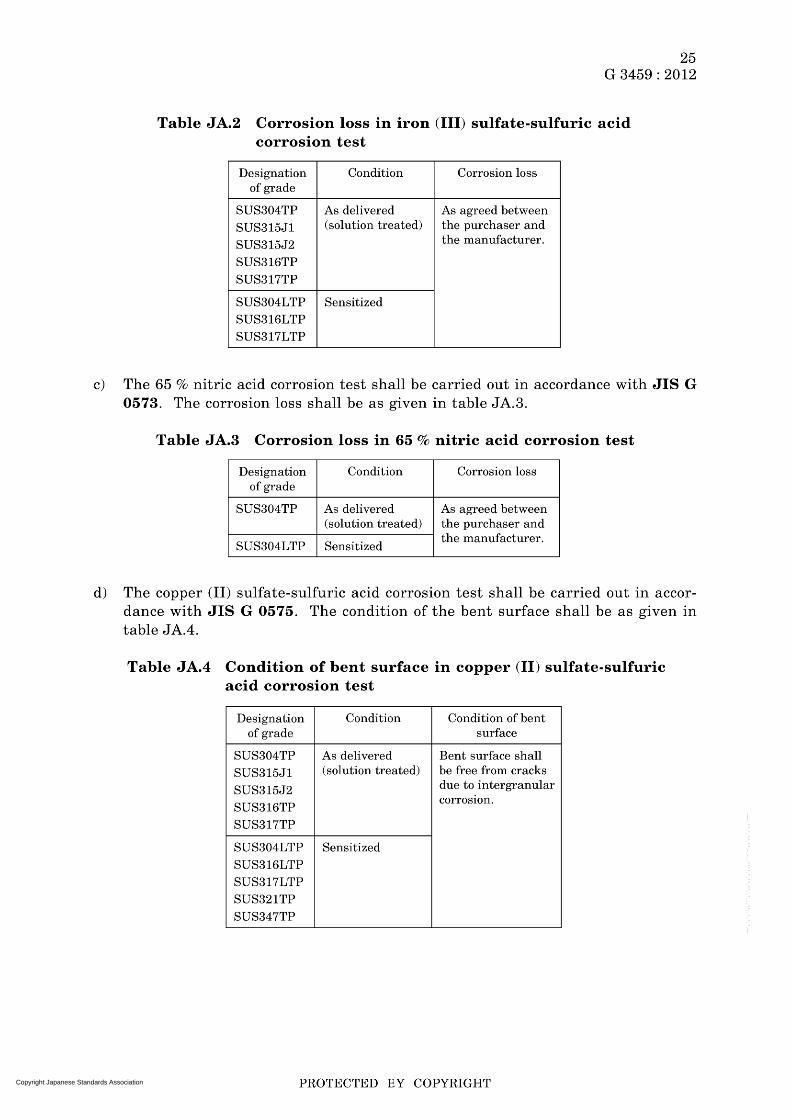
b) The iron (III) sulfate-sulfuric acid corrosion test shall be carried out in accordance with JIS G 0572. The corrosion loss shall be as given in table JA.2.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
25 G 3459: 2012
Table JA.2 Corrosion loss in iron (III) sulfate-sulfuric acid corrosion test
Designation Condition Corrosion loss of grade
SUS304TP As delivered As agreed between
SUS315Jl (solution treated) the purchaser and
SUS315J2 the manufacturer.
SUS316TP
SUS317TP
SUS304LTP Sensitized
SUS316LTP
SUS317LTP
c) The 65 % nitric acid corrosion test shall be carried out in accordance with JIS G 0573. The corrosion loss shall be as given in table JA.3.
Table JA.3 Corrosion loss in 65 % nitric acid corrosion test
Designation Condition Corrosion loss of grade
SUS304TP As delivered As agreed between (solution treated) the purchaser and
SUS304LTP Sensitized the manufacturer.
d) The copper (II) sulfate-sulfuric acid corrosion test shall be carried out in accordance with JIS G 0575. The condition of the bent surface shall be as given in table JA.4.
Table JA.4 Condition of bent surface in copper (II) sulfate-sulfuric acid corrosion test
Designation Condition Condition of bent of grade surface
SUS304TP As delivered Bent surface shall
SUS315Jl (solution treated) be free from cracks
SUS315J2 due to intergranular
SUS316TP corrosion.
SUS317TP
SUS304LTP Sensitized
SUS316LTP
SUS317LTP
SUS321TP
SUS347TP
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
26 G 3459: 2012
JA.5.2 Sampling method and number of test pieces
The sampling method and the number of test pieces for the tensile test in 13.2.2 a)
shall apply. If the purchaser requests, however, the test piece shall be taken from samples drawn from each group of pipes from the same cast produced under the same heat treatment.
JA.5.3 Test piece
A suitable length shall be cut off from the end of a sample to be supplied as a test piece.
JA.5.4 Test method
Test method shall be in accordance with one of the following standards.
JIS G 0571, JIS G0572,JIS G0573, JIS G0575
JA.5.5 Inspection
The results of the tests shall conform to the specifications given in JA.5.1.
Note 4) In business trading of pipes, the designation of corrosion test can be indicated as Z6.
JA.6 Radiographic examination of weld and inspection (Z7) 5)
The radiographic examination of weld shall be as follows.
a) Classification of radiographs in the radiographic examination of weld shall be either Class 1 or Class 2, as specified by the purchaser, in classification of defects given in table 5 or table 6 in Annex 4 of JIS Z 3106.
b) The method of radiographic examination shall be as specified in Annex 1 of JIS Z 3106. In this case, the penetrometer sensitivity shall be Class A. However, the purchaser may specify Class B penetrometer sensitivity if especially required.
c) The radiographic examination shall be carried out for the full length of the weld for each pipe, and the results obtained shall conform to the requirements specified in a).
Note 5) In business trading of pipes, the designation of radiographic examination of weld can be indicated as Z 7.
PROTECTED BY COPYRIGHT Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
"'d ~ o ~ t:rj o ~ t:rj
t::J
OJ ~
o o ~ ~
Q ::r: ~
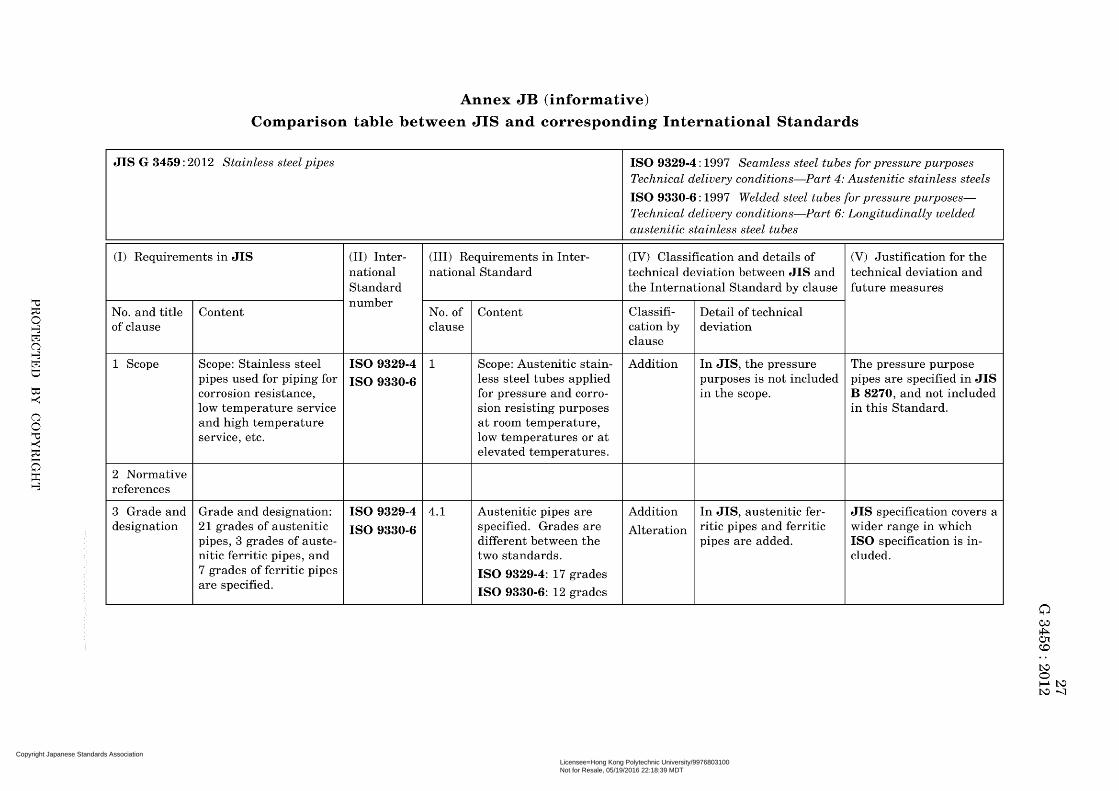
Annex JB (informative)
Comparison table between JIS and corresponding International Standards
JIS G 3459: 2012 Stainless steel pipes ISO 9329-4 : 1997 Seamless steel tubes for pressure purposes-Technical delivery conditions-Part 4: Austenitic stainless steels
ISO 9330-6: 1997 Welded steel tubes for pressure purposes-Technical delivery conditions-Part 6: Longitudinally welded austenitic stainless steel tubes
(I) Requirements in JIS (II) Inter- (III) Requirements in Inter- (IV) Classification and details of (V) Justification for the national national Standard technical deviation between JIS and technical deviation and Standard the International Standard by clause future measures number
No. and title Content No. of Content Classifi- Detail of technical of clause clause cation by deviation
clause
1 Scope Scope: Stainless steel ISO 9329-4 1 Scope: Austenitic stain- Addition In JIS, the pressure The pressure purpose pipes used for piping for ISO 9330-6 less steel tubes applied purposes is not included pipes are specified in JIS corrosion resistance, for pressure and corro- in the scope. B 8270, and not included low temperature service sion resisting purposes in this Standard. and high temperature at room temperature, service, etc. low temperatures or at
elevated temperatures.
2 Normative references
3 Grade and Grade and designation: ISO 9329-4 4.1 Austenitic pipes are Addition In JIS, austenitic fer- JIS specification covers a designation 21 grades of austenitic ISO 9330-6 specified. Grades are Alteration ritic pipes and ferritic wider range in which
pipes, 3 grades of auste- different between the pi pes are added. ISO specification is in-nitic ferritic pipes, and two standards. cluded. 7 grades of ferritic pipes ISO 9329-4: 17 grades are specified.
ISO 9330-6: 12 grades
Q ~ ~ 01 CO
~ o I---l~ ~ -::)
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
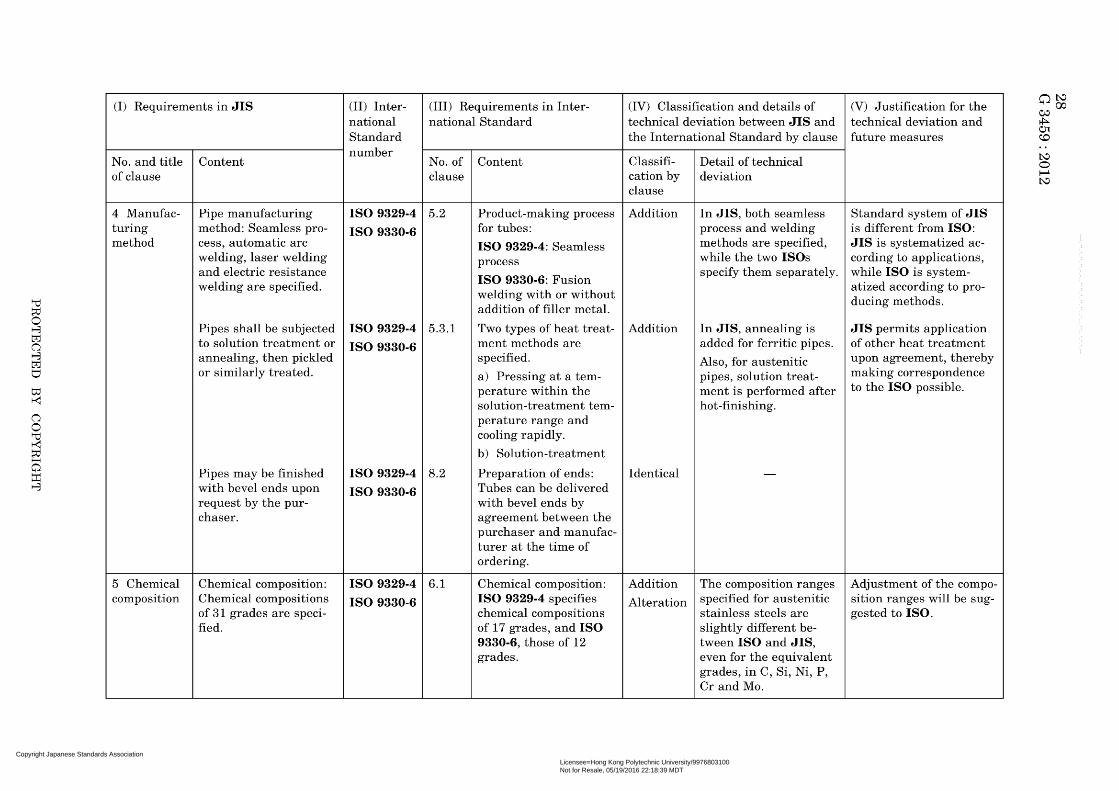
"'0 ~ o ~ M (1 ~ M U
t:d ~
(1
o ~ ~
S ::r: ~
(I) Requirements in JIS
No. and title Content of clause
4 Manufac- Pipe manufacturing turing method: Seamless pro-method cess, automatic arc
welding, laser welding and electric resistance welding are specified.
Pipes shall be subjected to solution treatment or annealing, then pickled or similarly treated.
Pi pes may be finished with bevel ends upon request by the pur-chaser.
5 Chemical Chemical composition: composition Chemical compositions
of 31 grades are speci-fied.
(II) Inter-national Standard number
ISO 9329-4
ISO 9330-6
ISO 9329-4
ISO 9330-6
ISO 9329-4
ISO 9330-6
ISO 9329-4
ISO 9330-6
(III) Requirements in Inter-national Standard
No. of Content clause
5.2 Product-making process for tubes:
ISO 9329-4: Seamless process
ISO 9330-6: Fusion welding with or without addition of filler metal.
5.3.1 Two types of heat treat-ment methods are specified.
a) Pressing at a tem-perature within the solution-treatment tem-perature range and cooling rapidly.
b) Solution-treatment
8.2 Preparation of ends: Tubes can be delivered wi th bevel ends by agreement between the purchaser and manufac-turer at the time of ordering.
6.1 Chemical composition: ISO 9329-4 specifies chemical compositions of 17 grades, and ISO 9330-6, those of 12 grades.
(IV) Classification and details of technical deviation between JIS and the International Standard by clause
Classifi- Detail of technical cation by deviation clause
Addition In JIS, both seamless process and welding methods are specified, while the two ISOs specify them separately.
Addition In JIS, annealing is added for ferritic pipes.
Also, for austenitic pipes, solution treat-ment is performed after hot-finishing.
Identical -
Addition The composition ranges
Alteration specified for austenitic stainless steels are slightly different be-tween ISO and JIS, even for the equivalent grades, in C, Si, Ni, P, Cr and Mo.
(V) Justification for the technical deviation and future measures
Standard system of JIS is different from ISO: JIS is systematized ac-cording to applications, while ISO is system-atized according to pro-ducing methods.
JIS permits application of other heat treatment upon agreement, thereby making correspondence to the ISO possible.
Adjustment of the compo-sition ranges will be sug-gested to ISO.
Q~ 00
C;J ~ 01 CO
~ o j--I.
~
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
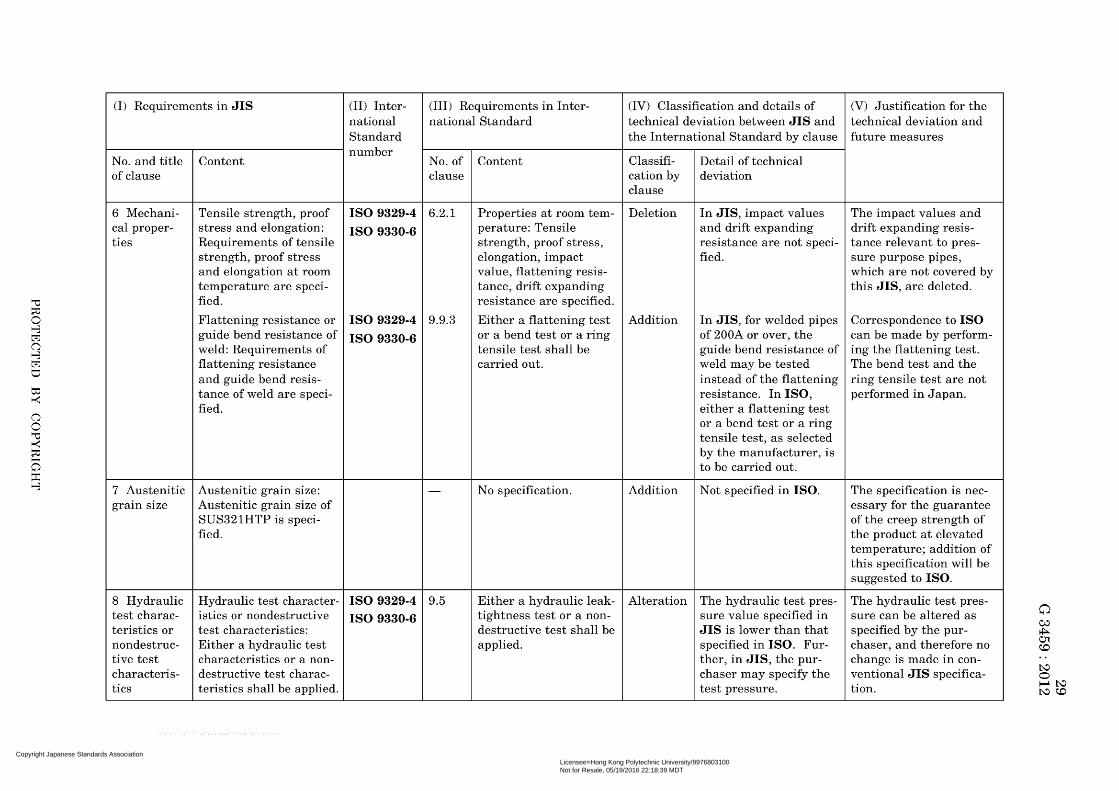
"'d ~ o ~ t:rj o ~ t:rj
t::J
OJ ~
o o ~ ~
Q ::r: ~
(I) Requirements in JIS
No. and title Content of clause
6 Mechani- Tensile strength, proof cal proper- stress and elongation: ties Requirements of tensile
strength, proof stress and elongation at room temperature are speci-fied.
Flattening resistance or guide bend resistance of weld: Requirements of flattening resistance and guide bend resis-tance of weld are speci-fied.
7 Austenitic Austenitic grain size: grain size Austenitic grain size of
SUS321HTP is speci-fied.
8 Hydraulic Hydraulic test character-test charac- istics or nondestructive teristics or test characteristics: nondestruc- Either a hydraulic test tive test characteristics or a non-characteris- destructive test charac-tics teristics shall be applied.
(II) Inter- (III) Requirements in Inter-national national Standard Standard number
No. of Content clause
ISO 9329-4 6.2.1 Properties at room tem-
ISO 9330-6 perature: Tensile strength, proof stress, elongation, impact value, flattening resis-tance, drift expanding resistance are specified.
ISO 9329-4 9.9.3 Either a flattening test
ISO 9330-6 or a bend test or a ring tensile test shall be carried out.
- No specification.
ISO 9329-4 9.5 Either a hydraulic leak-
ISO 9330-6 tightness test or a non-destructive test shall be applied.
(IV) Classification and details of technical deviation between JIS and the International Standard by clause
Classifi- Detail of technical cation by deviation clause
Deletion In JIS, impact values and drift expanding resistance are not speci-fied.
Addition In JIS, for welded pipes of 200A or over, the guide bend resistance of weld may be tested instead of the flattening resistance. In ISO, either a flattening test or a bend test or a ring tensile test, as selected by the manufacturer, is to be carried out.
Addition Not specified in ISO.
Alteration The hydraulic test pres-sure value specified in JIS is lower than that specified in ISO. Fur-ther, in JIS, the pur-chaser may specify the test pressure.
(V) Justification for the technical deviation and future measures
The impact values and drift expanding resis-tance relevant to pres-sure purpose pipes, which are not covered by this JIS, are deleted.
Correspondence to ISO can be made by perform-ing the flattening test. The bend test and the ring tensile test are not performed in Japan.
The specification is nec-essary for the guarantee of the creep strength of the product at elevated temperature; addition of this specification will be suggested to ISO.
The hydraulic test pres-sure can be altered as specified by the pur-chaser, and therefore no change is made in con-ventional JIS specifica-tion.
Q ~ ~ 01 CO
~ o j--I.~ ~CO
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
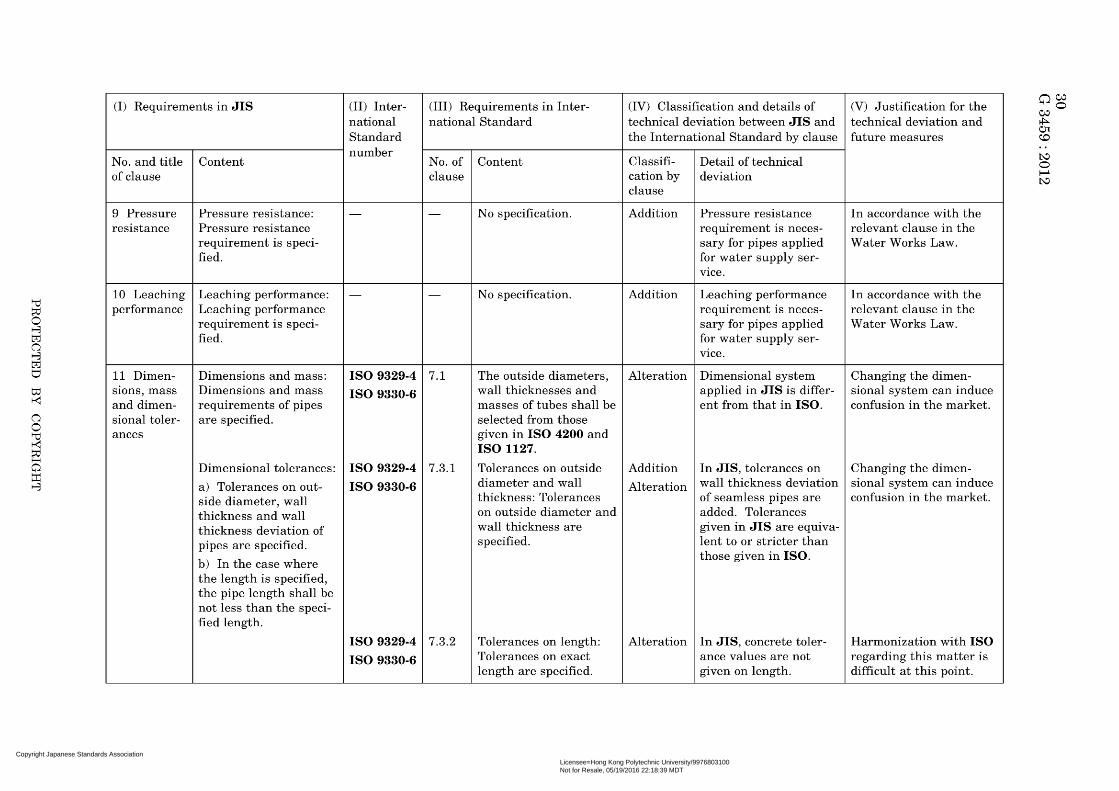
"'0 ~ o ~ M (1 ~ M U
t:d ~
(1
o ~ ~
S ::r: ~
(I) Requirements in JIS
No. and title Content of clause
9 Pressure Pressure resistance: resistance Pressure resistance
requirement is speci-fied.
10 Leaching Leaching performance: performance Leaching performance
requirement is speci-fied.
11 Dimen- Dimensions and mass: sions, mass Dimensions and mass and dimen- requirements of pipes sional toler- are specified. ances
Dimensional tolerances:
a) Tolerances on out-side diameter, wall thickness and wall thickness deviation of pipes are specified.
b) In the case where the length is specified, the pipe length shall be not less than the speci-fied length.
(II) Inter-national Standard number
-
-
ISO 9329-4
ISO 9330-6
ISO 9329-4
ISO 9330-6
ISO 9329-4
ISO 9330-6
(III) Requirements in Inter-national Standard
No. of Content clause
- No specification.
- No specification.
7.1 The outside diameters, wall thicknesses and masses of tubes shall be selected from those given in ISO 4200 and ISO 1127.
7.3.1 Tolerances on outside diameter and wall thickness: Tolerances on outside diameter and wall thickness are specified.
7.3.2 Tolerances on length: Tolerances on exact length are specified.
(IV) Classification and details of technical deviation between JIS and the International Standard by clause
Classifi- Detail of technical cation by deviation clause
Addition Pressure resistance requirement is neces-sary for pipes applied for water supply ser-vice.
Addition Leaching performance requirement is neces-sary for pipes applied for water supply ser-vice.
Alteration Dimensional system applied in JIS is differ-ent from that in ISO.
Addition In JIS, tolerances on
Alteration wall thickness deviation of seamless pipes are added. Tolerances given in JIS are equiva-lent to or stricter than those given in ISO.
Alteration In JIS, concrete toler-ance values are not given on length.
(V) Justification for the technical deviation and future measures
In accordance with the relevant clause in the Water Works Law.
In accordance with the relevant clause in the Water Works Law.
Changing the dimen-sional system can induce confusion in the market.
Changing the dimen-sional system can induce confusion in the market.
Harmonization with ISO regarding this matter is difficult at this point.
QW o
W ~ 01 CO
~ o j--I.
~
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
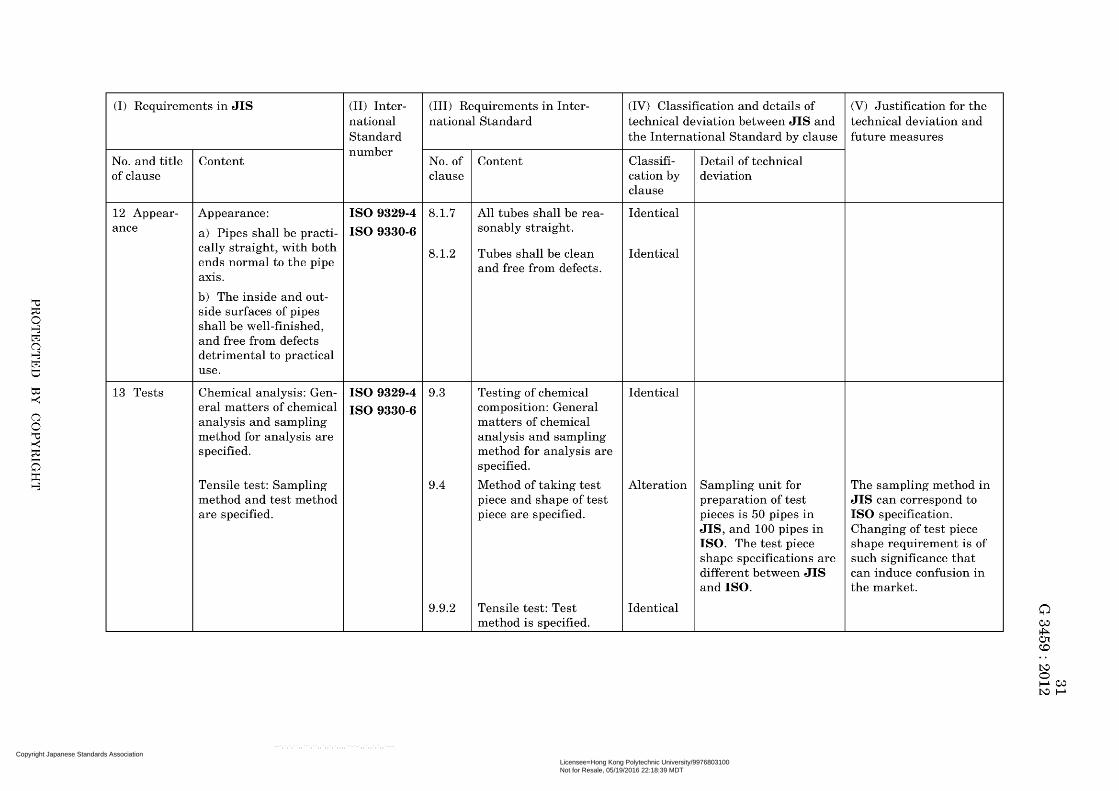
"'d ~ o ~ t:rj o ~ t:rj
t::J
OJ ~
o o ~ ~
Q ::r: ~
(I) Requirements in JIS
No. and title Content of clause
12 Appear- Appearance: ance a) Pipes shall be practi-
cally straight, with both ends normal to the pipe axis.
b) The inside and out-side surfaces of pipes shall be well-finished, and free from defects detrimental to practical use.
13 Tests Chemical analysis: Gen-eral matters of chemical analysis and sampling method for analysis are specified.
Tensile test: Sampling method and test method are specified.
(II) Inter-national Standard number
ISO 9329-4
ISO 9330-6
ISO 9329-4 ISO 9330-6
(III) Requirements in Inter-national Standard
No. of Content clause
8.1.7 All tubes shall be rea-sonably straight.
8.1.2 Tubes shall be clean and free from defects.
9.3 Testing of chemical composition: General matters of chemical analysis and sampling method for analysis are specified.
9.4 Method of taking test piece and shape of test piece are specified.
9.9.2 Tensile test: Test method is specified.
(IV) Classification and details of technical deviation between JIS and the International Standard by clause
Classifi- Detail of technical cation by deviation clause
Identical
Identical
Identical
Alteration Sampling unit for preparation of test pieces is 50 pipes in JIS, and 100 pi pes in ISO. The test piece shape specifications are different between JIS and ISO.
Identical
(V) Justification for the technical deviation and future measures
The sampling method in JIS can correspond to ISO specification. Changing of test piece shape requirement is of such significance that can induce confusion in the market.
Q ~ ~ 01 CO
~ o j--I.~ ~j--I.
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
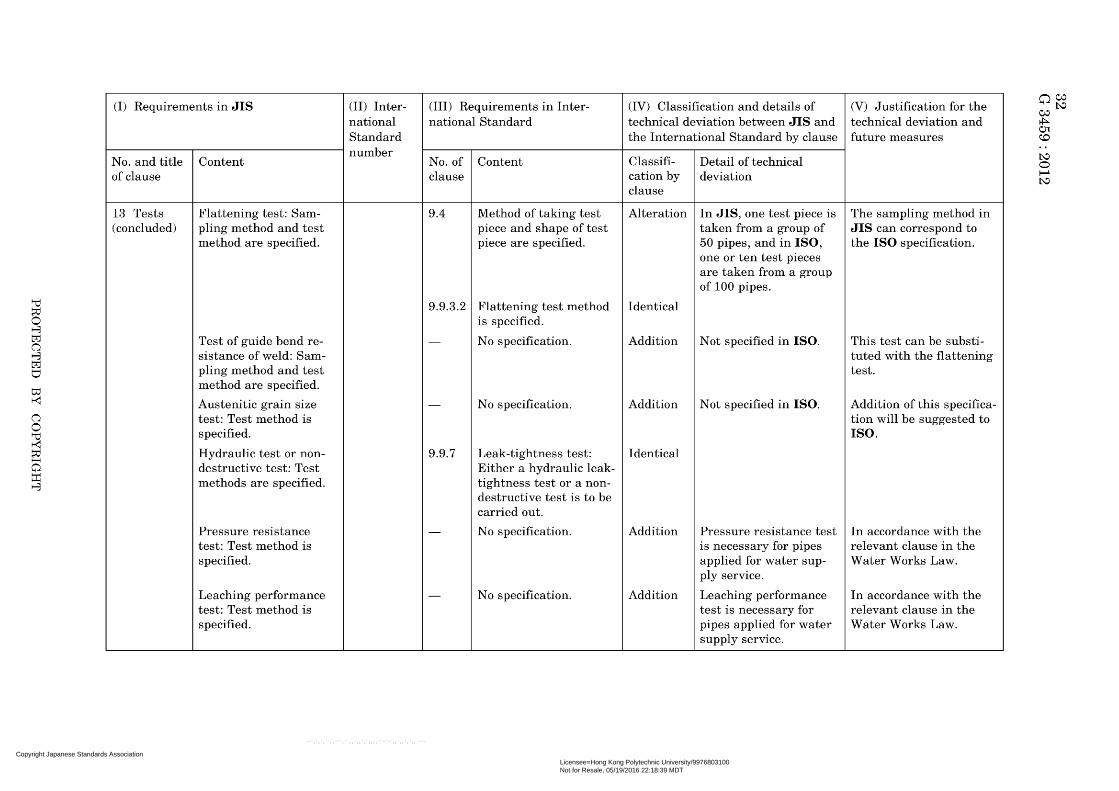
"'0 ~ o ~ M (1 ~ M U
t:d ~
(1
o ~ ~
S ::r: ~
(I) Requirements in JIS
No. and title Content of clause
13 Tests Flattening test: Sam-(concl uded) pIing method and test
method are specified.
Test of guide bend re-sistance of weld: Sam-pIing method and test method are specified.
Austenitic grain size test: Test method is specified.
Hydraulic test or non-destructive test: Test methods are specified.
Pressure resistance test: Test method is specified.
Leaching performance test: Test method is specified.
(II) Inter- (III) Requirements in Inter-national national Standard Standard number
No. of Content clause
9.4 Method of taking test piece and shape of test piece are specified.
9.9.3.2 Flattening test method is specified.
- No specification.
- No specification.
9.9.7 Leak-tightness test: Either a hydraulic leak-tightness test or a non-destructive test is to be carried out.
- No specification.
- No specification.
(IV) Classification and details of technical deviation between JIS and the International Standard by clause
Classifi- Detail of technical cation by deviation clause
Alteration In JIS, one test piece is taken from a group of 50 pipes, and in ISO, one or ten test pieces are taken from a group of 100 pipes.
Identical
Addition Not specified in ISO.
Addition Not specified in ISO.
Identical
Addition Pressure resistance test is necessary for pipes applied for water sup-ply service.
Addition Leaching performance test is necessary for pipes applied for water supply service.
(V) Justification for the technical deviation and future measures
The sampling method in JIS can correspond to the ISO specification.
This test can be substi-tuted with the flattening test.
Addition of this specific a-tion will be suggested to ISO.
In accordance with the relevant clause in the Water Works Law.
In accordance with the relevant clause in the Water Works Law.
QW ~
W ~ 01 CO
~ o I---l ~
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
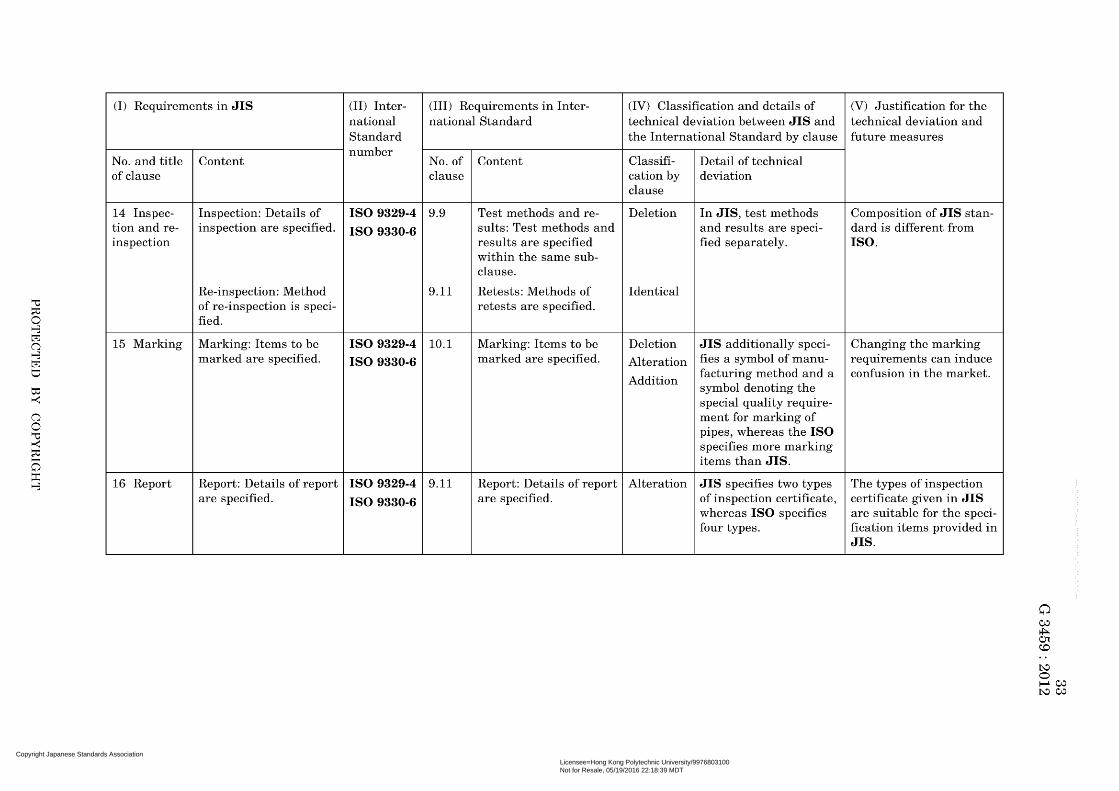
"'d ~ o ~ t:rj o ~ t:rj
t::J
OJ ~
o o ~ ~
Q ::r: ~
(I) Requirements in JIS
No. and title Content of clause
14 Inspec- Inspection: Details of tion and re- inspection are specified. inspection
Re-inspection: Method of re-inspection is speci-fied.
15 Marking Marking: Items to be marked are specified.
16 Report Report: Details of report are specified.
(II) Inter- (III) Requirements in Inter-national national Standard Standard number
No. of Content clause
ISO 9329-4 9.9 Test methods and re-
ISO 9330-6 sults: Test methods and results are specified within the same sub-clause.
9.11 Retests: Methods of retests are specified.
ISO 9329-4 10.1 Marking: Items to be
ISO 9330-6 marked are specified.
ISO 9329-4 9.11 Report: Details of report
ISO 9330-6 are specified.
(IV) Classification and details of technical deviation between JIS and the International Standard by clause
Classifi- Detail of technical cation by deviation clause
Deletion In JIS, test methods and results are speci-fied separately.
Identical
Deletion JIS additionally speci-
Alteration fies a symbol of manu-
Addition facturing method and a symbol denoting the special quality require-ment for marking of pipes, whereas the ISO specifies more marking items than JIS.
Alteration JIS specifies two types of inspection certificate, whereas ISO specifies four types.
(V) Justification for the technical deviation and future measures
Composition of JIS stan-dard is different from ISO.
Changing the marking requirements can induce confusion in the market.
The types of inspection certificate given in JIS are suitable for the speci-fication items provided in JIS.
Q ~ ~ 01 CO
~ o j--I.~ ~~
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---
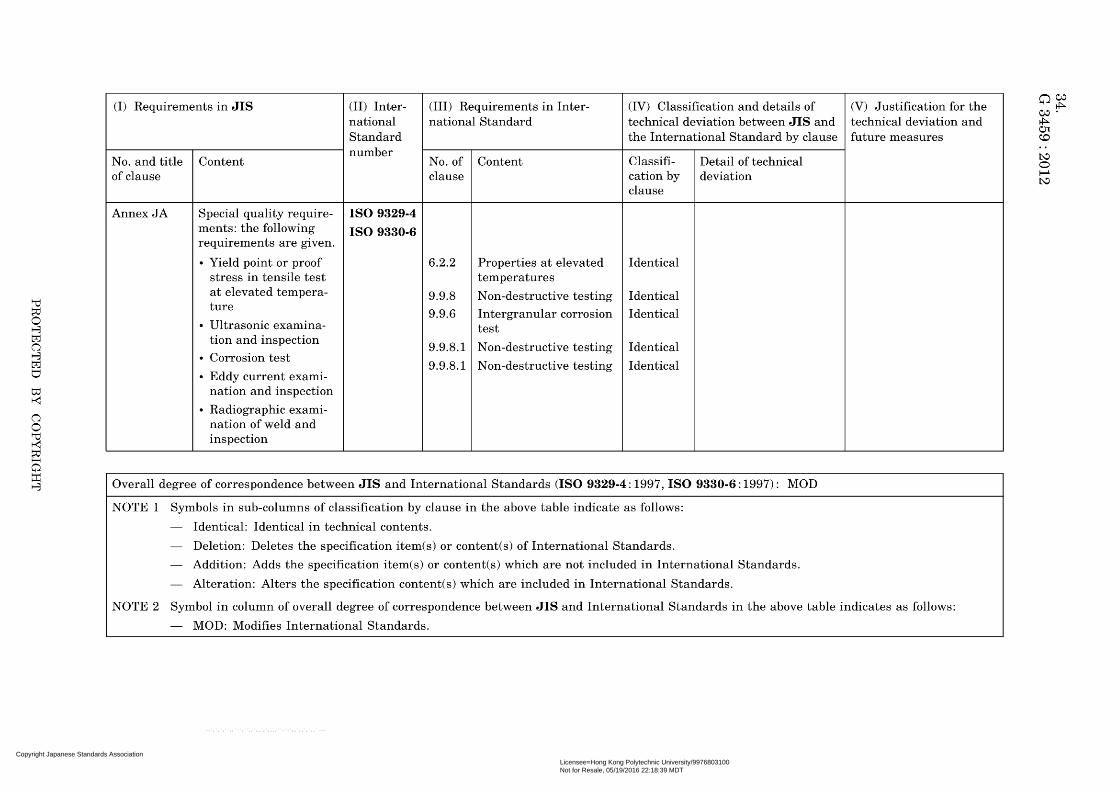
"'0 ~ o ~ M (1 ~ M U
t:d ~
(1
o ~ ~
S ::r: ~
(I) Requirements in JIS (II) Inter- (III) Requirements in Inter- (IV) Classification and details of national national Standard technical deviation between JIS and Standard the International Standard by clause number
No. and title Content No. of Content Classifi- Detail of technical of clause clause cation by deviation
clause
Annex JA Special quality require- ISO 9329-4 ments: the following ISO 9330-6 requirements are given.
• Yield point or proof 6.2.2 Properties at elevated Identical stress in tensile test temperatures at elevated tempera- 9.9.S Non -destructi ve testing Identical ture
9.9.6 Intergranular corrosion Identical • Ultrasonic examina- test
tion and inspection 9.9.S.1 Non -destructi ve testing Identical
• Corrosion test 9.9.S.1 Non -destructi ve testing Identical
• Eddy current exami-nation and inspection
• Radiographic exami-nation of weld and inspection
Overall degree of correspondence between JIS and International Standards (ISO 9329-4: 1997, ISO 9330-6: 1997): MOD
NOTE 1 Symbols in sub-columns of classification by clause in the above table indicate as follows:
Identical: Identical in technical contents.
Deletion: Deletes the specification item(s) or content(s) of International Standards.
Addition: Adds the specification item(s) or content(s) which are not included in International Standards.
Alteration: Alters the specification content(s) which are included in International Standards.
(V) Justification for the technical deviation and future measures
NOTE 2 Symbol in column of overall degree of correspondence between JIS and International Standards in the above table indicates as follows:
- MOD: Modifies International Standards.
QW ~ w·
~ 01 CO
~ o j--I.
~
Copyright Japanese Standards Association Licensee=Hong Kong Polytechnic University/9976803100 Not for Resale, 05/19/2016 22:18:39 MDT
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---

Errata for JIS (English edition) are printed in Standardization and Quality Control, published monthly by the Japanese Standards Association, and also provided to subscribers of JIS (English edition) in Monthly Information.
Errata will be provided upon request, please contact: Standards Publishing Department, Japanese Standards Association 4-1-24, Akasaka, Minato-ku, Tokyo, 107-8440 JAPAN TEL. 03-3583-8002 FAX. 03-3583-0462
Copyright Japanese Standards Association
--`,`,`,``,,```,``,,`,,`,`,,,,``-`-`,,`,,`,`,,`---














![base < Absorption (by JIS L 1096) > < Drying (by JIS L ...[ Characteristics ] < Absorption (by JIS L 1096) > < Drying (by JIS L 1096) > - Superior Sweat-absorbing](https://static.fdocuments.in/doc/165x107/60c08ded3cb47541030ca08e/base-absorption-by-jis-l-1096-drying-by-jis-l-characteristics.jpg)

